Embed Size (px)
Citation preview
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
1/38
Item Materi Isi diskusi
Kondisi anggota
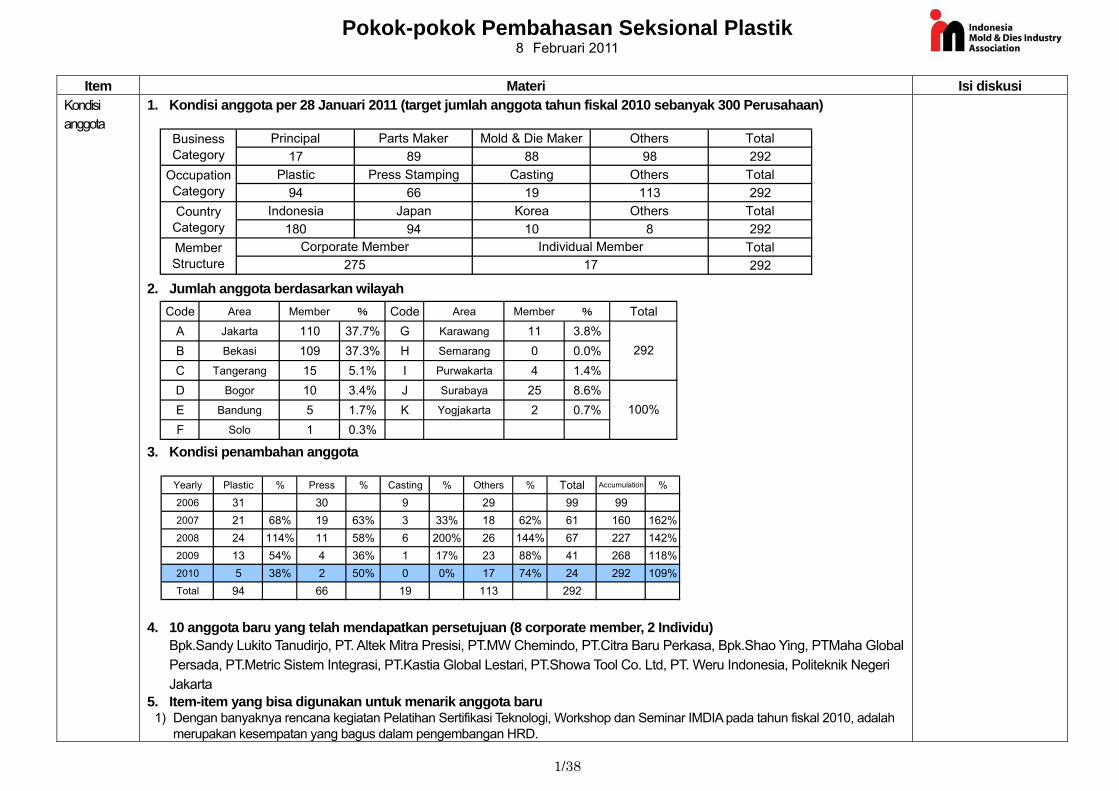
1. Kondisi anggota per 28 Januari 2011 (target jumlah anggota tahun fiskal 2010 sebanyak 300 Perusahaan)
Principal Parts Maker Mold & Die Maker Others Total17 89 88 98 292
Plastic Press Stamping Casting Others Total94 66 19 113 292
Indonesia Japan Korea Others Total180 94 10 8 292
Total292
MemberStructure
Corporate Member Individual Member275 17
BusinessCategory
OccupationCategoryCountry
Category
2. Jumlah anggota berdasarkan wilayah
Code Area Member % Code Area Member % TotalA Jakarta 110 37.7% G Karawang 11 3.8%B Bekasi 109 37.3% H Semarang 0 0.0%C Tangerang 15 5.1% I Purwakarta 4 1.4%D Bogor 10 3.4% J Surabaya 25 8.6%E Bandung 5 1.7% K Yogjakarta 2 0.7%F Solo 1 0.3%
292
100%
3. Kondisi penambahan anggota
Yearly Plastic % Press % Casting % Others % Total Accumulation %
2006 31 30 9 29 99 992007 21 68% 19 63% 3 33% 18 62% 61 160 162%2008 24 114% 11 58% 6 200% 26 144% 67 227 142%2009 13 54% 4 36% 1 17% 23 88% 41 268 118%2010 5 38% 2 50% 0 0% 17 74% 24 292 109%Total 94 66 19 113 292
4. 10 anggota baru yang telah mendapatkan persetujuan (8 corporate member, 2 Individu)
Bpk.Sandy Lukito Tanudirjo, PT. Altek Mitra Presisi, PT.MW Chemindo, PT.Citra Baru Perkasa, Bpk.Shao Ying, PTMaha Global Persada, PT.Metric Sistem Integrasi, PT.Kastia Global Lestari, PT.Showa Tool Co. Ltd, PT. Weru Indonesia, Politeknik Negeri Jakarta
5. Item-item yang bisa digunakan untuk menarik anggota baru 1) Dengan banyaknya rencana kegiatan Pelatihan Sertifikasi Teknologi, Workshop dan Seminar IMDIA pada tahun fiskal 2010, adalah
merupakan kesempatan yang bagus dalam pengembangan HRD.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
2/38
2) Melalui Seksional, Komite dan BOD, IMDIA memiliki kemampuan organisasi untuk memecahkan permasalahan-permasalahan yang sering timbul pada anggotanya.
3) Untuk meningkatkan lokalisasi mold/die dan untuk menghadang produk-produk impor, IMDIA memiliki solusi dalam penanganan biaya, delivery, kualitas dan service.
Rencana Event
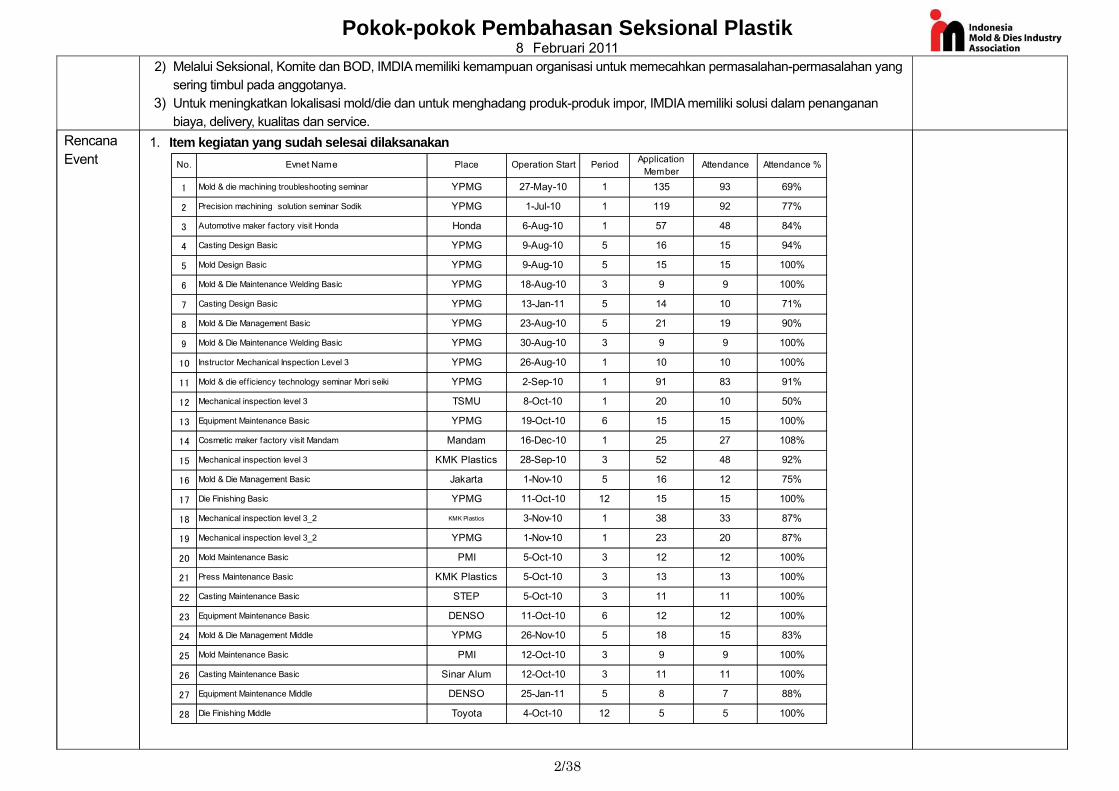
1. Item kegiatan yang sudah selesai dilaksanakan
No. Evnet Name Place Operation Start Period ApplicationMember
Attendance Attendance %
1 Mold & die machining troubleshooting seminar YPMG 27-May-10 1 135 93 69%
2 Precision machining solution seminar Sodik YPMG 1-Jul-10 1 119 92 77%
3 Automotive maker factory visit Honda Honda 6-Aug-10 1 57 48 84%
4 Casting Design Basic YPMG 9-Aug-10 5 16 15 94%
5 Mold Design Basic YPMG 9-Aug-10 5 15 15 100%
6 Mold & Die Maintenance Welding Basic YPMG 18-Aug-10 3 9 9 100%
7 Casting Design Basic YPMG 13-Jan-11 5 14 10 71%
8 Mold & Die Management Basic YPMG 23-Aug-10 5 21 19 90%
9 Mold & Die Maintenance Welding Basic YPMG 30-Aug-10 3 9 9 100%
10 Instructor Mechanical Inspection Level 3 YPMG 26-Aug-10 1 10 10 100%
11 Mold & die eff iciency technology seminar Mori seiki YPMG 2-Sep-10 1 91 83 91%
12 Mechanical inspection level 3 TSMU 8-Oct-10 1 20 10 50%
13 Equipment Maintenance Basic YPMG 19-Oct-10 6 15 15 100%
14 Cosmetic maker factory visit Mandam Mandam 16-Dec-10 1 25 27 108%
15 Mechanical inspection level 3 KMK Plastics 28-Sep-10 3 52 48 92%
16 Mold & Die Management Basic Jakarta 1-Nov-10 5 16 12 75%
17 Die Finishing Basic YPMG 11-Oct-10 12 15 15 100%
18 Mechanical inspection level 3_2 KMK Plastics 3-Nov-10 1 38 33 87%
19 Mechanical inspection level 3_2 YPMG 1-Nov-10 1 23 20 87%
20 Mold Maintenance Basic PMI 5-Oct-10 3 12 12 100%
21 Press Maintenance Basic KMK Plastics 5-Oct-10 3 13 13 100%
22 Casting Maintenance Basic STEP 5-Oct-10 3 11 11 100%
23 Equipment Maintenance Basic DENSO 11-Oct-10 6 12 12 100%
24 Mold & Die Management Middle YPMG 26-Nov-10 5 18 15 83%
25 Mold Maintenance Basic PMI 12-Oct-10 3 9 9 100%
26 Casting Maintenance Basic Sinar Alum 12-Oct-10 3 11 11 100%
27 Equipment Maintenance Middle DENSO 25-Jan-11 5 8 7 88%
28 Die Finishing Middle Toyota 4-Oct-10 12 5 5 100%
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
3/38
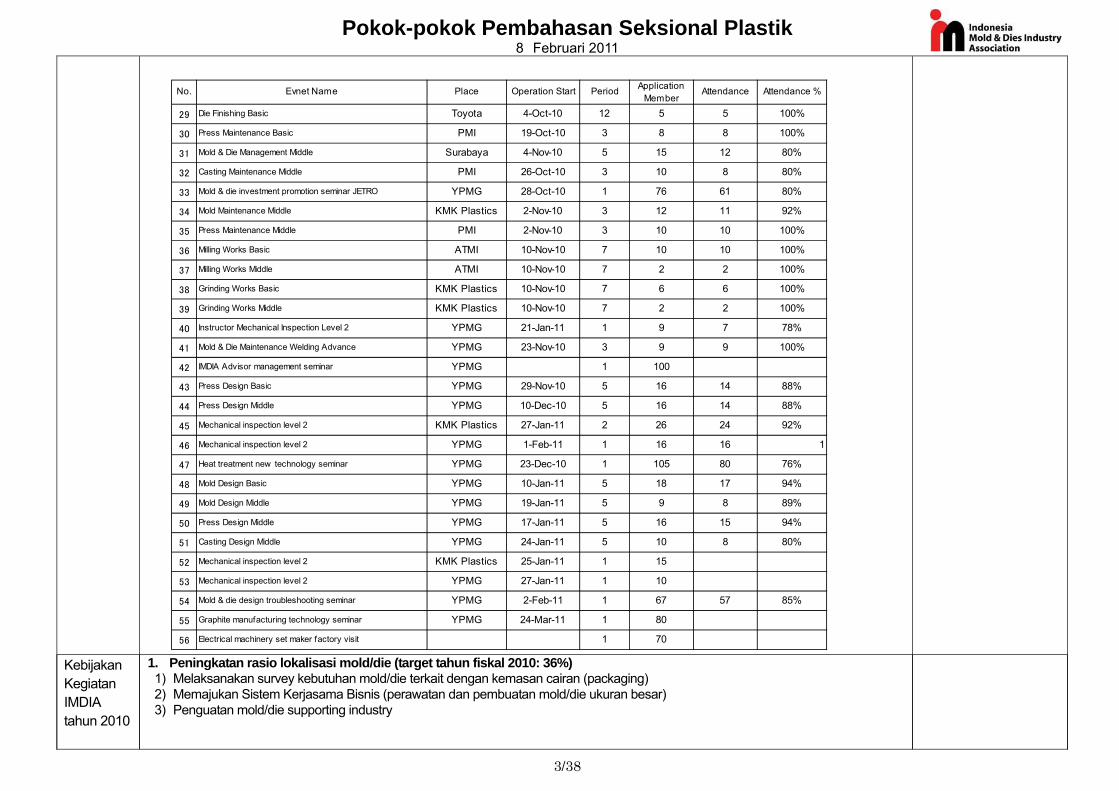
No. Evnet Name Place Operation Start Period ApplicationMember
Attendance Attendance %
29 Die Finishing Basic Toyota 4-Oct-10 12 5 5 100%
30 Press Maintenance Basic PMI 19-Oct-10 3 8 8 100%
31 Mold & Die Management Middle Surabaya 4-Nov-10 5 15 12 80%
32 Casting Maintenance Middle PMI 26-Oct-10 3 10 8 80%
33 Mold & die investment promotion seminar JETRO YPMG 28-Oct-10 1 76 61 80%
34 Mold Maintenance Middle KMK Plastics 2-Nov-10 3 12 11 92%
35 Press Maintenance Middle PMI 2-Nov-10 3 10 10 100%
36 Milling Works Basic ATMI 10-Nov-10 7 10 10 100%
37 Milling Works Middle ATMI 10-Nov-10 7 2 2 100%
38 Grinding Works Basic KMK Plastics 10-Nov-10 7 6 6 100%
39 Grinding Works Middle KMK Plastics 10-Nov-10 7 2 2 100%
40 Instructor Mechanical Inspection Level 2 YPMG 21-Jan-11 1 9 7 78%
41 Mold & Die Maintenance Welding Advance YPMG 23-Nov-10 3 9 9 100%
42 IMDIA Advisor management seminar YPMG 1 100
43 Press Design Basic YPMG 29-Nov-10 5 16 14 88%
44 Press Design Middle YPMG 10-Dec-10 5 16 14 88%
45 Mechanical inspection level 2 KMK Plastics 27-Jan-11 2 26 24 92%
46 Mechanical inspection level 2 YPMG 1-Feb-11 1 16 16 1
47 Heat treatment new technology seminar YPMG 23-Dec-10 1 105 80 76%
48 Mold Design Basic YPMG 10-Jan-11 5 18 17 94%
49 Mold Design Middle YPMG 19-Jan-11 5 9 8 89%
50 Press Design Middle YPMG 17-Jan-11 5 16 15 94%
51 Casting Design Middle YPMG 24-Jan-11 5 10 8 80%
52 Mechanical inspection level 2 KMK Plastics 25-Jan-11 1 15
53 Mechanical inspection level 2 YPMG 27-Jan-11 1 10
54 Mold & die design troubleshooting seminar YPMG 2-Feb-11 1 67 57 85%
55 Graphite manufacturing technology seminar YPMG 24-Mar-11 1 80
56 Electrical machinery set maker factory visit 1 70 Kebijakan Kegiatan IMDIA tahun 2010
1. Peningkatan rasio lokalisasi mold/die (target tahun fiskal 2010: 36%) 1) Melaksanakan survey kebutuhan mold/die terkait dengan kemasan cairan (packaging) 2) Memajukan Sistem Kerjasama Bisnis (perawatan dan pembuatan mold/die ukuran besar) 3) Penguatan mold/die supporting industry
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
4/38
2. Penguatan pelatihan teknisi mold/die 1) Kontinuitas dan perpanjangan masa bantuan Expert – JETRO 2) Perbaikan isi program pelatihan level dasar dan menengah 3) Pelatihan instruktur
3. Memajukan sistem Uji Kompetensi Nasional dan IMDIA (target tahun fiskal 2010: 250 orang) 1) Target rasio kelulusan di atas 60% 2) Ekspansi jumlah peserta ujian 3) Pendekatan kepada anggota supaya memberikan insentif terhadap pemilik Sertifikat
4. Meningkatkan pertemuan pertukaran informasi bisnis 1) Penguatan pertukaran informasi dengan Japan Dies & Mold Association atau JDMA (penugasan dan penerimaan misi observasi
mold/die) 2) Factory visit (Set maker, Perusahaan terbaik) 3) Mendorong investasi (Jepang, lain-lain)
5. Penguatan organisasi 1) Target jumlah anggota: 300 Perusahaan 2) Memberikan rekomendasi kebijakan kepada Pemerintah Indonesia 3) Mendirikan IMDIA cabang Surabaya dan Persiapan Pendirian Support Sectional
Kegiatan Seksional Lain2
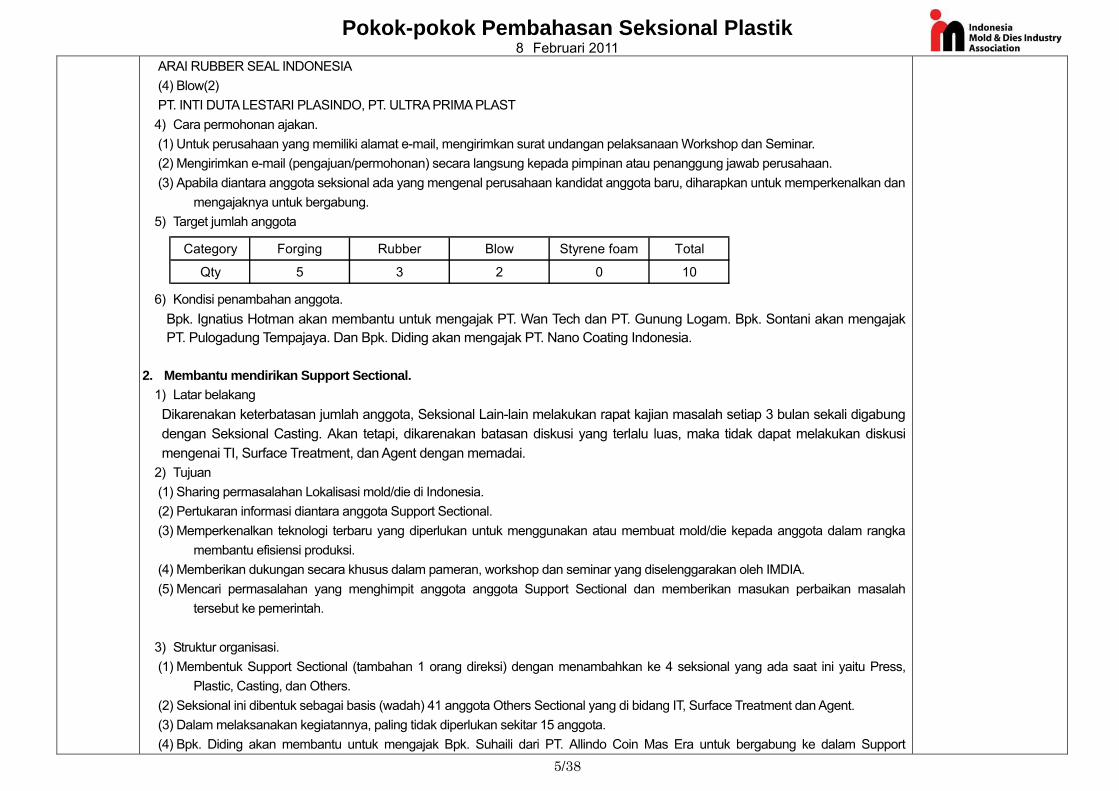
1. Lobi untuk menambah jumlah anggota (rubber, forging dan styrofoam). 1) Kondisi anggota.
Year Forge Rubber Blower Styrenefoam IT Surface
Treatment Agent Training Consultant Others Total
Total 3 3 1 1 3 10 28 13 2 30 94 2) Daftar kandidat calon anggota Seksional Lain-lain (Rubber, Forging, Styrene foam)
Category Forging Rubber Blow Styrene foam Total
Qty 10 5 2 0 17 3) Kandidat calon anggota. (1) Telah mensurvey perusahaan-perusahaan non member dengan sentral perusahaan Jepang melalui website dan juga keikutsertaan
pada waktu pelaksanaan seminar IMDIA. (2) Forging (10 perusahaan) PT. SGI ( Sankei Gohsyu Industries ), PT. Marumo Indonesia Forging, PT. NAGAKURA Mfg. Co., Ltd. INDONESIA, PT. AICHIFORGING INDONESIA, PT. BUKAKA FORGING INDUSTRIES, PT. FUJITA INDONESIA, PT. FUKUYAMA GIKEN INDONESIA, PT. KOMATSU FORGING INDONESIA, PT. MARUMO INDONESIA FORGING, PT. SANKEI GOHSYU INDUSTRIES. (3) Rubber (5 perusahaan) PT. MEIJI RUBBER INDONESIA, PT. POLYMATECH INDONESIA, PT. SUPRABAKTI MANDIRI , PT. YASUFUKU INDONESIA,PT.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
5/38
ARAI RUBBER SEAL INDONESIA (4) Blow(2) PT. INTI DUTA LESTARI PLASINDO, PT. ULTRA PRIMA PLAST 4) Cara permohonan ajakan. (1) Untuk perusahaan yang memiliki alamat e-mail, mengirimkan surat undangan pelaksanaan Workshop dan Seminar. (2) Mengirimkan e-mail (pengajuan/permohonan) secara langsung kepada pimpinan atau penanggung jawab perusahaan. (3) Apabila diantara anggota seksional ada yang mengenal perusahaan kandidat anggota baru, diharapkan untuk memperkenalkan dan
mengajaknya untuk bergabung. 5) Target jumlah anggota
Category Forging Rubber Blow Styrene foam Total
Qty 5 3 2 0 10 6) Kondisi penambahan anggota.
Bpk. Ignatius Hotman akan membantu untuk mengajak PT. Wan Tech dan PT. Gunung Logam. Bpk. Sontani akan mengajak PT. Pulogadung Tempajaya. Dan Bpk. Diding akan mengajak PT. Nano Coating Indonesia.
2. Membantu mendirikan Support Sectional.
1) Latar belakang Dikarenakan keterbatasan jumlah anggota, Seksional Lain-lain melakukan rapat kajian masalah setiap 3 bulan sekali digabung dengan Seksional Casting. Akan tetapi, dikarenakan batasan diskusi yang terlalu luas, maka tidak dapat melakukan diskusi mengenai TI, Surface Treatment, dan Agent dengan memadai.
2) Tujuan (1) Sharing permasalahan Lokalisasi mold/die di Indonesia. (2) Pertukaran informasi diantara anggota Support Sectional. (3) Memperkenalkan teknologi terbaru yang diperlukan untuk menggunakan atau membuat mold/die kepada anggota dalam rangka
membantu efisiensi produksi. (4) Memberikan dukungan secara khusus dalam pameran, workshop dan seminar yang diselenggarakan oleh IMDIA. (5) Mencari permasalahan yang menghimpit anggota anggota Support Sectional dan memberikan masukan perbaikan masalah
tersebut ke pemerintah.
