Embed Size (px)
Citation preview
1
Potential and Challenges of Bio-basedChemicals
John M Woodley
Process Engineering and Technology Group
Department of Chemical and Biochemical Engineering
Technical University of Denmark
Lyngby
Denmark
Outline
• Rationale for chemicals from biomass
• Opportunities for the future
• Challenges
• Concluding remarks

2
The potential is significant ….
Total Value of Chemical products sold in 2003: USD 1.24 trillion- Excluding pharmaceutical and consumer products
Japan Asia USA Western Europe RoW
Japan
Asia
RoW
USA
Western Europe
Commodity Chemical Market Size
(2005): ca. 360 Billion USD
• Virtually all bulk chemicals are
produced from oil and gas today
• Technological advances and
sustained high oil prices suggest
that it is possible to substitute
many bulk chemicals at a lower and
less volatile cost using renewables
and/or a biological route
1. Rationale for chemicals from biomass
Sustainable manufacture
• Aim to reduce the amount of waste – Reduce the number of steps
• Reduce the energy demands
• Avoid toxic materials
• Use renewable resources (starting material/feedstock and catalyst)
3
Potential targets
Sustainable and renewable feedstocks
Fuels
Fine chemicals and intermediates
Bulk chemicals
Biomass should not just be used as the feedstock for biofuels(amount required, economics)
2. Opportunities
• New products
• New processes
• New technology
• Can therefore lead to new possibilities in the market and new IP
4
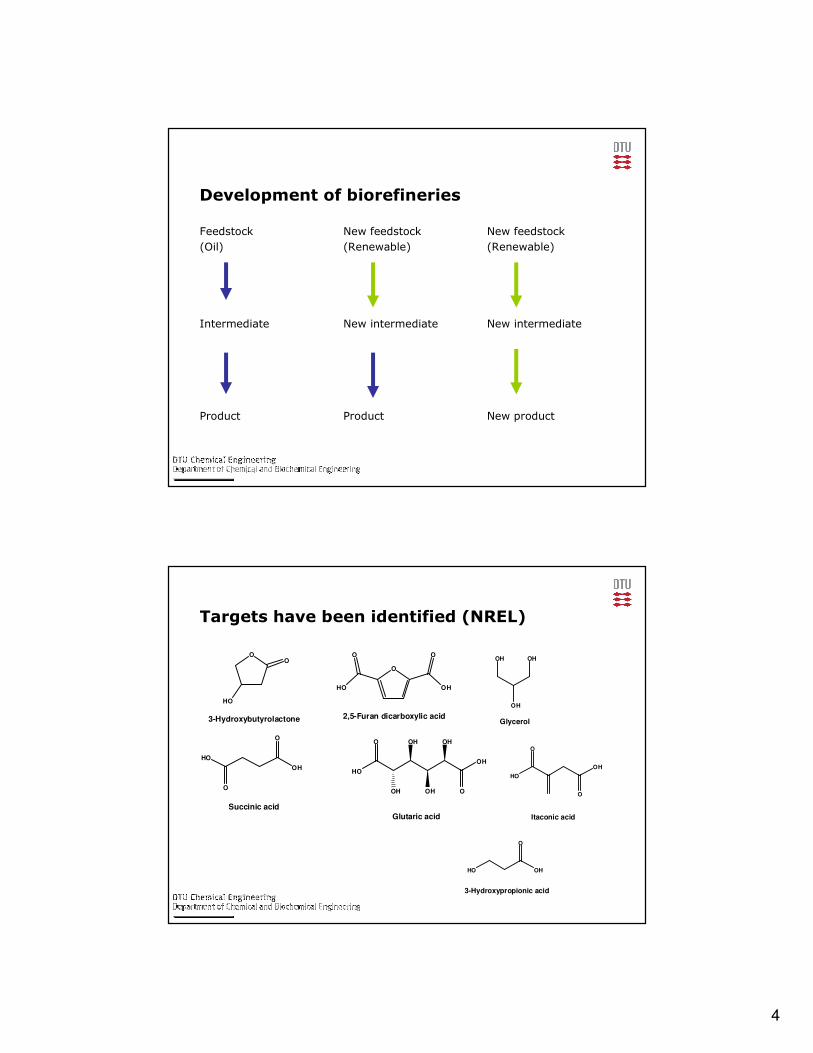
Development of biorefineries
Feedstock New feedstock New feedstock
(Oil) (Renewable) (Renewable)
Intermediate New intermediate New intermediate
Product Product New product
Targets have been identified (NREL)
OO
HO
3-Hydroxybutyrolactone
O
HO
O
OH
O
2,5-Furan dicarboxylic acid
Succinic acid
HO
O
OH
O
HO
OH
O
O
OH
OH
OH
OH
Glutaric acid
HO OH
O
3-Hydroxypropionic acid
HO
OH
O
O
Itaconic acid
OH
OHOH
Glycerol

5
CH2OH
CH2OH
O
HOH
OHH
H OH
OOOH
CH2OH
HOH
OHH
H OH
H OH
OH
OO
OH
O
OH
GI H+Ox
Glucose Fructose
HMF
5-hydroxymethyl furfural
FDA
furan-2,5-dicarboxylic acid
DTU-Novozymes A/S Project
O
OH O
OH
Terephthalic acid
Bottles made of Polyethylene tere-phthalate
(PET)
Step 1 Step 2 Step 3
HMF as platform chemical
6
