Embed Size (px)
Citation preview
AN EXCLUSIVE PLANT REPORT
ENERO 2006
©
19
EDAR de Loyola (San Sebastián)
Loyola Wastewater Treatment Plant
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 1

PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 2

ENERO 2006
El presente mes de enero ha entrado en funcionamiento ladepuradora de Loyola (San Sebastián), que tratará lasaguas residuales procedentes de los colectores de Santa
Catalina, del Urumea y de Herrera. Una vez depuradas, lasaguas se enviarán a través de un nuevo tramo del emisarioterrestre (en estos momentos pendiente de terminar) hasta elemisario submarino de Mompás, sin necesidad de la actualestación de bombeo.
La nueva EDAR de San Sebastián depurará las aguas residualesde una población de 628.000 habitantes equivalentes (aguasurbanas y las pretratadas industriales) mediante un tratamientobiológico de alta carga con una capacidad de 6.000 litros porsegundo. Este sistema integral de saneamiento garantizará quelas aguas tratadas lleguen al mar en las condiciones exigidas paralos usos establecidos para el baño en las playas de la zona. Elagua depurada, que finalmente se enviará al mar mediante elemisario submarino de Mompás, tendrá una demanda biológicainferior a 60 miligramos por litro y unos sólidos suspendidos infe-riores a 50 miligramos por litro.
Con este proyecto se culmina el proceso de depuración de lasaguas residuales de la comarca, que se concentrarán en estaestación depuradora, cuya inversión ha sido de 33.768.584 euros,financiados por la Dirección General del Agua con aportacionesde los Fondos de Cohesión. El proyecto ejecutado por la UTEOlabarri, S.L., FCC, S.A. y Servicios y Procesos Ambientales, S.A.(SPA), es una actuación del Programa A.G.U.A (Actuaciones parala Gestión y Utilización del Agua). La ingeniería IDOM fue laencargada de construir la planta de cogeneración que incorporala depuradora. Isastur, por otro lado, realizó el automatismo delas líneas de agua y de fangos. La empresa Aqualia gestiona enla actualidad, subcontratada por la Mancomunidad del Añarbe(propietaria de la planta), la depuradora.
T he Loyola Wastewater Treatment Station (San Sebastián,Spain) went into operation in January 2006. The Planttreats the wastewater from the Santa Catalina, Urumea
and Herrera sewage water collectors. Once purified, the wateris sent through a new land discharge outlet section (unfinishedat this time) that will connect to the Mompás subsea outletwithout requiring the use of the existing pumping station.
The new Loyola Wastewater Treatment Plant in San Sebastián(Spain’s Basque Country) treats the wastewater (urban andpre-treated industrial water) of a population of 628,000equivalent inhabitants by means of a high-load biologicaltreatment of a capacity of 6000 litres per second. This integralsanitation system guarantees that the treated water reaches thesea in the required conditions for bathing on the beaches in thezone. The purified water that is released into the sea throughthe Mompás subsea outlet has a biological oxygen demand ofbelow 60 milligrams per litre and solids in suspension of lessthan 50 milligrams per litre.
The plant represents the completion of the wastewaterpurification plan for the area and replaces the previouslyexisting facilities to concentrate all of the process in onelocation. The facility required an investment of euro 33,768,584and was financed by the National Water Directorate along withthe EU Cohesion Fund. The Project was carried out by theConsortium Olabarri, FCC and Servicios y Procesos Ambientales(SPA). It is one of the projects in the A.G.U.A. Programme(Water Management and Utilisation Improvement Measures).The engineering company Idom, based in Bilbao, built theassociated cogeneration plant. Isastur designed and installedthe automatic process control system. Plant management wassubcontracted to the firm Aqualia by its owner the Communityof Municipalities of Añarbe.
©
21
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 3

©
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 4

El agua tratada en la depuradoraprocede de tres colectores (colectorSta. Catalina, colector Herrera ycolector del Urumea), cada uno delos cuales tiene su obra de llegada,pozo de gruesos, desbaste de grue-sos y elevación (caudal máximoactual de 4,5 y futuro de 6 m3/s). LaEDAR de Loyola recoge vertidos dediferente naturaleza, urbanos eindustriales de diversa procedencia.
Desbaste de gruesos
A continuación del pozo de gruesosy antes de ser elevada, el agua brutase somete a un tratamiento de des-baste compuesto por unas rejas degruesos. Para ello se dispusieron doscanales de desbaste de funciona-miento normal por colector. Cadacanal de desbaste se equipó conuna reja de gruesos Daga de 60 mmde luz libre de paso y 12 mm deancho de barrotes. Las rejas son delimpieza automática, con regulacióndel automatismo por diferencia denivel y temporizador, realizándose laextracción de residuos mediante tor-nillo transportador-prensa Nutecohasta un contenedor situado junto alos canales.
Elevación de agua bruta
Tras el desbaste de gruesos se pasaa la elevación de agua bruta. Paraello se dispusieron 3 pozos de eleva-ción, uno por colector. Con el fin deadaptar en todo momento el caudalafluente por cada colector al caudalelevado en cada uno de los pozos,se dispusieron 3 bombas centrífugas
Indar en cámara seca, de 1.800 m3/hde caudal unitario las instaladas enel pozo correspondiente al colectorI, de 1.710 m3/h de caudal unitariolas instaladas en el pozo correspon-diente al colector II y de 1.920 m3/hlas del pozo correspondiente alcolector III. El funcionamiento de lasbombas es automático, realizándosela regulación de nivel por sonda depresión.
