Embed Size (px)
Citation preview
INTRODUCTION
Pigments and dyes both come under the classification of word colorant meaning
A substance used for coloring. Further a colorant can be elaborated as any
chemical that is colored or can become colored in a particular
environment/under certain condition and can be applied/used to impart the
property of color to an item.
Pigments are colorant composed of particles that are in soluble in the
application medium. They have no substantivity for the material on which they
are applied.
Since the particles are too large to penetrate in to the substrate, the pigments are
there fore easily removed unless fixed with adhesive.
Pigment dyeing like pigment printing is a phenomenon in which insoluble
Coloring matter called pigment, having no affinity with the substrate is applied
on to fabric.
The color is being fixed are being attached to the fabric by virtue of binding
agents. The role binders hence becomes extremely important since the pigment
Is some what sandwiched between the substrate and final layer of binder. This
Explanation may be too simple, but certainly explain basic idea of pigment
application.
1 | P a g e
Historical Background of Pigment
The natural instinct of humans for beautifying and improving their own bodies, clothes and surroundings has been responsible for extensive use of colors since the times immemorial. The sources of natural colored substances then were vegetable, animal and minerals. The pigments were obtained from colored minerals that were ground to fine powders, mixed with a suitable binding agent like boiled oils, albumen, vegetable gums or waxes, and then fixed by heating or air-drying for producing the color effects. The earliest known examples are the well known cave paintings in France and Spain that have been carbon-dated to be of about 5,000 years old. Use of the natural mineral pigments is still continuing in the artistic canvas-paintings, colouring of dwellings and also in some wood paints. However with slow and painstaking scientific developments, the natural mineral pigments were gradually replaced by inorganic pigments that were made from lead, chromium, iron and other metal compounds. An interesting use of such pigments that lasted till the 20 th century was printing of tents and awnings. The mineral-khaki pigment, used extensively for the military uniforms all over the World, was produced by depositing chromium and iron hydroxides inside the fibers and this pigment survived till the end of the Second World-War.
The first organic pigment dispersions were commercially made in 1920s in Germany and marketed under the trade name of Hansa Yellows. However their full acceptability in textile dyeing and printing had to wait for another 10 years when the giant German chemical manufacturing firms mastered the technology of emulsion copolymerisation of olefinic compounds like vinyl esters, acrylic acid esters, butadiene, acrylonitrile etc that served as excellent binding agents for the organic pigments to the textile materials.
Pigment dyeing was introduced in Pakistan in early 1980s, where it first replaced ground printing by the rotary screen printing machine. The entire ground of fabric was dyed on padding mangle rather than printed followed by
2 | P a g e
drying and high temperature thermo fixation (curing). The process starts on thermosol dyeing machine and stenter frame but mainly done in preferred on stenter frames because the final chemical finish was added to pigment dyeing recipe (subjected to compatibility) and process on stenter thus saving a process. At that time only the light shades up to 2g/l were dyed successfully on stenter while a slight higher depth up to 3-4 g/l was achieved on thermosol dyeing machine a depth more than this produced inferior quality and cost ineffective product hence pigment dyeing was limited to light shades only .with the development of better pigments and binder, fabrics with high pigment depth can be successfully dyed, thus extending the limitation of pigment dyeing process
3 | P a g e
CLASSIFICATION OF PIGMENTS
Pigments have been chemically classified into the following classes.
CONVERTED INTO PIGMENTS DYES:
Dyes converted by precipitation on substrates
With the introduction of synthetic dyes, attempts were made prepare pigments from them by method based on those that had been used with natural dyes. Many soluble compounds can be made insoluble by precipitating them as salt of heavy metals in the presence of alumina hydrated. Use of alumina hydrate as a basic substrate for making pigments from dyes has lost its commercial importance now.
