Embed Size (px)
Citation preview

CHEMICAL ENGINEERING PROGRAM
Potentials for Ultra-clean Fuels Obtained from Natural Gas via GTL to Play a Role in
Aviation and Automotive Industry
Nimir O. Elbashir Texas A&M University at Qatar
MEDW 2013 & Petchem Arabia Conferences
May 14, 2013; Sofitel Hotel, Abu Dhabi, UAE

CHEMICAL ENGINEERING PROGRAM
Content
Qatar leading role in Gas Processing Technologies.
Gas-to-Liquid technology and its potentials.
Commercial Fischer-Tropsch (FT) technologies
Enhancement in FT reactor and processing design to enhance ultra clean fuels production.
Synthetic jet fuels from GTL, the potentials and the challenges.
2

CHEMICAL ENGINEERING PROGRAM
Oil
Gas
Coal
Hydro
Nuclear
Renewable
Total Primary Energy: 4 EJ/year
Potentials for natural gas to play a major role in the “Energy Market”
3
0 10 20 30
Russia
Qatar
United Arab…
Algeria
Venezuela
Indonesia
Malaysia
Total Reserve 6,607 tcf

CHEMICAL ENGINEERING PROGRAM
Oil
Gas
Coal
Hydro
Nuclear
Renewable
Physical
1/600 volume
Natural Gas
Pipeline
LNG
GTL
Qatar’s aspiration to become the “World Gas Capital” led to the building the
largest GTL and LNG plants in the world.
Qatar contribution to the “Energy Market”
4
Total Primary Energy: 4 EJ/year

CHEMICAL ENGINEERING PROGRAM
Dolfin Gas Project QatarGas Project
ExxonMobil Support LNG Facilities Shell the Pearl GTL Plant
5

CHEMICAL ENGINEERING PROGRAM
Crude Oil Vs. Natural Gas ($/MMBTU)
6

CHEMICAL ENGINEERING PROGRAM
Natural Gas Production
7

CHEMICAL ENGINEERING PROGRAM
LNG vs. GTL, which option is better?
From Mike Nel (Sasol) Presentation at the XTL World Summit in London – June 2011.
8

CHEMICAL ENGINEERING PROGRAM
Fuels transportation
- Major producers and users are located at great distances from each other.
- Fuels must be transported great distances.
- Due to transportation concerns, liquid fuels are favored.
Major trade movements 2009 (Millions of tons) [BP Statistical Review of world energy 2010]
9

CHEMICAL ENGINEERING PROGRAM
Synthetic Fuels Have Bright Future!
Obtained from SHELL Global Solution, 2007. Cherillo, et al. “Verification of Shell GTL Fuel as CARB Alternative Diesel”

CHEMICAL ENGINEERING PROGRAM
Extremely low (0-5-ppm) sulfur, aromatics, and toxics
GTL fuels environmentally attractive

CHEMICAL ENGINEERING PROGRAM
Syngas
H2 /CO
• Flexibility in feedstock's • Large product distributions • Ultra clean fuels (high cetane number and low sulfur content diesel + low
octane gasoline) & value added chemicals
Fischer-Tropsch
Lights HC (Feedstock)
Liquid Fuels
HC Wax Lubricants
Gas-to-Liquid Technology: Alternative
Energy Supply & Source of Value-Added Chemicals
Natural
Gas
Coal
Biomass
Synthesis Gas
Production
12

CHEMICAL ENGINEERING PROGRAM
α-olefins+ Gasoline + Jet Fuel+ Diesel +wax
CnH2n and CnH2n+2 + CO2, H2O, oxygenates
CO H2
H H C O
Catalyst Surface: Cobalt, Iron, Ruthenium, etc
O H
H
Fischer-Tropsch chemistry facilitates the conversion of syngas into liquids
13

CHEMICAL ENGINEERING PROGRAM
0
2
4
6
8
10
12
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Hy
dro
ca
rb
on
wt%
Carbon Number
Gasoline Diesel Wax
Jet Fuels
Selective control of hydrocarbon product distribution

