Embed Size (px)
Citation preview
ADVISR:-DR.ING.BALAY WELDEYES
DONE BY:-MULUGETA GETENET
PLANT DESIGN FOR THE PRODUCTION OF
SODIUM CARBONATE
BACKGROUND
Soda ash is the common name for the technical grade anhydrous sodium carbonate (Na2CO3). In the eighteenth century soda ash was produced by LeBlanc process based on roasting salt cake with carbon and limestone. The synthetic process for the manufacture of soda ash by ammonia soda process was developed by Ernest Solvay in 1861.

ANNUAL PRODUCTION OF SODIUM CARBONATE IN ETHIOPIA
Year Production Unit of Measure %
Change2003 4.3769998550415 Thousand metric tons NA2004 6.44399976730347 Thousand metric tons
47.22 %2005 8.20699977874756 Thousand metric tons
27.36 %2006 4.09999990463257 Thousand metric tons -
50.04 %2007 1 Thousand metric tons
-75.61 %
Source: United States Geological Survey (USGS) Minerals Resources Program

Cont’d
For countries which do not posses natural resources of soda ash, the following synthetic processes are available:
— Solvay Process — Akzo Dry Lime Process — Dual Process — New Ashai (NA) Process
OBJECTIVE
To produce good quality sodium carbonate by selecting the appropriate method and reducing the exhaust carbon dioxide to the atmosphere.
Evaluate different use, quality parameters and processing method of sodium carbonate
Evaluate cost effectiveness of produce sodium carbonate
PROPERTIES OF SODIUM CARBONATE
Appearance White powder or granules Odor Odorless Solubility 45.5 g/100 ml water @
100°C (212°F) Specific gravity 2.53 pH 11.6 Aqueous solution % Volatiles by volume @ 21oC (70F) 0 Boiling point
Decomposes Melting point 851°C
(1564°F)
USES OF SODIUM CARBONATE
For the manufacture of glassPH regulator to maintain stable alkaline
conditionsIt is a common additive in municipal poolsIn chemistry, it is often used as an electrolyteUsed as a water softener during laundry
PRODUCTION PROCESS TYPES OF SODIUM CARBONATE
LEBLANC PROCESSHOU'S PROCESSSODIUM SESQUICARBONATE PROCESSDual processSolvay process
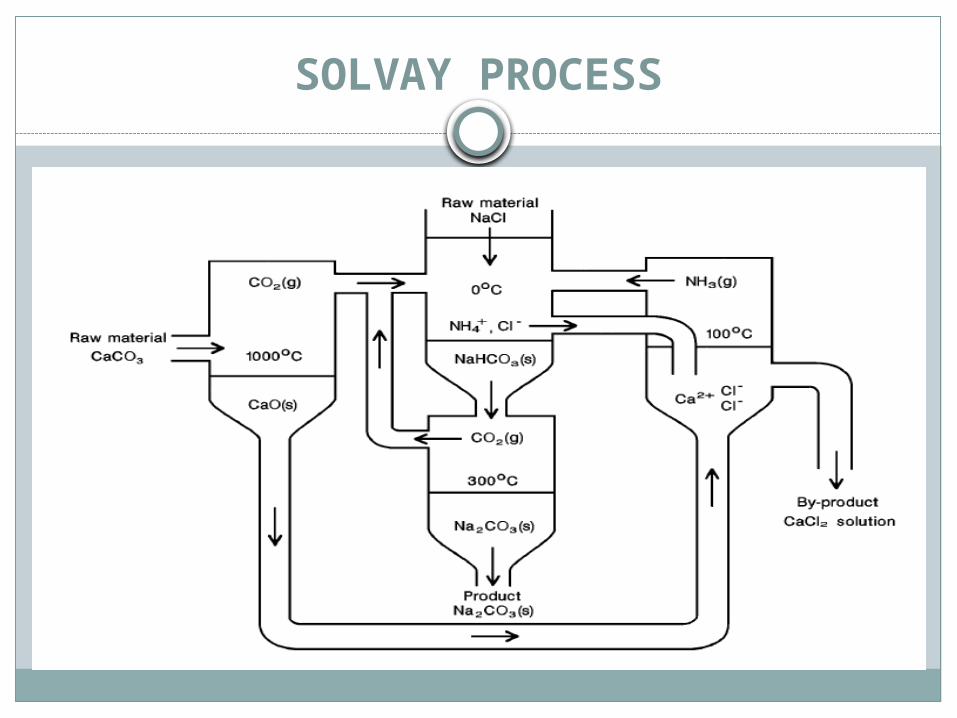
