Embed Size (px)
Citation preview

ORI GIN AL PA PER
Plasma Spray Process Operating ParametersOptimization Based on Artificial Intelligence
T. Liu • M. P. Planche • A. F. Kanta • S. Deng • G. Montavon •
K. Deng • Z. M. Ren
Received: 25 April 2013 / Accepted: 1 August 2013� Springer Science+Business Media New York 2013
Abstract During plasma spray process, many intrinsic operating parameters allow tai-
loring in-flight particle characteristics (temperature and velocity) by controlling the plasma
jet properties, thus affecting the final coating characteristics. Among them, plasma flow
mass enthalpy, flow thermal conductivity, momentum density, etc. result from the selection
of extrinsic operating parameters such as the plasma torch nozzle geometry, the compo-
sition and flow rate of plasma forming gases, the arc current intensity, beside the coupled
relationships between those operating parameters make difficult in a full prediction of their
effects on coating properties. Moreover, temporal fluctuations (anode wear for example)
require ‘‘real time’’ corrections to maintain particle characteristic to targeted values. An
expert system is built to optimize and control some of the main extrinsic operating
parameters. This expert system includes two parts: (1) an artificial neural network (ANN)
which predicts an extrinsic operating window and (2) a fuzzy logic controller (FLC) to
control it. The paper details the general architecture of the system, discusses its limits and
the typical characteristic times. The result shows that ANN can predict the characteristics
of particles in-flight from coating porosity within maximal error 3 and 2 % in temperature
and velocity respectively. And ANN also can predict the operating parameters from in-
flight particle characteristics with maximal error 2.34, 4.80 and 8.66 % in current intensity,
argon flow rate, and hydrogen flow rate respectively.
Keywords Plasma spraying � ANN � FLC � In-flight particle characteristics �Prediction
T. Liu (&) � M. P. Planche � S. Deng � G. MontavonIRTES-LERMPS, UTBM, 90010 Belfort Cedex, Francee-mail: [email protected]
T. Liu � K. Deng � Z. M. RenShanghai Key Laboratory of Modern Metallurgy and Materials Processing, Shanghai University,149 Road Yanchang, 200072 Shanghai, China
A. F. KantaDepartment of Material Science, University of Mons, Rue de l’Epargne 56, 7000 Mons, Belgium
123
Plasma Chem Plasma ProcessDOI 10.1007/s11090-013-9475-3

Introduction
During atmospheric plasma spray (APS) process, many parameters tailor the in-flight
particle characteristics (velocity and surface temperature) and thus finally influence the
properties of coatings in service [1]. Moreover, the plasma spray jet is unsteady [2] and this
has a strong influence on the particle state upon their impact, as evaluated by J-F Bisson
et al. [3]. Authors have observed that time-dependent particle temperature and velocity
variations due to arc fluctuations, were as large as DT = 600 �C and DV = 200 m/s. More
generally, the following process fluctuations are intrinsic to the plasma spray process:
1. Arc root fluctuations: there are two fluctuation types, ‘‘takeover’’ and ‘‘restrike’’. In
‘‘takeover’’ mode, the arc root produces a point widely attaches to the anode nozzle
wall. The arc voltage evolves almost sinusoidal wave with time and the arc root is
transferred gradually into another attachment point on the wall without disappearing
anode instantaneously. A period of 0.25 ms can be found during the transfer in this
‘‘takeover’’ mode. The ‘‘restrike’’ mode can be understood as ‘‘breakdown’’ and
‘‘reboot’’. In this mode, the length of the arc column increases until the occurrence of a
short circuit which causes the re-attachment of another point and the arc voltage so has
a characteristic dental shape. The duration of a point, from its boot to its breakdown, is
about 0.5 ms [4].
2. Electrode erosions: it was reported that the erosion of the electrodes used in DC
plasma torches operating at atmospheric pressure, results in a variation of average arc
voltage. With a classically service duration of 50 h, the average voltage even can vary
about 20 %. The higher erosion speed can be found with increasing the time duration
of experiment [5, 6].
For about 30 years, relationships between operating parameters and coating structural
characteristics and optical diagnostic results of in-flight particle characteristics have been
studied by many researchers and institutions. But without appropriate process controls,
only a few of these systems are able to operate in the harsh spray environment [1]. Due to
these temporal fluctuations and their coupled relationship [7], it is very difficult, if not
impossible, to control all of them accurately by traditional process control methods.
A control that considers the interdependencies and can quantify the processing
parameter-process response relationship is required [8]. Artificial neural network (ANN) is
an alternative to deal with these complex interrelationships. ANN is a form of regression or
classification modeling which can help resolve these difficulties while striving for longer
term solutions [9]. Thus, ANN is adapted for analyzing the relation between operating
parameters and the characteristics of in-flight particles, the relation between operating
parameters and the properties of coating in service, and also for forecasting operating value
of process parameters [10, 11]. Beside, an approach based on FLC was built up and
implemented to control the processing parameters of APS on-line [12]. Kanta [8] tried to
use ANN and FLC in predicting the valuable APS process parameters relatively to the
coating properties. Jean used the FLC to determine the effect of operating parameters in
order to achieve optimal process conditions in the case of plasma reinforced zirconia
depositions [13].
This work aims at defining an expert system that can operate on-line for atmospheric
plasma spray process by combining ANN and FLC. This system can monitor in-flight
particle characteristics (temperature and velocity) on-line, and then adjust operating
parameters with outputs from FLC which were determined by fuzzy inferences. The
current intensity, the gas flow rates and the ratio of hydrogen were employed as the input
Plasma Chem Plasma Process
123