Dye converted by precipitation with complex acids:The precipitation of pigments using the mordants that were employed when the same substances were being used as dyes began in initial years of twenty century, but these pigments possessed very poor light fastness. It was noted that some amines could be precipitated by treatment with acid in the presence of sodium phosphate and sodium tungstate or molybdate. When these precipitants were tried on basic dyes, pigments were produced with higher light fastness then that of parent dyes. After the Second World War, copper toners were made by precipitating basic dyes with copper (ii) hexacynoferrate resulting in pigments that were less brilliant, lower in strength and light fastness with their predecessors.
4 | P a g e
Vat dyes converted into pigments:Although vat dyes may be considered pigments due to their water insolubility, but there were first used as dyes. When prepare for dyeing there particles size is an important technical factor that influences the rate of reduction and is guarded as an industrial secret. Particles size was also found important when vat dyes were used to make pigments
When methods were devised to reduce the particles size further, the only it gained commercial success to produced bright and tinctorially strong pigment.
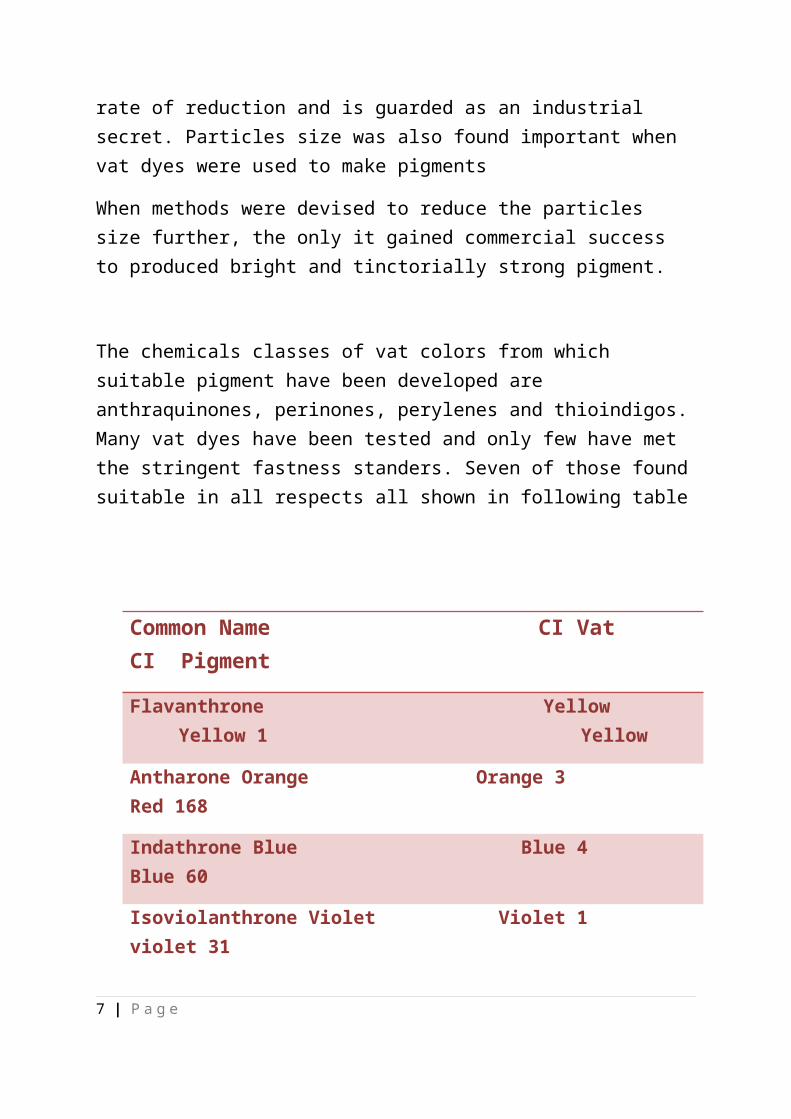
