Embed Size (px)
Citation preview

Nuclear Instruments and Methods in Physics Research B 272 (2012) 365–369
Contents lists available at ScienceDirect
Nuclear Instruments and Methods in Physics Research B
journal homepage: www.elsevier .com/locate /n imb
Plasma impregnation of wood with fire retardants
Karel G. Pabeliña, Carmencita O. Lumban, Henry J. Ramos ⇑Plasma Physics Laboratory, National Institute of Physics, College of Science, University of the Philippines, Diliman, Quezon City 1101, Philippines
a r t i c l e i n f o
Article history:Available online 2 February 2011
Keywords:Dielectric barrier dischargeWoodFire retardantFourier transform infrared spectroscopyThermo gravimetric analysis
0168-583X/$ - see front matter � 2011 Elsevier B.V.doi:10.1016/j.nimb.2011.01.102
⇑ Corresponding author. Tel.: +632 920 9749; fax: +E-mail address: [email protected] (H.J. Ram
a b s t r a c t
The efficacy of chemical and plasma treatments with phosphate and boric compounds, and nitrogen asflame retardants on wood are compared in this study. The chemical treatment involved the conventionalmethod of spraying the solution over the wood surface at atmospheric condition and chemical vapordeposition in a vacuum chamber. The plasma treatment utilized a dielectric barrier discharge ionizingand decomposing the flame retardants into innocuous simple compounds. Wood samples are immersedin either phosphoric acid, boric acid, hydrogen or nitrogen plasmas or a plasma admixture of two or threecompounds at various concentrations and impregnated by the ionized chemical reactants. Chemicalchanges on the wood samples were analyzed by Fourier transform infrared spectroscopy (FTIR) whilethe thermal changes through thermo gravimetric analysis (TGA). Plasma-treated samples exhibit superiorthermal stability and fire retardant properties in terms of highest onset temperature, temperature ofmaximum pyrolysis, highest residual char percentage and comparably low total percentage weight loss.
� 2011 Elsevier B.V. All rights reserved.
1. Introduction
For years, man has searched for ways to enhance the resistanceof wood to burning and flame spread. The chemical structure ofwood, made up mainly of carbon and hydrogen, make it highlycombustible. There are three elements involved in a combustionreaction: fuel, an oxidizer and a source of heat. When these threeelements are combined in the appropriate environment, combus-tion will occur. The combustion of wood is mainly the pyrolysisof the cellulose and its reaction to oxygen. When temperature is in-creased, pyrolysis occurs. If any of the elements is removed, com-bustion stops [1].
Flame retardants are substances added or a treatment appliedto a material in order to suppress, significantly reduce or delaythe combustion of a material [2]. Many fire-retarding techniqueshave already been established, namely: surface treatment withfire-retardant chemicals such as fire resisting coatings [3], pressureimpregnations of chemical solutions into wood [4] and even cut-ting-edge technologies of adding nanocomposites during prod-uct-manufacturing processes [5]. Nonetheless, these methods arecapital-intensive and complicated. The use of direct chemicalapplication is increasingly being discouraged due to the volatileby-products endemic in them, which pollute the atmosphere.
Low-temperature plasmas have been given much attention inrecent years because of its great commercial and technological im-pact particularly in manufacturing and material processing [6,7].Leading applications of cold plasma technology include semicon-
All rights reserved.
632 928 0296.os).
ductor processing, plasma polymerization and coating, flat paneldisplays, ion implantation, and plasma surface treatment of carbonfibers, textiles and other polymeric materials [6]. This extensiveuse of plasma in modern technology is a result of its ability to ex-cite gas atoms and molecules into transient and non-equilibriumconditions with very high gas densities thereby altering the normalpathways through which chemical systems evolve from one stablestate to another enabling production of novel materials [7].
Plasma treatment of wood provides a sterile procedural envi-ronment in that hazardous chemical components are ionized anddecomposed into innocuous simple compounds. Thus the tech-nique is more ecosystem friendly compared to direct chemicaltreatment of wood. The method is advantageous in that it isstraightforward, relatively inexpensive and does not involve heat-ing and high vacuum requirements.
The main purpose of the study was to obtain an improved fireperformance of wood products. Known flame retardants wereimpregnated on the samples and compared to direct applicationand vacuum/pressure application of flame retardants. Thermogravimetric analysis (TGA) was performed on the treated samplesand the effects of plasma treatment on the surface of the woodsample and its surface structure were investigated using Fouriertransform infrared (FTIR) spectroscopy.
