Embed Size (px)
Citation preview

Physical Simulation of the
Thermo-Mechanical Rolling
Process
Blake M. Whitley
Date: May 14, 2015
Advisor: John G. Speer
Group: Bar and Forging Steels, ASPPRC
Colorado School of Mines

Colorado School of Mines
Golden, Colorado
ASPPRC:
An Industry-University
Cooperative Research Center
Established 1984
Advanced Steel
Processing and
Products
Research Center
(ASPPRC)
Concentrate on research at the interface
between producers and users of steel

ASPPRC Participants: May 2015
Steel Producers AK Steel
ArcelorMittal Steel
Baosteel
CSN
Evraz Inc., N.A.
Gerdau
Kobe Steel
Nucor Steel Co.
POSCO
SABIC
SSAB Enterprises, LLC
Tata Steel Europe
Ternium
TimkenSteel
TMK IPSCO
United States Steel
voestalpine Stahl GmbH
Heavy Equipment Mfg. Caterpillar Inc.
Deere & Co.
Automotive Manufactures Fiat Chrysler Automobiles
Ford Motor Co.
General Motors Co.
Suppliers Bekaert
Johnson Controls
Other Chevron Energy
CBMM N.A. (Niobium)
Evraz Stratcor (Vanadium)
Los Alamos National Lab
Precision Castparts Corp.

ASPPRC 1990

ASPPRC Sponsor Locations (2015)
Many international facilities of corporate participants not shown


8
Gleeble® 3500
Capabilities:
• Heating rates of 10,000 ºC/s
• Quench with compressed
gas or pressurized water
• Up to 10 tons of force
• Displacement rates up to
1,000 mm/s
Ideal for:
• Hot Tension/Compression
• Casting/Solidification Studies
• Dilatometry
• Forging Studies
• Weld HAZ Simulation
• Hot Rolling Simulation

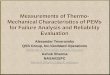
Bar Rolling Mill Schematic
Reheat
Furnace Roughing Mill Cooling
Section Reducing Block
Precision Sizing
Block
T~1200 ºC T~1100 ºC T~800-1000 ºC T~800-1000 ºC
3
1045 Al (HR & TMP)
10V45 (HR & TMP)
10V45 Nb (HR & TMP)
2” Bars
Industrial Bars
*Based on mill data from the Gerdau, Monroe bar mill. (2012)

10
Experimental Plan- Torsion Variables
Rolling Pass Area (mm2) Strain (reduction in area)
Initial 22500
Roughing R1 17825 0.20778
R2 13225 0.25806
R3 9500 0.28166
R4 6793 0.28495
R5 5000 0.26395
R6 3848 0.23040
R7 (dummy) 3848 0.00000
T~1050-1100C R8 (dummy) 3848 0.00000
Waterbox
3848
Reducing RB1 (dummy) 3848 0.00000
Block RB2 (dummy) 3848 0.00000
RB3 2734 0.28950
RB4 1964 0.28164
RB5 1524 0.22403
RB6 1452 0.04724
RB7 1385 0.04614
RB8 1340 0.03249

Te
mp
era
ture
(ºC
)
1300
1200
1100
1000
900
800
700
600
500
400
300
200
100
0
Distance from Reheat Furnace (m)
0 200 20 40 60 80 100 120 140 160 180
HR
Roughin
g
Center
Mid-radius
Surface
5

Te
mp
era
ture
(ºC
)
1300
1200
1100
1000
900
800
700
600
500
400
300
200
100
0
Distance from Reheat Furnace (m)
0 200 20 40 60 80 100 120 140 160 180
Fin
ishin
g
& S
izin
g
Waterbox
Cooling
Center
Mid-radius
Surface
TMP
6

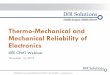
13
1045 Al 10V45 10V45 Nb
HR
TMP
*All images taken at bar surfaces
100 μm 100 μm
100 μm
100 μm
100 μm 100 μm
Characterization of As-Received Bars (Gerdau-Monroe)

