Embed Size (px)
Citation preview

11 Modern Steelmaking Processes 1. Charge Materials
Topics to discuss…
1. Metallics
2. Auxiliary charges
3. Oxidants
4. Fuels
5. Refractories
Principal raw materials used for steel manufacture
• metallics (metallic charge, metallic additions),
• auxiliary charge (fluxes, deoxidisers),
• oxidants,
• fuels, and
• refractories
Raw Materials
3/28
1. Metallics
1.1 Metallic Charge
The primary source contains
(a) pig iron (liquid or solid), and
(b) solid products of direct conversion of iron
from iron ores (a.k.a. sponge iron or DRI)
The secondary source
(a) steel scrap (also include pig iron scrap in some cases).
Ferro-alloys
(a) ferrosilicon, ferromanganese, ferrochrome, ferromolybdenum, etc.
(used primarily for deoxidation and alloy additions)
4/28

On average, 1130-1140 kg metallic charge used per ton
of steel produced
The proportion pig iron and scrap used for making steel
depends on the type of steelmaking process
• In electric steelmaking, the use of pig iron is very low (less than 5%)
and the metallic charge consists mainly of scrap or a semi-product pre-
melted in a separate plant.
• In open-hearth processes, the charge is roughly 55% pig iron
(the balance is scrap)
• In converter steelmaking, 70-85% pig iron (the balance is scrap).
5/28
merchant pig iron
Pig iron
In an integrated steelmaking plant, liquid iron,
rather pig iron, is used
The composition of liquid/solid iron produced is
always controlled to suit the steelmaking process.
‘Merchant’ pig iron (in solid form, 15-45 kg/pc)
• Acid, ‘hematite’ or ‘Swedish iron’ – (0.05% max. P) used in acid steelmaking processes