The chemicals classes of vat colors from which suitable pigment have been developed are anthraquinones, perinones, perylenes and thioindigos. Many vat dyes have been tested and only few have met the stringent fastness standers. Seven of those found suitable in all respects all shown in following table
Common Name CI Vat CI Pigment
Flavanthrone YellowYellow 1 Yellow
Antharone Orange Orange 3 Red 168
Indathrone Blue Blue 4 Blue 60
Isoviolanthrone Violet Violet 1 violet 31
Perinone Orange Orange 7 Orange 43
Perylene Maroon Red 23 Red 179
Anthrapyrimidine yellow Yellow 20 Yellow 108
AZO PIGMENTS:
Azo pigments comprise by far the largest chemical class of compound from which pigments are made, reflecting the wide range of aromatic 5 | P a g e
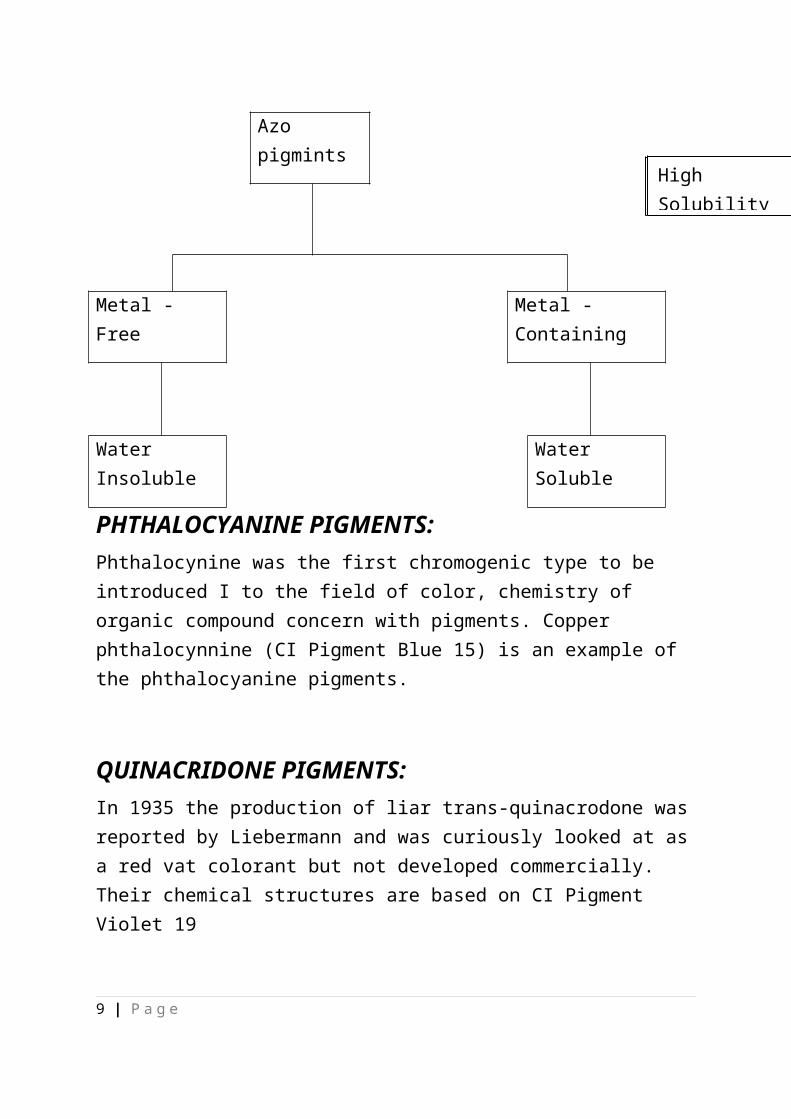
amines that can be diazotized and the numerous compound s to which the resulting diazo compound can be coupled, not all of course yielding pigments. The azoic pigments provide a wide range of hue from red to yellow, and orange to blue, in descending order of number of each hue. The classification of azo pigments is shown in the following figure;
PHTHALOCYANINE PIGMENTS:Phthalocynine was the first chromogenic type to be introduced I to the field of color, chemistry of organic compound concern with pigments. Copper phthalocynnine (CI Pigment Blue 15) is an example of the phthalocyanine pigments.