Las bombas Indar elevan el aguahasta una arqueta-canal superiordesde la que se da paso al desbastede finos. En ella se dispone un alivia-dero de emergencia de agua eleva-da. Para el mantenimiento de lasbombas se cuenta con un polipastoy con un puente grúa de acceso dematerial situado en el edificio dedesbaste y bombeo.
Desbaste de finos
Se instalaron cuatro canales de des-baste de los cuales tres se equipancon tamices autolimpiables Quilton.Los tamices tienen 6 mm de luz libresiendo la limpieza de los mismosautomática con regulación del auto-matismo por temporizador y diferen-cia de nivel aguas arriba y aguasabajo del tamiz. La anchura de loscanales de desbaste es de 1,5 m.
Wastewater inlet: The wastewater enters theplant through a structure formed by a setof three wells at different heights and anoverflow weir that connects the wells.
Rough filtering of large solids: Large solidsare rough filtered out of the flow before theraw water is pumped in the plant. Each ofthe three intakes has a large-solids well of a62.5 m3 volume. A 300-l clamshell is installedto service the three wells. The wasteremoved is deposited in a container to belater hauled to the landfill. A fixed gratingwith 150-mm spaces between bars and twoautomatic cleaning gratings with 60-mm barseparations is installed on each line. Thewaste removed from the gratings is carriedaway on a spiral conveyor, and thencompacted and collected in a container tolater be taken to the landfill.
Raw-water pumping: The raw water israised from three separate suction wellsper collector. The wells have a capacity ofapproximately 135 m3 each. Each of thewells is equipped with three wastewaterpumps in a dry chamber, which pump thewastewater to a collection box-channel atthe entry into the plant. The pumps werebuilt and supplied by Indar and have arated flow of around 500 l/sec.
Pre-treatment: The pre-treatment beginswith fine filtering through three self-cleaning strainers of a 6-mm mesh; thewaste removed is transported andcompacted on a screw conveyor and laterremoved from the plant. Subsequently gritand grease are removed by means of sixlongitudinal units with an aerating systemfitted with a travelling carriage-mountedsystem of surface scrapers and a grit-removal pump.
Each of these degritters/degreasers has avolume of 447 m3. At average flow theirretention time is 28 minutes. The floatingsolids removed are carried off to acollection box from which they are pumpedto the grease concentrators (two units) andare later removed from the plant to bedisposed of. The grit removed by the
ENERO 2006 23
LÍNEA DE AGUA
WATER LINE
E.D.A.R. DE LOYOLA
©
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 5

La extracción de residuos de tamicesse realiza mediante tornillo transporta-dor-prensa Nuteco hasta un contene-dor situado junto a los canales suminis-trado por el Grupo Codesa.
Se disponen compuertas de aislamien-to de los canales de desbaste, delantey detrás, de anchura 1,5 m. Estas com-puertas son de estanqueidad a treslados y de accionamiento motorizado.
DESARENADO-DESENGRASADO
Una vez eliminados los sólidos flotan-tes que lleva el agua, para poder efec-tuar un pretratamiento completo, que-dan por eliminar partículas de menortamaño, fundamentalmente arenas ygrasas, que pueden incidir negativa-mente en posteriores operaciones. Asíse evita la formación de copos o flócu-los con los fangos activados, ademásde eliminar la acción abrasiva de laarena.
Desarenador-desengrasadorcon aireación
Se proyectaron 6 unidades de funcio-namiento combinado, tipo "canal"con preaireación, separación de gra-sas y extracción de arenas. En esen-cia, cada desarenador tiene 2 canalesparalelos de 37,1 m de longitud, unode 3,2 m de anchura que actúa comodesarenador y uno lateral de 1,60 mde anchura, separado del central portabique de 0,2 m de espesor, que fun-ciona como desengrasador, por loque en adelante los denominaremoscanal desarenador y canal desengra-sador respectivamente.
Dada la especial disposición del murodel canal desengrasador, la superficiede éste queda libre de la agitación quese produce en el canal desarenadorcomo consecuencia de la aireación,estableciéndose una zona de tranquili-zación en la que se recoge la grasadesemulsionada que pasa del canalcentral al lateral por debajo del murodeflector, gracias a la inyección de aire.
El sistema conjunto desarenador desen-grasador aireado presenta, además, lasventajas de un menor coste de obra civily el poder unificar en un solo punto laextracción y retirada de este tipo de resi-duos, lo que produce un menor impactoestético y facilita notablemente las ope-raciones de mantenimiento.
Extracción y separación de arenas
Sobre cada unidad de desarenadodesengrasado en funcionamiento enla fase actual, se dispone un puentemóvil Daga, soporte del bombeo dearenas y del sistema de rasquetas desuperficie, dotado de movimiento lon-gitudinal mediante motorreductor, ydirigido en su sentido de desplaza-miento por unos inversores de mar-cha. Un mecanismo de control dirigela posición de las rasquetas superficia-les de forma que permanecen levanta-das cuando el puente avanza en senti-do contrario al del flujo de agua, yquedan abatidas cuando la direcciónde su movimiento es el mismo que elde la corriente de agua. La bomba via-jante sobre el puente de cada aparato,de 81 m3/h, va aspirando a su vez las
arenas depositadas en la canaleta cen-tral del desarenador.
La separación agua-arena se realizamediante tres clasificadores de arenasQuilton del tipo tornillo, con una capa-cidad unitaria de 150 m3/h.