• Basic iron (0.2-0.4% P) – general purpose pig iron used in basic steelmaking processes
• Thomas iron (1.5% min. P) – used in special basic steelmaking processes
6/28
Steel Scrap
Steel scrap consists of discarded
steel or steel products
Generally segregated by
composition and size or ‘grade’
suitable for melting.
• A scrap is off grade if it fails to meet
(i) applicable size limitations,
(ii) applicable requirements for the type
of scrap, and
(iii) applicable requirement with respect
to the scrap quality.
Three main types of scrap :
(i) internal scrap / home scrap
30-45% of total scrap generated
spillage, sheared ends, rejected materials
this scrap of known composition is mainly
used at the same plant as metallic charge
(ii) prompt scrap / process scrap
18-20% of total scrap
chips, trimming, forging and stamping wastes
(iii) dormant scrap / obsolete scrap
30% of the total scrap
used or worn-off machines, rails, domestic
appliances
7/28
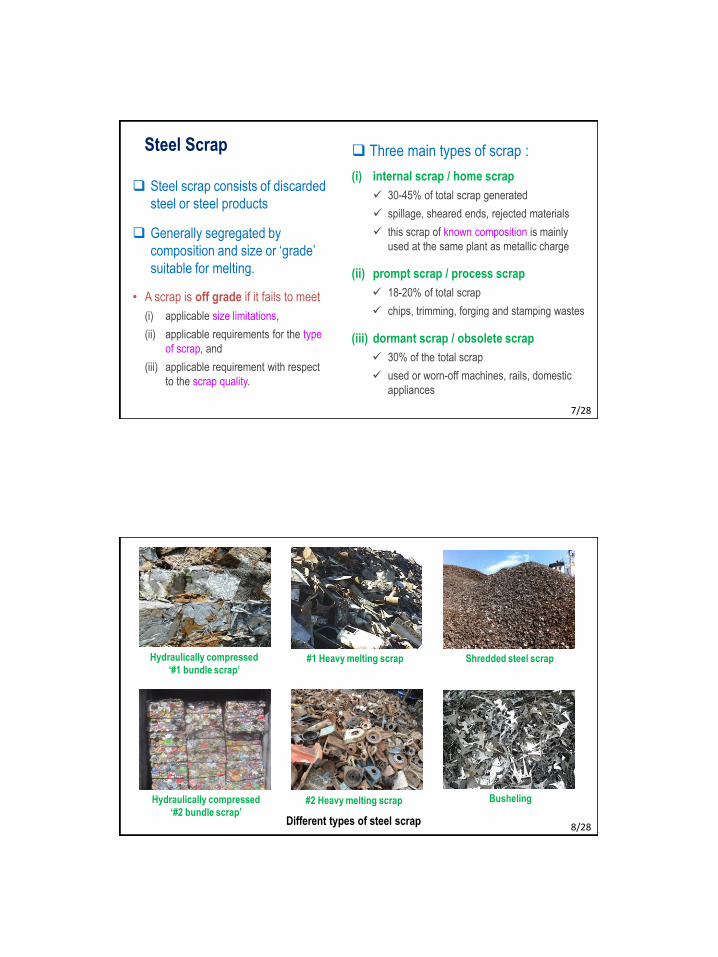
Hydraulically compressed
‘#1 bundle scrap’
Hydraulically compressed
‘#2 bundle scrap’
#1 Heavy melting scrap
#2 Heavy melting scrap
Shredded steel scrap
Busheling
Different types of steel scrap 8/28
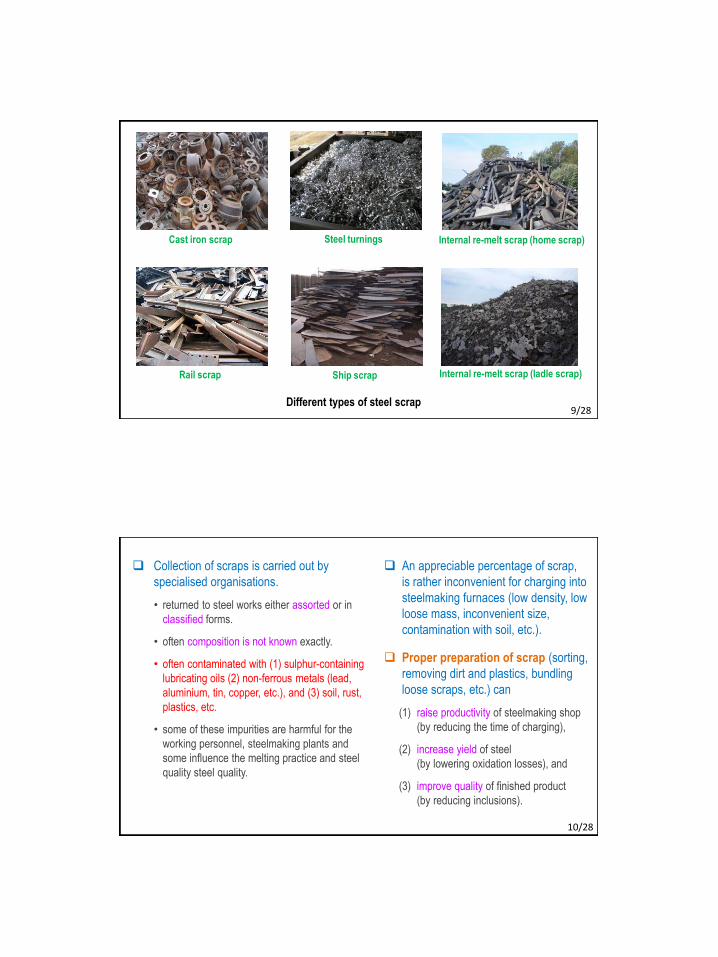
Cast iron scrap
Rail scrap
Steel turnings
Ship scrap
Internal re-melt scrap (home scrap)
Internal re-melt scrap (ladle scrap)
Different types of steel scrap 9/28
Collection of scraps is carried out by
specialised organisations.
• returned to steel works either assorted or in
classified forms.
• often composition is not known exactly.
