Embed Size (px)
Citation preview

�������� ����� ��
A multi-component model for the vertical spindle mill
Can E. Ozer, William J. Whiten, Alban J. Lynch
PII: S0301-7516(16)30023-0DOI: doi: 10.1016/j.minpro.2016.01.024Reference: MINPRO 2860
To appear in: International Journal of Mineral Processing
Received date: 1 April 2015Revised date: 14 January 2016Accepted date: 29 January 2016
Please cite this article as: Ozer, Can E., Whiten, William J., Lynch, Alban J., A multi-component model for the vertical spindle mill, International Journal of Mineral Processing(2016), doi: 10.1016/j.minpro.2016.01.024
This is a PDF file of an unedited manuscript that has been accepted for publication.As a service to our customers we are providing this early version of the manuscript.The manuscript will undergo copyediting, typesetting, and review of the resulting proofbefore it is published in its final form. Please note that during the production processerrors may be discovered which could affect the content, and all legal disclaimers thatapply to the journal pertain.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
1
A Multi-Component Model for the Vertical Spindle Mill
Can E. Özera, William J. Whitenb and Alban J. Lynchc
The University of Queensland, Sustainable Minerals Institute, Julius Kruttschnitt Mineral Research Centre, 40 Isles
Road, Indooroopilly, 4068, Queensland, Australia
Abstract
Vertical Spindle Mills (VSMs) are widely utilised in coal power plants that account for more than 40% of the electrical
energy generated worldwide. These mills can consume up to 1% of the gross power generated by the plant; and hence,
present a good scope for optimisation. However, optimisation requires better understanding of the operation of these
mills and reliable models to be used for investigating optimisation opportunities.
A new model of VSMs has been developed which enabled interlinked simulation of comminution and classification
operations that occur in the mill. The multi-component models incorporate the effects of size and ash distribution in
coal feed, air and coal flow rate and power drawn by the mill. Both models utilise the size-by-size density distribution
of the coal streams. An efficiency curve model based on settling velocity was used to describe and distinguish
difference in behaviour due to variable density of the components and their composites in the three classification
regions. The matrix comminution model works with a selection function that is only dependent on size and a three
dimensional breakage function that is size, density and energy dependent to account for the differences in breakage of
components and composite particles.
It has been demonstrated that, the particle size distributions and flow rates corresponding to the streams in the mill and
its product can be estimated with a very good accuracy. A reasonable prediction is also found for the density
distributions in these streams.
Keywords
Coal Pulverisation; Multi-Component Comminution; Multi-Component Classification; Vertical Spindle Mill;
Modelling; Simulation
1. Introduction
One of the oldest and most widely spread technology in generating electricity is the fossil fuel fired generators that
utilise steam power. Steam is produced from water in the boilers by the heat supplied from fuel burners.
In 2010, more than 40% of the world electricity generation was from coal power plants (EIA, 2013) where coal is
pulverised prior to being burnt. Pulverisation of coal in power plants is a major consumer of electrical energy that can
account up to 1% of gross generation. Therefore, optimisation of the pulverisation operation in Vertical Spindle Mills
(VSMs) is an important objective both in terms of operating costs and environmental concerns. However, optimisation
requires understanding the operation of these mills and how they react to changes in the operational variables.
a Corresponding author. Present address: Metso Minerals Oy, Lokomonkatu 3, 33900, Tampere, Finland. [email protected] b 4 Magnet Close, Riverhills 4074, Australia. [email protected] c 11/2 Sandford Street, St. Lucia 4067, Australia. [email protected]