Extracción y separación de grasas y flotantes
Por otra parte las grasas, una vez ya enla zona lateral de tranquilización deldesarenador-desengrasador, es decir,en el canal desengrasador, son arras-tradas por las rasquetas superficialesdel puente hacia un canal de recogida,realizándose la evacuación de grasas yflotantes por compuerta vertedero.Aunque el dispositivo de barridosuperficial dispone de un elemento deajuste para poder regular la profundi-dad de la capa superficial barrida, laexperiencia aconseja que para la mejorextracción de la capa o nata formadaen estos canales, es conveniente suarrastre con un porcentaje relativamen-te elevado de agua.
La mezcla de agua y grasa pasa a unaarqueta desde donde se bombeamediante dos bombas de 30 m3/h decaudal unitario, una de ellas de reserva, alos dos separadores de rasquetas situa-dos en sendos tanques de hormigón.
Al final del tanque, el agua pasa bajoun tabique deflector a una segundacámara provista de un aliviadero deevacuación a un canal de recogidadesde donde se conduce a la cabecerade planta.
ENERO 2006
E.D.A.R. DE LOYOLA
24
©
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 6

Las grasas y flotantes son retiradasmediante un conjunto de rasque-tas de superficie con un tramo finalinclinado donde se produce laconcentración de las grasas y flo-tantes, vertiéndolos finalmente aun contenedor para su posteriorretirada.
TRATAMIENTOBIOLÓGICO
Sometida ya el agua bruta a un pre-tratamiento inicia ahora su recorri-do por un tratamiento biológicomás perfecto y complejo y en elque básicamente se trata de redu-cir la materia orgánica que llevaconsigo el agua.
El método elegido fue el conocidopor "fangos activados" que consis-te, en esencia, en aportar oxígenoa las aguas y mantener en suspen-sión, a una muy alta concentración,microorganismos (bacterias, proto-zoos, etc.) que se desarrollan mer-ced a ese oxígeno introducido y ala materia orgánica de la que senutren.
Reactor biológico de altacarga
El reactor biológico está estructura-do en dos balsas de 7.511 m3 cadauna, con lo que el volumen total delreactor es de 15.023 m3. Cada unade las cubas tiene una longitud de39 m, un ancho de 32,1 m y unaaltura útil de 6 m.
Para el suministro de aire se dispu-sieron difusores de membrana yturbocompresores. Se instalaron 3+ 1 turbocompresores HV-Turbo de12.557 Nm3/h, que se adaptan per-fectamente a las necesidades exis-tentes en el reactor biológico paralos caudales de la fase actual y futu-ra (en caso de ampliación). Encuanto a los difusores, se instalaron6 parrillas por balsa, que supone untotal de 4.032 por balsa.
Las necesidades de aire se calcula-ron teniendo en cuenta una puntade contaminación de 1,88 lo cualgarantiza notablemente la capaci-dad de atender a toda la demandaque se presente.
La salida de las cubas se efectúa porvertedero para que siempre, sea elcaudal que sea el afluente, estégarantizado el volumen deseado. El
efluente pasa por canal a la cámarade floculación-desaireación.
Recirculación de fangos
Los fangos producidos en el trata-miento biológico de alta cargadeben ser recirculados en parte alas cubas de aireación, con objetode mantener de este modo la con-centración de MLSS necesaria,dado el volumen de las balsas, paramantener la carga másica prevista.Otra parte de los fangos produci-dos, los que exceden el caudal derecirculación y no son necesarios enésta, son enviados a su destinocorrespondiente, el tamizado yespesador de gravedad.
El caudal de recirculación de fan-gos es función del caudal mediosobre 24 horas, de la concentraciónde MLSS que se pretende mante-ner para garantizar la carga másicacorrespondiente, y del índice volu-métrico de fangos.
Los fangos a recircular, purgadosdel decantador primario, son con-ducidos por gravedad hasta unaarqueta donde se inicia la elevaciónde los fangos de retorno que serealiza con bombas Indar de hélice.
Si bien se considera una concentra-ción de la recirculación de 10 kg/m3
de acuerdo con las característicasdel fango, y la concentración en lasbalsas se ha considerado a efectosde dimensionamiento de la recircu-lación de 3 kg/m3, la capacidad derecirculación adoptada es del100% (manteniendo la reserva)sobre el caudal máximo de la faseactual y del 100% (sin reserva) sobreel caudal medio de la fase futura(en caso de ampliación). Se instala-ron tres bombas sumergibles de5.400 m3/h, una en reserva en lafase actual, equipadas con variadorde frecuencia que permiten elevardicho 100% del caudal medio de lafase futura.
Los fangos recirculados impulsadospor las bombas se dirigen a cabece-ra de los tanques de aireación a tra-vés de dos canales, en cada uno delos cuales se dispone una reja Dagade 12 mm de luz libre y limpiezaautomática y un medidor ultrasónicoen canal Parshall de 0,914 m deancho de garganta, de forma que,conociendo en todo momento elcaudal, puede aportarse siempre elvolumen necesario.
pumps ends up in three grit separatorsfrom which it is separated from theaccompanying water and stored in containers.
High-load biological treatment: This iscarried out, after the pre-treatment, on twohigh-load active-sludge lines fitted with anaerating system employing membranediffusers. Each of the two basins is fittedwith six grates on which a total of 4032diffusers are mounted. Air is produced bymeans of four (3+1) HV-Turbo turbo blowersof a capacity of 11,700 Nm3/h. The totalvolume of the biological reactor is 145,000 m3
and the retention time at the average flow isexpected to be around 2.6 hours.