• often contaminated with (1) sulphur-containing
lubricating oils (2) non-ferrous metals (lead,
aluminium, tin, copper, etc.), and (3) soil, rust,
plastics, etc.
• some of these impurities are harmful for the
working personnel, steelmaking plants and
some influence the melting practice and steel
quality steel quality.
An appreciable percentage of scrap,
is rather inconvenient for charging into
steelmaking furnaces (low density, low
loose mass, inconvenient size,
contamination with soil, etc.).
Proper preparation of scrap (sorting,
removing dirt and plastics, bundling
loose scraps, etc.) can
(1) raise productivity of steelmaking shop
(by reducing the time of charging),
(2) increase yield of steel
(by lowering oxidation losses), and
(3) improve quality of finished product
(by reducing inclusions).
10/28
Conventional
processes
Bessemer Up to 8%
Bessemer (with modification) Up to 12%
Open-hearth* Up to 75%
Electric* Up to 100%
Oxygen
steelmaking
processes
LD Up to 25%
LD (with modification) Up to 45%
Kaldo and Rotor Up to 45%
Proportion of scrap consumption in various steelmaking processes
*The open-hearth and the electric processes were developed chiefly to remelt the available scrap.
Until the advent of these two processes, there was no way to melt steel scrap because of the
limitations of the furnace not being capable of attaining steelmaking temperatures i.e.150-1600 °C.
11/28
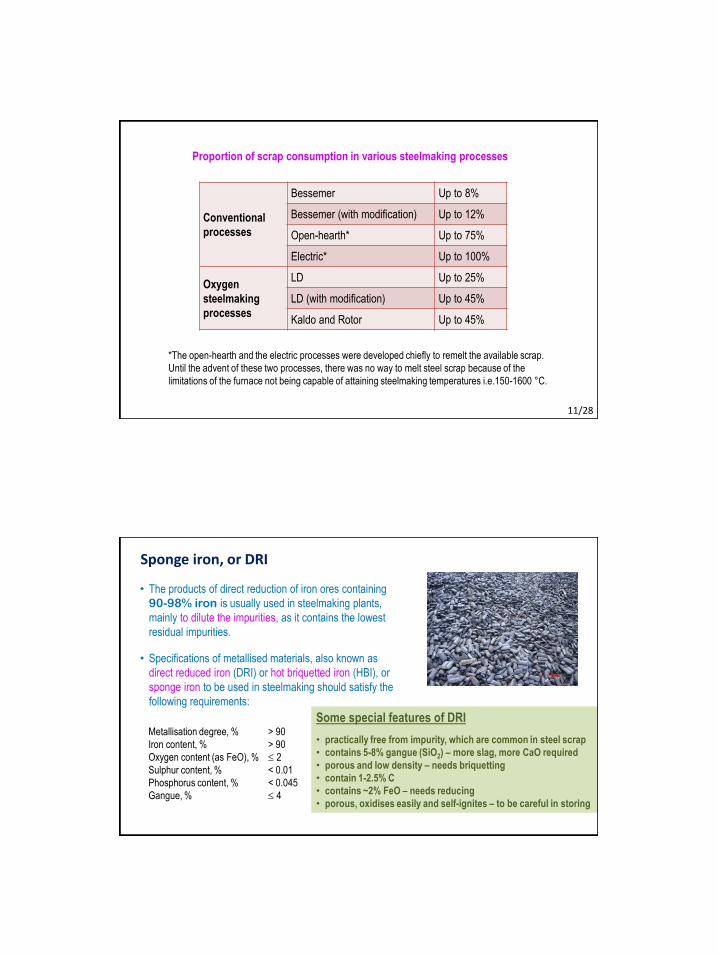
Sponge iron, or DRI
• The products of direct reduction of iron ores containing
90-98% iron is usually used in steelmaking plants,
mainly to dilute the impurities, as it contains the lowest
residual impurities.
