Embed Size (px)
Citation preview
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 1

PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 2
Biodiesel PIERALISI Group Knowledge Base
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 3
Why BIODIESELResources- limited resources of petroleum and natural gas,- unequal distribution of this resources:-- Petroleum 78% in OPEC area,-- natural gas 32% Russia, 39% OPEC.
Price- price for petrolum is constantly rising,- price is influenced by many almost un-controlable factors.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 4
Why BIODIESEL (cont‘d)Environment- fully renewable energy, does not entail CO2 emission,- CO2 emission from transport sector expected
to keep rising worldwide, biofuels are the only alternative.
Human health- reduction of partiuculate matter emission- Biodiesel particulate is much less cancerogenic
Security and Independence of supply- transport sector almost 100% depending on oil
Rural development

PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 5
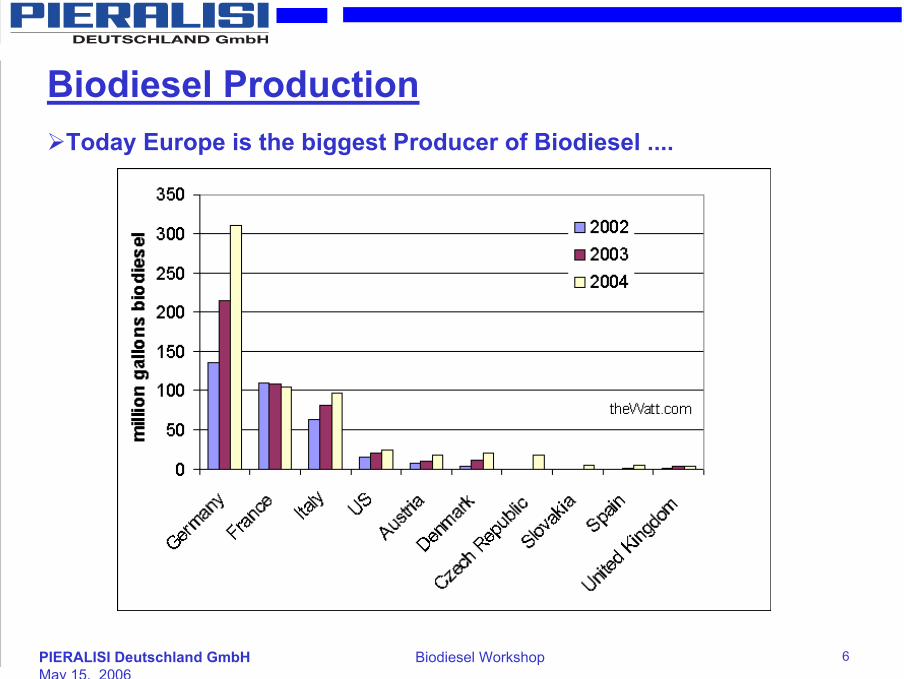
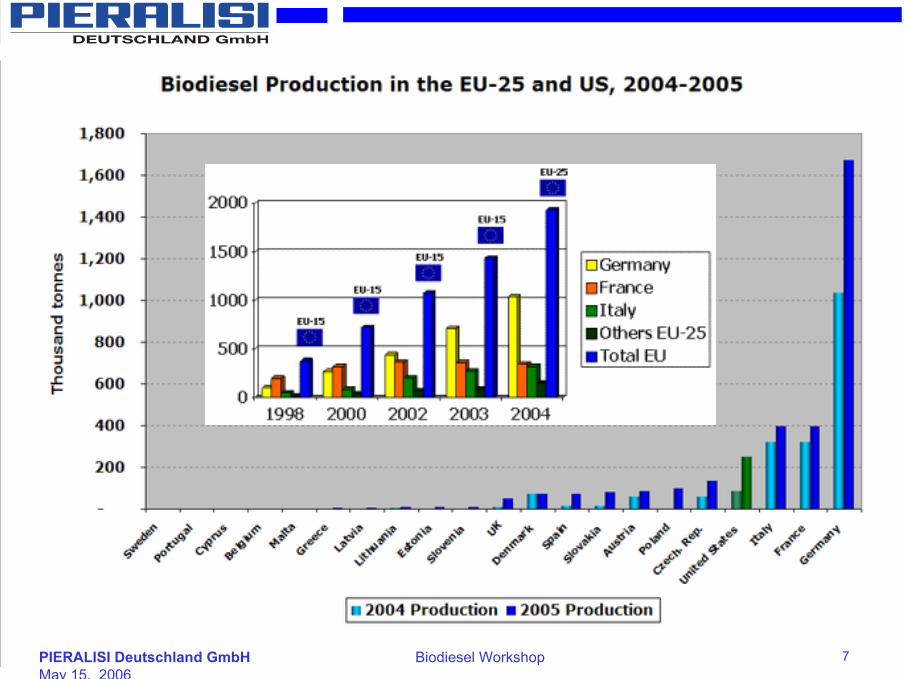
Biodiesel ProductionToday Europe is the biggest Producer of Biodiesel (2004: > 2 mt), mainlyGermany, France and Italy.
Legislation in the EU (triggered by the Kyoto-Protocoll) is boosting Biodiesel production (B5).
Big development in the US (today ~ 1/10th of the EU production)
Biodiesel program in Brazil
Biodiesel is a way to acchieve development in manycountries: investment programs in Malaysia, India, Philipines Thailand, Australia, Canada...
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 6
Biodiesel ProductionToday Europe is the biggest Producer of Biodiesel ....
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 7
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 8
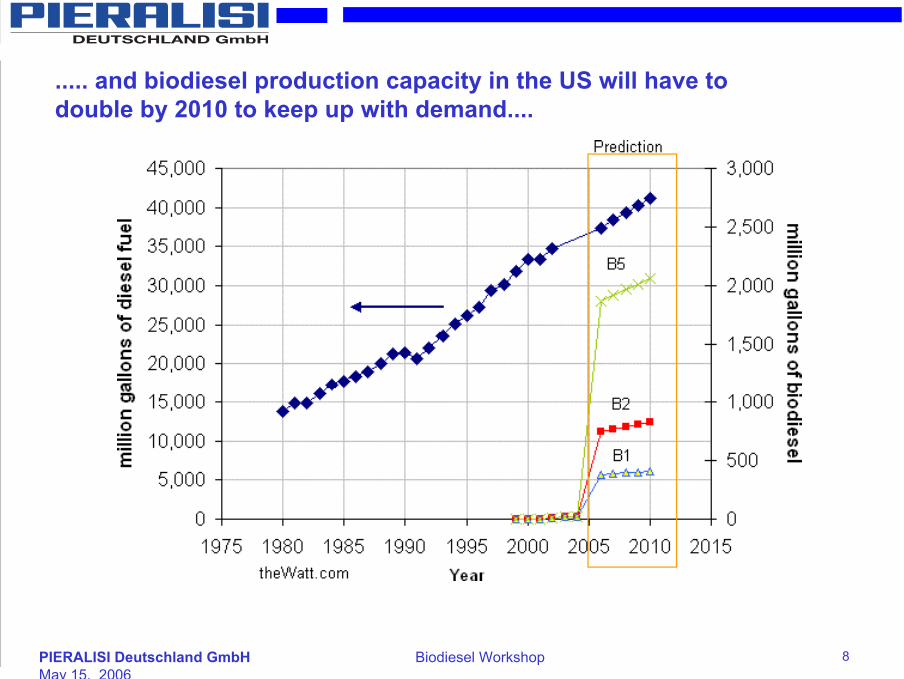
..... and biodiesel production capacity in the US will have to double by 2010 to keep up with demand....
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 9
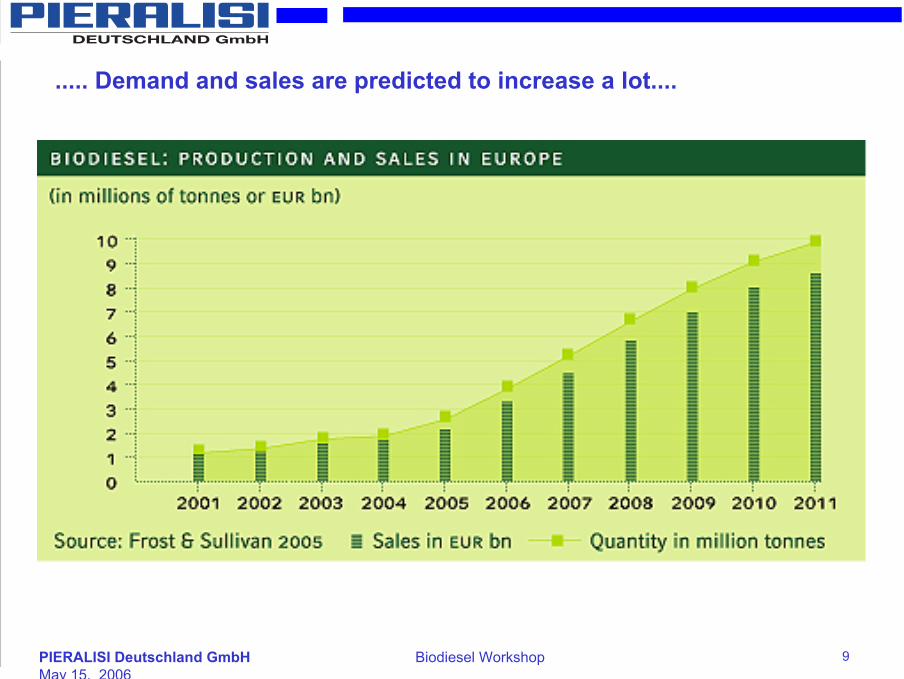
..... Demand and sales are predicted to increase a lot....
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 10
ConclutionsBiodiesel and biofuels are the only way to reduce emmisons from the transport sector.
Biodiesel industry is well established in EU and will continue to increase it‘s production.
Biodiesel is becoming a worldwide reality.
Production capacity worldwide is expected to triple in the next5 years.
So, there is definitely a market for PIERALISI to devellop
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 11
Vision 2010Legislation: 5,75 % Market-share of biofules in 2010
In consequence: 100 new Biofuel plants will be needed only in the EU.
Approx. 40 new Biodiesel plants with a capacity of 100.000 t/y and 60 new Bioethanol plants also with capacity of 100.000 t/y .
Investment will be approx. 3 bn Euro !
USA will act accordingly.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 12
Most probably this vehicle will never be powered by BIODIESEL
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 13
.....but this one IS already !
.....and its a FERRARI too !
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 14
Biodiesel Basics, Process, Sources, ....
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 15
Outline
Biodiesel – what‘s that?
Biodiesel – how it‘s made
Biodiesel – Process Steps
Biodiesel – Process Variants
Biodiesel – Influences from TriglycerideSource
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 16
Outline
Biodiesel – what‘s that?
Biodiesel – how it‘s made
Biodiesel – Process Steps
Biodiesel – Process Variants
Biodiesel – Influences from TriglycerideSource
Biodiesel – what‘s that?
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 17
Biodiesel – what‘s that ?
Biodiesel is:
A result of the Transesterification of Triglycerides.
A mixture of Methylesters of different Fatty Acids (FA).
Produced via a viriaty of processes and process-technologies.
Produced from a wide variety of natural triglyceride sources.
A fuel which is able to partly substitute the mineral diesel fuel.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 18
Biodiesel – what‘s that ?
Biodiesel is defined as the mono-alkyl esters offatty acids derived from vegetable oils or animal fats. In simple terms, biodiesel is the product you get when avegetable oil or animal fat is chemically reacted with analcohol to produce a new compound that is known as a fatty acid alkyl ester.
A catalyst such as sodium or potassium hydroxide is required.
Glycerol is produced as a by-product.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 19
Biodiesel – what‘s that ?
Biodiesel Process Target
Amongst others, the main target of the process is
to drop the viscosity of the triglycerides (oil/fat; example rapeseed oil 74 mm²/s)
to the level of mineral diesel fuels (2 - 7 mm²/s at 20 °C)
to make it suitable for the injection system of serial diesel engines.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 20
Biodiesel – what‘s that ?
The approximate proportions of the reaction are:
100 kg of oil + 10 kg of methanol
100 kg of biodiesel + 10 kg of glycerol
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 21
Biodiesel – what‘s that ?
Biodiesel can be made from triglycedride sources like:
1. Vegetable oils such as soybean oil, corn oil, canola(an edible variety of rapeseed) oil, cottonseed oil,mustard oil, palm oil, etc.
2. Restaurant waste oils such as frying oils
3. Animal fats such as beef tallow or pork lard.
4. Trap grease (from restaurant grease traps), floatgrease (from waste water treatment plants), etc.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 22
Outline
Biodiesel – what‘s that?
Biodiesel – how it‘s made
Biodiesel – Process Steps
Biodiesel – Process Variants
Biodiesel – Influences from Triglyceride Source
Biodiesel – how it‘s made?
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 23
It is not necessary to be a chemist to understand wherebiodiesel comes from and how it is used.
However, it is useful to review some of the fundamentalchemical principles that are behind biodiesel to give a better understanding of the production process and the properties of this „green fuel“.
Biodiesel – Transesterification of Triglycerides
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 24
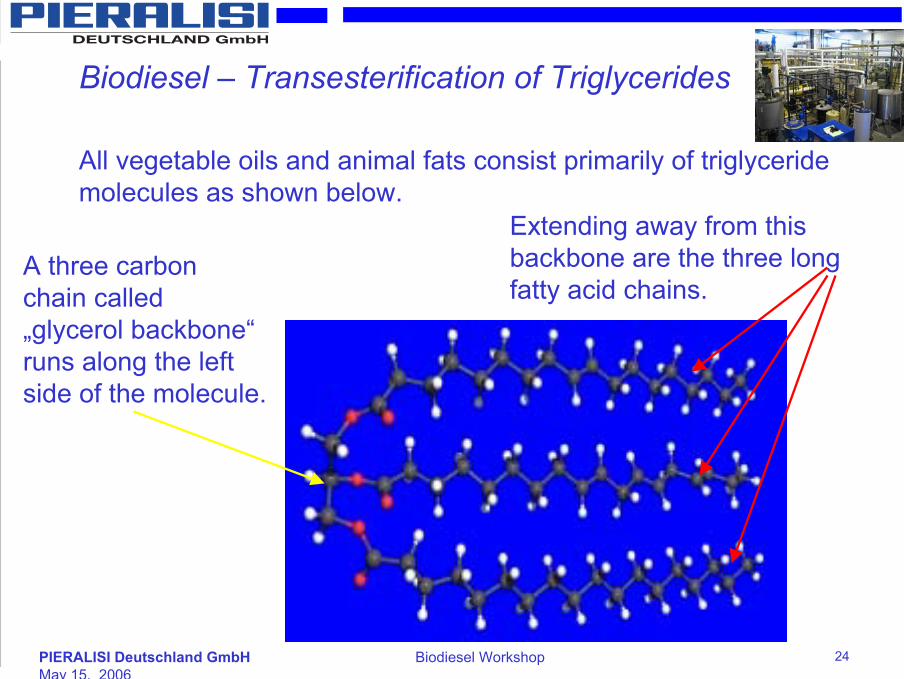
All vegetable oils and animal fats consist primarily of triglyceridemolecules as shown below.
A three carbon chain called „glycerol backbone“runs along the left side of the molecule.
Biodiesel – Transesterification of Triglycerides
Extending away from this backbone are the three long fatty acid chains.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 25
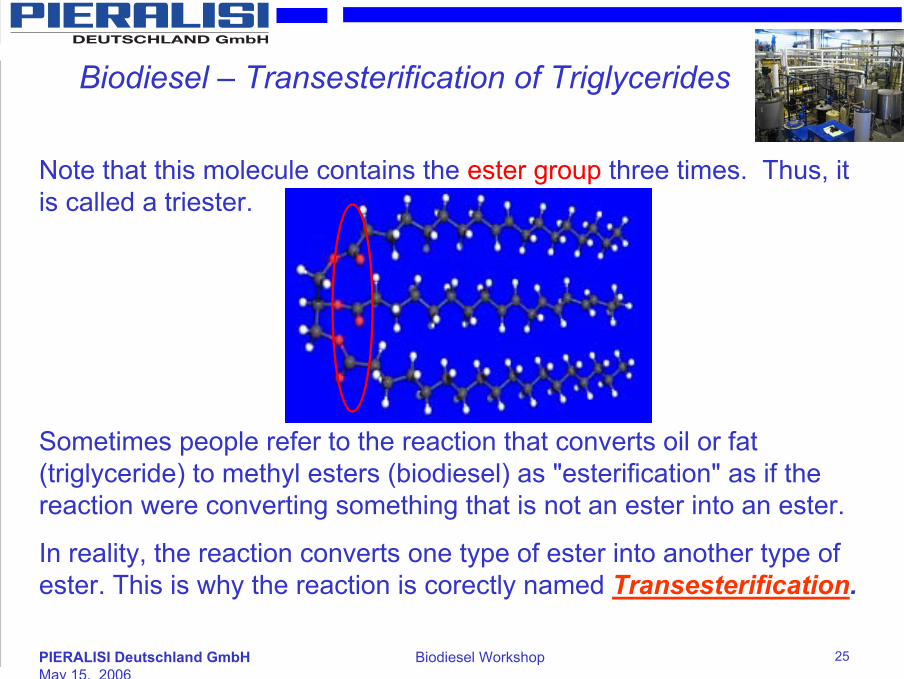
Note that this molecule contains the ester group three times. Thus, it is called a triester.