CHEMICAL ENGINEERING PROGRAM
GTL technology in Qatar 24,000 bpd diesel
+ 9,000 bpd naphtha
+1,000 bpd LPG
1 million tons of
kerosene/ year
+ base oil
15

CHEMICAL ENGINEERING PROGRAM
Desired Characteristics Packed bed reactor
(gas phase)
Slurry phase reactor
(liquid phase)
Operational Consideration
High Catalyst hold-up
High reactor productivity
Easy catalyst separation
Easy catalyst regeneration
High mass transfer rates
High heat transfer rate
Wide product spectrum
Advantage Disadvantage
Comparison between FTS reactors
The ideal FTS reactor should combine the advantages of the two major reactor technologies; fixed-bed reactors of high reactant diffusivity and reaction rates coupled with steady performance to that of the slurry reactor of well-mixed phase and excellent temperature distribution inside the reactor bed coupled with higher overall productivity. One more feature is the capability of controlling the hydrocarbon product distribution.
16

CHEMICAL ENGINEERING PROGRAM
Fixed Bed Reactor
Supercritical
Phase
Active
site
Liquid-like density and heat capacity
Gas-like diffusivity and transport properties
Solvent Propane
Pentane
Hexane
Syngas
P
T
SC
L
V
Supercritical
Phase Reaction
Introduction of supercritical hydrocarbon solvent
Elbashir, Bukur, Durham, Roberts. 2010 AIChE J. 56 (3) 997.
17

CHEMICAL ENGINEERING PROGRAM
Region 1: Exothermic reaction
occurring in single phase – focus on
hot spot prevention
Region 2: Wax formation – tailor pore structure to facilitate wax extraction from catalyst
Region 3: Trickle bed regime – tailor pore structure and surface wettability to maximize secondary reactions
18

CHEMICAL ENGINEERING PROGRAM
0
0.1
0.2
0.3
0.4
0.5
0.6
Light Hydr. Gasoline Diesel Heavy Hydr. & Wax
We
igh
t F
rac
tio
n
Gas-Phase
Sc-Hexane
T= 240 C, Psyngas=20 bar,
15% Co/ Al2O3 Ptot = 65 barCO Conv. = 65%
CO Conv. = 73%
Huang, Elbashir , Roberts 2005. Industrial & Engineering Chemistry Research 43, 6369.
Comparison SCF-FTS & Gas Phase FTS Product Distribution & Conversion
19

CHEMICAL ENGINEERING PROGRAM
Start with the control of the polymerization nature of FTS reactions
Improve product yields and purity
Simplify separation processes
Minimize production cost
Why is the selective control of Fischer
Tropsch products important?

CHEMICAL ENGINEERING PROGRAM
What it takes to design a novel reactor technology?
Elbashir, Eljack. 2010 in Advances in Gas Processing: Elsevier ©, vol. 2; 369.
21

CHEMICAL ENGINEERING PROGRAM
Process Design: Energy Integration & Optimization
The Design Phases of Novel Reactor
Advisory Board
Elbashir, Eljack. 2010 in Advances in Gas
Processing: Elsevier ©, vol. 2; 369. 22
Process Control
Reactor Design & Experimental Campaign
Products Processing
Phase Behavior & Thermodynamics
Kinetics & Product Distribution
In situ Reactor Behavior

CHEMICAL ENGINEERING PROGRAM
Microscale Studies: Simulation & Experimental
23
Kinetics, Chain growth Hot Spots
Phase Behavior
Diffusion Limitations
Bao, El-Halwagi, Elbashir 2010. Fuel Processing Technology 91(7) 703-713.

CHEMICAL ENGINEERING PROGRAM
Macroscale Studies
24
Energy Optimization
Solvent Selection
Reactor Configuration
P&ID
Solvent Recovery
Process Control
Synthetic Fuels Formulation & Characterization

CHEMICAL ENGINEERING PROGRAM
Catalyst Bed Behavior in SCF-FTS
25
Mogalicherla , Elmalik& Elbashir (2012) Chem. Eng. Prog.: Proc. Intes. 62, 59-68.