• Specifications of metallised materials, also known as
direct reduced iron (DRI) or hot briquetted iron (HBI), or
sponge iron to be used in steelmaking should satisfy the
following requirements:
Metallisation degree, % > 90
Iron content, % > 90
Oxygen content (as FeO), % 2
Sulphur content, % < 0.01
Phosphorus content, % < 0.045
Gangue, % 4
Some special features of DRI
• practically free from impurity, which are common in steel scrap
• contains 5-8% gangue (SiO2) – more slag, more CaO required
• porous and low density – needs briquetting
• contain 1-2.5% C
• contains ~2% FeO – needs reducing
• porous, oxidises easily and self-ignites – to be careful in storing
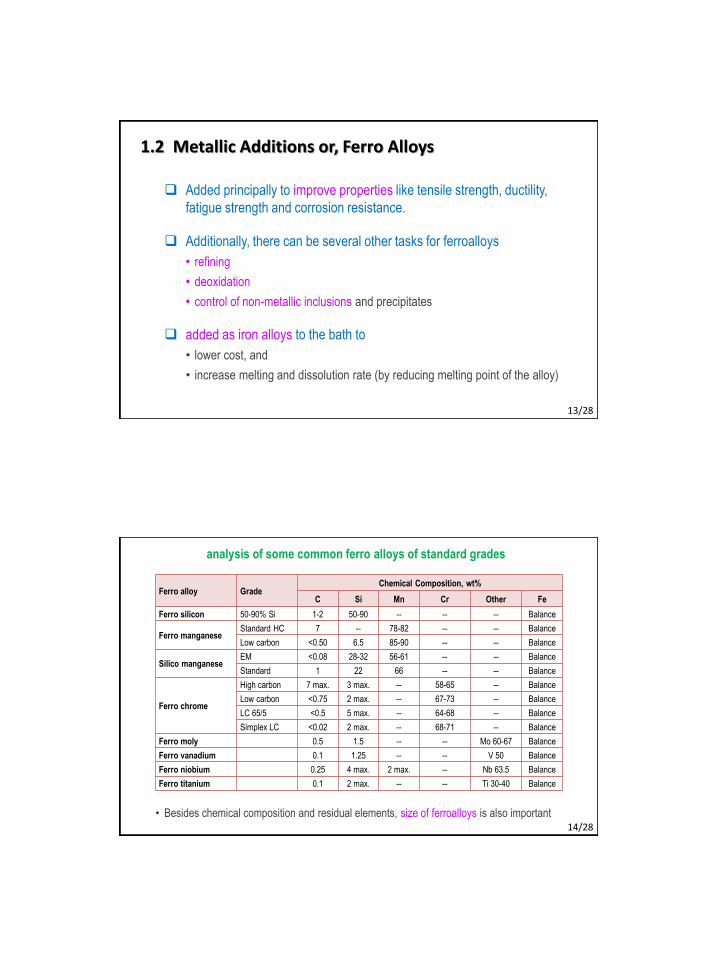
1.2 Metallic Additions or, Ferro Alloys
Added principally to improve properties like tensile strength, ductility,
fatigue strength and corrosion resistance.