3) Struktur organisasi. (1) Membentuk Support Sectional (tambahan 1 orang direksi) dengan menambahkan ke 4 seksional yang ada saat ini yaitu Press,
Plastic, Casting, dan Others. (2) Seksional ini dibentuk sebagai basis (wadah) 41 anggota Others Sectional yang di bidang IT, Surface Treatment dan Agent. (3) Dalam melaksanakan kegiatannya, paling tidak diperlukan sekitar 15 anggota. (4) Bpk. Diding akan membantu untuk mengajak Bpk. Suhaili dari PT. Allindo Coin Mas Era untuk bergabung ke dalam Support
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
6/38
Sectional. (5) Pada tanggal 1 Oktober Dewan Direksi sudah menyampaikan keputusan untuk mengajak PT. Pan Industry, PT. Frisindo Mitra
Usaha, dan PT. Allindo Coin Mas Era untuk bergabung ke dalam Support Sectional.
4) Schedule (1) Pengiriman undangan Pembentukan Komite Persiapan: 30 April 2010. Telah mengirmkan surat undangan kepada 41 anggota, tapi baru 18 anggota yang memberikan balasan dan 12 anggota meyatakan tidak dapat berpartisipasi. (2) Pembentukan Komite Persiapan: Juli 2010 (Pada pelaksanan rapat Seksional Lain-lain). Masih terus mengajak agar bisa bertambah 9 anggota lagi dari yang saat ini terdaftar sebanyak 6 anggota. (3) Ketua Komite Persiapan (1 orang), Wakil Ketua Komite Persiapan (2 orang), Anggota Komite Persiapan (10-12 orang). Perlu untuk memilih kandidat 1 orang calon ketua dan 2 orang calon wakil ketua. (4) Rapat Komite Persiapan pertama: Agustus 2010. (5) Penyimpulan isi kegiatan: November 2010. (6) Pengajuan ke Dewan Direksi: Desember 2010. (7) Support Seksional start: April 2011.
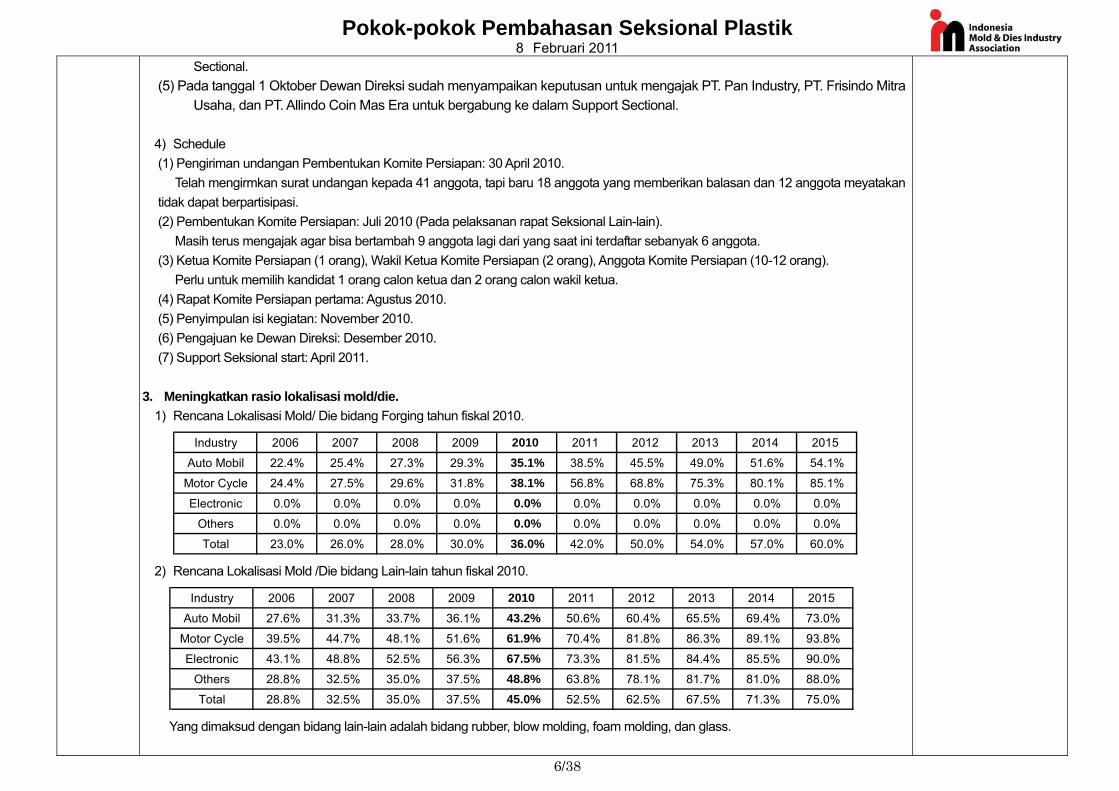
3. Meningkatkan rasio lokalisasi mold/die.
1) Rencana Lokalisasi Mold/ Die bidang Forging tahun fiskal 2010.
Industry 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Auto Mobil 22.4% 25.4% 27.3% 29.3% 35.1% 38.5% 45.5% 49.0% 51.6% 54.1%
Motor Cycle 24.4% 27.5% 29.6% 31.8% 38.1% 56.8% 68.8% 75.3% 80.1% 85.1%
Electronic 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%
Others 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%
Total 23.0% 26.0% 28.0% 30.0% 36.0% 42.0% 50.0% 54.0% 57.0% 60.0% 2) Rencana Lokalisasi Mold /Die bidang Lain-lain tahun fiskal 2010.
Industry 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Auto Mobil 27.6% 31.3% 33.7% 36.1% 43.2% 50.6% 60.4% 65.5% 69.4% 73.0%
Motor Cycle 39.5% 44.7% 48.1% 51.6% 61.9% 70.4% 81.8% 86.3% 89.1% 93.8%
Electronic 43.1% 48.8% 52.5% 56.3% 67.5% 73.3% 81.5% 84.4% 85.5% 90.0%
Others 28.8% 32.5% 35.0% 37.5% 48.8% 63.8% 78.1% 81.7% 81.0% 88.0%
Total 28.8% 32.5% 35.0% 37.5% 45.0% 52.5% 62.5% 67.5% 71.3% 75.0% Yang dimaksud dengan bidang lain-lain adalah bidang rubber, blow molding, foam molding, dan glass.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
7/38
3) Tren packaging mold. (1) Selain mobil, motor, dan elektronik, kebutuhan mold packaging yang berhubungan dengan minuman, deterjen, kosmetik dan oil
container diperkirakan meningkat pesat. (2) Bagian body packaging dibuat dengan blow molding, sedangkan bagian tutupnya dibuat dengan plastic injection molding. (3) Untuk dapat menguasai tren kebutuhan industri packaging, apa yang seharusnya dilakukan?
Mensurvey tren kebutuhan industri packaging. Pada bulan September akan mengadakan Kunjungan pabrik ke produsen alat-alat kosmetik. Survey rasio lokalisasi mold (Mandom, Kao,dan Coca-cola).
Kegiatan Seksional Casting
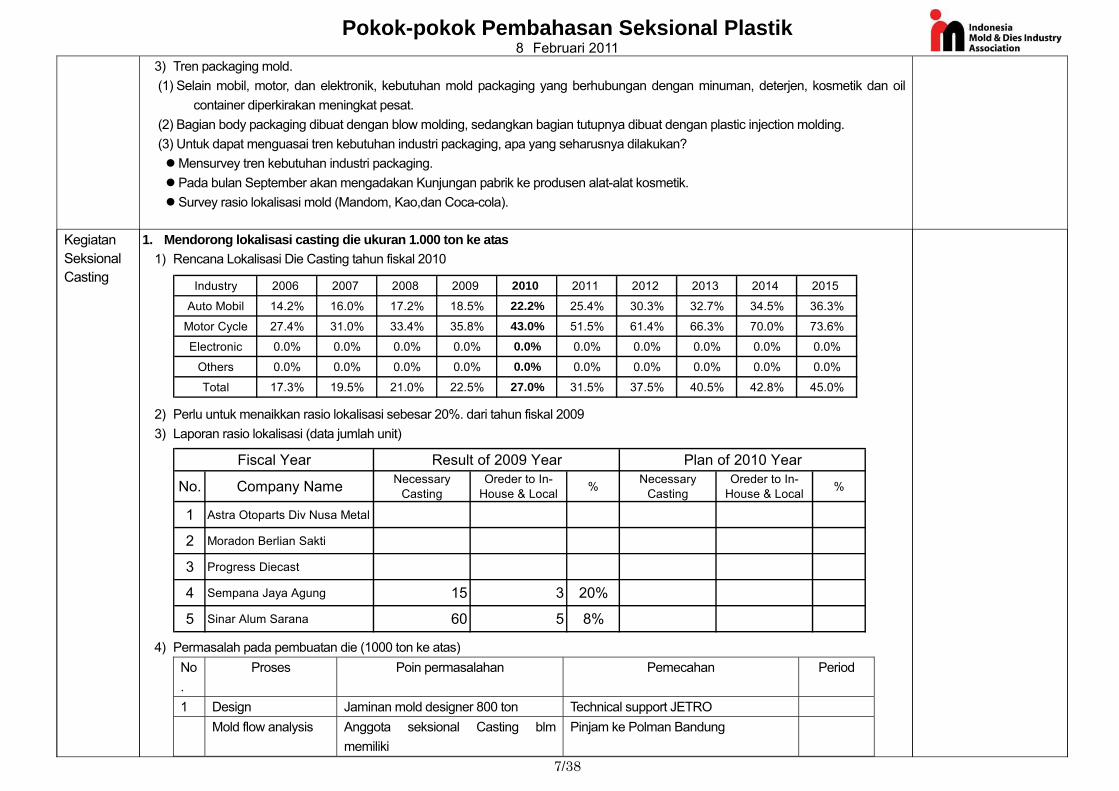
1. Mendorong lokalisasi casting die ukuran 1.000 ton ke atas 1) Rencana Lokalisasi Die Casting tahun fiskal 2010
Industry 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Auto Mobil 14.2% 16.0% 17.2% 18.5% 22.2% 25.4% 30.3% 32.7% 34.5% 36.3%
Motor Cycle 27.4% 31.0% 33.4% 35.8% 43.0% 51.5% 61.4% 66.3% 70.0% 73.6%
Electronic 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%
Others 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%
Total 17.3% 19.5% 21.0% 22.5% 27.0% 31.5% 37.5% 40.5% 42.8% 45.0% 2) Perlu untuk menaikkan rasio lokalisasi sebesar 20%. dari tahun fiskal 2009 3) Laporan rasio lokalisasi (data jumlah unit)
Fiscal Year Result of 2009 Year Plan of 2010 Year
No. Company Name Necessary Casting
Oreder to In-House & Local % Necessary
CastingOreder to In-
House & Local %
1 Astra Otoparts Div Nusa Metal
2 Moradon Berlian Sakti
3 Progress Diecast
4 Sempana Jaya Agung 15 3 20%
5 Sinar Alum Sarana 60 5 8% 4) Permasalah pada pembuatan die (1000 ton ke atas)
No.
Proses Poin permasalahan Pemecahan Period
1 Design Jaminan mold designer 800 ton Technical support JETRO Mold flow analysis Anggota seksional Casting blm
memiliki Pinjam ke Polman Bandung
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
8/38
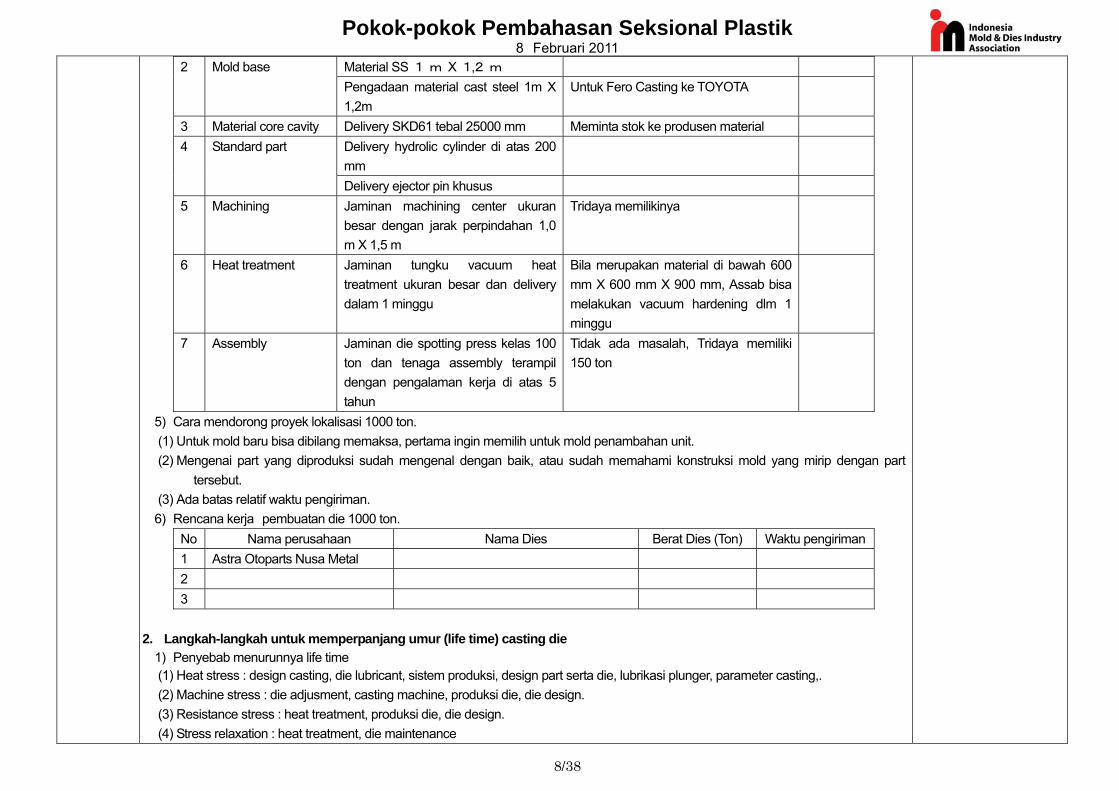
Material SS 1 m X 1,2 m 2 Mold base Pengadaan material cast steel 1m X 1,2m
Untuk Fero Casting ke TOYOTA
3 Material core cavity Delivery SKD61 tebal 25000 mm Meminta stok ke produsen material Delivery hydrolic cylinder di atas 200 mm
4 Standard part
Delivery ejector pin khusus 5 Machining Jaminan machining center ukuran
besar dengan jarak perpindahan 1,0 m X 1,5 m
Tridaya memilikinya
6 Heat treatment Jaminan tungku vacuum heat treatment ukuran besar dan delivery dalam 1 minggu
Bila merupakan material di bawah 600 mm X 600 mm X 900 mm, Assab bisa melakukan vacuum hardening dlm 1 minggu
7 Assembly Jaminan die spotting press kelas 100 ton dan tenaga assembly terampil dengan pengalaman kerja di atas 5 tahun
Tidak ada masalah, Tridaya memiliki 150 ton
5) Cara mendorong proyek lokalisasi 1000 ton. (1) Untuk mold baru bisa dibilang memaksa, pertama ingin memilih untuk mold penambahan unit. (2) Mengenai part yang diproduksi sudah mengenal dengan baik, atau sudah memahami konstruksi mold yang mirip dengan part
tersebut. (3) Ada batas relatif waktu pengiriman. 6) Rencana kerja pembuatan die 1000 ton.
No Nama perusahaan Nama Dies Berat Dies (Ton) Waktu pengiriman 1 Astra Otoparts Nusa Metal 2 3
2. Langkah-langkah untuk memperpanjang umur (life time) casting die
1) Penyebab menurunnya life time (1) Heat stress : design casting, die lubricant, sistem produksi, design part serta die, lubrikasi plunger, parameter casting,. (2) Machine stress : die adjusment, casting machine, produksi die, die design. (3) Resistance stress : heat treatment, produksi die, die design. (4) Stress relaxation : heat treatment, die maintenance
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
9/38
2) Material die (1) Material yang digunakan dalam Die Casting ada Hot Work Die Tool Steel(SDK61), JIS G 4403. (2) Fraktur kristal yang tumbuh di dalam scrap baja akan muncul sebagai anisotropic struktur jaringan pada proses rolling.
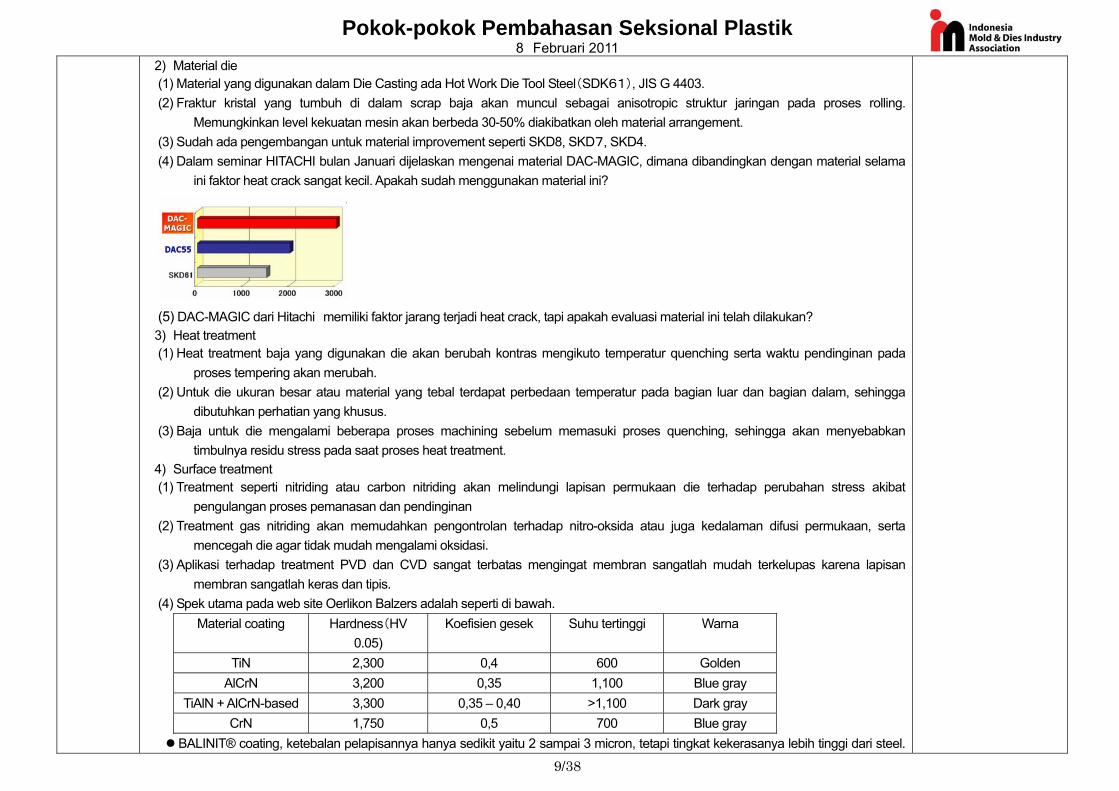
Memungkinkan level kekuatan mesin akan berbeda 30-50% diakibatkan oleh material arrangement. (3) Sudah ada pengembangan untuk material improvement seperti SKD8, SKD7, SKD4. (4) Dalam seminar HITACHI bulan Januari dijelaskan mengenai material DAC-MAGIC, dimana dibandingkan dengan material selama
ini faktor heat crack sangat kecil. Apakah sudah menggunakan material ini?
(5) DAC-MAGIC dari Hitachi memiliki faktor jarang terjadi heat crack, tapi apakah evaluasi material ini telah dilakukan? 3) Heat treatment (1) Heat treatment baja yang digunakan die akan berubah kontras mengikuto temperatur quenching serta waktu pendinginan pada
proses tempering akan merubah. (2) Untuk die ukuran besar atau material yang tebal terdapat perbedaan temperatur pada bagian luar dan bagian dalam, sehingga
dibutuhkan perhatian yang khusus. (3) Baja untuk die mengalami beberapa proses machining sebelum memasuki proses quenching, sehingga akan menyebabkan
timbulnya residu stress pada saat proses heat treatment. 4) Surface treatment (1) Treatment seperti nitriding atau carbon nitriding akan melindungi lapisan permukaan die terhadap perubahan stress akibat
pengulangan proses pemanasan dan pendinginan (2) Treatment gas nitriding akan memudahkan pengontrolan terhadap nitro-oksida atau juga kedalaman difusi permukaan, serta
mencegah die agar tidak mudah mengalami oksidasi. (3) Aplikasi terhadap treatment PVD dan CVD sangat terbatas mengingat membran sangatlah mudah terkelupas karena lapisan
membran sangatlah keras dan tipis. (4) Spek utama pada web site Oerlikon Balzers adalah seperti di bawah.
Material coating Hardness(HV 0.05)
Koefisien gesek Suhu tertinggi Warna
TiN 2,300 0,4 600 Golden AlCrN 3,200 0,35 1,100 Blue gray
TiAlN + AlCrN-based 3,300 0,35 – 0,40 >1,100 Dark gray CrN 1,750 0,5 700 Blue gray
BALINIT® coating, ketebalan pelapisannya hanya sedikit yaitu 2 sampai 3 micron, tetapi tingkat kekerasanya lebih tinggi dari steel.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
10/38
coating rendah gesekan ini daya tahan ausnya sangat tinggi, dan secara kimiawi telah stabil. Spek mana yang memiliki efek ke peningkatan umur die casting, berikutnya perlu melakukan trial/percobaan. Karena telah direncanakan melaksanakan seminar pada 23 desember, sampai di situ ingin mensurvey manakah yang lebih baik.
5) Kekhasan EDM dan welding (1) Proses EDM menimbulkan crack ataupun residu stress disebabkan proses carburizing oleh dekomposisi panas kerosene ,struktur
jaringan casting, timbulnya foam nitrogen ataupun juga proses pendinginan karena di dalam proses ini terjadi proses pengerasan setelah adanya peleburan.
(2) Pada wire cut akan timbul lapisan dekarbonisasi atau erosi korosis akibat penggunaan elektrolit cairan proses (air). (3) Umumnya pengelasan dilakukan ketika melakukan perbaikan ataupun maintenance die, namun panas dari pengelasan akan
banyak memberikan pengaruh terhadap struktur jaringan die. (4) IMDIA memiliki target perawatan mold/die dengan menggunakan mesin las. Mohon penjelasan kepada orang yang mengetahui
hasilnya setelah dilakukan pengelasan. 6) Kondisi produksi (1) Setelah melakukan produksi dengan jumlah lot yang sesuai, melakukan maintenence dan mengecek dan membersihkan cooling
circuit, core pin dan polishing. (2) Release agent menggunakan jenis yang sesuai dengan die, waktu dan banyaknya penyemprotan tetap dan tempat
penyemprotanya menyesuaikan bentuk die. (3) Otomatisasi unloader menjadikan produksi stabil, dan hasilnya adalah die life bertamah panjang.
