Embed Size (px)
Citation preview

Acta Materialia 53 (2005) 2563–2579
www.actamat-journals.com
Plasma nitridation of aluminized high purity iron
Koji Murakami a,*, Norihide Nishida a, Kozo Osamura b, Yo Tomota c, Tetsuya Suzuki d
a Industrial Technology Center of Okayama Prefecture, Department of Materials Engineering, 5301 Haga, Okayama City Okayama
Prefecture 701-1296, Japanb Department of Materials Science and Engineering, Kyoto University, Sakyo-ku, Kyoto 606-8501, Japan
c Institute of Applied Beam Science, Graduate School of Science and Engineering, Ibaraki University, 4-12-1 Nakanarusawa, Hitachi,
Ibaraki 316-8511, Japand Research Center for Superplasticity, Faculty of Engineering, Ibaraki University, 4-12-1 Nakanarusawa, Hitachi, Ibaraki 316-8511, Japan
Received 31 October 2004; received in revised form 3 February 2005; accepted 7 February 2005
Available online 2 April 2005
Abstract
Surface treatment of high-purity iron by powder liquid coating aluminization and plasma nitridation is investigated with respect
to the mechanism of hardening and nitrogen diffusion. Grain boundaries in the aluminized layer are found to be preferentially
nitrided in the early stage of nitridation, accompanied by the formation of c 0-Fe4N platelets in the substrate. Aluminization and
nitridation increase the hardness from HV110–120 for the original a-Fe(Al) to HV1200–1500 for the modified specimen, which con-
sists of an a-Fe(Al) matrix with c 0-Fe4N and rocksalt AlN. Transmission electron microscopy observation reveals the AlN to be
present in the form of platelets of 2–3 nm in thickness with an orientational relationship of (001)a//(001)AlN and [110]a//
[100]AlN (Baker–Nutting relationship). The kinetics of plasma nitridation is formulated, and good agreement with the experimental
results is obtained when first- or second-order reactions are assumed for the formation of AlN under constant N flux at the surface.
� 2005 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
Keywords: Plasma nitridation; Aluminization; Iron; Kinetics
1. Introduction
The powder liquid coating aluminization technique
recently reported by Murakami et al. [1–4], in combina-
tion with plasma nitridation, is expected to be a useful
surface treatment for die casting machines as protectionagainst severe erosion by molten Al or other liquid met-
als. The major benefit of such a treatment technique is
the ability to treat the internal surfaces that are exposed
to these severe environments; in contrast, other protec-
tive coatings such as CrN, TiN, and TiAlN films are
1359-6454/$30.00 � 2005 Acta Materialia Inc. Published by Elsevier Ltd. A
doi:10.1016/j.actamat.2005.02.014
* Corresponding author. Tel.: +81 862 869 600; fax: +81 862 869 630.
E-mail addresses: [email protected] (K. Muraka-
mi), [email protected] (N. Nishida), kozo.osamura@
materials.mbox.media.kyoto-u.ac.jp (K. Osamura), tomota@ mx.ibar-
aki.ac.jp (Y. Tomota), [email protected] (T. Suzuki).
deposited by physical vapor deposition, a technique that
is restricted to external surfaces. The combination of
aluminization and nitridation has already been pro-
posed by Tsuji [5,6] and Bindumadhavan [7] for tool
steel and carbon steel, and hardnesses of HV1000–
1500 have been achieved for the modified layer. Harden-ing by steel nitridation is thought to occur through the
formation of hard nitrides, resulting in higher internal
stress in the matrix, or Guinier–Preston zones. However,
the detailed hardening mechanism has yet to be studied
in detail for this aluminization and nitridation
technique.
In this study, high-purity iron is treated by powder li-
quid coating aluminization and subsequent plasmanitridation, and the hardened layer is characterized. A
diffusion equation for nitrogen is formulated taking
ll rights reserved.

2564 K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579
the formation of nitrides in the aluminized layer into
consideration.
2. Experimental
High-purity Fe (99.9%) disks were used as substrates.
The substrate was polished with abrasive paper to #600
and washed twice with acetone in an ultrasonic cleaning
bath for 0.3 ks each time. For powder liquid coating
aluminization [4], a slurry was prepared by stirring a
mixture of atomized Al powder (under 3 lm in diame-
ter), crushed Al2O3 (levigated to 1 lm) and ethanol
(12.0 · 103 mm3 for mixed powders of 1.0 · 10�2 kg)with an impeller at 50 revolutions per second for
0.6 ks. The slurry was pasted onto the disks to a cover-
age of 0.50 mg/mm2, and the specimens were heated in
an oven at 333 K for 1.8 ks to remove ethanol. Each
of the prepared disks was then heated in a quartz cylin-
der by infrared radiation in a vacuum of 1.3 · 10�3 Pa.
The temperature was raised at 1.33 K/s, held at
1273 K for 3.6 ks, and then the samples were cooled un-der N2 gas flow at about �2 K/s to room temperature.
Fig. 1. Schematic illustration of (a) plane-polishing and (b) XRD
measurement.
After the residual powder had been removed with
acetone in an ultrasonic cleaning bath, the aluminized
substrates were placed in the plasma nitriding chamber.
The chamber was evacuated to 1.3 Pa and mixture of Ar
and H2 gas (Ar:H2 = 1:1 by volume) was introduced at
an inflow rate controlled by massflow controllers so asto maintain a total chamber pressure of 1.3 · 102 Pa.
The aluminized substrates were heated to 873 K under
direct current (dc) glow discharge to remove the passive
oxide surface layer, which prevents effective nitridation.
After sputtering for 3.6 ks, gas supply was changed to
N2:H2 = 7:3, and the total pressure was maintained at
3.9 · 102 Pa. The nitriding temperature was varied from
773 to 873 K, and nitriding was conducted for 3.6–32.4 ks. The specimens were furnace cooled after nitrid-
ation. The nitriding conditions are hereafter denoted by
TK-tks, and this expression implicitly means that the
Fig. 2. Schematic illustration of specimen preparation for TEM
observation: (a) polished and chemically etched plane showing cross-
sectional microstructure (left) and the FIB configuration (right);
(b) picking of a thin fragment from the molded specimen and
mounting on a grid; (c) final thinning.

