Embed Size (px)
Citation preview

36 www.aiche.org/cep April 2018 CEP
Plant Operations
In the past five years, there has been significant growth in U.S. production of tight oils, and petroleum refiners are now processing larger quantities of discounted opportu-
nity crude oils than ever before (Figure 1) (1). Opportunity crude oils are abundant, and their properties can vary significantly. These crudes may have an API grav-ity that is heavy, intermediate, or light; they can have sulfur content that is higher (more sour) or lower (more sweet); and they can have a higher total acid number (TAN) than traditional crude oils used at a refinery. Most refineries process many different types of crude, and coastal refineries often process 50 or more different crude oils in a year. Each crude requires slightly differ-ent processing conditions within the major process units. However, refinery configurations are typically fixed — they are optimally designed for a specific crude oil composi-tion and desired product qualities and quantities, allowing some flexibility based on the catalyst within the reactors. Therefore, refiners try to match the crude oil composition to their refinery configuration, usually by blending two or more crude oils. Refiners must consider the crude blend’s final properties, as well as whether the blend is incompatible with processing conditions or materials of construction (e.g., whether it may cause accelerated fouling due to precipitating asphaltenes) or has a higher risk of corrosion.
Corrosion is one of the biggest challenges facing refiners that process opportunity crude oils. Corrosion can create operational challenges, such as unexpected piping leaks, and can necessitate unplanned interruptions and shutdowns (Figure 2). However, not all opportunity crudes cause unexpected corrosion. Many factors can influence corrosion, including the acid types within the crude, distribution of the acid quantity within crude oil boiling point ranges, piping metallurgy, and added inhibitors. This article explores the types of corrosion that can occur in refineries, techniques to monitor corrosion within piping, and best practices for implementing a corrosion monitoring program.
Types and causes of corrosion The TAN value is a measurement of acidity in the crude oil. A crude’s TAN value is equal to the amount of potas-sium hydroxide (KOH, in mg) that is needed to neutralize the acids in one gram of crude oil. High-TAN crudes (crudes with a TAN value of 1.0 or higher) typically have a high naphthenic acid content. It is typically the naphthenic acids in the crude oil that cause corrosion; this type of corrosion is called naphthenic acid corrosion (NAC). Many North American refiners are upgrading their piping to process a higher percentage of high-TAN crude oils.
As opportunity crude usage increases, unexpected corrosion has become a major issue
in piping and process units. Corrosion monitoring is a crucial part of maintaining the
operational integrity of a refinery.
Tim OlsenEmerson Automation Solutions
Implement an Effective Corrosion Mitigation
Program
Reprinted with permission from Chemical Engineering Progress (CEP), April 2018.Copyright © 2018 American Institute of Chemical Engineers (AIChE).

CEP April 2018 www.aiche.org/cep 37
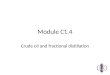
Although TAN indicates the potential for corrosion, this single number does not indicate what type of acids are pres-ent or the naphthenic acid content in the crude. Additionally, the TAN value does not indicate the distribution of these acids within the crude oil’s boiling point ranges (cut points). Acids are not evenly distributed throughout the full boil-ing point range of the crude oil (Figure 3). Therefore, two crudes with similar TANs can have very different corrosion potential (2). For example, one crude may have the major-ity of the acid content in the light atmospheric gas oil cut (~500–600°F range) and have a very high corrosivity poten-tial based on the acid type, while another crude oil may have the majority of the acid content in the heavy atmospheric gas oil cut (~600–800°F range) but have a low corrosivity potential because of the acid type. The TAN measurement alone does not provide all of the insight necessary to mitigate the risk of corrosion. In fact, many types of corrosion can occur at different locations within a refinery, including: • amine corrosion • ammonium chloride corrosion • hydrochloric acid (HCl) corrosion • naphthenic acid corrosion (NAC) • high-temperature hydrogen sulfide (H2/H2S) corrosion • sour water corrosion (acidic) • ammonium bisulfide corrosion (alkaline sour water) • hydrofluoric (HF) acid corrosion • sulfuric acid corrosion. Depending on the configuration of the refinery, certain types of corrosion are less likely to occur. For example, if there is no alkylation unit within the refinery, there will be no hydrofluoric acid corrosion or sulfuric acid cor-
p Figure 1. The past decade has seen tremendous growth in the amount of tight oil production per day from various plays. Source: Adapted from (1).
