Embed Size (px)
Citation preview

Procedia Technology 25 ( 2016 ) 1305 – 1311
Available online at www.sciencedirect.com
ScienceDirect
2212-0173 © 2016 The Authors. Published by Elsevier Ltd. This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/4.0/).Peer-review under responsibility of the organizing committee of RAEREST 2016doi: 10.1016/j.protcy.2016.08.226
Plasma Transferred Arc Welding of Stellite 6 Alloy on Stainless Steel for Wear Resistance Mohammed Mohaideen Ferozhkhana,*, Muthukannan Duraiselvamb, Kottaimathan
Ganesh kumarc, Rajanbabu Ravibharathd a,c,d Bharat Heavy Electricals Limited, Tiruchirappalli, Tamilnadu-620 014, India.
bDepartment of Production Engineering, National Institute of Technology, Tiruchirappalli, Tamilnadu-620 015, India.
Abstract
Austenitic stainless steel was deposited on 9Cr-1Mo steel (ASME Grade 91) by flux cored arc welding process and above that Stellite 6 (Co-Cr alloy) was coated by plasma transferred arc welding process to improve wear resistance for high temperature valves applications. Microstructural characterization was carried out on Stellite 6 coatings and hardness and chemical composition were measured by vicker’s hardness tester and optical emission spectrometer respectively. The impact of alloying elements in Stellite 6 deposits and fusion line of Stellite 6 and stainless steel were analyzed by electron dispersive spectroscopy line scan. It was observed that dilution of Iron in PTA welding deposit in Stellite 6 is below 2% and hardness of more than 600 HV0.3 was obtained. Microstructure of Stellite 6 consisted of Co - solid solution matrix with dendritic structure and interdendritic eutectic carbides which provides the hardness. Pin-on-disc tests were carried out at 400 °C and characterized using scanning electron microscope of worn out surfaces. The wear mechanism was identified as delamination and abrasive wear in the worn-out surfaces as observed. Abrasive form of wear was reported due to the presence of alloying elements such as Co, Cr & W. © 2015 The Authors. Published by Elsevier Ltd. Peer-review under responsibility of the organizing committee of RAEREST 2016.
Keywords: Hardfacing; Microstructure; Stellite; Wear.
* Corresponding author. Tel.: +91 - 9952071898
E-mail address: [email protected]
© 2016 The Authors. Published by Elsevier Ltd. This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/4.0/).Peer-review under responsibility of the organizing committee of RAEREST 2016

1306 Mohammed Mohaideen Ferozhkhan et al. / Procedia Technology 25 ( 2016 ) 1305 – 1311
1. Introduction
High temperature wear occurs when the surfaces are in contact with each other. It imparts loss of wear from the contact surface and result in less strength and corrosion resistance. In order to improve its hardness to withstand the load, deposition of suitable alloys with high hardness and corrosion resistance are essential. At high temperatures, different modes of wear are predominant when two sliding parts are in contact with each other. The wear resistance will be improved by coating of various special alloys which would improve corrosion and wear properties at high temperature [1-4]. Cladding of Stellite 6 (Co – Cr) alloy on stainless steel for high temperature and high pressure valve applications is essential to prevent the contact surfaces from various form of wear factors [4,5]. Stellite 6 has good resistance towards abrasion, corrosion, galling and cavitation form of wear at high temperature without affecting the base metal function and properties. Stellite alloy has good resistance towards oxidation which is necessary for various pressure vessels applications also. It is a Co base alloy material with other alloying elements such as chromium, tungsten, carbon, iron and nickel. It consists of complex carbides mixed in a Co-Cr solid solution strengthened alloyed matrix with the dendritic structure. The wear resistance of Stellite 6 alloy is due to its high wear resistant properties formed by a hard carbides dispersed in a cobalt alloy matrix [6-9]. Cr has good corrosion and oxidation resistance as well as high temperature strength. It forms hard metallic carbides such as M7C3 and M23C6 carbides which provides the necessary strength. Metals such as Mo and W adds additional strength by forming MC and M6C carbides and intermetallic phases such as Co3 (Mo,W) [10]. Hardfacing of Stellite 6 can be carried out by several techniques such as shielded metal arc welding (SMAW), gas tungsten arc welding (GTAW), plasma transferred arc welding (PTAW) and laser cladding process. When the Stellite 6 is coated over steels by hardfacing directly, there is admixture of Stellite 6 alloy and base metal, resulting in a higher iron content in the overlay. It alters the microstructure of coated Stellite 6 and base metal and affects its mechanical properties at high temperature. Hence, a buffer layer may be required in case of such sensitive materials in order to prevent the dilution of base metal with the hardfacing deposit [7].