SOLVAY PROCESS
Cont’d
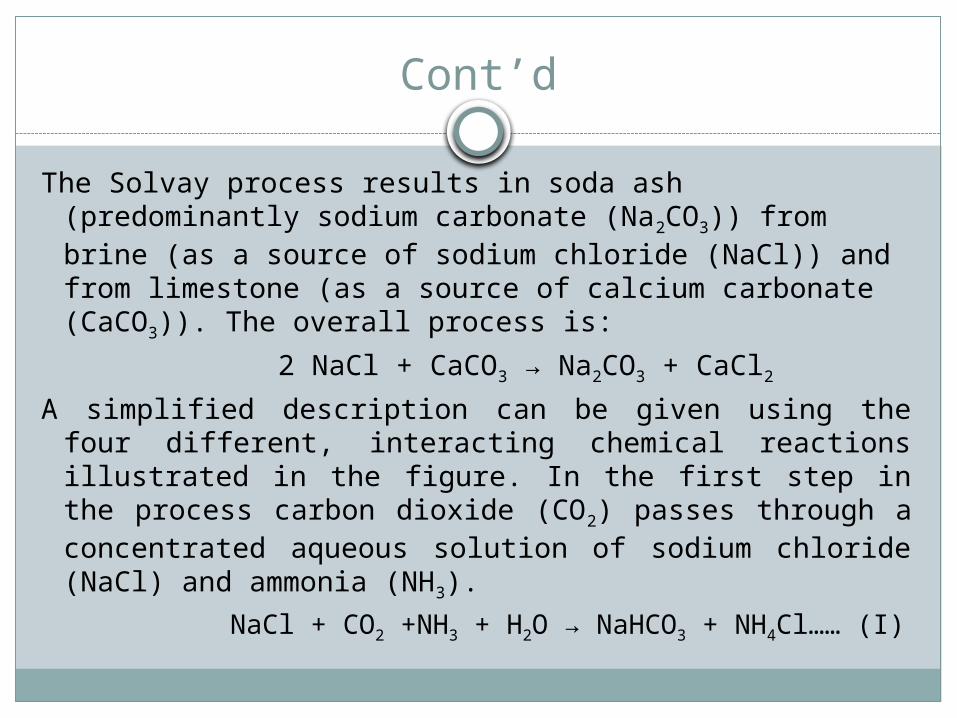
The Solvay process results in soda ash (predominantly sodium carbonate (Na2CO3)) from brine (as a source of sodium chloride (NaCl)) and from limestone (as a source of calcium carbonate (CaCO3)). The overall process is:
2 NaCl + CaCO3 → Na2CO3 + CaCl2
A simplified description can be given using the four different, interacting chemical reactions illustrated in the figure. In the first step in the process carbon dioxide (CO2) passes through a concentrated aqueous solution of sodium chloride (NaCl) and ammonia (NH3).
NaCl + CO2 +NH3 + H2O → NaHCO3 + NH4Cl…… (I)
Cont’d
The necessary ammonia "catalyst" for reaction (I) is reclaimed in a later step, and relatively little ammonia is consumed. The carbon dioxide required for reaction (I) is produced by heating ("calcination) of the limestone at 950 - 1100 °C. The calcium carbonate (CaCO3) in the limestone is partially converted to quicklime (calcium oxide (CaO)) and carbon dioxide:
CaCO3 → CO2 + CaO………………(II)
Cont’d
The sodium bicarbonate (NaHCO3) that precipitates out in reaction (I) is filtered out from the hot ammonium chloride (NH4Cl) solution, and the solution is then reacted with the quicklime (calcium oxide (CaO)) left over from heating the limestone in step (II).
2 NH4Cl+ CaO→ 2 NH3+ CaCl2+ H2O..................(III)
Con’d
The sodium bicarbonate (NaHCO3) precipitates from reaction (I) is then converted to the final product, sodium carbonate (Na2CO3), by calcination (160 - 230 C), producing water and carbon dioxide as byproducts:
2 NaHCO3 → Na2CO3 + H2O+ CO2.............(IV)
Con’d
The carbon dioxide from step (IV) is recovered for re-use in step (I). When properly designed and operated, a Solvay plant can reclaim almost all its ammonia, and consumes only small amounts of additional ammonia to make up for losses. The only major inputs to the Solvay process are salt, limestone and thermal energy, and its only major byproduct is calcium chloride, which is sold as road salt.
