-
7/23/2019 Power Source Characteristics
1/4
Power source characteristics
Job Knowledge[ Zoom]
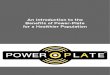
Fig. 1. Static arc characteristic
The prime objectie o! an arc welding power source is to delier
controllable welding current at
a oltage demanded b" the welding process. The arc welding
processes hae di!!erentre#uirements with respect to the controls
necessar" to gie the re#uired welding conditions and
these in their turn in!luence the design o! the power source. $n
order to understand how the
re#uirements o! the processes a!!ect the design o! the power
source it is necessar" to understandthe interaction o! the power
source and the arc characteristics.
$! the oltage o! a welding arc at ar"ing arc lengths is plotted
against the welding current the
cures illustrated in Fig. 1 are obtained. The highest oltage is
the open circuit oltage o! the
power source. %nce the arc is struc& the oltage rapidl"
!alls as the gases in the arc gap become
ionised and electricall" conductie' the electrode heats up and
the si(e o! the arc columnincreases. The welding current increases
as the oltage !alls until a point is reached at which time
the oltage)current relationship becomes linear and begins to
!ollow %hms *aw. +hat is
important to note !rom Fig. 1 is that as the arc length changes
both the oltage and weldingcurrent also change , a longer arc giing
higher oltage but with a corresponding drop in
welding current and ice ersa. This characteristic o! the welding
arc a!!ects the design o! the
power source since large changes in welding current in manual
metallic arc -/0 and T$welding is undesirable but is essential !or
the $)/ and !lu2 cored arc welding processes.
[ Zoom]
-
7/23/2019 Power Source Characteristics
2/4
Fig 3 4onstant current power source characteristic
/' T$ and submerged arc power sources are there!ore designed
with what is &nown as a
drooping output or constant current static characteristic' $)/
and F4/+ power sources
with a !lat or constant oltage static characteristic. %n most
power sources the slope o! the
characteristic can be changed either to !latten or ma&e
steeper the cures shown in Fig 3 and Fig.5
Fig 3 shows drooping or constant current power source static
characteristics' such as would be
used !or the / or T$ process' superimposed on the arc
characteristic cures. +hen manual
welding is ta&ing place the arc length is continuall"
changing as the welder cannot maintain aconstant arc length. +ith a
constant current power source as the arc length changes due to
the
welder6s manipulation o! the welding torch there is onl" a small
change in the welding current ,
the steeper the cure the smaller the change in current so there
will be no current surges and astable welding condition is achieed.
Since it is primaril" the welding current that determines
such !eatures as the penetration and electrode consumption this
means that the arc length is less
critical' ma&ing the welder6s tas& easier in achieing
sound de!ect !ree welds. T"picall"' a 78oltchange would result in
around a 79 amp change at 18:amp welding current.
$n some situations , !or e2ample when welding in the oerhead
position or when the welder is!aced with ariable root gaps ; it is
an adantage i! the welder has rather more control oer
deposition rates b" enabling him to ar" the rate b" changing the
arc length. $n such a situation a
!latter power source characteristic will be o! bene!it.
Submerged arc welding also uses a drooping characteristic power
source where the weldingcurrent and the electrode !eed rate are
matched to the rate at which the wire is melted and
trans!erred across the arc and into the weld pool , the
-
7/23/2019 Power Source Characteristics
3/4
Fig. 5 4onstant oltage power source characteristic
+ith $)/ and F4/+ power sources the welding current is
controlled b" the wire !eed
speed' the welding current determining the rate at which the
welding wire is melted and
trans!erred across the arc and into the weld pool , the
-
7/23/2019 Power Source Characteristics
4/4
when a short circuit occurs the current rises. If this increase
in the current is fast and uncontrolled then the electrode tip lows
like an electrical fuse
resulting in e!cessive spatter " too slow a rise and the
electrode may stu into the weld pool and e!tinguish the arc. #his
is not too significant when using
the MMA process since the ma!imum current at zero voltage is
controlled y the slope of the static characteristic curve and the
welder can easily
estalish an arc gap. It is$ however$ important in the MIG/MAG
process where a flat static characteristic power source is used and
the current could rise toan e!tremely high value$ in particular
when welding in the dip transfer or short circuiting condition.
An electrical component called an inductor is therefore
introduced into the power source electrical circuit. #his device
opposes changes in the weldingcurrent and hence slows the rate at
which the current increases during a short circuit. #he inductance
is variale and can e ad%usted to give a stale
condition as shown in &ig. '. Inductance in the welding
circuit also results in fewer short circuits per second and a
longer arc-on time - this gives a
smoother etter shaped weld ead. #oo much inductance$ however$
may result in such a slow rise in the welding current that there is
insufficient time for
the arc to re-estalish and melt the wire tip so that the welding
wire then stus into the weld pool. Inductance during spray transfer
is also helpful inproviding a etter and less violent arc start.