The sludge recirculation system from thesettling tanks to the biological reactors isbased on 2+1 submergible pumps, of a flowof 1500 l/s each. The recirculation circuit isequipped with two self-cleaning strainers ofa 15-mm mesh and Parshall flow meters thatregulate the flow of the recirculation pumps.
Flocculation-deaeration chamber: A two-linephysical-chemical treatment system isinstalled to preserve the biologicaltreatment section in the event of accidentalindustrial dumping. The reactive agentsexpected to be used are a 40% iron chloridesolution (for which a storage capacity of 80m3 in two GRP tanks is provided) andpowdered anionic polyelectrolyte (with anautomatic preparation system).
Decanting: The water that leaves theflocculation-deaerating chamber is sent tothe decanters through channels especiallydesigned to distribute the flow evenlybetween them. Eight rectangular decantersare installed, equipped with systems thatcontinually collect surface scum andfloating objects and remove them to the pre-treatment grease concentrator. With the aidof scrapers, the decanted sludge is resent tothe recirculation system. Each decanter hasa surface area of 1250 m2 and a totalvolume of around 5000 m3.
The decanted water is sent to a collection boxfrom which it is dumped into the onshoredischarge outlet. The pumps that supplyindustrial water for the plant’s internalrequirements are fed from this collection box
ENERO 2006
E.D.A.R. DE LOYOLA
25
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 7

TRATAMIENTO FISICO-QUIMICO
Antes del reparto a decantación, laplanta dispone de una cámara de flo-culación-desaireación dimensionadacomo un físico-químico, es decir, concámaras de mezcla y floculación, deforma que si se añaden reactivos elcomportamiento sea óptimo, y si noes así se tenga simplemente la cáma-ra solicitada con el volumen y la agi-tación requeridos.
Cámara de mezcla y floculación
El agua, una vez ha pasado por elreactor de alta carga, entra a las doscámaras de mezcla rápida diseñadas,cuyas dimensiones son 4,2 x 4,2 m2 deplanta y 6 m de altura útil de agua. Laentrada se realiza por la parte supe-rior y la salida de estas hacia las cáma-ras de floculación se realiza por laparte inferior, forzando la corriente deagua a fin de que no se produzcancorto-circuitos hidráulicos. Se dispo-ne de un agitador de mezcla rápidaen cada una de las cámaras de 7,5 kWde potencia unitaria.
La floculación, prevista en dos líneas,se plantea en tres cámaras de la mismadimensión por línea, en los que elpaso del agua de una a otra se realizapor un paso lateral, forzando la corrien-te del agua en la trayectoria deseada.
Reactivos químicos
Cloruro Férrico como coagulante.Se prevé una dosis de 100 mg/l deproducto puro, utilizando productocomercial del 40% de riqueza. Estereactivo se almacena en dos depósi-tos de 40 m3 de capacidad (tres en lafase futura), construidos en PRFV, asícomo una bomba de trasvase de 65m3/h para su llenado. Para clarificareste producto, se instalaron 2 bombasdel tipo membrana, una de ellas enreserva, con un caudal unitario previs-to de 95-950 l/h, accionadas mediantevariador de frecuencia con lo que seconsigue una dosificación proporcio-nal al caudal en todo momento.
Polielectrolito como floculante. Comofloculante se incluye polielectrolitoaniónico en dosis de 1 mg/l, que espreparado en una instalación automáti-ca de producción en continuo de 2.000l de capacidad y que consta de unacuba con tres compartimentos, dos delos cuales tienen un agitador. La dosifi-cación se realiza mediante 3 bombas
dosificadoras de tornillo helicoidal, unaen reserva, de 500-1.000 l/h de caudalde trabajo, cuyo caudal es ajustable,como en los anteriores, al caudal deentrada en la planta, mediante variadorde frecuencia.
DECANTACION PRIMARIA
Las aguas de salida de la cámara de flo-culación-desaireación se conducen a losdecantadores a través de unos canalesespecialmente diseñados para lograr unreparto igual de caudal entre los decan-tadores. La planta posee 8 decantado-res rectangulares de gravedad (cade-nas) de 60 m de longitud por 21 m deancho. La altura útil de los decantadoreses de 4 m. Cada decantador cuenta portanto con una superficie unitaria de1.260 m2 y un volumen total en torno alos 5.000 m3. Con estos números, eltiempo de residencia del agua en losdecantadores es del orden de 7 horas acaudal medio.
Los fangos primarios se bombean con3+1 bombas sumergibles de 260 m3/hde caudal unitario estando equipadaslas bombas con variador de frecuen-cia. El funcionamiento normal delbombeo será en continuo (24 horas)pero se da capacidad suficiente paraefectuarlo en 6 horas, lo que incre-menta el caudal unitario de las bom-bas sensiblemente. El destino de losfangos primarios es el tamizado yespesador de gravedad.
Los flotantes por su parte pasan a unaarqueta desde donde se bombean alseparador de grasas del pretratamien-to con 1+1 bombas sumergibles de 10m3/h de caudal unitario. En dichaarqueta dispone un agitador sumergi-
do para facilitar la aspiración de sobre-nadantes por las bombas.
El agua, una vez decantada, se envía auna arqueta para su vertido por el emi-sario terrestre. De esta arqueta se ali-mentan las bombas de agua industrialpara las necesidades internas de la plan-ta en dos circuitos independientes. Porun lado para atender las necesidadesgenerales de mangueo y limpieza, trasun tratamiento de desinfección porrayos ultravioleta, y por otro para disiparenergía térmica en los procesos de refri-geración vinculados al secado térmico.