(b)
(a)
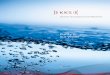
Fig. 3. Variation in cross-sectional Vickers hardness as a function of
distance from the surface: (a) 773/823/873K-14.4ks; (b) 873K-3.6/14.4/
32.4ks.
(a)
K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579 2565
specimen had also been previously aluminized under the
above conditions.
Cross-sections for testing were polished using a dia-
mond slurry and finished using a colloidal silica suspen-
sion. The hardness profile of the modified layer was then
obtained using a Vickers hardness tester with a load of98 mN, and the microstructure was observed by optical
microscopy and electron probe microanalysis (EPMA).
Concentration profiles for Fe, Al, and N were quantita-
tively measured by EPMA with ZAF matrix correction.
The specimens were subsequently etched with 5% nital
(nitric acid:ethanol = 5:95 by volume) and observed by
field-emission scanning electron microscopy (FE-
SEM). The chemical state of Al was analyzed by field-emission Auger electron spectrometry (FE-AES). For
phase identification of the graded modified layer,
X-ray diffraction (XRD) measurements were taken after
repeated plane-polishing of the modified surface, as
shown in Fig. 1. For this procedure, the modified layer
was polished down by 5–10 lm using 6 lm diamond
slurry, and the Bragg–Brentano geometry was used for
XRD measurement.The detailed microstructure of the aluminized and ni-
trided layer was observed by transmission electron
microscopy (TEM), for which the thin films were pre-
pared using a Ga focused ion beam (FIB) with in-situ
tungsten plucker and tungsten deposition system, as de-
picted in Fig. 2. The acceleration voltage for sputtering
the surrounding (Fig. 2(a)) and rough thinning (Fig.
2(b)) was 40 kV, and that for final thinning was 10 kV.
(b)
(c)
(d)
(e)
Fig. 4. Concentration profiles for Al and N as a function of distance
from the surface: (a) 773K-14.4ks; (b) 823K-14.4ks; (c) 873K-3.6ks;
(d) 873K-14.4ks; (e) 873K-32.4ks.
3. Experimental results
3.1. Cross-sectional properties of modified layer
Fig. 3 shows the cross-sectional Vickers hardness pro-
files of the aluminized and nitrided specimens of 773/823/873K-14.4ks (a) and 873K-3.6/14.4/32.4ks (b). The
hardness of the aluminized and nitrided layer of the
773K-14.4ks specimen is about HV200, which is similar
to that of a-Fe(Al) alloy. However, the hardness of the
823K-14.4ks specimen was much higher, HV1200, dem-
onstrating a remarkable increase at higher nitridation
temperature. Similarly, the thickness of the hardened
layer increased from 10 lm (3.6 ks) to 60 lm (32.4 ks)at 873 K.
Fig. 4 shows concentration profiles of Al and N for
the specimens in Fig. 3, where c 0 corresponds to coarse
platelets of Fe4N, and Fig. 5 shows a compositional im-
age and corresponding area analyses for the modified
layer by EPMA. Condensation of N at the grain bound-
aries of a-Fe(Al) can be observed in Fig. 5, and irregular
platelets of c 0-Fe4N was identified at the interface be-tween the aluminized layer and the substrate. The first
derivatives of the Auger electron spectra and the second-
ary electron image showing the measurement points (fora specimen chemically etched with 5% nital) are shown
in Fig. 6, where the indentations due to Vickers hardness

Fig. 5. Cross-sectional compositional image and X-ray area analysis of 873K-3.6ks specimen after aluminization: (a) compositional image;
(b) Fe-map; (c) Al; (d) N.
2566 K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579
measurement and the contamination array of C due toEPMA can be observed. The valley in the Al spectrum
in Fig. 6(b) is shifted from that in Fig. 6(d) by 2 eV,
the former indicating the chemical state of nitride and
the latter metallic state. Fig. 6(c), obtained in the region
of an a-Fe(Al) grain boundary, displays two valleys due
to nitride and metallic Al. A magnified secondary elec-
tron image by FE-SEM of a more deeply etched grain
boundary than that in Fig. 6(a) is shown in Fig. 7,revealing the preferential precipitation of orthogonally
intersecting platelets.
3.2. Phase identification by XRD and TEM
Fig. 8 shows the XRD profiles of the aluminized (a)
and nitrided specimens (773/823/873K-14.4ks, (b)–(f)) be-
fore plane-polishing. In Fig. 8(b)–(f), nitrides of c 0-Fe4Nand e-Fe2-3N can be seen on the surface, and the peaks
due to thea-Fe(Al)matrix appear to become broaderwith
increasing nitriding temperature. In the samples nitrided
at 873 K (Fig. 8(d)–(f)), the peaks of c 0-Fe4N and
e-Fe2-3N became larger with increasing nitriding time,
while those of a-Fe(Al) became weaker and broader.
The series of XRD patterns obtained for the plane-
polished surfaces of the aluminized and nitrided speci-
mens is shown in Fig. 9. Here, the X-ray penetrationdepth was estimated from the relation expð�2lt= sin hÞto be approximately 0.1, suggesting that the depth
ranges from 1 to 3 lm for 2h = 20–60� (Cu Kaline (k = 0.1542 nm), chemical composition of Fe–
10mass%Al–10N). In the specimens nitrided for
14.4 ks (Figs. 9(a), (b), and (d)), polishing revealed a
sudden decrease in e-Fe2-3N and c 0-Fe4N. The diffrac-
tion intensities of c 0-Fe4N increased again at the inter-face between the aluminized layer and the substrate
(Fig. 4(a), (b), and (d)), where the 823K-14.4ks specimen
exhibited the highest intensity for c 0-Fe4N. While the
specimen nitrided at 873 K for 3.6 ks (Fig. 9(c)) did
not exhibit a remarkable increase in the abundance of
c 0-Fe4N at the terminal of the aluminized layer, nitrida-
tion for 32.2 ks at the same temperature (Fig. 9(e)) pro-
duced a large amount of e-Fe2-3N as well as thecharacteristic transition in the c 0-Fe4N content as seen
for specimens nitrided at 873 K for 14.4 ks (Fig. 9(d)).
Transmission electron micrographs of the 873K-
14.4ks specimen are shown in Fig 10, where (a) is a
bright-field image of [001]a-Fe-incident, (b) is the se-
lected-area diffraction for the area in (a), (c) is the in-
dexed patterns for (b), (d) and (e) are the dark-field
images obtained for diffraction spots B and C in (b),