3. Pelatihan designer dan teknisi maintenance
1) Rencana workshop yang berhubungan dengan Casting tahun fiskal 2010
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
11/38
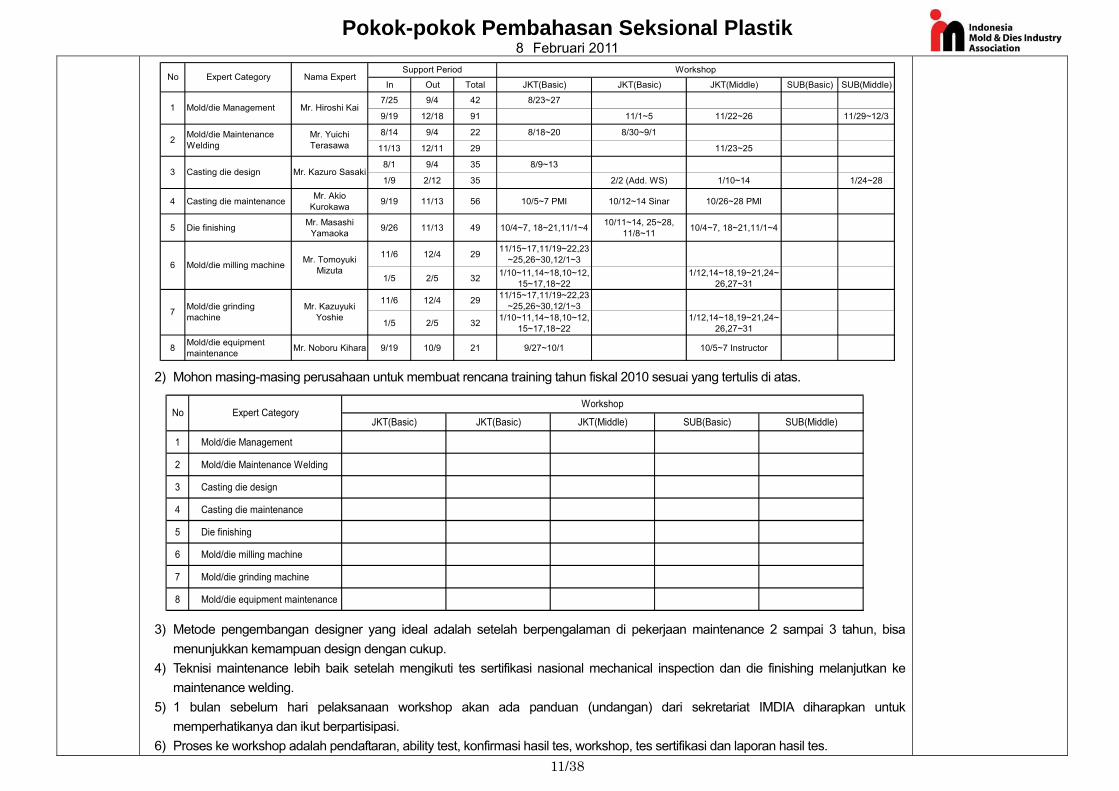
In Out Total JKT(Basic) JKT(Basic) JKT(Middle) SUB(Basic) SUB(Middle)
7/25 9/4 42 8/23~27
9/19 12/18 91 11/1~5 11/22~26 11/29~12/3
8/14 9/4 22 8/18~20 8/30~9/1
11/13 12/11 29 11/23~25
8/1 9/4 35 8/9~13
1/9 2/12 35 2/2 (Add. WS) 1/10~14 1/24~28
4 Casting die maintenance Mr. AkioKurokawa 9/19 11/13 56 10/5~7 PMI 10/12~14 Sinar 10/26~28 PMI
5 Die finishing Mr. MasashiYamaoka 9/26 11/13 49 10/4~7, 18~21,11/1~4 10/11~14, 25~28,
11/8~11 10/4~7, 18~21,11/1~4
11/6 12/4 29 11/15~17,11/19~22,23~25,26~30,12/1~3
1/5 2/5 32 1/10~11,14~18,10~12,15~17,18~22 1/12,14~18,19~21,24~
26,27~31
11/6 12/4 29 11/15~17,11/19~22,23~25,26~30,12/1~3
1/5 2/5 32 1/10~11,14~18,10~12,15~17,18~22 1/12,14~18,19~21,24~
26,27~31
8 Mold/die equipmentmaintenance Mr. Noboru Kihara 9/19 10/9 21 9/27~10/1 10/5~7 Instructor
Mr. YuichiTerasawa
No Expert Category Nama ExpertSupport Period Workshop
3 Casting die design Mr. Kazuro Sasaki
1 Mold/die Management Mr. Hiroshi Kai
2 Mold/die MaintenanceWelding
7 Mold/die grindingmachine
Mr. KazuyukiYoshie
6 Mold/die milling machine Mr. TomoyukiMizuta
2) Mohon masing-masing perusahaan untuk membuat rencana training tahun fiskal 2010 sesuai yang tertulis di atas.
JKT(Basic) JKT(Basic) JKT(Middle) SUB(Basic) SUB(Middle)
1 Mold/die Management
2 Mold/die Maintenance Welding
3 Casting die design
4 Casting die maintenance
5 Die finishing
6 Mold/die milling machine
7 Mold/die grinding machine
8 Mold/die equipment maintenance
No Expert CategoryWorkshop
3) Metode pengembangan designer yang ideal adalah setelah berpengalaman di pekerjaan maintenance 2 sampai 3 tahun, bisa menunjukkan kemampuan design dengan cukup.
4) Teknisi maintenance lebih baik setelah mengikuti tes sertifikasi nasional mechanical inspection dan die finishing melanjutkan ke maintenance welding.
5) 1 bulan sebelum hari pelaksanaan workshop akan ada panduan (undangan) dari sekretariat IMDIA diharapkan untuk memperhatikanya dan ikut berpartisipasi.
6) Proses ke workshop adalah pendaftaran, ability test, konfirmasi hasil tes, workshop, tes sertifikasi dan laporan hasil tes.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
12/38
7) Setelah workshop selesai, ditentukan instruktus untuk bidang kerja tersebut berdasarkan keputusan expert. 8) Diharapkan perkembangan pengadaan lokal (lokalisasi) die bergerak seiring dengan rencana training tersebut. 9) Mengenai peminjaman tempat Casting Maintenance
No. Workshop Name Period Operation Place 1 Casting Die Maintenance Basic 5~7 Oct. 2010 Panasonic 2 Casting Die Maintenance Basic 16~20 Oct. 2010 PT. Sinar Alum Sarana 3 Casting Die Maintenance Middle 26~28 Oct. 2010 Panasonic
Kalau bisa, untuk yang Basic mohon di Nusa Metal dan Sinar Alum. Untuk yang Middle, ingin mencoba berusaha agar bisa meminjam di Daihatsu.
4. Forum pertukaran seksional (pelaksanaan bersama dengan Seksional Others) 1) Karena telah merencanakan forum pertukaran informasi seksional setahun 2 kali, mengharapkan penerimaan secara aktif.
No. Hari pelaksanaan Tempat Tema 1 11 November 2010 (kamis).
Karena berbenturan dengan kunjungan JADMA, maka tanggal pelaksanaannya akan diubah.
Kandidatnya adalah Yamaha Die Casting Plant di KIIC. Apabila tdak bisa akan coba mengajukan ke PT. Tri Dharma Wisesa.
In House Production
2 10 Maret 2011 (kamis) Akan diajukan untuk dilaksanakan di PT. Arai Rubber Seal (Tangerang).
2) Dengan mengakomodir forum pertukaran, dorongan aktifitas 5S dan kemampuan presentasi perusahaan akan meningkat, dan kemungkinan bisa melakukan bisnis baru semakin tinggi.
3) Dengan mendiskusikan poin permasalahan yang menghimpit masing-masing perusahaan dalam forum pertukaran, bisa menemukan solusi pemecahannya.
5. Casting Technical Support 1) Periode bantuan JETRO Expert
Saat ini sedang melakukan pengaturan jadwal dengan JETRO expert Mr. Sasaki, yang memungkinkan adalah dari pertengahan oktober sampai pertengahan desember.
2) Dari hari Selasa sampai hari Kamis selama 3 hari Expert dan Penterjemah berkunjung ke Perusahaan untuk memecahkan permasalahan yang terjadi pada Casting. Perusahaan dipilih berdasarkan persyaratan-persyaratan berikut ini.
3) Persyaratan pertama adalah terdapat permasalahan pada Casting, dan prioritasnya berdasarkan urutan angka paling besar item berikut: (1) Terdapat proses injeksi plastik.(2) Ada masalah kualitas pada Casting. (3) Lambatnya pembuatan Casting untuk produk baru. (4) Produktivitas Casting yang rendah. (5) Masalah Casting design.(6) Sedang mendorong pembuatan Casting di dalam Perusahaan.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
13/38
4) Kalau peminatnya banyak, pemilihan ditambah dengan persyaratan kedua berikut: (1) Perusahaan lokal dan tidak ada orang Jepangnya. (2) Perusahaan lokal dan ada orang Jepangnya. (3) Perusahaan Jepang tetapi tidak ada orang Jepangnya. (4) Perusahaan Jepang dan ada orang Jepangnya.
5) Berikut adalah seputar undangan bantuan teknologi kepada anggota IMDIA. (1)Pengiriman undangan: 30 Agu. ’10, (2)Seleksi: 4 Okt. ’10, (3)Pelaksanaan bantuan: (mulai) 26 Okt. ’10.
6) Supaya poin permasalahan pada bantuan teknologi tsb bisa dimanfaatkan secara bersama-sama, ingin melaksanakan pertemuan laporan (seminar dengan tema: Plastic Injection Trouble Shooting) pada tanggal 16 Des. 2010.
7) Dalam masa pemberian bantuan teknologi, akan dilaksanakan analisa kondisi terhadap Casting yang bermasalah, serta akan membuat format dan draf perbaikan yang sesuai untuk permasalahan tsb. Selain itu akan membuat paparan keuntungan dari rekomendasi perbaikan sampai dengan rencana pelaksanaannya. Selanjutnya hasil dari perbaikan tsb akan dipresentasikan dalam seminar.
8) Cara pelaksanaan bantuan teknologi adalah Perusahaan penerima bantuan teknologi memperjelas poin-poin permasalahan Casting, membuat data mengenai isi permasalahan dan membentuk project team. Sebelum pelaksanaan bantuan teknologi, penanggung jawab project team memberikan informasi tsb kepada penterjemah Expert.
9) Pendaftaran Technical Support (2 Anggota) Saat ini baru PT.Sinar Alum Sarana dan PT. Sempana Jaya Agung yang sudah mendaftar. Apabila menerima pendaftaran kurang dari 4 perusahaan (anggota), maka tahun depan tidak dapat kembali meminta bantuan expert dari JETRO.
6. Pertukaran Informasi 1) Tujuan (1) Menjalankan rapat berdasarkan materi ini, tetapi mengenai permasalahan di luar itu tidak ada kesempatan yang menyentuhnya. (2) Telah ikut dalam rapat tetapi selesai tanpa ada kesempatan berbicara 1 kali pun. (3) Ingin menjadikan rapat ini lebih bermakna dengan memasukkan banyak pendapat.
2) Pemberian informasi (1) Mengharapkan untuk menjelaskan secara simple mengenai kondisi perusahaan. (jobnya bertambat atau berkurang) (2) Mengharapkan agar menjelaskan materi yang dibutuhkan pada langkah saat ini. (safety, aktifitas 5S, perolehan ISO, aktifitas
perbaikan mutu dan produksi) 3) Pengangkatan permasalahan (1) Bila ada permasalahan yang dikaji dalam seksional, diangkat melalui keputusan ketua seksional.
Bila merupakan permasalahan yang tidak bisa dipecahkan dalam seksional, akan dicarikan solusi pemecahanya dalam rapat Komite Disiplin & Informasi, Komite Manajemen & Tenaga Kerja, Komite Teknologi, dan Komite HRD.
Kegiatan Seksional Press
1. Memajukan Lokalisasi press die. 1) Target tahun 2010
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
14/38
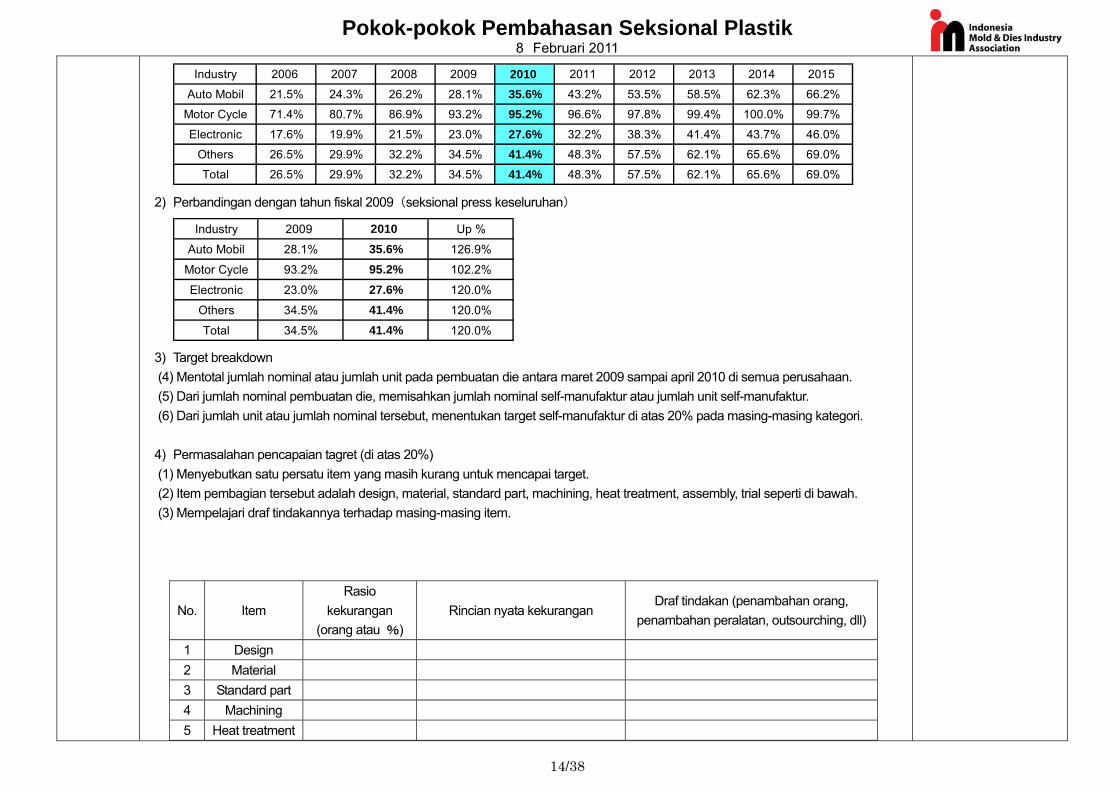
Industry 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Auto Mobil 21.5% 24.3% 26.2% 28.1% 35.6% 43.2% 53.5% 58.5% 62.3% 66.2%
Motor Cycle 71.4% 80.7% 86.9% 93.2% 95.2% 96.6% 97.8% 99.4% 100.0% 99.7%
Electronic 17.6% 19.9% 21.5% 23.0% 27.6% 32.2% 38.3% 41.4% 43.7% 46.0%
Others 26.5% 29.9% 32.2% 34.5% 41.4% 48.3% 57.5% 62.1% 65.6% 69.0%
Total 26.5% 29.9% 32.2% 34.5% 41.4% 48.3% 57.5% 62.1% 65.6% 69.0% 2) Perbandingan dengan tahun fiskal 2009 (seksional press keseluruhan)
Industry 2009 2010 Up %
Auto Mobil 28.1% 35.6% 126.9%
Motor Cycle 93.2% 95.2% 102.2%
Electronic 23.0% 27.6% 120.0%
Others 34.5% 41.4% 120.0%
Total 34.5% 41.4% 120.0% 3) Target breakdown (4) Mentotal jumlah nominal atau jumlah unit pada pembuatan die antara maret 2009 sampai april 2010 di semua perusahaan. (5) Dari jumlah nominal pembuatan die, memisahkan jumlah nominal self-manufaktur atau jumlah unit self-manufaktur. (6) Dari jumlah unit atau jumlah nominal tersebut, menentukan target self-manufaktur di atas 20% pada masing-masing kategori.
4) Permasalahan pencapaian tagret (di atas 20%) (1) Menyebutkan satu persatu item yang masih kurang untuk mencapai target. (2) Item pembagian tersebut adalah design, material, standard part, machining, heat treatment, assembly, trial seperti di bawah. (3) Mempelajari draf tindakannya terhadap masing-masing item.
No. Item Rasio
kekurangan
(orang atau %) Rincian nyata kekurangan
Draf tindakan (penambahan orang, penambahan peralatan, outsourching, dll)
1 Design 2 Material 3 Standard part 4 Machining 5 Heat treatment
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
15/38
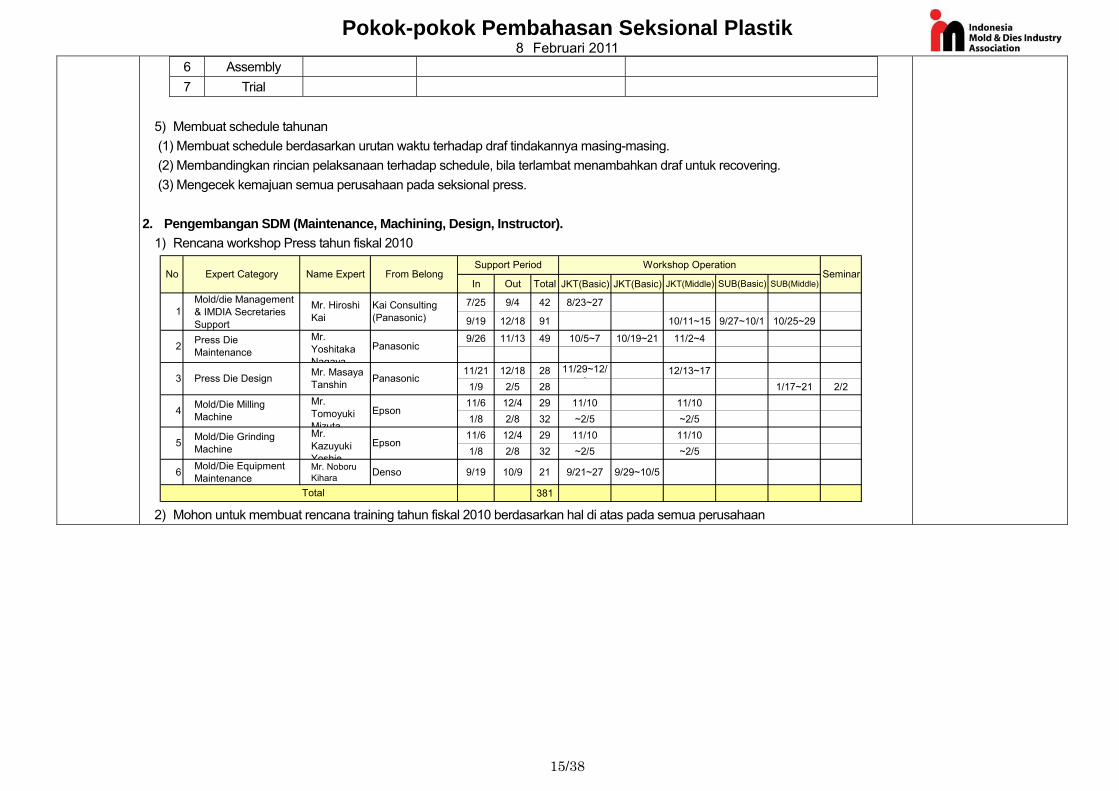
6 Assembly 7 Trial
5) Membuat schedule tahunan (1) Membuat schedule berdasarkan urutan waktu terhadap draf tindakannya masing-masing. (2) Membandingkan rincian pelaksanaan terhadap schedule, bila terlambat menambahkan draf untuk recovering. (3) Mengecek kemajuan semua perusahaan pada seksional press.
2. Pengembangan SDM (Maintenance, Machining, Design, Instructor).
1) Rencana workshop Press tahun fiskal 2010
In Out Total JKT(Basic) JKT(Basic) JKT(Middle) SUB(Basic) SUB(Middle)
7/25 9/4 42 8/23~27
9/19 12/18 91 10/11~15 9/27~10/1 10/25~29
9/26 11/13 49 10/5~7 10/19~21 11/2~4
11/21 12/18 28 11/29~12/3
12/13~17 1/9 2/5 28 1/17~21 2/2
11/6 12/4 29 11/10 11/10 1/8 2/8 32 ~2/5 ~2/5
11/6 12/4 29 11/10 11/10 1/8 2/8 32 ~2/5 ~2/5
6 Mold/Die Equipment Maintenance
Mr. Noboru Kihara Denso 9/19 10/9 21 9/21~27 9/29~10/5
381
Mr. Kazuyuki Yoshie
Epson
Mr. Yoshitaka Nagaya
Panasonic
Total
Support Period
4 Mold/Die Milling Machine
Mr. Tomoyuki Mizuta
Epson
5 Mold/Die Grinding Machine
1Mold/die Management & IMDIA Secretaries Support
Mr. Hiroshi Kai
Kai Consulting(Panasonic)
3 Press Die Design Mr. Masaya Tanshin Panasonic
2 Press Die Maintenance
No Expert Category Name Expert From BelongWorkshop Operation
Seminar
2) Mohon untuk membuat rencana training tahun fiskal 2010 berdasarkan hal di atas pada semua perusahaan
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
16/38
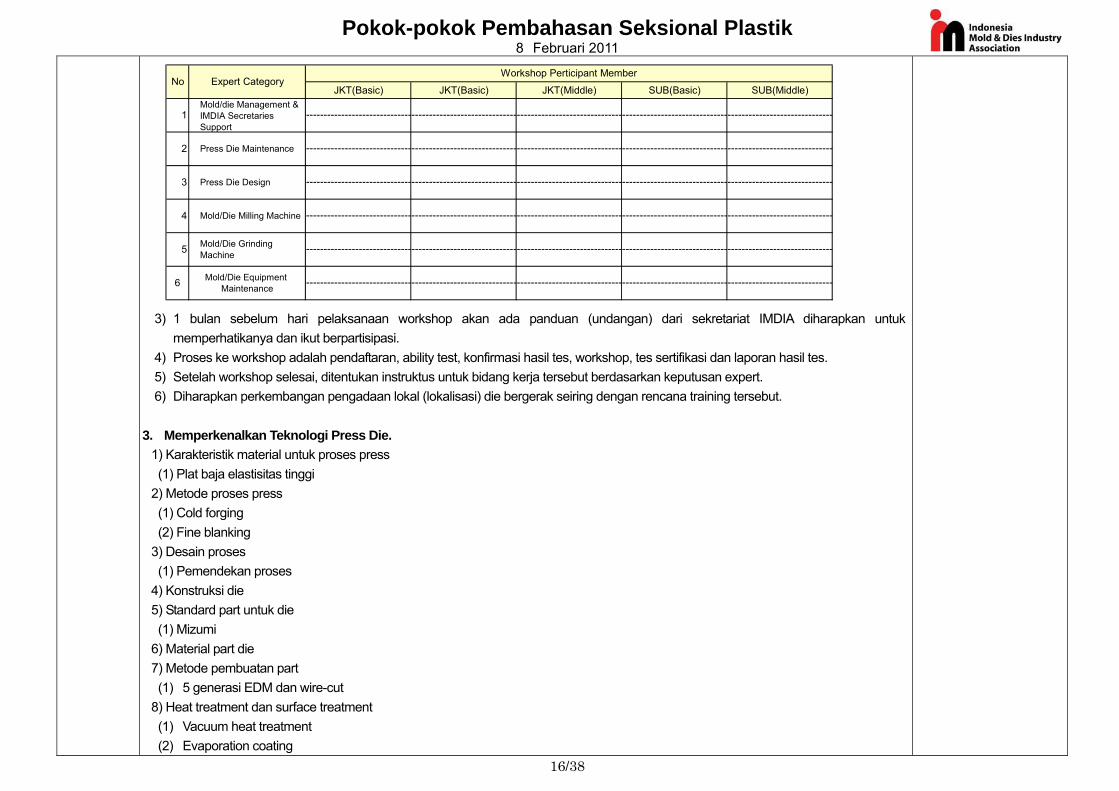
JKT(Basic) JKT(Basic) JKT(Middle) SUB(Basic) SUB(Middle)No Expert Category
Workshop Perticipant Member
6 Mold/Die Equipment Maintenance
4 Mold/Die Milling Machine
5 Mold/Die Grinding Machine
1Mold/die Management & IMDIA Secretaries Support
3 Press Die Design
2 Press Die Maintenance
3) 1 bulan sebelum hari pelaksanaan workshop akan ada panduan (undangan) dari sekretariat IMDIA diharapkan untuk memperhatikanya dan ikut berpartisipasi.
