Embed Size (px)
Citation preview

Phenolic Molding Compound Filledwith Nonmetals of Waste PCBsJ I E G U O , J I A L I , Q U N L I R A O , A N DZ H E N M I N G X U *
School of Environmental Science and Engineering, ShanghaiJiao Tong University, 800 Dongchuan Road,Shanghai 200240, People’s Republic of China
Received June 1, 2007. Revised manuscript received August30, 2007. Accepted October 16, 2007.
Nonmetals reclaimed from waste phenolic cellulose paperprinted circuit boards (PCBs) are used to replace wood flourintheproductionofphenolicmoldingcompound(PMC).Theresultsindicate that filling of nonmetals in PMC improves thecharpy notched impact strength and heat deflection temperature(HDT) and reduces flexural strength and rasching fluidity.Rasching fluidity decreases dramatically with the increase ofthe content of nonmetals. To ensure sufficient properties of PMC,the optimal added content of nonmetals is 20 wt %, whichresults in a flexural strength of 70 MPa, a charpy notched impactstrength of 2.4 KJ/m2, a HDT of 168 °C, a dielectric strengthof 3.9 MV/m, and a rasching fluidity of 103 mm, all of which meetthe national standard data. When the added content ofnonmetals is 20%, the charpy notched impact strength, HDT,and rasching fluidity of PMC decrease, and the flexuraland dielectric strengths decrease at first and then increasewith decreasing particle sizes. All the results indicate that makingPMC with nonmetals of waste PCBs can resolve environmentalpollution, reuse nonmetals in different fields, and provide anew method for resource utilization of nonmetals from wastePCBs.
IntroductionPrinted circuit boards (PCBs) contain nearly 28% metals,including Cu, Al, Sn, etc. The purity of precious metals inPCBs is more than 10 times higher than that of rich-contentminerals (1, 2). Recycling of PCBs is an important subjectnot only from the treatment of waste but also from therecovery of valuable materials because the amount of wastePCBs is dramatically increasing. Mechanical-physical pro-cesses are attracting more attention than hydrometallurgyand pyrometallurgy (3, 4). The mechanical-physical ap-proach involves a crushing process that aims to strip metalfrom the base plates of waste PCBs, and then differentmethods are used to separate metals from nonmetals (5).Metals such as Cu, Al, and Sn, are sent to recovery operations.However, the significant quantities of nonmetals in PCBs(up to 70%) present an especially difficult challenge forrecycling. The nonmetal portions of PCBs mainly consist ofthermoset resins and reinforcing materials. Thermoset resinscannot be remelted or reformed because of their networkstructure. Incineration is not the best method for treatingnonmetals because of inorganic fillers such as glass fiber,which significantly reduces the fuel efficiency. Disposal inlandfill is the main method for treating nonmetal parts of
PCBs, but it may cause secondary pollution and resource-wasting. S. Yokoyama and M. Iji have carried out many studieson the recycling of glassfiber-resin powder taken from PCBs(6, 7). In their studies, nonmetals reclaimed from waste PCBscould be used as fillers for other products, such as construc-tion materials, decorating agent, adhesives, and insulatingmaterials. Mou Peng also presented new methods in whichthe nonmetal waste is used to make formative models,compound boards, or related products (8).
Phenolic molding compound (PMC) is produced withphenolic resin, acting as a bonding agent , various fillers,solidifiers, and colorants under high temperature and acertain pressure. Because of their relative cheapness, ease offabrication, high mechanical strength, heat resistance, andhigh dielectric strength, PMC is widely used and in demandfor radios, kitchen utensils, and electronic switches. Increas-ing production of PMC in recent years has greatly increasedthe need of wood flour, which is used as an organic filler inthe molding compounds. With the timber resource depletionand the increasing price of wood flour, it is an urgentassignment for producers of PMC to protect timber resourcesand reduce the cost of raw materials by finding alternativematerials for wood flour. A. Y. Kharade studied the effect ofpartial replacement of wood flour filler by lignin on theproperties of molding powders (9). Samir Hattali also studiedthe behavior of replacement of wood flours by alpha grasssoda lignin (10). To our knowledge, there is little publishedinformation about reusing nonmetals reclaimed from PCBsas a filler of PMC.
In this study, nonmetals reclaimed from paper-basedcircuit board scrap were used to replace wood flour forproducing modified PMC. Effects of the contents and particlesizes of nonmetals on the properties of PMC were investi-gated. Therefore, from the use of renewable resources andenvironmental protection viewpoints, a study to analyze thepossibility of substituting wood flour by nonmetals anddevelop a modified type of PMC with lower cost and betterproperties than traditional PMC can be very useful andpractical.