Fig. 6. (a) Cross-sectional secondary electron image and (b) Auger electron spectra of Al obtained at points 1–3 after chemical etching with 5% nital
(873K-3.6ks).
K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579 2567
and (f) is a bright-field image obtained at the edge of the
FIB area. The bright-field images (Fig. 10(a) and (f)) re-
veal orthogonally intersecting platelet precipitates of less
than 5 nm in thickness.
4. Discussion
4.1. Precipitation during plasma nitridation of aluminized
high-purity Fe
As shown in Fig. 9, the amount of c 0-Fe4N in thesurface layer was low in the aluminized layer, higher
at the interface between the aluminized layer and the
substrate, and then approached zero in the substrate.
This elevation of c 0-Fe4N abundance at the interface
corresponds to the formation of coarse c 0-Fe4N,and correlates with the plateau in the concentration
profile of N (Fig. 4(b) and (e)) at 20 at.%. Whereas
only platelet c 0-Fe4N is seen in Fig. 6(a), coarse and
irregular platelets of c 0-Fe4N containing Al were
formed at extended nitridation times. This is attribut-
able to the misfit between c 0-(Fe-Al)4N and a-Fe(Al),
where the orientational relationship between a-Feand c 0-Fe4N [8] ðð012Þa==ð112Þc0 Þ is imperfectlysatisfied.

(a)
(b)
(c)
(d)
(e)
(f)
Fig. 8. X-ray diffraction intensity profile of aluminized and nitrided
surface before plane-polishing: (a) aluminized; (b) nitrided under
conditions of 773K-14.4ks; (c) 823K-14.4ks; (d) 873K-3.6ks; (e) 873K-
14.4ks; (f) 873K-32.4ks.
Fig. 7. Cross-sectional secondary electron image observed after
chemical etching with 5% nital (873K-14.4ks).
2568 K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579
From Fig. 4(c)–(e), the aluminized layer appears to
have grown during nitridation. The inhomogeneities
in the thickness of the aluminized layer were present
before nitridation, as the substrates were coated by lo-
cally nonuniform adherence of fine liquid particle of Al
during the aluminization process. This spatial inhomo-
geneity resulted in a variation in the thickness of the
aluminized layer from 50 to 70 lm across the specimen.
Although the interdiffusion coefficient of Al in a-Fe at873 K has not yet been reported, extrapolation from
the data of Hirano and Hishinuma [9] and Nishida
et al. [10] gives values of 1.52 · 10�4 and 7.7 ·10�7 lm2/s, respectively. These values indicate that diffu-
sion of Al during nitridation (773–873 K) was essentially
negligible.
From Figs. 3 and 4, the variation in cross-sectional
hardness corresponds well with the N concentrationprofile. Platelets of c 0-Fe4N were observed in the alu-
minized and nitrided layer as well as in the substrate.
As the hardness of c 0-Fe4N is almost the same as that
of high-purity Fe, and the strain introduced by
precipitation is small, the presence of c 0-Fe4N did
not affect the hardness of the surface. Although
e-Fe2-3N is harder than c 0-Fe4N, the former was
only present at the surface and as such did not con-tribute to an increase in the cross-sectional hardness
(Fig. 3).
From the observation that the layer with hardness
of greater than HV500 (layer (i) in Fig. 4) had a nitro-
gen concentration of 15–20 at.% and contained a-Fe(detected by XRD), nitrides containing more than
20 at.% N are considered to be present in the hardened
layer (i). Fig. 5 suggests that fine nitrides precipitatedpreferentially at the grain boundary, then began precip-
itating uniformly in the grains of a-Fe(Al) extending
from the surface. Although part of the aluminized re-
gion was not completely nitrided (layer (ii) in Fig.
6(a) and Fig. 4(c) (873K-3.6ks)), platelet c 0-Fe4N was
present in layer (iii). This suggests that N atoms dif-
fused along the grain boundaries in the aluminized
layer, where preferential precipitation of fine nitridesoccurred, leading to the precipitation of c 0-Fe4N as
platelets in the substrate (a-Fe). The precipitation of
fine nitrides occurred in the grains of a-Fe(Al), and
the effectively hardened layer grew into the substrate,
as shown in Fig. 4.
From Fig. 6, the precipitates that effectively in-
creased the hardness are thought to be aluminum nit-
rides, as previously reported for Fe-Al foils [8,11–16].The orthogonal orientation of coarser nitrides at the
grain boundary (Fig. 7) suggests a certain orientational
relationship between the nitride and the matrix
(a-Fe(Al)). From Fig. 10(b) ([001]a-Fe-incident) and
another pattern for [011]a-Fe-incident, platelet precipi-
tates were identified as rocksalt AlN (space group num-
ber 225(Fm�3m), a = 0.405 nm [17,18]). The
orientational relationship between a-Fe and AlN was(001)a//(001)AlN and [110]a//[100]AlN, which is well
known as the Baker–Nutting orientational relationship.

