Embed Size (px)
Citation preview
Plastic shrinkage cracking of blended cement
concretes in hot environments
A. A. Almussalam,� M. Maslehuddin,� M. Abdul-Waris,� F. H. Dakhil� andO. S. B. Al-Amoudi�
King Fahd University of Petroleum and Minerals
This paper reports results of a study conducted to evaluate plastic shrinkage cracking of concrete made with
varying dosages of several pozzolanic materials, such as fly ash (20, 30 and 40%), silica fume (5, 10 and 15%) and
blastfurnace slag (50, 60 and 70%). These concrete specimens were exposed to hot±humid and hot±dry environ-
ments. The effect of these environmental conditions on plastic shrinkage cracking was evaluated. The rate of water
evaporation in the blended cement concrete specimens was noted to be more than that in the plain cement concrete
specimens. Further, bleeding in the blended cement concrete specimens was less than that in plain cement concrete
specimens. The cumulative effect of these two parameters resulted in increased plastic shrinkage cracking of the
blended cement concretes. Although cracks were observed earlier in the plain cement concrete specimens than in
the blended cement concrete specimens, the total area of cracks in the latter cements was more than that in the
former cements. The results of this study also indicate that relative humidity influences plastic shrinkage cracking
of concrete significantly in comparison with the effect of the type of cement.
Introduction
Industrial by-products, such as fly ash, silica fume
and blastfurnace slag, are increasingly used worldwide
to produce dense and impermeable concrete. In coun-
tries where these materials are available, as waste pro-
ducts, their use in concrete not only enhances its
durability but also decreases its cost. Other benefits of
using these materials, in such situations, include con-
servation of energy required for the production of ce-
ment, and environmental protection. However, in
countries where these materials are not available lo-
cally, the cost of importing them is often more than the
cost of ordinary Portland cement. In such situations,
these materials are utilized purely for technical reasons
related to improvement in concrete durability. While
these materials have been beneficially utilized to im-
prove concrete durability and reduce the heat of hydra-
tion in mass concrete, concerns have been voiced by
several investigators about the need for continued and
enhanced curing.1±3
This aspect is of particular concern
in the arid and semi-arid areas of the world, where high
temperature or low humidity favours rapid evaporation
of mixing and curing water. In such situations, insuffi-
cient moisture available for the pozzolanic reaction
may lead to decreased hydration of the cement as com-
pared to ordinary Portland cement. Further, rapid eva-
poration of water accelerates plastic shrinkage of
concrete, which, if restrained, leads to its cracking.
These cracks, which are often very fine, are difficult to
repair and accelerate the diffusion of aggressive agents
into the concrete mass, thereby resulting in an en-
hanced risk of premature deterioration of the concrete.
The possibility of plastic shrinkage cracking in
blended cements, in hot and/or arid environments, is
also enhanced as these environmental conditions encou-
rage rapid evaporation of water, leading to (i) insuffi-
cient moisture for the pozzolanic reaction and (ii) a
decrease in the tensile strain capacity of concretes
made using these cements. Therefore, preventive meas-
ures should be adopted when such materials are used in
hot±arid environments.4
Fly ash and granulated blast-
furnace slag cements are recommended in hot climates
for the production of durable concrete.5
According to
Cohen et al.,6
the higher surface area of silica fume
particles increases the capillary pressure and conse-
Magazine of Concrete Research, 1999, 51, No. 4, Aug., 241±246
241
0024-9831# 1999 Thomas Telford Ltd
� King Fahd University of Petroleum and Minerals, Dhahran 31261,
Saudi Arabia.
(MCR 708) Paper received 13 May 1998; last revised 13 October
1998; accepted 3 February 1999
quently, makes concrete more vulnerable to plastic
shrinkage cracking. However, no data are available on
plastic shrinkage cracking of blended cement concretes
in hot and arid environments. This is understandable, as
these materials have only been recently introduced in
these regions. Such a study will be helpful, firstly, to
clarify the concerns often raised regarding enhanced
plastic shrinkage of blended cement concretes in hot
and arid regions of the world, and, secondly, in planning
preventive methodologies.
This investigation was conducted to evaluate the
effect of hot±arid (temperature 458C and relative hu-
midity 25%) and hot±humid (temperature 458C and
relative humidity 95%) conditions on plastic shrinkage
cracking in blended cement concretes made using fly
ash, blastfurnace slag and silica fume. Commonly used
dosages of these materials were used to produce
blended cement concretes. For comparison purposes,
plain cement concrete specimens were also exposed to
similar temperature and humidity conditions.
Experimental programme
Materials
Plain cement concrete specimens were made using
ASTM C 150 Type V cement. Silica fume cement con-
crete specimens were made with 5, 10 and 15% silica
fume, which was used as a replacement for cement. In
the fly ash cement concrete specimens, 20, 30 and 40%
cement was replaced with fly ash. The blastfurnace slag
cement concrete specimens contained 50, 60 and 70%
blast furnace slag, and Type V cement constituted the
remaining bulk of the cementitious material. Table 1
shows a composition of Type V cement and the pozzo-
lanic materials used in this study.