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
2
1.1. Modelling of Vertical Spindle Mills
There are studies in the literature of the operation of these mills that deal with the optimisation problem through detailed
pilot or industrial scale testing, modelling and simulation of laboratory, pilot and industrial scale mills.
Batch comminution kinetics of single-size fractions of different individual (Austin et al., 1976) and binary mixtures
(Cho, 1990; Cho and Luckie, 1995a,b) of materials and the effects of rotational speed, load, number of balls and
fractional filling of the race on specific breakage rates (Austin et al., 1981) in Hardgrove mills have been reported.
Size reduction operation in full scale mills have been described with size mass balance breakage models and
classification functions for relevant classification zones calculated either empirically (Austin et al., 1982; Sato et al.,
1996; Shoji et al., 1998; Kojovic et al., 2015) or theoretically (Masson and Sligar, 1974; Sligar, 1975; Robinson, 1985;
Lee, 1986; Zhou et al., 2000). Zhang et al. (2002) treated the mill as a black box.
In addition to the size reduction and classification operations in the mill, some of the researchers have considered the
pressure drop (Lee, 1986; Shoji et al., 1998; Zhou et al., 2000; Zhang et al., 2002) and energy transfer between air and
coal (Lee, 1986; Zhou et al., 2000; Zhang et al., 2002). Although transient state operation of the mills was also of
interest to some researchers (Robinson, 1985; Lee, 1986; Shoji et al., 1998; Zhou et al., 2000; Zhang et al., 2002)
quantitative validation was not available.
None of the above studies considered coal as a multi-component material. However, coal, mineral matter and composite
particles are substances that could be expected to behave differently both in comminution and classification processes.
2. Material & Method
The VSMs combine two interacting operations, i.e. comminution and classification processes, within single equipment
and a model for these mills require de-coupling of these processes to construct individual models of each operation and
describing the interaction between them. This exercise requires detailed sampling from the mills; and a full mill survey
comprises conventional samples (i.e. coal feed, product and mill reject), ball product and, separator feed and reject
streams. A new methodology has been developed to collect non-conventional samples, which has previously been
described in Özer et al. (2010). The effect of two of the operational variables, namely coal and air flow rate to the
pulveriser, were investigated by carrying out five sampling campaigns whereas other variables, e.g. pressure on balls,
kept constant. During these surveys steady state operation of the pulveriser was ensured by checking operational data in
the control room. Combinations of three different air and coal flow rates within the normal plant operation range were
tested. The test conditions are summarised in Table 1 as a percentage of the base condition of 28.5t/h coal and 18.6kg/s
air flow rates. The pulveriser was operated as close as possible to the base condition for repeat surveys (Surveys 1 and
3).
Samples collected utilising the newly developed method enabled separate investigation of the two operations with the
information collected during detailed sampling surveys carried out on a Babcock-Hitachi 10E10 mill in an Australian
power plant processing high-ash bituminous thermal coal (Mutton, 2003). For this coal the low density coal component
is harder than the higher density gangue component (Özer and Whiten, 2012). A schematic view of the mill and model
flow structure is illustrated in Figure 1.
Samples collected from the mill during five sampling surveys were air dried for moisture determination, analysed for
size from 90mm down to 45μm with screens and sieves in root-two progression and, five size fractions of the coal feeds