Fig. 9. X-ray diffraction intensity profile of plane-polished surface: (a) nitrided under conditions of 773K-14.4ks; (b) 823K-14.4ks; (c) 873K-3.6ks;
(d) 873K-14.4ks; (e) 873K-32.4ks.
K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579 2569
This semi-coherency is thought to result in the two-
dimensional growth of fine rocksalt AlN. As the con-
centration of N was higher than that of Al as shown
in Fig. 4, the nitride is thought not to be stoichiometricAlN but rather involve some degree of Fe substitution
for Al.
Although the precipitation of wurtzite AlN has been
reported to be chemically more advantageous than that
of rocksalt AlN in terms of the Gibbs� free energy, the
former is accompanied by a large volume misfit with
the matrix, which increases the strain energy [15]. Once
rocksalt AlN forms, it has been reported to resist
transformation to wurtzite AlN due to the large kinetic
barrier hindering the rearrangement of Al and N. It
has also been reported that after wurtzite AlN has
transformed into rocksalt AlN at high pressure(15 GPa), the rocksalt structure is retained even after
the pressure is released [17,18]. Based on these reports,
the Gibbs� free energy change upon nitridation of the
aluminized high-purity Fe is thought to be as shown
in Fig. 11.
As discussed above, the aluminized and nitrided
layer owes its high hardness to the precipitation of fine
platelets of rocksalt (Al,Fe)N. The kinetics dealing with

Fig. 10. Transmission electron micrographs of 873K-14.4ks specimen: (a) bright-field image; (b) selected-area diffraction pattern corresponding to
(a); (c) indices corresponding to (b); (d) dark-field image obtained at spot B in (b); (e) dark-field image obtained at spot C in (b); (f) bright-field image
at the edge of the FIB area.
free
ene
rgy
Fig. 11. Gibbs� free energy diagram for plasma nitridation of a-Fe(Al).
2570 K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579
the precipitation of nitrides in this graded Fe–Al
–N system is reduced in this study to a uniform
precipitation process of stoichiometric AlN in a graded
a-Fe(Al) matrix. The model is then calculated numeri-cally in order to investigate the diffusion and precipita-
tion processes.
4.2. Numerical analysis of nitrogen diffusion and phase
precipitation during plasma nitridation of aluminized
high-purity iron
4.2.1. Formulation and calculation procedure
The numerical analysis adopted here is based on the
following assumptions.
(i) Growth of the diffusion layer (a-Fe(Al)) into the
substrate and formation of e-Fe2-3N and c 0-Fe4N
are not considered. Growth of the diffusion layer
was shown in Section 4.1 to be negligible. Super-
saturated N in a-Fe(Al) is treated as interstitial
atoms in the bcc lattice and as such do not cause
a volume change.
(ii) The thin slab is subdivided into two parts; matrix(a-Fe(Al)) and nitride (rocksalt AlN), as shown in
Fig. 12. Nitrogen atoms only pass through the
matrix, and a fraction of the N atoms are trapped
by Al to form stoichiometric AlN. The reaction rate
for this process follows an nth order reaction with
respect to the concentration of N and Al in the
matrix.