CHEMICAL ENGINEERING PROGRAM
Liquid & gas velocity profile 3D visualization Gladden et al. 2009. JMR 196, 142.
NMR Relaxometry Gladden, et al. 2009. J Phys. Chem. C 113, 6610.
26

CHEMICAL ENGINEERING PROGRAM
Solvent Price ($ per tonne)*
n-Pentane 989 - 1055
n-Hexane 955 - 985
Light Naphtha 720 - 775
Naphtha 690 - 761
Solvent Naphtha 875 - 885
Gasoline 722 - 745
* Selected solvent prices, as provided from the ICIS price reports.
Examining the most applicable solvent for commercial SCF-FTS based on phase behavior studies & cost
Elmalik, Tora, El-Halwagi, Elbashir 2011 Fuel Proc. Techn., 92; 1525.
Simulation Experimental
27

CHEMICAL ENGINEERING PROGRAM 28
0
50
100
150
200
250
300
0 2 4 6 8 10
SS
I
Cost ($/gallon)
n-Pentane
n-Hexane
n-Heptane
n-Octane
n-Nonane
n-Decane
Blend 1
Blend 2
Blend 3
Blend 4
Blend 5
SSITotal=SSI1+ SSI2+ SSI3+ SSI4
Solvent Price ($ per tonne)*
n-Pentane 989 - 1055
n-Hexane 955 - 985
Light Naphtha 720 - 775
Naphtha 690 - 761
Solvent Naphtha 875 - 885
Gasoline 722 - 745
Examining the Most Applicable Solvent for Commercial SCF-FTS Based on Safety & Economic Assessment Cost
Hamad, El-Halwagi, Elbashir, Manann (2012) J. Loss Prevention in the Process Industries, online. Elmalik, Tora, El-Halwagi, Elbashir (2011) Fuel Proc. Techn., 92; 1525.

CHEMICAL ENGINEERING PROGRAM
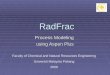
Design of Optimized Sequence for Solvent Separation & Recycle
Flash column 1
Flash column 2
Flash column 3
RadfracDistillation 1
Radfrac Distillation 2
Radfrac Distillation 3
Flash column 4
Condenser
FT products
Heavy products
Permenant Gas 1
Permenant Gas 2
Solvent 1
Solvent 2
Water
FT reactor
Fresh feed (syngas, solvent)
recycle
mixer Condenser
Flash column 1
Flash column 2
Flash column 3
RadfracDistillation 1
Radfrac Distillation 2
Radfrac Distillation 3
Flash column 4
Condenser
FT products
Heavy products
Permenant Gas 1
Permenant Gas 2
Solvent 1
Solvent 2
Water
FT reactor
Fresh feed (syngas, solvent)
recycle
mixer
Replace RadFrac column with flash column Add a condenser after the flash column
Lowest Energy and Higher Efficiency
29

CHEMICAL ENGINEERING PROGRAM
Flash column 1
Flash column 2
Flash column 3
RadfracDistillation 1
Radfrac Distillation 2
Radfrac Distillation 3
Flash column 4
Condenser
FT products
Heavy products
Permenant Gas 1
Permenant Gas 2
Solvent 1
Solvent 2
Water
FT reactor
syngas
recycle
mixer
Pressure and temperature control for
supercritical condition
mixer Fresh solvent
Pump
Flash column 1
Flash column 2
Flash column 3
RadfracDistillation 1
Radfrac Distillation 2
Radfrac Distillation 3
Flash column 4
Condenser
FT products
Heavy products
Permenant Gas 1
Permenant Gas 2
Solvent 1
Solvent 2
Water
FT reactor
Fresh feed (syngas, solvent)
recycle
mixer Condenser
Flash column 1
Flash column 2
Flash column 3
RadfracDistillation 1
Radfrac Distillation 2
Radfrac Distillation 3
Flash column 4
Condenser
FT products
Heavy products
Permenant Gas 1
Permenant Gas 2
Solvent 1
Solvent 2
Water
FT reactor
Fresh feed (syngas, solvent)
recycle
mixer
Replace RadFrac column with flash column Add a condenser after the flash column
Optimize the process
Process Alternatives
Process Simulation
Oil-Solvent input
Separation design constraints
Operating variables
Process Integration
Objective
Experimental Verification & Cost analysis
yes
no
Design, Operating output
Design of Optimized Sequence for Solvent Separation & Recycle
Buping, Elbashir, El-Halwagi, Elbashir (2012) ISSF, P0605; 1-8.
30