Application of biotechnology
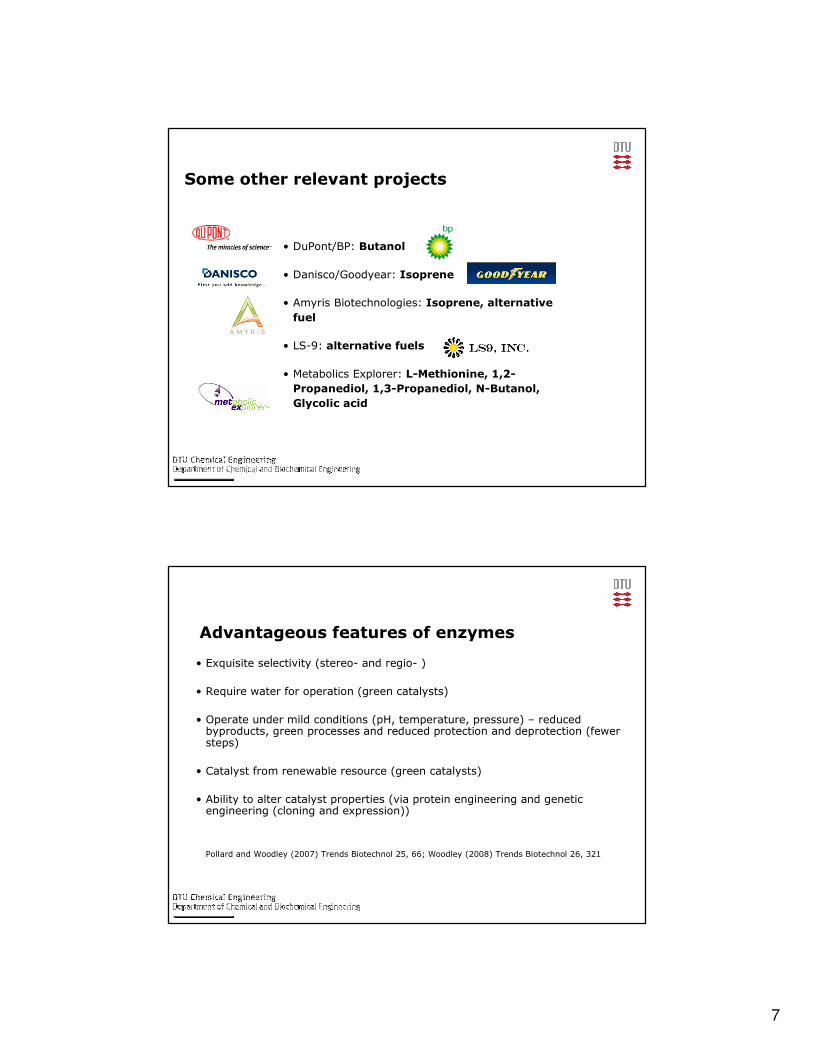
Bio-acrylic acid (Novozymes and Cargill)
Starch,
Biomass GlucoseBio-Acrylic
Acid3-Hydroxy-
propionic acid
Enzymatic Process
Fermentation
metabolic engineering
Chemical downstream
process
Current petrochemical route for production of acrylic acid:
New process based on biomass for production of acrylic acid
Propylene Acrylic Acid
Propylene 2000: 430 USD/metric tonPropylene 2008: 1450 USD/metric ton
7
Some other relevant projects
• DuPont/BP: Butanol
• Danisco/Goodyear: Isoprene
• Amyris Biotechnologies: Isoprene, alternative
fuel
• LS-9: alternative fuels
• Metabolics Explorer: L-Methionine, 1,2-
Propanediol, 1,3-Propanediol, N-Butanol,
Glycolic acid
Advantageous features of enzymes
• Exquisite selectivity (stereo- and regio- )
• Require water for operation (green catalysts)
• Operate under mild conditions (pH, temperature, pressure) – reduced byproducts, green processes and reduced protection and deprotection (fewer steps)
• Catalyst from renewable resource (green catalysts)
• Ability to alter catalyst properties (via protein engineering and genetic engineering (cloning and expression))