Pin-on-disc testing was used to determine the wear loss and friction coefficient for different temperatures by varying the speed and load. Dilution of alloying elements and hardness of Stellite 6 has great influence on its wear behavior due to the presence of hard carbides whether it is coarse or fine [3,6]. At high temperatures, wear increases rapidly in a corrosive environment where the diffusion of particles from harder surface may penetrate into softer surface and vice versa, losing its wear resistance properties. Formation of oxides is also predominant when the surface is exposed to high temperatures in Stellite 6. Sometimes, it will act as a protective layer to prevent the surface from further wear [8,9]. Previous literatures had shown that abrasive and delamination wear were observed during the investigation of wear debris [7,8]. In this work, the metallographic investigations on Stellite 6 were carried out which greatly influence the microstructure and hardness. Also, the wear mechanism involved in the wear testing process was discussed to identify the type of mechanism of wear from worn out samples.
2. Materials and methods
2.1 Welding methods
9Cr-1Mo steel was taken as the base metal of size 150 X 75 mm and thickness 25 mm. It has been coated with austenitic Stainless steel (309-16L) by flux cored arc welding process. ER309-16 electrode used for this welding process which was performed on a manual welding machine. The welding procedures were strictly followed in order to avoid the base metal cracking near the fusion zone of stainless steel and base metal. The samples were treated for post weld heat treatment process to relieve the shrinkage stresses and to improve the mechanical properties of weld metal and base metal. Austenitic stainless steel has been coated for a thickness of 4-5 mm which was ground to 3 mm by milling process. PTA hardfacing of Stellite 6 on stainless steel has been carried out in plasma transferred arc (PTA) welding machine since it is a semi-automated process. Argon gas was used as the shielding gas as well as the medium for generation of plasma in PTA process. Two layers of Stellite 6 were coated for a maximum thickness of 6 mm or higher. The process variables for Stellite 6 coating is tabulated as shown in Table 1.