Sometimes people refer to the reaction that converts oil or fat(triglyceride) to methyl esters (biodiesel) as "esterification" as if the reaction were converting something that is not an ester into an ester.
In reality, the reaction converts one type of ester into another type ofester. This is why the reaction is corectly named Transesterification.
Biodiesel – Transesterification of Triglycerides
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 26
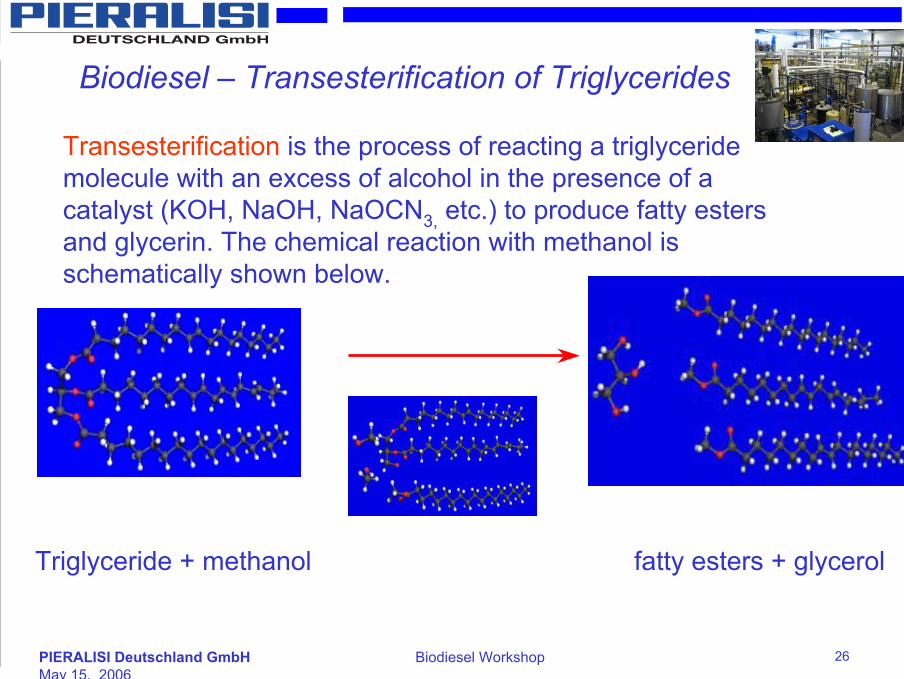
Biodiesel – Transesterification of Triglycerides
Transesterification is the process of reacting a triglyceridemolecule with an excess of alcohol in the presence of acatalyst (KOH, NaOH, NaOCN3, etc.) to produce fatty esters and glycerin. The chemical reaction with methanol is schematically shown below.
Triglyceride + methanol fatty esters + glycerol
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 27
Outline
Biodiesel – what‘s that?
Biodiesel – how it‘s made
Biodiesel – Process Steps
Biodiesel – Process Variants
Biodiesel – Influences from TriglycerideSource
Biodiesel – Process Steps

PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 28
Energea Demonstrastion and production facility Zistersdorf, Austria
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 29
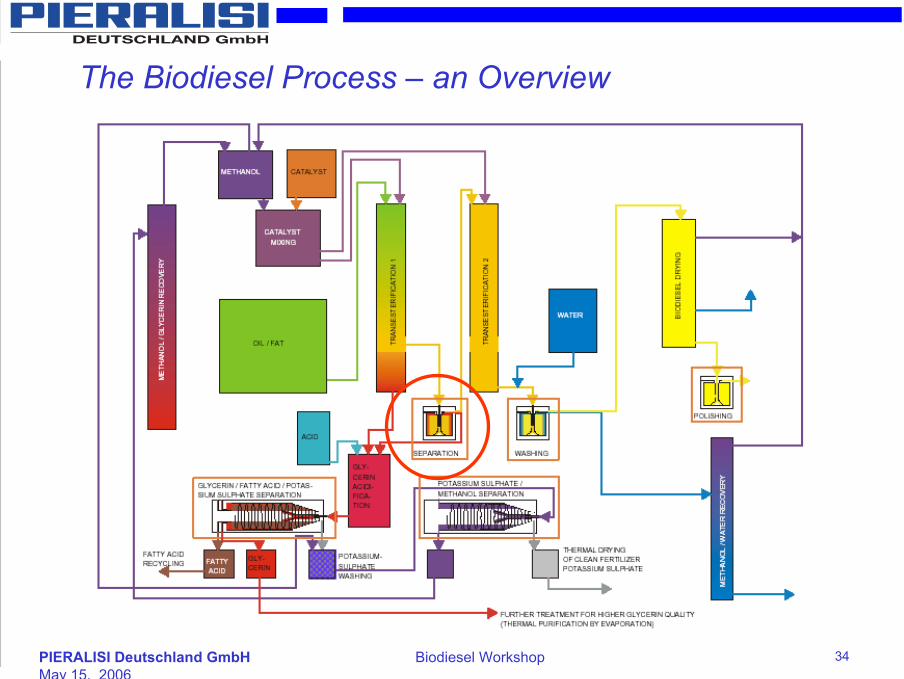
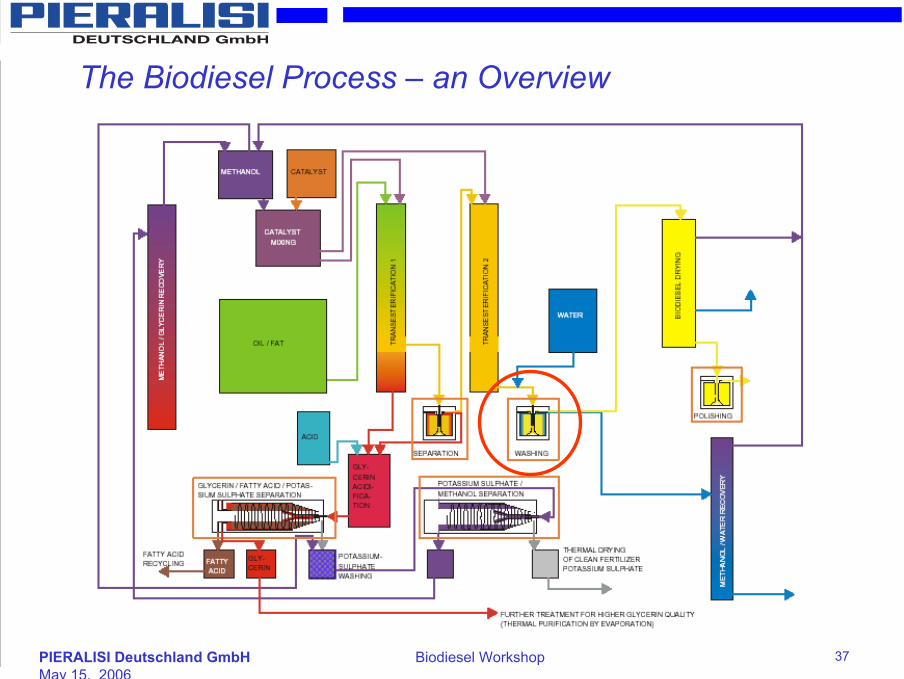
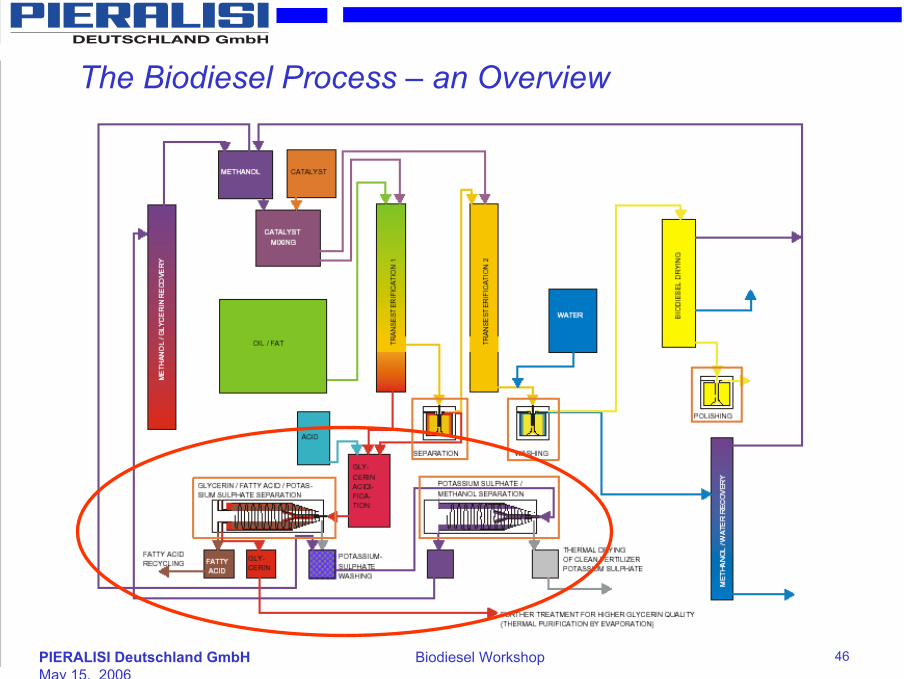
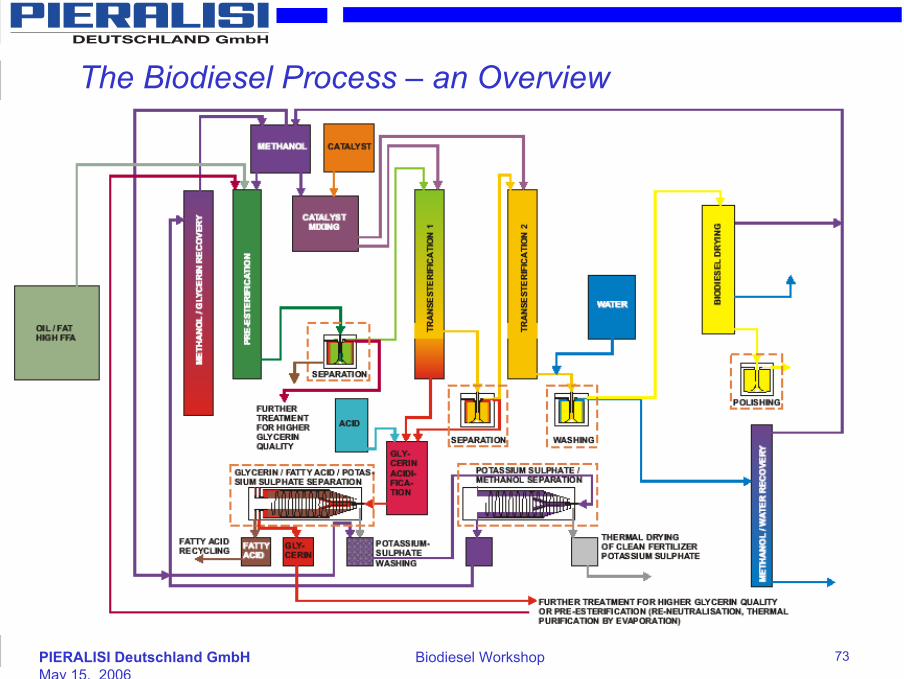
The Biodiesel Process – an Overview
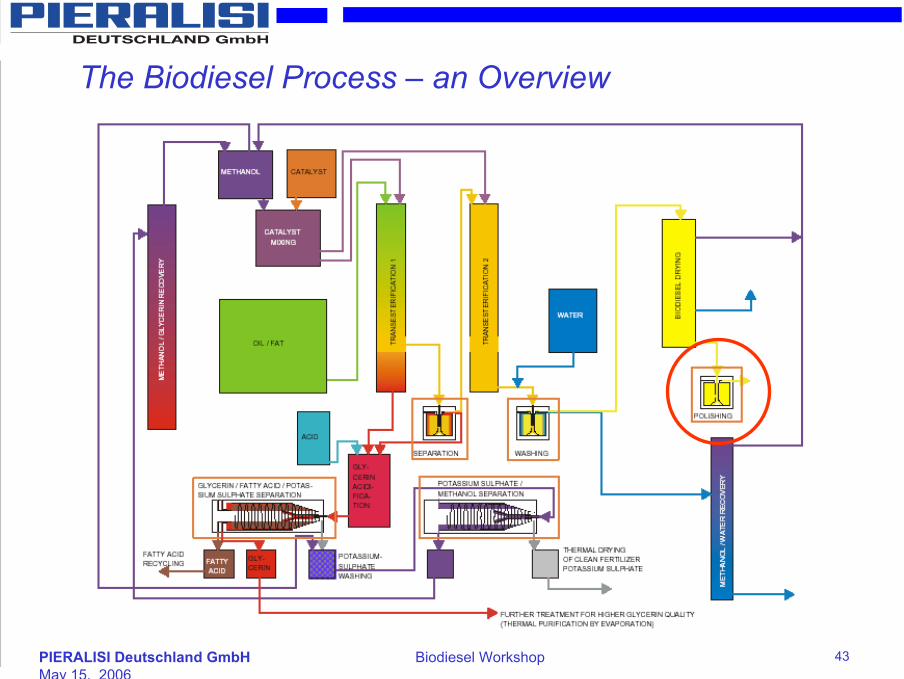
Important Note:
The process shown (and subsequently the all process steps) is only one out of a variety of different process variants utilised to produceBiodiesel.
Discussing with the client, will result in an altered process scheme meeting the individual needs and reflecting the regional and political conditions.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 30
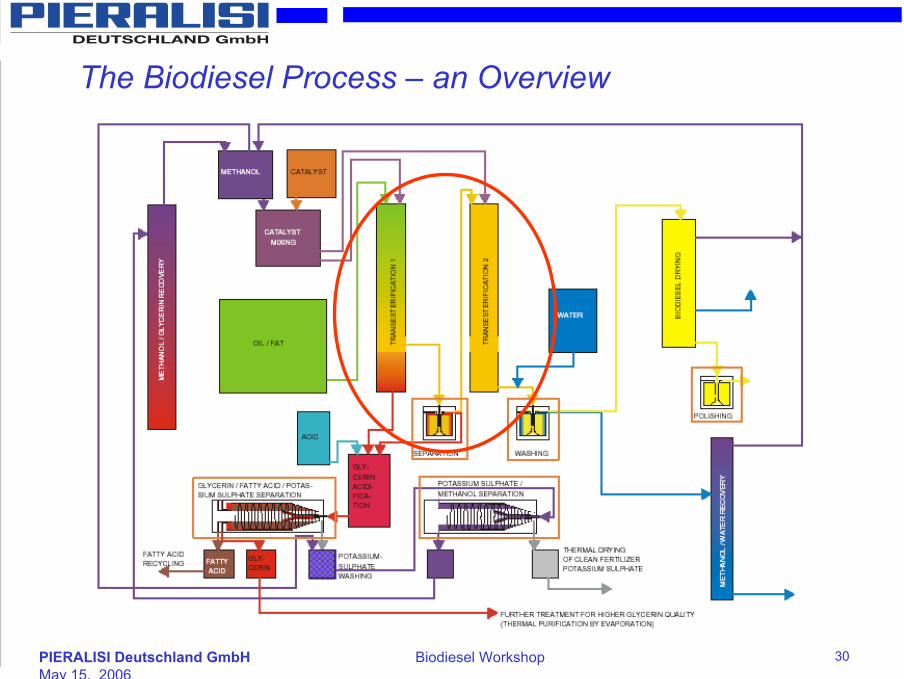
The Biodiesel Process – an Overview
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 31
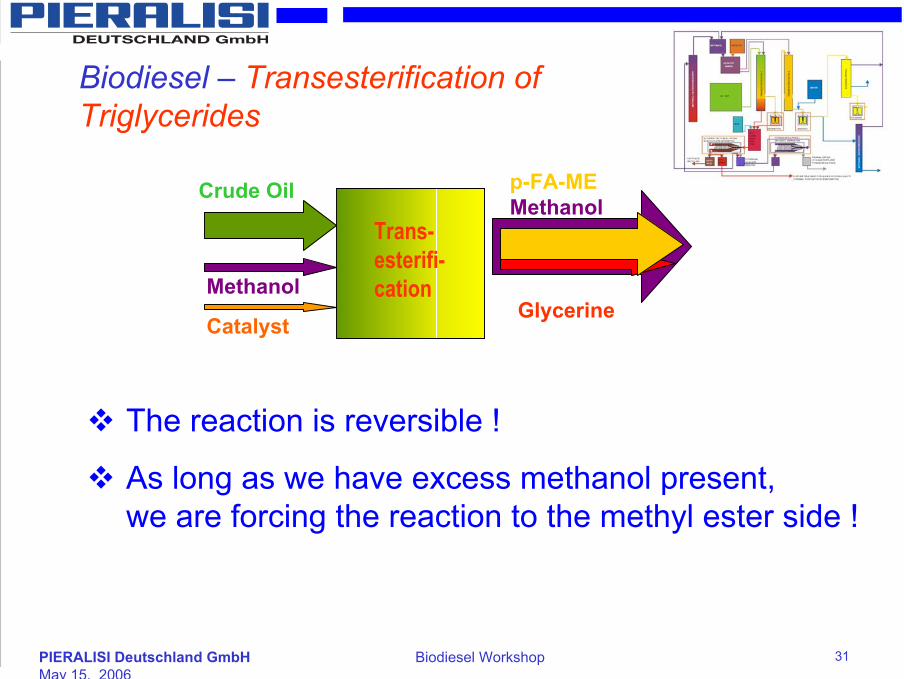
Biodiesel – Transesterification of Triglycerides
The reaction is reversible !