operating parameters because these three parameters can be automatically controlled and
changed on-line by computer. The temperature and velocity of in-flight particle were
chosen as measured variables because they are indirectly linked to the properties of coating
in service [8]. Experiments were carried out for identifying relationships between char-
acteristics of particle and operating parameters [14, 15].
Architecture of Expert System
This expert system included two blocks, ANN in Matlab (MathWorks, Natick, MA, USA),
and FLC in Labview (National Instruments, Austin, TX, USA). This system runs on a PC
equipped with a Windows� operating system.
Artificial Neural Network
A multi-layer perceptron model based on back-propagation (propagate error between
output and target from the output layer back to all neurons in previous layers) was
employed in this work and is being used widely [11]. Two different ANNs were defined for
the particle characteristics and operating parameters prediction respectively. A network
training function based on back-propagation was used to update weight and bias values
according to gradient descent momentum and an adaptive learning rate [15, 16].
The multi-layer perceptron structure consists of three parts: input layer, hidden layer
and output layer. Two hidden layers were employed because of the coupled situation and
non-linearity relation of the process [17]. And for determining the applicable number of
hidden layer neurons, a small program was used to first train the ANN and second calculate
the network performance from 0101 to 5050 (0101 means there is only one neuron in both
first and second hidden layers; 5050 means there are 50 neurons in first and second hidden
layers). A big number of neurons in hidden layer will enhance the ‘‘over-fit’’ problem, so in
this work, a maximal neuron number of 50 was chosen. For each case, the calculation will
stop after 100 iterations or when the mean square error gets 0.001. At the end of 2,500
trainings, a minimal training error and prediction error can be found out, and finally the
neuron number in each hidden layer were chosen as 15 and 5 in first and second layers for
ANN 1; 15 and 10 in first and second layers for ANN 2. During the training step of
network, the transfer functions used in each layer were tangent-sigmoid and log-sigmoid in
first and second hidden layers respectively which was determined by comparing with other
collocation, and a function pure-line was used in output layer which was most used in on-
line control system [7]. Experimental database was divided in training set and test set
samples to perform the training and test steps as shown in Fig. 1. It is important to have
large enough training sets and test sets to investigate the performance of the designed
network. In this work, the experiment includes three sections: section of current intensity,
section of total gas flow rate and section of hydrogen ratio. So one data point was picked
out from each section to exam the network performance in each section.
The training step was used to determine the connection weights; the test step was used
to calculate simulation results in order to estimate the performance of ANN in predicting
parameters or characteristics of in-flight particle. As show in Fig. 1, at the beginning of the
training phase, the network connection weights were randomized values (between 0 and 1).
Then, training sets were loaded in process to begin the network training, and during the
training, the connection weights and bias were updated according the back propagated
error. After the training is ANN estimation. With the estimation step, the connection
Plasma Chem Plasma Process
123

weights and the patterns of connections were estimated and fixed. After the network
training, the model was tested to verify whether it had acquired source dynamics. If the
ANN output for each test pattern was almost close to the respective target (determined by
calculating the maximal error and average error), the network was considered to have
acquired the underlying dynamics from the training patterns. Before training and test; data
sets were normalized in the range 0–1 in order to eliminate the instability of the response.
The boundary values for each parameter were defined as: current intensity 0–1,000 A;
argon flow rate, 0–100 SLPM; hydrogen flow rate, 0–50 SLPM; in-flight particle velocity,
0–500 m s-1; in-flight particle temperature, 0–3,000 �C.
Fuzzy Logic Control
Fuzzy logic is a mathematic method based on human thinking; natural language is used
instead of traditional logical system. Fuzzy logic theory gives a way to deal with vague and
uncertain problem. The fuzzy logic control (FLC) is a control strategy based on knowledge
which includes a data base and a rule base. It was first presented as fuzzy rules in order to
realize a controller which is trusty to parameter variation, disturbances and non-linearity of
a system [18]. It shows a high efficiency in many industrial applications.
A FLC model embedded in Labview was used to stabilize and adjust APS process with
the cooperation of artificial neural network (ANN). In this model (Fig. 2), a fuzzifier, a
fuzzy inference engine, a knowledge base and a defuzzifier are considered. The fuzzifier
transfer crisp inputs to fuzzy sets, then the inference engine makes fuzzy conclusions with
the knowledge base, and the defuzzifier converts these conclusions into crisp outputs.
Before fuzzification, the input should be treated between 0 and 1 for avoiding numerical
instability. In fuzzy sets, elements were assigned to a grade of membership, such that the
transition from membership to non-membership was gradual rather than abrupt. Fuzzifi-
cation process converted each piece of input data to degrees of membership by a lookup in
Fig. 1 ANN optimization process
Plasma Chem Plasma Process
123