4) Proses ke workshop adalah pendaftaran, ability test, konfirmasi hasil tes, workshop, tes sertifikasi dan laporan hasil tes. 5) Setelah workshop selesai, ditentukan instruktus untuk bidang kerja tersebut berdasarkan keputusan expert. 6) Diharapkan perkembangan pengadaan lokal (lokalisasi) die bergerak seiring dengan rencana training tersebut.
3. Memperkenalkan Teknologi Press Die.
1) Karakteristik material untuk proses press (1) Plat baja elastisitas tinggi
2) Metode proses press (1) Cold forging (2) Fine blanking
3) Desain proses (1) Pemendekan proses
4) Konstruksi die 5) Standard part untuk die (1) Mizumi
6) Material part die 7) Metode pembuatan part (1) 5 generasi EDM dan wire-cut
8) Heat treatment dan surface treatment (1) Vacuum heat treatment (2) Evaporation coating
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
17/38
9) Mesin press (1) Servo press (2) High speed press
10) Perlengkapan mesin press (1) Transfer (2) Progresive
11) Dengan metode seperti apa untuk mendapatkan teknik mengenenai item-item ini.
(1) Seminar dan workshop (2) Program training Jepang (3) Program belajar seksional
4. Forum pertukaran seksional
4) Direncanakan pertukaran informasi bidang press dilakukan 1 tahun 2 kali, diharapkan untuk mendapatkanya secara aktif. No. Hari pelaksanaan Tempat tema 1 Kamis, 19 Agustus 2010 PT. Metindo Era Sakti 2 Kamis, 9 Desember 2010 PT. Fuji Technica Indonesia
5) Dengan mendapatkan forum pertukaran informasi, dorongan aktivitas 5S dan kemampuan presentasi perusahaan meningkat, dan kemungkinan terciptanya penjualan baru semakin tinggi.
6) Dengan memperdebatkan poin permasalahan yang dihadapi masing-masing perusahaan pada forum pertukaran informasi, bisa menemukan solusinya.
5. Contoh kasus perbaikan press
1) Perincian contoh kasus (1) Mungkin akan menjadi hal yang memalukan, mempresentasikan contoh kegagalan dan dengan proses seperti apa diperbaikinya? (2) Sembari mengumpulkan ide semua anggota berkaitan dengan pekerjaan atau proses pada part yang saat ini sedang diproduksi,
mempresentasikan proses yang telah menemukan metode yang paling sesuai (optimal). (3) Dari permasalahan teknis, mempresentasikan proses self-manufacture untuk parts, die, equipment, jig tool dan lainya yang
sebelumnya diimpor atau dipesan dari tempat lain sambil melaksanakan pembinaan SDM. 2) Presentasi contoh kasus (1) Dari masing-masing perusahaan, dalam 1 kali meeting melaksanakan presentasi dari 2 sampai 3 perusahaan.
No. Nama perusahaan Tema 1 2
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
18/38
3 (2) Untuk hal-hal yang berkaitan dengan kerahasiaan customer, tidak perlu dipresentasikan. (3) Melalui presentasi contoh kasus, bisa mencoba menyebarkan tindakan pencegahan masalah ke yang lainnya, dipastikan adanya
peningkatan kemampuan teknis seksional press.
Kegiatan Seksional Plastik
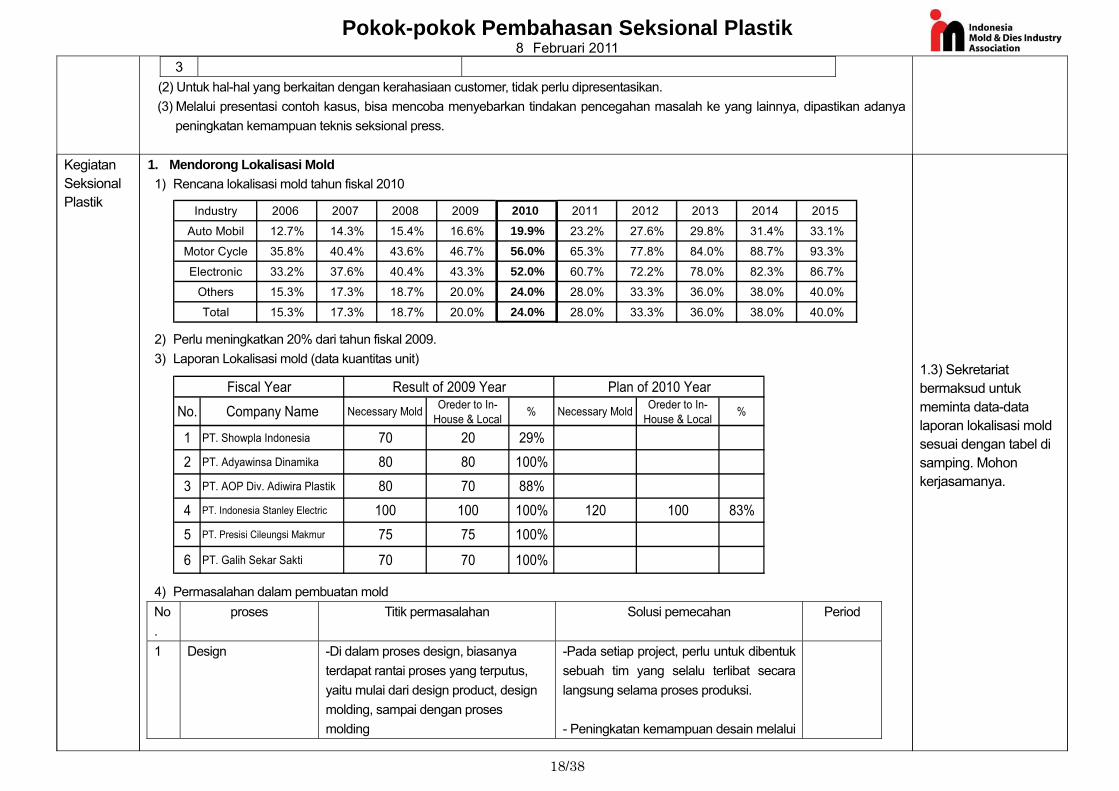
1. Mendorong Lokalisasi Mold 1) Rencana lokalisasi mold tahun fiskal 2010
Industry 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Auto Mobil 12.7% 14.3% 15.4% 16.6% 19.9% 23.2% 27.6% 29.8% 31.4% 33.1%
Motor Cycle 35.8% 40.4% 43.6% 46.7% 56.0% 65.3% 77.8% 84.0% 88.7% 93.3%
Electronic 33.2% 37.6% 40.4% 43.3% 52.0% 60.7% 72.2% 78.0% 82.3% 86.7%
Others 15.3% 17.3% 18.7% 20.0% 24.0% 28.0% 33.3% 36.0% 38.0% 40.0%
Total 15.3% 17.3% 18.7% 20.0% 24.0% 28.0% 33.3% 36.0% 38.0% 40.0% 2) Perlu meningkatkan 20% dari tahun fiskal 2009. 3) Laporan Lokalisasi mold (data kuantitas unit)
Fiscal Year Result of 2009 Year Plan of 2010 Year
No. Company Name Necessary Mold Oreder to In-House & Local % Necessary Mold Oreder to In-
House & Local %
1 PT. Showpla Indonesia 70 20 29% 2 PT. Adyawinsa Dinamika 80 80 100% 3 PT. AOP Div. Adiwira Plastik 80 70 88% 4 PT. Indonesia Stanley Electric 100 100 100% 120 100 83%5 PT. Presisi Cileungsi Makmur 75 75 100%
6 PT. Galih Sekar Sakti 70 70 100%
4) Permasalahan dalam pembuatan mold No.
proses Titik permasalahan Solusi pemecahan Period
1 Design -Di dalam proses design, biasanya terdapat rantai proses yang terputus, yaitu mulai dari design product, design molding, sampai dengan proses molding
-Pada setiap project, perlu untuk dibentuk sebuah tim yang selalu terlibat secara langsung selama proses produksi. - Peningkatan kemampuan desain melalui
1.3) Sekretariat bermaksud untuk meminta data-data laporan lokalisasi mold sesuai dengan tabel di samping. Mohon kerjasamanya.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
19/38
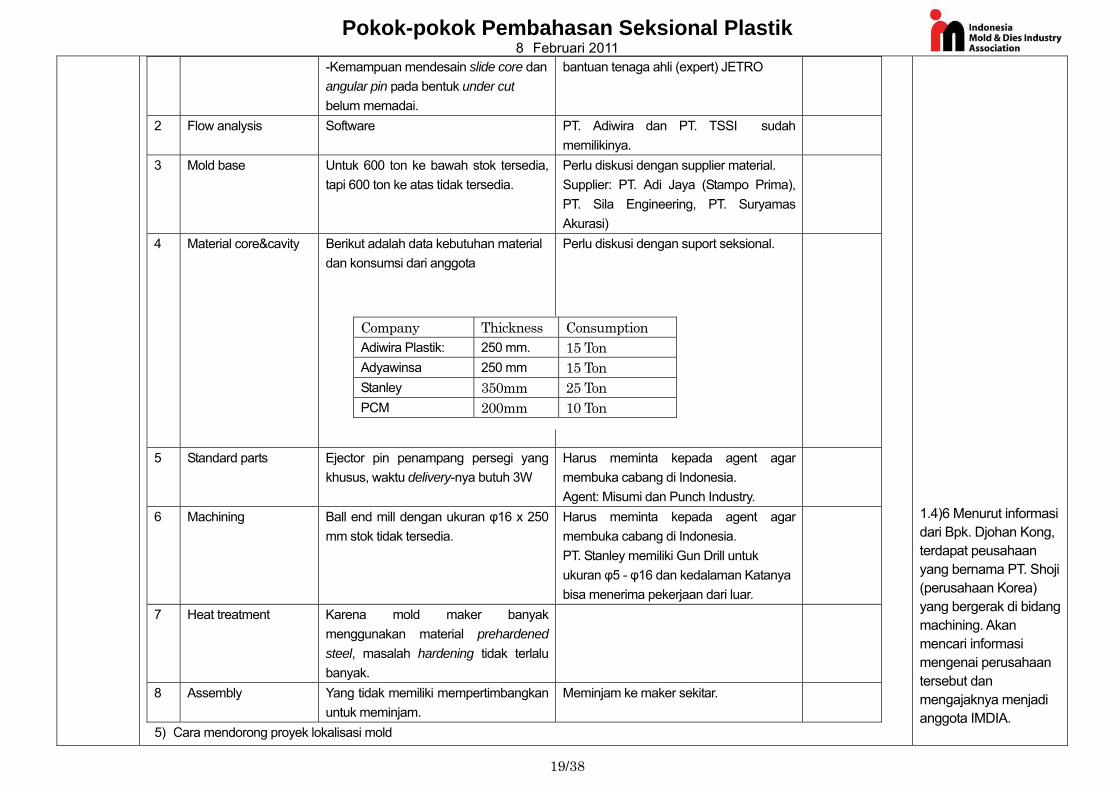
-Kemampuan mendesain slide core dan angular pin pada bentuk under cut belum memadai.
bantuan tenaga ahli (expert) JETRO
2 Flow analysis Software PT. Adiwira dan PT. TSSI sudah memilikinya.
3 Mold base Untuk 600 ton ke bawah stok tersedia, tapi 600 ton ke atas tidak tersedia.
Perlu diskusi dengan supplier material. Supplier: PT. Adi Jaya (Stampo Prima), PT. Sila Engineering, PT. Suryamas Akurasi)
4 Material core&cavity Berikut adalah data kebutuhan material dan konsumsi dari anggota
Perlu diskusi dengan suport seksional.
5 Standard parts Ejector pin penampang persegi yang khusus, waktu delivery-nya butuh 3W
Harus meminta kepada agent agar membuka cabang di Indonesia. Agent: Misumi dan Punch Industry.
6 Machining Ball end mill dengan ukuran φ16 x 250 mm stok tidak tersedia.
Harus meminta kepada agent agar membuka cabang di Indonesia. PT. Stanley memiliki Gun Drill untuk ukuran φ5 - φ16 dan kedalaman Katanya bisa menerima pekerjaan dari luar.
7 Heat treatment Karena mold maker banyak menggunakan material prehardened steel, masalah hardening tidak terlalu banyak.
8 Assembly Yang tidak memiliki mempertimbangkan untuk meminjam.
Meminjam ke maker sekitar.
5) Cara mendorong proyek lokalisasi mold
1.4)6 Menurut informasi dari Bpk. Djohan Kong, terdapat peusahaan yang bernama PT. Shoji (perusahaan Korea) yang bergerak di bidang machining. Akan mencari informasi mengenai perusahaan tersebut dan mengajaknya menjadi anggota IMDIA.
Company Thickness Consumption Adiwira Plastik: 250 mm. 15 Ton Adyawinsa 250 mm 15 Ton Stanley 350mm 25 Ton PCM 200mm 10 Ton
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
20/38
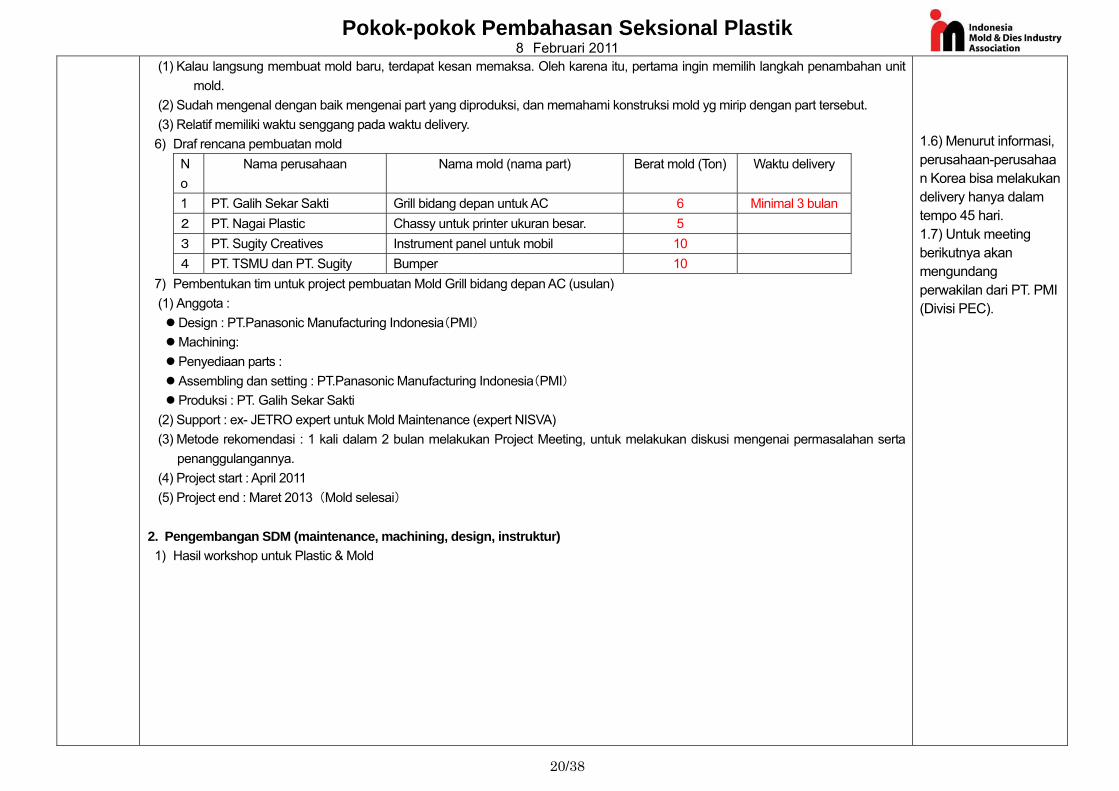
(1) Kalau langsung membuat mold baru, terdapat kesan memaksa. Oleh karena itu, pertama ingin memilih langkah penambahan unit mold.
(2) Sudah mengenal dengan baik mengenai part yang diproduksi, dan memahami konstruksi mold yg mirip dengan part tersebut. (3) Relatif memiliki waktu senggang pada waktu delivery. 6) Draf rencana pembuatan mold
No
Nama perusahaan Nama mold (nama part) Berat mold (Ton) Waktu delivery
1 PT. Galih Sekar Sakti Grill bidang depan untuk AC 6 Minimal 3 bulan 2 PT. Nagai Plastic Chassy untuk printer ukuran besar. 5 3 PT. Sugity Creatives Instrument panel untuk mobil 10 4 PT. TSMU dan PT. Sugity Bumper 10
7) Pembentukan tim untuk project pembuatan Mold Grill bidang depan AC (usulan) (1) Anggota :
Design : PT.Panasonic Manufacturing Indonesia(PMI) Machining: Penyediaan parts : Assembling dan setting : PT.Panasonic Manufacturing Indonesia(PMI) Produksi : PT. Galih Sekar Sakti
(2) Support : ex- JETRO expert untuk Mold Maintenance (expert NISVA) (3) Metode rekomendasi : 1 kali dalam 2 bulan melakukan Project Meeting, untuk melakukan diskusi mengenai permasalahan serta
penanggulangannya. (4) Project start : April 2011 (5) Project end : Maret 2013 (Mold selesai)
2. Pengembangan SDM (maintenance, machining, design, instruktur) 1) Hasil workshop untuk Plastic & Mold
1.6) Menurut informasi, perusahaan-perusahaan Korea bisa melakukan delivery hanya dalam tempo 45 hari. 1.7) Untuk meeting berikutnya akan mengundang perwakilan dari PT. PMI (Divisi PEC).
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
21/38
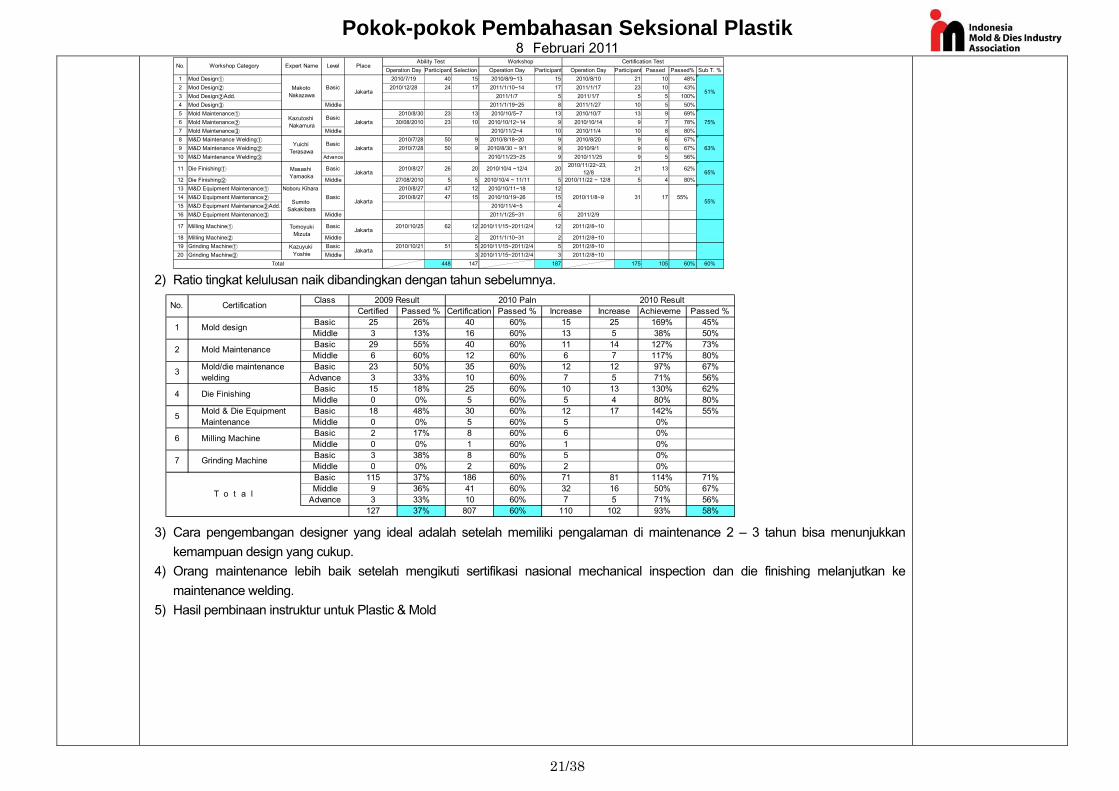
Operation Day Participant Selection Operation Day Participant Operation Day Participant Passed Passed% Sub T. %1 Mod Design① 2010/7/19 40 15 2010/8/9~13 15 2010/8/10 21 10 48%2 Mod Design② 2010/12/28 24 17 2011/1/10~14 17 2011/1/17 23 10 43%3 Mod Design②Add. 2011/1/7 5 2011/1/7 5 5 100%4 Mod Design③ Middle 2011/1/19~25 8 2011/1/27 10 5 50%5 Mold Maintenance① 2010/8/30 23 13 2010/10/5~7 13 2010/10/7 13 9 69%6 Mold Maintenance② 30/08/2010 23 10 2010/10/12~14 9 2010/10/14 9 7 78%7 Mold Maintenance③ Middle 2010/11/2~4 10 2010/11/4 10 8 80%8 M&D Maintenance Welding① 2010/7/28 50 9 2010/8/18~20 9 2010/8/20 9 6 67%9 M&D Maintenance Welding② 2010/7/28 50 9 2010/8/30 ~ 9/1 9 2010/9/1 9 6 67%10 M&D Maintenance Welding③ Advance 2010/11/23~25 9 2010/11/25 9 5 56%
11 Die Finishing① Basic 2010/8/27 26 20 2010/10/4 ~12/4 20 2010/11/22~23, 12/8
21 13 62%
12 Die Finishing② Middle 27/08/2010 5 5 2010/10/4 ~ 11/11 5 2010/11/22 ~ 12/8 5 4 80%13 M&D Equipment Maintenance① Noboru Kihara 2010/8/27 47 12 2010/10/11~18 1214 M&D Equipment Maintenance② 2010/8/27 47 15 2010/10/19~26 1515 M&D Equipment Maintenance②Add. 2010/11/4~5 416 M&D Equipment Maintenance③ Middle 2011/1/25~31 5 2011/2/9
17 Milling Machine① Basic 2010/10/25 62 12 2010/11/15~2011/2/4 12 2011/2/8~10
18 Milling Machine② Middle 2 2011/1/10~31 2 2011/2/8~10 19 Grinding Machine① Basic 2010/10/21 51 5 2010/11/15~2011/2/4 5 2011/2/8~10 20 Grinding Machine② Middle 3 2010/11/15~2011/2/4 3 2011/2/8~10
448 147 187 175 105 60% 60%Total
Sumito Sakakibara
Tomoyuki Mizuta
Jakarta
Kazuyuki Yoshie Jakarta
Masashi Yamaoka
Jakarta 65%
BasicJakarta
2010/11/8~9 31 17 55%55%
Kazutoshi Nakamura
BasicJakarta 75%
Yuichi Terasawa
BasicJakarta 63%
Makoto Nakazawa
BasicJakarta 51%
No. Workshop Category Expert Name Level PlaceAbility Test Workshop Certification Test
2) Ratio tingkat kelulusan naik dibandingkan dengan tahun sebelumnya.
