Embed Size (px)
Citation preview

TECHNICALPH I LI PS REVIEWVOLUME 37, 1977, No. 7
- 8 MEI 1978Ferroxdure
c.A. M. van den Broek and A. L.Stuijts
Permanent magnets are found everywhere in our modern civilization. In toys>cupboardcatches, electric clocks, cassette recorders, loudspeakers and television receivers; inwindscreen wipers, fans, tachometers and ammeters; in ore separators, cranes, millingand grinding machines, relays and precision motors. The materials for these magnets maybe divided into two groups: the magnetically hard alloys which, like the Philips productTiconal, were introduced in the thirties, and the magnetically hard ferrites of the fifties.Unlike the alloys, the ferrites contain no scarce and expensive materials such as nickelor cobalt. This is the main reasonfor their economic success; in about 1970 theferritestook the lead over the alloys in world production measured in tonnes per annum. Someminor deviations apart, the chemical composition of these ferrites is either barium hexa-ferrite or strontium hexaferrite. Carefully control/ed ceramic processing is essential togive the products the desired properties. At the time of their discovery and developmentthese materials were given the name Ferroxdure. It is now 25 years since Philips firstintroduced Ferroxdure with a publication in this journal and an exhibition of the firstapplications at the Hanover Trade Fair. We think this is a proper occasion for drawingattention once again to the research on this material and its technology.
Introduetion
In 1952 mention was made for the first time of agroup of new materials, called 'Ferroxdure' [1]. Thesematerials, ceramically processed ferromagnetic oxides,are magnetically hard and are therefore suitable for·permanent magnets. The opinion expressed at the timewas, that these new materials were of great economicimportance. That opinion has been fully confirmed:the total world production of magnetically hard fer-rites - which, in composition and crystal structure, allbelong to the same group - is now estimated at about70 000 to 80 000 tonnes a year, with a value of some2Çû million dollars. Fig. 1 shows how these ferriteshave acquired an ever increasing share of the worldproduction of permanent magnets, measured in tonnesperannum.
Compared with other materials for permanentmagnets, Ferroxdure was characterized by an excep-
tionally high coercivity, combined with a remanencewhich, though not very high, is valuable for practicalpurposes. With such a material, it became possible toproduce magnets of shapes such that they would havealmost completely demagnetized themselves if made ofa different material. Typical cases were flat ring mag-nets, magnetized perpendicular to the plane of the ring,or transversely magnetized rods with many north andsouth poles closely adjacent to each other (fig. 2).Ferroxdure is also highly resistant to external demag-netizing fields, as encountered in d.c. motors, for .example. These novel properties were exploited on alarge scale, e.g. for making flat loudspeakers and com-pact d.c. motors.
Let us examine these properties in somewhat moredetail. A magnetic material is often rated in terms ofits 'maximum energy product' (BH)max, the maximumof the BH product along the demagnetization curve(B is the magnetic flux density, H the magnetic field).
Ir C. A. M. van den Broek is with the Ceramics Laboratory of thePhilips Elcoma Division, Eindhoven. Prof. Ir A. L. Stuijts, is aScientific Adviser with Philips Research Laboratories, Eindhoven,and is Professor Extraordinary in the Technology of InorganicMaterials at Eindhoven University of Technology, :
~11 J. J. Went, G. W. Rathenau, E. W. Gorter and G. W. vanOosterhout, Philips tech. Rev. 13, 194, 1951/52.·

158 C. A. M. VAN DEN BROEK and A. L. STUIJTS Philips tech. Rev. 37, No. 7
Ferroxdure does not, in fact, have a particularly highBH product (jig.3), and indeed a particular field-strength in a given air gap can be obtained with a smal-ler volume of other materials. But Ferroxdure doeshave the special feature of a broad demagnetizationcurve. After it has been magnetized to saturation, amagnet arrives at the operating point P (fig. 4). This isthe point where the demagnetization curve intersectsthe load line l, which is determined by the shape of themagnetic circuit. With the high and narrow demagnet-ization curves of the older materials a steep load line,i.e. a long and thin magnet, is necessary if the magnetis to be left with any significant flux; a 'short and thick'magnet (load line l' in fig. 4) is irreversibly demag-netized. This is not the case with Ferroxdure. An'optimum circuit' - a circuit whose operating pointcoincides with the point of maximum BH - can bemuch more compact with Ferroxdure, 'squarer', thanwith a material such as Ticonal. The historical devel-opment of the slope of the optimum load line, i.e. thedevelopment of magnets from long and thin to shortand thick, is illustrated injig. 5.