ENERO 2006
E.D.A.R. DE LOYOLA
©
©
©
Filtros de malla Hidroglobal a 50 micraspara uso industrial
Filtros de malla Hidroglobal a 200 micraspara línea de refrigeración del secado defangos
26
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 8

El fango primario a tratar en las ins-talaciones de Loyola pasa por untamizado antes de ser enviado alesperador de gravedad. Despuésde su espesamiento, los fangos,pasan a digestión. El almacena-miento de estos fangos sin trata-miento ocuparía una gran superfi-cie y sería el origen de malos olo-res. El tratamiento de fangos tiene,así pues, por finalidad:
• Reducir el volumen de almacena-miento por medio de una opera-ción de espesamiento y deshidra-tación.
• Poner en el almacenamiento unproducto estabilizado, es decir,poco propenso a dar malos olo-res. Esto supone que las sustan-cias orgánicas biodegradables delos fangos habrán sido destruidasbiológicamente (al menos parcial-mente) o estabilizadas mediantetratamiento químico o térmico, eincluso destruirlas totalmente pormedio de la incineración.
En las instalaciones de Loyola seoptó por los siguientes procesos:
• Tamizado y espesamiento porgravedad de los fangos primarios
• Digestión anaerobia de los fan-gos
• Deshidratación del fango estabili-zado mediante centrífugas
• Secado térmico de fangos deshi-dratados
Se dispone además de una plantade cogeneración para aporte decalor para el secado de fangos, ladigestión y el fango a deshidratar.
TAMIZADO Y ESPESAMIENTO
En el diseño de la planta se consi-deró fundamental disponer untamizado de los fangos primariosantes del espesamiento por grave-dad para evitar la formación decostra en el digestor. No es ciertoque, al existir tamizado en el des-baste de la planta, no sea necesarioel anterior a espesamiento, pues loque se pretende deshacer y evitarno son sólo los elementos del aguabruta sino grumos de flóculos conpelos y algún pequeño elementoproducto de la sedimentación delfango primario. Para ello, se handispuesto 2 tamices autolimpiantesQuilton en sendos canales, de 3mm de luz de paso.
Los fangos primarios, después desu tamizado y previo a su digestión,son sometidos a un proceso deespesamiento, con la finalidad dereducir el volumen de fangosmediante su concentración, o elimi-
on two separate circuits. One of the circuitsmeets the general needs of cleaning (after theultra-violet-ray disinfection treatment) andthe other dissipates the heat produced in thethermal drying process cooling system.
SLUDGE LINE
Thickening: The purpose of this treatmentstage is to raise the sludge concentrationbefore sending it to the anaerobic digestionprocess, to reduce the volume to be pumpedand the size requirement of the digester.
First, the excess sludge produced on thewater line is strained and thickened bygravity in three closed circular thickeners.Two automatic strainers with a 3-mmscreen mesh are employed. This improvesthe quality of the sludge and preventsproblems from arising in subsequenttreatment stages. Each thickener has an 18-m diameter and a volume of 1000 m3.
Anaerobic digestion: The sludge isstabilised by means of high-load anaerobicdigestion to degrade the organic matter bymeans of bacterial fermentation in a closedcontainer in the absence of oxygen.
After being thickened, the sludge is sent tothe anaerobic treatment by means of apumping station containing 3+1 helicoidalscrew pumps with electronic frequencyvariators, of a rated flow of 30 m3/h.
The digestion process takes place in threeidentical digesters of a 29-m diameter and a6000 m3 capacity each one. The biogasproduced is employed to produce heat to beemployed to meet the different thermaldemands of the treatment plant. The biogasis sent to two membrane, low-pressure,2150 m3 gas bells, providing a storagecapacity sufficient to hold the gas producedin around ten hours. A torch of sufficientcapacity to burn all of the biogas produced,in the event that it cannot be burned by theheat consumers in the plant, is installed.
ENERO 2006
E.D.A.R. DE LOYOLA
©
©
LÍNEA DE FANGOS
27
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 9

nación parcial de agua de arrastre oconstrucción. Estas operaciones deespesado comportan las siguientesventajas: reducción de la capacidad delos tanques posteriores y de los equi-pos correspondientes, reducción ymejora de los equipos y funcionamien-to de la deshidratación de fangos.
Para el espesamiento de estos fan-gos, se optó por 3 espesadores degravedad, con accionamiento centralcon rasquetas de fondo diametrales.Se prevé la instalación de un cuartoespesador en el futuro. La acometidade los fangos al espesador se realizasuperficialmente, en la parte central,siendo equirrepartido y dirigido porun cilindro metálico suspendido de laplataforma de acceso.
El barrido de los fangos se realizamediante 2 brazos radiales, con con-centradores de fondo, construidos enchapa de acero y terminados en neo-preno. El sistema barredor es accio-nado por una cabeza de mando cen-tral, con motorreductor exterior,soportando sobre una viga-pasareladiametral de hormigón.
Los fangos espesados son purgadosdesde el fondo del aparato, mientrasque el sobrenadante es recogido enun canal perimetral de hormigón, pro-visto de tubos de rebose en su parteinferior, para su incorporación a la redgeneral de vaciados y drenajes.
Cada espesador tiene 18 m de diáme-tro y 3,5 m de altura cilíndrica útil. Estoproporciona un volumen útil unitariode unos 1.000 m3, con lo que el tiempode retención (concentración media 25kg/m3) es de 1,8 días en temporadaactual y 1,94 días en temporada futura.