QUINACRIDONE PIGMENTS:In 1935 the production of liar trans-quinacrodone was reported by Liebermann and was curiously looked at as a red vat colorant but not developed commercially. Their chemical structures are based on CI Pigment Violet 19
6 | P a g e
Azo pigmints
Metal - Free Metal - Containing
Water Insoluble Water Soluble
Low SolubilityHigh Solubility
ISOINDOLINE PIGMENTS:
Any new type of pigments, called irgazin was produced in 1964 by Giegy Company. The pigments obtained were yellow pigment (CI Pigment Yellow110) and the greenish yellow pigments (CI Pigment Yellow 109).
DIOXAZINE PIGMENTS:
Triphenodioxazine compound have been used to make brilliant blue direct and reactive dyes for cellulosic fiber, but only one pigment in this class CI Pigment Violet 23 is widely used.
FLUORESCENT PIGMENTS:
Fluorescent pigments are based on fluorescent dyes which are soluble
In certain resins. A resin colored in this way is ground to a powder of small particle size and this ‘fluorescent pigment’ is dispersed into various media in the same way as other pigments.
The overall result is that the paints, printing inks and plastics into which fluorescent pigments have been incorporated have vivid bright colors which attract the eye. This property is very valuable for safety clothing worn by police, rescue workers and others working in hazardous situations. Their vehicles also become much more visible when parts of them are painted with special finishes containing these colorants. Other uses include advertising and plastic toys.
The resins used to make fluorescent pigments are usually toluenesulphonamide- Melamine-formaldehyde matrices. The dyes used for this purpose include CI Disperse Yellow 11, Rhodamine 6G (CI Basic Red 1) and Rhodamine B (CI Basic Violet 10.
7 | P a g e
Unfortunately, the fluorescent effect is not directly proportional to the concentration of colorant present, since there is considerable quenching if quite low concentrations are exceeded. The light fastness of the fluorescent pigments is also less than that of many other organic pigments, but can be improved by using over layers containing ultraviolet absorbers.
INORGANIC PIGMENTS:
Inorganic pigments have a very special place in the piment chemistry for several reasons; one is that there is no white inorganic pigment. White pigments are essential to provide opacity to the paints and printing inks used on metals, paper, wood, textile fabric and plastic films.
White organic pigmentsThe primary requirement for a compound to be of a white appearance is that it should not absorb any of the radiation in the visible part of the electromagnetic spectrum, that is, of wavelengths between 400 and 650 nm; in practice this is seldom attainable than 100% transmission can be tolerated, but there must be no marked absorption bands.
The additional requirement for a substance to be usable as a white pigment is that it should have as high a refractive index throughout the visible spectrum as possible. A third criterion is that it should be in the form of particles fairly uniform in size, with diameters of the order of 1000 nm.
Because pigments are used as dispersions of particles in media of a refractive index of above 1.5, this is the lower limit for their practical use. The several white inorganic compound used are given below.
Whitening (CaCO3, CI Pigment White 18)
8 | P a g e
China Clay (CI Pigment White 19)
Baytes (BaSO4; CI Pigment white 22)
Zinc oxide (CI Pigment White 4)
Zinc Sulphide (CI Pigment White 7)
Antimony oxide (CI Pigment White 11)
But all of these pigments have been overshadowed by titanium dioxide (CI Pigment White 6)
Colored Inorganic Pigments:Organic pigments could not be the fastness requirements and with stand with high temperature process, therefore inorganic pigments are mixture of both can be used. The colored inorganic pigments in the current production are generally those that have particular advantages, which organic pigment cannot match. The examples of inorganic pigments include ultramarine, cadmium pigments, iron oxide pigments, lead chromate pigments, complex colored inorganic pigments and metallic pigments.
Features of Pigments:1. Pigment has excellent light and weathering fastness.2. By pigment the high curing is possible and has a good backing stability.3. It has high tintorial strength.4. Pigment yield bright and sharp color in printing. 5. It provides excellent solvent resistance6. Pigments are easily dispersible.