Experimental SectionCrushing and Separating of PCBs. In this study, thetechnology for recycling PCBs was a two-step crushing andcorona electrostatic-separating process. The waste PCBs werea kind of single-sided phenolic cellulose paper PCB. The PCBswere first pulverized in a process consisting of a coarse-crushing step and a fine-pulverizing step, using a shearingmachine and a hammer grinder. Then, an electrostaticseparator was used to separate the metals from the nonmetals(11). After they were separated, the nonmetals were screenedby a vibrating screen. A stack of five sieves with hole widths
* Corresponding author phone: +86 21 54747495; fax: +86 2154747495; e-mail: [email protected].
TABLE 1. Formulations of PMC
ingredientscontent (wt %) of
reference PMCcontent (wt %) of
modified PMC
phenolic resin 43 40-47wood flour 34 5-25nonmetals 10-40talc powder 11.6 3-15hexamethylenetetramine 7 7calcium carbonate 0.6 0.6magnesium oxide 0.6 0.6nigrosine 1.6 1.6stearic acid 1.6 1.6
Environ. Sci. Technol. 2008, 42, 624–628
624 9 ENVIRONMENTAL SCIENCE & TECHNOLOGY / VOL. 42, NO. 2, 2008 10.1021/es0712930 CCC: $40.75 2008 American Chemical SocietyPublished on Web 12/12/2007

ranging from 0.3 to 0.07 mm were selected. Specimens wereagitated for 20 min; then the mass of nonmetals collected oneach sieve was weighed to calculate the particle sizedistribution. The materials used to study the effect of theparticle size of the nonmetals on the properties of PMC wereground into three size ranges : 0.3-0.15, 0.15-0.07, and<0.07mm.
Preparation of PMC with Filling of Nonmetals. Referenceand modified PMC were prepared according to the formula-tions in Table 1. Properties of PMC with similar relativedensity can be comparable. Thus, to maintain similar relativedensity, the proportions of wood flour and talc powderwere adjusted. Phenolic resin was obtained as commercialgrade from the Shanghai Twin-tree Plastics Factory. Thenonmetals of PCBs were added to the raw materials mixtureat weight fractions of 0, 10, 20, 30, and 40%. To ensure thesurface smoothness, the size of nonmetals used to studyeffects of different contents on the properties of PMC wasless than 0.15 mm.
The ingredients were premixed for 30 min in a blenderto improve the dispersion of the components in the rawmaterials, and then the mixture of the resin, the fillers, andother constituents was mixed on a single-shaft, oscillatingscrew kneader at 95–105 °C. Then the melt was extruded bya two-roll press, cooled, and ground to a particle size ofapproximately 3 mm. Finally, these powders were compres-sion-molded into testing samples using different moldsaccording to the corresponding standards.
Measurement of Properties. Field emission scanningelectron microscopy, FEI SIRION 200, was used to analyzethe dispersion of fillers into the phenolic resin matrix usingfractured surfaces. Prior to the analysis, the fractured surfacesof the specimens were sputter-coated with a thin layer ofgold.
The mechanical properties like flexural strength andcharpy notched impact strength were tested. Flexural strengthis the maximum bending stress developed in a specimenjust before it cracks or breaks in a flexure test. Charpy notchedimpact strength is defined as the amount of energy absorbedin fracturing a notched specimen at high velocity and isexpressed as kilojoules per square meter. Specimen shapesfor flexural strength and charpy notched impact strengthwere 120 × 10 × 4 and 120 × 15 × 10 mm, respectively. Theflexural properties were determined using a multipurpose
testing machine according to ISO 178-1993. The charpynotched impact test was performed on a Pendulum impact-testing machine for charpy impact-testing according to ISO179–1982. The average of the five results was reported.
Heat deflection temperature (HDT) is a measure of acomposite’s resistance to distortion under a given load atelevated temperatures. HDT was determined as per ISO175–1993, wherein the flexural stress was 1.80 MPa. Thespecimens (120 × 10 × 4 mm) were lowered into an oil bath,where the temperature was raised at 2 °C/min. The averageof the two results was reported.