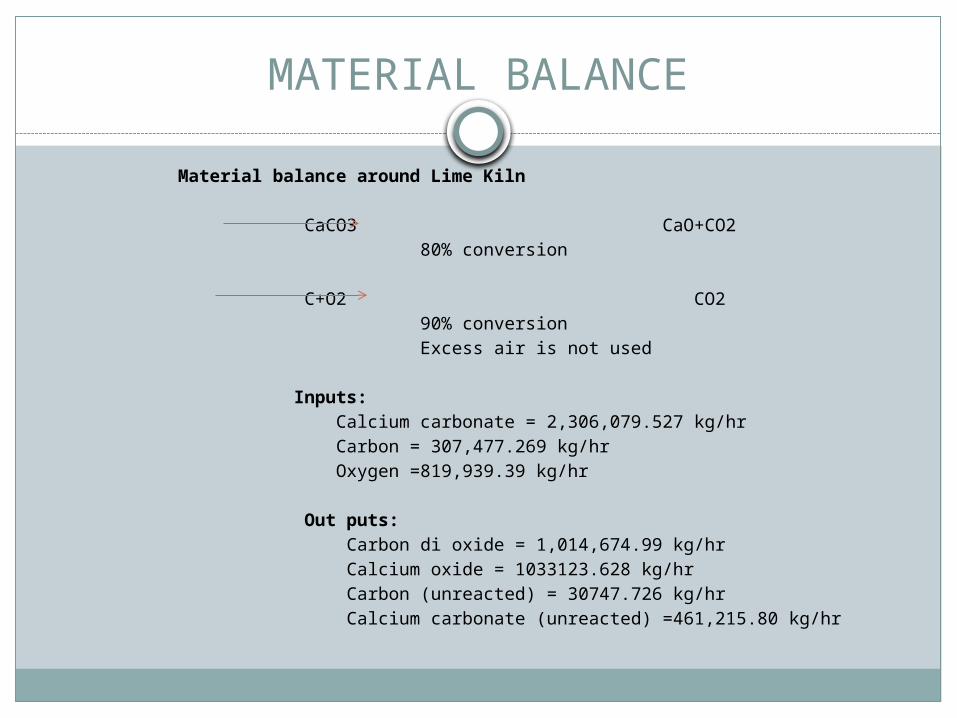
MATERIAL BALANCE
Material balance around Lime Kiln CaCO3 CaO+CO2 80% conversion C+O2 CO2 90% conversion Excess air is not used Inputs: Calcium carbonate = 2,306,079.527 kg/hr Carbon = 307,477.269 kg/hr Oxygen =819,939.39 kg/hr Out puts: Carbon di oxide = 1,014,674.99 kg/hr Calcium oxide = 1033123.628 kg/hr Carbon (unreacted) = 30747.726 kg/hr Calcium carbonate (unreacted) =461,215.80 kg/hr
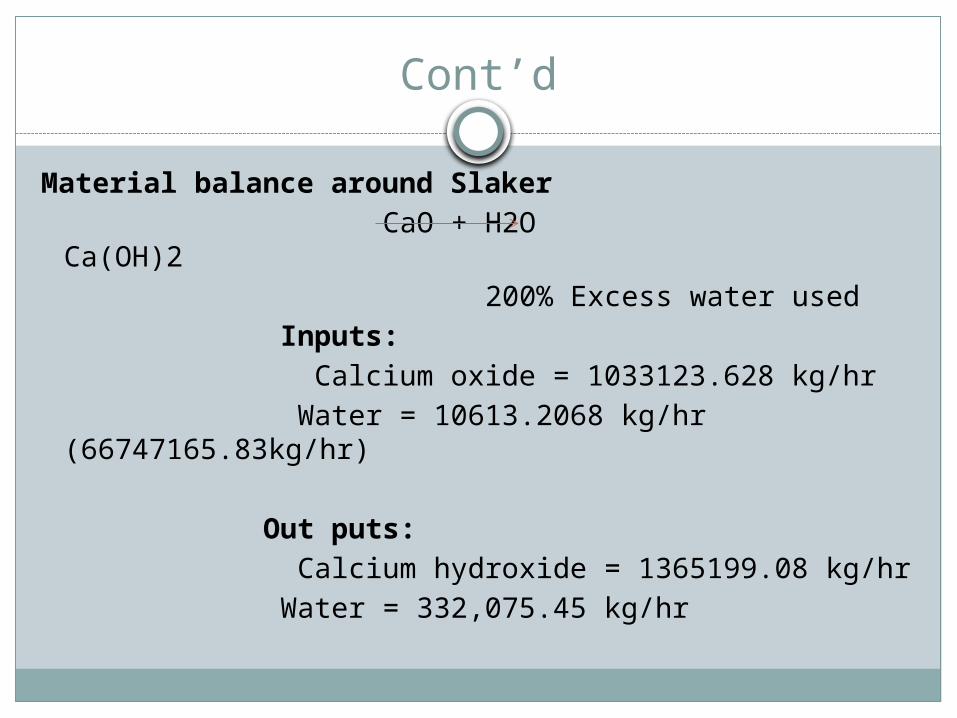
Cont’d
Material balance around Slaker CaO + H2O Ca(OH)2 200% Excess water used Inputs: Calcium oxide = 1033123.628 kg/hr Water = 10613.2068 kg/hr
(66747165.83kg/hr) Out puts: Calcium hydroxide = 1365199.08 kg/hr Water = 332,075.45 kg/hr
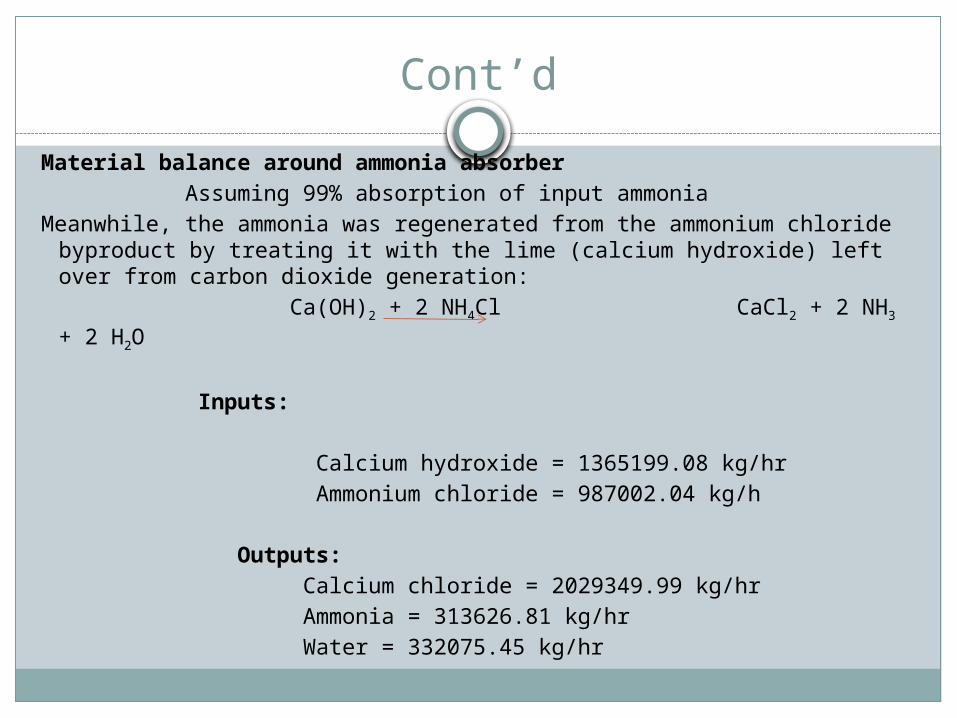
Cont’d
Material balance around ammonia absorber Assuming 99% absorption of input ammoniaMeanwhile, the ammonia was regenerated from the ammonium
chloride byproduct by treating it with the lime (calcium hydroxide) left over from carbon dioxide generation:
Ca(OH)2 + 2 NH4Cl CaCl2 + 2 NH3 + 2 H2O