The concrete specimens were made with a cementi-
tious materials content of 350 kg=m3 and an effective
water-to-cementitious-materials ratio of 0´40. Crushed
limestone, with a bulk specific gravity of 2´46 and
water absorption of 3´0%, was used as coarse aggre-
gate. Dune sand with a specific gravity of 2´54 and
water absorption of 0´23% was used as fine aggregate.
Table 2 shows the grading of coarse and fine aggregate.
All the concrete mixtures were designed for a work-
ability of 50±75 mm slump. A suitable dosage of Con-
plast 430, a high-range water reducer, was used to
obtain the desired workability.
Specimens and test procedures
Concrete slab specimens measuring 450 3 450 320 mm were cast to evaluate the effect of exposure
conditions on plastic shrinkage cracking. The thickness
of the concrete specimens was selected to represent a
large surface-area-to-volume ratio, typically that of a
concrete slab. The concrete specimens were cast in a
controlled temperature±humidity chamber. The re-
quired temperature was maintained using electric hea-
ters and a temperature controller. The relative humidity
was controlled through a commercial humidifier and
dehumidifier system.
The concrete specimens were cast in moulds made of
aluminium and Plexiglas. These forms reduce the ab-
sorption of moisture from the fresh concrete. This cre-
ates uniform conditions among all the tests, increases
bleeding and forces a one-dimensional water move-
ment, and the base provides a restraint encouraging
plastic shrinkage cracking. The concrete constituents
were mixed in an electrically operated concrete mixer
and then poured into the moulds, which were covered
with plastic sheets, and consolidated on a vibrating
table and levelled by a straight edge without sideways
or swaying motion. The concrete specimens were then
exposed to the desired temperature and humidity condi-
tions (temperature of 458C and RH of 25 or 95%).
Bleeding in plain and blended cement concrete spe-
cimens was evaluated by casting these mixtures in a
yield bucket, as recommended by ASTM C 232 Meth-
od A, and covered with a plastic sheet. The bleeding
water was collected using a pipette at 10 min intervals
during the first 40 min and then at intervals of 30 min
till cessation of bleeding.
The water evaporation was expressed as a percentageTable 1. Chemical analysis of cement and blending materials:
weight %
Constituent Type V Silica
fume
Fly ash Blastfurnace
slag
SiO2 22´20 92´7 52´3 31´51
Al2O3 3´48 0´29 23´4 17´23
Fe2O3 3´88 0´27 4´20 0´49
CaO 65´05 0´32 12´5 36´63
MgO 2´20 0´92 Ð 11´27
SO3 1´85 Ð 0´64 Ð
K2O 0´28 0´99 Ð 0´62
Na2O 0´15 0´33 Ð Ð
Loss on Ignition 0´80 2´71 0´26 Ð
C3S 62´00 Ð Ð Ð
C2S 17´00 Ð Ð Ð
C3A 2´70 Ð Ð Ð
C4AF 11´80 Ð Ð Ð
Table 2. Aggregate grading
Sieve opening: mm Percentage passing
Coarse aggregate Fine aggregate
12´50 100 Ð
9´50 100 Ð
4´75 60 Ð
2´36 20 Ð
1´18 5 100
0´6 0 86
0´425 Ð 64
0´30 Ð 43
0´15 Ð 18
0´075 Ð 1
Almussalam et al.
242 Magazine of Concrete Research, 1999, 51, No. 4
of water evaporated and the rate of evaporation. The
percentage of water evaporated was calculated as the
ratio of water evaporated to the total water added to the
mix, while the rate of evaporation was evaluated by
dividing the water evaporated in 6 h by the surface area
of the slab, i.e. 450 3 450 mm2. The change in weight
of the concrete mix, due to water evaporation, was
recorded at periodic intervals, up to 6 h by placing the
mould filled with concrete on a digital balance of 0´1 g
sensitivity.
Plastic shrinkage cracking was evaluated by monitor-
ing the time to initiation of cracks and their area. Both
the length and average width of cracks were recorded
and the total area of cracks was expressed as a propor-
tion of the surface area of the slab, i.e. 450 3 450 mm2.