2. Methodology
Plywood samples of dimensions 3.75 � 3.75 � 1 cm served astest samples. The surface of the plywood was cleaned with sandpa-per to insure uniform surface and remove residues. After this,samples were placed inside the plasma enhanced chemical vapor

366 K.G. Pabeliña et al. / Nuclear Instruments and Methods in Physics Research B 272 (2012) 365–369
deposition (PECVD) facility for vacuum treatment. The plasma de-vice was originally for chemical vapor deposition (CVD) of dia-mond and diamond-like carbon thin films. The device is a DCglow discharge source which operates under reduced-pressureconditions. The PECVD facility was used as a dielectric barrier dis-charge (DBD) source since the wood samples act as a dielectric be-tween the two electrodes. Shown in Fig. 1 is the schematic diagramof the low pressure glow discharge facility utilized. Vacuum treat-ment of wood reduces the moisture content in the pores of thewood and can physically remove organic materials. It has no effecton the chemical structure of the sample. After treatment, the woodsamples were placed in a zip lock and stored in a desiccator withsilica gels to insure that the moisture content is maintained.
Boric acid (BA) of 10% concentration, phosphoric acid (PA) with85% concentration and Palmer-Asia Flame Guard were the flameretardant (FR) solutions used. Boric acid and phosphoric acid areboth non-flammable and have been known for their insecticidalproperties. The Palmer-Asia Flame Guard is a commercially-avail-able flame retardant (CFR) solution.
For the first chemical treatment, the acid was directly paintedover the surface of the untreated wood sample. For the vacuumimpregnation and plasma treatment by PECVD, the solutions wereplaced in a stainless steel cylinder which is connected to the mainchamber. The chamber was preliminarily evacuated down to0.01 Torr before feeding. The amount of vapor flowing throughthe connecting tube is controlled by a needle valve.
To determine the effects of the solutions (PA, BA and CFR) on thewood surface, two methods were performed. First is the conven-tional chemical treatment wherein the solutions were painted onthe surface of the plywood and allowed to dry for 24 h in ambienttemperature. Then the samples were placed inside a zip lock andstored in a container with silica gels. The second method is throughpressure impregnation.
To plasma impregnate with flame retardants, the wood sampleswere exposed to known flame retardants such as boric acid (BA),phosphoric acid (PA) and commercially-available flame retardant(CFR) solution and/or reactive gases, such as high purity hydrogenand high purity nitrogen for 30 min with varying discharge current(15, 20 and 25 mA). Using the appropriate discharge parameters(i.e., gas feed pressure and plasma current) the charged particlesin the plasma induced the impregnation of the retardant chemicalsinto the wood.
Fig. 1. Schematic of the PECVD facility.
Hydrogen was also tested since it was said to inhibit flammabil-ity [8]. Also nitrogen was investigated since it is said to increasethe effectiveness of flame retardants, especially when combinedwith other chemicals such as boron and phosphorus compounds[9].
Exposure time started just after the current was set and the dis-charge plasma was produced. The operating pressure and gas flowrate were chosen such that the resulting glow discharge is uniformand of relatively high intensity. To insure that the test sampleswere not subjected to heating, the temperature was monitoredthroughout the experiment.
Thermo gravimetric analysis (TGA) was used to measure weightchanges in a material as a function of temperature (or time) undera controlled atmosphere. This was useful in investigating the ther-mal stability and properties such as the onset temperature (Tonset),maximum pyrolysis temperature (Tmax) and characteristic valueslike the residual char% (RC%) and total weight loss% (DW%). TGAmeasurements were carried out at a heating rate of 10 �C/min un-der N2 atmosphere over the range 34–500 �C using 2960 SDT V3.0F.The thermograms were analyzed using TA Universal Analysis 2000(Version 4.7A, Build 4.7.0.2) software and Origin 8 (v8.0724). Todetermine and compare the effects of the chemical and plasmatreatment on the wood surface chemistry, FTIR analysis was per-formed. FTIR tests on these samples were done using a ShimadzuPrestige 21 FTIR spectrophotometer with 4 cm�1 resolution andPike Technologies Miracle ATR (single reflectance).
3. Results and discussion
The effects of chemical and plasma treatment on the flameretardancy of wood samples were investigated. For the chemicaltreatment, direct application and exposure to vapor of FR were per-formed. For plasma treatment, the wood samples were treatedwith different FR plasma for 30 min with varying discharge current(15, 20 and 25 mA). To investigate the effects of the chemical andplasma treatment, we performed thermo gravimetric analysis.Thermally stable material exhibits minimum weight loss even athigh temperatures.