Inputs: Calcium hydroxide = 1365199.08 kg/hr Ammonium chloride = 987002.04 kg/h Outputs: Calcium chloride = 2029349.99 kg/hr Ammonia = 313626.81 kg/hr Water = 332075.45 kg/hr
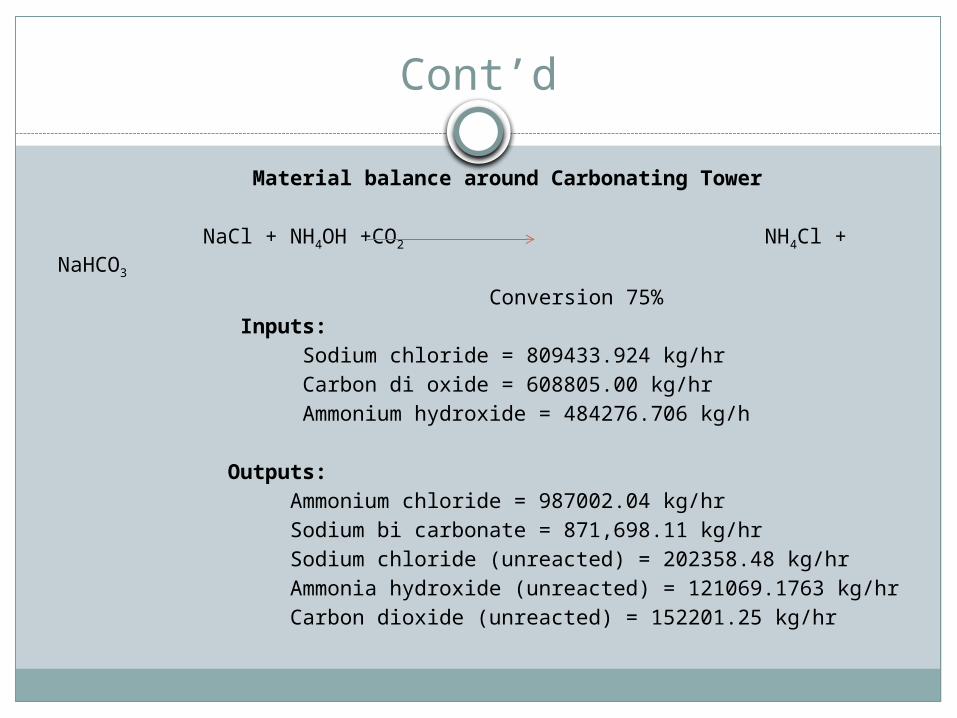
Cont’d
Material balance around Carbonating Tower NaCl + NH4OH +CO2 NH4Cl + NaHCO3
Conversion 75% Inputs: Sodium chloride = 809433.924 kg/hr Carbon di oxide = 608805.00 kg/hr Ammonium hydroxide = 484276.706 kg/h Outputs: Ammonium chloride = 987002.04 kg/hr Sodium bi carbonate = 871,698.11 kg/hr Sodium chloride (unreacted) = 202358.48 kg/hr Ammonia hydroxide (unreacted) = 121069.1763 kg/hr Carbon dioxide (unreacted) = 152201.25 kg/hr
Cont’d
Material balance around Ammonia distiller NH4Cl + NaHCO3 NaCl + NH4OH + CO2
NH4OH NH3 + H2O
Inputs: Ammonium chloride = 31544.8091 kg/hr Ammonia hydroxide = 363207.53 kg/hr Sodium bi-carbonate = 871,698.11 kg/hr Outputs: Sodium chloride (unreacted) = 607075.443 kg/hr Ammonia = 176415.086 kg/hr Water = 141999.7521 kg/hr

Cont’d
Material balance around calciner 2NaHCO3 Na2CO3 + CO2 + H2O
Complete decomposition Inputs: Sodium bi carbonate = 871,698.11 kg/hr Outputs: Sodium carbonate = 550,000 kg/hr Carbon di oxide = 114,150.938 kg/hr Water = 46,698.11 kg/hr