Binder :
9 | P a g e
Binders are 3-D. Film-forming organic chemical substances which are made up of long chain polymeric macro-molecules. The binder that are used in pigment printing, are addition co-polymers. For example, an artificial, i.e., synthetic binder, is manufactured from three molecules of butyl acryl ate, and only one single individual molecule of acrylo-nitrile.
CH2 – CH - CH2 – CH – CH2 – CH – CH2 – CH
CO CO CO CN
OC4H9 OC4H9 OC4H9 n
Binder Characteristics:
The binders used in pigment must fulfill these following requirements:
- Simple in application.
- It must form a colorless, uniform, and a flexible film.- It should posses a good share stability and chemical stability as well.- It must be chemically compatible with all the other chemicals.- It must adhere uniformly and firmly any textile fiber what so ever.- It must be supple.- It should impart a good color-fastness against light, dry and wet crocking (rubbing), washing, and dry cleaning solvents.
The Mechanism of formation of 3-D, film of binder:-
10 | P a g e
The film form the dispersed binders, is formed in two stages. In first stage, during drying, water, white spirit, and surfactants are removed by absorption and evaporation. Then particles of the binder melt and form a jelly like layer of very tightly packed balls, having poor solubility and adhesive properties.
During the second stage, these tightly packed balls of the binder flow together along with each other to form a continuous 3-D, film which covers the pigment particles and fix (adheres) with the fibers.
During drying and curing of the printed fabric, the self cross-linking of the binder does take place as well.
The Self Cross-linking reaction of binder:-
In order to improve the adhesion and cohesion, the molecules of the binder are provided with special reactive groups by the chemical manufacturers; these types of binders are technically termed as “The self cross-linking binders” . The specific functional reactive groups from cross-linking among the molecules of the binder through-by the formation of covalent chemical bonds. Further more, these reactive chemical groups, in addition, also form covalent bonds with textile fibrous substrate.
11 | P a g e
External Cross-linking Agent-
The external cross-linking agent not only act as an adhesive agent between the textile fibrous substrate and binder, but also contributes in to the cross-linking of binders. These fixing agents improve both the wet crocking (wet rubbing) fastness and wash-fastness of the printed goods. They are used along-with the binder, especially for printing on any hydro-phobic textile fibers like such as polyester fiber and nylon