x
AlN
J(x,t)
N N
Fig. 12. Schematic illustration of N diffusion and formation of AlN in
a thin slab during plasma nitridation of aluminized high-purity Fe.
K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579 2571
(iii) The volume fraction of AlN v(t,x) (x is distance
from the surface, t is nitriding time) is regarded
as the reduction of the section through which N
passes. The size of AlN is not treated explicitly.
(iv) The surface state of the specimen during plasma
nitridation is considered under the following two
conditions:
(a) I ncoming flux is constant (J0).(b) Concentration of N in the matrix is constant
(c0).
(v) The system is semi-infinite.
From assumption (iii), the flux of N in the matrix
J(t,x) is given by
Jðt; xÞ ¼ � 1� vðt; xÞð ÞD ocðt; xÞox
; ð1Þ
where D is the diffusion coefficient of N in a-Fe at 873 K
(in lm2/s) and c(t,x) is the concentration of N in the ma-
trix (in mol/lm3). From assumptions (i) and (ii), the dif-
fusion equation (2) contains two terms in the partial
differentiation with respect to t:
o
ot1� vðt; xÞð Þcðt; xÞ þ qNvðt; xÞð Þ
¼ Do
oxð1� vðt; xÞÞ ocðt; xÞ
ox
� �: ð2Þ
The first term in the partial differentiation on the left-
hand side of Eq. (2) corresponds to the net increase ofN in the matrix (a-Fe(Al)), and the second corresponds
to that in the nitride.
The reaction rate of N with Al in the matrix is pro-
portional to the nth power of the product of the
amounts of Al in the matrix and N, following assump-
tion (ii). The density of N (or Al) in rocksalt AlN,
qN(=qAl) = 1.0 · 10�13 mol/lm3, is used to determine
the reaction rate, as follows.
qN
ovðt; xÞot
¼ K 1� vðt; xÞð Þcðt; xÞ � 1� vðt; xÞð ÞcAlðt; xÞ½ �n;
ð3Þwhere K is a reaction rate constant corresponding to the
reactivity of N towards Al in the matrix, and cAl is the
concentration of Al in the matrix according to the fol-
lowing material balance between the matrix and the
nitride:
cAlðt ¼ 0; xÞ ¼ 1� vðt; xÞð ÞcAlðt; xÞ þ vðt; xÞqAl: ð4ÞEquations (2) and (3) are the fundamental equations for
this system, and the initial and boundary conditions, de-
rived from assumptions (iv) and (v), are as follows.
cðt ¼ 0; xÞ ¼ 0; ð5Þ
Jðt; x ¼ 0Þ ¼ const: ¼ J 0; ð6Þ
cðt; x ¼ 0Þ ¼ const: ¼ c0; ð7Þ
limx!þ1
cðt; xÞ ¼ 0: ð8Þ
As analytical solutions satisfying the above equationsand boundary conditions cannot be obtained, the sys-
tem is converted to difference equations following the
scheme reported previously [1,2]. By Taylor expansion,
the left-hand side of Eq. (2) is converted to a difference
equation with error of O((Dt)2) as follows.
o
ot1� vðt; xÞð Þcðt; xÞ þ qNvðt; xÞð Þ
¼ 1
Dt1� vðt þ Dt; xÞð Þcðt þ Dt; xÞ þ qNvðt þ Dt; xÞ½ �f
� 1� vðt; xÞð Þcðt; xÞ þ qNvðt; xÞ½ �g
� 1
2
o
oto
ot1� vðt; xÞð Þcðt; xÞ þ qNvðt; xÞð Þ
� �Dt
þOððDtÞ2Þ: ð9Þ
In the same way, the right-hand side of Eq. (2) is con-verted as follows by averaging the forward and back-
ward difference scheme.
o
oxð1� vðt; xÞÞocðt; xÞ
ox
� �
¼ 1
2ðDxÞ21� vðt;xþDxÞð Þ cðt;xþDxÞ � cðt;xÞð Þ½f
� 1� vðt;xÞð Þ cðt;xÞ � cðt; x�DxÞð Þ�þ 1� vðtþDt;xþDxÞð Þ cðtþDt; xþDxÞð½�cðtþDt;xÞÞ � 1� vðtþDt;xÞð Þ cðtþDt;xÞð
�cðtþDt;x�DxÞÞ�g � 1
2
o
oto
ox1� vðt;xÞð Þoc
ox
� �� �Dt
þ 1
2
o
oxovðt;xÞox
ocðt;xÞox
� �DxþOðDtDxÞ: ð10Þ
By substituting Eqs. (9) and (10) into Eq. (2), the diffu-sion equation to be solved is expressed as

2572 K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579
ð1� viþ1;jÞciþ1;j þ qNviþ1;j
� �� ð1� vi;jÞci;j þ qNvi;j� �
¼ a ð1� vi;jþ1Þðci;jþ1 � ci;jÞ � ð1� vi;jÞðci;j � ci;j�1Þ� ��
þ ð1� viþ1;jþ1Þðciþ1;jþ1 � ciþ1;jÞ�
�ð1� viþ1;jÞðciþ1;j � ciþ1;j�1Þ��; ð11Þ
a � DDt
2ðDxÞ2; ð12Þ
where t = iDt (0 6 i 6M) and x = jDx (0 6 j 6 N). The
local round-off error for this system is of the order of
DtDx.The numerical solution for the evolution of v(t,x)
(Eq. (3)) can be obtained by the Runge–Kutta method
as follows.
viþ1;j ¼ vi;j þ1
6Dv1 þ 2Dv2 þ 2Dv3 þ Dv4ð Þ; ð13Þ
where
ovðt; xÞot
¼ f ðvðt; xÞÞ; ð14Þ
(a)
(c)
(e)
Fig. 13. Profiles of (a,b) concentration of N in a-Fe(Al), (c,d) total concentra
from the surface calculated assuming boundary condition (6): MDt = 3.6 ks,
Dv1 ¼ f ðvi;jÞDt;Dv2 ¼ f ðvi;j þ Dv1
2ÞDt;
Dv3 ¼ f ðvi;j þ Dv22ÞDt;
Dv4 ¼ f ðvi;j þ Dv3ÞDt:
9>>=>>;: ð15Þ
The boundary condition Eq. (6) is converted to the dif-
ference form by the Savitzki–Golay method, where a cu-
bic curve is fitted to the first four data points from the
surface (ci,0,ci,1,ci,2,ci,3) and the first differentiation at
j = 0 is calculated as follows.
Jðt; x ¼ 0Þ ¼ J 0
¼ � 1� vðt; xÞð ÞD ocðt; xÞox
� �����x¼0
’ �ð1� vi;0ÞD � 11ci;0 � 18ci;1 þ 9ci;2 � 2ci;36Dx
� �:
ð16Þ
Here, as D for the Fe–Al system has not yet been re-
ported, the value for a-Fe (13 lm2/s [19–21]) was used
for the calculation. The incoming flux at the surfaceJ0 = 7.7 · 10�17 mol N/lm2/s was determined from the
(b)
(d)
(f)
tion of N, and (e,f) volume fraction of nitride as a function of distance
Dx = 0.5 lm, N = 400 (N = 200 for Dt = 0.01 s).