ENERGY BALANCE
Energy balance around the Lime kiln CaCO3 CaO+CO2 ΔH25= 43.4 Kcal/mole C+O2 CO2 ΔH25= -96.4 Kcal/mole For all calculation the initial temperature for calculation is taken as 30 °C. (303K) Temperature of reaction is 11000 CInputs: Temperature of input reactants = 300 C Therefore heat of reactants =0 Heat of reaction at 11000C(ΔH1100) = -3.8*1009 caloriesOutputs: Output temperature of products = T Kelvin Heat output = (mcpΔt)Cao + (mcpΔt)Co2 + (mcpΔt)C(unreated)+(mcpΔt)CaCO3(unreacted)
+(mcpΔt)N2 = (4798.5T – 1.347*1011/T2 + 15.58*1006)(T-303)From heat balance we get: 3.8*109 = (4798.5T – 1.347*1011/T2 + 15.58*1006)(T-303) T= 520 K
Cont’d
Energy balance around Slaker CaO + H2O Ca(OH)2 ΔH25= -15.6
Kcal/mole Temperature of Reaction = 1000CInputs: Temperature of input water stream = 300C Temperature of input calcium oxide stream = 2470C Heat input by reactants = 0.775*1009 calories Heat of reaction (ΔH100) = -4.824*1009 caloriesOut puts: Temperature of output stream = T Kelvin Heat output = (mcpΔt)Ca(OH)2+ (mcpΔt)H2O = (10.698*1006 + 3862.02T – 0.1054T2)(T-303)From heat balance we get: 4.824*1006 = (10.698*1006 + 3862.02T – 0.1054T2)(T-303) therefore T= 720 K