Se estima una concentración de salidadel fango de 65 kg/m3.
DIGESTION ANAEROBIA
La digestión anaerobia mesofílica sediseñó en una etapa con una duraciónde 21 días. Para ello se proyectaron 3digestores anaerobios de 29 m dediámetro y 8,85 m de altura cilíndricaútil, siendo su volumen unitario deunos 6.000 m3. Se prevé la futuraimplantación de un cuarto digestor.
La extracción de fangos del digestor, serealiza por el fondo, a través de un juegode válvulas CMO situado en una arqueta,con cuya maniobra se consigue que elfango salga, bien a la conducción devaciado, bien a la arqueta situada en laparte superior del digestor, desde dondeson conducidos al depósito tampón.
Para los reboses del digestor, se ha insta-lado un sistema con seguridad de salida a
una arqueta superior mediante una tube-ría en forma de "U" que comunica con lasuperficie del digestor, pudiendo regular-se exteriormente mediante anillos.
Producción de biogás
El gas producido en la digestión es utili-zado en el proceso de calefacción delos fangos, habiéndose instalado igual-mente un circuito en by-pass para que-marlo en caso de emergencia.
Como medida de seguridad se colocóen el digestor una válvula de seguri-dad a la presión y al vacío, y una tram-pa de llamas con apagallamas y cajade humedad. La retirada conjunta delgas del digestor se realiza con uncolector que alimenta al gasómetro enbaja presión, al quemador de gas enexceso y a la línea de alimentación acalderas.
El almacenamiento de gas metano serealiza en dos gasómetros de mem-brana (3 en la fase futura) Prosec de17 m de diámetro máximo, a baja pre-sión, que sirve de pulmón para alma-cenar 10,04 horas (9,7 horas en elfuturo) de la producción de gas.
Se ha instalado asimismo una antorcha,suministrada por Tekener, para el que-mado del gas en exceso.
ENERO 2006
E.D.A.R. DE LOYOLA
©
©
28
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 10

La desulfuración de los gases de ladigestión se realiza mediante cloru-ro férrico con una dosificación de0,135 l/m3. Para la dosificación seinstalaron 3+1 bombas de pistónde 2,5÷25 l/h de caudal unitario. Elalmacenamiento de cloruro férricose realiza en un depósito de P.R.F.V.de 20.000 l, suministrado porPlavisa, disponiéndose una bombade trasvase de 20 m3/h.
Calefacción de fangos
La instalación de calefacción se pre-cisa para mantener la temperaturade digestión en 35ºC, por ser esta laidónea para la acción de las bacte-rias y microorganismos que intervie-nen en este proceso. Esta instalaciónconsta de los siguientes elementos:
• 2 Calderas Ygnis con quemadorde gas de 550.000 kcal/h
• 3 (4 futuro) intercambiadores decalor Iberfuel, tipo espiral de450.000 kcal/h
• 3+1 (4+1 futuro) bombas de aguacaliente centrífugas horizontalesde 80 m3/h
• 3+1 (4+1 futuro) bombas de lodoscalientes centrífugas horizontalesde 80 m3/h
• 1+1 (1+1 futuro) bombas de recir-culación de la caldera de 30 m3/h
• Cuadro regulación caldera• Válvulas servomotorizadas de 3 y 4
vías para control de temperaturas deretorno de agua a calderas y calefac-ción de fangos respectivamente
• Conjunto de valvulería, automa-tismo e instrumentación
Depósito de fangos digeridos
Para cubrir las horas diarias que nose deshidrata se instaló un depósi-to tampón de 1.000 m3, lo quesupone un tiempo de retención deunas 24 horas en fase actual. Estedepósito, situado junto al edificiode secado y deshidratación, incor-pora dos agitadores para evitarsedimentaciones.
DESHIDRATACION DE FANGOS
Una vez digeridos los fangos,éstos se someten a un proceso dedeshidratación, de forma tal, quepermite reducción de volumen yfacilidad en su manejo. Las instala-ciones de deshidratación se pro-yectaron para las cargas de lodosque se producen en la estacióndepuradora, con capacidad parasu tratamiento en un período deoperación de 7 días a la semana 16horas de funcionamiento al día.Las instalaciones que conformaneste apartado son: bombeo fangosa deshidratar, acondicionamientode fangos y centrífugas.
Se realiza la deshidratación de loslodos mediante centrífuga con laque se obtiene una sequedad delos fangos igual o superior al 25%.Se instalaron 3 centrífugas AlfaLaval, una de reserva, con capaci-dad cada una para 25 m3/h. Seprevé la instalación futura de unacuarta centrífuga de las mismascaracterísticas.
Para acondicionamiento químicode los lodos se utiliza polielectroli-to catiónico. Este reactivo, que sesuministra en polvo, se prepara enun equipo de preparación compac-to automático con cuba de 3.000 lde capacidad, un dosificador y doselectroagitadores, hasta conseguirsu dilución de solución madre(0,5%). La salida de esta cuba ali-menta a 3 bombas dosificadoras demembrana, una por línea, con uncaudal variable entre 500 y 1.000l/h. Estas bombas inyectan la solu-
Dehydration. The sludge in the digesters issubsequently dumped into a 1000 m3 buffertank, where it is stored before beingdehydrated. The tank has sufficient capacityto hold the sludge produced in approximately24 hours. The sludge is pumped out of thetank and into the dehydration section bymeans of three screw pumps. After undergoinga cationic polyelectrolyte chemical treatment,the sludge is dehydrated mechanically bymeans of three centrifuge decanters with thefollowing stages: separation, compacting andfinal pressing of the solids. A dryness ofabove 25% is obtained in this stage.