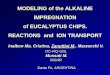
The TGA thermograms of the different plasma flame retardanttreated wood at 25 mA discharge current are shown in Fig. 2. Basedfrom the TGA plot, specific temperature such as the onsettemperature (Tonset), maximum pyrolysis temperature (Tmax) and
Fig. 2. Comparison of the TGA thermograms of the different flame retardantplasma-treated wood samples at discharge current 25 mA.

Fig. 3. TGA thermograms of the untreated and treated wood samples.
K.G. Pabeliña et al. / Nuclear Instruments and Methods in Physics Research B 272 (2012) 365–369 367
characteristic values like the residual char% (RC%) and total weightloss% (DW%) of the test samples were determined [10–13].
Shown in Table 1 is a summary of the onset temperature, max-imum pyrolysis, residual char (RC%) and the total weight change oftemperature of the wood samples treated using different plasmaflame retardants.
The onset temperature (Tonset) represents the temperature atthe start of the thermal decomposition of the sample. This wasdetermined by getting the intersection of the first and second tan-gents of the thermogram. A low Tonset means that the test samplewas easily degraded while a high Tonset indicates that the materialdoes not easily degrade. Therefore, a high Tonset possessed highthermal stability as it can resist change in mass. The Tonset for thedifferent plasma treatments at 25 mA discharge current wasobtained to determine which plasma treatment would result tobetter flame retardant property. The maximum pyrolysis tempera-ture (Tmax) is the temperature where the maximum rate of pyroly-sis occurs wherein the material undergoes rapid thermaldecomposition. This was determined through getting the maxi-mum of the first derivative of the TGA curve.
Based on Table 1, phosphoric acid plasma has the highest Tonset
and Tmax. This meant that among the different flame retardantplasma treatment, phosphoric acid plasma is the most thermallystable. It does not degrade easily and it needs a much higher tem-perature for it to undergo rapid thermal decomposition.
The residual char% (RC%) gives the difference between theweight% of the treated wood sample with respect to the untreatedsample at a reference temperature. For this case, the referencetemperatures used were 375 and 400 �C. It provided the char yieldof the sample at the reference temperatures. A high RC% translatesto more char formed. The greater the char yield the better flameretardant the material becomes. This may be due to the effect ofchar as a protective layer and barrier against the heat of the flame.
Total weight loss% (DW%) is the difference of the initial and fi-nal weight. It presents the total weight change of the sample afterthe thermo gravimetric tests. The samples which exhibit the lowDW% can be considered thermally stable therefore it is more flameretardant as it has retained most of its weight and consequently itsmass.
Based from Table 1, phosphoric acid plasma-treated wood sam-ple was the most thermally stable since it has retained most of itsweight as shown by having the lowest change in weight, DW (%),which is 1.013 and the highest residual char, RC (%), of 1.617 and1.569 at 375 and 400 �C, respectively. This agrees with Rowell [9]which showed that phosphoric acid has the least percent weightloss as compared to the other flame retardant additives. The highresidual char RC% yield of the phosphoric acid plasma-treatedwood sample signified that more char was formed at the surfaceof the treated samples. Therefore there is more protective layeragainst further thermal decomposition due to heat as observed inits reduced weight loss%.
To compare the effects of the chemical and plasma treatmentwe use the TGA plot of a phosphoric acid-treated wood sampleshown in Fig. 3. Using the same method of analysis as before, the
Table 1Summary of the Tonset, Tmax, DW% and residual char% of the different plasma flame retard
Tonset (�C) Tmax (�C) DW (%)
Untreated 281.12 312.32 2.60CFR 282.28 320.10 3.73H 290.78 335.34 1.31PA + N 291.28 332.42 1.59PA 321.26 384.54 1.01BA 290.48 315.90 1.38
specific temperature such as the Tonset and Tmax and the values likethe RC% and DW% of the test samples were determined. The‘painted’ and ‘vapor’ denotes the chemically treated wood sampleswhile 15–25 mA indicates the plasma treated ones. Table 2 showsa summary of the results computed from Fig. 3.
We first compared the plasma-treated samples with varyingdischarge current. Based on the results, wood samples treated with25 mA discharge current have the highest Tonset and Tmax as well asthe highest RC% and lowest DW%.
Comparing now the results for the 25 mA plasma treated sam-ple with the painted and vapor impregnated wood samples. For theonset temperature, Stevens [14] established that the effect of thedirect application of phosphorous compound in the form of alkyl-and phenyl-chlorophosphorous FR solution applied on wood inambient atmosphere is to lower Tonset but increase the residualchar% at increased temperature. It can be seen that this is also truewith our results. However, for the vapor impregnated and plasma-treated wood samples, there had been an increase in the Tonset
although the residual char% was still increased. This increasemay have been caused by the vacuum treatment on the wood sam-ple. For combustion to occur it needs air but since the sample havebeen evacuated there is not much air present on the sample. There-fore the Tonset would have to be increased for thermal decomposi-tion to commence.