Con’d
Energy balance around ammonia absorption tower Inputs: Temperature of input brine = 300C Temperature of input gases = 600C Heat input = (mcpΔt)gases = (1666.9*7440*30) = 0.372*1009
outputs: Temperature of output liquid stream = 400C Temperature of output gas stream = 300C heat output = (mcpΔt)NaCl+(mcpΔt)NH3+(mcpΔt)H2O = (786.16*12200+1070.18*8671.9+6523.87*18026)(40-30) = 1.363*1009 calories From heat balance 0.372*1009 = 1.363*1009 + heat removed Heat removed = 0.99*1009 calories Water required for cooling the tower = 0.99*1009/(1000*(45-30)) = 66000 kg/hr
Cont’d
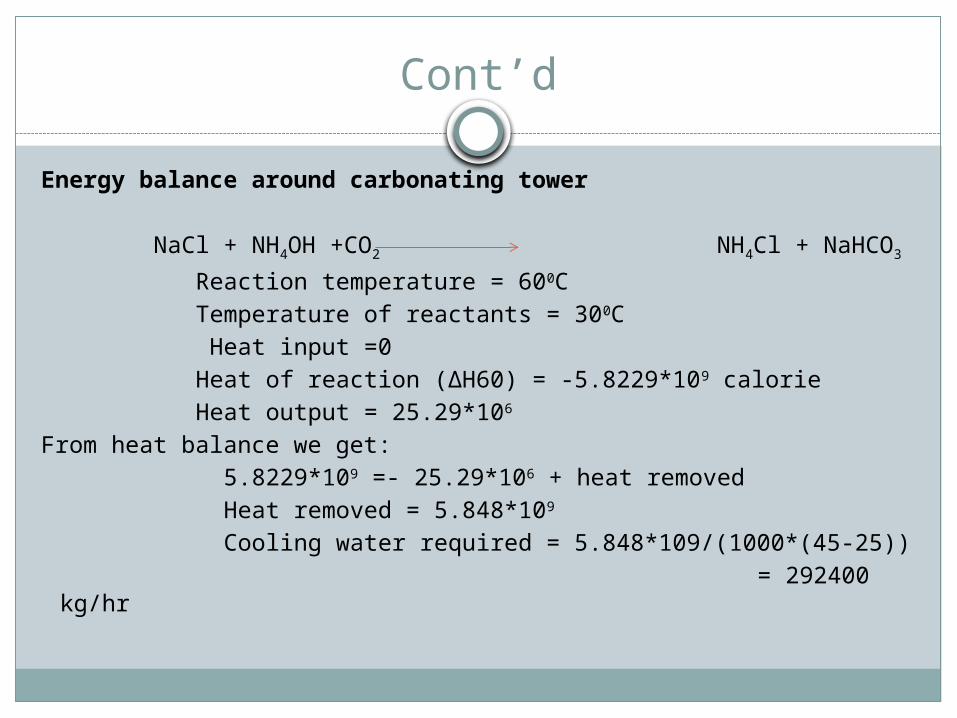
Energy balance around carbonating tower
NaCl + NH4OH +CO2 NH4Cl + NaHCO3
Reaction temperature = 600C Temperature of reactants = 300C Heat input =0 Heat of reaction (ΔH60) = -5.8229*109 calorie Heat output = 25.29*106
From heat balance we get: 5.8229*109 =- 25.29*106 + heat removed Heat removed = 5.848*109
Cooling water required = 5.848*109/(1000*(45-25)) = 292400 kg/hr
Con’d
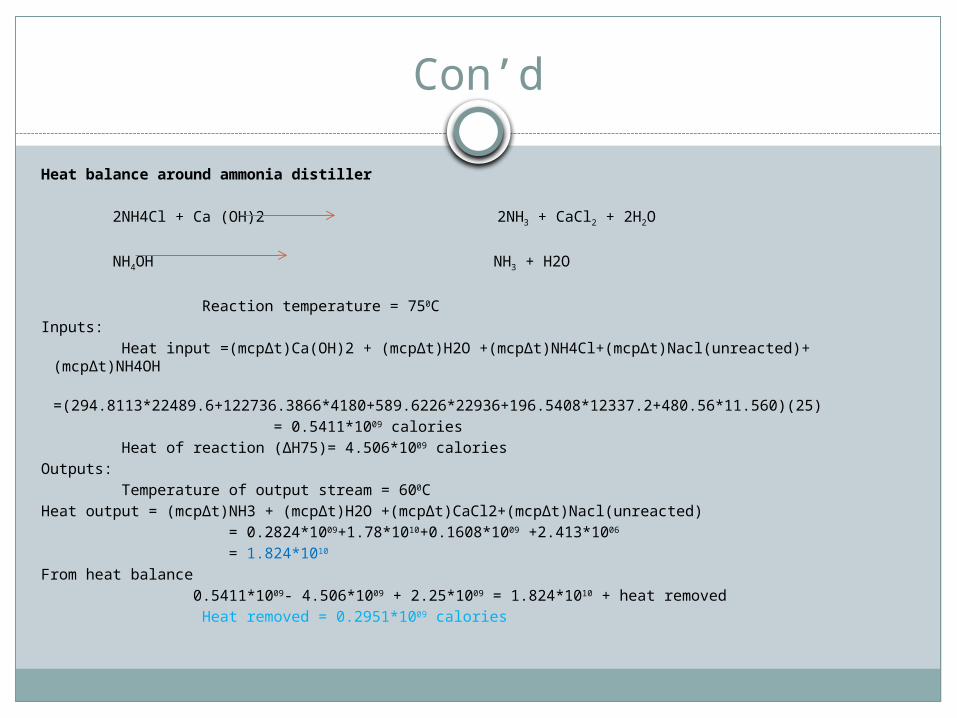