Additionally, there can be several other tasks for ferroalloys
• refining
• deoxidation
• control of non-metallic inclusions and precipitates
added as iron alloys to the bath to
• lower cost, and
• increase melting and dissolution rate (by reducing melting point of the alloy)
13/28
Ferro alloy Grade Chemical Composition, wt%
C Si Mn Cr Other Fe
Ferro silicon 50-90% Si 1-2 50-90 -- -- -- Balance
Ferro manganese Standard HC 7 -- 78-82 -- -- Balance
Low carbon <0.50 6.5 85-90 -- -- Balance
Silico manganese EM <0.08 28-32 56-61 -- -- Balance
Standard 1 22 66 -- -- Balance
Ferro chrome
High carbon 7 max. 3 max. -- 58-65 -- Balance
Low carbon <0.75 2 max. -- 67-73 -- Balance
LC 65/5 <0.5 5 max. -- 64-68 -- Balance
Simplex LC <0.02 2 max. -- 68-71 -- Balance
Ferro moly 0.5 1.5 -- -- Mo 60-67 Balance
Ferro vanadium 0.1 1.25 -- -- V 50 Balance
Ferro niobium 0.25 4 max. 2 max. -- Nb 63.5 Balance
Ferro titanium 0.1 2 max. -- -- Ti 30-40 Balance
analysis of some common ferro alloys of standard grades
• Besides chemical composition and residual elements, size of ferroalloys is also important 14/28
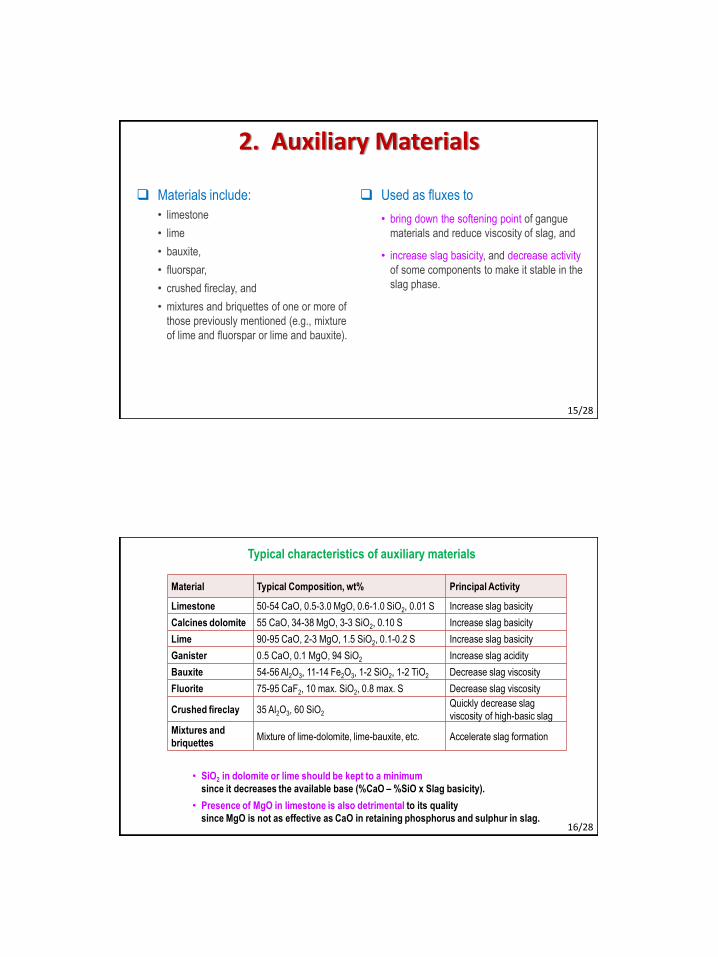
2. Auxiliary Materials
Materials include:
• limestone
• lime
• bauxite,
• fluorspar,
• crushed fireclay, and
• mixtures and briquettes of one or more of
those previously mentioned (e.g., mixture
of lime and fluorspar or lime and bauxite).
Used as fluxes to
• bring down the softening point of gangue
materials and reduce viscosity of slag, and
• increase slag basicity, and decrease activity
of some components to make it stable in the
slag phase.
15/28
Material Typical Composition, wt% Principal Activity
Limestone 50-54 CaO, 0.5-3.0 MgO, 0.6-1.0 SiO2, 0.01 S Increase slag basicity
Calcines dolomite 55 CaO, 34-38 MgO, 3-3 SiO2, 0.10 S Increase slag basicity
Lime 90-95 CaO, 2-3 MgO, 1.5 SiO2, 0.1-0.2 S Increase slag basicity
Ganister 0.5 CaO, 0.1 MgO, 94 SiO2 Increase slag acidity
Bauxite 54-56 Al2O3, 11-14 Fe2O3, 1-2 SiO2, 1-2 TiO2 Decrease slag viscosity
Fluorite 75-95 CaF2, 10 max. SiO2, 0.8 max. S Decrease slag viscosity
Crushed fireclay 35 Al2O3, 60 SiO2 Quickly decrease slag
viscosity of high-basic slag
Mixtures and
briquettes Mixture of lime-dolomite, lime-bauxite, etc. Accelerate slag formation
• SiO2 in dolomite or lime should be kept to a minimum
since it decreases the available base (%CaO – %SiO x Slag basicity).