one or several membership functions. The rules used the input membership values as
weighting factors to determine their influence on the fuzzy output sets of the final output
conclusion.
The fuzzy sets and fuzzy rules base were predefined according experiment result, in
form of ‘‘if–then’’ [12], such as ‘‘if A is x1 and B is x2 then C is y1 and D is y200, where x1, x2
are the input membership functions associated with the linguistic input variables A, B,
respectively; and y1, y2 are the output membership functions associated with linguistic
output variables C, D, respectively.
In this work, all input variables were pre-set to trapezoid [19] in five levels (balance
between precision and time–cost) (Fig. 3a), they are BN, NE, NN, PO and BP which
represents big negative, negative, null, positive and big positive, respectively. It means the
monitored parameter is too small or too big comparing with target value when the input is
BN or BP. The process output was compared with a reference, and if there was a deviation,
the controller takes action according to the control strategy. The basic function of the
inference engine was to compute the overall value of the fuzzy output based on the
individual contributions of each rule in the rule base. Each individual contribution rep-
resented the value of the fuzzy output as computed by a single rule. The truth value for the
premise of each rule was computed and applied to the conclusion part of each rule. All
output variables were pre-set to triangle [19] in five levels (Fig. 3b), BR, RE, NN, IN, BI
which represents big reduce, reduce, null, increase and big increase, respectively. For
example, when the output value is -0.3 or 0.3, the controller will reduce or increase 30 %
of the distance between maximal and minimal limitation. The output was set between -0.3
and 0.3 for security reason. Centroid method was used for defuzzification [20]. This
method uses the gravity center of the result to provide the crisp output value [21].
Method of Service of Expert System
There are two different ANN models in this system as presented in Fig. 4. ANN 1 is first
defined for predicting in-flight particle characteristics (i.e. temperature (Tp) and velocity
(Vp)) as explained previously from input coating properties (i.e. porosity). ANN 2 is then
defined for predicting operating parameters (arc current intensity, flow rate of total plasma
gas, and ratio of H2/Ar) when these characteristics (Tp, Vp) are used as input. The time for
a prediction is around 12 ms either for ANN 1 or ANN 2 and it was estimated from Matlab
order ‘‘cputime’’ in Labview.
There are also two FLC models (Fig. 4). FLC 1 receives the real-time values of Tp, Vp,
and compares them to the predicted values given by ANN 1. If there is any difference, FLC
Fig. 2 Simple procedures chart of FLC
Plasma Chem Plasma Process
123

1 will give response, then the results of FLC 1 and ANN 2 will be combined for FLC 2 as a
new target. FLC 2 is then the central block of this system: it compares the real value of
operating parameters with the new target given by FLC 1 and ANN 1 and it will respond
according fuzzy rules pre-set, and then modify the operating parameters. FLC 1 and FLC 2
took 150 ls for making an inference. In fact, when the expert system is in service, the
output of ANN 1 and ANN 2 will not change if the target value is fixed. So the respond
time can be diminished to 300 ls, which is enough for the fluctuations of APS process
(C1 ms) [8].
Experimental Conditions
AMPERIT 744.1 grey alumina (Al2O3–TiO2, 13 by wt.) of -45/?22 lm (d90/d10 of the
particle size distribution) grain size was used as a feedstock material. A F4-MB torch
(Sulzer-Metco, Switzerland) (Fig. 5a) with a 6 mm internal diameter nozzle was installed
Fig. 3 Membership for variablein fuzzy partition
Fig. 4 Flowchart of the expert system
Plasma Chem Plasma Process
123