ClassCertified Passed % Certification Passed % Increase Increase Achieveme Passed %
Basic 25 26% 40 60% 15 25 169% 45%Middle 3 13% 16 60% 13 5 38% 50%Basic 29 55% 40 60% 11 14 127% 73%Middle 6 60% 12 60% 6 7 117% 80%Basic 23 50% 35 60% 12 12 97% 67%
Advance 3 33% 10 60% 7 5 71% 56%Basic 15 18% 25 60% 10 13 130% 62%Middle 0 0% 5 60% 5 4 80% 80%Basic 18 48% 30 60% 12 17 142% 55%Middle 0 0% 5 60% 5 0%Basic 2 17% 8 60% 6 0%Middle 0 0% 1 60% 1 0%Basic 3 38% 8 60% 5 0%Middle 0 0% 2 60% 2 0%Basic 115 37% 186 60% 71 81 114% 71%Middle 9 36% 41 60% 32 16 50% 67%
Advance 3 33% 10 60% 7 5 71% 56%127 37% 807 60% 110 102 93% 58%
6 Milling Machine
7 Grinding Machine
T o t a l
3 Mold/die maintenance welding
4 Die Finishing
5 Mold & Die Equipment Maintenance
2 Mold Maintenance
1 Mold design
No. Certification 2009 Result 2010 Paln 2010 Result
3) Cara pengembangan designer yang ideal adalah setelah memiliki pengalaman di maintenance 2 – 3 tahun bisa menunjukkan
kemampuan design yang cukup. 4) Orang maintenance lebih baik setelah mengikuti sertifikasi nasional mechanical inspection dan die finishing melanjutkan ke
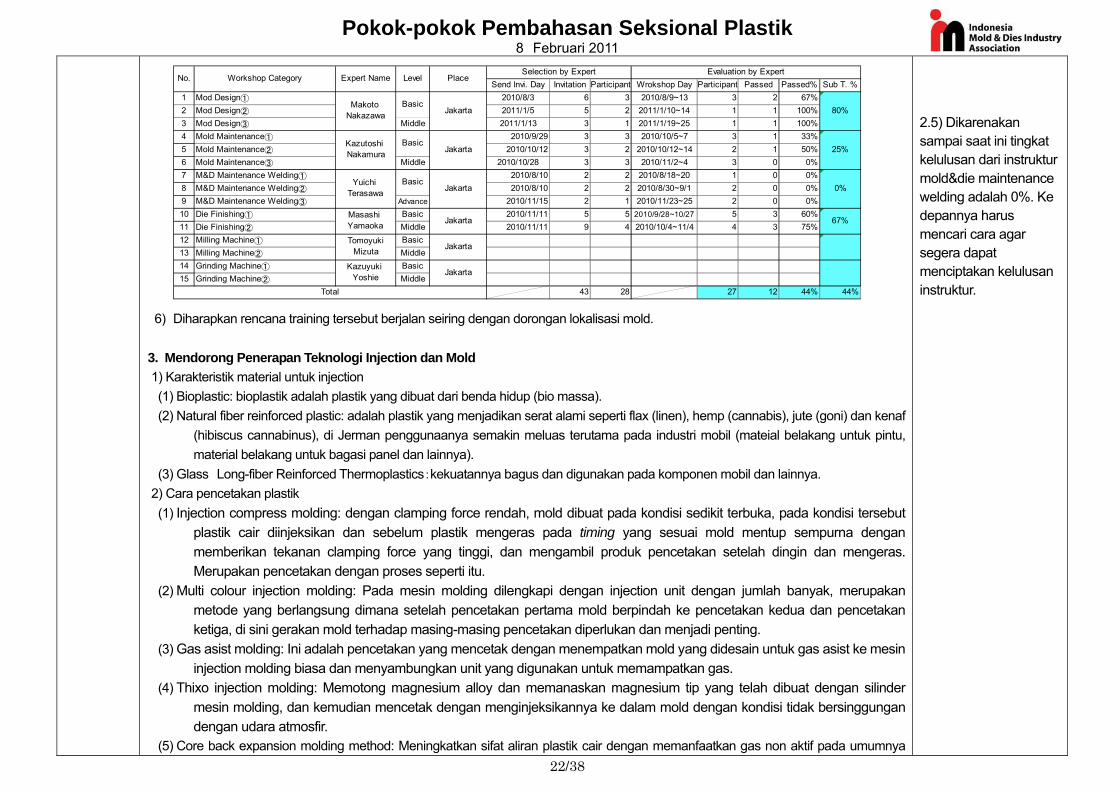
maintenance welding. 5) Hasil pembinaan instruktur untuk Plastic & Mold
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
22/38
Send Invi. Day Invitation Participant Wrokshop Day Participant Passed Passed% Sub T. %1 Mod Design① 2010/8/3 6 3 2010/8/9~13 3 2 67%2 Mod Design② 2011/1/5 5 2 2011/1/10~14 1 1 100%3 Mod Design③ Middle 2011/1/13 3 1 2011/1/19~25 1 1 100%4 Mold Maintenance① 2010/9/29 3 3 2010/10/5~7 3 1 33%5 Mold Maintenance② 2010/10/12 3 2 2010/10/12~14 2 1 50%6 Mold Maintenance③ Middle 2010/10/28 3 3 2010/11/2~4 3 0 0%7 M&D Maintenance Welding① 2010/8/10 2 2 2010/8/18~20 1 0 0%8 M&D Maintenance Welding② 2010/8/10 2 2 2010/8/30~9/1 2 0 0%9 M&D Maintenance Welding③ Advance 2010/11/15 2 1 2010/11/23~25 2 0 0%10 Die Finishing① Basic 2010/11/11 5 5 2010/9/28~10/27 5 3 60%11 Die Finishing② Middle 2010/11/11 9 4 2010/10/4~11/4 4 3 75%12 Milling Machine① Basic 13 Milling Machine② Middle 14 Grinding Machine① Basic 15 Grinding Machine② Middle
43 28 27 12 44% 44%
PlaceSelection by Expert Evaluation by Expert
0%
Makoto Nakazawa
BasicJakarta 80%
No. Workshop Category Expert Name Level
Masashi Yamaoka Jakarta 67%
Kazutoshi Nakamura
BasicJakarta 25%
Yuichi Terasawa
BasicJakarta
Total
Tomoyuki Mizuta Jakarta
Kazuyuki Yoshie Jakarta
6) Diharapkan rencana training tersebut berjalan seiring dengan dorongan lokalisasi mold. 3. Mendorong Penerapan Teknologi Injection dan Mold 1) Karakteristik material untuk injection (1) Bioplastic: bioplastik adalah plastik yang dibuat dari benda hidup (bio massa). (2) Natural fiber reinforced plastic: adalah plastik yang menjadikan serat alami seperti flax (linen), hemp (cannabis), jute (goni) dan kenaf
(hibiscus cannabinus), di Jerman penggunaanya semakin meluas terutama pada industri mobil (mateial belakang untuk pintu, material belakang untuk bagasi panel dan lainnya).
(3) Glass Long-fiber Reinforced Thermoplastics:kekuatannya bagus dan digunakan pada komponen mobil dan lainnya. 2) Cara pencetakan plastik (1) Injection compress molding: dengan clamping force rendah, mold dibuat pada kondisi sedikit terbuka, pada kondisi tersebut
plastik cair diinjeksikan dan sebelum plastik mengeras pada timing yang sesuai mold mentup sempurna dengan memberikan tekanan clamping force yang tinggi, dan mengambil produk pencetakan setelah dingin dan mengeras. Merupakan pencetakan dengan proses seperti itu.
(2) Multi colour injection molding: Pada mesin molding dilengkapi dengan injection unit dengan jumlah banyak, merupakan metode yang berlangsung dimana setelah pencetakan pertama mold berpindah ke pencetakan kedua dan pencetakan ketiga, di sini gerakan mold terhadap masing-masing pencetakan diperlukan dan menjadi penting.
(3) Gas asist molding: Ini adalah pencetakan yang mencetak dengan menempatkan mold yang didesain untuk gas asist ke mesin injection molding biasa dan menyambungkan unit yang digunakan untuk memampatkan gas.
(4) Thixo injection molding: Memotong magnesium alloy dan memanaskan magnesium tip yang telah dibuat dengan silinder mesin molding, dan kemudian mencetak dengan menginjeksikannya ke dalam mold dengan kondisi tidak bersinggungan dengan udara atmosfir.
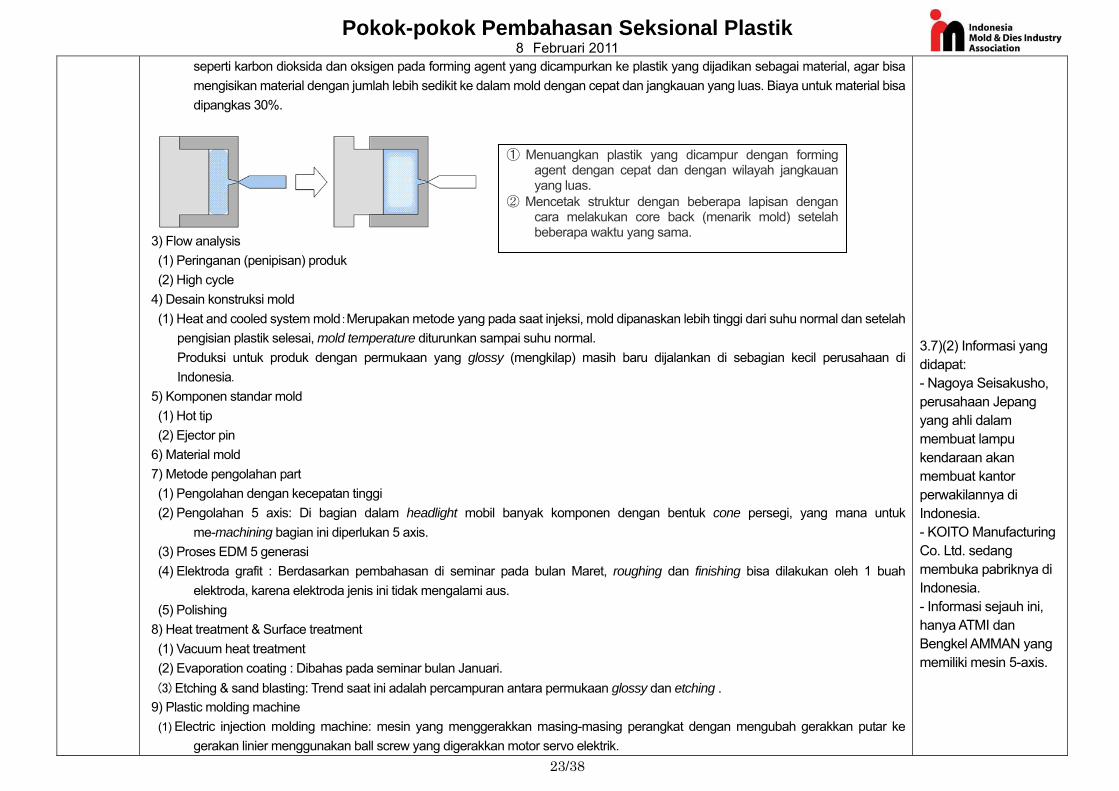
(5) Core back expansion molding method: Meningkatkan sifat aliran plastik cair dengan memanfaatkan gas non aktif pada umumnya
2.5) Dikarenakan sampai saat ini tingkat kelulusan dari instruktur mold&die maintenance welding adalah 0%. Ke depannya harus mencari cara agar segera dapat menciptakan kelulusan instruktur.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
23/38
seperti karbon dioksida dan oksigen pada forming agent yang dicampurkan ke plastik yang dijadikan sebagai material, agar bisa mengisikan material dengan jumlah lebih sedikit ke dalam mold dengan cepat dan jangkauan yang luas. Biaya untuk material bisa dipangkas 30%.
3) Flow analysis (1) Peringanan (penipisan) produk (2) High cycle
4) Desain konstruksi mold (1) Heat and cooled system mold:Merupakan metode yang pada saat injeksi, mold dipanaskan lebih tinggi dari suhu normal dan setelah
pengisian plastik selesai, mold temperature diturunkan sampai suhu normal. Produksi untuk produk dengan permukaan yang glossy (mengkilap) masih baru dijalankan di sebagian kecil perusahaan di Indonesia.
5) Komponen standar mold (1) Hot tip (2) Ejector pin
6) Material mold 7) Metode pengolahan part (1) Pengolahan dengan kecepatan tinggi (2) Pengolahan 5 axis: Di bagian dalam headlight mobil banyak komponen dengan bentuk cone persegi, yang mana untuk
me-machining bagian ini diperlukan 5 axis. (3) Proses EDM 5 generasi (4) Elektroda grafit : Berdasarkan pembahasan di seminar pada bulan Maret, roughing dan finishing bisa dilakukan oleh 1 buah
elektroda, karena elektroda jenis ini tidak mengalami aus. (5) Polishing
8) Heat treatment & Surface treatment (1) Vacuum heat treatment (2) Evaporation coating : Dibahas pada seminar bulan Januari. (3) Etching & sand blasting: Trend saat ini adalah percampuran antara permukaan glossy dan etching .
9) Plastic molding machine (1) Electric injection molding machine: mesin yang menggerakkan masing-masing perangkat dengan mengubah gerakkan putar ke
gerakan linier menggunakan ball screw yang digerakkan motor servo elektrik.
3.7)(2) Informasi yang didapat: - Nagoya Seisakusho, perusahaan Jepang yang ahli dalam membuat lampu kendaraan akan membuat kantor perwakilannya di Indonesia. - KOITO Manufacturing Co. Ltd. sedang membuka pabriknya di Indonesia. - Informasi sejauh ini, hanya ATMI dan Bengkel AMMAN yang memiliki mesin 5-axis.
① Menuangkan plastik yang dicampur dengan forming agent dengan cepat dan dengan wilayah jangkauan yang luas.
② Mencetak struktur dengan beberapa lapisan dengan cara melakukan core back (menarik mold) setelah beberapa waktu yang sama.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
24/38
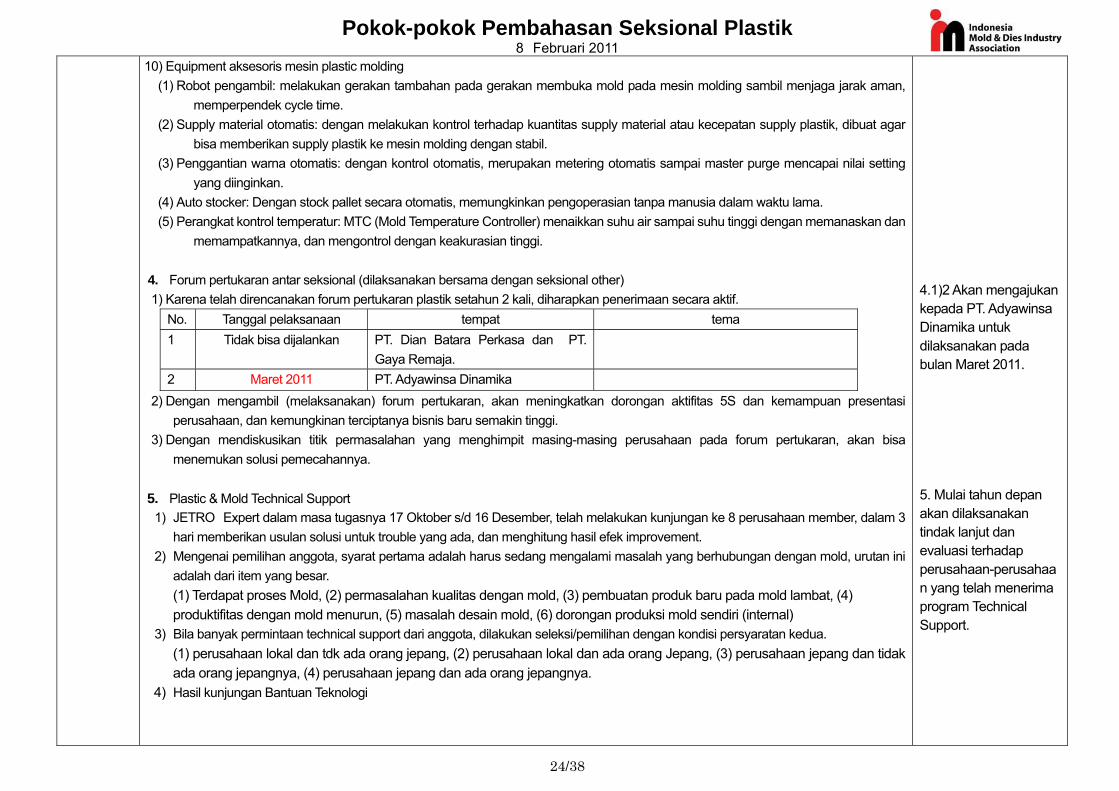
10) Equipment aksesoris mesin plastic molding (1) Robot pengambil: melakukan gerakan tambahan pada gerakan membuka mold pada mesin molding sambil menjaga jarak aman,
memperpendek cycle time. (2) Supply material otomatis: dengan melakukan kontrol terhadap kuantitas supply material atau kecepatan supply plastik, dibuat agar
bisa memberikan supply plastik ke mesin molding dengan stabil. (3) Penggantian warna otomatis: dengan kontrol otomatis, merupakan metering otomatis sampai master purge mencapai nilai setting
yang diinginkan. (4) Auto stocker: Dengan stock pallet secara otomatis, memungkinkan pengoperasian tanpa manusia dalam waktu lama. (5) Perangkat kontrol temperatur: MTC (Mold Temperature Controller) menaikkan suhu air sampai suhu tinggi dengan memanaskan dan
memampatkannya, dan mengontrol dengan keakurasian tinggi.
4. Forum pertukaran antar seksional (dilaksanakan bersama dengan seksional other) 1) Karena telah direncanakan forum pertukaran plastik setahun 2 kali, diharapkan penerimaan secara aktif.
No. Tanggal pelaksanaan tempat tema 1 Tidak bisa dijalankan PT. Dian Batara Perkasa dan PT.
Gaya Remaja.
2 Maret 2011 PT. Adyawinsa Dinamika 2) Dengan mengambil (melaksanakan) forum pertukaran, akan meningkatkan dorongan aktifitas 5S dan kemampuan presentasi
perusahaan, dan kemungkinan terciptanya bisnis baru semakin tinggi. 3) Dengan mendiskusikan titik permasalahan yang menghimpit masing-masing perusahaan pada forum pertukaran, akan bisa
menemukan solusi pemecahannya. 5. Plastic & Mold Technical Support 1) JETRO Expert dalam masa tugasnya 17 Oktober s/d 16 Desember, telah melakukan kunjungan ke 8 perusahaan member, dalam 3
hari memberikan usulan solusi untuk trouble yang ada, dan menghitung hasil efek improvement. 2) Mengenai pemilihan anggota, syarat pertama adalah harus sedang mengalami masalah yang berhubungan dengan mold, urutan ini
adalah dari item yang besar. (1) Terdapat proses Mold, (2) permasalahan kualitas dengan mold, (3) pembuatan produk baru pada mold lambat, (4) produktifitas dengan mold menurun, (5) masalah desain mold, (6) dorongan produksi mold sendiri (internal)
3) Bila banyak permintaan technical support dari anggota, dilakukan seleksi/pemilihan dengan kondisi persyaratan kedua. (1) perusahaan lokal dan tdk ada orang jepang, (2) perusahaan lokal dan ada orang Jepang, (3) perusahaan jepang dan tidak ada orang jepangnya, (4) perusahaan jepang dan ada orang jepangnya.
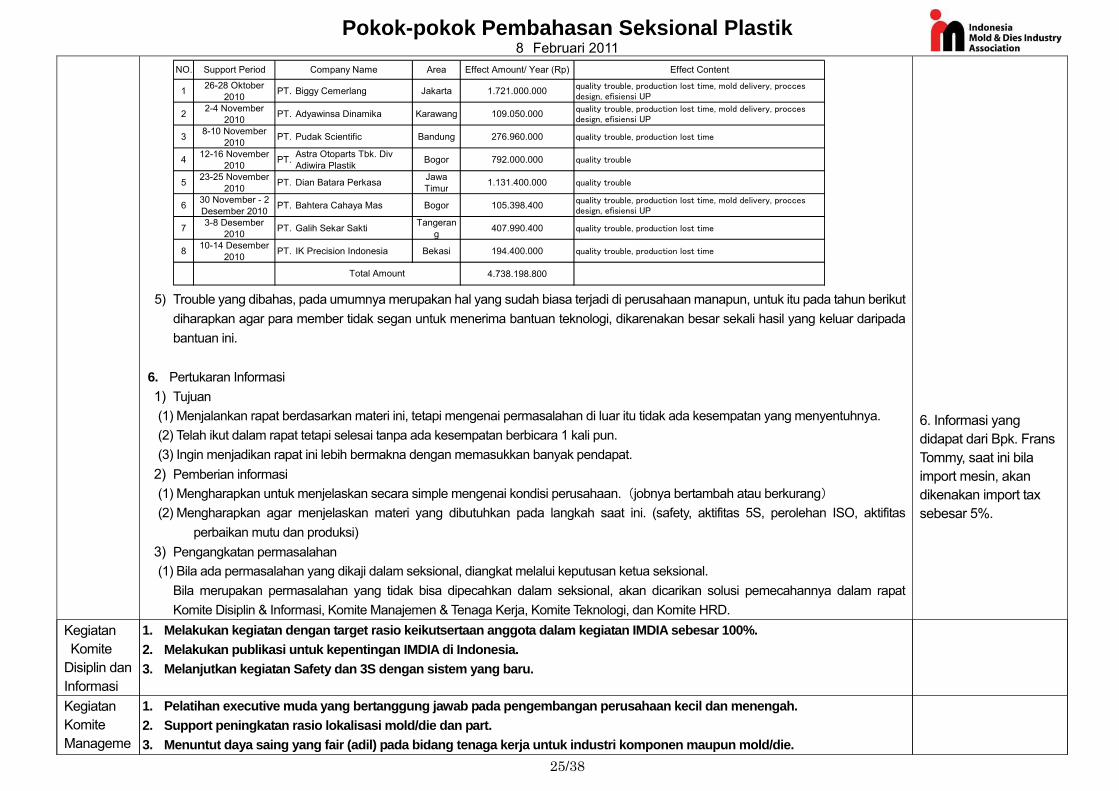
4) Hasil kunjungan Bantuan Teknologi
4.1)2 Akan mengajukan kepada PT. Adyawinsa Dinamika untuk dilaksanakan pada bulan Maret 2011. 5. Mulai tahun depan akan dilaksanakan tindak lanjut dan evaluasi terhadap perusahaan-perusahaan yang telah menerima program Technical Support.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
25/38
1 26-28 Oktober 2010 PT. Biggy Cemerlang Jakarta 1.721.000.000 quality trouble, production lost time, mold delivery, procces
design, efisiensi UP
2 2-4 November 2010 PT. Adyawinsa Dinamika Karawang 109.050.000 quality trouble, production lost time, mold delivery, procces
design, efisiensi UP
3 8-10 November 2010 PT. Pudak Scientific Bandung 276.960.000 quality trouble, production lost time
4 12-16 November 2010 PT. Astra Otoparts Tbk. Div
Adiwira Plastik Bogor 792.000.000 quality trouble
5 23-25 November 2010 PT. Dian Batara Perkasa Jawa
Timur 1.131.400.000 quality trouble
6 30 November - 2 Desember 2010 PT. Bahtera Cahaya Mas Bogor 105.398.400 quality trouble, production lost time, mold delivery, procces
design, efisiensi UP
7 3-8 Desember 2010 PT. Galih Sekar Sakti Tangeran
g 407.990.400 quality trouble, production lost time
8 10-14 Desember 2010 PT. IK Precision Indonesia Bekasi 194.400.000 quality trouble, production lost time
4.738.198.800 Total Amount
NO. Support Period Company Name Effect ContentArea Effect Amount/ Year (Rp)
5) Trouble yang dibahas, pada umumnya merupakan hal yang sudah biasa terjadi di perusahaan manapun, untuk itu pada tahun berikut diharapkan agar para member tidak segan untuk menerima bantuan teknologi, dikarenakan besar sekali hasil yang keluar daripada bantuan ini.