The great economic success of Ferroxdure is due inthe first place, however, to the low price per unit ofavailable magnetic energy (jig. 6). It is, therefore,mainly used not so much as a technical improvementbut more as a substitute for more expensive com-ponents, such as Ticonal magnets in loudspeakers orstator coils of windscreen-wiper motors. Ferroxdure isinexpensive because it does not contain any rare mat-erials such as nickel or cobalt, and it is relatively easy tomanufacture: it is only necessary to 'mix a few cheap
700 X 703 tonnes/year ------..,
'80-A.D.
Fig. 1. Estimate of the world production of permanent magnets.1 total, 2 alloys, 3 ferrites [21.
-Fig.2. Transversely magnetized Ferroxdure rods with (left) tenand (right) five north and south poles side by side [11.
500kJ/m3 -----------,
200(BH)max
t 100
50
20
10
5
12t------'
1900 '20 '40 . '60-A.D.
'80
Fig. 3. The values of (BH)rnax attained since 1880; filled circles:steels and alloys; open circles: Ferroxdure [31.
1 C steel2 W steel3 Co steel4 Fe-Ni-AI alloy
5 Ticonal II6 TiconalG7 TiconalGG8 TiconalXX
9 PtCo 12 FXD 10010 SmCos 13 FXD 30011 (Sm,Pr)Cos 14 FXD 330
15 FXD 360
oxides' and to 'bake them to the right shape'. Never-theless, this process has some interesting aspects, andwe shall return to these presently.
Finally, Ferroxdure - an oxide - has a high elec-trical resistivity, so that there are hardly any eddy-current losses. This is an important advantage in radio-frequency applications and also in certain types ofelectric motor. A disadvantage is the relatively hightemperature coefficient of the remanence and thecoercivity. This makes the material less suitable forcertain professional applications.

Philips tech. Rev. 37, No. 7 FERROXDURE 159
B
t
{'
Fig. 4. Demagnetization curves in the B-!loH diagram: a) for amagnetic alloy, e.g. Ticonal, b) for Ferroxdure (schematic, notdrawn to scale for clarity). Br remanence, He coercivity. Theoperating point P is the point where the demagnetization curvecuts the load line I, which is determined by the magnetic circuit.The classical alloys call for long thin magnets (steep load line I,operating point Pl); in short thick magnets (I') demagnetizationoccurs (Pr'), which is irreversible: when H decreases again, thematerial follows the dotted arrow. With the same load line thereis no irreversible demagnetization in Ferroxdure. In this figure,and in the text of the article, H represents the value of thedemagnetizing field, i.e. a field which, at positive H, is opposite tothe original magnetizing field.
Ferroxdure is manufactured either in solid ceramicform or in the form of ceramic particles dispersed in aplastic. Both forms can be isotropic or anisotropic.Arîisotropic material has to bemagnetized in aparticulardirection, and it has better magnetic properties in thatdirection than isotropic material. The isotropic materialis more suitable for multipole magnets, and is cheaper.The solid form ishard and brittle, so that magnets of thismaterial can only be finished by grinding. The 'plasto-ferrite' is of lower magnetic quality, but it can bestamped and cut and can be produced in the form offlexible sheets. Table I shows some typical applicationsofthe various types [41.