on the robot and powder injector was fixed vertically at the exit of plasma torch. The
injector internal diameter was 1.8 mm, feedstock rate was 22 g min-1, scanning step was
12 mm per pass and spray distance was 125 mm, with a normal spray angle [9]. Coatings
were sprayed onto 25 9 50 9 3 mm3 304L stainless steel substrates. Prior to spraying,
substrates were manually grit-blasted using white corundum (a-Al2O3) and were fixed on
the surface of a cylinder which could rotate (Fig. 5b). In Table 1, three operating
parameters were listed (I, H2 ? Ar, H2/Ar) and two characteristics (Tp, Vp) of particle in-
flight were also included. During the process, each sample was sprayed with 10 passes in
order to obtain a coating thickness of about 300 lm, minimal thickness.
Temperature and velocity of in-flight particle were measured by DPV 2000 (TECNAR
Automation, St-Bruno, QC, Canada) at the spray distance (125 mm).
The coating properties were examined for building the relation between coating quality
and operating parameters for the expert system (ANN 1 in Fig. 4). According to this
situation, the average porosity of coating was calculated by software method (image J).
The original graphic was converted into binary color (black/white); the threshold is 112,
which means if the gray value is smaller than 112, the pixel will be counted as white; else
the pixel will be counted as black (Fig. 6). For each sample, 10 measures were carried out,
and a maximal value and a minimal value were removed for diminishing the measuring
inaccuracy. Then an average value was calculated with standard deviation. The hardness
was not measured because of the special relation between hardness and porosity [22], and
the coating hardness is determined by the powder material type and the coating
microstructure.
Results and Discussions
Characteristics of In-flight Particles
In-flight particle average velocity and temperature were measured in order to develop the
data bases. With the experimental results in Table 1, it can be found that both the current
intensity and the total gas mass flow can strongly influence particle velocity. Particle
velocity results from the pressure of the plasma gas (induced by the flow rate) and the
Fig. 5 Set up of F4 torch (a) and substrate (b)
Plasma Chem Plasma Process
123

ionization (due to current intensity). When changing the mass flow of total gas from 35
SLPM to 70 SLPM, the velocity increases from 260 to 360 m s-1. Accordingly, the
velocity increases by about 2.8 m s-1 when the total gas mass flow is increased by 1
SLPM. Concerning the effect of the current intensity, the velocity changes from 250 to
320 m s-1 while the current varies from 350 to 650 A corresponding to almost 0.23 m s-1
per 1 A. It is obvious that in-flight particle velocity is quite dependent on total gas mass
flow than on current intensity. When H2/Ar changed, the velocity value of particle
Table 1 Experimental conditions and in-flight particle characteristic
No. Operating parameters Characteristics of particle in-flight
I (A) H2 ? Ar(SLPM)
H2/Ar Velocity(m s-1)
SD Temp.(�C)
SD
1 350 50 0.25 248 22 2,338 76
2 400 50 0.25 266 23 2,366 72
3 450 50 0.25 281 24 2,385 68
4 500 50 0.25 295 24 2,407 68
5 550 50 0.25 307 23 2,426 66
6 600 50 0.25 317 25 2,435 65
7 650 50 0.25 321 24 2,443 65
8 550 35 0.25 261 19 2,436 59
9 550 40 0.25 277 20 2,435 61
10 550 45 0.25 288 23 2,417 62
11 550 55 0.25 312 26 2,401 70
12 550 60 0.25 328 28 2,407 72
13 550 65 0.25 343 27 2,399 77
14 550 70 0.25 359 29 2,407 76
15 550 50 0.06 304 15 2,203 79
16 550 50 0.11 296 20 2,269 80
17 550 50 0.16 298 24 2,335 77
18 550 50 0.19 300 25 2,365 75
19 550 50 0.32 301 23 2,439 60
20 550 50 0.39 297 21 2,460 64
Fig. 6 Optical microscope of Al2O3–TiO2 coating and the binary color conversion
Plasma Chem Plasma Process
123

remained around 300 m s-1. The velocity of in-flight particles has no or little dependence
with H2/Ar, as particle temperature is very sensitive to the ratio of H2. It can be found that
the temperature augments from 2,203 to 2,460 �C with changing the ratio of H2 from 0.06
to 0.39 (#15 to #20 in Table 1). With considering the unit of hydrogen ratio is 1, the
influence from H2 ratio to temperature was estimated as ?788.79 �C per unit of H2.
Comparing to ratio of H2, the current intensity also has a significant influence in promoting
the in-flight particle temperature, but with less efficiency. From #1 to #7 in Table 1, the
current intensity increases from 350 to 650 A, the temperature is correspondently enhanced
from 2,338 to 2,436 �C, and it can be calculated out an efficiency about 0.35 �C per 1 A.
From #8 to #14 in Table 1, it indicates a slight negative influence of total gas flow rate on
particle temperature. Under the experimental condition, total gas flow rate debases slightly
the particle temperature from 2,436 �C to a minimal value about 2,400 �C, which means an
efficiency about -1 �C per 1 SLPM of plasma gas. It is not a simple linear relation
between the operating parameters and the characteristics of in-flight particle, but a linear
relationship was used to calculate the influences from operating parameters to in-flight
particle characteristics in order to give a reference to construct the fuzzy rule bases. So
with these relations between operating parameters and in-flight particle characteristics, a
table can be mapped out (Table 2). This relation map can help to define effective fuzzy
rules pool.
Coating Properties
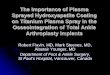
The relationships between porosity and operating parameters were clearly indicated in Fig. 7.
It clearly indicates that increasing current intensity and hydrogen ratio can obviously enhance
coating density. From Fig. 7a, it can be found that average porosity is reduced from 12 to 5 %
by augmenting current intensity from 350 to 650 A. A high current intensity level imports
high ionization energy, in-flight particle surface temperature can then achieve higher level,
and this can lead to a great molten state (less semi-molten and un-molten) which presents in
turn a good density coating. The same trend can be found in Fig. 7c. The average porosity was
reduced from 14 % to about 6 % by increasing ratio of H2 from 0.06 to 0.39. But the influence
of total gas flow rate on the average porosity is more complex. When total gas flow rate
increasing from 35 to 40 SLPM, the porosity augments from 7.5 to 12 %. This may cause by
the reduced exposure time in plasma jet which leads to an increase of un-molten particles.
When continuing to increase flow rate from 40 to 70 SLPM, the porosity flows down and
fluctuates around 7 %. Particle velocity is increased by augmenting the total gas flow rate, and
the impact velocity is also augmented, which gives chance to break the pore and inset the un-
molten particles to substrate or preceding layer.
Predicted Results of ANN 1
The ANN 1 was trained input average coating porosity and output in-flight particle
characteristics. The network is composed of 15 neurons in first hidden layer and 5 neurons
Table 2 Relation map of operating parameters and particle characteristics
I (A) Ar ? H2 (SLPM) H2/Ar
Temperature (�C) ?0.350 -1.000 ?778.788
Velocity (m s-1) ?0.023 ?2.800 0
Plasma Chem Plasma Process
123