• Presence of MgO in limestone is also detrimental to its quality
since MgO is not as effective as CaO in retaining phosphorus and sulphur in slag.
Typical characteristics of auxiliary materials
16/28

3. Oxidants
Added to the bath to accelerate the
oxidation of carbon and other impurities.
Used either
• in the solid state (iron ore, sinter, ore pellets,
rolling scale, fluxed sinter, briquetted ore fines)
• or, in the gaseous state (compressed air,
oxygen, various mixtures including oxygen,
steam, carbon dioxide, etc.).
Solid oxidant should have
• a high concentration of iron oxide
and the least content of silica
• a high density where possible.
Gaseous oxidants should be
• clean and have as low nitrogen (<0.5%)
as possible to ensures proper conditions
for making steels free from nitrogen.
17/28
4. Refractories
Inorganic non-metallic material, capable to withstand high
temperature (~1600 °C) without undergoing physico – chemical
changes while remaining in contact with chemically reactive
molten slag, metal and gases.
Have a crucial impact on the cost and quality of steel products.
The diversification on steel products and their cleanliness
requirement in recent years caused an increased demand for
high quality refractory.
• It becomes necessary to produce range of refractory materials with different
properties to meet range of processing conditions.
18/28
Refractory materials are required to withstand:
1. A wide range of temperature, up to 2200 °C.
2. Sudden changes in temperature to cause thermal shock, resulting crack/fracturing.
3. Compressive stresses at both high and low temperatures.
4. Abrasive forces at both high and low temperatures.
5. The corrosive action of slags, ranging from acidic to basic in character.
6. great pressures and buoyant forces of molten metal
7. The corrosive action of gasses/volatile oxides/salts of metals.
To minimize heat losses from the reaction chamber
To allow thermal energy dependent conversion of chemically reactive
reactants into products because metallic vessels are not suitable.
Why required?
19/28
Steelmaking furnaces are lines with suitable refractory
materials, which erode during steel making and hence the