Heat balance around ammonia distiller 2NH4Cl + Ca (OH)2 2NH3 + CaCl2 + 2H2O
NH4OH NH3 + H2O
Reaction temperature = 750CInputs: Heat input =(mcpΔt)Ca(OH)2 + (mcpΔt)H2O +(mcpΔt)NH4Cl+(mcpΔt)Nacl(unreacted)+
(mcpΔt)NH4OH
=(294.8113*22489.6+122736.3866*4180+589.6226*22936+196.5408*12337.2+480.56*11.560)(25) = 0.5411*1009 calories Heat of reaction (ΔH75)= 4.506*1009 caloriesOutputs: Temperature of output stream = 600CHeat output = (mcpΔt)NH3 + (mcpΔt)H2O +(mcpΔt)CaCl2+(mcpΔt)Nacl(unreacted) = 0.2824*1009+1.78*1010+0.1608*1009 +2.413*1006
= 1.824*1010
From heat balance 0.5411*1009- 4.506*1009 + 2.25*1009 = 1.824*1010 + heat removed Heat removed = 0.2951*1009 calories
Cont’d
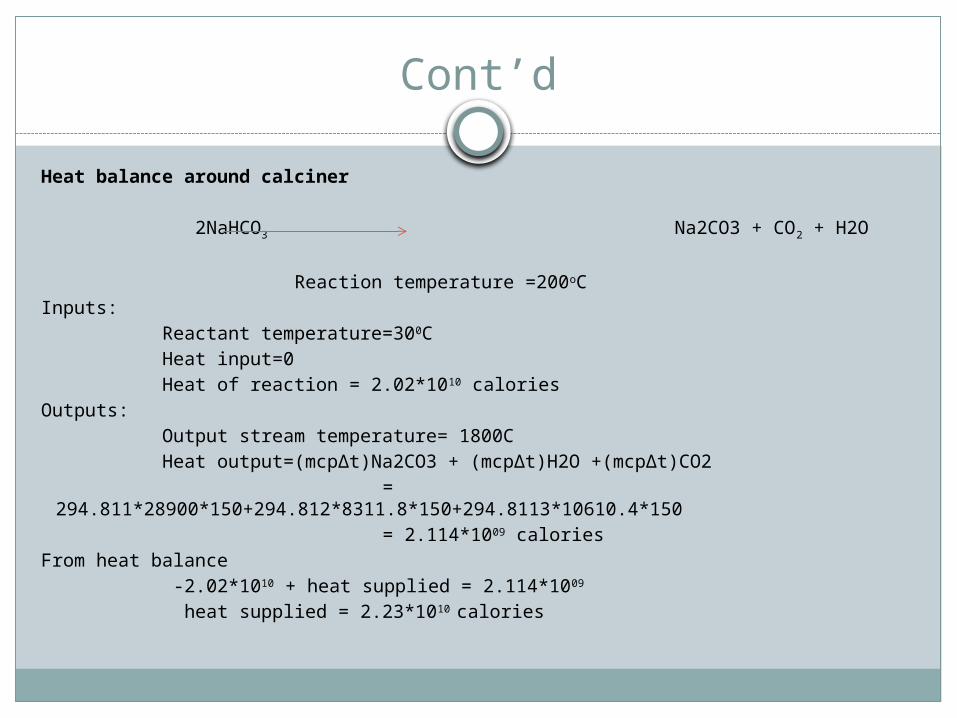
Heat balance around calciner 2NaHCO3 Na2CO3 + CO2 + H2O
Reaction temperature =200oCInputs: Reactant temperature=300C Heat input=0 Heat of reaction = 2.02*1010 caloriesOutputs: Output stream temperature= 1800C Heat output=(mcpΔt)Na2CO3 + (mcpΔt)H2O +(mcpΔt)CO2 =
294.811*28900*150+294.812*8311.8*150+294.8113*10610.4*150 = 2.114*1009 caloriesFrom heat balance -2.02*1010 + heat supplied = 2.114*1009
heat supplied = 2.23*1010 calories