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
3
of all of the surveys and most of the conventional and mill internal samples from survey 1 were further fractioned based
on density at six levels. Breakage characteristics of the coal in four density bins (F1.3 and F1.4/S1.3 bins were
combined) and three size fractions were determined at six different specific comminution energy (ECS) levels. Selected
size fractions of samples from all surveys, breakage test products, density fractions of the mill internal samples (i.e. mill
body feed, feed and reject of separator) and product from Survey 1 were analysed for ash content by a certified
commercial laboratory. The size fractions analysed using density fractioning, breakage tests and ash content
determinations are summarised in Table 2.
3. Results & Discussion
Construction of a multi-component model for VSMs required a number of intermediate data analysis and model
development stages as summarised in the following sections. Major findings from simulation studies are also detailed
and discussed.
3.1. Density – Ash Content Relationship
Evaluation of ash content data corresponding to the tested density fractions yielded a simple equation relating these two
parameters to each other as given in Equation 1. This type of relation has previously been reported in the literature
(Anon., 1966, Luttrell et al., 2003) and enables estimation of the average density of a sample provided that the ash
content is known; or vice versa. The predictions were found to be satisfactory in describing the measured (Figure 2a)
and variations in the intercept values (k or reciprocal density of “pure coal”) showed a logarithmic relation to particle
size (Figure 2b).
(1)
3.2. Multi-Component Appearance Function
A multi-component appearance function (MCAF) has been developed for describing the breakage characteristics of the
mill feed coal samples broken in particle beds under compression. The smallest size fraction tested was 4×2.8mm due to
difficulties in density fractionation of narrowly sized fine fractions in larger amounts either with conventional
separating funnel and the funnel-flask methods suggested in Standards Australia (AS4156.1-1994, 1994) or the method
developed during this work (Özer, 2016). The number of sizes, density fractions and energy levels tested was
considered sufficient for estimating the effect of size and density on breakage behaviour for the purpose of this study.
However, if a greater accuracy is required, particularly outside the range of the tested sizes, other fractions could be
analysed.
Equation (2) relates t10 (percent passing one tenth of the original particle size) of the progeny particle size distribution to
the ECS utilising the top size (xT) of the size fraction and average density (ρP) of the tested sample. Details of this
model development can be found in Özer and Whiten (2012).
(2)
The t10 value determines which of the family of breakage curves applies.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
4
3.3. The Flows within the Mill
The flow rates, particle size distributions and size-by-size ash contents of the streams entering and leaving the mill body
and separator classifiers (C2 and C3 in Figure 1, respectively) were mass balanced by using two different routines
written in Excel VBA. The details of the mass balancing procedures has been described in a previous publication (Özer
et al., 2010). The mass balance results provided the flow rates, particle size distributions and size-by-size ash contents
of the reject streams of mill body and separator which combine on the grinding race with the new feed to the mill to
produce the ball feed (Figure 3a). Since the weighted average of mill body feed and the mill reject allowed calculation
of the ball product (Figure 3b), the particle size distributions, flow rates and size-by-size ash content information
entering and leaving the grinding section (B, in Figure 1) is available to calculate the selection function (Equation 5)
using the MCAF (Section 3.2).
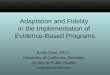
3.4. Prediction of Size-by-Size Ash Distribution of Streams for the Whole Size Range
The ash content estimates for some sizes of separator and mill body reject streams from Section 3.3 were used to
estimate the ash contents for the whole size fraction ranges by interpolation or extrapolation utilising Equation (3) fitted
to experimental and mass balanced ash content data. It was further assumed that the ash content of coal feed to be
constant over the size fractions and equal to the ash content of 16×11.2mm fraction. These data, together with the
associated particle size distributions and flowrates, allowed calculation of size-by-size ash content of the ball feed. For
the ball feed stream, there exists a critical size (XC) where very little or no material exists in both the mill body and
separator classifiers’ reject streams (XC = ~5mm for Survey 1); and, above XC, the curve mostly follows the ash content
distribution trend of coal feed. However, below XC the ash content increases gradually down to the top size of the
product, (i.e. higher density material accumulates in the mill), and thereafter, decreases with particle size (Özer et al.,
2010). Thus, the two separate equations (3a and 3b) were defined to predict the ash content distribution above and
below the critical size XC, by fitting coefficients a1 to a6 (Table 3)
Ash%‒ Xc = (a1 + a2x) / (1 + a3x + a4x2) (3a)
Ash%+Xc = a5 + a6x (3b)
The resulting ash distribution by size presented in Figure 4 is readily converted to density distribution data by size using
the relation in Section 3.1. The equations predicted the ash and density distributions sufficiently accurately and were
used to estimate average density in each size fraction to calculate MCAF’s.
3.5. Power Draw
The gross power drawn by the mill was found to be linearly related to the ratio of mass flow rates of coal to air; and, an
estimate of no load power (118.8kW) from y-axis intercept (i.e. extrapolation to no coal feed) enabled calculation of net
power draft of the comminution operation (Figure 5a). This provided the net specific energy (Net ECS) introduced by
the grinding balls to the grinding bed (or ball feed, BF in Figure 5b) to estimate the progeny particle size distribution for
each density fraction by calculating appropriate MCAF coefficients. The net specific energy was assumed to be split
between size and density fractions equally, based on the findings of Özer and Whiten (2012) reporting the capability of
the model predicting progeny size distributions of size and density mixtures tested.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
5
3.6. Back-Calculated Selection for Breakage Functions (Open Circuit)
In order to calculate selection function for each surveyed condition, t10 values for each size with its corresponding
average density in the ball feed was calculated using the size-by-size ash contents, the top size of size fractions and the
net specific comminution energy estimate. The t10 values enabled estimation of appearance functions for each density-
size fraction combination and were readily converted to matrix breakage functions (B) by discarding the unbroken
particles. The known variables f, p and B enabled calculation of the diagonal matrix selection function (S) solving
Equation (4) for each of the surveys using a simple Excel VBA routine. As seen in Figure 6a-e the back-calculated
results, shown with markers, presented somewhat a scatter; and hence, were fitted to the exponential function given in
Equation (5) to obtain smoothened values (dashed lines in Figure 6). The scale parameter (x’) was found to be a
function of gross specific energy as illustrated in Figure 7 and a value of 0.708 described the coefficient “t” sufficiently
for all surveys.
p = [BS + (I – S)] f (4)
Si = 1 – exp[–0.6931(xi / x’)t] (5)
3.7. Validation of Selection Functions
The selection functions estimated with gross ECS (Figure 7), the mass balanced ball feed particle size distribution and
breakage functions were then used to predict the size distribution of the ball product (≈mill body feed). An example for
the predicted particle size distributions for the mill body feed over the mass balanced size distribution is presented in
Figure 8.
The density of the daughter particles after breakage was assumed to be equal to the density of the mother particle based
on observations of non-preferential breakage for this specific coal (Özer and Whiten, 2012); i.e., the distribution of
daughter particles to lower sizes would have the same density or ash content as the mother particle. An Excel VBA
routine averaged the density of each component ending up in each size fraction from upper size classes based on
weight; providing better predictions for the density distribution of the ball product. An example of the predicted size-