Results and discussion
Quantity of water evaporated
Figures 1±3 show the quantity of water evaporated
from the plain and blended cement concrete specimens
exposed to a temperature of 458C and an RH of 25 and
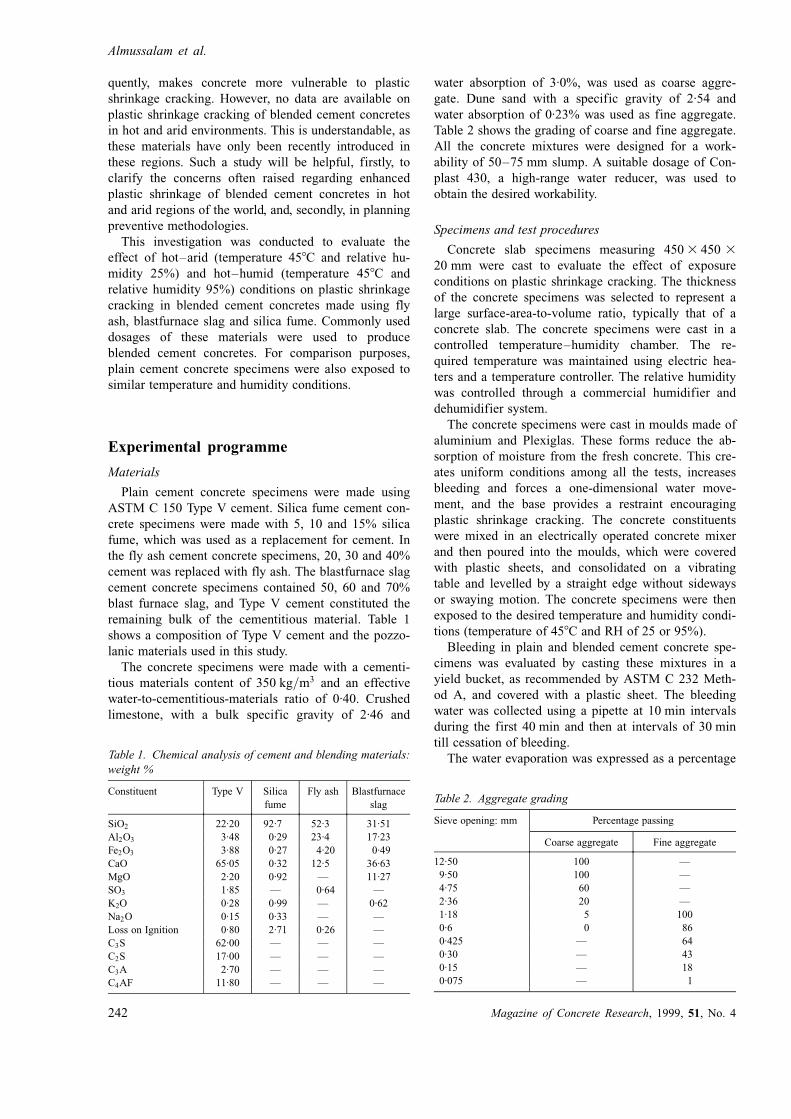
95%. Fig. 1 shows the effect of relative humidity on
water evaporation in plain and blastfurnace slag (BFS)
cement concrete specimens. The quantity of water eva-
porated from the plain cement concrete specimens was
less than that from the BFS cement concrete specimens.
The quantity of water evaporated increased with the
quantity of blastfurnace slag. The quantity of water
evaporated from the plain cement concrete specimens,
exposed to an RH of 95%, was 2´6%, while it was 9´2,
10´4 and 11´9% in the BFS cement concrete specimens
containing 50, 60 and 70% slag, respectively. In the
BFS cement concrete specimens exposed to an RH of
25% these values were 45´9, 48´4 and 49´9%, respec-
tively, while in the plain cement concrete specimens
the quantity of water evaporated was 41´4%.
Figure 2 shows the effect of relative humidity on
water evaporation in silica fume and plain cement con-
crete specimens. In these specimens also, the quantity
of water evaporated increased with the silica fume con-
tent. The water evaporated from the concrete specimens