As long as we have excess methanol present, we are forcing the reaction to the methyl ester side !
Crude Oil
Methanol
Catalyst
Trans-esterifi-cation
p-FA-MEMethanol
Glycerine
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 32
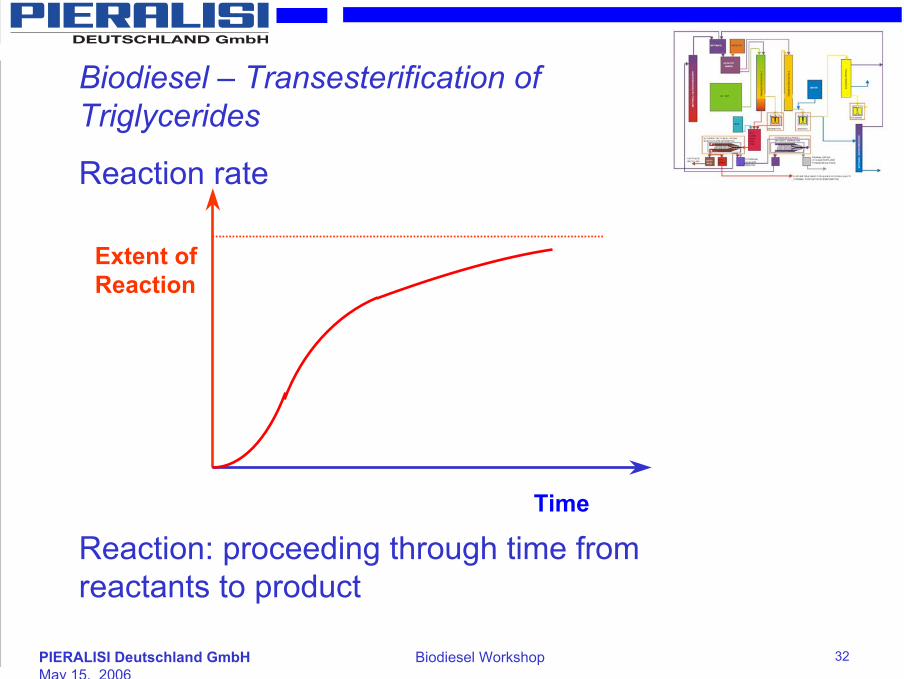
Biodiesel – Transesterification of Triglycerides
Reaction rate
Reaction: proceeding through time from reactants to product
Extent ofReaction
Time
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 33
Biodiesel – Transesterification of Triglycerides
Transesterification reaction will proceed atambient temperture (21°C), but needs 4 – 8 hoursto come to completion.
Reaction time shortend to 2 – 4 h at ~ 40 °C and 1 –2 hour at 60 °C.
Higher temp. will further decrease reaction time but requires pressure vessels due to methanol boiling at 65 °C.
High shear is also decreasing necessary reaction time.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 34
The Biodiesel Process – an Overview
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 35
The Biodiesel Process –
Separation after Transesterification
After the Transesterification reaction has taken place, two major products exist: Glycerine and fatty acid methly ester (Biodiesel) both containing a substantial amount of excess methanol that was used in the reaction.
Using difference in specific gravity, the Glycerine phase and the Biodiesel phase can be separated.
As an example this separation could be achieved in a fast separation process with high efficiency using Pieralisi Vertical Disc Separator.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 36
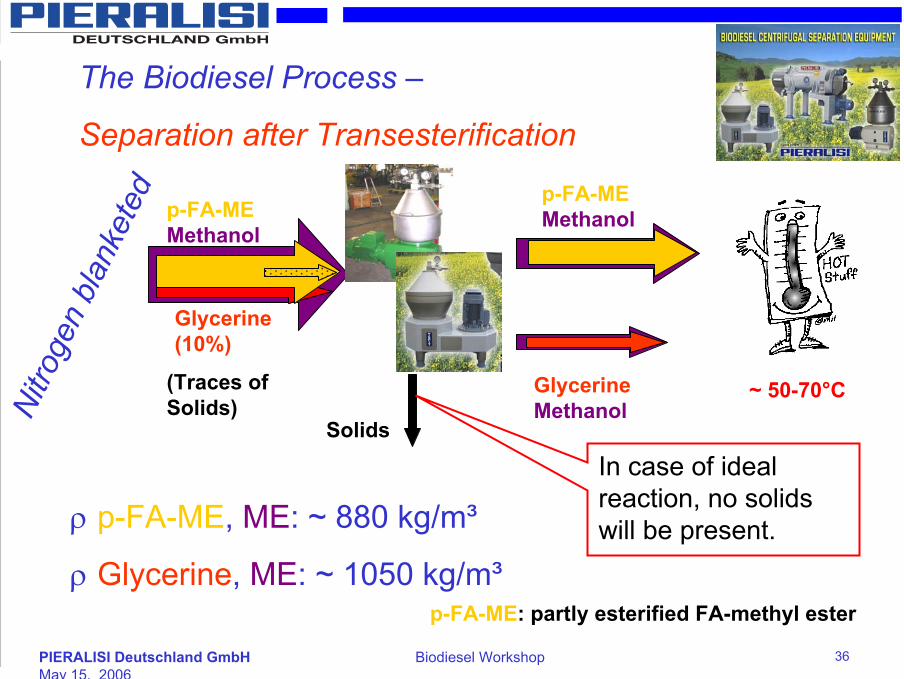
The Biodiesel Process –
Separation after Transesterification
Solids
ρ p-FA-ME, ME: ~ 880 kg/m³
ρ Glycerine, ME: ~ 1050 kg/m³
p-FA-MEMethanol
Glycerine(10%)
p-FA-MEMethanol
GlycerineMethanol
In case of ideal reaction, no solids will be present.
(Traces of Solids)
~ 50-70°C
Nitro
gen
blan
kete
d
p-FA-ME: partly esterified FA-methyl ester
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 37
The Biodiesel Process – an Overview
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 38
The Biodiesel Process – Washing
Once separated from the Glycerine, the Biodiesel is sometimes purified by gently washing with warm water.
This step results in the removal of residual catalyst and soaps.
After the addition and the mixing with water, the two-phase mixture can easily be separated by Pieralisi Vertical Disc Separator Centrifuges.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 39
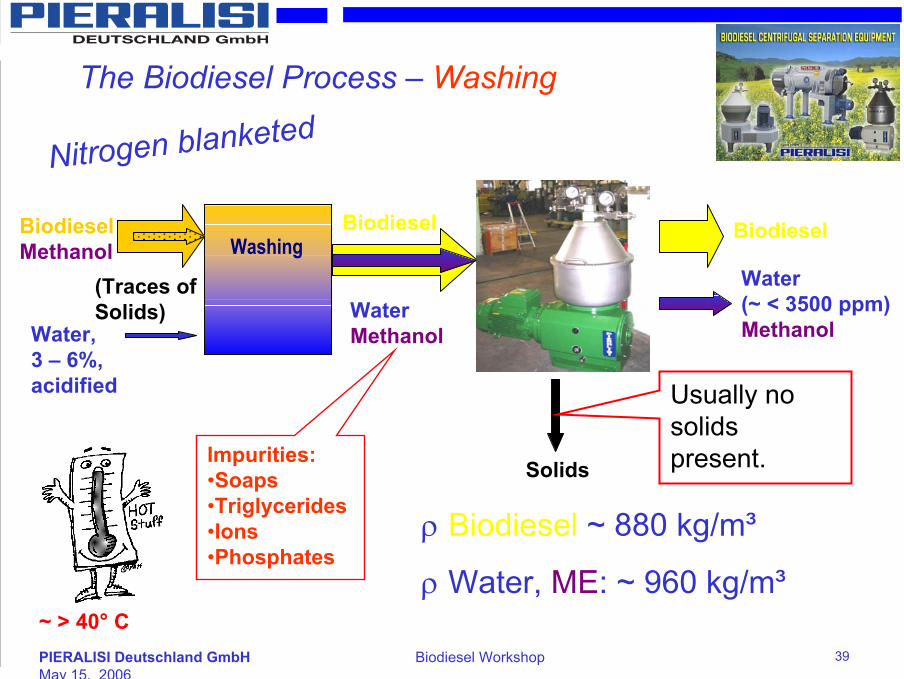
The Biodiesel Process – Washing
Biodiesel
Solids
WashingBiodiesel
ρ Biodiesel ~ 880 kg/m³
ρ Water, ME: ~ 960 kg/m³
BiodieselMethanol
Water,3 – 6%,acidified
Impurities:•Soaps•Triglycerides•Ions•Phosphates
Water(~ < 3500 ppm)Methanol
WaterMethanol
Usually no solids present.
(Traces of Solids)
~ > 40° C
Nitrogen blanketed
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 40
ATEX
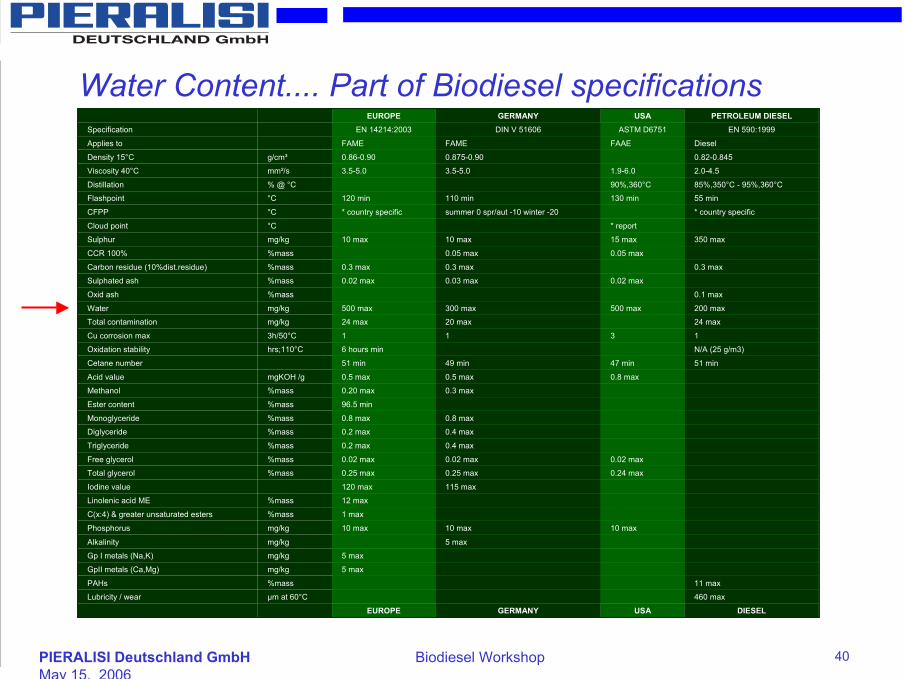
EUROPE GERMANY USA PETROLEUM DIESELSpecification EN 14214:2003 DIN V 51606 ASTM D6751 EN 590:1999
Applies to FAME FAME FAAE Diesel
Density 15°C g/cm³ 0.86-0.90 0.875-0.90 0.82-0.845
Viscosity 40°C mm²/s 3.5-5.0 3.5-5.0 1.9-6.0 2.0-4.5
Distillation % @ °C 90%,360°C 85%,350°C - 95%,360°CFlashpoint °C 120 min 110 min 130 min 55 min
CFPP °C * country specific summer 0 spr/aut -10 winter -20 * country specific
Cloud point °C * report
Sulphur mg/kg 10 max 10 max 15 max 350 max
CCR 100% %mass 0.05 max 0.05 max
Carbon residue (10%dist.residue) %mass 0.3 max 0.3 max 0.3 max
Sulphated ash %mass 0.02 max 0.03 max 0.02 max
Oxid ash %mass 0.1 max
Water mg/kg 500 max 300 max 500 max 200 max Total contamination mg/kg 24 max 20 max 24 max
Cu corrosion max 3h/50°C 1 1 3 1
Oxidation stability hrs;110°C 6 hours min N/A (25 g/m3)
Cetane number 51 min 49 min 47 min 51 min
Acid value mgKOH /g 0.5 max 0.5 max 0.8 max
Methanol %mass 0.20 max 0.3 max
Ester content %mass 96.5 min
Monoglyceride %mass 0.8 max 0.8 max Diglyceride %mass 0.2 max 0.4 max
Triglyceride %mass 0.2 max 0.4 max
Free glycerol %mass 0.02 max 0.02 max 0.02 max
Total glycerol %mass 0.25 max 0.25 max 0.24 max
Iodine value 120 max 115 max
Linolenic acid ME %mass 12 max
C(x:4) & greater unsaturated esters %mass 1 max
Phosphorus mg/kg 10 max 10 max 10 max
Alkalinity mg/kg 5 max
Gp I metals (Na,K) mg/kg 5 max
GpII metals (Ca,Mg) mg/kg 5 max
PAHs %mass 11 max
Lubricity / wear µm at 60°C 460 max
EUROPE GERMANY USA DIESEL
Water Content.... Part of Biodiesel specifications
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 41
The Biodiesel Process – Washing
In the Biodiesel, “different” Water portions are present:- free water,- emulsified water,- disolved water.
Biodiesel Specification: ASTM 6751-02, EN 14213 tells us: < 500 ppm water in the final product.
Question of anlysing method !
US ASTM D 2709: only free water by centrifuging
Europe ISO 12937: total water by Karl-Fischer titration.
Water Content....
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 42
The Biodiesel Process – Washing
Since Europe leads the biodiesel market, EN 14213 will be the specification to fulfill.
„Water“ means total waterTest Method will be Karl-Fischer.
We always refer to total water !
Note:There is an important difference between Biodiesel and mineral diesel:- Biodiesel can host disolved water !
Water Content....
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 43
The Biodiesel Process – an Overview
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 44
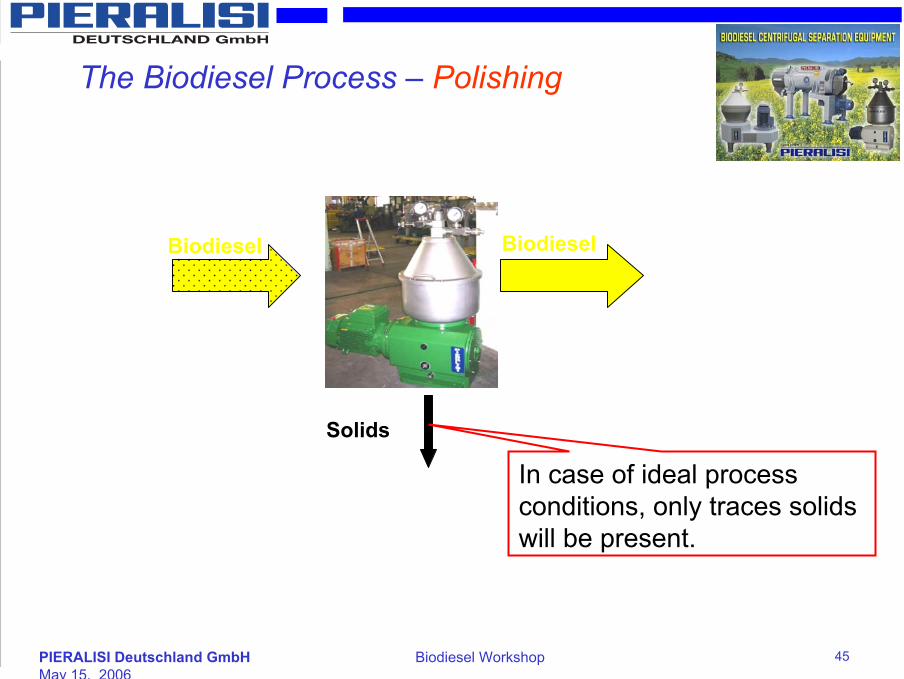
The Biodiesel Process – Polishing
In some systems, the Biodiesel is distilled in an additional step to remove small amounts of “coloured bodies” to produce a colourless Biodiesel.
After the distillation, a final polishing may be required to minimise the amount of residual particles to comply with the setted standard.
These very fine particles cannot be removed by gravity, the extremely high g-force of more than 9.000 x “earth gravity” in PIERALISI Vertical Disc Clarifier Centrifuges is necessary.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 45
The Biodiesel Process – Polishing
Solids
Biodiesel Biodiesel
In case of ideal processconditions, only traces solids will be present.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 46
The Biodiesel Process – an Overview
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 47
Glycerine acidification and potassium sulphate washing process IThe glycerine by-product contains unused catalyst, fatty acid and soaps that are neutralized with an acid. In some cases, the salt formed during this phase is recovered for use as fertilizer. The salt and fatty acid can be separated from the glycerine by Pieralisi 3-Phase Decanter Centrifuges to achieve a highly dehumidified salt.
Glycerine acidification and potassium sulphate washing process IIThe purity and dryness of the salt discharged in the potassium sulphate washing process I is sometimes not good enough for further treatment or selling to the buyer. In these cases, a washing of the solids with methanol in a remixing tank with a subsequent second liquid solid separation by a Pieralisi Decanter Centrifuge results in a white and dry fertilizer that can either be packed or dried for final use.