fibers. These fixing agents react either with fiber, or with binder and form such cohesion that, the binders are firmly attached to the fibers. Because of high percentage of their polar functional groups, the external cross-linking agent’s their-selves produce inextensible rigid network after cross-linking reaction, which, infect, hardens the handle of printed fabric more than what the binder’s film does. So, only a little physical quantity is, therefore, used; or i.e. up to ten percent of the actual quantity of the binder being practically used.
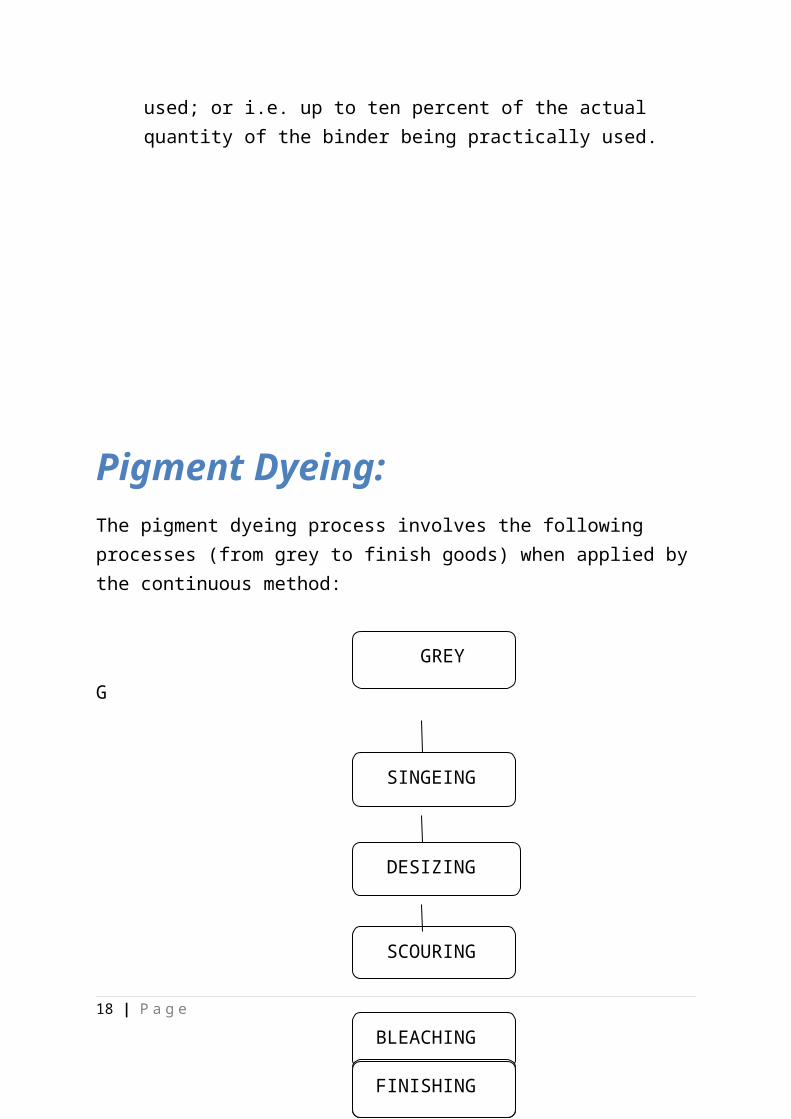
Pigment Dyeing:The pigment dyeing process involves the following processes (from grey to finish goods) when applied by the continuous method:
12 | P a g e
G
The pigment dyeing process undergoes the similar pre-treatment process as in case of dyeing with any type of dye. The bleached fabric is normally used for the pigment dyeing.
RECIPE:The general recipe for the pigment dyeing is as under:
Printofix Pigment HBP X g/l13 | P a g e
GREY
SINGEING
DESIZING
SCOURING
BLEACHING
STENTERING
DYEING
FINISHING
Binder MTB 3 times of pigment quantity
Wetting agent (Hostapal HDN) 3g/l
Dispersing agent (Laycol RDN) 3g/l
RAW MATERIAL:Fabric 100% Bleached Cotton
EQUIPMENT:The following equipments were used for sampling the above mentioned recipe in the laboratory:
Lab Padder
Lab dryer
CONDITIONS:The following conditions were maintained for sampling
Pick up 70%
Padder pressure 5 bar
Speed 2.5m/min
Pre-drying temperature 120c
Pre-drying time 60 s
Curing temperature 160 c
Curing dwell time 3 min
Padding temperature 30 c
PROCESS SEQUENCE:Following steps are involved in pigment dyeing:
14 | P a g e
PADDING:The fabric was padded with Printofix 3g/l, Hostapal HDN 3g/l Lycol RDN 3g/l and binder 12g/l at a temperature of 30 C to give the pick up of 70%.
DRYING:The pigment padded fabric then dried at 120 C for 5 minutes.
CURING:
The dried fabric is them cured at 160 C for 3 minutes. The pigment dyeing process can be done on thermosol dyeing or on stenter frame. Since stenter is also used as finishing machine, the required finishing chemical are added to the pigment dyeing (subjected to compatibility) and processed on stenter frame to save an additional finishing process. How ever stenter has its limitation and is only suitable for dyeing light shades. Medium light and medium shades are preferred to be dyed on thermosol. Thermosol machine us equipped with IR pre dryer that pre-dry the padded fabric. After pre-drying, drying is completed in one or two chamber while curing is done in the rest of the chambers. The dried pigment padded fabric is cured at 160 c for three minutes.