by-size ash distribution of ball product stream compared with the observed values is presented in Figure 9.
3.8. Aerodynamic Classification Function
The conventional way of expressing the efficiency of a physical separation is to utilise either the particle size (e.g.
efficiency curve for classifiers) or density (e.g. partition curves for coal preparation plants). However, the physical
separation process in a pneumatic classifier could be described better by plotting the efficiency values against a
parameter that includes both the size and density of particles, e.g. settling velocity. The settling velocity of particles
corresponding to each size fraction and density bin combination was conveniently calculated using the Whiten and Özer
(2015) equation relating dimensionless velocity and dimensionless diameter for spherical particles (equation 6).
[ln(d*) – 0.4321ln(u*) – 0.6753][ln(d*) – 3.3597ln(u*) + 8.6976] = 10.0518 (6)
The size-by-size density fractioning of the samples around the classification regions for Survey 1 enabled construction
of size-by-size density distribution of particles in each stream which is readily converted to settling velocity
(aerodynamic size) for each size and density fractions. The mass split to fines streams for mill body and separator
classifiers is illustrated in Figure 10.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
6
The aerodynamic classification function is a more detailed relationship than conventional methods of describing
classification and is required for a complete multi-component simulation model, i.e. it provides the link between the
comminution and classification models both in terms of particle size and density. Since the density fractioning data for
the streams around the classifiers are only available for Survey 1, it was not possible to calculate aerodynamic
classification function using experimental density and size data for other surveys and directly relate the model
parameters to the operational variables; e.g. air flow. However, model parameters used in simulation did show a relation
with air flow rate (See Section 3.12).
3.9. Input Data for Simulation of Mill Operation
A simulation program incorporating multi-component matrix comminution and classifier models, interlinked with
aerodynamic size, have been coded in Matlab as interacting models and were tested together as a closed circuit
comminution-classification machine.
A multi-dimensional coal feed flow rate grouped in root two ratio size fractions each with four density bins (<1.4g/cm3,
1.4-1.8g/cm3, 1.8-2.0g/cm
3 and >2.0g/cm
3) was input to the simulator. For each survey the density distribution of the
16×11.2mm fraction was used for all feed fractions. This assumption was based on the ash content being found to be
similar in all size fractions of Survey 1 coal feed. Moreover, the ash content distribution of 16×11.2mm fraction for
Survey 1 and head ash content of coal feeds for all surveys are best predicted (Figure 11) utilising the coefficients for
2.0×1.4mm fraction (m=‒ 0.0048, k=0.8134) of mill interior streams in Equation (1). Thus it was assumed that there is
no preferential breakage of coal or mineral matter and thus particles from a density bin will produce daughter particles
into the same bin.
The specific comminution energy corresponding to each survey conditions were also calculated and used together with
size and density bins to construct MCAF matrices in a similar manner to open circuit (single pass) calculations
(Sections 3.6 and 3.7).
The classification operations at the mill rejects, mill body and separator classifiers (C1, C2 and C3 in Figure 1,
respectively) were simulated with three separate efficiency curves based on the settling velocity (ui) calculated from
Equation (6). The shape and location of the curves are controlled by changing the settling velocity that corresponds to
fifty percent efficiency (u50), the exponent (s) and the asymptote values which specify the classification by-pass
amounts, i.e. fine particles reporting to coarse product (EMAX) and coarse particles reporting to fine product (EMIN).
Ei = EMIN , Ei<EMIN (7a)
Ei = EMAX × exp[–ln(2) × (ui/u50)s] , EMIN < Ei (7b)
3.10. Simulator Algorithm (Closed Circuit) and Results
The simulator starts the first iteration with input feed as a size by density matrix and computes the breakage product for
each size and density bin of the coal feed with the MCAF and selection matrices. The breakage (ball) product is split
into two streams at the mill reject classifier (C1), i.e. mill reject and mill body classifier feed, utilising the corresponding
efficiency values for each size-density fraction combination. The mill body feed stream is further split into two streams,
mill body reject and separator feed, utilising the same form of efficiency curve function with parameters corresponding
to mill body classifier (C2). In the separator classifier (C3), the separator feed stream is split to product and separator
reject.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
7
Following the first simulation pass, the feed vectors to the comminution model are constructed by summing the
flowrates in each corresponding size and density bins of the coal feed, mill body reject and separator reject streams. The
simulator then uses the same algorithm as in the first run to calculate the new distributions for the product, reject and re-
circulating streams of the mill. The iterative calculation is terminated when the flow rate of the streams leaving the mill
differ from the coal feed flow rate no more than the allowed convergence value of 10–5
.
The parameters describing the comminution and classification models were estimated by simple manual adjustment
targeting to achieve good agreement with the experimental data and are summarised in Table 4.
The parameters reported in Section 3.6, describing the selection function, were back-calculated by solving matrix model
for a single pass (open circuit) and overlooked the progressive effects in size reduction due to circulating loads. Hence,
these values were altered for closed circuit runs.
The parameter s calculated for mill rejects classifier in Survey 2 is not consistent with other surveys since, the amount
of material rejected from the mill in Surveys 1, 3, 4 and 5 are negligible (<0.01%) compared to the rejects of about
615kg/h in Survey 2 that accounts for 0.4% of the ball product. All the parameters corresponding to mill body and
separator classifiers were found to be invariant except u50.
The mass balanced flowrates for each flow in the model structure are compared with simulation results in Table 5.
3.11. Simulation Predictions
3.11.1. Particle Size Distributions
The particle size distributions were calculated by summing flow rates across the density bins for each size and
proportioning to the total flow rate. The simulation results compared with mass balanced particle size distributions and
flow rates within the mill for Survey 1 are illustrated in Figures 12 and 13, respectively; and were found to be in
excellent agreement. Similar results were obtained for all of the surveys.
3.11.2. Density Distributions
The behaviour of different components and composite particles was investigated utilising the density distribution in
some size intervals calculated from the flow rates of material in each density bin. The results obtained from simulation
are illustrated in Figure 14 in comparison with the observed density distributions in four size fractions for Survey 1.
The density distributions in 5.6×4.0mm fraction in the mill body and separator feed streams are predicted reasonably
well (Figure 14a). The separator feed has more fractional content in the lowest density bin compared to mill body feed,
and vice versa is true for the highest density bin; and hence, denser particles are selectively directed to the mill body
reject by the model. The observed values for separator reject should have been equal to the separator feed for
5.6×4.0mm fraction, since this size is not present in the mill product. However, the departure of separator reject
prediction from observations is likely to be due to a bias in the sample at coarse sizes (Özer et al., 2010).The density
distribution predictions for the mill product shown in Figure 14c,d are in reasonable agreement with the observed
values; but, the predictions for the highest density bin are lower than observations.
Density distributions at finer sizes, reported in Figure 14b-d, are not predicted as well as the 5.6×4.0mm size fraction
especially for the lowest and highest density bins. As was previously been reported in Özer et al. (2010), in actual mill
operation, the particles that correspond to the highest density bin accumulate in the mill internal streams with increasing