exposed to an RH of 25% was in the range of 41 to
45%. While 2´6% water evaporated from the plain ce-
ment concrete specimens exposed to a relative humidity
of 95%, the water evaporated from 5, 10 and 15% silica
fume concrete specimens, exposed to a similar temp-
erature and relative humidity, was 5´2, 13´5 and 14´2%,
respectively.
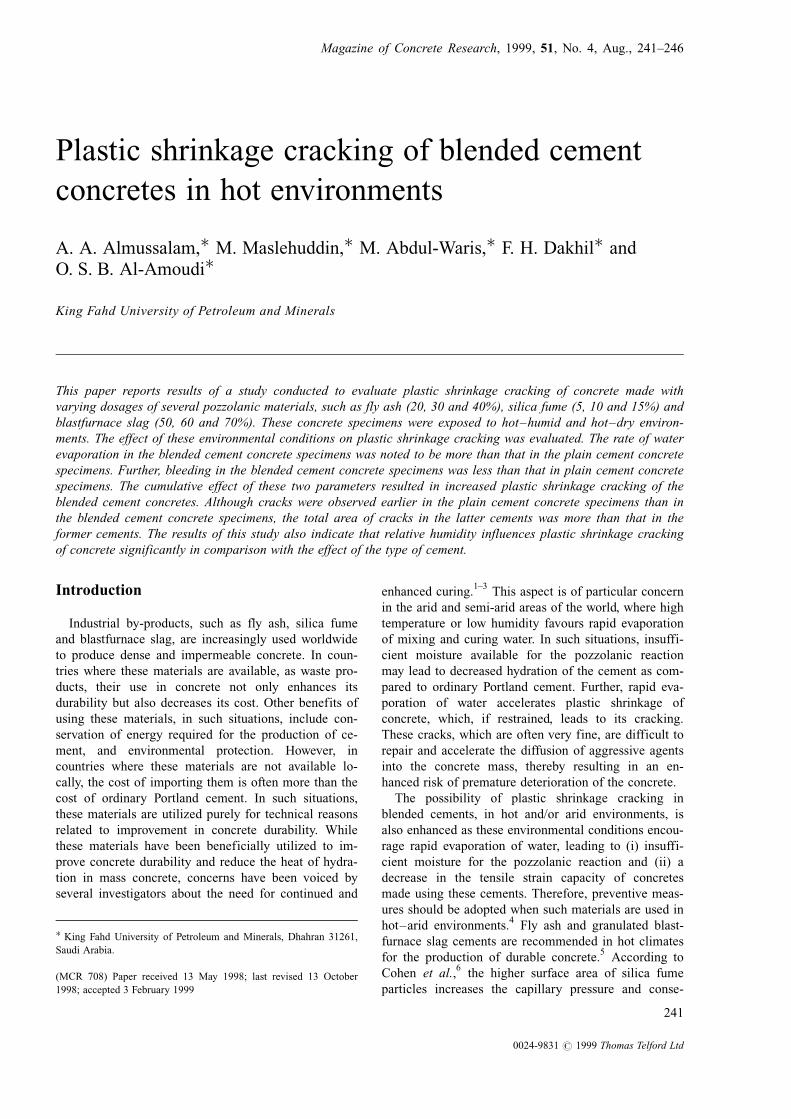
Figure 3 depicts the effect of relative humidity on
water evaporation in fly ash and plain cement concrete
specimens. In 0, 20, 30 and 40% fly ash cement con-
crete specimens, exposed to an RH of 25%, the quan-
tity of water evaporated was 41´1, 44´1, 46´6 and
46´6%, respectively. In the plain cement concrete speci-
mens, exposed to an RH of 95%, 2´6% water evapo-
rated, while 8´9, 12´5 and 15´3% water evaporated from
20, 30 and 40% fly ash cement concrete specimens,
respectively.
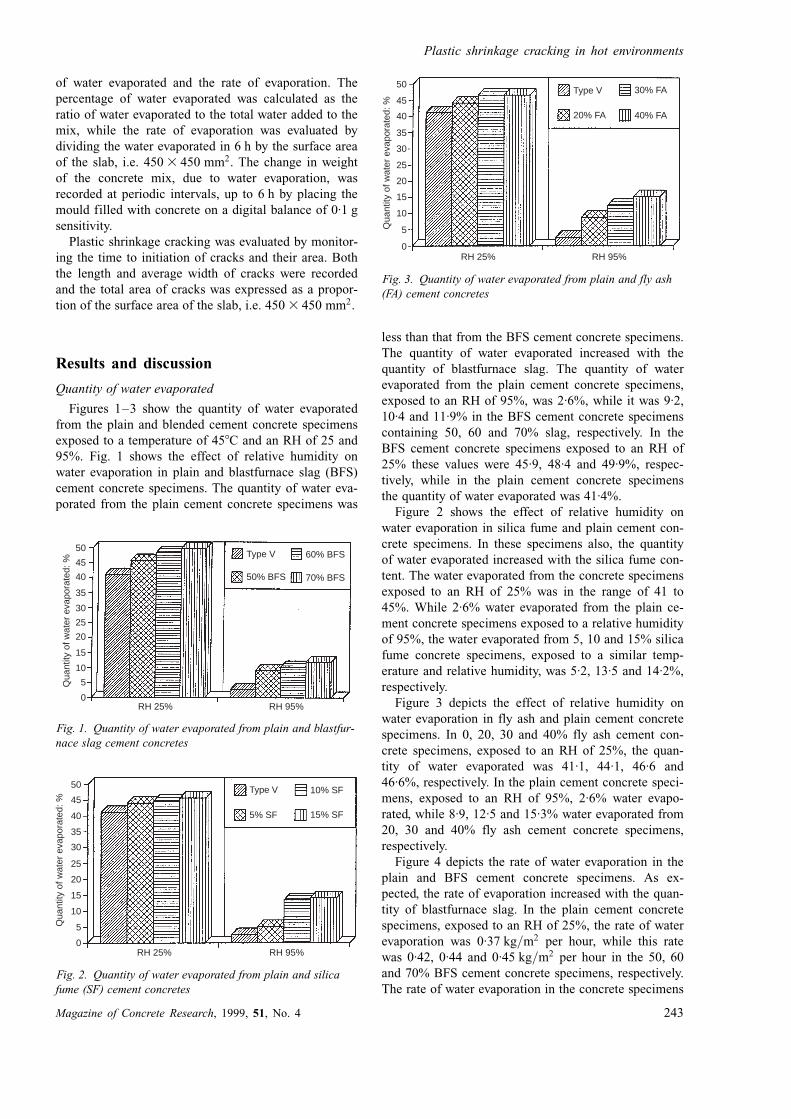
Figure 4 depicts the rate of water evaporation in the
plain and BFS cement concrete specimens. As ex-
pected, the rate of evaporation increased with the quan-
tity of blastfurnace slag. In the plain cement concrete
specimens, exposed to an RH of 25%, the rate of water
evaporation was 0´37 kg=m2 per hour, while this rate
was 0´42, 0´44 and 0´45 kg=m2 per hour in the 50, 60
and 70% BFS cement concrete specimens, respectively.