Pollard and Woodley (2007) Trends Biotechnol 25, 66; Woodley (2008) Trends Biotechnol 26, 321
8
• Biocatalysis is a mature technology in the fine chemicals industry today
• Around 150 processes operating in the pharmaceutical industry alone
• Typical enzymes used in production of fine chemicals: decarboxylases, lipases, amidases, acylases, oxygenases, oxidoreductases, lyases, esterases…
Fine and specialty chemicals
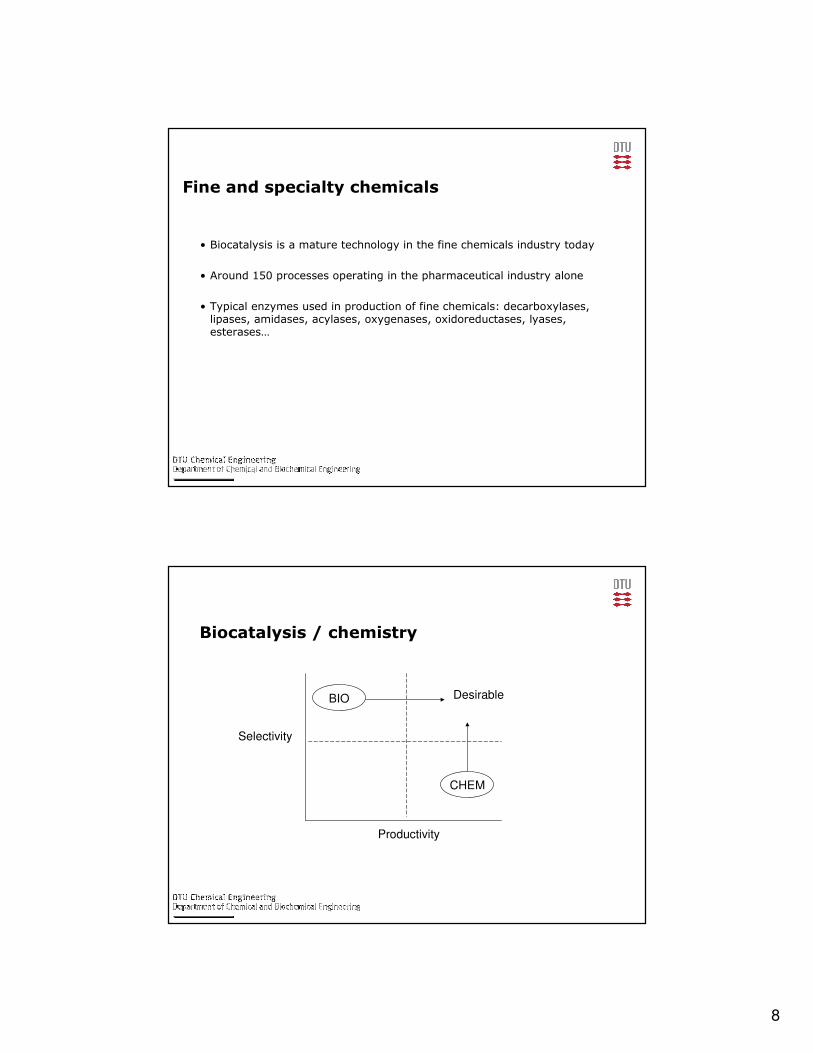
Biocatalysis / chemistry
Desirable
CHEM
BIO
Productivity
Selectivity
9
Opportunities for enzyme catalysis
• Multi-functional molecules which are sensitive
• Materials based on the new building blocks such as glucose and glycerol
• Molecules coming from fermentation
Enzyme catalysis following fermentation
• Aqueous chemistry – fermentation is aqueous
• Operation under dilute conditions – fermentation is dilute
• Matched rates – biological reactions are selective, not fast
• Selective – fermentation produces many products
10
Biocatalysis – Fermentation –Heterogeneous catalysis – A new synergy– a new catalysis