6. Pertukaran Informasi 1) Tujuan (1) Menjalankan rapat berdasarkan materi ini, tetapi mengenai permasalahan di luar itu tidak ada kesempatan yang menyentuhnya. (2) Telah ikut dalam rapat tetapi selesai tanpa ada kesempatan berbicara 1 kali pun. (3) Ingin menjadikan rapat ini lebih bermakna dengan memasukkan banyak pendapat.
2) Pemberian informasi (1) Mengharapkan untuk menjelaskan secara simple mengenai kondisi perusahaan. (jobnya bertambah atau berkurang) (2) Mengharapkan agar menjelaskan materi yang dibutuhkan pada langkah saat ini. (safety, aktifitas 5S, perolehan ISO, aktifitas
perbaikan mutu dan produksi) 3) Pengangkatan permasalahan (1) Bila ada permasalahan yang dikaji dalam seksional, diangkat melalui keputusan ketua seksional.
Bila merupakan permasalahan yang tidak bisa dipecahkan dalam seksional, akan dicarikan solusi pemecahannya dalam rapat Komite Disiplin & Informasi, Komite Manajemen & Tenaga Kerja, Komite Teknologi, dan Komite HRD.
6. Informasi yang didapat dari Bpk. Frans Tommy, saat ini bila import mesin, akan dikenakan import tax sebesar 5%.
Kegiatan Komite
Disiplin dan Informasi
1. Melakukan kegiatan dengan target rasio keikutsertaan anggota dalam kegiatan IMDIA sebesar 100%. 2. Melakukan publikasi untuk kepentingan IMDIA di Indonesia. 3. Melanjutkan kegiatan Safety dan 3S dengan sistem yang baru.
Kegiatan Komite Manageme
1. Pelatihan executive muda yang bertanggung jawab pada pengembangan perusahaan kecil dan menengah. 2. Support peningkatan rasio lokalisasi mold/die dan part. 3. Menuntut daya saing yang fair (adil) pada bidang tenaga kerja untuk industri komponen maupun mold/die.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
26/38
nt dan Tenaga Kerja
Kegiatan Komite Teknologi
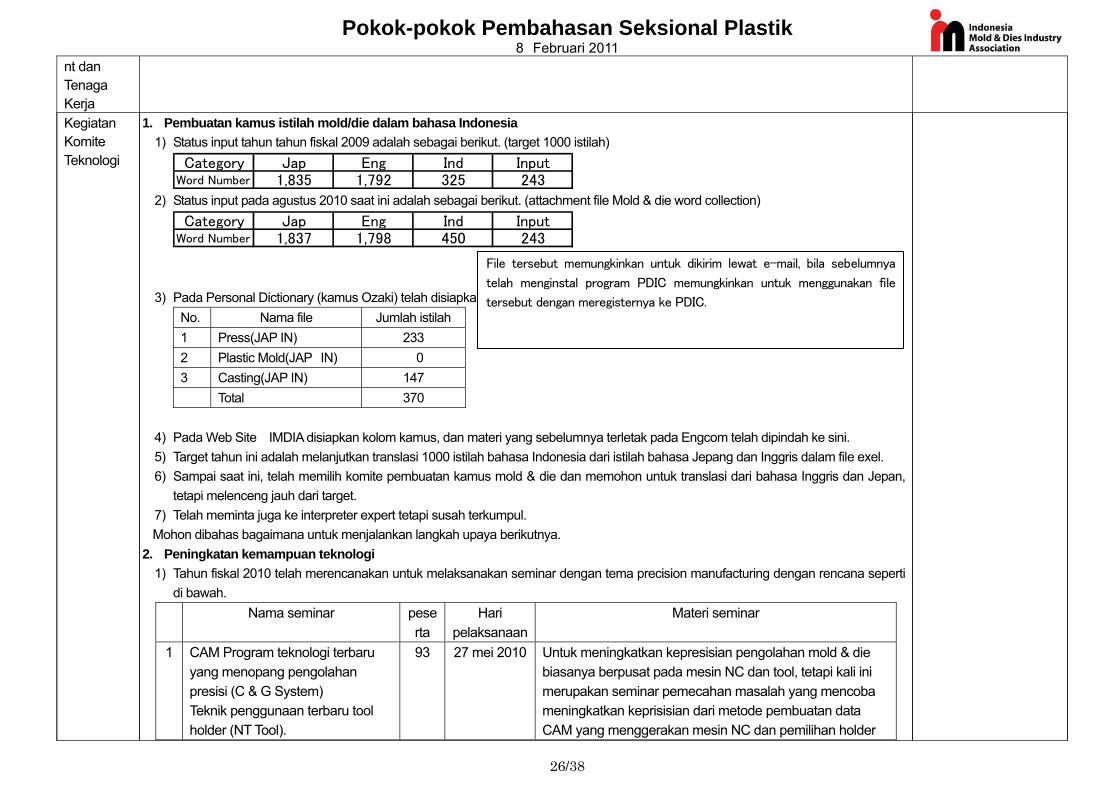
1. Pembuatan kamus istilah mold/die dalam bahasa Indonesia 1) Status input tahun tahun fiskal 2009 adalah sebagai berikut. (target 1000 istilah)
Category Jap Eng Ind InputWord Number 1,835 1,792 325 243
2) Status input pada agustus 2010 saat ini adalah sebagai berikut. (attachment file Mold & die word collection) Category Jap Eng Ind Input
Word Number 1,837 1,798 450 243
3) Pada Personal Dictionary (kamus Ozaki) telah disiapkan 3 nama kamus mold & die, jumlah input saat ini adalah sebagai berikut. No. Nama file Jumlah istilah 1 Press(JAP IN) 233 2 Plastic Mold(JAP IN) 0 3 Casting(JAP IN) 147 Total 370
4) Pada Web Site IMDIA disiapkan kolom kamus, dan materi yang sebelumnya terletak pada Engcom telah dipindah ke sini. 5) Target tahun ini adalah melanjutkan translasi 1000 istilah bahasa Indonesia dari istilah bahasa Jepang dan Inggris dalam file exel. 6) Sampai saat ini, telah memilih komite pembuatan kamus mold & die dan memohon untuk translasi dari bahasa Inggris dan Jepan,
tetapi melenceng jauh dari target. 7) Telah meminta juga ke interpreter expert tetapi susah terkumpul. Mohon dibahas bagaimana untuk menjalankan langkah upaya berikutnya.
2. Peningkatan kemampuan teknologi 1) Tahun fiskal 2010 telah merencanakan untuk melaksanakan seminar dengan tema precision manufacturing dengan rencana seperti
di bawah. Nama seminar pese
rta Hari
pelaksanaanMateri seminar
1 CAM Program teknologi terbaru yang menopang pengolahan presisi (C & G System) Teknik penggunaan terbaru tool holder (NT Tool).
93 27 mei 2010 Untuk meningkatkan kepresisian pengolahan mold & die biasanya berpusat pada mesin NC dan tool, tetapi kali ini merupakan seminar pemecahan masalah yang mencoba meningkatkan keprisisian dari metode pembuatan data CAM yang menggerakan mesin NC dan pemilihan holder
File tersebut memungkinkan untuk dikirim lewat e-mail, bila sebelumnya
telah menginstal program PDIC memungkinkan untuk menggunakan file
tersebut dengan meregisternya ke PDIC.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
27/38
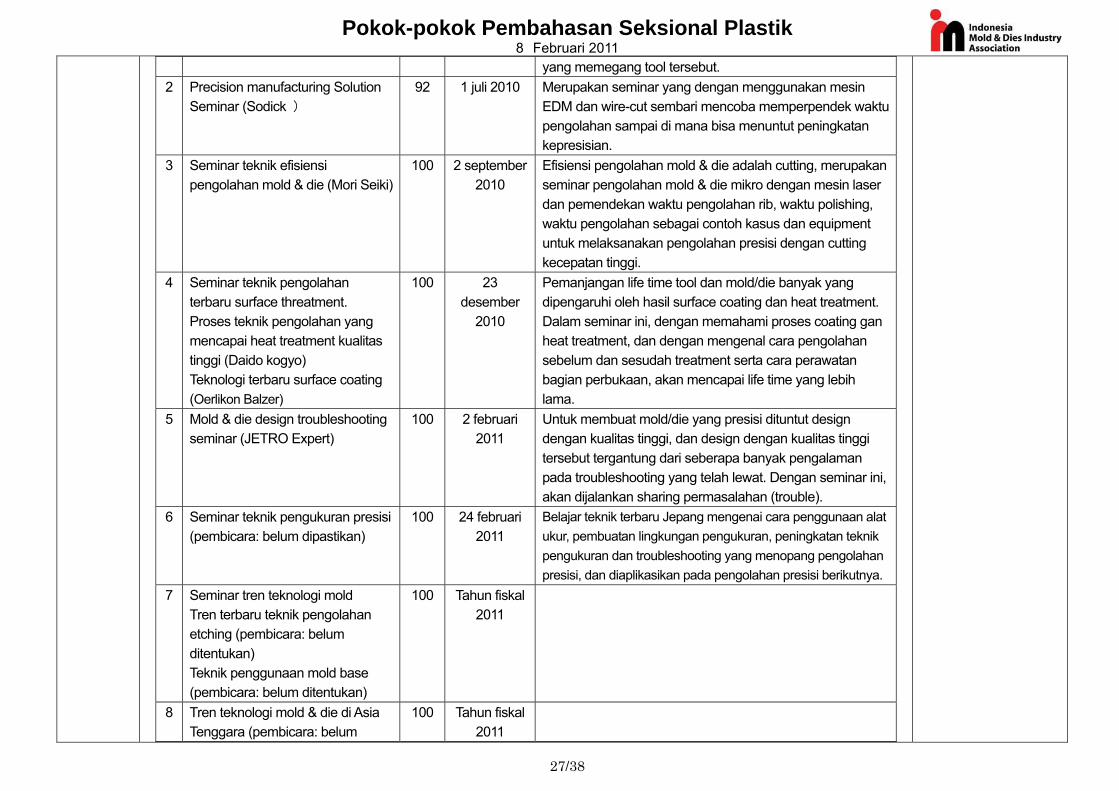
yang memegang tool tersebut. 2 Precision manufacturing Solution
Seminar (Sodick )
92 1 juli 2010 Merupakan seminar yang dengan menggunakan mesin EDM dan wire-cut sembari mencoba memperpendek waktu pengolahan sampai di mana bisa menuntut peningkatan kepresisian.
3 Seminar teknik efisiensi pengolahan mold & die (Mori Seiki)
100 2 september 2010
Efisiensi pengolahan mold & die adalah cutting, merupakan seminar pengolahan mold & die mikro dengan mesin laser dan pemendekan waktu pengolahan rib, waktu polishing, waktu pengolahan sebagai contoh kasus dan equipment untuk melaksanakan pengolahan presisi dengan cutting kecepatan tinggi.
4 Seminar teknik pengolahan terbaru surface threatment. Proses teknik pengolahan yang mencapai heat treatment kualitas tinggi (Daido kogyo) Teknologi terbaru surface coating (Oerlikon Balzer)
100 23 desember
2010
Pemanjangan life time tool dan mold/die banyak yang dipengaruhi oleh hasil surface coating dan heat treatment. Dalam seminar ini, dengan memahami proses coating gan heat treatment, dan dengan mengenal cara pengolahan sebelum dan sesudah treatment serta cara perawatan bagian perbukaan, akan mencapai life time yang lebih lama.
5 Mold & die design troubleshooting seminar (JETRO Expert)
100 2 februari 2011
Untuk membuat mold/die yang presisi dituntut design dengan kualitas tinggi, dan design dengan kualitas tinggi tersebut tergantung dari seberapa banyak pengalaman pada troubleshooting yang telah lewat. Dengan seminar ini, akan dijalankan sharing permasalahan (trouble).
6 Seminar teknik pengukuran presisi (pembicara: belum dipastikan)
100 24 februari 2011
Belajar teknik terbaru Jepang mengenai cara penggunaan alat ukur, pembuatan lingkungan pengukuran, peningkatan teknik pengukuran dan troubleshooting yang menopang pengolahan presisi, dan diaplikasikan pada pengolahan presisi berikutnya.
7
Seminar tren teknologi mold Tren terbaru teknik pengolahan etching (pembicara: belum ditentukan) Teknik penggunaan mold base (pembicara: belum ditentukan)
100 Tahun fiskal 2011
8 Tren teknologi mold & die di Asia Tenggara (pembicara: belum
100 Tahun fiskal 2011
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
28/38
dipastikan) Ingin menanyakan bila ada seminar yang ingin dilaksanakan berikutnya.
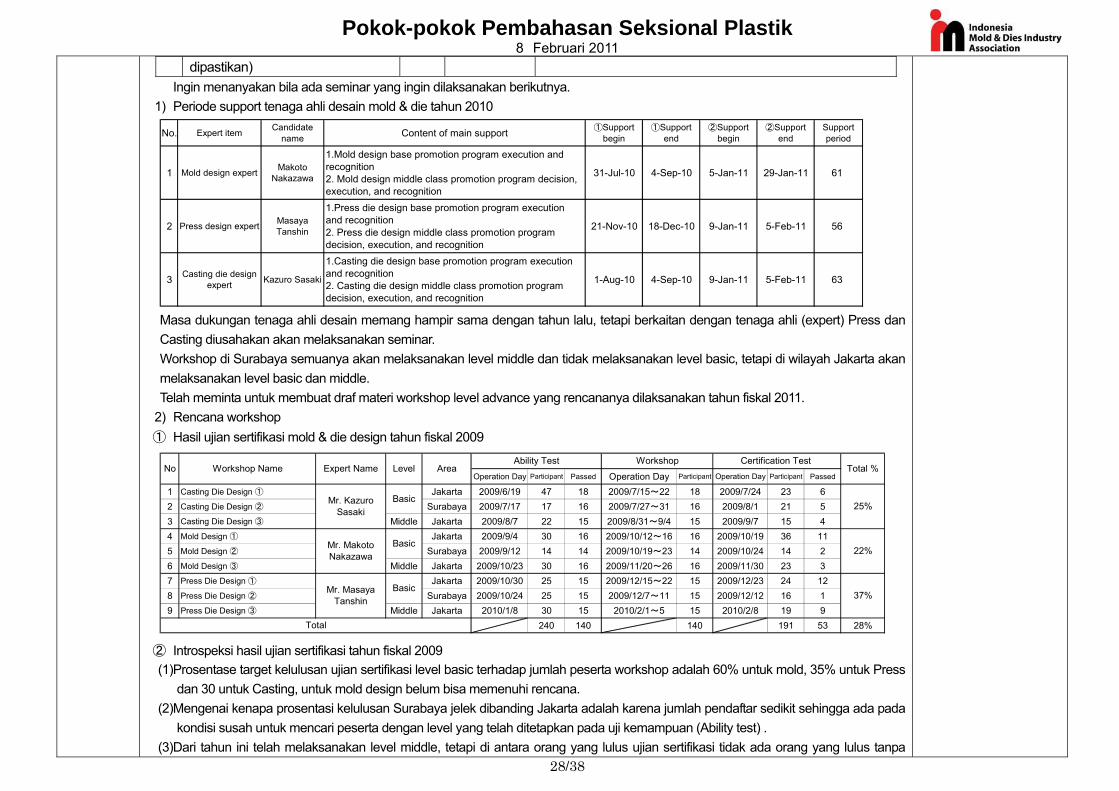
1) Periode support tenaga ahli desain mold & die tahun 2010
No. Expert item Candidatename Content of main support ①Support
begin①Support
end②Support
begin②Support
endSupportperiod
1 Mold design expert MakotoNakazawa
1.Mold design base promotion program execution andrecognition2. Mold design middle class promotion program decision,execution, and recognition
31-Jul-10 4-Sep-10 5-Jan-11 29-Jan-11 61
2 Press design expert MasayaTanshin
1.Press die design base promotion program executionand recognition2. Press die design middle class promotion programdecision, execution, and recognition
21-Nov-10 18-Dec-10 9-Jan-11 5-Feb-11 56
3 Casting die designexpert Kazuro Sasaki
1.Casting die design base promotion program executionand recognition2. Casting die design middle class promotion programdecision, execution, and recognition
1-Aug-10 4-Sep-10 9-Jan-11 5-Feb-11 63
Masa dukungan tenaga ahli desain memang hampir sama dengan tahun lalu, tetapi berkaitan dengan tenaga ahli (expert) Press dan Casting diusahakan akan melaksanakan seminar. Workshop di Surabaya semuanya akan melaksanakan level middle dan tidak melaksanakan level basic, tetapi di wilayah Jakarta akan melaksanakan level basic dan middle. Telah meminta untuk membuat draf materi workshop level advance yang rencananya dilaksanakan tahun fiskal 2011.
2) Rencana workshop ① Hasil ujian sertifikasi mold & die design tahun fiskal 2009
Operation Day Participant Passed Operation Day Participant Operation Day Participant Passed
1 Casting Die Design ① Jakarta 2009/6/19 47 18 2009/7/15~22 18 2009/7/24 23 62 Casting Die Design ② Surabaya 2009/7/17 17 16 2009/7/27~31 16 2009/8/1 21 53 Casting Die Design ③ Middle Jakarta 2009/8/7 22 15 2009/8/31~9/4 15 2009/9/7 15 44 Mold Design ① Jakarta 2009/9/4 30 16 2009/10/12~16 16 2009/10/19 36 115 Mold Design ② Surabaya 2009/9/12 14 14 2009/10/19~23 14 2009/10/24 14 26 Mold Design ③ Middle Jakarta 2009/10/23 30 16 2009/11/20~26 16 2009/11/30 23 37 Press Die Design ① Jakarta 2009/10/30 25 15 2009/12/15~22 15 2009/12/23 24 128 Press Die Design ② Surabaya 2009/10/24 25 15 2009/12/7~11 15 2009/12/12 16 19 Press Die Design ③ Middle Jakarta 2010/1/8 30 15 2010/2/1~5 15 2010/2/8 19 9
240 140 140 191 53 28%
No Workshop Name Expert Name Level AreaAbility Test Workshop Certification Test
Total %
Total
25%BasicMr. Kazuro
Sasaki
Mr. MasayaTanshin
Basic37%
Mr. MakotoNakazawa
Basic22%
② Introspeksi hasil ujian sertifikasi tahun fiskal 2009 (1)Prosentase target kelulusan ujian sertifikasi level basic terhadap jumlah peserta workshop adalah 60% untuk mold, 35% untuk Press
dan 30 untuk Casting, untuk mold design belum bisa memenuhi rencana. (2)Mengenai kenapa prosentasi kelulusan Surabaya jelek dibanding Jakarta adalah karena jumlah pendaftar sedikit sehingga ada pada
kondisi susah untuk mencari peserta dengan level yang telah ditetapkan pada uji kemampuan (Ability test) . (3)Dari tahun ini telah melaksanakan level middle, tetapi di antara orang yang lulus ujian sertifikasi tidak ada orang yang lulus tanpa
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
29/38
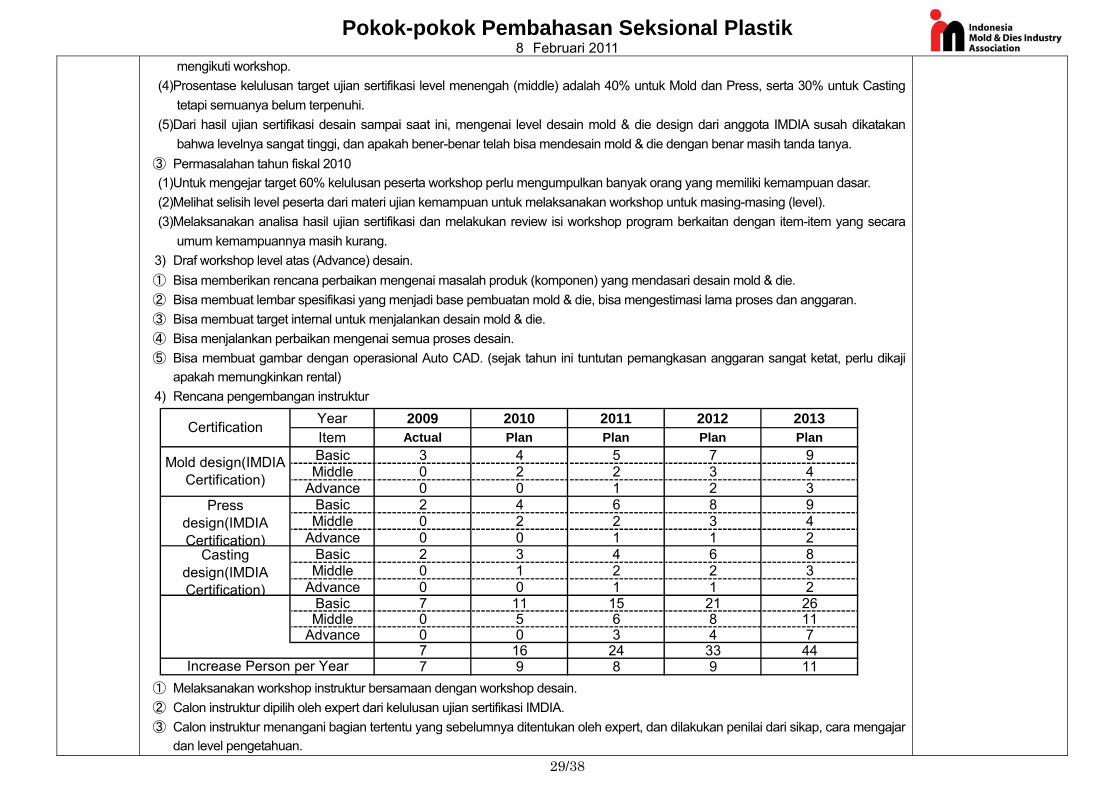
mengikuti workshop. (4)Prosentase kelulusan target ujian sertifikasi level menengah (middle) adalah 40% untuk Mold dan Press, serta 30% untuk Casting
tetapi semuanya belum terpenuhi. (5)Dari hasil ujian sertifikasi desain sampai saat ini, mengenai level desain mold & die design dari anggota IMDIA susah dikatakan
bahwa levelnya sangat tinggi, dan apakah bener-benar telah bisa mendesain mold & die dengan benar masih tanda tanya. ③ Permasalahan tahun fiskal 2010 (1)Untuk mengejar target 60% kelulusan peserta workshop perlu mengumpulkan banyak orang yang memiliki kemampuan dasar. (2)Melihat selisih level peserta dari materi ujian kemampuan untuk melaksanakan workshop untuk masing-masing (level). (3)Melaksanakan analisa hasil ujian sertifikasi dan melakukan review isi workshop program berkaitan dengan item-item yang secara
umum kemampuannya masih kurang. 3) Draf workshop level atas (Advance) desain. ① Bisa memberikan rencana perbaikan mengenai masalah produk (komponen) yang mendasari desain mold & die. ② Bisa membuat lembar spesifikasi yang menjadi base pembuatan mold & die, bisa mengestimasi lama proses dan anggaran. ③ Bisa membuat target internal untuk menjalankan desain mold & die. ④ Bisa menjalankan perbaikan mengenai semua proses desain. ⑤ Bisa membuat gambar dengan operasional Auto CAD. (sejak tahun ini tuntutan pemangkasan anggaran sangat ketat, perlu dikaji
apakah memungkinkan rental) 4) Rencana pengembangan instruktur
Year 2009 2010 2011 2012 2013Item Actual Plan Plan Plan PlanBasic 3 4 5 7 9Middle 0 2 2 3 4
Advance 0 0 1 2 3Basic 2 4 6 8 9Middle 0 2 2 3 4
Advance 0 0 1 1 2Basic 2 3 4 6 8Middle 0 1 2 2 3
Advance 0 0 1 1 2Basic 7 11 15 21 26Middle 0 5 6 8 11
Advance 0 0 3 4 77 16 24 33 447 9 8 9 11Increase Person per Year
Mold design(IMDIACertification)
Pressdesign(IMDIACertification)
Castingdesign(IMDIACertification)
Certification
① Melaksanakan workshop instruktur bersamaan dengan workshop desain. ② Calon instruktur dipilih oleh expert dari kelulusan ujian sertifikasi IMDIA. ③ Calon instruktur menangani bagian tertentu yang sebelumnya ditentukan oleh expert, dan dilakukan penilai dari sikap, cara mengajar
dan level pengetahuan.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
30/38
5) Technical support Proyek ini berkaitan dengan EPA, dan telah datang permintaan yang jelas dari JETRO mengenai latar belakang dan hasilnya.