in second layer, respectively. The train process would stop if the calculated mean square
error (MSE) was smaller than 0.001 (corresponds to a mean error about 1 %) or if the
iterations arrived at 1,000 (means a bad performance in training process). The length of
train data sets was 17 and three other data groups were used as test data. The training
results were showed in Fig. 8. The x axis and y axis labels (Fig. 8) represented training
target value (T) and training value respectively (y).
The trained in-flight particle temperature and velocity were presented in Fig. 8 by
comparing to training target. It can be found that both temperature and velocity are dis-
persed around the line y = T (which means the trained result fit with the training target
without any error). However, certain points may deviate away. For temperature, the
maximal training error is 6.5 %, and for velocity, the maximal training difference is about
Fig. 7 The effect of parameterson average porosity inpercentage, a current intensity(keep other parameters constant:H2 ? Ar = 50, H2/Ar = 0.25);b total gas flow rate (H2 ? Ar)(keep other parameters constant:I = 550 A, H2/Ar = 0.25); c H2/Ar (keep other parametersconstant: I = 550 A,H2 ? Ar = 50)
Plasma Chem Plasma Process
123

11 %. Then it can be found that the predicted values in test step are consistent with
reference (test target) in Fig. 9. It is obviously that with an error about 3 % in velocity and
with an error of about 2 % in temperature (Table 3), this means that the ANN 1 was rightly
trained at a point between ‘‘under-fit’’ and ‘‘over-fit’’. ANN 1 well performs its ability in
particle characteristics prediction for APS process.
Predicted Results of ANN 2
The relations between in-flight particle characteristics and operating parameters are
complex. Using ANN 2, it is possible to understand directly the dependence between them.
In Table 1, experiences #4, #12 and #18 were chosen for testing the ANN 2, and the others
were used to train the network. Figure 10 shows the prediction results and training results
of ANN 2. The normalized in-flight particle temperature and velocity were designated as
the input of ANN 2; the three operating parameters were also handled and assigned to the
ANN 2 output. The two hidden layers were fixed at 15 and 10 neurons in first and second
layers respectively. Before the training process, all connected weights first were initialized
to random values between 0 and 1. The prediction errors were calculated by equation:
error = (vy - vT) 9 vT-1 9 100, where vy is the network output (predicted result), vT is
the target (training target and prediction target). For obtaining a good performance net-
work, the mean squared error (MSE) was calculated during the training process, and the
training goal was 1 9 10-3. A small program was written and employed to repeat the
training process 100 times, the network was saved after each run, and then the network
with the lowest MSE was picked out to make prediction with tested data (#4, #12, and #18
in Table 1).
The training results were presented in Fig. 10d, the predicted results were showed in
Fig. 10a–c. In Fig. 10d, symbol plus, star, and down triangle represent current intensity,
flow rate of hydrogen and flow rate of argon respectively. The x axis label is trained value
(y); y axis label is true value (T). It can be found that these plus, stars and down triangles
are closely dispersed around the line y = T, which means a good performance in following
the true value is found. The maximal trained error for current intensity is 4.5 %. For argon
and hydrogen flow rates, each of them has several points which diverge from the line
y = T (divergence of argon: 23 % and 12 %, for hydrogen: 98 % and 28 %). Finally,
Fig. 8 The training result ofANN 1
Plasma Chem Plasma Process
123