1307 Mohammed Mohaideen Ferozhkhan et al. / Procedia Technology 25 ( 2016 ) 1305 – 1311
Table 1. Welding parameters for Stellite 6
Process variables Consumable CoCrA (powder form)
Coating thickness (mm) 4-6 or higher
Plasma gas flow rate (l/min) 2.8-3.0
Powder gas flow rate (l/min) 4.5-5.0
Preheat temperature (°C) 220
Interpass temperature (°C) 350
Postheat temperature (°C) 400
Voltage (V) 30-35
Current (Amp) 180-220
2.2 Metallographic examination
The microstructure of the welded samples were investigated under the optical microscope. Initially, the samples were cross sectioned along the perpendicular direction of the weldment. Then it has been milled and finished and then it was etched with different etchants for each material. Later, it was examined under optical microscope for microstructure of Stellite 6 and stainless steel. The microhardness was measured with the help of vickers hardness tester at a room temperature of 25 °C. Electron dispersive Spectroscopy analysis of coated samples were analysed in Scanning electron microscope equipped with EDS system. The top surface of the clad has been machined separately and then chemical composition of Stellite 6 was measured by optical emission spectrometer (OES). 2.3 Pin-on-disc testing
Pin-on-disc testing was performed on the tribometer fitted with a computer set-up and monitoring software. The test samples of coated Stellite 6 were taken as pins (6 X 6 X 28 mm) and forged alloy steel DIN 1.2740 (28NiCrMo10V) as discs ( 100 X 8 mm) were used for wear testing. The pins and discs were ground to get the smooth surface finish before testing. The test was performed in a dry environment at a constant temperature of 400 °C, constant load of 10N and constant speed of 1m/s. Temperature sensor has been mounted inside the chamber to maintain the constant temperature throughout the testing. In this work, ASTM G-99 for wear testing was followed for wear testing. The worn out surfaces of the tested pins were analysed using scanning electron microscope (SEM) to study the mechanism of wear on the Stellite 6 surface. 3. Results and discussion