For the Tmax, Stevens [14] also reported that phosphoric com-pound treatment lower the Tmax but increase the residual char%at elevated temperature. The painted sample yield the lowest Tmax,
while the plasma treated yield the highest which was found to oc-cur at 384.54 �C. This simply suggests that with a 25 mA plasmatreatment, sample will not undergo rapid thermal decompositionuntil it reaches the 384.54 �C temperature. It implies that the ther-mal stability was improved.
ants.
At 375 �C At 400 �C
Weight (%) RC (%) Weight (%) RC (%)
97.73 – 97.54 –96.61 �1.15 96.55 �1.0298.79 1.09 98.76 1.2598.52 0.81 98.49 0.9799.31 1.62 99.07 1.5798.69 0.98 98.68 1.17

Table 2Summary of the Tonset, Tmax, DW% and residual char% comparing the effects of chemical and plasma treatments.
Tonset (�C) Tmax (�C) DW (%) At 375 �C At 400 �C
Weight (%) RC (%) Weight (%) RC (%)
Untreated 281.12 312.32 2.60 97.7 – 97.54 –Painted 194.54 215.36 1.84 98.36 0.68 98.33 0.81Vapor 282.64 367.08 0.97 99.18 1.52 99.06 1.5615 288.06 327.08 1.14 98.93 1.26 98.9 1.3920 295.79 365.70 1.85 98.44 0.76 98.26 0.7425 321.26 384.54 1.01 99.19 1.53 99.07 1.57
Table 3Peaks of the FTIR transmittance spectra of an untreated wood samples.
Position (cm�1) Functional groups
3500–3200 OAH: broad, strong absorption band3000–2850 CAH: stretching absorption1850–1600 C@O: weak polar carbonyl1260–1000 CAO: stretching region
Fig. 5. FTIR spectra of treated and untreated wood samples.
368 K.G. Pabeliña et al. / Nuclear Instruments and Methods in Physics Research B 272 (2012) 365–369
FTIR tests were done on untreated, vacuum treated and plasma-treated samples. The FTIR spectra are illustrated as a plot of the%transmittance versus the wavenumber (cm�1). The bands andits peak in the spectra belong to the chemical bond which absorbsunique frequencies in the IR region yielding information on themolecular structure of the chemical species present in the samplesurface. An increase in the %transmittance (%T) of a peak indicatesa decrease in the concentration of its assigned compounds,whereas, a decrease in the %transmittance indicates an increasein the concentration of their corresponding compounds.
Fig. 4 shows the spectra of an untreated wood sample. Thewood surface is mainly composed of the derivatives of wood com-ponents such as cellulose, hemicellulose and lignin which are basi-cally made up of OAH, CAH, C@O and CAO functional groups orstructural fragments. Table 3 summarizes the prominent peaks ofan untreated wood sample.
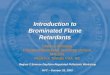
The comparison of the FTIR transmittance spectra of untreatedand phosphoric acid-treated wood samples is shown in Fig. 5 andis summarized in Table 4.
Based on the spectra, the chemical treatment of the wood sur-face with phosphoric acid by exposure to vapor leads to the in-crease in the transmittance of the OAH, CAH and CAO but adecrease in the C@O. Also that of phosphoric acid painted on thesurface leads to an increase in the transmittance of the OAH buta decrease in the C@O, CAH and CAO. Between the two chemicaltreatments, the sample exposed to vapor exhibited the greater in-crease in the transmittance and the higher reduction in the con-centration of OAH, CAH, C@O and CAO functional groups. Thissuggests that between the two, exposure to vapor lead to a moreeffective chemical modification of the wood surface.
The spectra of the plasma-treated wood samples are also shownin Fig. 5. Similar with the wood sample exposed to vapor, the 25
Fig. 4. FTIR spectrum of an untreated wood sample.
Table 4Peaks of the FTIR transmittance spectra of a phosphoric acid-treated wood.