The rate of water evaporation in the concrete specimens
50
45
40
35
30
25
20
15
10
5
0
Qua
ntity
of w
ater
eva
pora
ted:
%
RH 25% RH 95%
Type V 10% SF
5% SF 15% SF
Fig. 2. Quantity of water evaporated from plain and silica
fume (SF) cement concretes
50
45
40
35
30
25
20
15
10
5
0
Qua
ntity
of w
ater
eva
pora
ted:
%
RH 25% RH 95%
Type V 60% BFS
50% BFS 70% BFS
Fig. 1. Quantity of water evaporated from plain and blastfur-
nace slag cement concretes
50
45
40
35
30
25
20
15
10
5
0
Qua
ntity
of w
ater
eva
pora
ted:
%
RH 25% RH 95%
Type V 30% FA
20% FA 40% FA
Fig. 3. Quantity of water evaporated from plain and fly ash
(FA) cement concretes
Plastic shrinkage cracking in hot environments
Magazine of Concrete Research, 1999, 51, No. 4 243
exposed to an RH of 95% was less than that in the
concrete specimens exposed to an RH of 25%. The rate
of evaporation in the plain cement concrete specimens
was 0´024 kg=m2 per hour, while it was in the range of
0´08 to 0´11 kg=m2 per hour in the BFS cement con-
crete specimens.
Figure 5 shows the effect of relative humidity on the
rate of water evaporation in the silica fume cement
concrete specimens. In the concrete specimens exposed
to an RH of 25%, the rate of water evaporation was in
the range of 0´37 to 0´41 kg=m2 per hour. The rate of
water evaporation in the plain cement concrete speci-
mens exposed to an RH of 95% was 0´024 kg=m2 per
hour, while it was 0´047, 0´122 and 0´129 kg=m2 per
hour in the 5, 10 and 15% silica fume cement concrete
specimens, respectively.
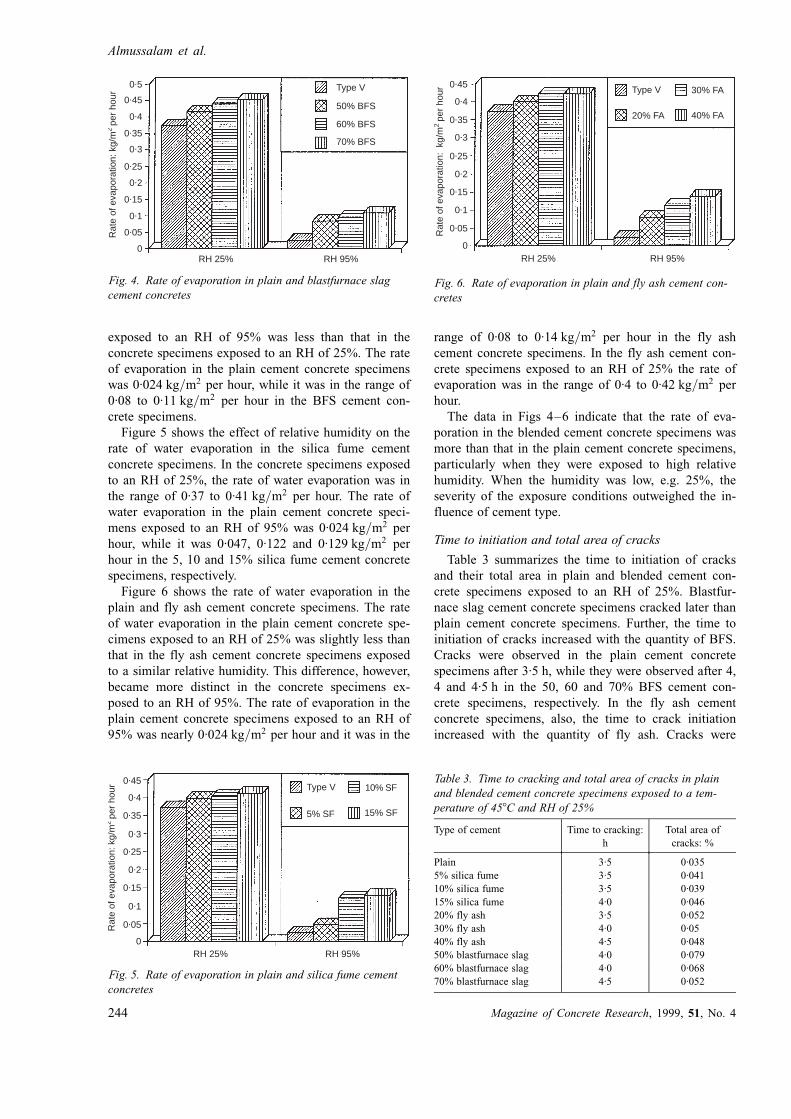
Figure 6 shows the rate of water evaporation in the
plain and fly ash cement concrete specimens. The rate
of water evaporation in the plain cement concrete spe-
cimens exposed to an RH of 25% was slightly less than
that in the fly ash cement concrete specimens exposed
to a similar relative humidity. This difference, however,
became more distinct in the concrete specimens ex-
posed to an RH of 95%. The rate of evaporation in the
plain cement concrete specimens exposed to an RH of
95% was nearly 0´024 kg=m2 per hour and it was in the
range of 0´08 to 0´14 kg=m2 per hour in the fly ash
cement concrete specimens. In the fly ash cement con-
crete specimens exposed to an RH of 25% the rate of
evaporation was in the range of 0´4 to 0´42 kg=m2 per
hour.