The properties of each of these types can be variedquite considerably by variations in the method of prep-aration. As an example jig. 7 shows the demagnetiza-tion curves of some varieties of sintered anisotropicFerroxdure. The good use that can be made of thisfreedom may be summarized very schematicaIly asfollows. We assume that the demagnetization curves inthe J- ""oH diagram are rectangular, where J is the mag-netic polarization (jig. 8a). We further assume that thesaturation polarization is a fixed quantity, given by
[21 G. W. Rathenau, Proc. 3rd Eur. Conf. on Hard magneticmaterials, Amsterdam 1974, p. 7.
[31 H. Zijlstra, Philips tech. Rev. 34, 193, 1974.[41 More details ofthe properties and applications of Ferroxdure
are given in Philips Data Handbook, Components andMaterials, Part 4b.
Table J. Applications of Ferroxdure.
B
tBr
Anisotropic Isotropic Anisotropic IsotropicFerroxdure Ferroxdure plastoferrite plastoferrite
Loudspeakers Small electric Small electric Refrigerator-Windscreen- motors (toys, motors door magnetswiper motors recorders) CorrectionrFan motors Correction magnets fo
magnets for televisionIndustrial television tubesmotors tubes,
Magnetic Holdingholding (catch) magnets.
systems Rotors for
Magnetic cycle dynamos
separatorsClocksRelays
200 1
100f-BIP-oH .
t50
20
10I-
5
2 1209.14 10'/1~ ___J ~ ~ ~0~.~~
1900 '20 '40 '60 '80-A.D.
Fig. 5. The slope (BI !loH) of the optimum load line - for whichthe operating point coincides with the point of maximum BH-for the materials in fig. 3 [21. A low slope allows short thick mag-nets to be made.
100r-----------------~~
P50 91 !.f0
Î 1
t 20 --- ..., 2 ".10- 3', 4
~5',6• }0127 ,
''P14,
5
2
1-
0.5
0.20.1 '--_-'--_--'- __ J.-_...:L.._---J
1900 '20 '40 '60 '80-A.D.
Fig. 6. Comparison of the price per unit of available magneticenergy (Pr) for the materials in fig. 3 [21.

160 C. A. M. VAN DEN BROEK and A. L. STUIJTS Philips tech. Rev. 37, No. 7
the number of atomic magnetic moments per unitvolume, and that the coercivity can always be in-creased, depending on the expense and trouble in-volved .. A simple calculation then shows that theoptimum operating point for demagnetization curvesof type 1 in fig. 8b (p,oHe < tBr) lies at the 'knee' PI,but that for curves of type 2 (p,oHe > tBr) it lies atPm (p,oH = B = tBr). With increasing He, (BH)maxincreases until He reaches. the value tBr/p,o; it thenremains constant. There is therefore no point in makingHe larger than tBr/p,o, if it is assumed that the onlycriterion is the highest possible (BH)max. Nevertheless,He generally has to be made higher, because the opera-ting point must never fall beyond the knee (fig. 8c).Two things that might bring this about are a tempera-ture reduction, which will produce a decrease of He, atleast in the case of Ferroxdure (fig. 8d), and strongfluctuations in the demagnetizing field (e.g. in motors).These effects might be cumulative, as when switchingon the motor of a frozen windscreen wiper at a tempera-ture of - 30 oe. The requirement that the stator magnetshould remain fully magnetized even under suchextreme conditions led to the development of the typeFXD 270 (see fig. 7).
( !loH=Q4T4kOe
0.11
0)o
0.33
0.22
4kGs
3
2
-1FXD270 380 330 360 300
350kA/m 300 250 200 150' 100 50 0H-
Fig. 7. Demagnetization curves at 25 oe for varieties of solid-sintered anisotropic Ferroxdure.
After the discovery of Ferroxdure - the discoveryof a 'stubborn' kind of magnetism in a new oxidicpowder - it was very soon developed into a viablepermanent-magnetic material. This could be donebecause ferrites and permanent-magnet steels andalloys were the subject of intensive research at PhilipsResearch Laboratories at the time of the discovery.Among the results of this research were the soft'Ferroxcubes' and the alloy Ticonal. In these elicum-stances rapid progress could be made in grasping thephysical and chemical fundamentals of the new ferriteand determining the desired microstructure for theceramic product.