Enzymatic conversion
FermentationHetrogeneousCatalysis
3. Challenges
11
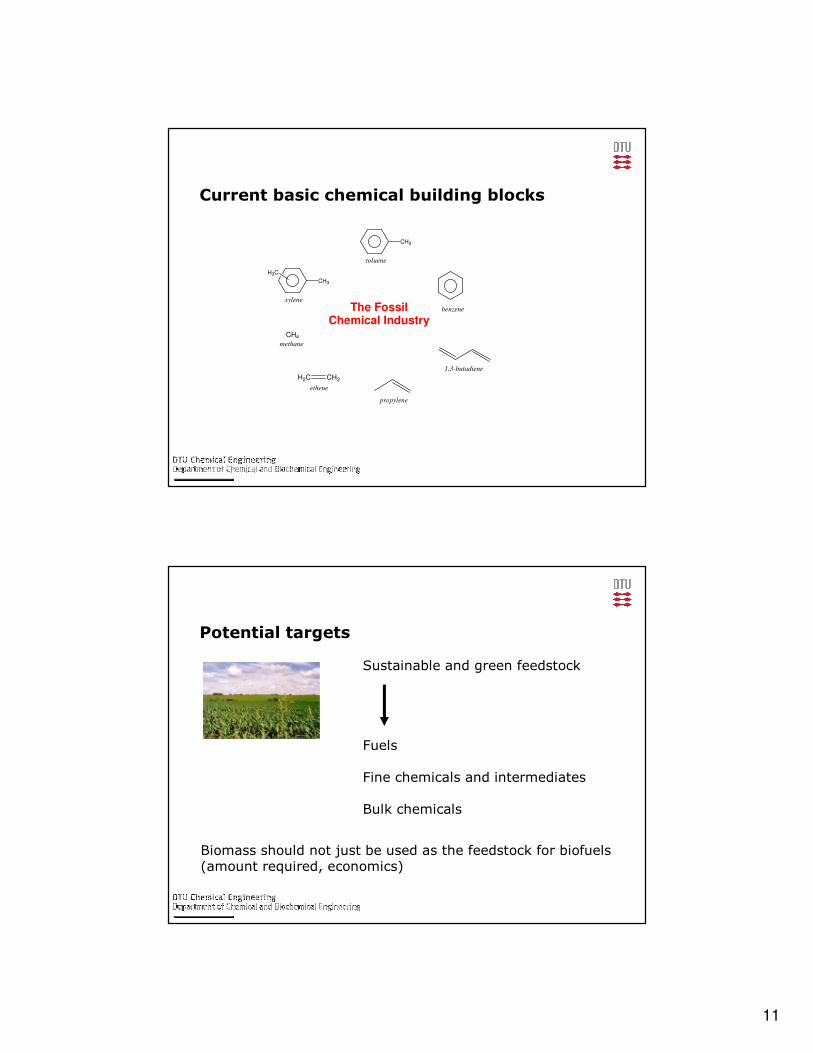
Current basic chemical building blocks
CH4
methane
H2C CH2
ethene
CH3
toluene
CH3
xylene
benzene
1,3-butadiene
propylene
The Fossil Chemical Industry
H3C
Potential targets
Sustainable and green feedstock
Fuels
Fine chemicals and intermediates
Bulk chemicals
Biomass should not just be used as the feedstock for biofuels(amount required, economics)
12
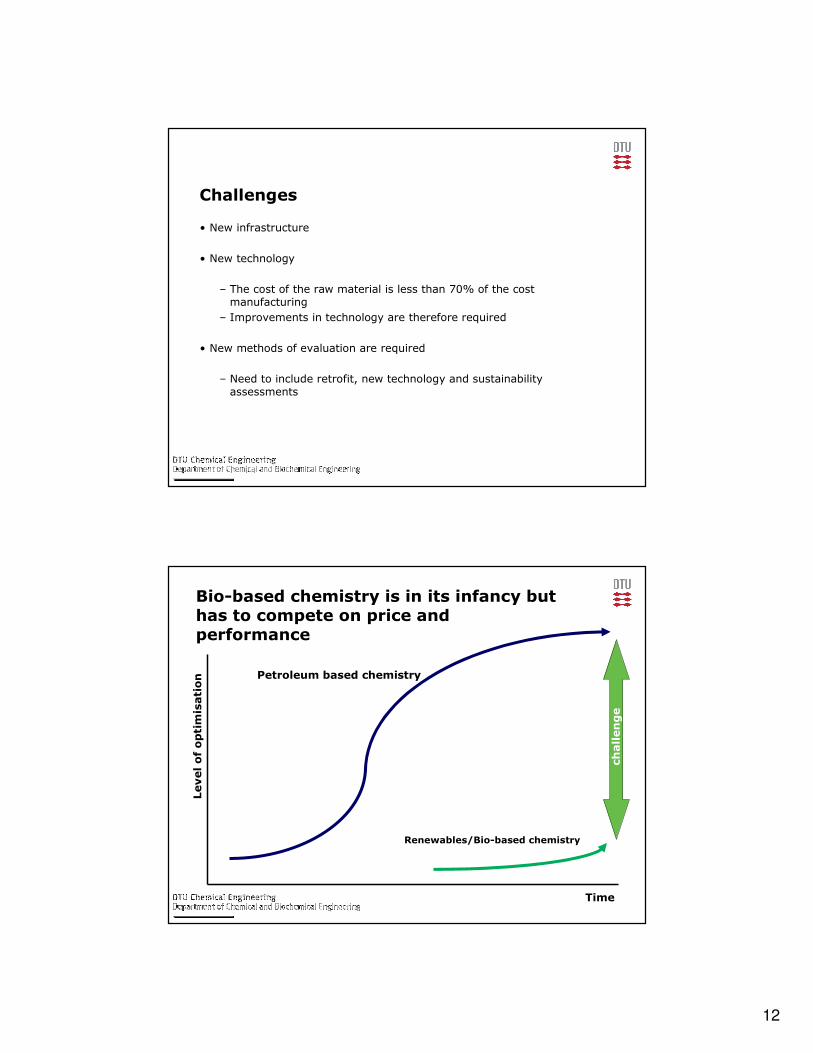
Challenges
• New infrastructure
• New technology
– The cost of the raw material is less than 70% of the costmanufacturing
– Improvements in technology are therefore required
• New methods of evaluation are required
– Need to include retrofit, new technology and sustainabilityassessments
Bio-based chemistry is in its infancy but has to compete on price and performance
Level of optimisation
Time
Petroleum based chemistry
challenge
Renewables/Bio-based chemistry
challenge
13
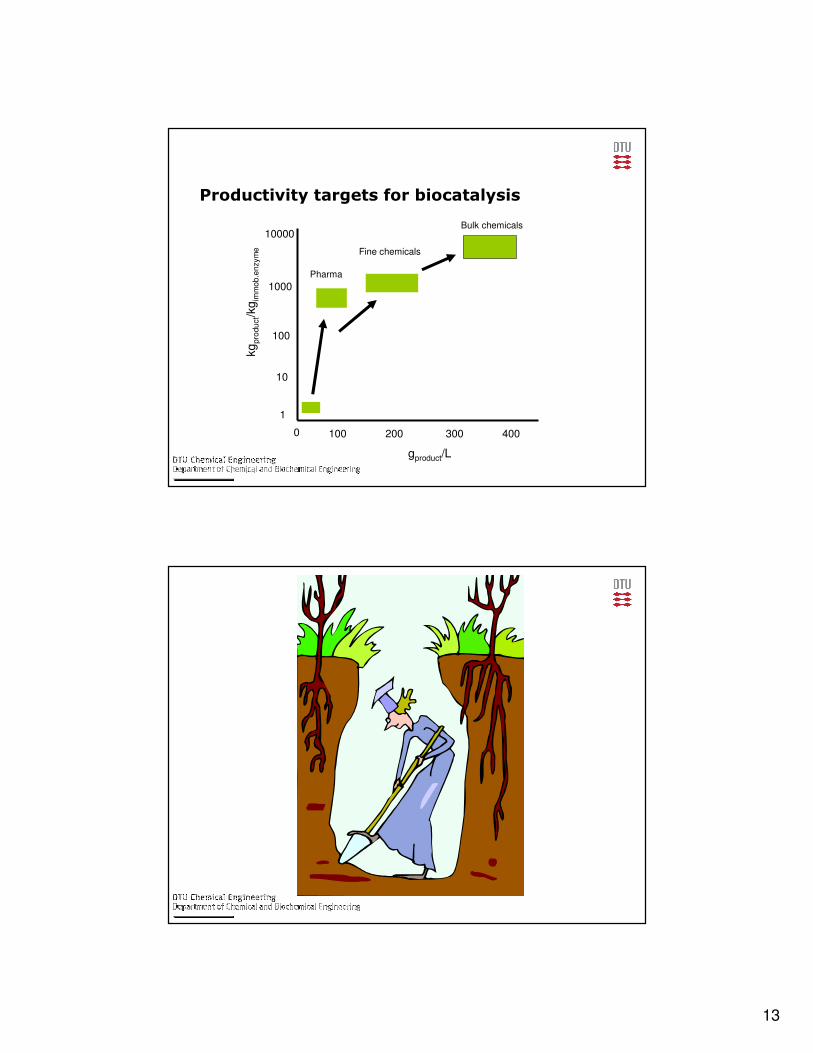
Productivity targets for biocatalysis
gproduct/L
kg
pro
du
ct/k
gim
mo
b.e
nzym
e
100
10
1
0 100 200 300 400
Fine chemicals
Bulk chemicals
1000
10000
Pharma

14
Potential
process
improvement
Evaluation
(Experimental)
Data collection
& modelling
Benefit of
implementation
Cost of
implementation
4. Concluding remarks

15
Vision
• Build a support structure similar to that for existing chemical processesfor bio-based chemicals and products
• Use existing tools and develop new ones to solve special problems withbio-based processes
– Use of water
– Product recovery
– Process integration
– Reactor selection and design (or retrofit)
Conclusions
• There are significant opportunities in bio-based chemicals for new products, new processes, new technology, and therefore new IP
• Focus for biomass conversion needs to be on chemicals as well as biofuels
• An integrated demonstration project would enable a fuller understandingof the opportunties and challenges
• The development of a suitable infrastructure will be required, but thereare many opportunities existing currently
• Integration of fermentation, biocatalysis and heterogeneous catalysis willbe required and research is currently underway