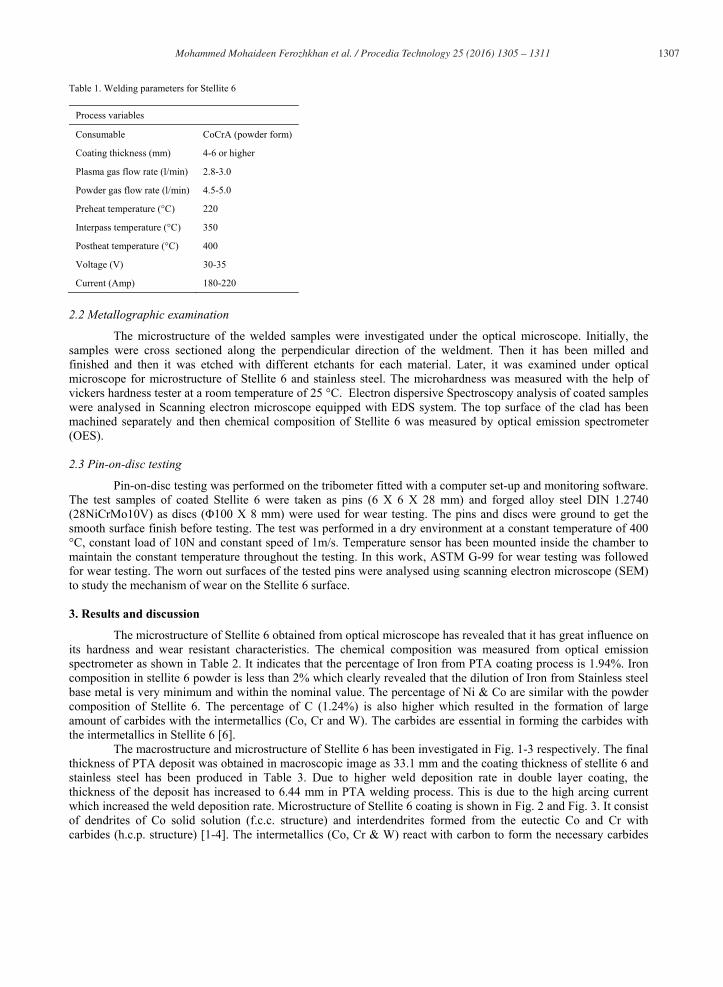
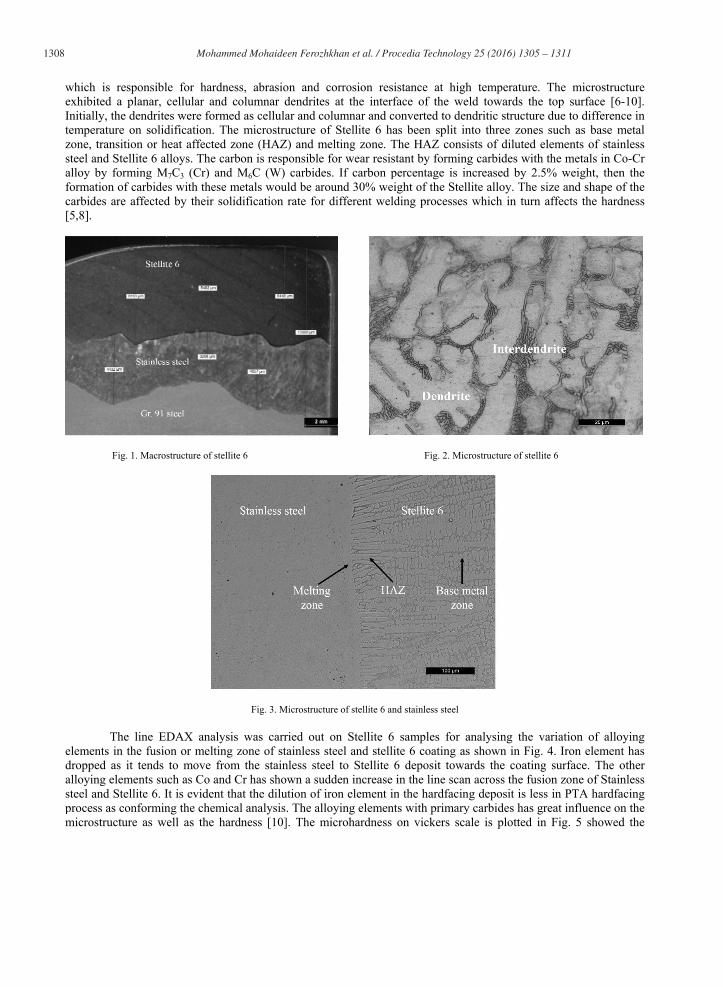
The microstructure of Stellite 6 obtained from optical microscope has revealed that it has great influence on its hardness and wear resistant characteristics. The chemical composition was measured from optical emission spectrometer as shown in Table 2. It indicates that the percentage of Iron from PTA coating process is 1.94%. Iron composition in stellite 6 powder is less than 2% which clearly revealed that the dilution of Iron from Stainless steel base metal is very minimum and within the nominal value. The percentage of Ni & Co are similar with the powder composition of Stellite 6. The percentage of C (1.24%) is also higher which resulted in the formation of large amount of carbides with the intermetallics (Co, Cr and W). The carbides are essential in forming the carbides with the intermetallics in Stellite 6 [6]. The macrostructure and microstructure of Stellite 6 has been investigated in Fig. 1-3 respectively. The final thickness of PTA deposit was obtained in macroscopic image as 33.1 mm and the coating thickness of stellite 6 and stainless steel has been produced in Table 3. Due to higher weld deposition rate in double layer coating, the thickness of the deposit has increased to 6.44 mm in PTA welding process. This is due to the high arcing current which increased the weld deposition rate. Microstructure of Stellite 6 coating is shown in Fig. 2 and Fig. 3. It consist of dendrites of Co solid solution (f.c.c. structure) and interdendrites formed from the eutectic Co and Cr with carbides (h.c.p. structure) [1-4]. The intermetallics (Co, Cr & W) react with carbon to form the necessary carbides
1308 Mohammed Mohaideen Ferozhkhan et al. / Procedia Technology 25 ( 2016 ) 1305 – 1311
whichexhibInitiatempezone,steel alloy formacarbid[5,8].
elemedroppalloyisteel procemicro
h is responsiblbited a planar, lly, the dendriteerature on solid transition or hand Stellite 6 alby forming M
ation of carbidedes are affected