CHEMICAL ENGINEERING PROGRAM
Future generation of FTS Reactor Bed
31
N2 @0.2m/s
N2 @0.05m/s N2 @0.05m/s
N2 @0.2m/s
MFEC@ 207 mm
Particle and 3.6 vol%
12 mm Copper fibers
Packed Bed
@ 207 particles
(60 vol.%)

CHEMICAL ENGINEERING PROGRAM
Cleaner skies
Qatar Airways makes historic journey with first GTL fueled commercial flight from London Gatwick to Doha
New Gas-to-Liquids fuel offers diversity of supply and better local air quality at busy airports
32

CHEMICAL ENGINEERING PROGRAM
Consortium
A unique collaboration between industry and academia partners.
Each partner works on specific topics and collaborate towards the overall objective.
The testing is split up as follows:
Properties Testing Combustion Testing Performance Review
Technical Guidance
Funding Agencies
33

CHEMICAL ENGINEERING PROGRAM
Hydrocarbon Groups
Species & Carbon Number distribution in a conventional jet fuel (Jet A-1) versus a synthetic GTL kerosene (SPK).
*GCxGC data provided by Shell
34

CHEMICAL ENGINEERING PROGRAM
Hydrocarbon Groups
Group Structure
normal-Paraffins
iso-Paraffins
Naphthenes (cyclo-Paraffins)
mono-Aromatics
di-Aromatics
Naphthenic-mono-Aromatics
35

CHEMICAL ENGINEERING PROGRAM
Research Goals
Our role is to develop experimental, statistical and visualization techniques capable of correlating fuel’s hydrocarbon structure with their properties.
Working with industry & academia partners to develop future synthetic jet fuels obtained via Gas-to-Liquid [GTL] (i.e. Synthetic Paraffinic Kerosene [SPK]).
36

CHEMICAL ENGINEERING PROGRAM
Overview of TAMUQ Fuel Characterization Lab
State-of-the-art experimental facilities
37

CHEMICAL ENGINEERING PROGRAM
GTL Kerosene
Region of optimal properties
Raza, Elmalik & Elbashir 2011. Perp. Fuel Chem. Div. 56; p. 431.
Property Min Max
Density (g/ml) 0.775 0.84
Property Min Max
Freezing Point
(°C)
-47
Property Min Max
Flash Point (°C) 42
Area of crucial focus
n-Paraffin iso-Paraffin
cyclo-Paraffin
38
ASTM specification D1655

CHEMICAL ENGINEERING PROGRAM
Properties role on fuels’ performance
39
Courtesy of Dr. John Moran from Rolls Royce

CHEMICAL ENGINEERING PROGRAM
Detailed Composition & Products
Analysis

CHEMICAL ENGINEERING PROGRAM
Optimized synthetic jet fuel composition Heat Content Density
Freezing Point Flash Point
41 Rhman, et al. 2012. ENERGY & FUELS. ACS Meeting. San Diego, CA.

CHEMICAL ENGINEERING PROGRAM
Freezing Point
Optimized synthetic jet Fuel composition
42 Rhman, et al. 2012. ENERGY & FUELS. ACS Meeting. San Diego, CA.

CHEMICAL ENGINEERING PROGRAM
Explaining trend of composition
vs. properties
43
Freezing Point

CHEMICAL ENGINEERING PROGRAM
Freezing Point - Images
IB6 = -51.6
IB10 = -46.1
IB21 = -33.7
SPK = -56.5
Raza, Elmalik & Elbashir 2011. Perp. Fuel Chem. Div. 56; p. 431.