The Biodiesel Process – Neutralising / Catalyst Removal / Salt Washing
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 48
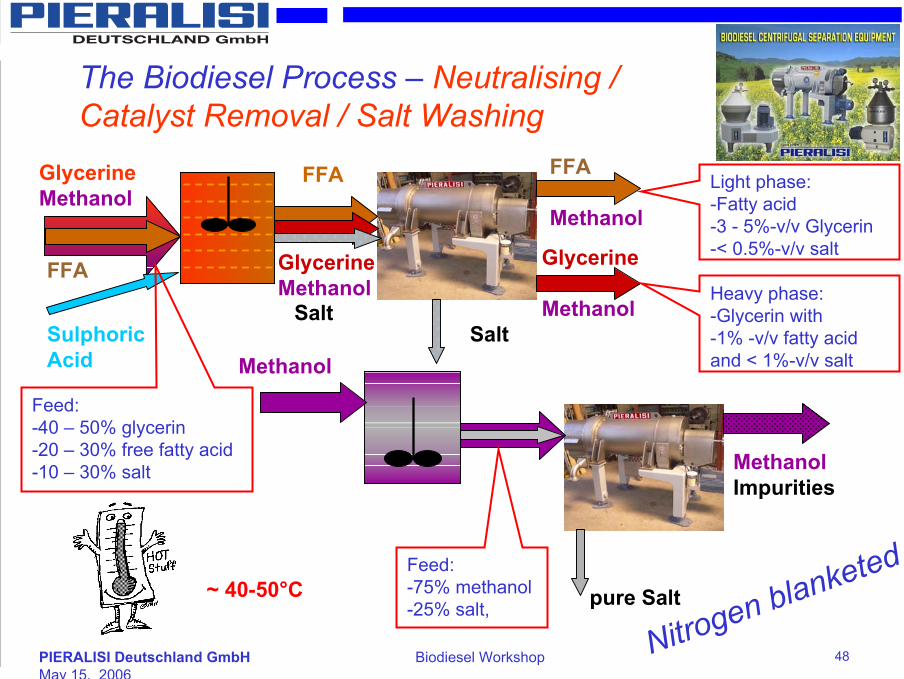
The Biodiesel Process – Neutralising / Catalyst Removal / Salt Washing
Sulphoric Acid
GlycerineMethanol
FFA
FFA
Methanol
Salt
Glycerine
MethanolSalt
pure Salt
MethanolImpurities
FFA
Methanol
Feed:-40 – 50% glycerin-20 – 30% free fatty acid-10 – 30% salt
Feed:-75% methanol-25% salt,
Light phase:-Fatty acid -3 - 5%-v/v Glycerin-< 0.5%-v/v salt
Heavy phase: -Glycerin with-1% -v/v fatty acidand < 1%-v/v salt
GlycerineMethanol
~ 40-50°C
Nitrogen blanketed
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 49
Outline
Biodiesel – what‘s that?
Biodiesel – how it‘s made
Biodiesel – Process Steps
Biodiesel – Process Variants
Biodiesel – Influences from TriglycerideSource
Biodiesel – Process Variants
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 50
The transesterification reaction can be handled in different ways:
Batch type reaction,Continuously Stirred Tank Reactor (CSTR), single / multi-step,
Continuous Flow Pipe Reactor,
….
Let’s have a look !
The Biodiesel Process –Reaction Types
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 51
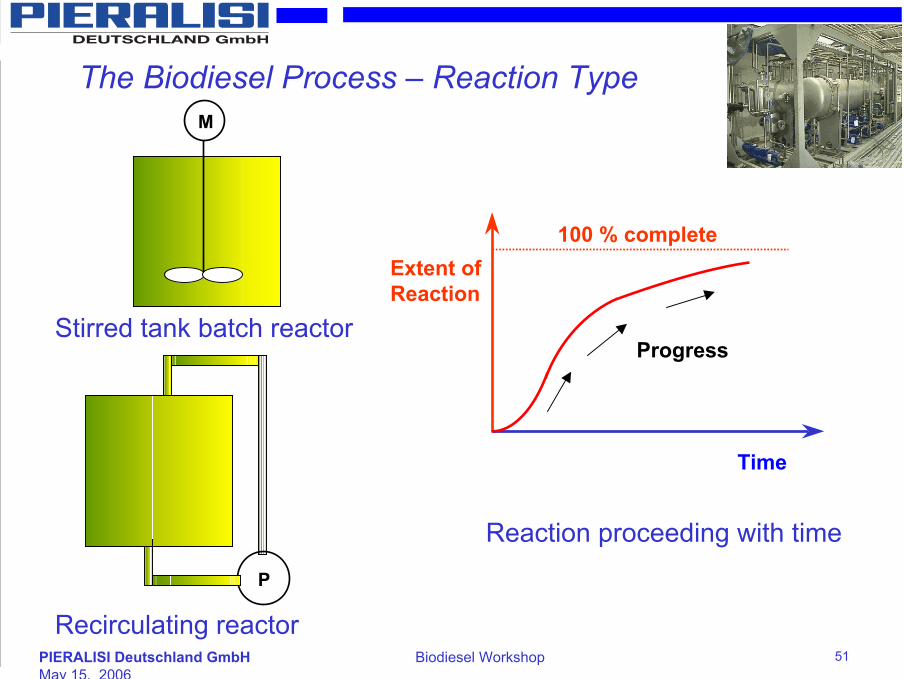
The Biodiesel Process – Reaction TypeM
Stirred tank batch reactor
P
Recirculating reactor
Extent ofReaction
Time
Progress
Reaction proceeding with time
100 % complete
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 52
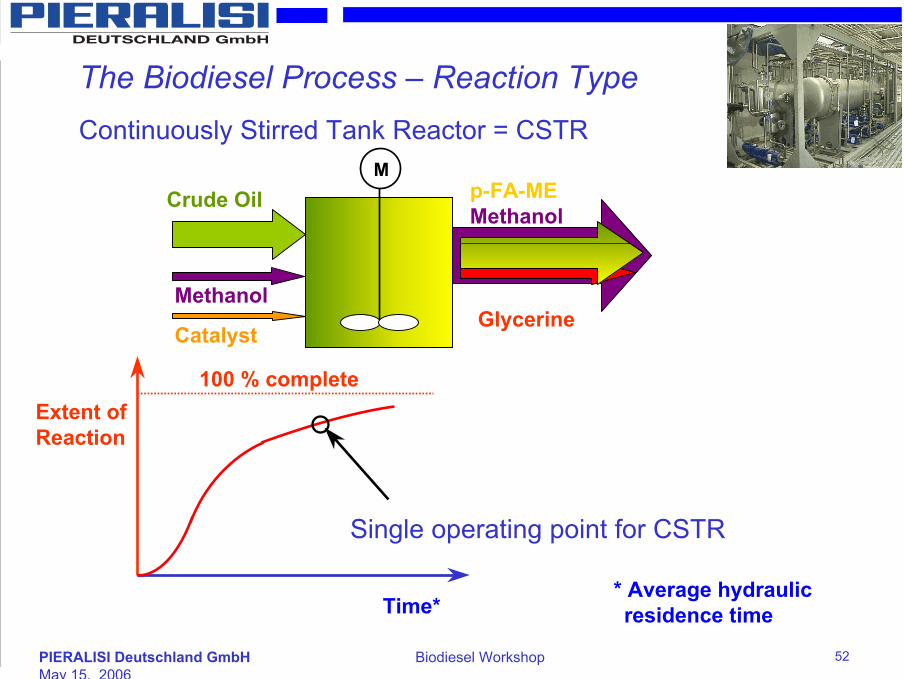
The Biodiesel Process – Reaction Type
Extent ofReaction
Time*
Single operating point for CSTR
* Average hydraulicresidence time
100 % complete
Continuously Stirred Tank Reactor = CSTR
Crude Oil
Methanol
Catalyst
p-FA-MEMethanol
Glycerine
M
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 53
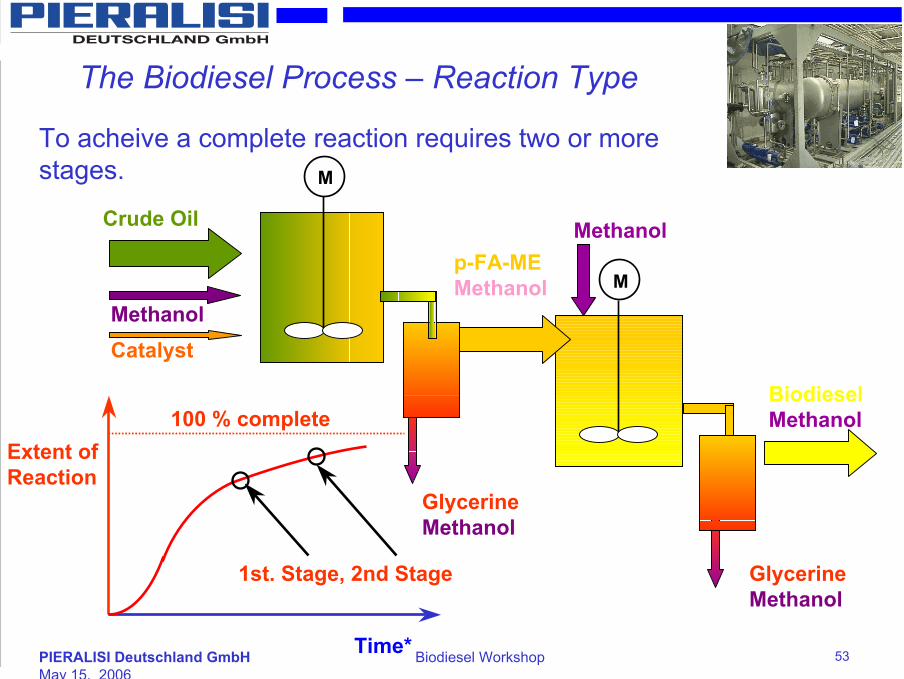
The Biodiesel Process – Reaction Type
To acheive a complete reaction requires two or more stages.
p-FA-MEMethanol M
M
Methanol
BiodieselMethanol
Crude Oil
MethanolCatalyst
GlycerineMethanol
GlycerineMethanol
Extent ofReaction
Time*
100 % complete
1st. Stage, 2nd Stage
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 54
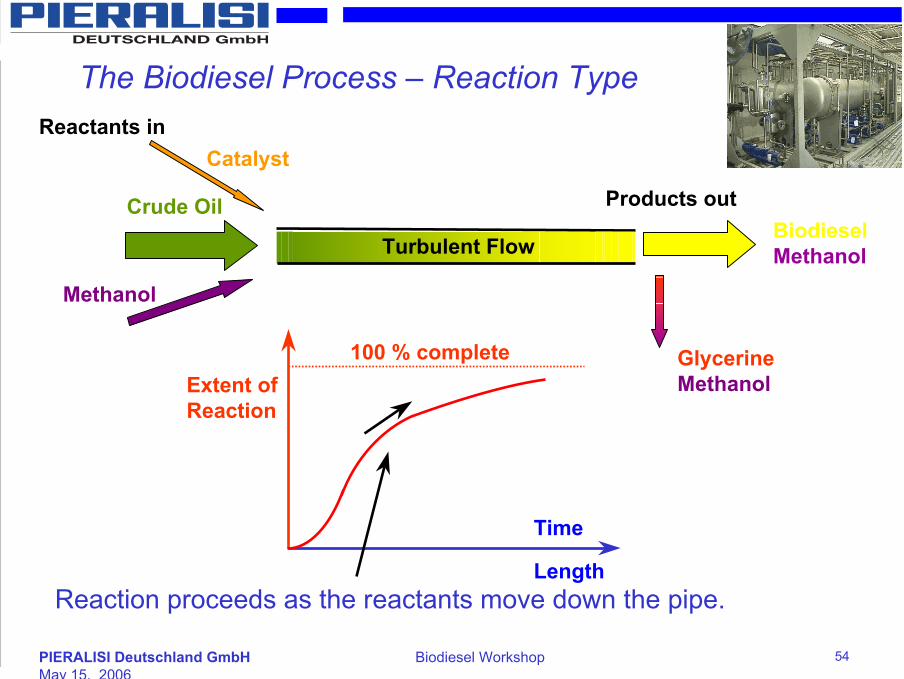
The Biodiesel Process – Reaction Type
Extent ofReaction
Length
100 % complete
Reaction proceeds as the reactants move down the pipe.
Time
Reactants in
Products outCrude Oil
Methanol
Catalyst
BiodieselMethanol
GlycerineMethanol
Turbulent Flow
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 55
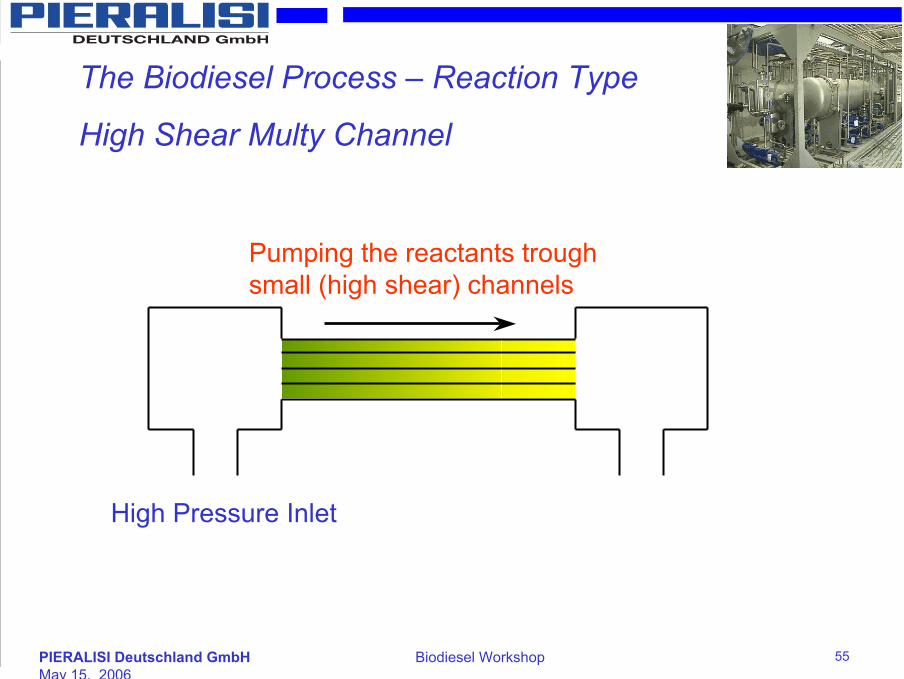
The Biodiesel Process – Reaction Type
High Shear Multy Channel
Pumping the reactants trough small (high shear) channels
High Pressure Inlet
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 56
The Biodiesel Process –Batch vs. Continuous Flow
Batch type reaction provides better flexibility toadapt the process to different feedstocks.
Batch type reaction does not require a 24/7operation.
Continuous reaction is better suited for highvolume separation-equipment (centrifuges).
Batch type reaction is the better solution for smaller plants (capacity < 10-15.000 t/y).
Continuous reaction is the better solution for larger plants (capacity > 15.000 t/y).
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 57
Outline
Biodiesel – what‘s that?
Biodiesel – how it‘s made
Biodiesel – Process Steps
Biodiesel – Process Variants
Biodiesel – Influences from TriglycerideSourceBiodiesel – Influences from TriglycerideSource
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 58
Triglyceride Sources
Vegatable oils: soybean, canola, palm, etc.
Inedible oils: jatropha, etc.
Rendered animal fats: beef tallow, lard, chicken fat
Recovered materials: trap grease, soap-stock
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 59
Influences of Triglyceride source:Most important differences:
Saturation Level, FFA Level, Water Content, Phosphatide Level, Salt /solids level
High Saturation Level: Winterization
High FFA Level: Pre-esterification
High Water Content: Flash-Drying
High Phosphatide Level: Degumming
High Salt / Solids level: Fat-Washing
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 60
Influences of high Saturation Level :
Potential risk of forming crystals in theBiodiesel:
Out of specification.
Treatment: Winterization by cooling and crystall separation.( only in very few cases)
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 61
Influences of high FFA Level :
Free Fatty Acids potentially react with alkali catalyst:
- Loss of catalyst,
- Formation of soap,
Resulting in increased water content.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 62
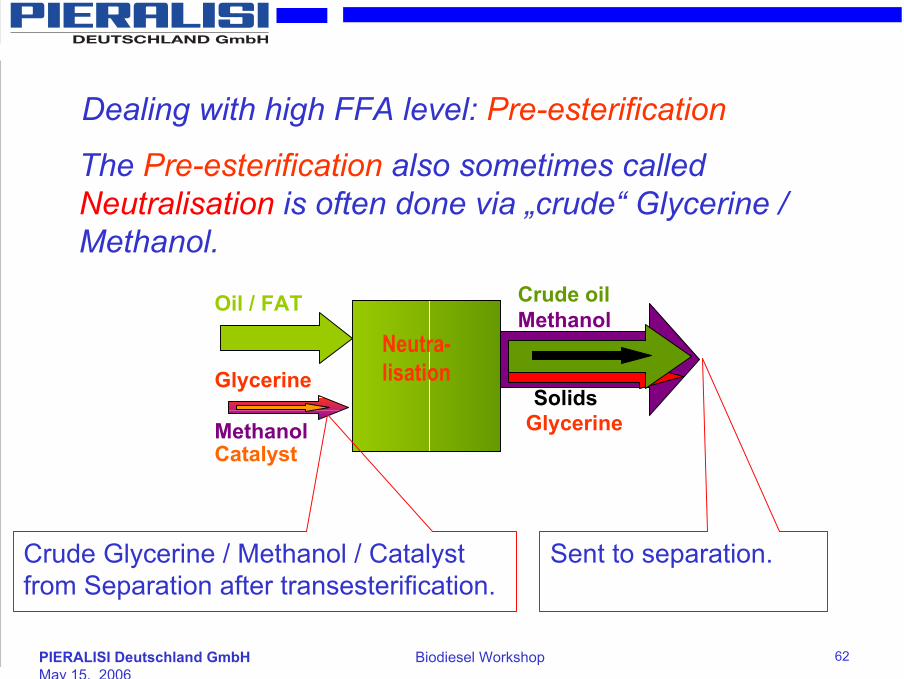
Dealing with high FFA level: Pre-esterification
The Pre-esterification also sometimes calledNeutralisation is often done via „crude“ Glycerine / Methanol.