Fig. 1. Macros
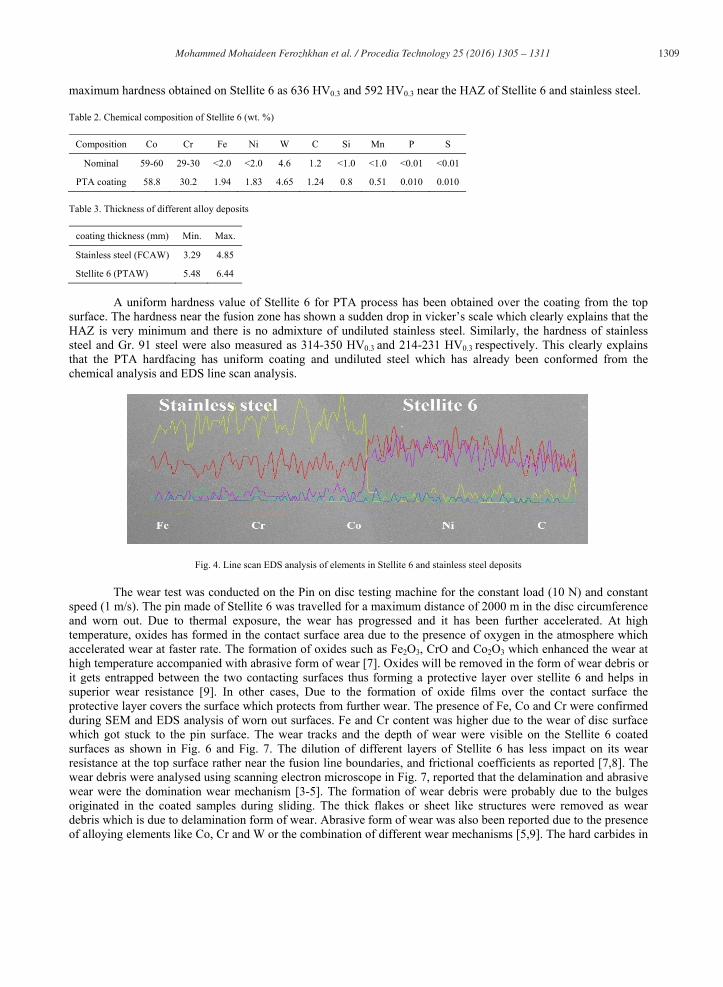
The line EDents in the fusioped as it tends ing elements suand Stellite 6. I
ess as conforminostructure as w
le for hardnesscellular and coes were formed dification. The heat affected zonlloys. The carbo
M7C3 (Cr) and Mes with these med by their solidi
structure of stellite
DAX analysison or melting zto move from
uch as Co and CIt is evident thang the chemicalell as the hardn
s, abrasion andolumnar dendritas cellular and microstructure ne (HAZ) and mon is responsibl
M6C (W) carbidetals would be aification rate fo
6
Fig. 3. Microstru
was carried ouone of stainlessthe stainless str has shown a st the dilution of analysis. The aness [10]. The
d corrosion restes at the interfcolumnar and cof Stellite 6 hamelting zone. Tle for wear resisdes. If carbon paround 30% weor different wel
ucture of stellite 6 an
ut on Stellite 6s steel and stelliteel to Stellite sudden increase f iron element inalloying elemenmicrohardness
istance at highface of the welconverted to denas been split inThe HAZ consistant by formingpercentage is inight of the Stelllding processes
Fig. 2. Micr
nd stainless steel
6 samples for aite 6 coating as6 deposit towain the line scann the hardfacing
nts with primaryon vickers sca
h temperature. ld towards the ndritic structurento three zones ists of diluted eg carbides with ncreased by 2.5lite alloy. The swhich in turn
rostructure of stellit
analysing the vs shown in Fig. ards the coatingn across the fusig deposit is less
y carbides has grale is plotted in
The microstrutop surface [6
due to differensuch as base m
elements of stainthe metals in C
5% weight, thensize and shape oaffects the hard
te 6
variation of allo4. Iron elemen
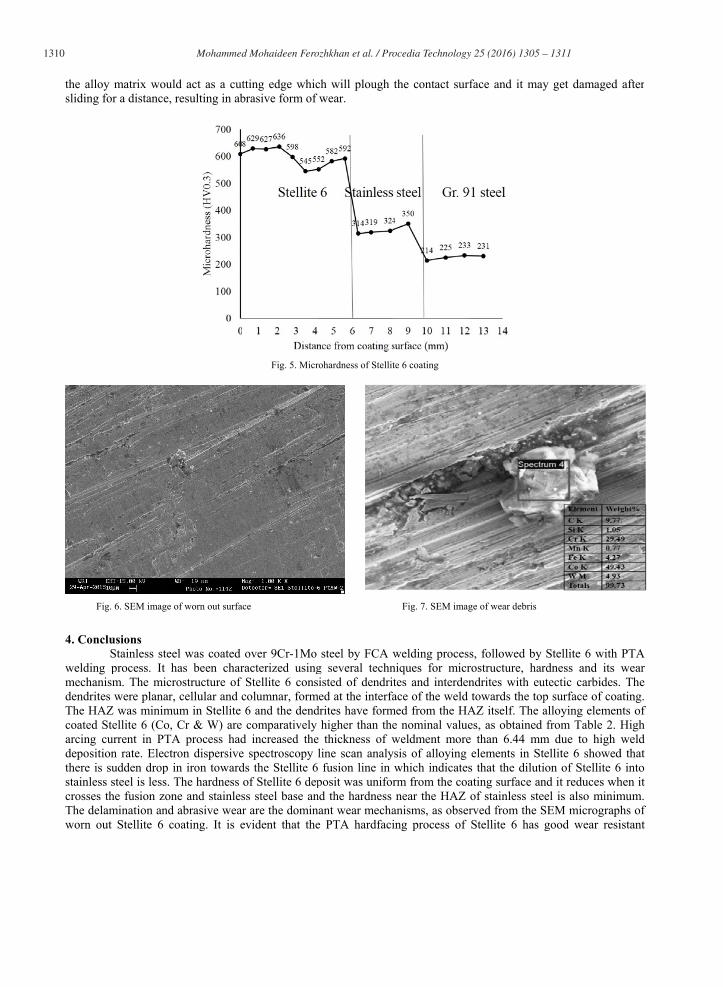
g surface. The oion zone of Stains in PTA hardfareat influence on Fig. 5 showed
cture 6-10]. nce in metal nless
Co-Cr n the of the dness
oying nt has other nless acing n the d the
1309 Mohammed Mohaideen Ferozhkhan et al. / Procedia Technology 25 ( 2016 ) 1305 – 1311
maximum hardness obtained on Stellite 6 as 636 HV0.3 and 592 HV0.3 near the HAZ of Stellite 6 and stainless steel.