CHEMICAL ENGINEERING PROGRAM
Further Step
Purpose of the next phase is to enhance our understanding of how the properties vary with jet fuel hydrocarbon composition.
Objectives Role of aromatics on enhancing certain properties (Density,
Elastomer compatibility) and improving elastomer swelling behavior
Role of hydrocarbon number in determining the behavior of jet fuel
Role of other hydrocarbons, which can mimic the role of aromatics on certain properties (i.e.: Density) 45

CHEMICAL ENGINEERING PROGRAM
Skeleton of 3-D Pyramid
46

CHEMICAL ENGINEERING PROGRAM
Artificial Neural Network 3-D Visualization
47

CHEMICAL ENGINEERING PROGRAM
Summary
The first phase of the micro & macro scale design successfully
completed and resulted in an advanced SCF-FTS lab scale reactor.
Designed technology capable of maximizing the production of ultra-
clean fuels and value-added chemicals.
Established global collaborations with both industry and academia.
Conducting major research campaign in advancement of synthetic
jet fuels’ properties and formulation of new generations.
48

CHEMICAL ENGINEERING PROGRAM
Research Team
49
Dr. Bao Buping; Mohamed Noureldin

CHEMICAL ENGINEERING PROGRAM
Students Participations &
Awards
First Place Poster in the 3rd International Gas Processing Symposium. March 2012
Poster American Chemical Society Meeting in San Diego. Mar 2012
Recognition from the Energy & Fuels Division of the American Chemical Society
Research Team Award from the Chemical Engineering Program Texas A&M University: April 2012

CHEMICAL ENGINEERING PROGRAM
Major Awards
Qatar Foundation Best Energy & Environment Research Programme of the Year. October 2012
Texas A&M University & Qatar Foundation Best Visualization Development Project in the 2012 Competition. May 2012

CHEMICAL ENGINEERING PROGRAM
Student Researchers
Maryam Manjohari
Maha Kafood
Natalie Hamad
Mariam Al-Meer
Dhabia Al-Mohandi
Maria Orillano
Haider Ramadhan
Jahanur Rahman
Asma Saida
Moiz Bohra

CHEMICAL ENGINEERING PROGRAM
Research Associates
Dr. Suresh Reddy
Syed Hussani
Bilal Raza
Dr. Aswani Mogalicherla
Elfatih Elmalik
Dr. Jan Blank
Samah Warrag
Salima Mamikova
Ibrahim Al-Naimi
Laial Bani Nasser Dr. Rehan Houssein

CHEMICAL ENGINEERING PROGRAM
Acknowledgements
Prof. Mahmoud El-Halwagi Prof. Juergen Hahn Prof. Benjamin Whilhite
Prof. Christopher Roberts Prof. Fadwa Eljack
Prof. Dragomir Bukur Prof. Marcelo Castier Prof. Lynn Gladden
Collaborators
Industry Advisory Board
Willem Scholten Dr. Jim Rigby Dr. Ernest De Toit (former) Rashid Al-Rashdi
Willem Scholten Dr. Joanna Bauldreay
Prof. Chris Wilson
Dr. John Moran
Prof. Manfred Aigner Dr. Patrick deClerqe
Paul Bogers
Funding Agencies:
Prof. Rafiqul Gani
54

CHEMICAL ENGINEERING PROGRAM
This publication was made possible by following Grants from the Qatar National Research Fund (a member of Qatar Foundation). The statements made herein are solely the responsibility of the authors.
55
Funding :
Acknowledgements

CHEMICAL ENGINEERING PROGRAM
CHEMICAL ENGINEERING PROGRAM
336F Texas A&M Engineering Building
Education City
PO Box 23874
Doha, Qatar
Tel. +974.423.0017
Fax +974.423.0065
http://chen.qatar.tamu.edu
Thank you
56

CHEMICAL ENGINEERING PROGRAM
Backup Slides
57

CHEMICAL ENGINEERING PROGRAM
0
5
10
15
20
25
30
35
40
45 55 65 75
Syngas conversion%
Sele
cti
vit
y %
CH4 Selectivity
CO2 Selectivity
Linear (CO2
Selectivity)Linear (CH4
Selectivity)
Gas-phase FTS, 230-250 C, P = 15-20 bar 15% Co/SiO2 (HSA), Syngas FR = 50-100 sccm/gcat
Comparison SCF-FTS & Gas Phase FTS Selectivity vs. Conversion
Elbashir , Dutta, Seehra, Roberts 2005. Applied Catalysis A: General 285, 169.