Dielectric strength is defined as the maximum voltagerequired to produce a dielectric breakdown through thematerial and is expressed as volts per unit thickness. Dielectricstrength was determined in accordance with IEC 60243-1:1998. The testing specimen (100 mm diameter × 3 mmthick disk) was placed between two unequal electrodes in oilat 90 °C using the step-by-step method. The voltage that wasapplied across the two unequal electrodes started at 20 kVand increased at 2 kV per 20 s until breakdown. The averageof the three results was reported.
Rasching fluidity is the filling length of a stated quantityof powder in a cylindrical metal mold at a fixed pressure,temperature, and time. In the present experiment, 7.5 g ofmolding powder was filled into the mold, and the temperaturewas increased to 160 °C. The mixture was cured at thetemperature for 3 min under 30 MPa. Then the mold wasopened and the length of prismoid rod was measured.
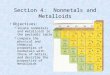
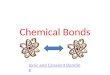
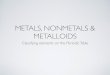
Results and DiscussionSize Distribution and Shapes of Nonmetals. Nonmetals canbe attained after a two-step crushing and separating processas shown in Figure 1. The particle-size distribution ofnonmetals was shown in Figure 2. The particle size ofnonmetals smaller than 0.07 mm has the biggest portion,which amounts to 42.9 wt %. The shapes of nonmetals variedwith different particle sizes. Microscopic observation hadrevealed that nonmetals with particle size from 0.3 to 0.125mm were in the form of sheets and nonmetals shorter than0.07 mm were in the form of paper fiber or resin powder(Figure 3). The differences in weight proportions and shapesamong nonmetals with different sizes were caused by theintrinsic structure of PCBs and the crushing process.
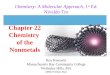
Preparation of Modified PMC Filled with Nonmetals.PMC is a composite material with multiphase materials. Aschematic illustration of nonmetals of waste PCBs filling inthe PMC was shown in Figure 4. Preparation of PMC wasdivided into two stages: the first stage was the wetting processbetween phenolic resin and fillers. The wetting process wasfinished in the mixing process. The solid resin melted firstunder high temperature and pressure, and then the meltingresin wetted the fillers through the shear force of screw shaft.Interfacial adhesion between fillers and matrix was deter-mined by the key mixing stage. To our surprise, differentfillers such as wood flour and nonmetal were well embeddedin the matrix although some surface areas were not com-pletely coated as shown in Figure 5; the second stage was theresin-curing process. Phenolic molding powder cured intomolding products in a mold under pressurized and heatedconditions through the action of hexamethylenetetramine
FIGURE 1. Schematic illustration of crushing and electrostatic separating of PCBs.
FIGURE 2. Particle-size distribution of nonmetals.
VOL. 42, NO. 2, 2008 / ENVIRONMENTAL SCIENCE & TECHNOLOGY 9 625

(HMTA). Voids were inevitable in the curing process becauseof the use of HMTA, the cross-linking reagent for phenolicresin. Typically between 5 and 15 wt % HMTA was used toproduce the nitrogen-containing cross-linked network. Withthis process a significant amount of gas was produced duringthe cross-linking reaction which contained at least 95%ammonia, and the cured resin might contain up to about 6%bound nitrogen. Therefore, about 75% of the nitrogen fromHMTA became chemically bound in the network (12). Thevolatiles released during the cure can create voids in thenetwork as shown in Figure 6.
Properties of PMC Filled with Nonmetals. Effects ofAddition of Nonmetals on the Properties of PMC. The effectsof the addition of nonmetals on properties of PMC are shownin Table 2. Charpy notched impact strengths and HDTs of
modified PMC have better performances compared withreference PMC, all of which exceed national standards. Whenthe added content of nonmetals is 10%, flexural strengthand dielectric strength show the lowest performance, bothof which are under the national standards. As the content ofnonmetals increases to 40%, modified PMC shows bestproperties, with the exception of the rasching fluidity.
Rasching fluidity is an important parameter for PMC,which indicates the ability to fill the mold when moldingpowders are manufactured by injection molding. Raschingfluidity must be 100 mm for industrial injection production.When the content of nonmetals increased, the flow propertyof PMC decreased. This is likely because the nonmetalsconsist of mainly resin powder and possess better compat-ibility with phenolic resin compared with wood flour andtalc powder. Modified PMC with 30 and 40% nonmetals hadinferior fluidities. Both of their rasching fluidities were lowerthan 100 mm, indicating that they are not suitable for injectionmolding.