Thermal drying: After the mechanicaldehydration process takes place, the sludge isdried with heat to reduce its volume andachieve a product over 90% dry that can beused as a fuel in certain industrial processes,as a fertiliser, ground filler, or otherapplications.
The drier is sized for an evaporationcapacity of 4600 kg/h. The system employedis an indirect hot-air drying systemsupplied by Vandenbroek (Netherlands).The VADEB® IDD (Indirect Drum Drying)dryer is based on the indirect heatedrotating drum drying principle with dryingair recirculation (the indirect heated closedloop principle).
CHP PLANT
Idom built the adjacent 6-MW cogenerationplant, fuelled by natural gas and biogas.As indicated, the Loyola WWTP includes
various processes on its sludge treatmentline that require heat, such as: anaerobicsludge digestion; mechanical sludgedehydration and thermal sludge drying.
To met those heat requirements, the WWTPis designed to consume biogas in the
ENERO 2006
E.D.A.R. DE LOYOLA
©
29
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 11
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 12

ción en la tubería de alimentación defangos a las centrífugas. En el futurose instalará una bomba más.
Los fangos procedentes del digestorsecundario son aspirados por 3 bom-bas de tornillo helicoidal, una paracada centrífuga instalada, de caudalvariable entre 15 y 30 m3/h, a 11 m.c.a.de altura manométrica. En el futuro seinstalará otra bomba más.
Los fangos secos al 25% son almacena-dos en una cuba de 40 m3 para flexibilizarel funcionamiento del secado térmico.
SECADO TÉRMICO
Tras el proceso de deshidrataciónmecánica, los fangos se someten a unsecado térmico con el fin de reducirsu volumen y lograr obtener un pro-ducto de sequedad superior al 90%,de posible uso como combustible endeterminados procesos industriales, obien susceptible de aportación a laagricultura, relleno de suelos, etc.
La instalación de secado se ha dimen-sionado para una capacidad de evapo-ración de 4.600 kg/h, siendo el sistemaelegido el de secado indirecto median-te aire caliente de la firma holandesaVandenbroek: VADEB® IDD System,Indirect Drum Drying .
El fango seco se acopiará en dos silosde 100 m3 de capacidad unitaria parasu posterior evacuación.
Valorización del fango seco
Como destino final del fango seco (sub-producto con al menos un 90% de mate-ria seca) se está barajando la posibilidadde proceder a su valorización en unaplanta cementera donde, además desuponer un aporte de materia prima parala adición al clinker en el proceso de fabri-cación del cemento, supondrá, por supoder calorífico, un ahorro en el balanceenergético de la planta. El aporte de estetipo de biosólidos al horno de clinkeriza-ción tiene considerables ventajas, habidacuenta de las altas temperaturas y pro-longados tiempos de combustión que seproducen en su interior, lo que elimina laproblemática de vertidos a la atmósferade otros procedimientos de incineración;igualmente ocurre con las cenizas, que eneste caso son incorporadas como “finos”al propio clinker, al constituir las cenizasun aditivo imprescindible para el propiocemento, lo que resuelve la en otroscasos obligada disposición de las mismasen un depósito de RTP.
Otra posible solución para la disposi-ción final del fango secado térmica-mente sería su utilización en la agricul-tura como elemento de mejora-enmienda de suelos y abono. Ello plan-tea dificultades de importancia ya que,no siendo la agricultura de montañapropia del territorio guipuzcoano idó-nea para este fin, sería preciso trans-portar los fangos secados térmicamen-te hasta zonas bien alejadas de laEDAR, lo que implicaría costes detransporte muy elevados y la posteriorgestión agrícola del subproducto.
Alternativas diferentes podrían ser elvertido del fango secado térmica-mente en vertedero (posible técnica-mente dadas las buenas condicionesde manejabilidad de aquél, si bienproblemático desde el punto de vistade aportación de materia orgánica alvertedero a la luz de la normativaeuropea de aplicación) o la incinera-ción de los fangos en la eventual
planta de valorización energética quevaya a construirse para tratamiento delos RSU guipuzcoanos.
PLANTA DE COGENERACIÓN
SerIDOM Servicios Integrados IDOM,S.A. ha sido la empresa encargada deconstruir la Planta de Cogeneración bajola modalidad de llave en mano, de 6MW (Gas Natural / Biogás), dentro delos límites de la depuradora.
La EDAR de Loyola cuenta con unaserie de instalaciones en su línea detratamiento de fangos que precisan elaporte de energía térmica para sufuncionamiento. Estas instalacionesson las siguientes:
• Proceso de digestión anaerobia defangos.
• Proceso de deshidratación mecáni-ca de fangos.
• Secado térmico de fangos.
Para satisfacer las necesidades térmi-cas de estos procesos, la EDAR estáproyectada de forma que consumebiogás en el propio proceso de diges-tión y gas natural para el secado tér-mico de fangos.
La generación de energía eléctrica ser-virá para abastecer a la EDAR y el exce-dente se venderá a la red eléctricaexterior. Con la energía térmica recu-perada de los calores residuales de losequipos de generación, se alimentará alos procesos de calentamiento de fan-gos en digestión, acondicionamientotérmico de los fangos a deshidratarmecánicamente y calentamiento delaire de secado térmico de fangos.