① Latar belakang Casting Technical Support Selama transisi membaiknya permintaan mobil dan sepeda motor produsen Jepang, perusahaan yang membuat komponen Casting dan casting mold produksinya terus meningkat, bila terjadi trouble pada mold akan menghilangkan kesempatan yang besar.Kemudian lokalisasi casting mold tahun fiskal 2009 masih rendah yaitu 23% dan khususnya dengan akan melakukan lokalisasi mold yang berhubungan dengan mobil kelas 1000 ton ke atas, kemampuan menunjang mold di Indonesia akan menguat.
② Latar belakang Mold Technical Supprot Dalam waktu tidak terlalu lama produsen printer Jepang sedang menjalankan rencana memperluas ekspor dunia dari Indonesia, dan produsen elektronik lainnya juga diprediksikan kebutuhan domestik meningkat. Printer dan produk elektronik dibentuk dari 85% komponen plastik sehingga peningkatan teknologi mold menjadi permasalahan besar. Kemudian prosentasi lokalisasi plastic mold tahun 2009 masih rendah yaitu 20%, sehingga dorongan lokalisasi mold ukuran besar dan mold presisi dirasa perlu.
③ Isi dorongan Technical Support Mengirimkan lembar investigasi kepada perusahaan yang membuat mold, komponen dari plastik dan casting untuk
mendapatkan rincian permasalahan yang sedang dihadapi masing-masing perusahaan saat ini dan mengkasifikasikan permasalahan tersebut ke 5 tingkatan.
(1)Sedang timbul masalah dengan mold dan membutuhkan tindakan secepatnya. (2)Telah membuat mold secara internal untuk produk baru, tetapi start up produksi tidak berjalan dengan lancar. (3)Telah berjalan pembuatan mold secara internal, timbul masalah pada semua proses sehingga waktu delivery terlambat jauh. (4)Sedang timbul masalah yang belum bisa dipecehkan pada proses desain mold. (5)Telah membuat dan menggunakan mold secara internal, tetapi produktivitas- nya sedang menurun. Berdasarkan tingkat pentingnya masalah dari No.(1) sampai No.(5), akan mengirimkan expert dimulai dari perusahaan yang sedang menghadapi masalah No.(1) untuk melakukan pemecahan masalah. Hasilnya akan coba disebarkan ke yang lainnya pada technical support seminar.
④ Barometer evaluasi (1)Masalah kualitas Kualitas aktual - kualitas perbaikan x rate = nominal efektif (2)Lost time produksi Lost time-normal time x rate = nominal hilang (3)Kontrol waktu delivery mold Rencana waktu delivery – waktu delivery aktual x rate = nominal hilang (4)Kontrol desain proses Man hour desian ketentuan – man hour desain hilang x rate = nominal hilang (5)Peningkatan produktivitas Man hour produk aktual – man hour produksi perbaikan x jumlah produksi 1 tahun = hasil nominal
⑤ Laporan hasil Semua dikonversikan dalam bentuk nominal uang untuk menampilkan nomilan perbaikan tahunan (efekti, hilang), dan
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
31/38
melaporkan ke kementrian perindustrian.
3. Mendorong standarisasi mold/die 1) Mengkaji ulang cara menjalankan standarisasi 2) Standarisasi minimal yang diperlukan sebagai anggota IMDIA? 3) Bila akan melakukan upaya baru di antara anggota, bisa mencoba penerapan yang lancar bila ada benda yang telah distandarkan. ① Bisa menegakkan jaminan kualitas (Quality Assurance). ② Bila menghidupkan scale merit. ③ Nilai plus meningkat.
Kegiatan Komite HRD
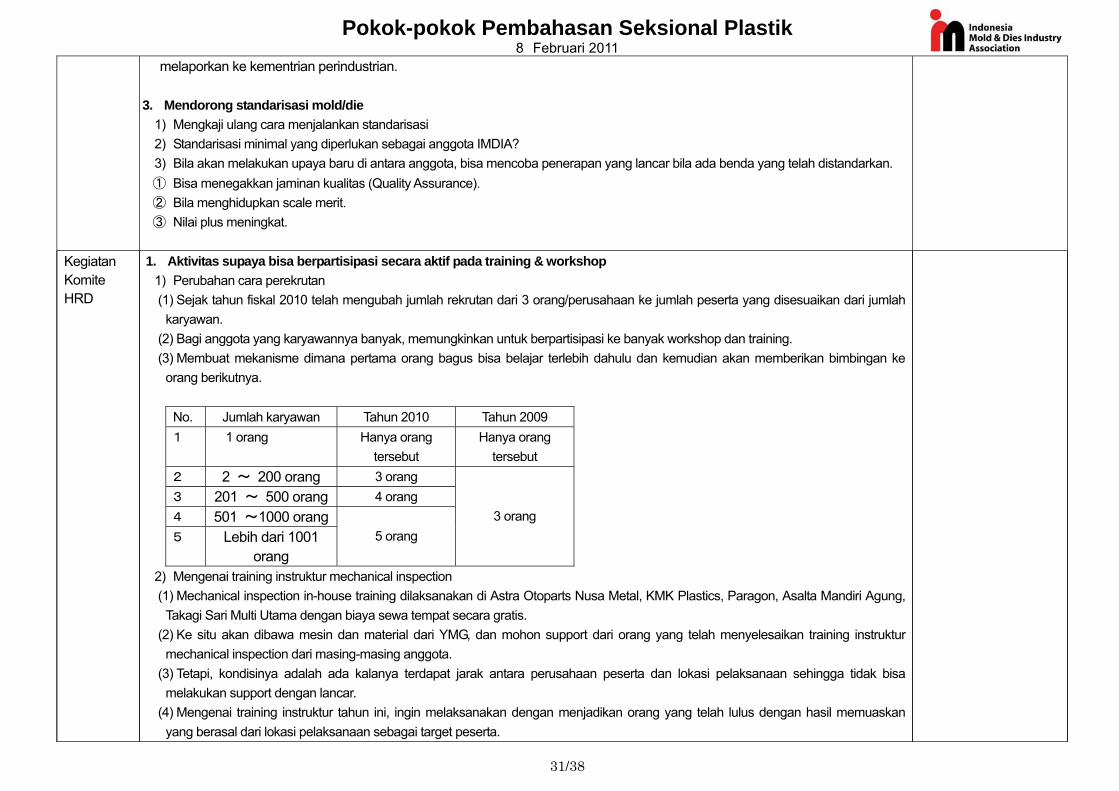
1. Aktivitas supaya bisa berpartisipasi secara aktif pada training & workshop 1) Perubahan cara perekrutan (1) Sejak tahun fiskal 2010 telah mengubah jumlah rekrutan dari 3 orang/perusahaan ke jumlah peserta yang disesuaikan dari jumlah
karyawan. (2) Bagi anggota yang karyawannya banyak, memungkinkan untuk berpartisipasi ke banyak workshop dan training. (3) Membuat mekanisme dimana pertama orang bagus bisa belajar terlebih dahulu dan kemudian akan memberikan bimbingan ke
orang berikutnya.
No. Jumlah karyawan Tahun 2010 Tahun 2009 1 1 orang Hanya orang
tersebut Hanya orang
tersebut 2 2 ~ 200 orang 3 orang 3 201 ~ 500 orang 4 orang 4 501 ~1000 orang 5 Lebih dari 1001
orang 5 orang
3 orang
2) Mengenai training instruktur mechanical inspection (1) Mechanical inspection in-house training dilaksanakan di Astra Otoparts Nusa Metal, KMK Plastics, Paragon, Asalta Mandiri Agung,
Takagi Sari Multi Utama dengan biaya sewa tempat secara gratis. (2) Ke situ akan dibawa mesin dan material dari YMG, dan mohon support dari orang yang telah menyelesaikan training instruktur
mechanical inspection dari masing-masing anggota. (3) Tetapi, kondisinya adalah ada kalanya terdapat jarak antara perusahaan peserta dan lokasi pelaksanaan sehingga tidak bisa
melakukan support dengan lancar. (4) Mengenai training instruktur tahun ini, ingin melaksanakan dengan menjadikan orang yang telah lulus dengan hasil memuaskan
yang berasal dari lokasi pelaksanaan sebagai target peserta.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
32/38
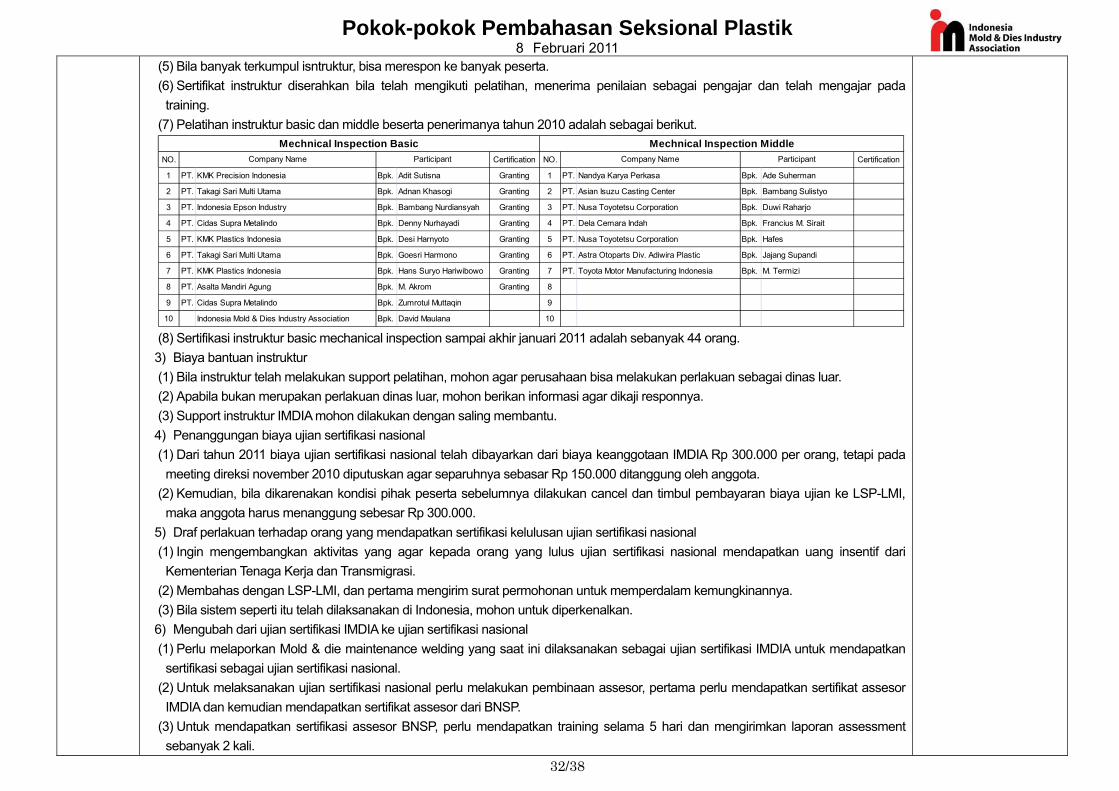
(5) Bila banyak terkumpul isntruktur, bisa merespon ke banyak peserta. (6) Sertifikat instruktur diserahkan bila telah mengikuti pelatihan, menerima penilaian sebagai pengajar dan telah mengajar pada
training. (7) Pelatihan instruktur basic dan middle beserta penerimanya tahun 2010 adalah sebagai berikut.
NO. Certification NO. Certification
1 PT. KMK Precision Indonesia Bpk. Adit Sutisna Granting 1 PT. Nandya Karya Perkasa Bpk. Ade Suherman
2 PT. Takagi Sari Multi Utama Bpk. Adnan Khasogi Granting 2 PT. Asian Isuzu Casting Center Bpk. Bambang Sulistyo
3 PT. Indonesia Epson Industry Bpk. Bambang Nurdiansyah Granting 3 PT. Nusa Toyotetsu Corporation Bpk. Duwi Raharjo
4 PT. Cidas Supra Metalindo Bpk. Denny Nurhayadi Granting 4 PT. Dela Cemara Indah Bpk. Francius M. Sirait
5 PT. KMK Plastics Indonesia Bpk. Desi Harnyoto Granting 5 PT. Nusa Toyotetsu Corporation Bpk. Hafes
6 PT. Takagi Sari Multi Utama Bpk. Goesri Harmono Granting 6 PT. Astra Otoparts Div. Adiwira Plastic Bpk. Jajang Supandi
7 PT. KMK Plastics Indonesia Bpk. Hans Suryo Hariwibowo Granting 7 PT. Toyota Motor Manufacturing Indonesia Bpk. M. Termizi
8 PT. Asalta Mandiri Agung Bpk. M. Akrom Granting 8
9 PT. Cidas Supra Metalindo Bpk. Zumrotul Muttaqin 9
10 Indonesia Mold & Dies Industry Association Bpk. David Maulana 10
Mechnical Inspection MiddleCompany Name Participant
Mechnical Inspection BasicCompany Name Participant
(8) Sertifikasi instruktur basic mechanical inspection sampai akhir januari 2011 adalah sebanyak 44 orang. 3) Biaya bantuan instruktur (1) Bila instruktur telah melakukan support pelatihan, mohon agar perusahaan bisa melakukan perlakuan sebagai dinas luar. (2) Apabila bukan merupakan perlakuan dinas luar, mohon berikan informasi agar dikaji responnya. (3) Support instruktur IMDIA mohon dilakukan dengan saling membantu. 4) Penanggungan biaya ujian sertifikasi nasional (1) Dari tahun 2011 biaya ujian sertifikasi nasional telah dibayarkan dari biaya keanggotaan IMDIA Rp 300.000 per orang, tetapi pada
meeting direksi november 2010 diputuskan agar separuhnya sebasar Rp 150.000 ditanggung oleh anggota. (2) Kemudian, bila dikarenakan kondisi pihak peserta sebelumnya dilakukan cancel dan timbul pembayaran biaya ujian ke LSP-LMI,
maka anggota harus menanggung sebesar Rp 300.000. 5) Draf perlakuan terhadap orang yang mendapatkan sertifikasi kelulusan ujian sertifikasi nasional (1) Ingin mengembangkan aktivitas yang agar kepada orang yang lulus ujian sertifikasi nasional mendapatkan uang insentif dari
Kementerian Tenaga Kerja dan Transmigrasi. (2) Membahas dengan LSP-LMI, dan pertama mengirim surat permohonan untuk memperdalam kemungkinannya. (3) Bila sistem seperti itu telah dilaksanakan di Indonesia, mohon untuk diperkenalkan. 6) Mengubah dari ujian sertifikasi IMDIA ke ujian sertifikasi nasional (1) Perlu melaporkan Mold & die maintenance welding yang saat ini dilaksanakan sebagai ujian sertifikasi IMDIA untuk mendapatkan
sertifikasi sebagai ujian sertifikasi nasional. (2) Untuk melaksanakan ujian sertifikasi nasional perlu melakukan pembinaan assesor, pertama perlu mendapatkan sertifikat assesor
IMDIA dan kemudian mendapatkan sertifikat assesor dari BNSP. (3) Untuk mendapatkan sertifikasi assesor BNSP, perlu mendapatkan training selama 5 hari dan mengirimkan laporan assessment
sebanyak 2 kali.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
33/38
(4) Saat ini yang tersertifikasi assesor untuk Mechnical Inspection, Die finishing, Equipment Maintenance, Milling Work, Grinding Work dari JAVADA sebanyak 45 orang.
(5) Untuk yang tersertifikasi assesor BNSP sebanyak 35 orang. Bidang kerjanya tidak dibatasi. 7) Lain-lain (1) Untuk IMDIA sendiri berikutnya akan mengkaji untuk pekerjaan injection molding dan metal press sebagai jenis kerja JAVADA.
2. Draf materi training untuk bidang kerja baru yang rencananya dilaksanakan tahun ini.
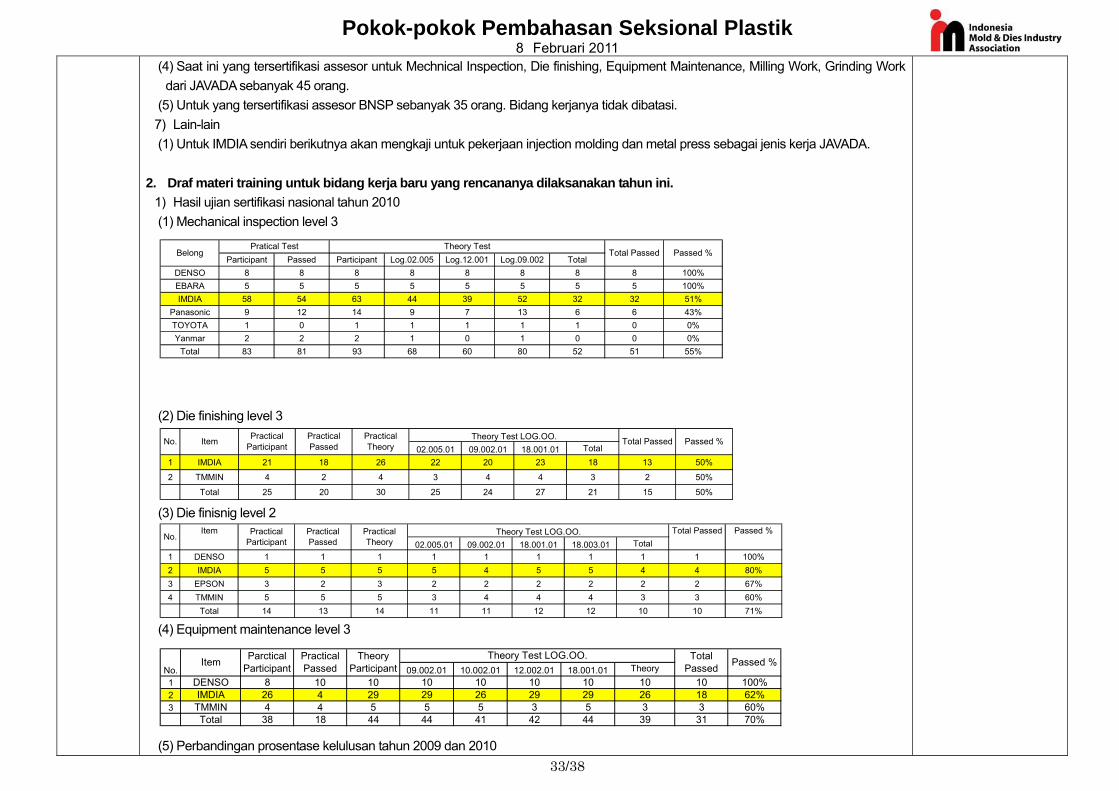
1) Hasil ujian sertifikasi nasional tahun 2010 (1) Mechanical inspection level 3
Participant Passed Participant Log.02.005 Log.12.001 Log.09.002 TotalDENSO 8 8 8 8 8 8 8 8 100%EBARA 5 5 5 5 5 5 5 5 100%IMDIA 58 54 63 44 39 52 32 32 51%
Panasonic 9 12 14 9 7 13 6 6 43%TOYOTA 1 0 1 1 1 1 1 0 0%Yanmar 2 2 2 1 0 1 0 0 0%
Total 83 81 93 68 60 80 52 51 55%
Belong Total Passed Passed %Pratical Test Theory Test
(2) Die finishing level 3
02.005.01 09.002.01 18.001.01 Total1 IMDIA 21 18 26 22 20 23 18 13 50%
2 TMMIN 4 2 4 3 4 4 3 2 50%
Total 25 20 30 25 24 27 21 15 50%
Total Passed Passed %ItemNo. Theory Test LOG.OO.PracticalParticipant
PracticalPassed
PracticalTheory
(3) Die finisnig level 2 Item Total Passed Passed %
02.005.01 09.002.01 18.001.01 18.003.01 Total1 DENSO 1 1 1 1 1 1 1 1 1 100%2 IMDIA 5 5 5 5 4 5 5 4 4 80%3 EPSON 3 2 3 2 2 2 2 2 2 67%4 TMMIN 5 5 5 3 4 4 4 3 3 60%
Total 14 13 14 11 11 12 12 10 10 71%
Theory Test LOG.OO.PracticalParticipant
PracticalPassed
PracticalTheoryNo.
(4) Equipment maintenance level 3
09.002.01 10.002.01 12.002.01 18.001.01 Theory1 DENSO 8 10 10 10 10 10 10 10 10 100%2 IMDIA 26 4 29 29 26 29 29 26 18 62%3 TMMIN 4 4 5 5 5 3 5 3 3 60%
Total 38 18 44 44 41 42 44 39 31 70%
No.Total
Passed Passed %Item ParcticalParticipant
PracticalPassed
Theory Test LOG.OO.TheoryParticipant
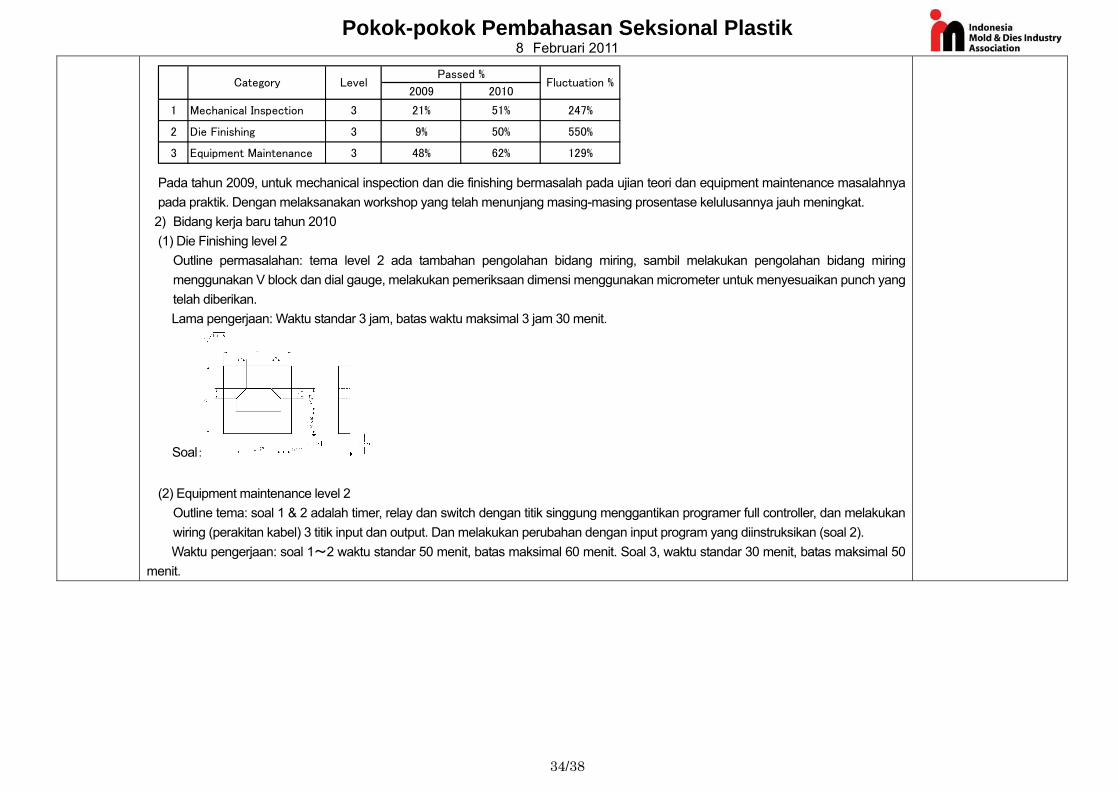
(5) Perbandingan prosentase kelulusan tahun 2009 dan 2010
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
34/38
2009 2010
1 Mechanical Inspection 3 21% 51% 247%
2 Die Finishing 3 9% 50% 550%
3 Equipment Maintenance 3 48% 62% 129%
Passed %Category Level Fluctuation %
Pada tahun 2009, untuk mechanical inspection dan die finishing bermasalah pada ujian teori dan equipment maintenance masalahnya pada praktik. Dengan melaksanakan workshop yang telah menunjang masing-masing prosentase kelulusannya jauh meningkat. 2) Bidang kerja baru tahun 2010 (1) Die Finishing level 2
Outline permasalahan: tema level 2 ada tambahan pengolahan bidang miring, sambil melakukan pengolahan bidang miring menggunakan V block dan dial gauge, melakukan pemeriksaan dimensi menggunakan micrometer untuk menyesuaikan punch yang telah diberikan. Lama pengerjaan: Waktu standar 3 jam, batas waktu maksimal 3 jam 30 menit.