COST ESTIMATION
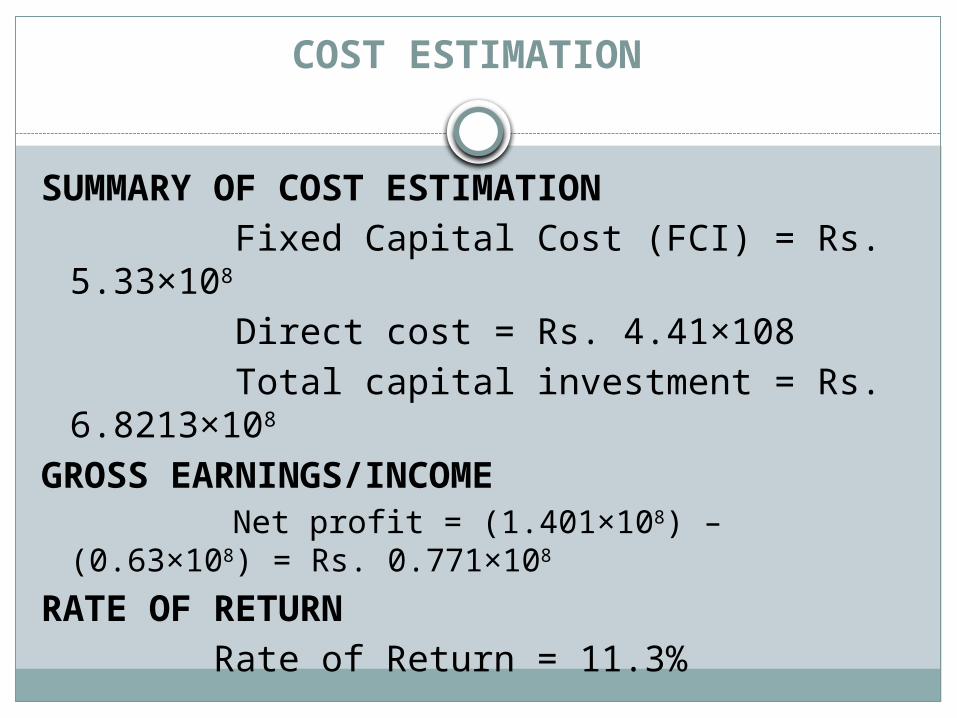
SUMMARY OF COST ESTIMATION Fixed Capital Cost (FCI) = Rs. 5.33×108
Direct cost = Rs. 4.41×108 Total capital investment = Rs.
6.8213×108
GROSS EARNINGS/INCOME Net profit = (1.401×108) – (0.63×108) = Rs.
0.771×108
RATE OF RETURN Rate of Return = 11.3%
CONCLUSION
Based on the result the following conclusions are important:
The amount of carbon dioxide from the process is very large amount so it is important to reuse again or it needs to treat before to remove to the atmosphere.
The analysis on financial feasibility of the proposed enterprise revealed that based on the assumptions made, the enterprise is profitable. The enterprise is projected to have a healthy cash flow and is viable over long term. The positive financial feasibility is, however, dependent on stable inflation and macro economic conditions.
THANK YOU!




























![DESIGN of Sodium Carbonate PRODUCTION PLANT[Comprehensive Design Project]](https://img.pdfslide.us/doc/110x75/577c7ef31a28abe054a2afd4/design-of-sodium-carbonate-production-plantcomprehensive-design-project.jpg)