The data in Figs 4±6 indicate that the rate of eva-
poration in the blended cement concrete specimens was
more than that in the plain cement concrete specimens,
particularly when they were exposed to high relative
humidity. When the humidity was low, e.g. 25%, the
severity of the exposure conditions outweighed the in-
fluence of cement type.
Time to initiation and total area of cracks
Table 3 summarizes the time to initiation of cracks
and their total area in plain and blended cement con-
crete specimens exposed to an RH of 25%. Blastfur-
nace slag cement concrete specimens cracked later than
plain cement concrete specimens. Further, the time to
initiation of cracks increased with the quantity of BFS.
Cracks were observed in the plain cement concrete
specimens after 3´5 h, while they were observed after 4,
4 and 4´5 h in the 50, 60 and 70% BFS cement con-
crete specimens, respectively. In the fly ash cement
concrete specimens, also, the time to crack initiation
increased with the quantity of fly ash. Cracks were
0.5
0.45
0.4
0.35
0.3
0.25
0.2
0.15
0.1
0.05
RH 25% RH 95%
Type V
60% BFS
50% BFS
70% BFS
Rat
e of
eva
pora
tion:
kg/
m2
per
hour
0
Fig. 4. Rate of evaporation in plain and blastfurnace slag
cement concretes
0.45
0.4
0.35
0.3
0.25
0.2
0.15
0.1
0.05
0RH 25% RH 95%
Type V 10% SF
5% SF 15% SF
Rat
e of
eva
pora
tion:
kg/
m2
per
hour
Fig. 5. Rate of evaporation in plain and silica fume cement
concretes
0.45
0.4
0.35
0.3
0.25
0.2
0.15
0.1
0.05
0RH 25% RH 95%
Type V 30% FA
20% FA 40% FA
Rat
e of
eva
pora
tion:
kg/
m2
per
hour
Fig. 6. Rate of evaporation in plain and fly ash cement con-
cretes
Table 3. Time to cracking and total area of cracks in plain
and blended cement concrete specimens exposed to a tem-
perature of 458C and RH of 25%
Type of cement Time to cracking:
h
Total area of
cracks: %
Plain 3´5 0´035
5% silica fume 3´5 0´041
10% silica fume 3´5 0´039
15% silica fume 4´0 0´046
20% fly ash 3´5 0´052
30% fly ash 4´0 0´05
40% fly ash 4´5 0´048
50% blastfurnace slag 4´0 0´079
60% blastfurnace slag 4´0 0´068
70% blastfurnace slag 4´5 0´052
Almussalam et al.
244 Magazine of Concrete Research, 1999, 51, No. 4
observed after 3´5, 4 and 4´5 h in the 20, 30 and 40%
fly ash cement concrete specimens, respectively. Cracks
were observed after 3´5 h in the 5 and 10% silica fume
cement concrete specimens, while in the 15% silica
fume cement concrete specimens they were noted after
4 h.
Cracks were not noted in the concrete specimens
exposed to an RH of 95%, except in the plain and 5%
silica fume cement concrete specimens. In the plain
cement concrete specimens cracks were observed after
6 h, while they were noted after 5´5 h in the 5% silica
fume cement concrete specimens.
As shown in Table 3, the total area of cracks in the
blended cement concrete specimens was more than that
in the plain cement concrete specimens. The total area
of cracks in 0, 50, 60 and 70% BFS cement concrete
specimens was 0´026, 0´079, 0´068 and 0´052%, respec-
tively. The increased area of cracks in the BFS cement
concrete specimens may be attributed to the low tensile
strain capacity of BFS cement concrete compared to
plain cement concrete at early ages. The total area of
cracks in the fly ash cement concrete specimens was
also more than that in the plain cement concrete speci-
mens. The total area of cracks in the 0, 20, 30 and 40%
fly ash cement concrete specimens was 0´026, 0´052,
0´050 and 0´048%, respectively. The total area of cracks
in the 0, 5, 10 and 15% silica fume cement concrete
specimens was 0´026, 0´041, 0´039 and 0´046%, respec-
tively.
As stated earlier, cracks were not observed in the
concrete specimens exposed to an RH of 95%, except
in the plain and 5% silica fume cement concrete speci-
mens. The total area of cracks in these specimens was
0´006 and 0´018%, respectively.