Generally speaking, modified PMC with 40% nonmetalshad best mechanical properties and dielectric strength, butits poor fluidity inhibited industrial production. It wasunpractical to enhance fluidity by adding lubricant becauseit would increase the cost of PMC. In addition, properties ofPMC with 20% nonmetals were sufficient to meet the nationalstandards, and the rasching fluidity was acceptable forinjection production. Therefore, from the industrial applica-tion viewpoint, a recycling ratio (the amount of nonmetalsin the PMC) of 20% was achieved.
Effects of Particle Size of Nonmetals on Properties ofPMC. When the content of nonmetals is fixed at 20%, theeffects of the particle size of the nonmetals on properties ofPMC are shown in Table 3. Values of charpy notched impactstrength and HDTs can easily exceed national standards.Charpy notched impact strength increased as nonmetalparticle size increased. This result is expected because thecrack propagates at the weaker interface as well as throughthe polymer. Because cracks travel around the nonmetals,the fracture surface area increases with increasing nonmetalparticle size. As a result, more energy is required to fracturethe impact specimen with larger nonmetal particles. More-over, the addition of shorter nonmetals also increases theprobability of filler agglomeration that create regions of stressconcentrations that require less energy to elongate the crackpropagation.
The flexural strength of modified PMC filled with shortestnonmetals (<0.07 mm) was the highest (86 MPa). This isexpected because the smallest filler gives the largest surfacearea per volume and thus enhances the amount of interactionbetween the resin and the dispersed nonmetals. Flexuralstrengths of PMC with particle sizes of 0.3-0.15 and 0.15-0.07mm were lower than national standard (70 MPa). Theirunqualified performance is caused by the poor interfacial
FIGURE 3. Micrographs of nonmetals with different particle sizes: (a) 0.3-0.125 and (b) <0.07 mm.
FIGURE 4. Schematic illustration of nonmetals of waste PCBsfilling in the PMC.
FIGURE 5. Adhesive states between different fillers and resin:(a) wood flour and (b) nonmetal waste.
FIGURE 6. Voids in PMC after curing process.
626 9 ENVIRONMENTAL SCIENCE & TECHNOLOGY / VOL. 42, NO. 2, 2008

adhesion between the nonmetals and the resin matrix, whichwas evident from the SEM study in the forthcoming section.
The dielectric strength of PMC with particle sizes of0.15-0.07 mm was lightly lower than national standard. Itcan be related to the presence of conductive impurities thatremained from the synthesis process, recovery, and process-ing of modified composites. When the particle size ofnonmetals was smaller than 0.07 mm, modified PMC had arelatively high dielectric strength. It indicated that the smallestnonmetals can be used for products with high demand forelectric properties.
The rasching fluidities of PMC decreased when the particlesize of nonmetals decreased. The reduction of nonmetalparticle size means an increase in the total surface area andthus an increase in the adsorption of resin by nonmetals, so
the fluidity of modified PMC reduces with decrease ofnonmetal particle size. However, the rasching fluidities ofmolding powders with different sizes of nonmetals allexceeded 100 mm; in other words, it would not inhibitindustrial application of PMC by injection molding.
Morphology after Flexural Fracture. It is known that thefailure mechanisms of reinforcing materials are dominatedby fiber debonding and fiber pull-out processes. Somequalitative evidence for the failure mechanisms can perhapsbe obtained from the fractography study. The SEM photo-graphs of reference and modified composites at threedifferent particle sizes are shown in Figure 7. There wereobvious differences in fractured surface among differentfillers. Wood flour and nonmetals (<0.07 mm) were welldispersed in the composite, and no big particles were seen,
TABLE 2. Effects of Content of Nonmetals on Properties of PMC
properties standard 0 10% 20% 30% 40%
relative density e1.45 1.40 1.40 1.39 1.39 1.38impact strength (notched)/(kJ/m2) g1.5 2.1 2.4 2.3 2.4 2.7HDT (°C) g140 154 157 168 164 169flexural strength (MPa) g70 71 64 70 70 71dielectric strength (90 °C) (mV/m) g3.5 3.9 3.3 3.9 3.9 5.0rasching fluidity (mm) g100 135 132 103 75 62
TABLE 3. Effects of Particle Size of Nonmetals on Properties of PMC
properties standard ref PMC0.3-0.15
mm0.15-0.07
mm<0.07mm
relative density e1.45 1.40 1.39 1.39 1.39impact strength (notched) (kJ/m2) g1.5 2.1 2.4 2.2 2.0HDT (°C) g140 154 162 157 150flexural strength (MPa) g70 71 64 60 86dielectric strength (90 °C) (mV/m) g3.5 3.9 3.6 3.0 4.5rasching fluidity (mm) g100 135 143 123 117
FIGURE 7. SEM photographs of specimens filled with nonmetals after flexural fracture: (a) ref, (b) 0.3-0.15 mm, (c) 0.15-0.07, and (d)<0.07 mm.