Soal:
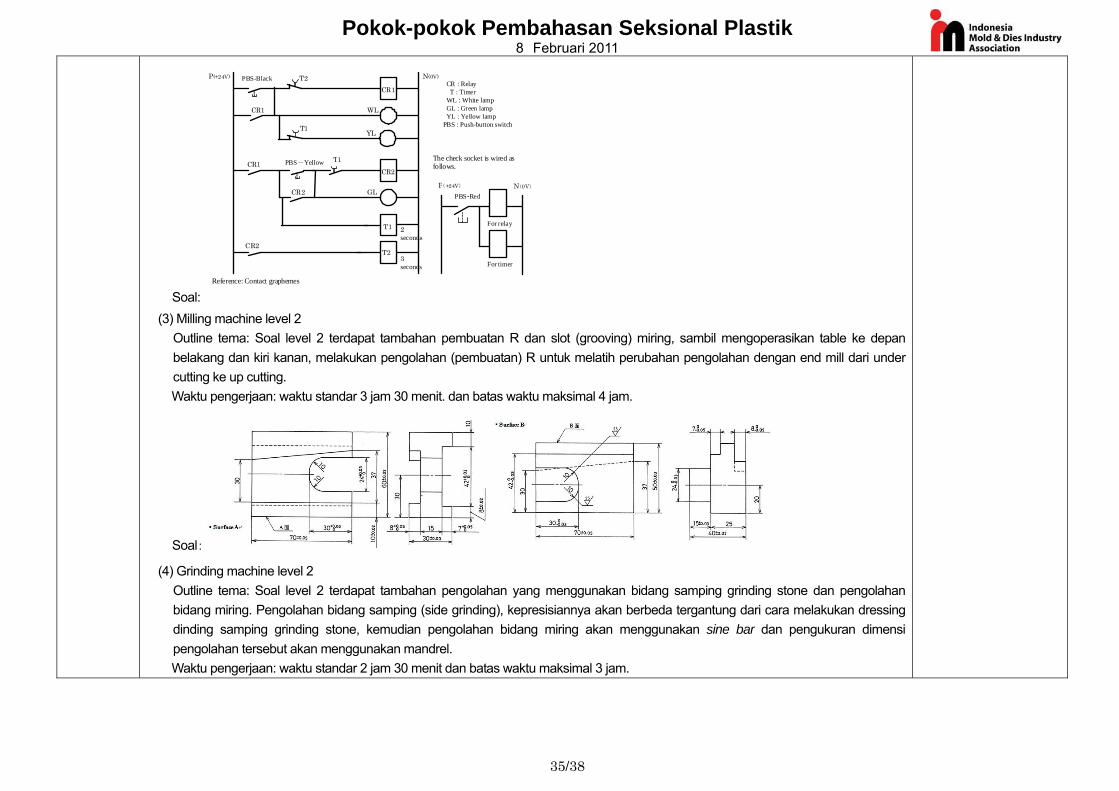
(2) Equipment maintenance level 2 Outline tema: soal 1 & 2 adalah timer, relay dan switch dengan titik singgung menggantikan programer full controller, dan melakukan wiring (perakitan kabel) 3 titik input dan output. Dan melakukan perubahan dengan input program yang diinstruksikan (soal 2). Waktu pengerjaan: soal 1~2 waktu standar 50 menit, batas maksimal 60 menit. Soal 3, waktu standar 30 menit, batas maksimal 50
menit.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
35/38
Soal:
CR : Relay T : Timer WL : White lamp GL : Green lamp YL : Yellow lamp PBS : Push-button switch
The check socket is wired as follows.
For relay
PBS-RedP(+24V) N(0V)
For timer
P(+24V) N(0V)
Reference: Contact graphemes
WL
PBS-Black
CR1
CR1
T2
YL
T1
PBS-Yellow CR2
CR2
CR1 T1
2seconds
GL
T2CR2
3 seconds
T1
(3) Milling machine level 2
Outline tema: Soal level 2 terdapat tambahan pembuatan R dan slot (grooving) miring, sambil mengoperasikan table ke depan belakang dan kiri kanan, melakukan pengolahan (pembuatan) R untuk melatih perubahan pengolahan dengan end mill dari under cutting ke up cutting. Waktu pengerjaan: waktu standar 3 jam 30 menit. dan batas waktu maksimal 4 jam.
Soal:
(4) Grinding machine level 2 Outline tema: Soal level 2 terdapat tambahan pengolahan yang menggunakan bidang samping grinding stone dan pengolahan bidang miring. Pengolahan bidang samping (side grinding), kepresisiannya akan berbeda tergantung dari cara melakukan dressing dinding samping grinding stone, kemudian pengolahan bidang miring akan menggunakan sine bar dan pengukuran dimensi pengolahan tersebut akan menggunakan mandrel. Waktu pengerjaan: waktu standar 2 jam 30 menit dan batas waktu maksimal 3 jam.
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
36/38
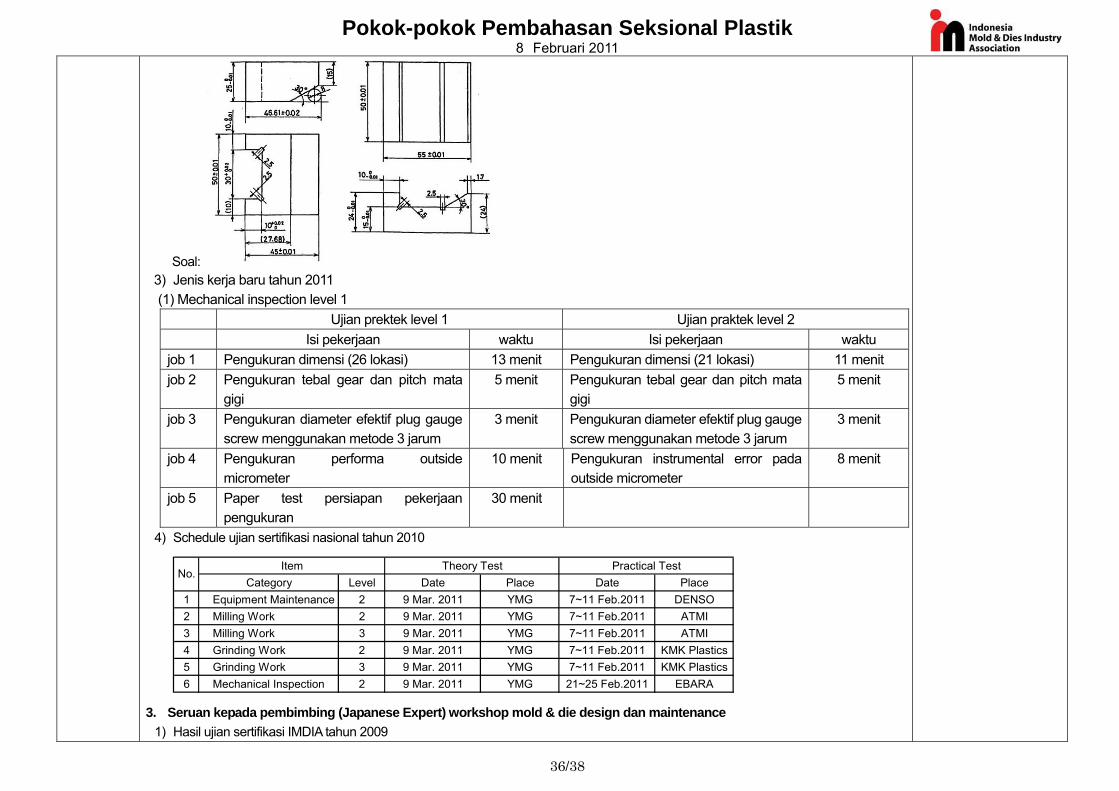
Soal: 3) Jenis kerja baru tahun 2011 (1) Mechanical inspection level 1
Ujian prektek level 1 Ujian praktek level 2 Isi pekerjaan waktu Isi pekerjaan waktu job 1 Pengukuran dimensi (26 lokasi) 13 menit Pengukuran dimensi (21 lokasi) 11 menit job 2 Pengukuran tebal gear dan pitch mata
gigi 5 menit Pengukuran tebal gear dan pitch mata
gigi 5 menit
job 3 Pengukuran diameter efektif plug gauge screw menggunakan metode 3 jarum
3 menit Pengukuran diameter efektif plug gauge screw menggunakan metode 3 jarum
3 menit
job 4 Pengukuran performa outside micrometer
10 menit Pengukuran instrumental error pada outside micrometer
8 menit
job 5 Paper test persiapan pekerjaan pengukuran
30 menit
4) Schedule ujian sertifikasi nasional tahun 2010
Item Theory Test Practical TestCategory Level Date Place Date Place
1 Equipment Maintenance 2 9 Mar. 2011 YMG 7~11 Feb.2011 DENSO2 Milling Work 2 9 Mar. 2011 YMG 7~11 Feb.2011 ATMI3 Milling Work 3 9 Mar. 2011 YMG 7~11 Feb.2011 ATMI4 Grinding Work 2 9 Mar. 2011 YMG 7~11 Feb.2011 KMK Plastics5 Grinding Work 3 9 Mar. 2011 YMG 7~11 Feb.2011 KMK Plastics6 Mechanical Inspection 2 9 Mar. 2011 YMG 21~25 Feb.2011 EBARA
No.
3. Seruan kepada pembimbing (Japanese Expert) workshop mold & die design dan maintenance 1) Hasil ujian sertifikasi IMDIA tahun 2009
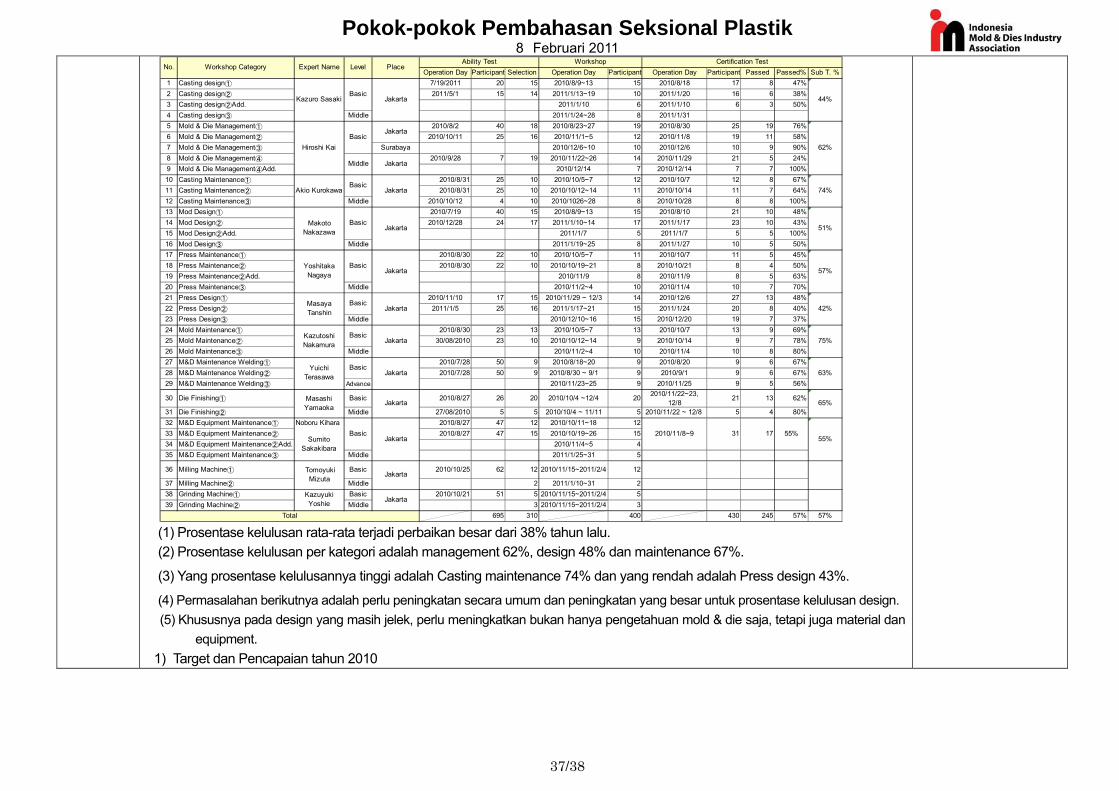
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
37/38
Operation Day Participant Selection Operation Day Participant Operation Day Participant Passed Passed% Sub T. %1 Casting design① 7/19/2011 20 15 2010/8/9~13 15 2010/8/18 17 8 47%2 Casting design② 2011/5/1 15 14 2011/1/13~19 10 2011/1/20 16 6 38%3 Casting design②Add. 2011/1/10 6 2011/1/10 6 3 50%4 Casting design③ Middle 2011/1/24~28 8 2011/1/31 5 Mold & Die Management① 2010/8/2 40 18 2010/8/23~27 19 2010/8/30 25 19 76%6 Mold & Die Management② 2010/10/11 25 16 2010/11/1~5 12 2010/11/8 19 11 58%7 Mold & Die Management③ Surabaya 2010/12/6~10 10 2010/12/6 10 9 90%8 Mold & Die Management④ 2010/9/28 7 19 2010/11/22~26 14 2010/11/29 21 5 24%9 Mold & Die Management④Add. 2010/12/14 7 2010/12/14 7 7 100%10 Casting Maintenance① 2010/8/31 25 10 2010/10/5~7 12 2010/10/7 12 8 67%11 Casting Maintenance② 2010/8/31 25 10 2010/10/12~14 11 2010/10/14 11 7 64%12 Casting Maintenance③ Middle 2010/10/12 4 10 2010/1026~28 8 2010/10/28 8 8 100%13 Mod Design① 2010/7/19 40 15 2010/8/9~13 15 2010/8/10 21 10 48%14 Mod Design② 2010/12/28 24 17 2011/1/10~14 17 2011/1/17 23 10 43%15 Mod Design②Add. 2011/1/7 5 2011/1/7 5 5 100%16 Mod Design③ Middle 2011/1/19~25 8 2011/1/27 10 5 50%17 Press Maintenance① 2010/8/30 22 10 2010/10/5~7 11 2010/10/7 11 5 45%18 Press Maintenance② 2010/8/30 22 10 2010/10/19~21 8 2010/10/21 8 4 50%19 Press Maintenance②Add. 2010/11/9 8 2010/11/9 8 5 63%20 Press Maintenance③ Middle 2010/11/2~4 10 2010/11/4 10 7 70%21 Press Design① 2010/11/10 17 15 2010/11/29 ~ 12/3 14 2010/12/6 27 13 48%22 Press Design② 2011/1/5 25 16 2011/1/17~21 15 2011/1/24 20 8 40%23 Press Design③ Middle 2010/12/10~16 15 2010/12/20 19 7 37%24 Mold Maintenance① 2010/8/30 23 13 2010/10/5~7 13 2010/10/7 13 9 69%25 Mold Maintenance② 30/08/2010 23 10 2010/10/12~14 9 2010/10/14 9 7 78%26 Mold Maintenance③ Middle 2010/11/2~4 10 2010/11/4 10 8 80%27 M&D Maintenance Welding① 2010/7/28 50 9 2010/8/18~20 9 2010/8/20 9 6 67%28 M&D Maintenance Welding② 2010/7/28 50 9 2010/8/30 ~ 9/1 9 2010/9/1 9 6 67%29 M&D Maintenance Welding③ Advance 2010/11/23~25 9 2010/11/25 9 5 56%
30 Die Finishing① Basic 2010/8/27 26 20 2010/10/4 ~12/4 20 2010/11/22~23,12/8
21 13 62%
31 Die Finishing② Middle 27/08/2010 5 5 2010/10/4 ~ 11/11 5 2010/11/22 ~ 12/8 5 4 80%32 M&D Equipment Maintenance① Noboru Kihara 2010/8/27 47 12 2010/10/11~18 1233 M&D Equipment Maintenance② 2010/8/27 47 15 2010/10/19~26 1534 M&D Equipment Maintenance②Add. 2010/11/4~5 435 M&D Equipment Maintenance③ Middle 2011/1/25~31 5
36 Milling Machine① Basic 2010/10/25 62 12 2010/11/15~2011/2/4 12
37 Milling Machine② Middle 2 2011/1/10~31 2 38 Grinding Machine① Basic 2010/10/21 51 5 2010/11/15~2011/2/4 5 39 Grinding Machine② Middle 3 2010/11/15~2011/2/4 3
695 310 400 430 245 57% 57%
No. Workshop Category Expert Name Level PlaceAbility Test Workshop Certification Test
Jakarta
62%
Middle Jakarta
Akio KurokawaBasic
Hiroshi KaiBasic
MakotoNakazawa
BasicJakarta 51%
Kazuro SasakiBasic
Jakarta 44%
Jakarta 74%
MasayaTanshin
BasicJakarta 42%
YoshitakaNagaya
BasicJakarta 57%
KazutoshiNakamura
BasicJakarta 75%
YuichiTerasawa
BasicJakarta 63%
MasashiYamaoka
Jakarta 65%
BasicJakarta 55%Sumito
Sakakibara
2010/11/8~9 31 17 55%
Total
TomoyukiMizuta
Jakarta
KazuyukiYoshie Jakarta
(1) Prosentase kelulusan rata-rata terjadi perbaikan besar dari 38% tahun lalu. (2) Prosentase kelulusan per kategori adalah management 62%, design 48% dan maintenance 67%.
(3) Yang prosentase kelulusannya tinggi adalah Casting maintenance 74% dan yang rendah adalah Press design 43%.
(4) Permasalahan berikutnya adalah perlu peningkatan secara umum dan peningkatan yang besar untuk prosentase kelulusan design. (5) Khususnya pada design yang masih jelek, perlu meningkatkan bukan hanya pengetahuan mold & die saja, tetapi juga material dan
equipment. 1) Target dan Pencapaian tahun 2010
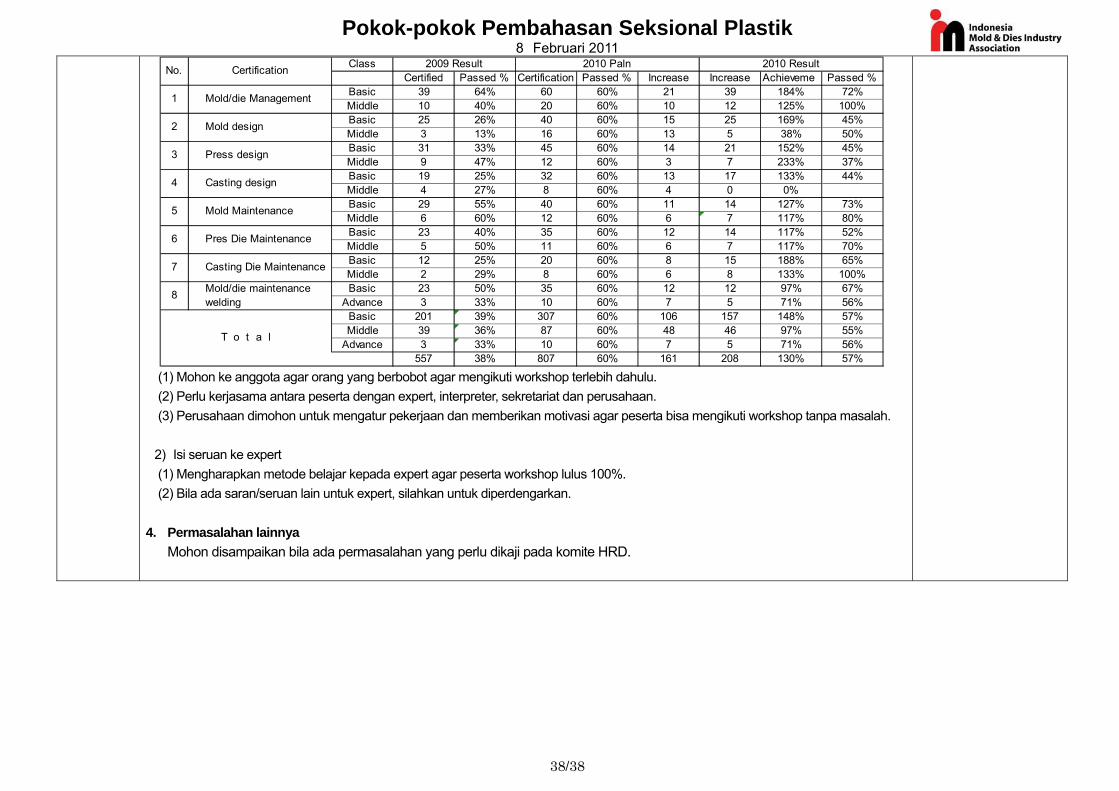
Pokok-pokok Pembahasan Seksional Plastik 8 Februari 2011
38/38
ClassCertified Passed % Certification Passed % Increase Increase Achieveme Passed %
Basic 39 64% 60 60% 21 39 184% 72%Middle 10 40% 20 60% 10 12 125% 100%Basic 25 26% 40 60% 15 25 169% 45%Middle 3 13% 16 60% 13 5 38% 50%Basic 31 33% 45 60% 14 21 152% 45%Middle 9 47% 12 60% 3 7 233% 37%Basic 19 25% 32 60% 13 17 133% 44%Middle 4 27% 8 60% 4 0 0% Basic 29 55% 40 60% 11 14 127% 73%Middle 6 60% 12 60% 6 7 117% 80%Basic 23 40% 35 60% 12 14 117% 52%Middle 5 50% 11 60% 6 7 117% 70%Basic 12 25% 20 60% 8 15 188% 65%Middle 2 29% 8 60% 6 8 133% 100%Basic 23 50% 35 60% 12 12 97% 67%
Advance 3 33% 10 60% 7 5 71% 56%Basic 201 39% 307 60% 106 157 148% 57%Middle 39 36% 87 60% 48 46 97% 55%
Advance 3 33% 10 60% 7 5 71% 56%557 38% 807 60% 161 208 130% 57%
2010 ResultNo. Certification 2009 Result
1 Mold/die Management
2010 Paln
2 Mold design
3 Press design
4 Casting design
8 Mold/die maintenancewelding
T o t a l
5 Mold Maintenance
6 Pres Die Maintenance
7 Casting Die Maintenance
(1) Mohon ke anggota agar orang yang berbobot agar mengikuti workshop terlebih dahulu. (2) Perlu kerjasama antara peserta dengan expert, interpreter, sekretariat dan perusahaan. (3) Perusahaan dimohon untuk mengatur pekerjaan dan memberikan motivasi agar peserta bisa mengikuti workshop tanpa masalah.
2) Isi seruan ke expert (1) Mengharapkan metode belajar kepada expert agar peserta workshop lulus 100%. (2) Bila ada saran/seruan lain untuk expert, silahkan untuk diperdengarkan.
4. Permasalahan lainnya Mohon disampaikan bila ada permasalahan yang perlu dikaji pada komite HRD.