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
8
size. This is valid up to product top size; then, particles in lower density fractions dominate the flows. In contradiction
with observations, the simulations showed a decrease in the percent of the sinks 2.0 bin with increasing size in the
separator feed (also the product) as shown in Figure 15a. Looking at the separator feed flows in Figure 15b the sinks 2.0
bin initially increases with increasing size as expected, but the lighter fraction increases much more rapidly, resulting in
the decreasing percentage of heavy component seen in Figure 15a. The proportion of lowest density bin particles
leaving the mill in product to the particles present in the separator feed is more than that for the highest density bin at
each size fraction. However, the amount of highest density bin particles leaving the mill also increases with decreasing
size, resulting in increasing proportion of highest density bin particles in product.
3.11.3. Ash Distributions
The density distributions were converted to ash content distributions for each size fraction in each stream calculated by
the simulator using Equation 1. However, to preserve mass balance, rather than a size dependent density – ash relation
as described in Section 3.1, the coefficient set corresponding to the 2.0×1.4mm size fraction (m=‒ 0.0048 and
k=0.8134) was used for all size fractions.
The ash content was found to decrease with increasing size for all the streams in the mill up to about 10mm (Figure
16a,b). The reason for slight increase above 10mm is that the proportion of higher density bin particles starts to increase
as shown in Figure 17 for Survey 1 mill body feed. The abnormal heap at around 1mm for the mill reject is due to
selected parameters describing the classification to allow the negligible mill reject flowrate and predict its size
distribution.
3.12. Relationship between Model Parameters and Operating Conditions
Common sets of values for exponent term (s) and the by-pass value (EMAX) in Equation 7 for mill body and separator
classifiers were used for all surveys. However, the settling velocity that corresponds to 50 percent efficiency (u50) for
both mill body and separator classifiers, as expected, is found to be related to the air flow rate supplied to the mill
(Figure 18).
The parameters defining the selection function, x’ and t in Equation (5), were found to be strongly related to the specific
energy consumption at the grinding section. An increased specific energy consumption results in an increasing breakage
rate for all sizes and hence, decreasing selection size parameter (x’). An increasing selection exponent parameter (t)
increases the slope of the curve resulting in greater breakage rate at sizes larger than 1mm, but less breakage rate for
smaller particles, where the pivot value at 1mm is determined by the selection size parameter. The relations of
parameters x’ and t to the specific energy consumption based on ball feed flow rate are illustrated in Figure 19.
4. CONCLUSIONS
The comminution model has been combined with the classification models incorporating the effects of feed size, coal
feed ash distribution, air flow rate and power drawn by the mill. Both models utilise the size-by-size density distribution
of the coal streams; while only one survey had corresponding size by density information, it has been possible to adjust
the simulation models to agree with the available data size and ash data for the remaining surveys.
The predictions for the particle size distributions, flow rates and density distributions in the streams in the mill and its
products by the simulator have been demonstrated. The simulator utilises an efficiency curve model based on settling
velocity of particles for the three classifiers to distinguish difference in behaviour of the components and composites