Oil / FAT
Neutra-lisationGlycerine
Methanol
Crude Glycerine / Methanol / Catalyst from Separation after transesterification.
Crude oilMethanol
GlycerineSolids
Sent to separation.
Catalyst
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 63
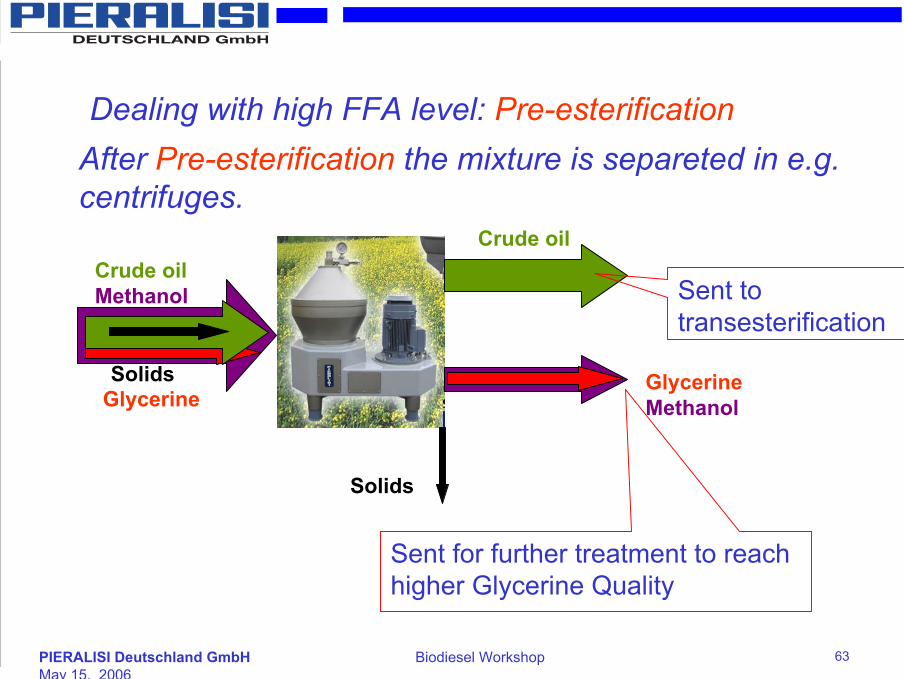
Dealing with high FFA level: Pre-esterificationAfter Pre-esterification the mixture is separeted in e.g. centrifuges.
Crude oilMethanol
GlycerineSolids
Crude oil
GlycerineMethanol
Solids
Sent for further treatment to reach higher Glycerine Quality
Sent to transesterification
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 64
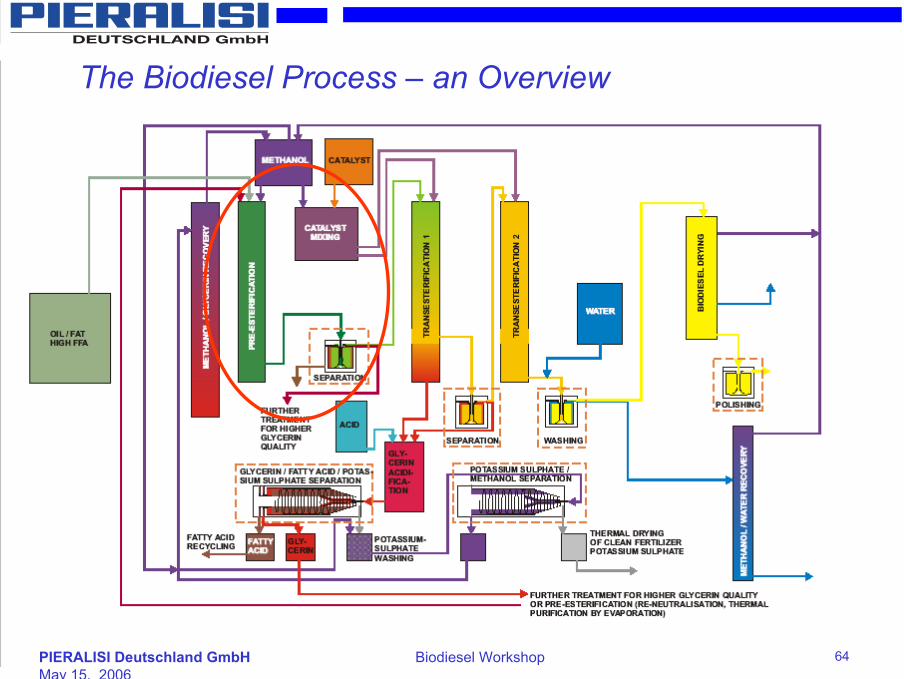
The Biodiesel Process – an Overview
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 65
Influences of high Water Content :
Water potentially hydrolizes fats:
- Formation of FFA,
Resulting in increased water content and,
Formation of soap.
Treatment: Flach Drying
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 66
Influences of high Phosphatide Level:
High phosphatide level leads to high gum leveland disturbs the transesterification.
Gums potentially form gels at ambient temperature.
Rising of viscosity,
Problems with separation aftertransesterification (intermediate liquid phase).
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 67
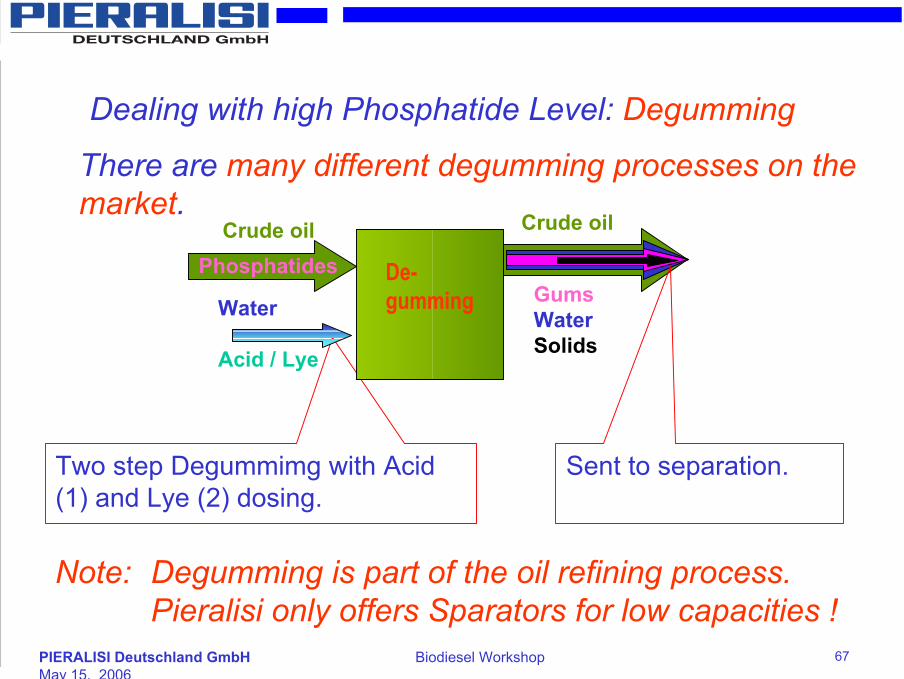
Dealing with high Phosphatide Level: Degumming
There are many different degumming processes on themarket.
Two step Degummimg with Acid (1) and Lye (2) dosing.
Crude oil
De-gummingWater
Acid / Lye
Crude oil
GumsWaterSolids
Sent to separation.
Note: Degumming is part of the oil refining process.Pieralisi only offers Sparators for low capacities !
Phosphatides
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 68
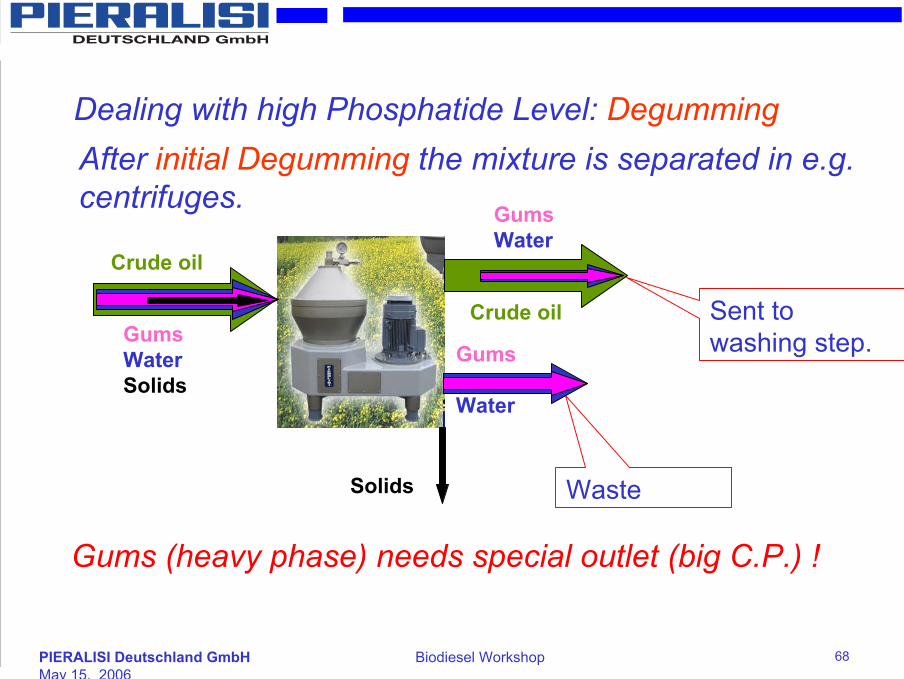
Dealing with high Phosphatide Level: DegummingAfter initial Degumming the mixture is separated in e.g. centrifuges.
Crude oil
Solids Waste
Sent to washing step.
Gums (heavy phase) needs special outlet (big C.P.) !
Gums
Water
Crude oil
GumsWaterSolids
GumsWater
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 69
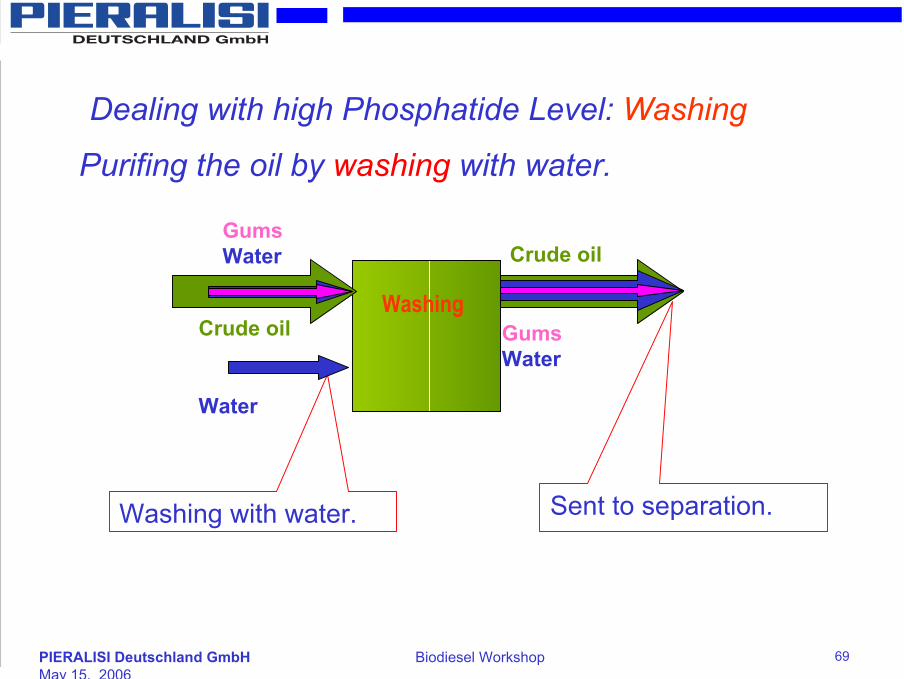
Dealing with high Phosphatide Level: Washing
Purifing the oil by washing with water.
Washing with water. Sent to separation.
Washing
Water
Crude oil
GumsWater
Crude oil
GumsWater
PIERALISI Deutschland GmbHMay 15, 2006
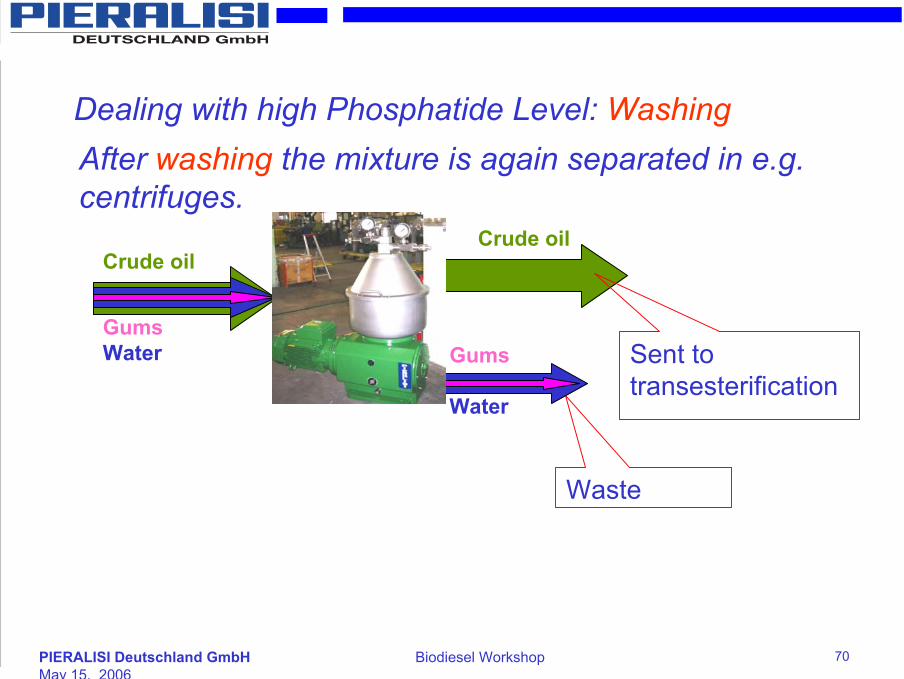
Biodiesel Workshop 70
Dealing with high Phosphatide Level: WashingAfter washing the mixture is again separated in e.g. centrifuges.
Crude oil
Waste
Sent to transesterification
Crude oil
GumsWater Gums
Water
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 71
Influences of high Salt and Solids Level :
Potential risk of disturbing the transesterification
Inefficient reaction, formation of side-products.
Treatment: oil washing ( only for used edible oils)
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 72
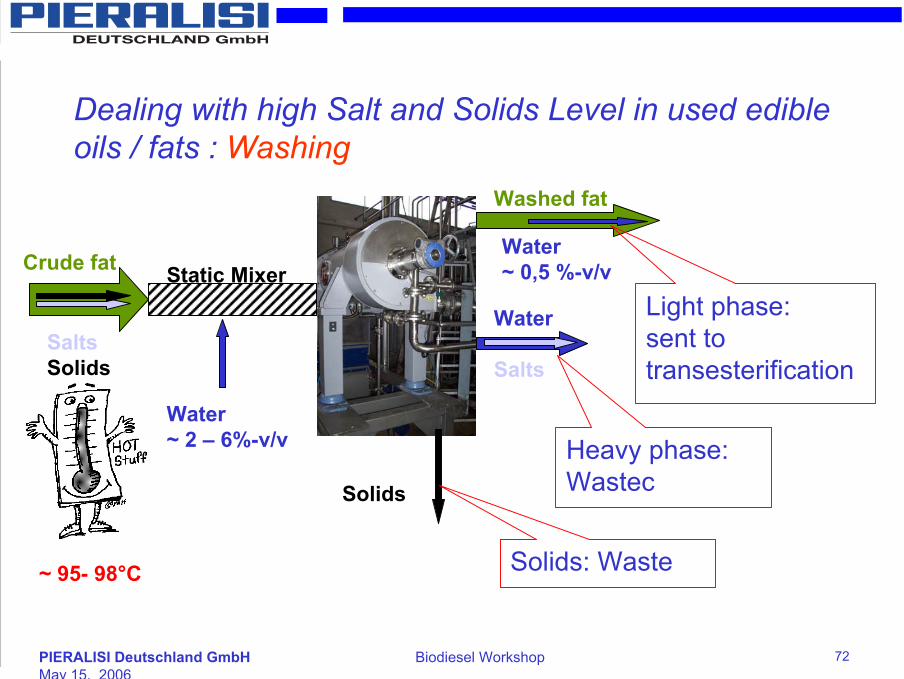
Dealing with high Salt and Solids Level in used edible oils / fats : Washing
Washed fat
Heavy phase: Wastec
Light phase: sent to transesterification
Crude fat
SaltsSolids
Water~ 2 – 6%-v/v
Static Mixer
Water
Salts
Solids
Solids: Waste~ 95- 98°C
Water~ 0,5 %-v/v
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 73
The Biodiesel Process – an Overview

PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 74
Biodiesel PIERALISI Separation Equipment
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 75
• 3-Phase Separation: How does it work?