VOL. 42, NO. 2, 2008 / ENVIRONMENTAL SCIENCE & TECHNOLOGY 9 627

as shown in Figure 7a and d. The fracture was glossy, andthe cracks were deep. Figure 7b and c showed poor adhesionbetween the nonmetals and the matrix. The surfaces ofnonmetals that protrude were relatively clean, with littleadhering matrix material. During the flexural test, crackstravel through the polymer, as well as the weaker interfacialregions. Poor wetting of the nonmetals by phenolic resinmight cause this phenomenon. It also explained the reasonwhy flexural performances of modified PMC with nonmetals(0.3-0.15 and 0.15-0.07 mm) were poor. It can be concludedthat shorter nonmetals are better for adhesion between theresin and nonmetals.
Nonmetallic material, a byproduct of the PCB recyclingindustry, can be used to replace wood flour to producequalified PMC. This would not only greatly decrease themanufacturing cost of PMC but would solve an environmentalproblem caused by nonmetals of PCBs and achieve completerecovery of reusable resources, gaining a win-win result.
AcknowledgmentsThis work was supported by the National High TechnologyResearch and Development Program of China (863 program2006AA06Z364), Program for New Century Excellent Talentsin University, and Research Fund for the Doctoral Programof Higher Education (20060248058).
Literature Cited(1) Ehner, T. Integrated recycling of non-ferrous metal at Boliden
Ltd. Presented at the IEEE International Symposium onElectronics & the Environment, 1998.
(2) Bleiwas, D.; Kelly, D. Obsolete Computers, “Gold Mines” orHigh-Tech Trash? Recovery from Recycling; United StatesGeological Survey: Washington, DC, 2001.
(3) He, W.; Li, G.; Ma, X.; Wang, H.; Huang, J.; Xu, M.; Huang, C.WEEE recovery strategies and the WEEE treatment status inChina. J. Hazard. Mater. 2006, 136, 502–512.
(4) Veit, H. M.; Bernardes, A. M.; Ferreira, J. Z.; Tenoirio, J. A. S.;Malfatti, C.d.F. Recovery of copper from printed circuit boardsscraps by mechanical processing and electrometallurgy. J.Hazard. Mater. 2006, 137, 1704–1709.
(5) Cui, J.; Forssberg, E. Mechanical recycling of waste electric andelectronic equipment: a review. J. Hazard. Mater. 2003, 99, 243–263.
(6) Yokoyama, S.; Iji, M. Recycling of thermosetting plastics wastefrom electronic component production processed. Proceedingsof 1995 IEEE International Symposium on Electronics; IEEE: NewYork, 1995; pp 132-137.
(7) Iji, M. Recycling of epoxy resin compounds for mouldingelectronic components. J. Mater. Sci. 1998, 33, 45–53.
(8) Mou, P.; Xiang D.; Pan, X.; Wa, L.; Gao, J.; Duan, G. New solutionsfor reusing nonmetals reclaimed from waste printed circuitboards. Proceedings of the 2005 IEEE Interantional Symposiumon Electronics; IEEE: New York, 2005; pp 205-209.
(9) Kharade, A.; Kale, D. Effect of lignin on phenolic novolak resinsand moulding powder. Eur. Polym. J. 1998, 34, 01–205.
(10) Hattali, S.; Benaboura, A.; Dumarçay, S.; Gérardin, P. Evaluationof alfa grass soda lignin as a filler for novolak molding powder.J. Appl. Polym. Sci. 2005, 97, 1065–1068.
(11) Li, J.; Lu, H.; Guo, J.; Xu, Z.; Zhou, Y. Recycle technology forrecovering resources and products from waste printed circuitboards. Environ. Sci. Technol. 2007, 41, 1995–2000.
(12) Tyberg, C. S. Void-Free Flame Retardant Phenolic Networks.PhD Thesis, Virginia Polytechnic Institute and State University,Blacksburg, VA, 2000.
ES0712930
628 9 ENVIRONMENTAL SCIENCE & TECHNOLOGY / VOL. 42, NO. 2, 2008