K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579 2573
mass gain of the nitrided specimens, which is expected to
include error due to the sputtering of Fe.
The full calculation procedure is summarized as
follows.
(I) Set the time increment Dt and the spatial resolu-tion Dx.
(II) Load the initial condition cAl(t = 0,x) and set
v0,j = 0 for any j.
(III) Calculate {vi + 1,j} from {vi,j} (calculate Eq. (15),
then (13)).
(IV) Calculate {ci + 1,j} from {ci,j}, {vi + 1,j}, and {vi,j}
(solve Eqs. (11) and (16)).
(V) Repeat from step (III).
4.2.2. Calculation results for boundary condition (6)
Fig. 13 shows the calculated N concentration and
volume fraction of AlN (v · 100) at t = 3.6 ks for the
first- and second-order reactions (n = 1, 2). Here, for
(a)
(c)
(e)
Fig. 14. Profiles of (a,b) concentration of N in a-Fe(Al), (c,d) total concentra
from the surface calculated assuming boundary condition (6): MDt = 7.2 ks,
convenience, the N concentration in at.% was calculated
by
xNðt; xÞ ¼ð1� vÞcþ vqN
cAlðt ¼ 0; xÞ þ cFeðt ¼ 0; xÞ þ ð1� vÞcþ vqN
� 100: ð17Þ
To shorten the calculation time, the temporal resolu-
tion for Dt for each condition was set as coarse as pos-
sible while avoid divergence in c and v.As shown in Figs. 13(a) and (b), the near-linear de-
crease in c was broken at the basal terminal of the ni-
trided layer with increasing K (arrows in Figs. 13(a)
and (b)). A similar tendency was observed for xN and v
in both cases (n = 1,2), where a gradual decrease occurred
at smallerK and sharper decrease was seen at largerK. At
smaller K (�1.0 · 1010 lm3/mol/s, n = 1), the profiles of c
and xN suggest that N atoms pass through the aluminizedlayer (a-Fe(Al)) to form c 0-Fe4N in the substrate (a-Fe)before the aluminized layer is thoroughly nitrided.
However, at larger K (�1.0 · 1016 lm3/mol/s, n = 1),
(b)
(d)
(f)
tion of N, and (e,f) volume fraction of nitride as a function of distance
Dx = 0.5 lm, N = 400 (N = 200 for Dt = 0.01 s).

2574 K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579
representing higher reactivity of N towards Al in the ma-
trix (a-Fe(Al)), N atoms cannot pass through the alumi-
nized layer and the concentration profiles of N and v
exhibit steep gradients where Al is present in the matrix.
As diffusion of N in the matrix occurs rapidly (ffiffiffiffiffiDt
p¼ 3:6
lm/s), the nitrided region of thematrix is considered to bein a steady state with respect to N. The actual cross-sec-
tional N concentration profiles (Figs. 4(c) and (d)) agree
well with the calculated results for larger K. Therefore,
the actual reactivity of N towards Al in the matrix
(a-Fe(Al)) is suggested to be high in this system.
Fig. 14 shows the calculation results for
MDt = 7.2 ks. As the aluminized layer becomes ni-
trided, the shapes of the xN and v profiles approachthat of the initial Al distribution. A slight increase
in xN is observed in the substrate (a-Fe), which was
not observed in Fig. 13 for larger K. Fig. 15 shows
the change of each quantity at x = 10, 30, and
50 lm as a function of nitriding time. Here, a tempo-
rary decrease in J (circled region in Fig. 15) occurs at
around 6 ks, corresponding to the time at which the
aluminized layer becomes completely nitrided. FromFig. 15(c), the decrease is apparently brought about
by a decrease in oc/ox attributable to the rapid diffu-
sion of N and the resultant plateau of c in the alumi-
nized layer.
(a)
(c)
Fig. 15. Evolution of (a) volume fraction of nitride; (b) concentration of N i
the surface; and (d) flux of N at x = 10, 30, and 50 lm assuming boundary con
N = 200.
Although the above numerical solutions explain the
experimental results well in terms of the N concentration
profile, particularly for larger K (�1.0 · 1014–1.0 · 1016
lm3/mol/s, n = 1), the precipitation of c 0-Fe4N in the
substrate (a-Fe) before complete nitridation of the alu-
minized layer, as shown in Fig. 6(a), is inconsistent withthe calculation results. This is discussed in Section 4.2.4
in more detail.
4.2.3. Calculation results for boundary condition (7)
Figs. 16(a), (c), and (e) show the results calculated
using the boundary condition (7), that is, assuming that
the matrix is saturated with N (c0 = 6.0 · 10�16 mol N/
lm3) at the surface. The saturation concentration was
derived from the Fe–N binary phase diagram [22] with
other parameters of n = 1, K = 1.0 · 1016 lm3/mol N/s,
Dt = 0.01 s, Dx = 0.5 lm, and N = 200. The calculated
profiles for xN and v for the N-saturated surface (Figs.16(a), (c), and (e)) are almost the same, with a sharp de-
crease before complete nitridation of the aluminized
layer similar to the results obtained assuming constant
J0 (Figs. 13 and 14). However, the time required for
complete nitridation of the aluminized layer under this
calculation condition was less than one quarter of that
required under constant J0 (Fig. 15).
(b)
(d)
n a-Fe(Al); (c) partial differentiation of c with respect to distance from
dition (6): n = 1, K = 1.0 · 1016 lm3/mol N/s, Dt = 0.01 s, Dx = 0.5 lm,