15 | P a g e
PADDING
PRE-DRYING
CURING
APPLICATION:The pigment dyed fabric is used as a base fabric for printing on which colored ground is required or it serves the following end uses as home textile products
Sheeting fabrics
Curtain
Seat covers
Comforter
All other product where fastness requirements are not too stiff and product life is not more than five washes.
ADVANTAGES:
Same shade and same depth of shade is obtained on both fibers containing in the blend.
Simultaneous dyeing and finishing can be carried out in one stage.
Process is suitable for large sale production.
Good reproducibility.
No washing off is required after dyeing.
Economical process.
PROBLEM ASSOCIATED WITH PIGMENT DYEING:Although pigment dyeing has improved since its evolution but there are still some problems associated with it that limit its application. The fastness properties (rubbing and washing) of pigment dyeing are not good and associated with binders and than pigments it self.
16 | P a g e
PIGMENT DYEING BY MODIFIED PROCESS:
INTRODUCTION:
Although pigment dyeing has improved since its evolution, but still there are some problems associated with it, which limit its application. The fastness properties that is rubbing and washing fastness properties of the pigment dyeing are not good. In order to improve these properties a process known as suction pigment dyeing process or modified pigment dyeing process has been introduced. In process a suction device is used and placed after the padder.
17 | P a g e
The suction from the suction pump through the stainless tube is applied to the fabric. The suction is applied on the one side of the fabric.
On the application of the suction, pigments particles penetrate into the fabrics up to some extent thus can improve the rubbing fastness property of pigment dyeing. This process is similar to conventional pigment dyeing process, but there is an additional step that is suction is applied to the fabric after the padding by a suction device.
SUCTION DEVICE:
It is simple device which consist of two parts:
Electric Suction Pump.
Circular Stainless Steel tube.
Electric suction pump provides the suction while it is applied through the stainless steel tube.
Suction Pump
It is used to produce suction. It is a simple laboratory size suction pump, which is easily available in the market.
Circular Stainless Steel tube
It is 20 cm long stainless steel tube with a slit of 2 mm width and 10 cm length, at one face of the tube. Diameter of tube is 2 cm.
Suction is transferred to the cloth through this tube. Tube is installed after the padder.
RECIPE:The general recipe for the pigment dyeing is as under:
Printofix pigment HBP X g/l
Binder MTB 3 times of pigment quantity18 | P a g e
Wetting agent (Hostapal HDN) 3g/l
Dispersing agent (Lycol RDN) 3g/l
RAW MATERIAL:Fabric 100% Bleached Cotton
EQUIPMENT:The following equipments were used for sampling the above mentioned recipe in the laboratory:
Lab Padder
Lab dryer
Suction pump
CONDITIONS:The following conditions were maintained for sampling
Pick up 70%
Padder pressure 5 bar
Speed 2.5m/min
Pre-drying temperature 120c
Pre-drying time 60 s
Curing temperature 160 c
Curing dwell time 3 min
Padding temperature 30 c
19 | P a g e
PROCESS SEQUENCE:The modified pigment dyeing process follows the following steps:
PADDING:The fabric was padded with Printofix Blue 3g/l, Hostapal HDN 3g/l Lycol RDN 3g/l and binder 12g/l at a temperature of 30 C to give the pick up of 70%.
SUCTION:The pigment padded fabric was then subjected to suction. Suction is applied to only one side of the fabric.
DRYING:The pigment padded fabric then dried at 120 C for 5 minutes.
CURING: The dried fabric is them cured at 160 C for 3 minutes. 20 | P a g e
PADDING
SUCTION
DRYING
CURING
PRACTICAL WORK:
APPLICATION OF PIGMENTS BY CONVENTIONAL METHOD:
100% Bleached Cotton fabric was padded with 3g/l of pigments in four different colors.