CHEMICAL ENGINEERING PROGRAM
0
5
10
15
20
45 50 55 60 65 70 75 80
Syngas Conversion %
Sele
cti
vit
y %
CH4 Selectivity %
CO2 Selectivity %
Linear (CO2
Selectivity % )Linear (CH4
Selectivity % )
Sc-Hexanes FTS, 230-250 C, P = 45-65 bar 15% Co/SiO2 (HSA), Hexanes/syngas (molar) = 3 Syngas FR = 50-100 sccm/gcat
Elbashir , Dutta, Seehra, Roberts 2005. Applied Catalysis A: General 285, 169.
Comparison SCF-FTS & Gas Phase FTS Selectivity vs. Conversion
59

CHEMICAL ENGINEERING PROGRAM
0
20
40
60
80
100
0 50 100 150
Time-on-stream (hr)
Acti
vit
y &
Sele
cti
vit
y
Syngas Conversion %CH4 Selectivity % Series3Series4Series5Series6230 C
250 C
230 C
Co3O4, Co+2
-Al2O3
Co3O4
fcc Co0
Stability of the same Catalyst in
Gas-Phase FTS
Elbashir , Dutta, Seehra, Roberts 2005. Applied Catalysis A: General 285, 169.
60

CHEMICAL ENGINEERING PROGRAM
0
20
40
60
80
100
0 50 100 150 200 250
Time-on-stream (hr)
Acti
vit
y &
Sele
cti
vit
y
Syngas Conversion %CH4 Selectivity % Series3Series4Series5Series6Series7Series8
240 C
230 C
240 C 250 C
Co3O4, Co+2
-Al2O3 hcp Co0
Stability of the same Catalyst in
Supercritical Phase FTS
Elbashir , Dutta, Seehra, Roberts 2005. Applied Catalysis A: General 285, 169.
61

CHEMICAL ENGINEERING PROGRAM
-13
-11
-9
-7
-5
-3
-1
0 4 8 12 16 20 24
Carbon number
ln(W
n/n
)
250
α = 0.83 P
T
SC
L
V
P=65 bar
Opportunity for Selective Control of Hydrocarbon Product Distribution
Elbashir , Roberts 2005. Industrial & Engineering Chemistry Research 44, 505.

CHEMICAL ENGINEERING PROGRAM
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.5 1 1.5 2 2.5
H2/CO feed ratio
r CH
4 f
orm
ati
on
(m
mo
l/g
ca
t.m
in)
gas-phase actual-rate
gas-phase predicted rate
Experimental and predicted rate of methane formation in high pressure gas-phase FTS
T = 240 C, PT = 60 bar Psyngas = 15 bar, Phelium = 45 bar, Helium/syngas (molar ratio) = 3

CHEMICAL ENGINEERING PROGRAM
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.5 1 1.5 2 2.5
H2/CO feed ratio
r CH
4 f
orm
ati
on
(m
mo
l/(g
ca
t.m
in) SCH-actual rate
SCH predicted-rate
Experimental and predicted rate of methane formation in SCH-FTS
T = 240 C, PT = 60 bar Psyngas = 15 bar, Phexane = 45 bar, Hexane/syngas (molar ratio) = 3

CHEMICAL ENGINEERING PROGRAM
Enhanced α-olefin incorporation in the chain growth process Dynamic adsorption/desorption equilibrium
1 Heat of adsorption
2 Pressure & residence time
3 Reaction media and phases
4 Feed ratio, catalyst type, temp., etc.