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
9
due to variable density. The matrix comminution model works with a selection function that is only dependent on size
and a three dimensional appearance function that is size, density and energy dependent to account for the differences in
breakage of components and composite particles.
It is shown that the models are capable of successfully reproducing the particle size distributions and the flow rates for
all the streams that are either sampled or calculated by mass balance. The density and ash measurements are more
difficult; but, the agreement of the models to these is considered satisfactory. While the number of tests was severely
limited by time and operational requirements, it has been possible to determine the relations between operating
variables and the model parameters so that predictions can be made. Once the feed has been characterised, the
predictions can be used to investigate mill performance for a range of different operational requirements.
5. Nomenclature
a1-6, k, m , s : Coefficients
A, b : Ore dependent model parameters
BF : Ball feed
d*, u* : Dimensionless diameter and velocity, respectively
f, p : Size fractions in feed and product
B, S : Breakage and selection functions in comminution model
ECS : Specific comminution energy (kWh/t)
Ei : Classification efficiency
EMIN, MAX : Asymptote values for Ei
kW : Kilowatts
MCAF : Multi-component appearance function
ρC,M,P : Density of pure coal, mineral matter and composite particles, respectively (g/cm3)
t, x’ : Selection exponent and size, respectively
tBF, tC : Tonnes of material in ball feed and coal feed, respectively
t10 : The cumulative percent passing the one tenth of the geometric mean of the tested size range
ui, u50 : Settling velocity and ui corresponding to 50% efficiency (m/s)
XC : Critical size for ash content distribution (mm)
xi : ith
size fraction
xT : Top size of the tested size fraction (mm)
6. Acknowledgements
Authors thank the financial support by ACARP C15079 project managed by Dr. Fengnian Shi, The University of
Queensland, Sustainable Minerals Institute, Julius Kruttschnitt Mineral Research Centre and Tarong Energy. Authors