without these unusual points, the maximal trained error is 6.8 % for argon flow rate and
9 % for hydrogen flow rate Table 4.
In Fig. 10a–c, symbol plus represents the prediction value, and the symbol zero means
true value which is measured. It obviously indicates that the ANN 2 performances a good
prediction ability. In Fig. 10a, the maximal prediction error in current intensity is 2.34 %,
the minimal one is -0.64 %, which corresponds to a difference of 60 and 18, respectively
in Ampere (calculated by multiplying 3,000). In Fig. 10b, the maximal prediction error in
argon flow rate is -4.80 %, the minimal one is 2.98 %. In this situation, the maximal
difference of argon flow rate is about 4.8 SLPM, and the minimal difference is 2.98 SLPM
(calculated by multiplying 100). But for hydrogen flow rate, the maximal prediction error
is 8.66 % which gives a difference of 4.33 SLPM (calculated by multiplying 50); the
minimal prediction error is 3 %, the minimal difference is then 1.5 SLPM.
The Result of Fuzzy Logic Control
The most important criteria for fuzzy logic control is the fuzzy rules pool which likes the
brain of the fuzzy logic control. The expert system contents two blocks: FLC 1 and FLC 2.
Fig. 9 Prediction error of ANN1 in in-flight particle velocity andtemperature
Table 3 Prediction error in temperature and velocity (%)
Data point
1 2 3
Error in temperature -2.22 0.47 0.64
Error in velocity -1.30 -0.76 -3.37
Plasma Chem Plasma Process
123

The block of FLC 1 has two input signals: one is coming from sensor that monitors the
characteristic of in-flight particle; the other is coming from the prediction of ANN 1 which
gives the in-flight particle characteristics from coating property; And three output
parameters: modification altitude in current intensity, modification altitude in hydrogen
ratio and total gas flow rate (using H2/Ar and H2 ? Ar is easier to define fuzzy rules; and
before using, the output will be transferred into flow rate of H2 and Ar). So there are 25
rules in FLC 1 (5 levels for each input). The fuzzy rule is easier in FLC 2, because FLC 2 is
used to compare the predicted parameters with the real parameters in order to determine
the type of modification (increase or decrease or nothing to do) and the level of
Fig. 10 Trained results and prediction of ANN 2
Table 4 The prediction error in operating parameters (%)
Data point
1 2 3
Error in current -1.34 2.34 -0.64
Error in argon -4.80 3.91 2.98
Error in H2 -8.66 3.02 -7.35
Plasma Chem Plasma Process
123

modification. There are three same sub-blocks (corresponding to three output operating
parameters) in FLC 2. So for each sub-block, only 5 rules need to be defined (Fig. 3a).
For both FLC 1 and FLC 2, the fuzzy rules pools were predefined manually according to
experimental data. With relationship given in Table 2, the method for defining fuzzy rules
was determined: for velocity, total gas flow rate was more important than current intensity.
Concerning the temperature, the ratio of H2/Ar was more important than current intensity,
the total gas flow rate had a negative influence on temperature. The relationships in Table 2
were produced from linear function which was more simply to understand then other
complex function in defining fuzzy rules. But how exactly the fuzzy rules were defined? A
simple example can be employed to explain the inference course: supposing, I = 500 A,
H2 ? Ar = 50 SLPM, H2/Ar = 0.25 (so H2: 10 SLPM, Argon: 40 SLPM), and supposing
with these operating parameters, the particle temperature is 2,100 �C, velocity is
300 m s-1. The problem is that the particle temperature is not high enough (supposing
need an augmentation of 100 �C); the velocity is at a right level. So it must raise tem-
perature and keep the velocity value. With this goal, there are three solutions calculated
from Table 2:
1. Increase current by 268 A, and reduce total gas flow rate by 6 SLPM, leading to
I = 768 A, H2 ? Ar = 44 SLPM;
2. Increase H2/Ar by 0.12, so H2/Ar = 0.37;
3. Mixture of method (i) and method (ii); in this solution, there are many mixing ways,
such as:
1 % for solution (i) ?99 % for solution (ii);
……;
99 % for solution (i) ?1 % for solution (ii);
There are finally many other conditions that should be considered, such as: the minimal
and maximal mechanical limitation, the stabilization after adjustment, etc.; And a con-
trolling rule: Less modification, more stability. In this situation, the velocity keep at
300 ms-1, so the total gas flow rate should not be changed. So solution (ii) will be chosen
as the output inference. Thus flow rate of argon will be changed to 36.5 SLPM, and
hydrogen flow rate will correspond to 13.5 SLPM.
The rule surface can be used to test the fuzzy rules pool and check if it has any error.
Rule surface is based on a plan DTp 9 DVP (DTP means the difference monitored in-flight
particle temperature and predicted temperature; DVP means difference between monitored
in-flight particle velocity and predicted velocity. A positive value indicates that real
temperature/velocity is bigger than predicted one and a vertical axis which can be the
current intensity, hydrogen ratio and total gas flow rate. With Fig. 11, FLC 1 can give
inference quickly, for example, supposing DVp = DTp = 1.0, the output value of three
operating parameters (I, H2/Ar, H2 ? Ar) can be found in (a) (b) and (c) in Fig. 11: I =
-0.2, H2/Ar = -0.2, H2 ? Ar = -0.2 (means that current intensity will reduce 20 %,
hydrogen ratio will reduce 20 %, total gas flow rate will reduce 20 % too). These values
will be transferred to FLC 2 for further operation.
In the step of FLC 2, the outputs of FLC 1 and ANN 2 will be combined with each other
and be compared with monitored three operating parameters, and then a negative/positive/
zero value is transported to the input of FLC 2. The rules base here is very simple: BI, IN,
NN, RE, BR in input correspond to BN, NE, NN, PO, BP in output respectively.
Plasma Chem Plasma Process
123