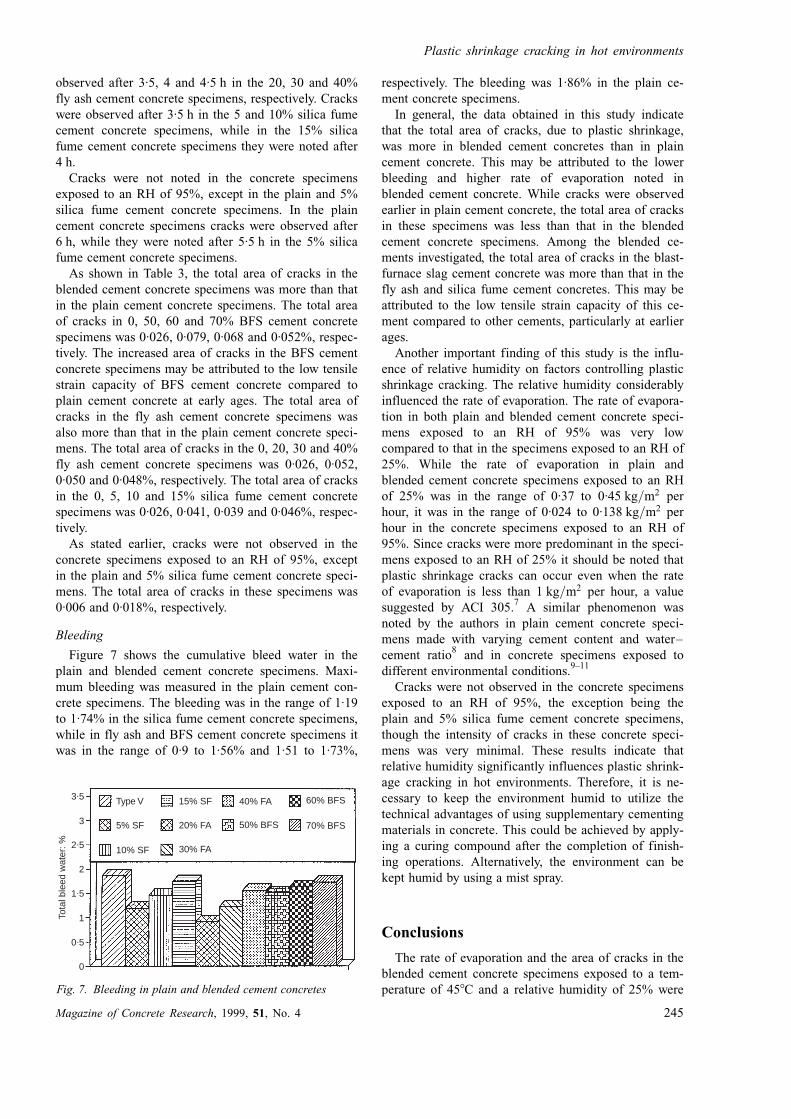
Bleeding
Figure 7 shows the cumulative bleed water in the
plain and blended cement concrete specimens. Maxi-
mum bleeding was measured in the plain cement con-
crete specimens. The bleeding was in the range of 1´19
to 1´74% in the silica fume cement concrete specimens,
while in fly ash and BFS cement concrete specimens it
was in the range of 0´9 to 1´56% and 1´51 to 1´73%,
respectively. The bleeding was 1´86% in the plain ce-
ment concrete specimens.
In general, the data obtained in this study indicate
that the total area of cracks, due to plastic shrinkage,
was more in blended cement concretes than in plain
cement concrete. This may be attributed to the lower
bleeding and higher rate of evaporation noted in
blended cement concrete. While cracks were observed
earlier in plain cement concrete, the total area of cracks
in these specimens was less than that in the blended
cement concrete specimens. Among the blended ce-
ments investigated, the total area of cracks in the blast-
furnace slag cement concrete was more than that in the
fly ash and silica fume cement concretes. This may be
attributed to the low tensile strain capacity of this ce-
ment compared to other cements, particularly at earlier
ages.
Another important finding of this study is the influ-
ence of relative humidity on factors controlling plastic
shrinkage cracking. The relative humidity considerably
influenced the rate of evaporation. The rate of evapora-
tion in both plain and blended cement concrete speci-
mens exposed to an RH of 95% was very low
compared to that in the specimens exposed to an RH of
25%. While the rate of evaporation in plain and
blended cement concrete specimens exposed to an RH
of 25% was in the range of 0´37 to 0´45 kg=m2 per
hour, it was in the range of 0´024 to 0´138 kg=m2 per
hour in the concrete specimens exposed to an RH of
95%. Since cracks were more predominant in the speci-
mens exposed to an RH of 25% it should be noted that
plastic shrinkage cracks can occur even when the rate
of evaporation is less than 1 kg=m2 per hour, a value
suggested by ACI 305.7
A similar phenomenon was
noted by the authors in plain cement concrete speci-
mens made with varying cement content and water±
cement ratio8
and in concrete specimens exposed to
different environmental conditions.9±11
Cracks were not observed in the concrete specimens
exposed to an RH of 95%, the exception being the
plain and 5% silica fume cement concrete specimens,
though the intensity of cracks in these concrete speci-
mens was very minimal. These results indicate that
relative humidity significantly influences plastic shrink-
age cracking in hot environments. Therefore, it is ne-
cessary to keep the environment humid to utilize the
technical advantages of using supplementary cementing
materials in concrete. This could be achieved by apply-
ing a curing compound after the completion of finish-
ing operations. Alternatively, the environment can be
kept humid by using a mist spray.