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
10
sincerely acknowledge Dr. Terry Dixon and Glenn Schumacher for their contributions and encouragement. The inputs
of the GEMIII
Project for supplying testing equipment, JKMRC pilot plant and workshop staff for technical support, and
Mr Weiran Zuo for assistance during plant surveys are appreciated.
7. References
Anon., 1966. Plotting Instantaneous Ash versus Density. Coal Prep. 2, 29.
AS4156.1-1994, 1994. Coal Preparation Part 1: Higher Rank Coal — Float and Sink Testing. Standards Australia.
Austin, L., Shoji, K., Bhatia, V., Jindal, V. and Savage, K., 1976. Some Results on the Description of Size Reduction as
a Rate Process in Various Mills. Ind. Eng. Chem. 15, 187-196.
Austin, L.G., Shah, J., Wang, J., Gallagher, E. and Luckie, P.T., 1981. An Analysis of Ball-and-Race Milling. Part I.
The Hardgrove Mill. Powder Technol. 29, 263-275.
Austin, L.G., Luckie, P.T. and Shoji, K., 1982. An Analysis of Ball-and-Race Milling Part II. The Babcock E 1.7 Mill.
Powder Technol. 33, 113-125.
Cho, H., 1990. Investigation of the Grinding of Coal and Mineral Mixtures in a Batch Ball-Race Mill. PhD Thesis, The
Pennsylvania State University.
Cho, H. and Luckie, P.T., 1995a. Grinding Behaviour of Coal Blends in a Standard Ball-and-Race Mill. Energy & Fuels
9, 59-66.
Cho, H. and Luckie, P.T., 1995b. Investigation of the Breakage Properties of Components in Mixtures Ground in a
Batch Ball-and-Race Mill. Energy & Fuels 9, 53-58.
EIA 2013. International Energy Outlook 2013. Washington, DC: U.S. Energy Information Administration, Office of
Energy Analysis, U.S. Department of Energy.
Kojovic, T., Shi, F. and Brennan, M., 2015. Modelling of Vertical Spindle Mills. Part 2: Integrated Models for E-Mill,
MPS and CKP Mills. Fuel 143, 602-611.
Lee, M.-S. 1986. Mathematical Model and Control of a Coal Pulverizer. PhD Thesis, The University of Texas at Austin.
Luttrell, G.H., Barbee, C.J. and Stanley, F.L., 2003. Optimum Cutpoints for Heavy Medium Separations, in: Honaker,
R.Q., Forrest, W.R. (Eds.), Advances in Gravity Concentration. Society for Mining, Metallurgy, and Exploration, Inc.
(SME), Littleton, Colorado, pp. 81-91.
Masson, M.A. and Sligar, N.J., 1974. Simulation of Pulverized Fuel Production in a Roll-Table Mill. Trans. Inst. Min.
Metall., Sect. C 83, C143-C148.
Mutton, A.J. (Compiler), 2003. Queensland Coals 14th
Edition. Queensland Department of Natural Resources and
Mines.
Özer, C., Whiten, W., Shi, F. and Dixon, T., 2010. Investigation of the Classification Operation in a Coal Pulverising
Vertical Spindle Mill. Proceedings of the XXVth
International Mineral Processing Congress (IMPC) 2010, Brisbane,
Australia, pp. 1065-1076.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
11
Özer, C.E. and Whiten, W.J., 2012. A Multi-Component Appearance Function for the Breakage of Coal. Int. J. Miner.
Process. 104-105, 37-44.
Özer, C.E., 2016. A New Simple Method for Density Fractionation of Finely Sized Coal. Miner. Eng. 86, 114-115.
Robinson, G.F., 1985. A Model of the Transient Operation of a Coal Pulverizer. J. Inst. Energy 58, 51-63.
Sato, K., Meguri, N., Shoji, K., Kanemoto, H., Hasegawa, T. and Maruyama, T., 1996. Breakage of Coals in Ring-
Roller Mills Part I. The Breakage Properties of Various Coals and Simulation Model to Predict Steady-State Mill
Performance. Powder Technol. 86, 275-283.
Shoji, K., Meguri, N., Sato, K., Kanemoto, H., Hasegawa, T. and Maruyama, T., 1998. Breakage of Coals in Ring-
Roller Mills Part 2. An Unsteady-State Simulation Model. Powder Technol. 99, 46-52.
Sligar, N.J., 1975. Estimation of Crushing and Classification Functions for and Mathematical Simulation of a Medium
Speed Roll/Table Mill. PhD Thesis, University of Newcastle.
Whiten, W.J. and Özer, C.E., 2015. New Relation for the Computation of Settling Velocities and Diameters of Spheres.
Miner. Process. Extr. Metall. Rev. 36, 92-102.
Zhang, Y.G., Wu, Q.H., Wang, J., Oluwande, G., Matts, D. and Zhou, X.X., 2002. Coal Mill Modeling by Machine
Learning Based on Onsite Measurements. IEEE Trans. Energy Convers. 17, 549-555.
Zhou, G., Si, J. and Taft, C.W., 2000. Modeling and Simulation of C-E Deep Bowl Pulverizer. IEEE Trans. Energy
Convers. 15, 312-322.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
12
Figure 1 – Illustration of flows in VSM (hollow circles - sample locations) and model structure
Figure 2 – (a) Density or ash content predictions (b) size dependency of intercept values
Figure 3 – Mass balanced particle size distributions of streams (a) entering and (b) leaving the grinding zone (B) for Survey 1
Figure 4 – Size-by-size ash and density distribution of ball feed for Survey 1
Figure 5 – (a) Gross & net mill power, (b) Grinding bed net ECS
Figure 6 – Selection functions for surveys (a) 1, (b) 2, (c) 3, (d) 4 and (e) 5
Figure 7 – Relation of scale parameter (x’ in equation 5) to gross ECS
Figure 8 – Mill body feed (≈ ball product) predicted particle size distribution for Survey 1
Figure 9 – Predicted size-by-size ash distribution of ball product for Survey 1
Figure 10 – Aerodynamic classification function for Survey 1
Figure 11 – Ash content distribution of 16×11.2mm fraction of the coal feed and coal feed head ash content predictions
Figure 12 – Comparison of mass balanced and simulated particle size distributions (Markers are mass balanced and lines are simulated results)
Figure 13 – Comparison of mass-balanced and simulated flowrates
Figure 14 – Experimental vs. Simulated density distributions by mass at (a) 5.6×4.0mm, (b) 2.0×1.4mm, (c) 0.180×0.125mm and (d) 0.090×0.063mm
for Survey 1
Figure 15 – Simulated separator feed and product (a) fractional Sinks 2.0 content and (b) flow rates per density bin
Figure 16 – Survey 1 ash distribution by size for streams
Figure 17 – Simulated variation of the proportions of particles in Floats 1.4 and Sinks 2.0 density bins with particle size for Survey 1 mill body feed
Figure 18 – Mill body and separator classifier settling velocity at 50% efficiency (u50) relation to air flowrate
Figure 19 – Selection function parameters in relation to specific energy consumption