RECIPE:The general recipe for the pigment dyeing is as under:
21 | P a g e
Printofix Blue HBP 3g/l
Binder MTB 9g/l
Wetting agent (Hostapal HDN) 3g/l
Dispersing agent (Lycol RDN) 3g/l
RAW MATERIAL:Fabric 100% Bleached Cotton
EQUIPMENT:The following equipments were used for sampling the above mentioned recipe in the laboratory:
Lab Padder
Lab dryer
Crockmeter
Grey scale
CONDITIONS:The following conditions were maintained for sampling
Pick up 70%
Padder pressure 5 bar
Speed 2.5m/min
Pre-drying temperature 120c
Pre-drying time 60 s
Curing temperature 160 c
Curing dwell time 3 min
22 | P a g e
Padding temperature 30 c
RESULTS :There results are tabulated in the following table:
Depth of all shades is 3g/l
SAMPLES RU BBING FASTNESS
Dry Wet
WASH FASTNESS
CC St
SAMPLE A (GREEN) 4 3/4 4/5 5
SAMPLE B (RED) 4 3/4 4/5 5
SAMPLE C (YELLOW) 4/5 4 4/5 5
SAMPLE D (BLUE) 4 3/4 4/5 5
APPLICATION OF PIGMENTS BY MODIFIED PROCESS: In the modified process on the same concentration of pigments, suction was applied after the padding. The process was carried out at a concentration of 3g/l with four different colors.
RECIPE:The general recipe for the pigment dyeing is as under:
Pigment Red HBP 3g/l
Binder MTB 9g/l
Wetting agent (Hostapal HDN) 3g/l
Dispersing agent (Lycol RDN) 3g/l
23 | P a g e
RAW MATERIAL:Fabric 100% Bleached Cotton
EQUIPMENT:The following equipments were used for sampling the above mentioned recipe in the laboratory:
Lab Padder
Lab dryer
Suction pump
Crockmeter
Grey scale
CONDITIONS:The following conditions were maintained for sampling
Pick up 70%
Padder pressure 5 bar
Speed 2.5m/min
Pre-drying temperature 120c
Pre-drying time 60 s
Curing temperature 160 c
Curing dwell time 3 min
Padding temperature 30
24 | P a g e
RESULTS:There results are tabulated in the following table:
SAMPLES RU BBING FASTNESS
Dry Wet
WASH FASTNESS
CC St
SAMPLE A (GREEN) 4/5 4 4/5 5
SAMPLE B (RED) 4 3/4 4/5 5
SAMPLE C (YELLOW) 4 4 4/5 5
SAMPLE D (BLUE) 4 3/4 4/5 5
Comparison Of Results:
1) RUBBING FASTNESS PROPERTIE:
Results show no improvement in rubbing fastness properties, after the application of suction or modified process.
SAMPLES RUBBING FASTNESS CONVENTIONAL PROCESS
RUBBING FASTNASS MODIFIED PROCESS
Dry Wet Dry Wet
SAMPLE A (GREEN)
4 3/4 4/5 4
SAMPLE B 4 3/4 4 3/4
25 | P a g e
(RED)
SAMPLE C (YELLOW)
4/5 4 4 4
SAMPLE D (BLUE)
4 3/4 4 3/4
Sample of conventional process Sample of modified process
2) WASH FASTNASS PROPERTIES:
The results show no improvement in wash fastness properties.
SAMPLES WASH FASTNESS CONVENTIONAL PROCESS
WASH FASTNASS MODIFIED PROCESS
CC St CC St
SAMPLE A (GREEN)
4/5 5 4/5 5
SAMPLE B (RED)
4/5 5 4/5 5
SAMPLE C 4/5 5 4/5 5
26 | P a g e
(YELLOW)
SAMPLE D (BLUE)
4/5 5 4/5 5
CONCLUSION:
Compression of conventional and modified suction process of application of pigments on 100% bleached cotton fabric.
1) By adopting this modification suction process of pigments application rubbing and wash (wet & dry) fastness properties could not improved.
2) Dispersion of pigment dyes are very essential for better and level dyeing. we use dispersing agent ( lycol RDN).
27 | P a g e
3) In comparison with conventional process. The depth of the shade by modified suction on alternative side is increase as compare to the conventional process and the depths of the other side of the modified suction fabric are almost equal to the conventional process.
28 | P a g e