(a) (b)
(c) (d)
(e) (f)
Fig. 16. Variation in (a,b) concentration of N in a-Fe(Al), (c,d) total concentration of N, and (e,f) volume fraction of nitride as a function of distance
from the surface calculated assuming boundary condition (7): n = 1, K = 1.0 · 1016 lm3/mol N/s, Dt = 0.01 s, Dx = 0.5 lm, N = 200.
K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579 2575
From Figs. 16(b), (d), and (f), halving c0 (3.0 ·10�16 mol N/lm3) reduces the diffusion rate by about
half. As shown in Figs. 17 and 18, the time required
for saturation of v after the initiation of nitridation be-
comes exactly twofold under this assumption, where c
and J are halved by halving c0. This relationship arisesbecause c varies almost linearly from the surface to the
advancing front of the nitrided layer (Figs. 16(a) and
(b)), and J is given by its gradient. The linearity in c is
thought to originate from the rapid diffusion of N
through the matrix, extracting Al for the formation of
AlN at large K. The break in the c profile is thought to
cause a sudden increase in J at that point, with J decreas-
ing thereafter accompanying the development of the ni-trided layer.
4.2.4. Comparison of boundary conditions
The results for J0 and c0 obtained using the two
boundary conditions (6) and (7) were compared with
the experimental results to determine which model is
the most accurate. As mentioned in Section 4.1,
(Al,Fe)N is thought to be the precipitate in this sys-
tem based on the observed concentration of N. To
satisfy assumption (ii), the increase in nitride abun-
dance was obtained by modifying the initial concen-
tration of Al in the matrix on the basis of the
observed N concentration profile (Fig. 4(e)). Fig. 19
shows the calculated total N concentration for eachboundary condition using values of J0 and c0 that
gave the best agreement with the experimental data
for 873K-14.4ks (4.0 · 10�17 mol N/lm2/s and 4.0 ·10�17 mol N/lm3, respectively). In Fig. 19(b), the
depth of the nitrided region appears to increase para-
bolically with nitriding time (d /ffiffit
p). Here, c0
(4.0 · 10�17 mol N/lm3) is less than one-tenth of the
saturation value (6.0 · 10�16 mol N/lm3). On the otherhand, the profile in Fig. 19(a) is close to the observed
data (Fig. 4(c)–(e)), indicating accelerated growth of
the nitrided layer compared to the case of constant
c0 (Fig. 19(b)). This acceleration is thought to be
due to the gradual increase in c at the surface, as
shown in Fig. 20(b). The temporary decrease in oc/
ox and J corresponds to the time at which nitridation
of the aluminized layer became complete, as discussed

(a) (b)
(c) (d)
Fig. 17. Evolution of (a) volume fraction of nitride; (b) concentration of N in a-Fe(Al); (c) partial differentiation of c with respect to distance from
the surface; and (d) flux of N at x = 10, 30, and 50 lm assuming boundary condition (7): c0 = 6.0 · 10�16 mol N/lm3, n = 1, K = 1.0 · 1016 lm3/mol
N/s, Dt = 0.01 s, Dx = 0.5 lm, N = 200.
(a) (b)
(c) (d)
Fig. 18. Evolution of (a) volume fraction of nitride; (b) concentration of N in a-Fe(Al); (c) partial differentiation of c with respect to distance from
the surface; and (d) flux of N at x = 10, 30, and 50 lm assuming boundary condition (7): c0 = 3.0 · 10�16 mol N/lm3, n = 1, K = 1.0 · 1016 lm3/mol
N/s, Dt = 0.01 s, Dx = 0.5 lm, N = 200.
2576 K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579

(a)
(b)
Fig. 19. Calculated total concentration profile for N as a function of distance from the surface fitted to the experimental data for 873K-14.4ks (n = 1,
K = 5.0 · 1014 lm3/mol N/s,Dt = 0.1 s, Dx = 0.5 lm): (a) J0 = 4.0 · 10�17 mol N/lm2/s, (b) c0 = 4.0 · 10�17 mol N/lm3.
(a) (b)
(c) (d)
Fig. 20. Evolution of (a) volume fraction of nitride; (b) concentration of N in a-Fe(Al); (c) partial differentiation of (b) with respect to distance from
the surface; and (d) flux of N at x = 1, 30, and 60 lm assuming boundarycondition(6):J0 = 4.0 · 10�17 mol N/lm3,n = 1,K = 5.0 · 1014lm3/mol N/s,
Dt = 0.1 s, Dx = 0.5 lm, N = 400.
K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579 2577