Table 2. Chemical composition of Stellite 6 (wt. %)
Composition Co Cr Fe Ni W C Si Mn P S
Nominal 59-60 29-30 <2.0 <2.0 4.6 1.2 <1.0 <1.0 <0.01 <0.01
PTA coating 58.8 30.2 1.94 1.83 4.65 1.24 0.8 0.51 0.010 0.010 Table 3. Thickness of different alloy deposits
coating thickness (mm) Min. Max.
Stainless steel (FCAW) 3.29 4.85
Stellite 6 (PTAW) 5.48 6.44 A uniform hardness value of Stellite 6 for PTA process has been obtained over the coating from the top surface. The hardness near the fusion zone has shown a sudden drop in vicker’s scale which clearly explains that the HAZ is very minimum and there is no admixture of undiluted stainless steel. Similarly, the hardness of stainless steel and Gr. 91 steel were also measured as 314-350 HV0.3 and 214-231 HV0.3 respectively. This clearly explains that the PTA hardfacing has uniform coating and undiluted steel which has already been conformed from the chemical analysis and EDS line scan analysis.
Fig. 4. Line scan EDS analysis of elements in Stellite 6 and stainless steel deposits
The wear test was conducted on the Pin on disc testing machine for the constant load (10 N) and constant speed (1 m/s). The pin made of Stellite 6 was travelled for a maximum distance of 2000 m in the disc circumference and worn out. Due to thermal exposure, the wear has progressed and it has been further accelerated. At high temperature, oxides has formed in the contact surface area due to the presence of oxygen in the atmosphere which accelerated wear at faster rate. The formation of oxides such as Fe2O3, CrO and Co2O3 which enhanced the wear at high temperature accompanied with abrasive form of wear [7]. Oxides will be removed in the form of wear debris or it gets entrapped between the two contacting surfaces thus forming a protective layer over stellite 6 and helps in superior wear resistance [9]. In other cases, Due to the formation of oxide films over the contact surface the protective layer covers the surface which protects from further wear. The presence of Fe, Co and Cr were confirmed during SEM and EDS analysis of worn out surfaces. Fe and Cr content was higher due to the wear of disc surface which got stuck to the pin surface. The wear tracks and the depth of wear were visible on the Stellite 6 coated surfaces as shown in Fig. 6 and Fig. 7. The dilution of different layers of Stellite 6 has less impact on its wear resistance at the top surface rather near the fusion line boundaries, and frictional coefficients as reported [7,8]. The wear debris were analysed using scanning electron microscope in Fig. 7, reported that the delamination and abrasive wear were the domination wear mechanism [3-5]. The formation of wear debris were probably due to the bulges originated in the coated samples during sliding. The thick flakes or sheet like structures were removed as wear debris which is due to delamination form of wear. Abrasive form of wear was also been reported due to the presence of alloying elements like Co, Cr and W or the combination of different wear mechanisms [5,9]. The hard carbides in
1310 Mohammed Mohaideen Ferozhkhan et al. / Procedia Technology 25 ( 2016 ) 1305 – 1311
the alslidin
4. Co weldimechdendrThe Hcoatearcingdeposthere stainlcrosseThe dworn
lloy matrix woung for a distance
Fig. 6. SEM imag
onclusions Stainless ste
ing process. It hanism. The micrites were planaHAZ was minimd Stellite 6 (Cog current in PTsition rate. Elecis sudden drop
less steel is lesses the fusion zodelamination an
out Stellite 6
uld act as a cute, resulting in ab
e of worn out surfa
eel was coatedhas been char
crostructure of ar, cellular and cmum in Stellite o, Cr & W) are TA process hadctron dispersivep in iron toward. The hardness one and stainles
nd abrasive wearcoating. It is e
tting edge whicbrasive form of
Fig. 5. Micr
ce
over 9Cr-1Mo racterized usingStellite 6 cons
columnar, form6 and the dendcomparatively
d increased thee spectroscopy lds the Stellite 6of Stellite 6 depss steel base anr are the dominevident that the
ch will plough wear.