Eagle Ford (TX)
Bakken (ND, MT)
Spraberry (TX, NM Permian)
Bonespring (TX, NM Permian)
Wolfcamp (TX, NM Permian)
Delaware (TX, NM Permian)
Yeso & Glorieta (TX, NM Permian)
Niobrara-Codell (CO, WY)
Haynesville (LA, TX)
Utica (OH, PA, WV)
Marcellus (PA, WV, OH, NY)
Woodford (OK)
Granite Wash (OK, TX)
Austin Chalk (LA, TX)
Monterey (CA)
5.5
5.0
4.5
4.0
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.02003 2005 2007 2009 2011 2013 2015 2017
U.S
. Tig
ht O
il P
rod
uctio
n, m
illio
n b
arre
ls o
f oil
per
day
p Figure 2. High-TAN crudes with high concentrations of naphthenic acids can cause corrosion in piping. Severe corrosion can occur when acids start to form a groove in the bottom of piping, which in turn causes the concen-tration of acids to increase further in the groove, leading to more corrosion. If the problem is not noticed, the piping can begin to leak.
AWBJubarte
Altimira
KearlLloydOstraVasconiaWCS
0.0
1.0
2.0
3.0
4.0
5.0
6.0
TAN
, mg
KO
H/g
0 200 400 600 800 1,000 1,200 1,400 1,600Cut End Boiling Point, °F
p Figure 3. A crude oil’s TAN value can vary depending on the cut end boiling point of the process. Source: Adapted from (2).

38 www.aiche.org/cep April 2018 CEP
Plant Operations
rosion (because these compounds are only used as catalysts in this particular unit). Although corrosion can be expected in certain locations throughout the refinery, especially in the crude unit, corro-sion can also happen in unexpected places. For example, a low point or dead-leg in a pipe may collect water and provide a favorable environment for accelerated corrosion. Additional factors that can also impact the potential for corrosion include: • high temperature • high velocity — high-velocity fluids can remove coke deposits within piping, exposing the steel surface beneath and allowing corrosion to occur • piping configuration — the higher velocity of the process fluid in the elbows is more likely to cause corrosion (Figure 4) • sulfur content and type • desalter performance — salts that are not effectively removed from the crude oil can form corrosive substances downstream in the process. Thus, there is great need for monitoring as well as inspections in various locations to provide the most insight into where corrosion is occurring.
Monitoring crude oil quality Some refiners are receiving crude oils from midstream terminals that are blends even though they expected a single crude oil; this may cause unexpected fouling if the crude blend is incompatible with the process equipment and pip-ing. The specifications (e.g., density and sulfur content) of the crude oil properties may be the same, but other qualities of the crude oil can be very different. Several organizations, including the U.S. Dept. of Energy, the Energy Information Administration, and the
Crude Oil Quality Association (COQA), have been track-ing crude oil quality (Figure 5) (3). They are redefining how crude oil properties are specified to help create a consistent way to verify quality. The COQA provides comprehensive information that can be shared among refiners. According to the COQA, crude oil quality goes beyond just API gravity and sulfur content, especially when crude oils are blended before they arrive at a refinery. For example, CME Group, Inc. (an American financial market company), recently published a special executive report (4) announcing changes in the quality specifications of light sweet crude to assure that the quality and integrity of the domestic sweet crude oil stream is maintained. The COQA has been a key resource in developing these specifi-cations by providing open forum meetings and maintaining the data portal at crudemonitor.us. The amended specifications add five additional param-eters for characterizing West Texas Intermediate (WTI, domestic sweet crude oil). These parameters address: • distillation characteristics • vanadium content • nickel content • TAN • microcarbon residue content. Other organizations, including NACE International (5) and the European Commission’s Joint Research Centre (6), provide insight into the costs of monitoring and mitigating corrosion, as well as repairing and replacing assets, and they report on the negative impacts from corrosion-related accidents.
p Figure 4. Naphthenic acid corrosion can pose a major challenge for refiners. Here, it occurred in a pipe bend.
U.S., Hondo Monterey
Canada, WCS
Venezuela, Merey
Mexico, Maya
Saudi Arabia, Arab Heavy
U.S., MarsUAE, Dubai
Iran, Iran Heavy
U.S., WTS (Midland)
Saudi Arabia, Arab Light
Iran, Iran LightFSU, Urals
Ecuador, OrienteU.S., WTI
U.S., BakkenU.S., Eagle Ford
Condensate
North Sea, BrentU.S., LLS
Nigeria, Bonny Light
10 20 30 40 50 60
Density, API Gravity
Heavy Light
Sweet
Sour
Sul
fur
Con
tent
, %
0.0
1.0
2.0
3.0
4.0
5.0
p Figure 5. Crude oils can have large variation in density and sulfur content. Source: Adapted from (3).