PIERALISI Machines for the BIODIESELProcesses
• Decanter – The „Work Horse“ of our Separation Equipment
• Vertical Separator – The „Race Horse“ of ourSeparation Equipment
• Typical Decanter Flow Chart for Ex-proof Installations• Typical Flow Charts for Separators• Operation Modes of Gastight Machines• Capacity Overview• References
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 76
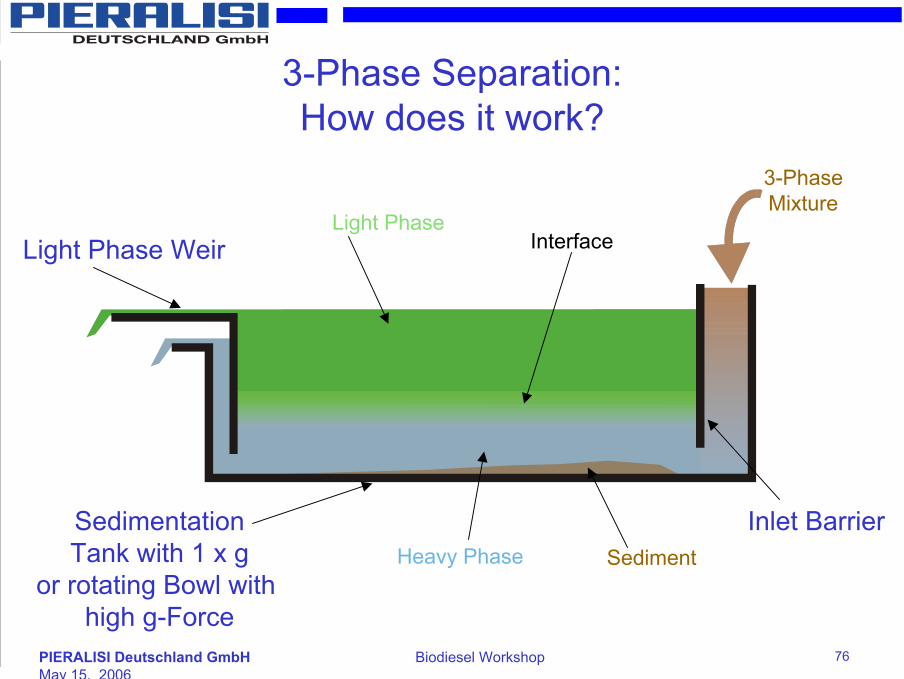
3-PhaseMixture
3-Phase Separation:How does it work?
SedimentationTank with 1 x g
or rotating Bowl with high g-Force
Heavy PhaseInlet Barrier
Sediment
Light Phase WeirLight Phase
Interface
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 77
Decanter – The „Work Horse“ of our Separation Equipment for:
High solid concentration in feed
Separation of coarse solid particles
Operation with lower g-forces < 2500 x g
Good dewatering perfomance
Forced solid discharge by screw conveyor
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 78
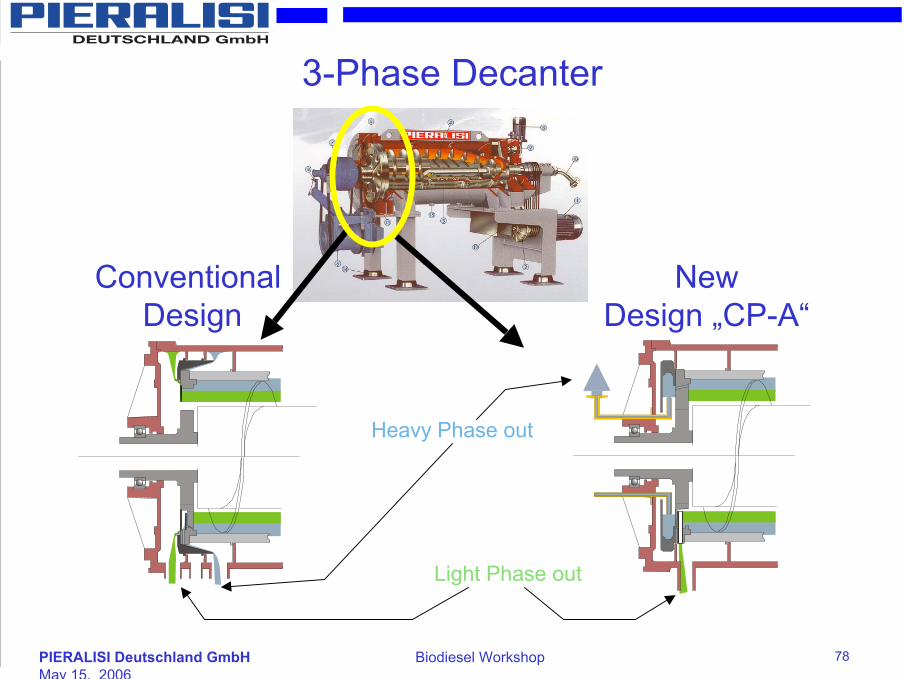
3-Phase Decanter
Conventional Design
NewDesign „CP-A“
Heavy Phase out
Light Phase out

PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 79
Decanter – The New Generation in Operation
Adjusting device for trimming the paring radius of the heavy
liquid of CP-A
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 80
CATALYST
TRA
NSE
STER
IFIC
ATIO
N 1
TRA
NSE
STER
IFIC
ATIO
N 2
BIO
DIE
SEL
DRY
ING
ACID
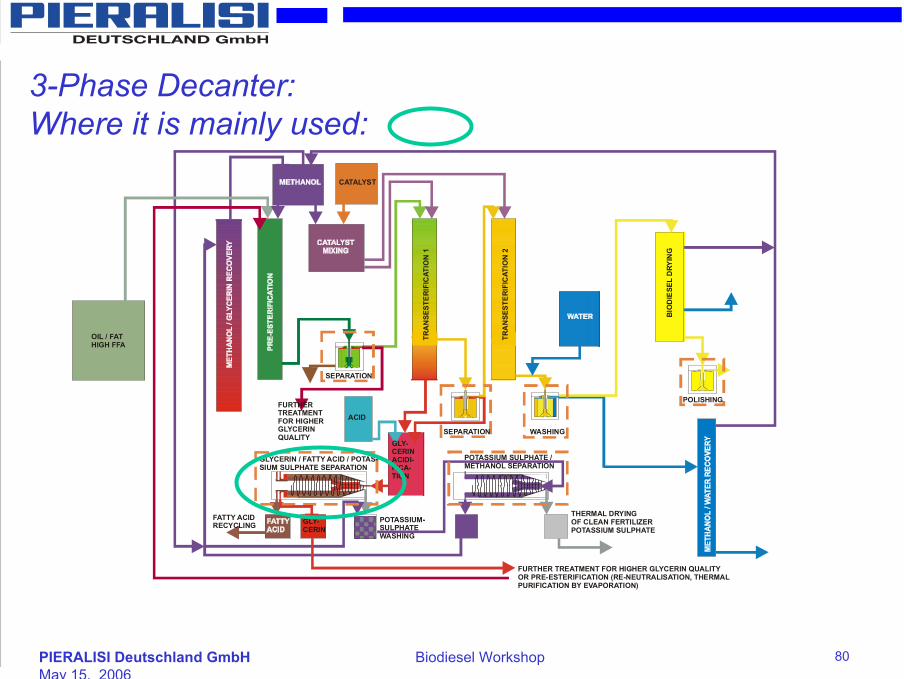
GLY-CERIN ACIDI-FICA-TION
POTASSIUM-SULPHATE WASHING
THERMAL DRYING OF CLEAN FERTILIZER POTASSIUM SULPHATE
SEPARATION WASHING
POLISHING
GLYCERIN / FATTY ACID / POTAS-SIUM SULPHATE SEPARATION
POTASSIUM SULPHATE / METHANOL SEPARATION
FATTY ACIDRECYCLING GLY-
CERIN
FURTHER TREATMENT FOR HIGHER GLYCERIN QUALITY OR PRE-ESTERIFICATION (RE-NEUTRALISATION, THERMAL PURIFICATION BY EVAPORATION)
OIL / FATHIGH FFA
FURTHER TREATMENT FOR HIGHER GLYCERIN QUALITY
SEPARATION
3-Phase Decanter:Where it is mainly used:
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 81
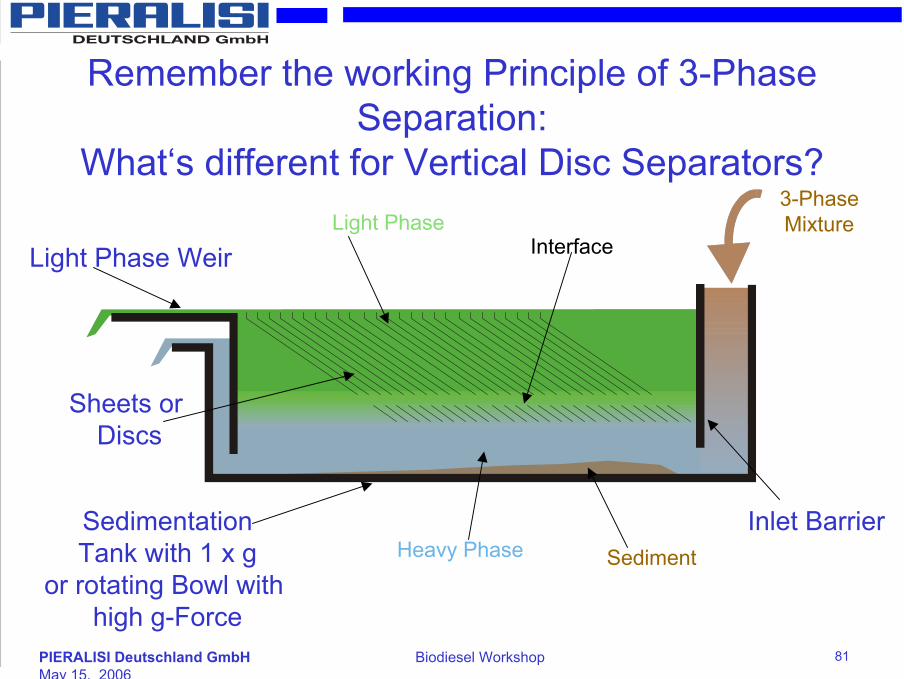
Remember the working Principle of 3-Phase Separation:
What‘s different for Vertical Disc Separators?
SedimentationTank with 1 x g
or rotating Bowl with high g-Force
Heavy PhaseInlet Barrier
Sediment
Light Phase WeirLight Phase
3-PhaseMixture
Interface
Sheets or Discs
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 82
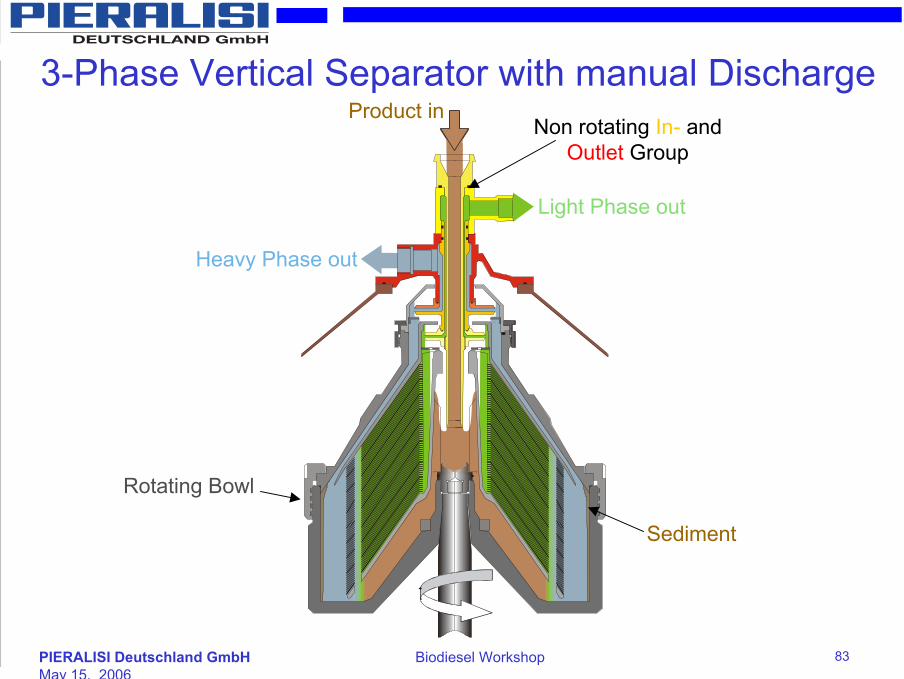
Vertical Separator – The „Race Horse“ of ourSeparation Equipment for:
Low solid concentration in feed
Separation of fine solid particles
Operation with high g-forces > 6000 x g
Good separation perfomance
Increased separation efficiency due to discstack
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 83
Product in
Heavy Phase out
Light Phase out
3-Phase Vertical Separator with manual Discharge
Rotating Bowl
Non rotating In- andOutlet Group
Sediment
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 84
S 300 BD 33 3-Phase Vertical Separator with manual Discharge
One of the mostsuccesful Biodieselmachines in the lastthree years
How it looks like
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 85
CATALYST
TRA
NSE
STER
IFIC
ATIO
N 1
TRA
NSE
STER
IFIC
ATIO
N 2
BIO
DIE
SEL
DRY
ING
ACID
GLY-CERIN ACIDI-FICA-TION
POTASSIUM-SULPHATE WASHING
THERMAL DRYING OF CLEAN FERTILIZER POTASSIUM SULPHATE
SEPARATION WASHING
POLISHING
GLYCERIN / FATTY ACID / POTAS-SIUM SULPHATE SEPARATION
POTASSIUM SULPHATE / METHANOL SEPARATION
FATTY ACIDRECYCLING GLY-
CERIN
FURTHER TREATMENT FOR HIGHER GLYCERIN QUALITY OR PRE-ESTERIFICATION (RE-NEUTRALISATION, THERMAL PURIFICATION BY EVAPORATION)
OIL / FATHIGH FFA
FURTHER TREATMENT FOR HIGHER GLYCERIN QUALITY
SEPARATION
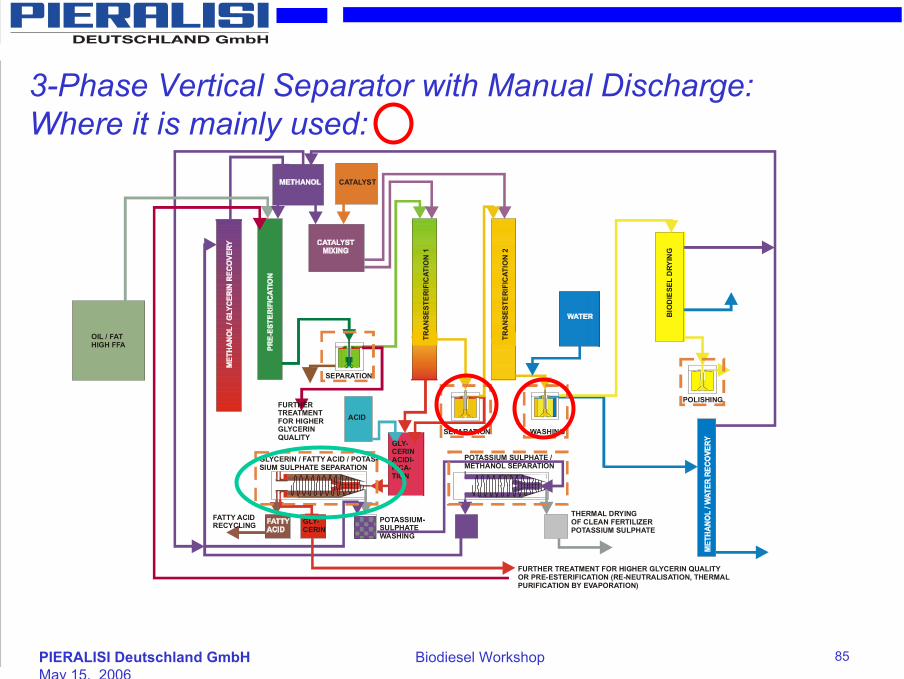
3-Phase Vertical Separator with Manual Discharge:Where it is mainly used:
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 86
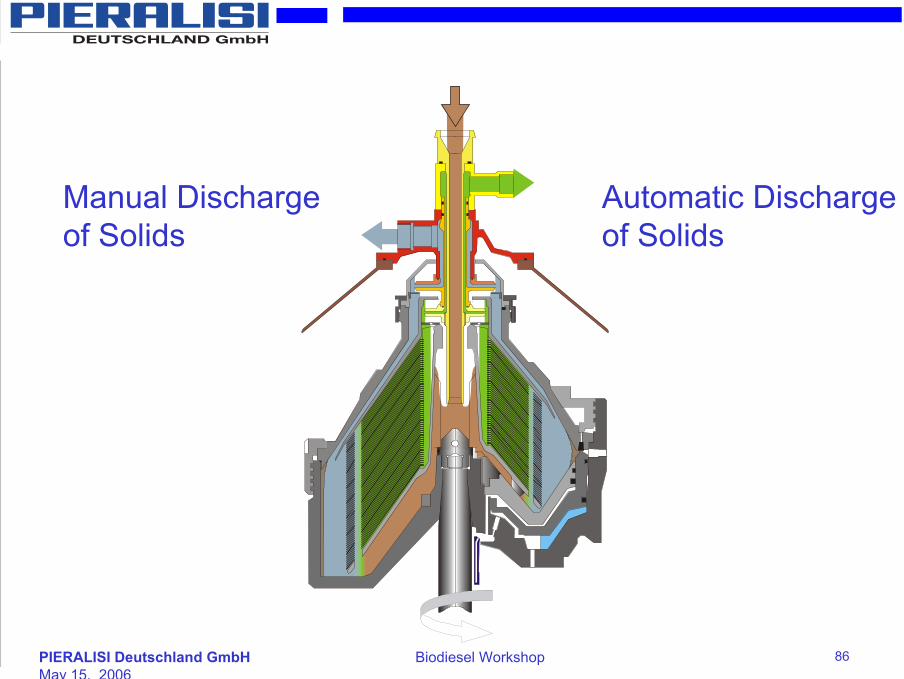
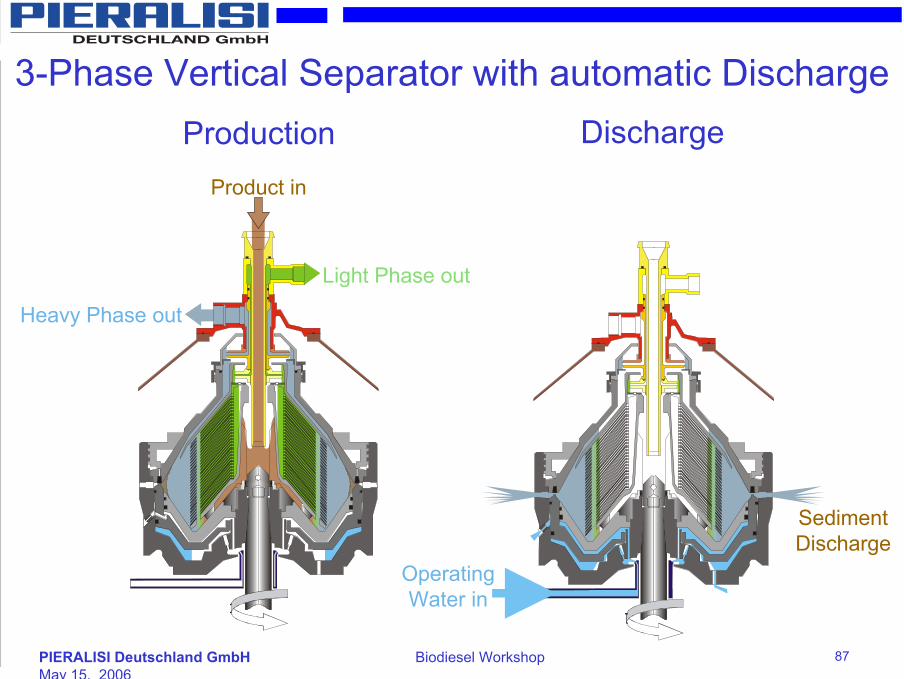
Manual Discharge of Solids
Automatic Discharge of Solids
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 87
Production DischargeProduct in
Heavy Phase out
Light Phase out
Operating Water in
3-Phase Vertical Separator with automatic Discharge
SedimentDischarge
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 88
FPC 12 BD 32 3-Phase Vertical Separator with automatic
Discharge
How it looks likeIn operation since 2003
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 89
CATALYST
TRA
NSE
STER
IFIC
ATIO
N 1
TRA
NSE
STER
IFIC
ATIO
N 2
BIO
DIE
SEL
DRY
ING
ACID
GLY-CERIN ACIDI-FICA-TION
POTASSIUM-SULPHATE WASHING
THERMAL DRYING OF CLEAN FERTILIZER POTASSIUM SULPHATE
SEPARATION WASHING
POLISHING
GLYCERIN / FATTY ACID / POTAS-SIUM SULPHATE SEPARATION
POTASSIUM SULPHATE / METHANOL SEPARATION
FATTY ACIDRECYCLING GLY-
CERIN
FURTHER TREATMENT FOR HIGHER GLYCERIN QUALITY OR PRE-ESTERIFICATION (RE-NEUTRALISATION, THERMAL PURIFICATION BY EVAPORATION)