rohardness of Stellit
steel by FCA wg several technisted of dendrit
med at the interfadrites have form
higher than thee thickness of wline scan analy fusion line in posit was unifor
nd the hardness nant wear mechae PTA hardfaci
the contact sur
te 6 coating
Fig. 7. SEM imag
welding procesniques for micrtes and interdenace of the weld
med from the HAe nominal valueweldment more
ysis of alloying which indicatesrm from the coanear the HAZ
anisms, as obsering process of
face and it may
ge of wear debris
s, followed by rostructure, harndrites with eutowards the top
AZ itself. The aes, as obtained e than 6.44 mmelements in Ste
s that the dilutiating surface anof stainless sterved from the SStellite 6 has g
y get damaged
Stellite 6 with rdness and its utectic carbides.p surface of coaalloying elemenfrom Table 2.
m due to high ellite 6 showedon of Stellite 6
nd it reduces whel is also minim
SEM micrographgood wear resi
after
PTA wear The
ating. nts of High weld
d that 6 into hen it mum. hs of istant

1311 Mohammed Mohaideen Ferozhkhan et al. / Procedia Technology 25 ( 2016 ) 1305 – 1311
characteristics in high temperature valves applications. Acknowledgments
We would like to thank Welding Research Institute, Bharat Heavy Electricals Limited, Trichy, India for providing the necessary resources for this work. References
[1] Deng H, Shi H, Tsuruoka S. Influence of coating thickness and temperature on mechanical properties of steel deposited with Co-based alloy hardfacing coating. Surf Coat Technol 2010;204:3927–34. [2] KENNAMETAL. Guidelines for Stellite® hardfacing onto steels. 2007;p.7-7. [3] Lolla T, Siefert J, Babu SS, Gandy D. Delamination failures of Stellite hardfacing in power plants: a microstructural characterisation study. Sci Technol Weld Join 2014;19:476-86. [4] Singh R, Kumar D, Mishra SK, Tiwari SK. Laser cladding of Stellite 6 on stainless steel to enhance solid particle erosion and cavitation resistance. Surf Coat Technol 2014;251:87–97. [5] Apay S, Gulenc B. Wear properties of AISI 1015 steel coated with Stellite 6 by microlaser welding. Mater Des 2014;55:1–8. [6] Arabi Jeshvaghani R, Shamanian M, Jaberzadeh M. Enhancement of wear resistance of ductile iron surface alloyed by stellite 6. Mater Des 2011;32:2028–33. [7] Gholipour A, Shamanian M, Ashrafizadeh F. Microstructure and wear behaviour of Stellite 6 cladding on 17-4 PH stainless steel. J Alloy Compd 2011;509:4905–09. [8] Luo F, Cockburn A, Lupoi R, Sparkes M, O'Neill W. Performance comparison of Stellite 6® deposited on steel using supersonic laser deposition and laser cladding. Surf Coat Technol 2012;212:119–27. [9] Birol Y. High temperature sliding wear behaviour of Inconel 617 and Stellite 6 alloys. Wear 2010;269:664–71. [10] Chakraborty G, Kumar N, Das CR, Albert SK, Bhaduri AK, Dash S, Tyagi AK. Study on microstructure and wear properties of different nickel base hardfacing alloys deposited on austenitic stainless steel. Surf Coat Technol 2014;244:180–88.





