Conclusions
The rate of evaporation and the area of cracks in the
blended cement concrete specimens exposed to a tem-
perature of 458C and a relative humidity of 25% were
3.5
3
2.5
2
1.5
1
0.5
0
Type V
10% SF
5% SF
15% SF
20% FA
30% FA
40% FA
50% BFS
60% BFS
70% BFS
Tota
l ble
ed w
ater
: %
Fig. 7. Bleeding in plain and blended cement concretes
Plastic shrinkage cracking in hot environments
Magazine of Concrete Research, 1999, 51, No. 4 245

more than those in plain cement concrete specimens
exposed to similar temperature and humidity. Even
though cracks were noted earlier in plain cement con-
crete specimens, the total area of cracks in the blended
cement concrete specimens was more than that in plain
cement concrete specimens.
The total area of cracks in the blastfurnace slag ce-
ment concrete specimens was more than that in the
other blended and plain cement concrete specimens
exposed to a temperature of 458C and relative humidity
of 25%. The increase in the area of cracks in the BFS
cement concrete may be attributed to the low tensile
strain capacity of this cement, compared to other ce-
ments, particularly at early ages.
The relative humidity significantly influenced the
plastic shrinkage cracking of concrete. The rate of
evaporation in both plain and the blended cement con-
crete specimens exposed to a temperature of 458C and
a relative humidity of 95% was less than that in the
concrete specimens exposed to a similar temperature
but an RH of 25%. Cracks were not observed in the
cement concrete specimens exposed to an RH of 95%.
Although cracks were observed in plain and 5% silica
fume cement concrete specimens exposed to this hu-
midity, their intensity was very low.
The data obtained in this study indicate that relative
humidity influences plastic shrinkage cracking signifi-
cantly in comparison with the effect of the type of
cement. Therefore, to avoid plastic shrinkage cracking
in plain and blended cement concretes, particularly the
latter, the environment should be kept adequately moist,
especially in hot environments. This can be achieved
by applying a curing compound after the completion of
finishing operations or by keeping the environment
humid, for at least 6 h, by the use of a mist spray.
Acknowledgements
The support provided by the Department of Civil
Engineering and the Center for Engineering Research,
King Fahd University of Petroleum and Minerals,
Dhahran, Saudi Arabia, is gratefully acknowledged.
References
1. Manmohan D. and Mehta P. K. Influence of pozzolanic slag
and chemical admixtures on pore-size distribution and permeabil-
ity of hardened cement pastes. Cement, Concrete, and Aggre-
gates, 1981, 3, No. 1, 63±67.
2. Maslehuddin M., Saricimen H. and Al-Mana A. I. Long-
term corrosion resisting characteristics of fly ash concretes. ACI
Materials Journal, 1987, 84, No. 1, 42±51.
3. Haque M. N. Some concretes need 7 days initial curing. Con-
crete International: Design and Construction, 1990, 12, No. 2,
42±46.
4. Cabrera J. G. and Nwaubani S. O. The influence of high
temperature on strength and pore structure of concrete made with
natural pozzolan. Proceedings of the Third International RILEM
Conference, Torquay, 1992, 101±114.
5. Wainwright P. J., Cabrera J. G. and Al-Amri A. M. Per-
formance and properties of pozzolanic mortars cured in hot dry
environments. Proceedings of the Third International RILEM
Conference, Torquay, 1992, 115±128.
6. Cohen M. D., Olek J. and Dolch W. C. Mechanism of plastic
shrinkage cracking in Portland cement±silica fume paste and
mortar. Cement and Concrete Research, 1990, 20, No. 1,
103±119.
7. ACI Committee 305. Hot Weather Concreting. American Con-
crete Institute, Detroit, 1989, ACI 305±89.
8. Almusallam A. A., Maslehuddin M., Abdul-Waris M. and
Khan M. M. Effect of mix proportions on plastic shrinkage
cracking of concrete in hot environments. Construction and
Building Materials, in press.
9. Berhane Z. Evaporation of water from fresh mortar and con-
crete at different environmental conditions. ACI Journal Proceed-
ings, 1984, Nov.±Dec., 560±565.
10. Almusallam A. A., Abdul-Waris M., Maslehuddin M. and
Al-Gahtani A. S. Influence of environmental conditions on
plastic shrinkage cracking in concrete. Concrete International, in
press.
11. Samman T. A., Mirza W. H. and Wafa F. F. Plastic shrinkage
cracking of normal and high-strength concrete, a comparative
study. ACI Materials Journal, 1996, Jan.±Feb., 36±40.
Discussion contributions on this paper should reach the editor by
31 May 2000
Almussalam et al.
246 Magazine of Concrete Research, 1999, 51, No. 4





