material of lining is also required as a recurring consumable
raw material.
The lining of furnace is made either by laying bricks (or
blocks) or by shaping the required contour in situ using a
refractory mix.
Often, the lining is repaired after certain number of heat to
maintain it in a proper ‘shape’ and ‘state’.
20/28
Common manufacturing/installation methods
• Brick
• Castable – precast/vibrated/self-flow
• Shortcrete (wet gunning)
• Gunning
• Plastic
• Ramming material
• Mortar
• Insulation board/blanket
21/28
Refractory materials and products are classified by several features
• chemical composition (acid, basic or normal)
• physical form (brick or monolithic/ ramming mass/castable/mortar/plastic mass)
• refractoriness (high (>2000 °C)/medium (1770-2000 °C)/low (1580-1770 °C))
• porosity and slag permeability
• strength
• density
• spalling resistance
• thermal expansion and thermal conductivity
Refractory Classification
22/28
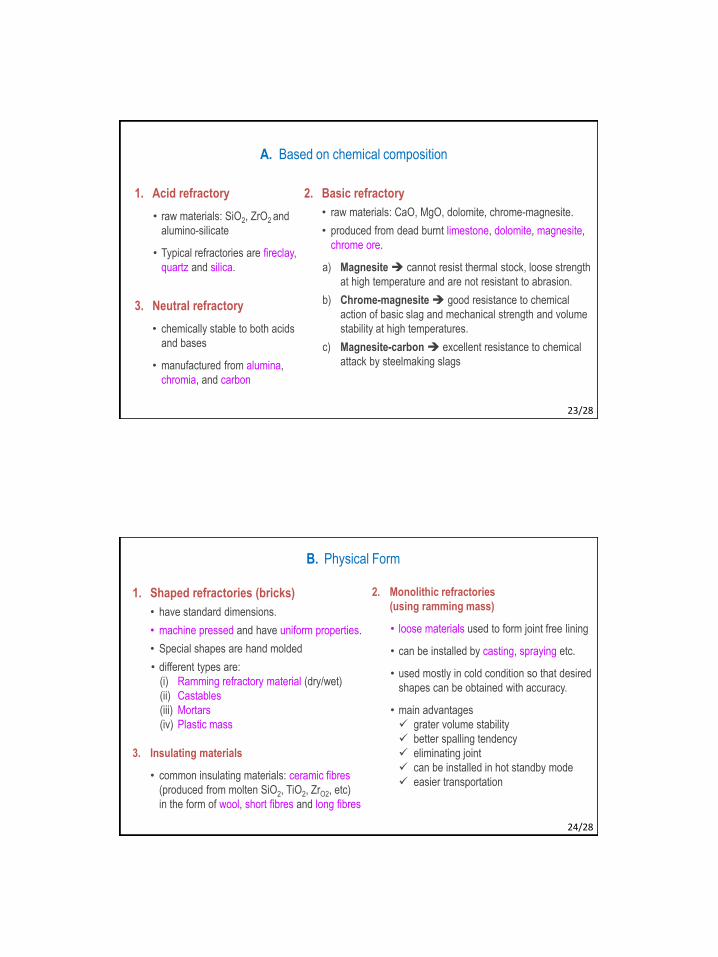
A. Based on chemical composition
2. Basic refractory
• raw materials: CaO, MgO, dolomite, chrome-magnesite.
• produced from dead burnt limestone, dolomite, magnesite,
chrome ore.
a) Magnesite cannot resist thermal stock, loose strength
at high temperature and are not resistant to abrasion.
b) Chrome-magnesite good resistance to chemical
action of basic slag and mechanical strength and volume
stability at high temperatures.
c) Magnesite-carbon excellent resistance to chemical
attack by steelmaking slags
1. Acid refractory
• raw materials: SiO2, ZrO2 and
alumino-silicate
• Typical refractories are fireclay,
quartz and silica.
3. Neutral refractory
• chemically stable to both acids
and bases
• manufactured from alumina,
chromia, and carbon
23/28
B. Physical Form
1. Shaped refractories (bricks)
• have standard dimensions.
• machine pressed and have uniform properties.
• Special shapes are hand molded
• different types are:
(i) Ramming refractory material (dry/wet)
(ii) Castables
(iii) Mortars
(iv) Plastic mass
2. Monolithic refractories
(using ramming mass)
• loose materials used to form joint free lining
• can be installed by casting, spraying etc.
• used mostly in cold condition so that desired
shapes can be obtained with accuracy.