Position (cm�1) Functional groups
2440–2275 PAH1250–1299 P@O1260–855 PAO
and 20 mA plasma-treated samples exhibited considerable in-crease in the transmittance of the OAH, CAH, C@O and CAO ascompared with the untreated sample although the 15 mA exhib-ited a decrease in the transmittance. This implies that the concen-tration of such functional groups decreases with the increase in thedischarge current of the plasma. Moreover, comparison of the FTIRresults between the chemical treatment and the plasma treatment,reveals that the plasma-treated samples with discharge current at25 mA exhibited the highest increase in the OAH, CAH, C@O andCAO transmittance while the painted sample has the least. The re-sults for 25 and 20 mA samples suggest that the plasma species ofthe phosphoric acid were more energetically reactive at such high

K.G. Pabeliña et al. / Nuclear Instruments and Methods in Physics Research B 272 (2012) 365–369 369
discharge current allowing these particles to penetrate morethroughout the wood. In addition, these results also showed thatmore chemical reaction occurred at the surface of the plasma-trea-ted wood at high current as compared to the chemical treatmentthrough painting and vapor exposure.
Phosphoric acid (H3PO4) when activated by plasma can dissoci-ate into H+, various phosphate ions (i.e. H2PO�4 , HPO2�
4 , PO3�4 ) and
other charged and neutral particles. Since H+ has been found toyield increase in the transmittance CAO bonds, the FTIR resultsfor the plasma-treated wood samples and chemically treated sug-gests that the phosphate ions would have been the one responsiblefor the decrease in the number of in the CAO bonds.
4. Conclusions and recommendations
Flame endurance of wood samples was increased using chemi-cal and plasma treatment. The chemical treatment involved theconventional method of spraying the solution over the wood sur-face at atmospheric condition and chemical vapor deposition in avacuum chamber. In the plasma treatment, wood samples wereimmersed in reactive plasmas comprised of various ratios of flameretardant solutions and/or reactive gases. Based on the TGA results,chemical treatment by exposure to vapor was found to be moreeffective compared to the direct application. However, comparingthe chemical treatment and plasma treatment, the 25 mA phos-phoric acid plasma treatment was found to yield superior thermalstability and flame retardant properties; in terms of the highest on-set temperature and temperature of maximum pyrolysis, highestresidual char% and comparably low total weight%.
It is recommended therefore to:
1. Perform additional thermal analysis and flame performancetests such as limiting oxygen index (LOI) test, cone calorimetry,and standard vertical and horizontal flame tests.
2. Test the residues for presence of toxic materials.3. Investigate more on the plasma parameters and the combina-
tion of the flame retardant solutions and reactive gases to beused.
4. Apply biasing as a focusing mechanism.
Acknowledgements
The authors wish to acknowledge the support of a researchgrant from the Philippine Council for Industry, Energy and Emerg-ing Technology Research and Development (PCIEERD).
References
[1] http://virtual.vtt.fi/virtual/innofirewood/stateoftheart/database/burning/burning.html.
[2] http://www.inchem.org/documents/ehc/ehc/ehc192.htm#PartNumber:1.[3] H.W. Eickner, J. Fire Flamm. 6 (1975) 16.[4] R.H. White, M.A. Dietenberger, Wood Handbook – Wood as an Engineering
Material (General Technical Report FPL-GTR-113), US Department ofAgriculture, Forest Service, Forest Products Laboratory, Madison, WI, 1999.pp. 17–1.
[5] D. Porter, E. Metcalfe, M.J.K. Thomas, Fire Mater. 24 (2000) 45.[6] F.F. Chen, Phys. Plasmas 2 (6) (1995) 1084.[7] T.C. Chang, Journal of Industrial Technology 15 (1) (1998–1999) 1–7.[8] G.Q. Blantocas, P.E.R. Manteum, R.W. Orille, R.J.M. Ramos, J.L.C. Monasterial,
H.J. Ramos, L.M.T. Bo-ot, Nucl. Instrum. Methods Phys. Res. B 259 (2007) 875–883.
[9] R.M. Rowell, S.L. LeVan-Green, in: R.M. Rowell (Ed.), Handbook of WoodChemistry and Wood Composites, Chapter 6, CRC Press, 2005, p. 16.
[10] M.E. Brown, Handbook of Thermal Analysis and Calorimetry, vol. 1, ElvesierScience B.V., Netherlands, 1998.
[11] R.F. Speyer, Thermal Analysis of Materials, Marcel Dekker Inc., New York, 1993.[12] S. Liu, H. Ye, Y. Zhou, J. He, Z. Jiang, J. Zhao, X. Huang, Polym. Degrad. Stab. 91
(2006) 1808–1814.[13] Y. Soudais, L. Moga, J. Blazek, F. Lemort, J. Anal. Appl. Pyrolysis 78 (2007) 46–
57.[14] R. Stevens, D.S. van Es, R. Bezemer, A. Kranenbarg, Polym. Degrad. Stab. 91
(2006) 832–841.