An Example of Expert System for APS
The operating interface of expert system was shown in Fig. 12. This system contents
several input ports for ANN and FLC. The control and prediction system was based on the
platform of Labview and the embedded Matlab script. The two ANNs were loaded from
files which content pre-trained neural network (path of ANN 1, ANN 2 in Fig. 12); and the
two FLCs were loaded from fuzzy files that content membership function and fuzzy rules
pool (path of FLC 1, FLC 2 in Fig. 12). The block named ‘‘sensor parameter’’ includes
three operating parameters, their values were monitored and measured on-line, and these
values will be used in FLC 2. The ‘‘sensor particle’’ presents in-flight particle character-
istics, which were monitored on-line and employed in FLC 1. For ANN 1, in this example,
only coating average porosity was used for predicting particle temperature and velocity; in
future version, coating hardness will also be considered in this system. In Fig. 12, it clearly
shows operation between the three inputs of FLC 2: output from ANN 2 first is combined
with output from FLC 1, then the new combined value is compared with value measured
from sensor, the final difference will be used as input of FLC 2 to inference output
modification, the modification will be showed in Fig. 12 with the new parameters.
Fig. 11 The fuzzy rules map of LFC 1
Fig. 12 Interface of expert system
Plasma Chem Plasma Process
123

The objective of compensating the effect of the operating parameter fluctuations by
adjusting them in order to maintain as constant as possible Tp and Vp is highly determined
by the time characteristic of this system which is composes of two contributions: the
characteristic time related to ANN 1 and ANN 2 (Fig. 4), and the characteristic time
related to FLC 1 and FLC 2 (Fig. 4). ANN 1 and ANN 2 take about 12 ms to make a full
prediction (when operated on a 3.10 GHz Intel� Xeon� CPU-E31225 type processor,
measuring by Matlab order ‘‘cputime’’). Generally, ANN 1 and ANN 2 have not need to be
operated during the spray process by prior. So, once the predictions are obtained, ANN 1
and ANN 2 can be stopped out and discarded from the controlling cycle. FLC 1 and FLC 2
as for them take about 300 ls to be operated, which is short enough regarding most of the
process fluctuations [4, 8].
This system is based on the back propagation algorithm. It makes prediction and
inference according to the manual pre-set data and rules. Its credence degree is highly
dependent on the truthfulness of training sets [15, 16].
This system was trained based on experimental data and other parameters were fixed at
constant values. Additional databases (and hence preliminary experiments) have to be
conducted and considered for other situations: such a methodology requires a very large
number of preliminary tests to train the system. And these constant parameters may
fluctuate un-perceivably which will bring big error in the result. This is a lack of flexibility.
The characteristics of in-flight particle were measured by DPV 2000. The DPV 2000 was
set to export the particle characteristics every second, so its output result is a statistic type,
thus training network with such result will lead a distortion or even a fault.
Conclusions and Perspectives
In this work, experiments were carried out to measure the relation between in-flight par-
ticle characteristics and operating parameters. The result displays: ratio of H2/Ar is more
efficient in influencing the temperature of in-flight particles than current intensity, but it
does not influence significantly particle velocity. Total gas mass flow is more efficient in
influencing particle velocity than current intensity.
The relationship between operating parameters and in-flight particle characteristics has
been mapped out, and then used to define and optimize the fuzzy rules base.
ANN 1 and ANN 2 have been trained with the results of experiments. ANN 1 can
predict the characteristics of in-flight particles from coating porosity within maximal error
3 and 2 % in temperature and velocity respectively. ANN 2 predicts the operating
parameters from in-flight particle characteristics with maximal error 2.34, 4.80 and 8.66 %
in current intensity, argon flow rate, and hydrogen flow rate respectively. Thus these ANNs
can be used in the expert system for quickly responding and precisely controlling when
tolerance is detected between real-time value and target value.
This system is not completed at this moment. In-flight particle characteristics were
measured and used to train the ANNs and define fuzzy rules off-line. The cooperation
between FLCs and ANNs has just been tested on PC, the input of FLCs needs also on-line
monitor as the output of FLCs needs actuator to execute control order. So this expert
system should also need on-line monitor, which should be sensitive in time (high sampling
frequency), but the unique method for measuring in-flight particle is doing by graphic
calculation. In this work, the highest sampling time is 1 s (DPV 2000, TECNAR Auto-
mation, Canada). Lack of sample will diminish the network confidence, and the prediction
Plasma Chem Plasma Process
123