• main advantages
grater volume stability
better spalling tendency
eliminating joint
can be installed in hot standby mode
easier transportation
3. Insulating materials
• common insulating materials: ceramic fibres
(produced from molten SiO2, TiO2, ZrO2, etc)
in the form of wool, short fibres and long fibres
24/28
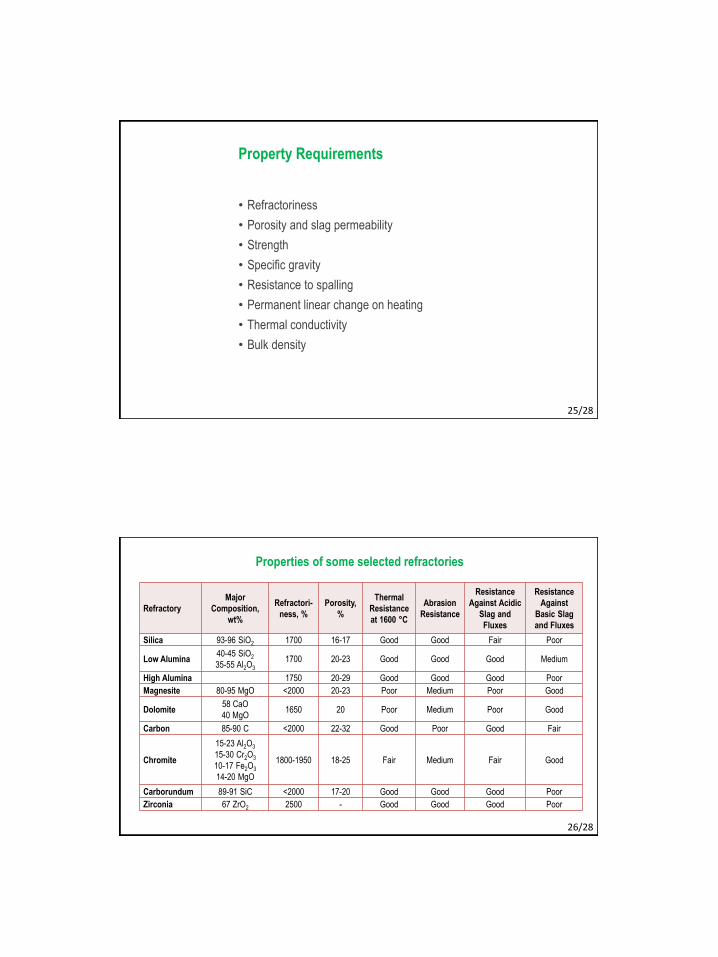
Property Requirements
• Refractoriness
• Porosity and slag permeability
• Strength
• Specific gravity
• Resistance to spalling
• Permanent linear change on heating
• Thermal conductivity
• Bulk density
25/28
Refractory
Major
Composition,
wt%
Refractori-
ness, %
Porosity,
%
Thermal
Resistance
at 1600 °C
Abrasion
Resistance
Resistance
Against Acidic
Slag and
Fluxes
Resistance
Against
Basic Slag
and Fluxes
Silica 93-96 SiO2 1700 16-17 Good Good Fair Poor
Low Alumina 40-45 SiO2
35-55 Al2O3 1700 20-23 Good Good Good Medium
High Alumina 1750 20-29 Good Good Good Poor
Magnesite 80-95 MgO <2000 20-23 Poor Medium Poor Good
Dolomite 58 CaO
40 MgO 1650 20 Poor Medium Poor Good
Carbon 85-90 C <2000 22-32 Good Poor Good Fair
Chromite
15-23 Al2O3
15-30 Cr2O3
10-17 Fe2O3
14-20 MgO
1800-1950 18-25 Fair Medium Fair Good
Carborundum 89-91 SiC <2000 17-20 Good Good Good Poor
Zirconia 67 ZrO2 2500 - Good Good Good Poor
Properties of some selected refractories
26/28
The melting and casting of steel require an enormous quantity
(nearly 30 kg per ton of steel) of refractory materials.
Life of the working lining usually ranges from 20-100 heats.
Stability of refractories determines not only their consumption, but
also the productivity of steelmaking plant (the frequency and extent
of repairs), and the quality of steel produced.
Modern techniques of the off-furnace treatment of metal (inert-gas
blowing, vacuum treatment, etc.), which are associated with intense
metal stirring, require refractories of especially high quality.
Refractory Consumption
27/28
Measures to decrease refractories consumption:
1. using better quality refractory;
2. collecting and reusing refractory waste left from furnace repair;
3. running the heats properly according to the operating possibilities of
the refractories;
4. replacing, fully or partially, the refractory lining by cooled (say, water-
cooled) elements; and
5. repairing the working layer of refractory lining periodically
28/28




























![Ep118 Lec11 Optoelectronics[1]](https://img.pdfslide.us/doc/110x75/563db867550346aa9a93659b/ep118-lec11-optoelectronics1.jpg)