Bar Rolling Mill Schematic
8
10V45 Nb

Experimental Alloys
15
Alloy C Mn Si Ni Cr Mo Ti
1045 Al 0.45 0.72 0.24 0.08 0.12 0.04 0.001
10V45 0.45 0.82 0.28 0.07 0.15 0.03 0.001
10V45 w/ Nb 0.46 0.85 0.2 0.08 0.14 0.03 0.001
Alloy Nb V Al N S P Cu
1045 Al 0.001 0.003 0.021 0.0097 0.025 0.010 0.13
10V45 0.001 0.089 0.000 0.0127 0.027 0.011 0.15
10V45 w/ Nb 0.020 0.092 0.000 0.0124 0.030 0.018 0.16
1045 base steel with 3 microalloying variations:

16 C. M. S. G J Richardson, D N Hawkins, Worked Examples in Metalworking. London: The Institute of Metals, 1985.
3
*aa
**
aa
= equivalent true strain
= shear strain
= effective radius, 0.724*radius
= angle of twist
= gauge length
*a
*a
a
How to Simulate Industrial Bar Rolling?

Time-Temp Profiles
Tem
pera
ture
Time
6 Roughing Passes at 1200 ºC
Total Shear Strain = 3.13
6 Finishing Passes
Total Shear Strain = 2.05
Tnr
HR
TMP
21
7

18
Equivalent True Stress-Strain
•For a subsize 1045 Al
torsion specimen
deformed under
conventional rolling
conditions (1000 ºC
finishing).
•Hardening observed
during roughing steps.
•Combination of hardening
and softening observed
during finishing steps.
1200 ºC
1000 ºC

19
Peak-Torque at each Pass
Peak Torques per Pass
•Composite effects –Strain hardening
–Dynamic recrystallization
•Two Processing
Conditions –Conventional finishing
–TMP finishing
•Three Chemistries –1045 Al
–10V45
–10V45 Nb
HR
1045 Al
10V45
10V45 Nb
10V45
1045 Al
10V45 Nb
TMP (800 ºC)
HR (1000 ºC) Roughing (1200 ºC)

20
1200 ºC
1000 ºC
800 ºC
Peak-Torque at each Pass
HR
HR
HR

21
Time-Temperature Rolling Profile
(Gleeble Torsion)
Surface Temperature
•Thermal Processing –Austenitized at 1200 ºC for
20 minutes
–Roughing deformations
–Air-cooling simulation to
1000 ºC
•Two Processing
Conditions –Conventional finishing
–TMP finishing
*Measured by optical pyrometer
Hot

22
10V45
Hot Roll
air cool
TMP
air cool
Microstructural Characterization of
Torsion Specimens
Hot Roll
N2 quench

23
TMP
Air Cool
Microstructural Variation Across
Torsion Specimens
Surface Effective Radius Center
1 mm 10V45

24
Microstructural Characterization of
Torsion Specimens- 1045 Al
HR + Air Cool HR + Quench
Surface
TMP + Air Cool
Effective
Radius, r*
Center

Austenite Deformation in Tension
25
(a) (b) (c) (d)
• Normal strains,
typical of
industrial bar
rolling
• Linear strain paths
• Minimal strain
gradients
**In collaboration with A. Araujo, ASPPRC

Austenite Deformation in Shear
26
(a) (b) (c) (d)
• Shear strains,
such as those
employed during
torsion
simulations
• Nonlinear strain
paths
• Defined strain
gradients (radially)
**In collaboration with A. Araujo, ASPPRC

27
Prior Austenite Grain Size (PAGS)
A
C
B
10V45 Nb
A B
C

28
PAGS Assessment
1045 Al 10V45
Austenitized
(1200 °C)
10V45 Nb
Hot Rolled
TMP Rolled

1045 Al
Other Alloys after TMP, Quench, PAGs
10V45 Nb
29 10V45

30
Physical Simulation of the Thermo-Mechanical
Rolling Process
Blake M. Whitley
Thanks for your attention!
Advanced Steel Processing & Products Research Center (ASPPRC)