CHEMICAL ENGINEERING PROGRAM
Modified Reaction Pathway and Chain Growth Model for SCF-FTS
CH3.S
R1
Rn.S
Rn+1 +S
Rn.H+S H.S
CH3.S
Rn-2-CH+S
CH3
Rn+2 .S*
Rn+3 +S*
H.S*
CH3.S
Rn-CH+S*
CH3
Rn+2.H+S*
Regular chain growth model on S Enhanced olefin incorporation on S*
C.S*+H.S* CH.S*+S*
CH3.S*
(4) Kinetics of the SCF-FTS

CHEMICAL ENGINEERING PROGRAM
Enhanced incorporation of α-olefins in SCH Phase
C1*
+ C1* C2*
C2H4
+ C1* C3*
C3H6
C3H8
C4*
C4H8
C4H10
+ C1* + C1*
C3H8
-9
-7
-5
-3
-1
0 5 10 15 20 25
Carbon Number
ln(W
n/n
)
C5*
C5H10
C5H12
+ C1* Cn*
CnH2n
CnH2n+2
+ C1* Cn+1*
Cn+1H2(n+1)
Cn+1H2n+4
+ C1* Cn+m*
Cn+mH2(n+m)
Cn+mH2(n+m)+2

CHEMICAL ENGINEERING PROGRAM
Energy Integration
& Overall Techno-economic Assessment

CHEMICAL ENGINEERING PROGRAM
Techno-economic Assessment of the
Optimized Sequence

CHEMICAL ENGINEERING PROGRAM
Comparison between the three reactors

CHEMICAL ENGINEERING PROGRAM
with condenser with no con replace radfrac flash sequence heavy column
Category Item unit unit Pricesnote Amount/yr total MM$/yr
Chemicals
4760BTU/LB syngas $/GJ 13 59,847,124 778.01 56,220,266 731 56,220,266 731 56,220,265 731 56,220,266 731
Catalyst fixed bed 4 1 1 - 1 1 1
hexane $/gal 1.15 89,790,385,440 103,258.94 89,790,385,440 103,258.94 89,790,385,440 103,259 89,790,385,440 103,259 89,790,385,440 103,259
- - - - - -
- - - - - -
- -
- -
annual operating O&M labor%FCI/yr 4 54 54 - 56 52 52
operating labor 131 131 - 131 131 131
supervision, plant overheads, laboratory%labor 90 118 118 - 118 118 118
capital charge, insurance, local taxes, royalties%FCI/yr 15 203 202 - 210 196 194
Energy utility
1,715 1,715 - 1,880 1,530 1,592
after heat integration 1,064 1,064 - 1,110 1,047 945
- -
- -
- -
- -
- -
- -
Porducts sale sale 3,619 sale 3,619 sale 3,619 sale 3,621 sale 3,611
diesel $/bbl 82 43,800,000 3,592 43,800,000 3,592 43,800,000 3,592 43,827,060 3,594 43,709,310 3,584
gasoline $/bbl 63 - - - - - -
H2 $/kg 2 - - - - - - - - - -
H2O $/1000gal 1.2 1,044,119 1 1,026,183 1 1,026,183 1 1,026,183 1 1,044,119 1
tailgas $/bbl 50 517,570 26 525,562 26 525,562 26 525,563 26 517,570 26
hexane $/gal 1.15 89,774,303,982 103,240 89,699,200,892 103,154 89,699,200,892 103,154 89,698,503,869 103,153 89,774,303,982 103,240
- -
Total operating cost 3,017 3,056 - 3,231 2,863 2,836
- -
annual after cash profit 466 437 - 307 583 596
ROI 0.29 0.28 - 0.19 0.38 0.39
after heat integration operating cost 2,366 2,405 2,461 2,381 2,189
annual after cash profit 954.68 925.71 884.56 945.18 1,080.92
ROI 0.60 0.58 0.54 0.62 0.71

CHEMICAL ENGINEERING PROGRAM
72















![Unleash Stranded Flash Capacity - Disaggregated Storage ...…Test Setup (RocksDB) Fast CRC32 supported: Supported on x86 Options for column family [default]: Options.comparator: leveldb.BytewiseComparator](https://img.pdfslide.us/doc/110x75/5ec6ce8952cf514688065935/unleash-stranded-flash-capacity-disaggregated-storage-test-setup-rocksdb.jpg)