ENERO 2006
E.D.A.R. DE LOYOLA
©
©
31
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 13
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 14
El objetivo principal que se preten-día obtener con la planta de gene-ración diseñada, consistía en obte-ner el máximo rendimiento econó-mico de las instalaciones, que lashicieran viables y atractivas desdeel punto de vista de explotación.
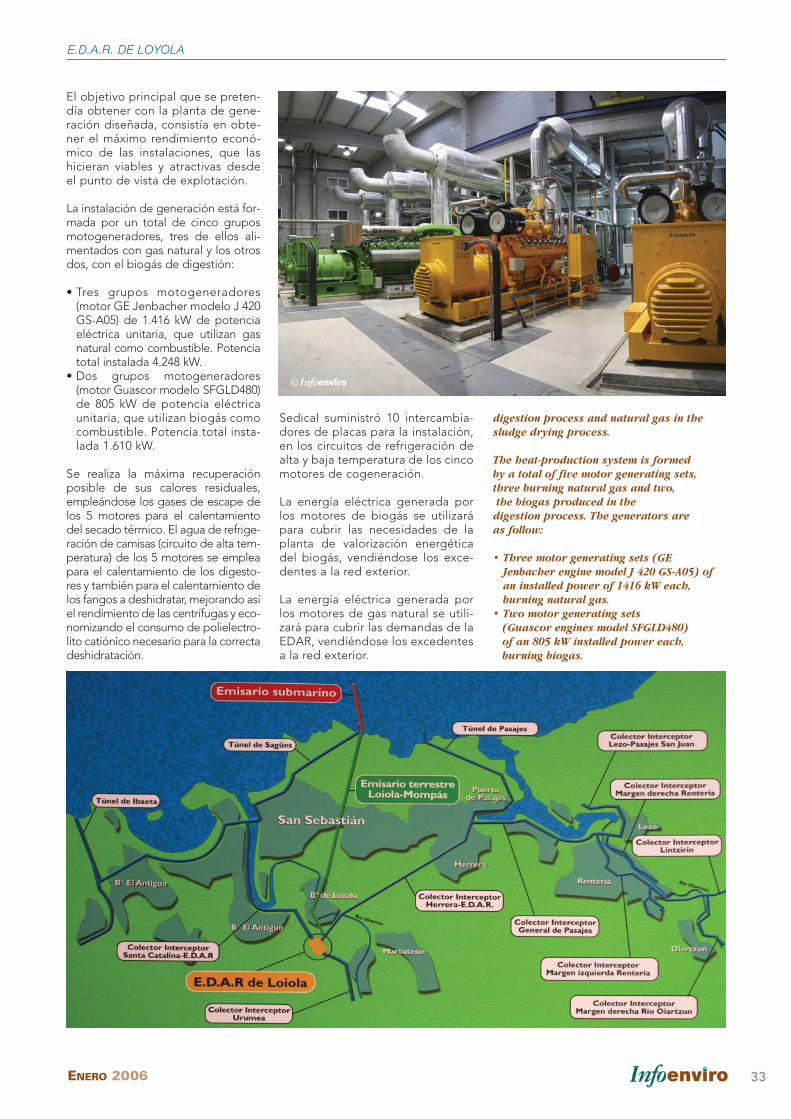
La instalación de generación está for-mada por un total de cinco gruposmotogeneradores, tres de ellos ali-mentados con gas natural y los otrosdos, con el biogás de digestión:
• Tres grupos motogeneradores(motor GE Jenbacher modelo J 420GS-A05) de 1.416 kW de potenciaeléctrica unitaria, que utilizan gasnatural como combustible. Potenciatotal instalada 4.248 kW.
• Dos grupos motogeneradores(motor Guascor modelo SFGLD480)de 805 kW de potencia eléctricaunitaria, que utilizan biogás comocombustible. Potencia total insta-lada 1.610 kW.
Se realiza la máxima recuperaciónposible de sus calores residuales,empleándose los gases de escape delos 5 motores para el calentamientodel secado térmico. El agua de refrige-ración de camisas (circuito de alta tem-peratura) de los 5 motores se empleapara el calentamiento de los digesto-res y también para el calentamiento delos fangos a deshidratar, mejorando asíel rendimiento de las centrífugas y eco-nomizando el consumo de polielectro-lito catiónico necesario para la correctadeshidratación.
Sedical suministró 10 intercambia-dores de placas para la instalación,en los circuitos de refrigeración dealta y baja temperatura de los cincomotores de cogeneración.
La energía eléctrica generada porlos motores de biogás se utilizarápara cubrir las necesidades de laplanta de valorización energéticadel biogás, vendiéndose los exce-dentes a la red exterior.
La energía eléctrica generada porlos motores de gas natural se utili-zará para cubrir las demandas de laEDAR, vendiéndose los excedentesa la red exterior.
digestion process and natural gas in thesludge drying process.
The heat-production system is formed by a total of five motor generating sets,three burning natural gas and two,the biogas produced in the
digestion process. The generators areas follow:
• Three motor generating sets (GEJenbacher engine model J 420 GS-A05) ofan installed power of 1416 kW each,burning natural gas.
• Two motor generating sets (Guascor engines model SFGLD480) of an 805 kW installed power each,burning biogas.
ENERO 2006
E.D.A.R. DE LOYOLA
©
33
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 15
PLANTA DE LOYOLA PAG. 19-34 15/2/06 09:36 Página 16





