CEP April 2018 www.aiche.org/cep 39
According to the corrosion-related accidents report by the Joint Research Centre (6), significant corrosion failures occur either because the hazard was not properly identi-fied or the hazard was ignored. Refining experts sometimes overlook the fact that various elements of a process can combine to create conditions conducive to accelerated cor-rosion. And, some refineries do not have staff with adequate mechanical integrity training to properly diagnose corrosion problems. The report includes several case studies in which the corrosion risk was obvious, but the refinery’s manage-ment chose to ignore or underestimate it. Corrosion can necessitate massive expenditures, yet it rarely receives the attention it warrants. With the ongoing increase in Canadian crude oil imported into the U.S., additional analysis and studies will need to be conducted to evaluate how much of these feed-stocks consist of high-TAN crudes and what corrosion risks these feedstocks pose.
Corrosion mitigation strategies A robust corrosion mitigation program in a refinery or other processing facility with corrosion potential should include: • careful crude oil (blend) feedstock selection • appropriate use of chemical inhibitors • online corrosion monitoring of the process fluid and wall thickness in several locations • inspections during turnarounds • consideration for piping metallurgy upgrades to process higher-TAN crudes — more expensive metallurgies can be more resistant to corrosion (depending on the acid) • timely repair or replacement of assets damaged by corrosion. Having trained facility staff who can evaluate all of the available information and act appropriately when needed can also have a big impact on mitigating corrosion. As crude quality has changed and refiners have increas-ingly used higher-TAN crudes, both intrusive (within the process fluid) and nonintrusive monitoring techniques have become a crucial part of any corrosion mitigation program. Automation has also been improved to provide additional insight to mitigate the risks of corrosion. Wireless corro-sion monitoring products that are fully compliant with the IEC 62591 WirelessHART standard can be a cost-effective way to detect corrosion in certain locations (7).
Intrusive monitoring The traditional approach to corrosion monitoring uses weight-loss coupons and inspections during shutdown periods. Coupons are small pieces of metal that are inserted into the process line, exposed to corrosion for typically 3–6 months, then removed and weighed and analyzed. The
change in weight provides a measure of the average metal loss due to corrosion, and a metallurgical analysis can reveal the chemical make-up of the deposits. They also give opera-tors insight into any localized corrosion. There are two general types of coupons and probes on the market: • retrievable systems — for high-pressure/moderate-temperature systems (10,000 psi/200°C) • retractable systems — for moderate-pressure/high-temperature systems (1,050 psi/450°C). Retractable systems are most common in refineries and chemical plants. This type of coupon holder employs a packing gland that allows insertion and removal of the coupon through a ball valve without system depressuriza-tion. A safety cable and safety nut are also integrated to prevent blowout (8). Key advantages of weight-loss coupons include: • low investment cost • reliability • easy to understand • can be used up to 450°C (the retractable version). Unfortunately, coupons do have limitations, so mul-tiple sensors and inspections are required as part of an overall corrosion mitigation program. One limitation of the traditional approach is that coupon retrieval is necessary to evaluate the coupon’s weight loss. This testing has high operational (labor) costs and information is not available until the coupon has been retrieved and analyzed. The time lag makes this monitoring method unsuitable for evaluating crude blends with high TAN values or complicated chemi-cal inhibitor requirements. Without continuous informa-tion, it is difficult to correlate process information with corrosion. Nevertheless, there is still value in weight-loss coupons when they are combined with other measurements and inspections. Continuous online corrosion monitoring sensors provide a more immediate indication of corrosion. For example, electrical resistance (ER) probes sense metal loss in the nanometer range from corrosion or ero-sion. Plotting metal loss as a function of time permits the corrosion rate to be determined, where the slope of the curve represents the average corrosion rate over the selected interval. There is a wide variety of ER probes to match vari-ous applications. ER probes provide more frequent information about corrosion rate changes than coupons do. Continuous ER
Refining experts sometimes overlook that various elements of a process can combine to create conditions
conducive to accelerated corrosion.