will have a big difference compared to the true value. Actually, hardware like sensors and
actuators are defined and installed on a spray system before being tested.
Acknowledgments Authors give a great thank to the support from the program Marie-Curie for IPACTS(International Partnership for Advanced Coatings by Thermal Spraying) under Grant # 268696.
References
1. Fauchais P, Vardelle M, Vardelle A, Bianchi L (1996) Plasma spray: study of the coating generation.Ceram Int 22(4):295–303
2. Coudert JF, Planche MP, Fauchais P (1996) Characterization of dc plasma torch voltage fluctuations.Plasma Chem Plasma Process 16(1):211S–227S
3. Bisson JF, Gauthier B, Moreau C (2003) Effect of plasma fluctuations on in-flight particle parameters.ASM Int 12(1):38–43
4. Heberlein JV (2002) Electrode phenomena in DC arcs and their influence on plasma torch design. HighTemp Mater Process (New York) 6(3):321–338
5. Szente RN, Munz RJ, Drouet MG (1992) Electrode erosion in plasma troches. Plasma Chem PlasmaProcess 12(3):327–343
6. Rigot D, Delluc G, Pateyron B, Coudert JF, Fauchais P, Wigren J (2003) Transient evolution and shiftsof signals emitted by a DC plasma gun (type PTF4). High Temp Mater Process (New York)7(2):175–185
7. Guessasma S, Montavon G, Coddet C (2004) Neural computation to predict in-flight particle charac-teristic dependences from processing parameters in the APS process. ASM International 13(4):570–585
8. Kanta AF, Montavon G, Berndt CC, Planche MP, Coddet C (2011) Intelligent system for prediction andcontrol: application in plasma spray process. Expert Syst Appl 38(1):260–271
9. Bhadeshia HKDH (1999) Neural networks in materials science. Iron Steel Inst Jpn Int 39(10):966–97910. Guessasma S, Montavon G, Gougeon P, Coddet C (2003) Designing expert system using neural
computation in view of the control of plasma spray processes. Mater Des 24(7):497–50211. Kanta AF, Montavon G, Planche MP, Coddet C (2009) Artificial neural networks implementation in
plasma spray process: prediction of power parameters and in-flight particle characteristics vs. desiredcoating structural attributes. Surf Coat Technol 203(22):3361–3369
12. Kanta AF, Montavon G, Planche MP, Coddet C (2008) In-flight particle characteristics control byimplementing a fuzzy logic controller. Surf Coat Technol 202(18):4479–4482
13. Jean MD, Lin BT, Chou JH (2006) Design of a fuzzy logic approach for optimization reinforcedzirconia depositions using plasma sprayings. Surf Coat Technol 201(6):3129–3138
14. Jean MD, Lin BT, Chou JH (2008) Application of an artificial neural network for simulating robustplasma sprayed zirconia coatings. J Am Ceram Soc 91(5):1539–1547
15. Datta S, Pratihar DK, Bandyopadhyay PP (2012) Modeling of input-output relationships for a plasmaspray coating process using soft computing tools. Appl Soft Comput 12(11):3356–3368
16. Wang L, Fang JC, Zhao ZY, Zeng HP (2007) Application of backward propagation network forforecasting hardness and porosity of coatings by plasma spraying. Surf Coat Technol 201(9–11):5085–5089
17. Syed AA, Denoirjean A, Hannoyer B, Fauchais P, Denoirjean P, Khan AA, Labbe JC (2005) Influenceof substrate surface conditions on the plasma sprayed ceramic and metallic particles flattening. SurfCoat Technol 200(7):2317–2331
18. Choudhury TA, Hosseinzadeh N, Berndt CC (2011) Artificial neural network application for predictingin-flight particle characteristics of atmospheric plasma spray process. Surf Coat Technol 205(21–22):4886–4895
19. Monicka JG, Sekhar NO, Kumar KR (2011) Performance evaluation of membership functions on fuzzylogic controlled AC voltage controller for speed control of induction motor drive. Int J Comput Appl13(5):8–12
20. Mamdani EH (1974) Application of fuzzy algorithms for control of simple dynamic plant. Proc InstElectr Eng 121(12):1585–1588
21. Jean MD, Lin BT, Chou JH (2007) Design of a fuzzy logic approach based on genetic algorithms forrobust plasma-sprayed zirconia depositions. Acta Mater 55(6):1985–1997
22. Sarikaya O (2005) Effect of the substrate temperature on properties of plasma sprayed Al2O3 coatings.Mater Des 26(1):53–57
Plasma Chem Plasma Process
123