OIL / FATHIGH FFA
FURTHER TREATMENT FOR HIGHER GLYCERIN QUALITY
SEPARATION
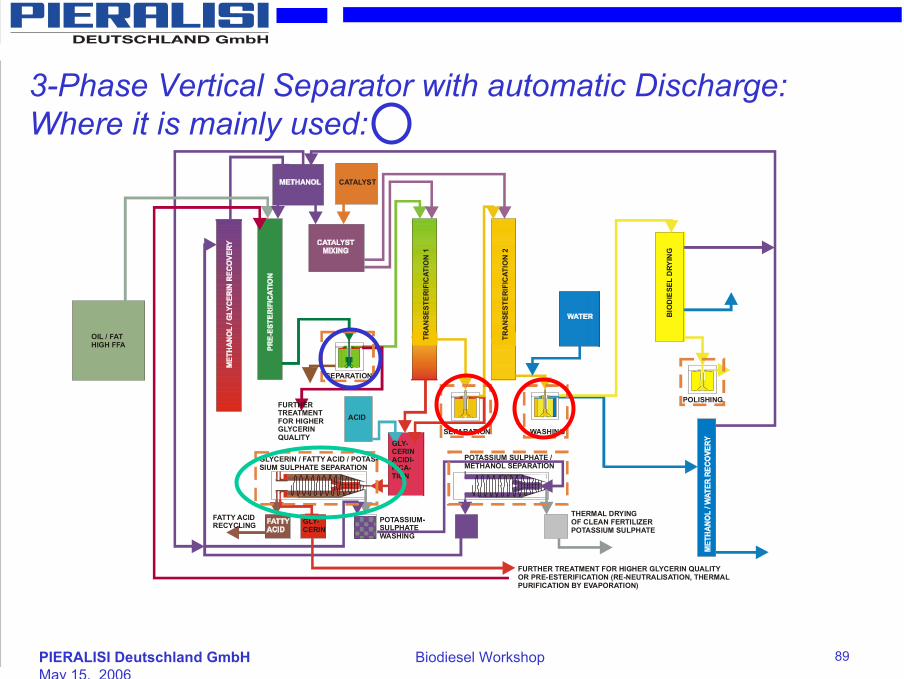
3-Phase Vertical Separator with automatic Discharge:Where it is mainly used:
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 90
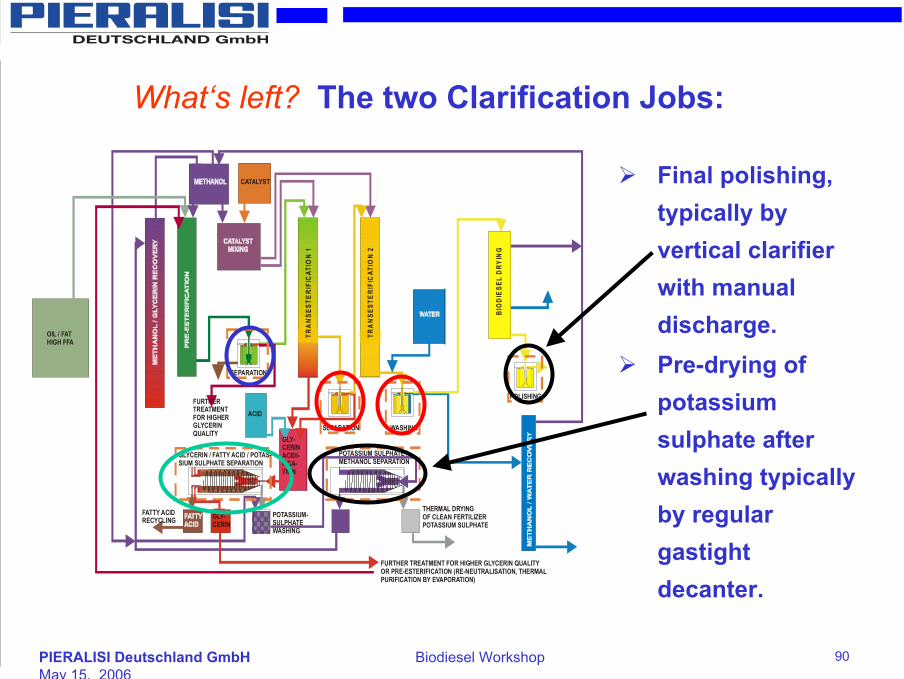
What‘s left? The two Clarification Jobs:
CATALYST
TRA
NSE
STER
IFIC
ATIO
N 1
TRA
NSE
STER
IFIC
ATIO
N 2
BIO
DIE
SEL
DRY
ING
ACID
GLY-CERIN ACIDI-FICA-TION
POTASSIUM-SULPHATE WASHING
THERMAL DRYING OF CLEAN FERTILIZER POTASSIUM SULPHATE
SEPARATION WASHING
POLISHING
GLYCERIN / FATTY ACID / POTAS-SIUM SULPHATE SEPARATION
POTASSIUM SULPHATE / METHANOL SEPARATION
FATTY ACIDRECYCLING GLY-
CERIN
FURTHER TREATMENT FOR HIGHER GLYCERIN QUALITY OR PRE-ESTERIFICATION (RE-NEUTRALISATION, THERMAL PURIFICATION BY EVAPORATION)
OIL / FATHIGH FFA
FURTHER TREATMENT FOR HIGHER GLYCERIN QUALITY
SEPARATION
Final polishing,typically by vertical clarifier with manualdischarge.Pre-drying ofpotassiumsulphate after washing typically by regular gastightdecanter.
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 91
Control board with PLC
SAFE AREA
startstop inerted
stand bystop not inerted
common alarmalarm resetlamp test
emergency stop
productionstand byproduction
stand still inertedstand still not inerted
pre-purgingstop inertedstop not inerted
startLocal control board
FLC
220
.1
220
PRO
DU
CT
INPV
220
.4FI
S 22
0.2
P 22
0.3
224
FLC 224.1
PV 224.2VENT
DECANTER FP 600 2 RS
CV
318.
1a
ST 701
ST 702
TT 704
M 705
TT 706
ZST 709ZST 710
TT 711
DRAIN
LIG
HT
LIQ
UID
PH
AS
E
HEA
VY L
IQU
ID P
HAS
ESOLI
DS
PRODUCT IN
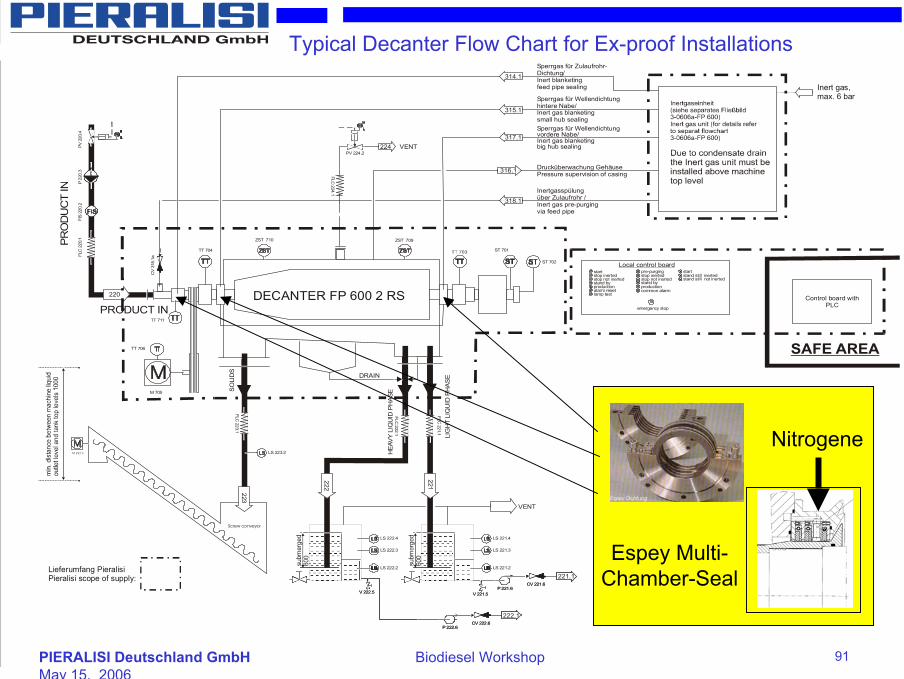
Sperrgas für Wellendichtunghintere Nabe/Inert gas blanketing small hub sealing
Sperrgas für Zulaufrohr-Dichtung/Inert blanketing feed pipe sealing
314.1
314.1
315.1
316.1
318.1
Sperrgas für Wellendichtungvordere Nabe/Inert gas blanketing big hub sealing
317.1
Inertgasspülung über Zulaufrohr /Inert gas pre-purging via feed pipe
Drucküberwachung GehäusePressure supervision of casing
Inert gas, max. 6 bar
Typical Decanter Flow Chart for Ex-proof Installations
Screw conveyor
M 223.3
221
FLC223.1
FLC221.1
223
LS 221.4
LS 221.3
LS 221.2
LS 222.4
LS 222.3
LS 222.2
LS 223.2
222
FLC 222.1
VENT
P 221.6
221.1CV 221.6
V 221.5
P 222.6
222.1CV 222.6
V 222.5P 221.6
221.1CV 221.6
V 221.5
P 222.6
222.1CV 222.6
V 222.5
Nitrogene
Espey Multi-Chamber-SealLieferumfang Pieralisi
Pieralisi scope of supply:
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 92
315.1
314.1
316.1
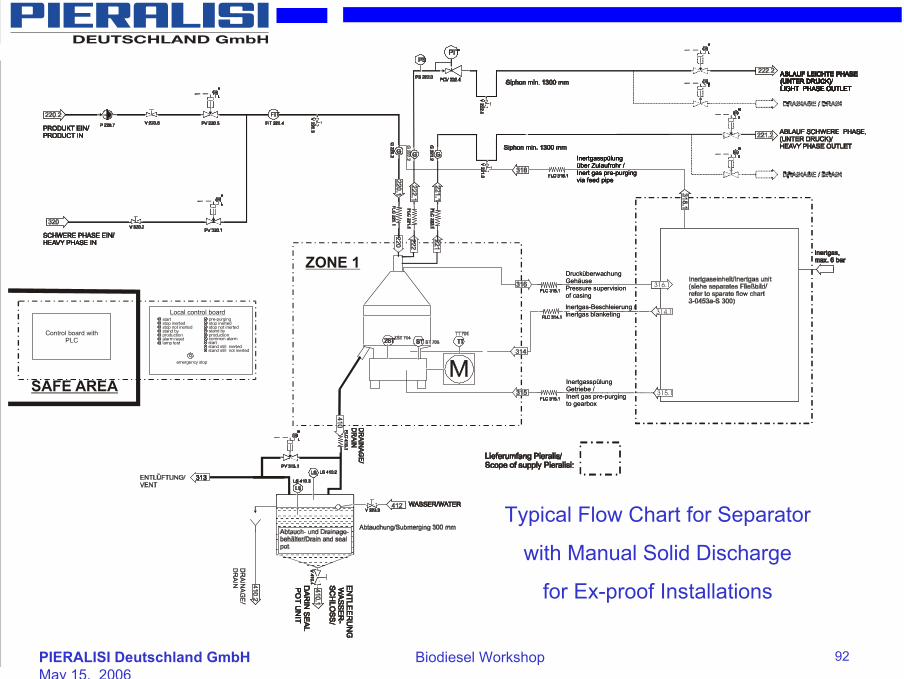
Inertgasspülung über Zulaufrohr /Inert gas pre-purging via feed pipe
Drucküberwachung GehäusePressure supervision of casing
Inertgas-Beschleierung / Inertgas blanketing
Inertgasspülung Getriebe / Inert gas pre-purging to gearbox
315.1
314.1
316.1
Inertgasspülung über Zulaufrohr /Inert gas pre-purging via feed pipe
Drucküberwachung GehäusePressure supervision of casing
Inertgas-Beschleierung / Inertgas blanketing
Inertgasspülung Getriebe / Inert gas pre-purging to gearbox
Inertgasspülung über Zulaufrohr /Inert gas pre-purging via feed pipe
Inertgasspülung über Zulaufrohr /Inert gas pre-purging via feed pipe
ZONE 1
startstop inerted
stand bystop not inerted
common alarmalarm resetlamp test
emergency stop
productionstand byproduction
stand still inertedstand still not inerted
pre-purgingstop inertedstop not inerted
start
Control board with PLC
Local control board
SAFE AREA
Typical Flow Chart for Separator
with Manual Solid Discharge
for Ex-proof Installations
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 93
FLC 315.1
FLC 318.1
FLC 314.1
Inert gas, max. 6 bar
FLC 316.1
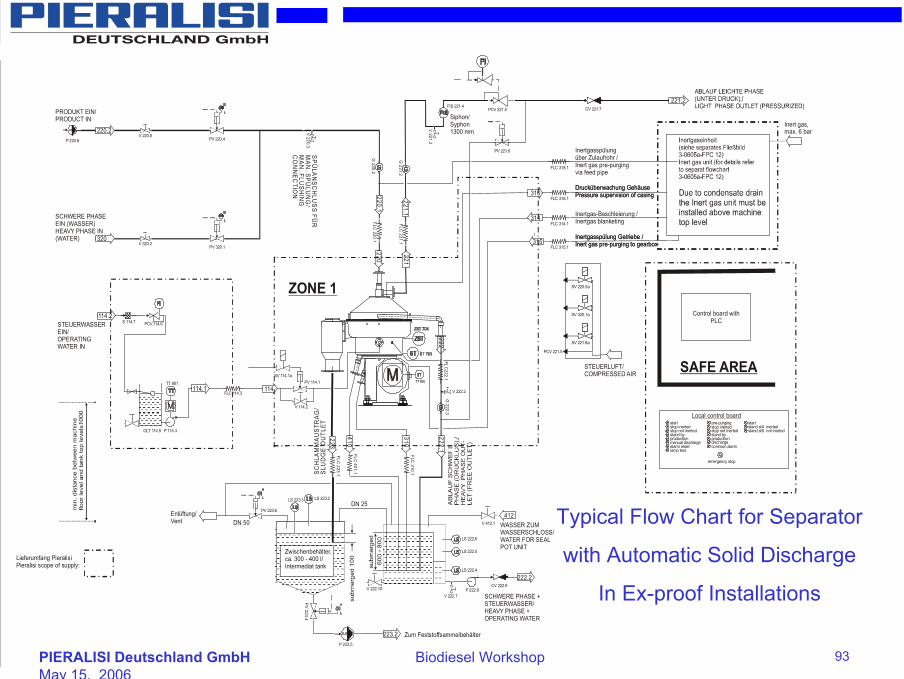
Inertgasspülung über Zulaufrohr /Inert gas pre-purging via feed pipe
Drucküberwachung GehäusePressure supervision of casing
Inertgas-Beschleierung / Inertgas blanketing
Inertgasspülung Getriebe / Inert gas pre-purging to gearbox
Drucküberwachung GehäusePressure supervision of casing
Inertgasspülung Getriebe / Inert gas pre-purging to gearbox
PRODUKT EIN/PRODUCT IN
FLC 220.1
G 220.2
PV 220.4
V 220.3
220.1
P 220.6V 220.5
SPÜLAN
SCH
LUSS FÜ
RM
AN. SPÜ
LUN
G/
MAN
. FLUSH
ING
C
ON
NEC
TION
SCHWERE PHASEEIN (WASSER)HEAVY PHASE IN(WATER)
PV 320.1
320V 320.2
220.2
FLC 221.1
G 221.2
PCV 221.5
221.1
221.2
V 221.3
Siphon/Syphon 1300 mm
PV 221.6
FIS 221.4 CV 221.7
222FLC
222.1G
222.3
V 222.2
STEUERLUFT/COMPRESSED AIR
SV 220.5a
SV 320.1a
SV 221.6a
PCV 221.5
LS 222.6
LS 222.5
LS 222.4
Enlüftung/Vent
SCH
LAM
MAU
STR
AG/
SLU
DG
E O
UTL
ET
LS 223.2LS 223.3
FLC223.1
FLC401.1
PV223.4
P 223.5
223.2
Zwischenbehälter, ca. 300 - 400 l/Intermediat tank
Zum Feststoffsammelbehälter
PV 223.6
WASSER ZUM WASSERSCHLOSS/WATER FOR SEAL POT UNIT
DN 25
DN 50
FLC310.1
P 222.8
222.2CV 222.9
V 222.7
V 412.1
V 222.10
SCHWERE PHASE + STEUERWASSER/HEAVY PHASE + OPERATING WATER