40 www.aiche.org/cep April 2018 CEP
Plant Operations
probe data are useful for correlating with other process data and identifying how process changes (e.g., crude selection, including blends) influence corrosion-inducing conditions. ER probes are rated for temperatures up to 450°C. If corro-sion monitoring is required at higher temperatures, non-intrusive ultrasonic sensors can be used for temperatures up to 600°C. Online probes are used to control chemical inhibitor and detect crude blends that may create favorable conditions for corrosion. Because of the probes’ fast response, crude blends can be adjusted, as can the quantity of chemical inhibitors. Having too much inhibitor can be just as bad as having too little inhibitor. Key advantages of online probes include: • high resolution • fast response • early detection of changing corrosion conditions • suitable for use in most environments • easy to understand • suitable for use at temperatures up to 450°C. However, ER probes are not suitable for monitoring localized corrosion, and multiple datasets are required to accurately determine the corrosion rate over time.
Nonintrusive monitoring Nonintrusive monitoring technologies, such as ultra-sonic sensors and electric field mapping, can be combined with intrusive measurements to measure pipe wall thickness as part of a comprehensive corrosion mitigation program (Figure 6). Additionally, near-infrared (NIR) model-based technology can be implemented for the analysis of crude blend properties. An easy-to-implement and cost-effective nonintrusive monitoring technique employs WirelessHART ultrasonic
sensors. These sensors provide accurate and reliable wall thickness data and can be used in numerous locations throughout the refinery. However, only the corrosion directly under the sensor can be measured (thus, multiple sensors throughout a processing unit are needed), and these sen-sors have lower sensitivity than intrusive probes. Over the past few years, refiners have increasingly implemented this type of wireless sensor to provide additional insight into corrosion. This insight helps narrow down the locations for required inspections. Another nonintrusive option is the field signature method (FSM), which detects changes in an electric current fed through the object being monitored (Figure 7). By interpret-ing these changes in electrical potential differences over time, one can obtain an accurate measure of metal loss. The FSM has an accuracy of 0.1% of pipe wall thickness (e.g., 10 μm for 10-mm pipe wall thickness), but like ultrasonic technology, it has a lower sensitivity than probes. It is ideal for localized corrosion tracking, and for applications in underground pipelines, sour gas production, and high- temperature pipes and vessels. An important part of a comprehensive corrosion moni-toring and mitigation system is analyzing the crude oil feed-stock to predict its impact on corrosion. The most suitable technology for crude oil characterization is NIR analysis, which provides fast, one-minute updates. A Fourier- transform infrared spectroscopy (FTIR)-NIR analyzer has a sampling system with hardware ancillaries, software, and modeling technology that enable the immediate prediction of crude oil properties. NIR analysis provides accurate mea-surements of crude oil (including crude blends) properties, such as TAN, true boiling point (TBP), crude assays, density (API), viscosity, pour point, sulfur content, and others as
Process Fluid SideNew Weld
Corroded WeldCorrosion
Sensing PinVoltage
Voltage Change with Corrosion
Current Flow
p Figure 7. Field signature method (FSM) technology can be used to identify a change in the geometry of a pipe — such as metal loss caused by corrosion — which is indicated by a change in the electric field. By measuring the change in field strength, you can calculate the change in wall thickness as an indicator of general and localized corrosion.
p Figure 6. A wireless ultrasonic transmitter (left) is used to measure pipe wall thickness. A wireless corrosion monitoring transmitter (right) accepts inputs from probes within the process fluid.

CEP April 2018 www.aiche.org/cep 41
required. Refiners are paying closer attention to the quality of crudes they purchase and the final blend properties to best match the capabilities of the refinery configuration while mitigating the risk of accelerated fouling and corrosion.
Implementing a corrosion mitigation program With all the corrosion monitoring technology available today, it can be overwhelming to determine what technol-ogy to implement and what locations within the process will be most susceptible to corrosion. Automation providers can assist with choosing the best technology based on the needs of the refiner. A refiner that processes a significant percent-age of high-TAN crudes on a frequent basis should consider employing multiple monitoring technologies in numerous locations, and should train staff on identifying corrosion risks and ways to mitigate them. The American Petroleum Institute (API) has established standards and recommended practices (RPs) for the oil and natural gas industry to enhance the safety of industry opera-tions and assure quality. One excellent reference for inspec-tion, operations, and maintenance personnel, API RP 571, “Damage Mechanisms Affecting Fixed Equipment in the Refining Industry” (9), gives background information on damage that can occur to equipment in the refining industry. Although it provides insight into intrusive corrosion moni-toring (coupons and probes), the RP needs to be updated to include nonintrusive technology such as ultrasonic sensors and the FSM. Another API standard, RP 581 (10), provides informa-tion on risk-based inspection. Risk-based inspection uses risk — evaluating both the likelihood of failure and the con-sequence of failure — as a basis for prioritizing and manag-ing an in-service equipment inspection program. API RP 584 (11) provides information and guidance on developing and implementing integrity operating windows for each process unit. The document states that corrosion monitoring is important to ensure that the process unit’s operation is within the specified operating window. Like RP 571, however, reference to modern technologies is brief, and the document primarily references the traditional moni-toring technologies.