Fig. 21. Schematic cross-sectional illustration of nitridation process
for aluminized high-purity iron: (a) aluminized; (b) partial nitridation
of aluminized layer; (c) complete nitridation.
2578 K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579
in Section 4.2.2 (Fig. 15). The experimental results also
support the validity of boundary condition (6), as fol-
lows. Since the temperature of the specimen was main-
tained constant by tuning the discharge power, the heat
balance of the specimen was established by the heat input
due to sputtering of the surface and output due to heatconduction and radiation. Sputtered Fe atoms are con-
sidered to combine with N in the plasma and return to
the surface where N is released upon decomposition.
Thus, N atoms are considered to be steadily supplied
from the surface into the specimen under this condition.
Then, assuming boundary condition (6) to be valid,
the precipitation of c 0-Fe4N in the substrate (a-Fe) be-fore nitridation of the aluminized layer is complete, asshown in Fig. 6(a), can be explained as follows. From
Fig. 5(d), the grain boundaries in the aluminized layer
are preferentially nitrided in the early stage of nitrida-
tion as channels guiding the N atoms into the substrate.
The grain boundaries and immediate vicinity in the alu-
minized layer are completely nitrided within a short time
in the nitridation process. The width of the nitridation
paths is suggested to be �0.5 lm (the N-rich region inFig. 5(d) or the region of high nitride concentration in
Fig. 7). Based on this evidence, the N flux reaching the
substrate is considered to be �J0 · 3600 · 0.016 =
2.3 · 10�15 mol N/lm2/3.6 ks. Here, the factor 0.016 rep-
resents the averaged cross-sectional grain boundary area
(channel cross-section) derived from the number of grain
boundaries in the cross-sectional optical micrographs
and the assumed grain boundary width of 0.5 lm.From Fig. 9(c), the ratio of the XRD peak of
(110)a to that of ð111Þc0 is 22000/55 at the interface
between the aluminized layer and the substrate. Con-
sidering that the substrate (a-Fe) did not exhibit a
characteristic texture, and based on the crude approx-
imation that XRD intensity is proportional to the
product of a form factor of a phase, the multiplicity
factor, Lorentz-polarization factor, and volume frac-tion, the volume fraction of c 0-Fe4N is considered to
be 1.2 · 10�3. The lower magnification image for
Fig. 6(a) shows that the region in which platelets of
c 0-Fe4N are present is �50 lm in thickness. The vol-
ume of c 0-Fe4N in the substrate (1 · 50 lm3) is there-
fore 50 · 1.2 · 10�3 = 0.06 lm3. This indicates that
1.8 · 10�15 mol N was supplied per 1 lm2-3.6 ks,
which agrees well with the value derived from the as-sumed flux and the area fraction of the channel region
(2.3 · 10�15 mol N/lm2/3.6 ks).
The dependence of K on temperature is expressed
as K � exp(�Q/RT), as the formation of nitride is
based on a thermal activation process as shown in
Fig. 11. This means that the formation of AlN and
c 0-Fe4N, and the diffusion of N in a-Fe, are sup-
pressed at lower nitridation temperatures. However,the difference between the temperature dependences
of each rate may result in an increase in c 0-Fe4N with
respect to AlN at lower nitridation temperature. From
this point of view, it is reasonable that the 823K-
14.4ks specimen (Figs. 4(b) and 9(b)) exhibited a com-
parable amount of c 0-Fe4N at the interface betweenthe aluminized layer and the substrate to that dis-
played by the 873K-14.4ks specimen (Figs. 4(d) and
9(d)). The nitridation process derived on this basis is
illustrated schematically in Fig. 21.
5. Conclusions
From a detailed analysis of the composition and
structure of aluminized and nitrided high-purity iron,

K. Murakami et al. / Acta Materialia 53 (2005) 2563–2579 2579
it was found that e-Fe2-3N, c 0-Fe4N, and rocksalt AlN
are formed as nitrides during plasma nitridation. The
rocksalt AlN was shown to be likely to contain substitu-
tional Fe, and represents the major contributor to the
hardening of the aluminized layer (�HV1000). The
rocksalt AlN precipitated as platelets satisfying the Ba-ker–Nutting orientational relationship with the matrix
(a-Fe(Al)).
Numerical solutions for a diffusion equation taking
the precipitation of nitrides into account revealed that
Al in the matrix is highly reactive towards N, forbidding
the passage of N into the substrate (a-Fe) before com-
plete nitridation of the aluminized layer. Meanwhile,
the grain boundaries in the aluminized layer are prefer-entially nitrided in the early stage of nitridation and are
thought to represent channels through which N diffuses
to the substrate, promoting the formation of platelet
c 0-Fe4N in the high-purity iron.
References
[1] Murakami K, Nishida N, Osamura K, Tomota Y. Acta Mater
2004;52:1271.
[2] Murakami K, Nishida N, Osamura K, Tomota Y, Suzuki T. Acta
Mater 2004;52:2173.
[3] Murakami K, Nishida N, Osamura K, Tomota Y, Suzuki T.
2005;91, to be published.
[4] Murakami K, Nishida N, Osamura K, Tomota Y. Jpn Patent
2003;JP2003-118421 (23 April 2003).
[5] Tsuji S, Furusawa T, Saitou T, Kamata M. J Jpn Inst Met
1995;59:726.
[6] Tsuji S. J Jpn Inst Met 1999;63:145.
[7] Bindumadhavan PN, Makesh S, Gowrishankar N, Wah HK,
Prabhakar O. Surf Coat Technol 2000;127:252.
[8] Russell KC, Aaronson HI. Precipitation processes in solids.
Metall Soc AIME;1978.
[9] Hirano K, Hishinuma A. J Jpn Inst Met 1968;32:516.
[10] Nishida K, Yamamoto T, Nagata T. J Jpn Inst Met 1970;34:595.
[11] Phillips VA, Seybolt AU. Trans Metall Soc AIME 1968;242:2415.
[12] Podgurski HH, Knechtel HE. Trans Metall Soc AIME
1969;245:1595.
[13] Podgurski HH, Oriani RA, Davis FN, Li JCM, Chou YT. Trans
Metall Soc AIME 1969;245:1603.
[14] Biglari MH, Brakman CM, Mittemeijer EJ. Philos Mag A
1995;72:1281.
[15] Biglari MH, Brakman CM, Mittemeijer EJ, Van Der Zwaag S.
Metall Mater Trans A 1995;26A:765.
[16] Biglari MH, Brakman CM, Mittemeijer EJ. Philos Mag A
1995;72:931.
[17] Vollstadt H, Ito E, Akaishi M, Akimoto S, Fukunaga O. Proc Jpn
Acad 1990;66B:7.
[18] Xia Q, Xia H, Ruoff AL. J Appl Phys 1993;73:8198.
[19] Bakker H et al. Landolt–Bornstein, numerical data and functional
relationships in science and technology, New series, Group III,
volume 26, Diffusion in solid metals and alloys. Springer-Verlag;
1990.
[20] Grieveson P, Turkdogan ET. Trans Metall Soc AIME
1964;230:1604.
[21] Lord AE, Beshers DN. Acta Metall 1966;14:1659.
[22] Frisk K. CALPHAD 1991;15:79.