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
13
Fig. 1

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
14
Fig. 2a

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
15
Fig. 2b

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
16
Fig. 3a

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
17
Fig. 3b
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
18
Fig. 4

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
19
Fig. 5a

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
20
Fig. 5b

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
21
Fig. 6

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
22
Fig. 7

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
23
Fig. 8

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
24
Fig. 9

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
25
Fig. 10

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
26
Fig. 11

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
27
Fig. 12a

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
28
Fig. 12b

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
29
Fig. 13

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
30
Fig. 14a

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
31
Fig. 14b

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
32
Fig. 14c

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
33
Fig. 14d

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
34
Fig. 15a

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
35
Fig. 15b

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
36
Fig. 16a

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
37
Fig. 16b

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
38
Fig. 17

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
39
Fig. 18

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
40
Fig. 19

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
41
Table 1 – Operational conditions for sampling surveys
Flowrate Survey 1 Survey 2 Survey 3 Survey 4 Survey 5
Coal, % 102 81 98 82 99
Air, % 103 79 98 98 113

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
42
Table 2 – Size and Density Fractions Tested
Test Sample Name Size Fraction Analysed
Float/Sink at Coal Feeds 63×45, 31.5×22.4, 16.0×11.2, 8.0×5.6 and 4.0×2.8mm
1.3, 1.4, 1.5, Survey 1 Mill Internal, 45×31.5, 31.5×22.4, 22.4×16, 16×11.2, 11.2×8, 8×5.6, 5.6×4, 4×2.8, 2.8×2, 2×1.4 and
1.6, 1.8 and Product and Rejects 1.4×1.0mm; x>1mm
2.0 g/cm3 0.71×0.50, 0.355×0.250, 0.180×0.125, 0.090×0.075 and 0.075×0.063mm; x<1mm
Breakage Coal Feeds 16×11.2, 8×5.6 and 4×2.8mm; each density fraction (F1.4, F1.5/S1.4, F2.0/S1.8 and S2.0)
Ash Content Coal Feeds 16.0×11.2mm; each density fraction
Survey 1 Mill Internal 2.0×1.4, 0.355×0.250, 0.180×0.125, 0.090×0.075 and 0.075×0.063mm; each density fraction
and Product 0.250×0.180, 0.125×0.090, 0.063×0.045 and ‒ 0.045mm; as bulk
Surveys 2 to 5 2.0×1.4, 0.355×0.250, 0.250×0.180, 0.180×0.125, 0.125×0.090, 0.090×0.075, 0.075×0.063,
0.063×0.045 and ‒ 0.045mm; as bulk
Breakage Products 11.2×8, 5.6×4, 2.8×2, 1.4×1.0, 0.71×0.50, 0.355×0.250, 0.180×0.125, 0.090×0.075
and ‒ 0.075mm; as bulk

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
43
Table 3 – Coefficients in Equation 3 for Survey 1
Coefficient Ball Feed Mill Body Reject Separator Reject
a1 43.5 –8287 2.36
a2 1.8 200963 831
a3 0.35 2624 12.9
a4 0.17 1662 4.3
a5 3.14 - -
a6 17.5 - -
SSQ 59.8 85.4 28.9

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
44
Table 4 – Size Model Parameters for Comminution and Classification Models
Survey x’ t Net Power, kW u50 s EMIN EMAX
RC MBC SC RC MBC SC RC MBC SC RC MBC SC
1 0.50 0.3 165 50 6.0 0.090 4.0 0.70 0.75 0.9995 0.0 0.0 0.9999950 0.90 0.98
2 0.15 0.5 162 140 4.0 0.070 1.3 0.70 0.75 0.9700 0.0 0.0 1.0000000 0.90 0.98
3 0.70 0.4 164 50 6.0 0.090 4.0 0.70 0.75 0.9995 0.0 0.0 0.9999950 0.90 0.98
4 0.50 0.4 166 70 6.0 0.085 4.0 0.70 0.75 0.9995 0.0 0.0 0.9999990 0.90 0.98
5 1.50 0.3 130 100 8.0 0.100 4.0 0.70 0.75 0.9995 0.0 0.0 0.9999985 0.90 0.98
RC: Reject Classifier, MBC: Mill Body Classifier, SC: Separator Classifier

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
45
Table 5 – Comparison of Mass-Balanced and Simulated Flow Rates
Mass Balanced (MBal) and Simulated (Sim) Flow Rates, tph
Stream Survey1 Survey 2 Survey 3 Survey 4 Survey 5
MBal Sim MBal Sim MBal Sim MBal Sim MBal Sim
Coal Feed 29.1 - 23.0 - 28.0 - 23.3 - 28.2 -
Ball Feed 264.0 263.4 163.1 160.5 278.4 274.0 220.2 217.3 326.2 338.4
Ball Product 264.0 263.4 163.1 160.5 278.4 274.0 220.2 217.3 326.2 338.4
Mill Reject 0.022 0.015 0.677 0.615 0.022 0.022 0.011 0.008 0.015 0.003
Mill Body Feed 263.9 263.4 162.4 159.9 278.4 274.0 220.2 217.3 326.2 338.4
Mill Body Reject 86.7 88.1 54.5 43.9 92.6 91.5 72.3 66.8 109.1 120.7
Separator Feed 177.2 175.3 107.9 116.0 185.8 182.5 147.8 150.5 217.1 217.7
Separator Reject 148.1 146.2 85.6 93.6 157.9 154.6 124.5 127.2 188.9 189.5
Product 29.1 29.1 22.3 22.4 27.9 27.9 23.3 23.3 28.2 28.2

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
46
Graphical abstract

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
47
HIGHLIGHTS
A multi-component model of vertical spindle mill is developed
Interlinked comminution and classification operations in the mill are simulated
Particle size distributions and flowrates in all the streams are estimated accurately
Density distributions in these streams are also predicted reasonably well
Relation of model parameters to operating variables were determined for predictions