The best and most reliable corrosion mitigation program takes into account industry best practices and standards, and implements a variety of monitoring solutions. A comprehen-sive program also includes the use of chemical inhibitors, NIR online characterization for crude oil (blend) feedstock selection, inspections during turnarounds, and prompt repair or replacement of assets damaged by corrosion. A corrosion mitigation program contributes to improved integrity and safety, and reduces costs (e.g., through effective use of discounted opportunity crudes) and plant downtime for maintenance and repairs related to corrosion.
Literature Cited 1. U.S. Energy Information Administration, “Tight Oil Produc-
tion Estimates by Play,” in “Petroleum and Other Liquids,” www.eia.gov/petroleum/data.php#crude (accessed Feb. 2018).
2. Comer, D., “Improving Refinery Flexibility and Margins with High TAN Crudes,” presented at the 2017 Crude Oil Quality Association Meeting, St. Louis, MO (June 7–8, 2017).
3. U.S. Energy Information Administration, “Figure 3. Density and Sulfur Content of Selected Crude Oils,” in “Changing Crude Quality Mix is Affecting Crude Price Differentials and Refining Decisions,” www.eia.gov/petroleum/weekly/archive/2017/170823/includes/analysis_print.php (Aug. 23, 2017).
4. CME Group, “Amendments to the Light Sweet Crude Oil Futures Contract Specifications Commencing with the January 2019 Contract Month and Beyond,” Special Executive Report, www.cmegroup.com/notices/ser/2017/12/SER-8050.pdf (Dec. 14, 2017).
5. NACE International, “Corrosion Costs and Preventive Strate-gies in the United States,” Cost of Corrosion Study, www.nace.org/Publications/Cost-of-Corrosion-Study/ (2002).
6. Wood, M. H., et al., “Corrosion-Related Accidents in Petroleum Refineries: Lessons Learned from Accidents in EU and OECD Countries,” European Commission, Joint Research Centre, Scientific and Policy Reports, http://publications.jrc.ec.europa.eu/repository/bitstream/JRC84661/lbna26331enn.pdf (2013).
7. Emerson Process Management, “System Engineering Guide-lines IEC 62591 WirelessHART,” Engineering Guidelines, 00809-0100-6129, Rev AB, www2.emersonprocess.com/ siteadmincenter/PM%20Central%20Web%20Documents/ EMR_WirelessHART_SysEngGuide.pdf (Feb. 2016).
8. Roxar, “Roxar Weight Loss Coupon Holder and Coupons,” Product Data Sheet, www.emerson.com/documents/automa-tion/roxar-retractable-weight-loss-coupons-holders-data-sheet-en-us-191990.pdf (June 7, 2015).
9. American Petroleum Institute, “Damage Mechanisms Affect-ing Fixed Equipment in the Refining Industry,” 2nd ed., Recom-mended Practice No. 571, API, Washington, DC (Apr. 2011).
10. American Petroleum Institute, “Risk-Based Inspection Technology,” 2nd ed., Recommended Practice No. 581, API, Washington, DC (Sept. 2008).
11. American Petroleum Institute, “Integrity Operating Windows,” Recommended Practice No. 584, API, Washington, DC (May 2014).
TIM OLSEN (Email: [email protected]) is an AIChE Fellow with 28 years of experience in the refining industry, 20 of which have been with Emerson Automation Solutions. He is a refining consultant within Emerson’s global refining industry solutions group, where he supports the company’s technical and business strategy. Previously, he was with UOP for eight years as a technical advisor on refinery startups around the world. He is a past chair of AIChE’s Fuels and Petrochemicals Div., and was the Meeting Program Chair for the 2014 AIChE Spring Meeting in New Orleans, LA. He was recently elected to the AIChE Board of Directors. He has a BS in chemical engineering from Iowa State Univ. with an emphasis in industrial engineering and process control, and an MBA from the Univ. of Iowa.
CEP