STEUERWASSEREIN/OPERATING WATER IN
FLC 114.3
S 114.7 PCV.114.6
TT 901
OLT 114.5 P 114.4
114.2
114.1
220
221
114
315
SV 114.1a
223
V 114.2
410
314
PV 114.1
310
316
222.1
ZONE 1
startstop inerted
stand by
manual discharge
stop not inerted
common alarmalarm resetlamp test
emergency stop
productionstand byproductiondischarge
stand still inertedstand still not inerted
pre-purgingstop inertedstop not inerted
start
Control board with PLC
Local control board
SAFE AREA
Lieferumfang PieralisiPieralisi scope of supply:
Typical Flow Chart for Separator
with Automatic Solid Discharge
In Ex-proof Installations
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 94
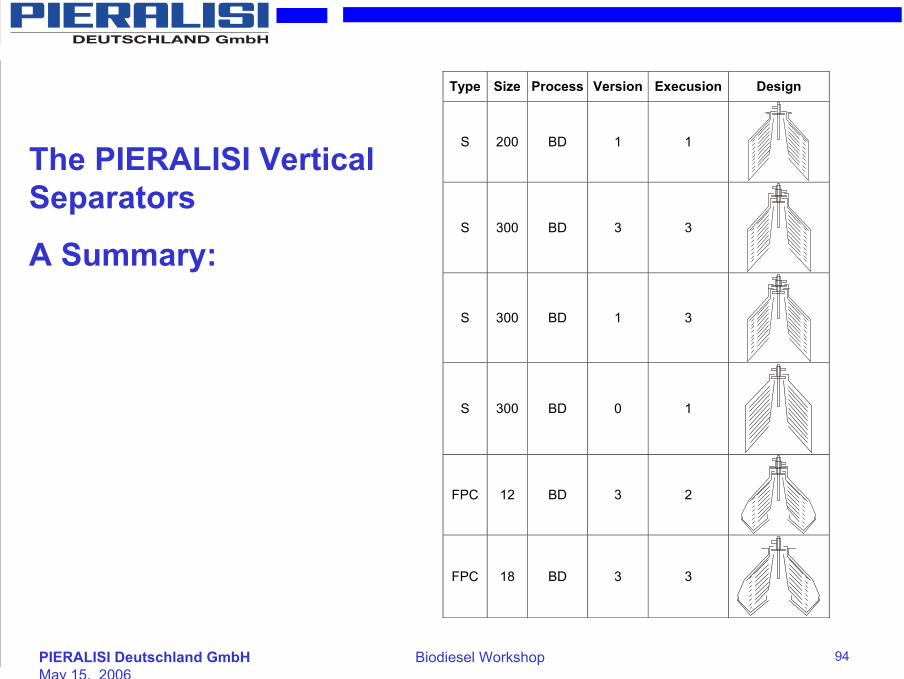
Type Size Process Version Execusion Design
S 200 BD 1 1
S 300 BD 3 3
S 300 BD 1 3
S 300 BD 0 1
FPC 12 BD 3 2
FPC 18 BD 3 3
The PIERALISI VerticalSeparators
A Summary:
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 95
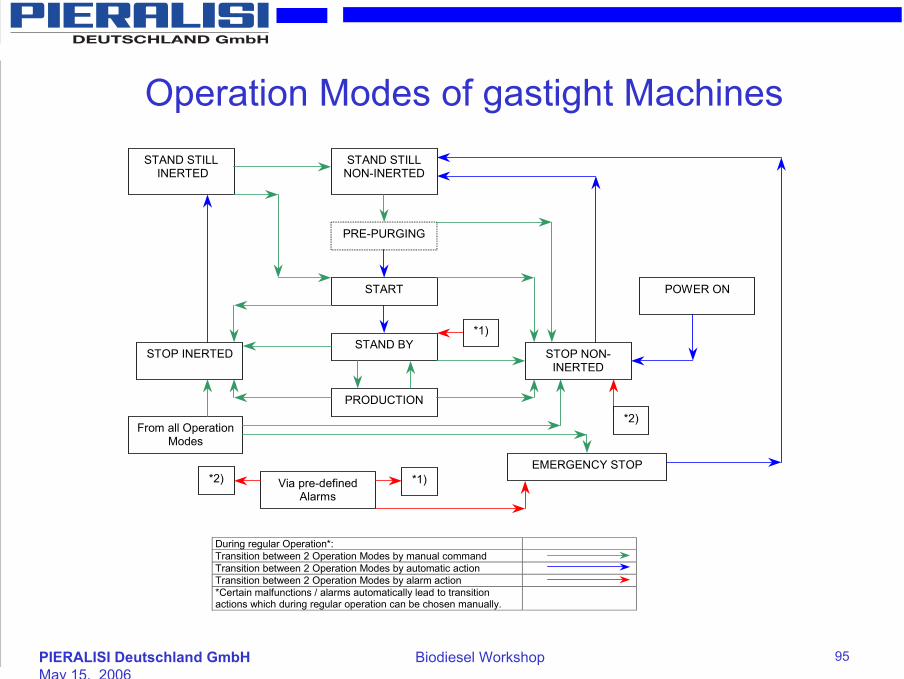
During regular Operation*: Transition between 2 Operation Modes by manual command Transition between 2 Operation Modes by automatic action Transition between 2 Operation Modes by alarm action *Certain malfunctions / alarms automatically lead to transition actions which during regular operation can be chosen manually.
PRE-PURGING
START
STAND BY
PRODUCTION
STOP NON-INERTED
STAND STILLNON-INERTED
From all OperationModes
POWER ON
Via pre-defined Alarms
EMERGENCY STOP
STOP INERTED
STAND STILL INERTED
*1)
*1)
*2)
*2)
Operation Modes of gastight Machines
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 96
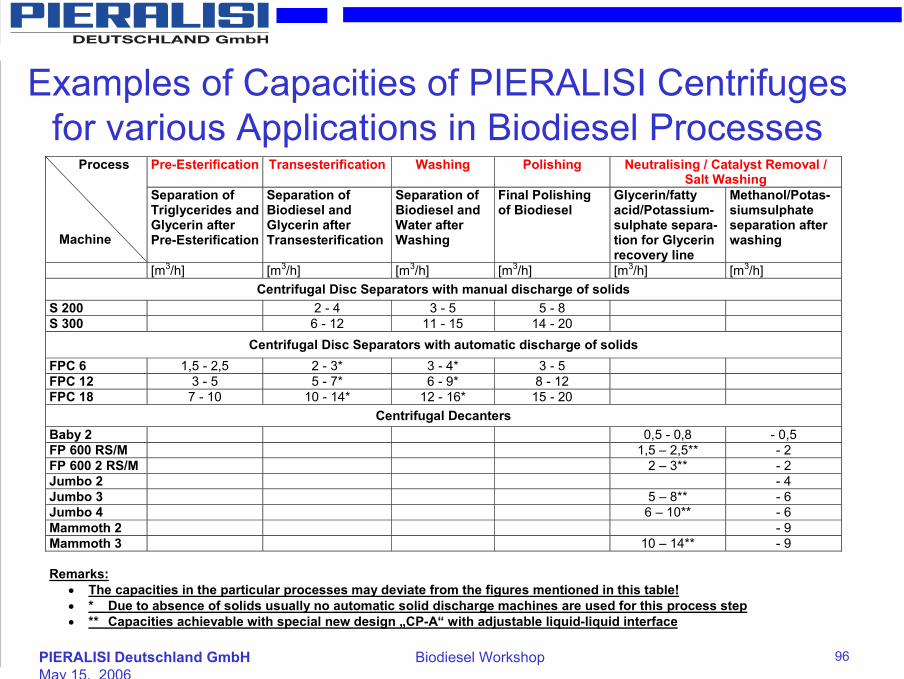
Pre-Esterification Transesterification Washing Polishing Neutralising / Catalyst Removal / Salt Washing
Process Machine
Separation of Triglycerides and Glycerin after Pre-Esterification
Separation of Biodiesel and Glycerin after Transesterification
Separation of Biodiesel and Water after Washing
Final Polishing of Biodiesel
Glycerin/fatty acid/Potassium-sulphate separa-tion for Glycerin recovery line
Methanol/Potas-siumsulphate separation after washing
[m3/h] [m3/h] [m3/h] [m3/h] [m3/h] [m3/h] Centrifugal Disc Separators with manual discharge of solids
S 200 2 - 4 3 - 5 5 - 8 S 300 6 - 12 11 - 15 14 - 20
Centrifugal Disc Separators with automatic discharge of solids FPC 6 1,5 - 2,5 2 - 3* 3 - 4* 3 - 5 FPC 12 3 - 5 5 - 7* 6 - 9* 8 - 12 FPC 18 7 - 10 10 - 14* 12 - 16* 15 - 20
Centrifugal Decanters Baby 2 0,5 - 0,8 - 0,5 FP 600 RS/M 1,5 – 2,5** - 2 FP 600 2 RS/M 2 – 3** - 2 Jumbo 2 - 4 Jumbo 3 5 – 8** - 6 Jumbo 4 6 – 10** - 6 Mammoth 2 - 9 Mammoth 3 10 – 14** - 9 Remarks:
• The capacities in the particular processes may deviate from the figures mentioned in this table! • * Due to absence of solids usually no automatic solid discharge machines are used for this process step • ** Capacities achievable with special new design „CP-A“ with adjustable liquid-liquid interface
Examples of Capacities of PIERALISI Centrifugesfor various Applications in Biodiesel Processes
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 97
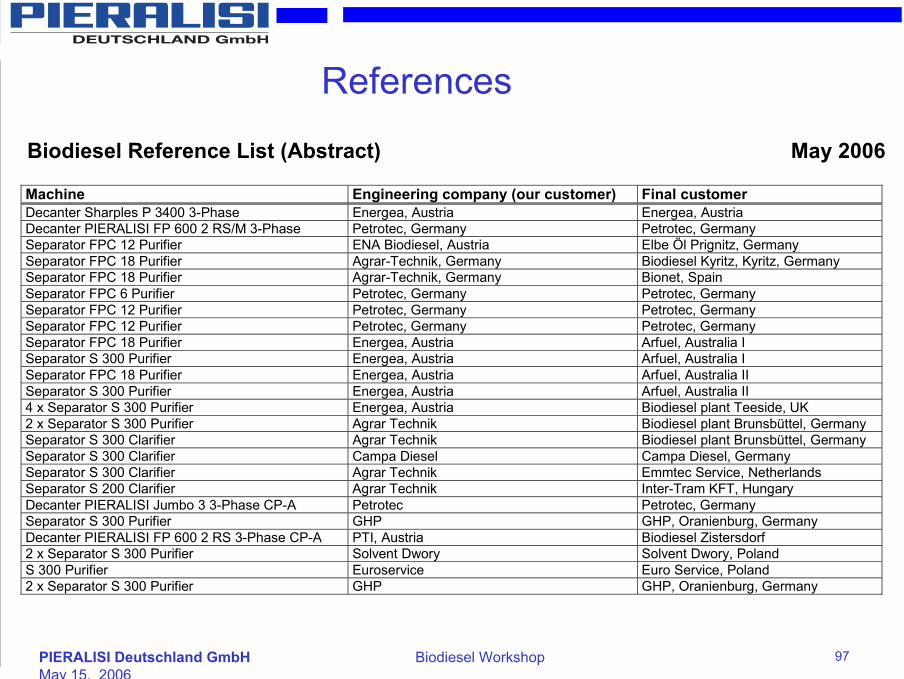
References
Biodiesel Reference List (Abstract) May 2006
Machine Engineering company (our customer) Final customer Decanter Sharples P 3400 3-Phase Energea, Austria Energea, Austria Decanter PIERALISI FP 600 2 RS/M 3-Phase Petrotec, Germany Petrotec, Germany Separator FPC 12 Purifier ENA Biodiesel, Austria Elbe Öl Prignitz, Germany Separator FPC 18 Purifier Agrar-Technik, Germany Biodiesel Kyritz, Kyritz, Germany Separator FPC 18 Purifier Agrar-Technik, Germany Bionet, Spain Separator FPC 6 Purifier Petrotec, Germany Petrotec, Germany Separator FPC 12 Purifier Petrotec, Germany Petrotec, Germany Separator FPC 12 Purifier Petrotec, Germany Petrotec, Germany Separator FPC 18 Purifier Energea, Austria Arfuel, Australia I Separator S 300 Purifier Energea, Austria Arfuel, Australia I Separator FPC 18 Purifier Energea, Austria Arfuel, Australia II Separator S 300 Purifier Energea, Austria Arfuel, Australia II 4 x Separator S 300 Purifier Energea, Austria Biodiesel plant Teeside, UK 2 x Separator S 300 Purifier Agrar Technik Biodiesel plant Brunsbüttel, Germany Separator S 300 Clarifier Agrar Technik Biodiesel plant Brunsbüttel, Germany Separator S 300 Clarifier Campa Diesel Campa Diesel, Germany Separator S 300 Clarifier Agrar Technik Emmtec Service, Netherlands Separator S 200 Clarifier Agrar Technik Inter-Tram KFT, Hungary Decanter PIERALISI Jumbo 3 3-Phase CP-A Petrotec Petrotec, Germany Separator S 300 Purifier GHP GHP, Oranienburg, Germany Decanter PIERALISI FP 600 2 RS 3-Phase CP-A PTI, Austria Biodiesel Zistersdorf 2 x Separator S 300 Purifier Solvent Dwory Solvent Dwory, Poland S 300 Purifier Euroservice Euro Service, Poland 2 x Separator S 300 Purifier GHP GHP, Oranienburg, Germany
PIERALISI Deutschland GmbHMay 15, 2006
Biodiesel Workshop 98