In this article, after summarizing the knowledge ofthe crystal chemistry, magnetic and microstructuralaspects gained by about 1954, we shall discuss a num-ber of investigations and developments that have takenplace since that time. They will be divided, somewhatarbitrarily, into two categories: 'materials research'and 'technology' rsi,
Chemical composition, saturation polarization and aniso-tropy; the desired microstructure
Except for minor differences necessary for theceramic process, the composition of Ferroxdure isMFe}1l0l9, where M stands for Ba, Sr or Pb. The com-position is often refened to as a 'hexaferrite', since itcan be thought of as a compound of MO and Fe20a inthe ratio of 1 to 6. Most of the research has been on thebarium compound. The strontium compound is a littlemore expensive, but is superior if a high coercivity is aprime requirement, as in electric motors. The leadferrite is not used because of the associated environ-mental pollution problems and because it is moreexpensive.
The value of the saturation polarization J« was satis-factorily explained in 1952 on the basis of the crystalstructure, which had been determined in 1938, and byapplying the theories of L. Néel and P. W. Andersonon ferrimagnetism [ll. The iron ions are divided amongfive sublattices. They interact in -,a 'superexchange'. process in such a way that out of the twelve iron ionsper formula unit there are eight whose magnetic mo-ments ('spins') have the same orientation and fourwhose magnetic moments have the opposite sense.Together with the strong 'magnetic dilution' withoxygen, this partial compensation of magnetic mo-ments is responsible for the relatively low values of J«and Be. The subject of the (hexagonal) crystal structureand the sublattices will be dealt with presently in abroader context (see fig. 12).
The magnetic hardness of the material dependsessentiallyon the hexagonal, strongly anisotropic crys-

Fig. 8. Schematic situation with rectangular demagnetizationcurves in the J-p.oH diagram, a fixed saturation polarization anda variable coercivity. a) The demagnetization curves in the J-p.oHdiagram. b) The demagnetization curves in the B-p.oH diagram(B = -p.oH + J). In curve 1 the optimum operating point lies at1'.1, in curve 2 at Pm. c) When the operating point goes from P toQ and the demagnetizing field decreases, the material follows thecurve q instead of the old curve; flux has been lost. d) Withdecreasing temperature the coercivity of Ferroxdure decreases(T' < T); as a result the operating point may go beyond the knee.
Fig. 9. Ferroxdure with non-oriented crystals (above) and withoriented crystals (below). a) Non-magnetized material, b) thematerial in a saturating field, c) the material after saturationwithout external field. The small rectangles represent cross-sections of the plate-like crystals, the arrows their magneticmoments. These have a preference for the c-axis, perpendicularto the platelet.
tal structure; the hexagonal axis (the 'c-axis') consti-tutes a strongly preferred (easy) direction for the result-ant moment. A measure of this 'intrinsic hardness' isthe anisotropy field HA, the field theoretically requiredto reverse all the spins as one unit in a saturated singlecrystal. This is given by:
HA = 2KIJs,
Philips tech. Rev. 37, No. 7
2
----~-----+--+-O
a fLoH-
Q
----------+---+-0
Q
J
t
FERROXDURE
o o
161
sary to rotate the polarization from the easy directioninto the direction perpendicular to it. In barium hexa-ferrite the value of HA is about 1400kAlm (17 kOe).The quantity HA can be considered an absolute
maximum for the coercivity He. In practice, however,He is always much smaller, mainly because relativ-ely weak fields may often be capable of changing
b the magnetization through domain-wall movements(Bloch-wall shifts). According to C. Kittel's 'single-domain' theory, to obtain a high coercivity the materialmust therefore be divided into such small particles thateach particle consists of only one magnetic domain,and therefore has no Bloch wall. Although this theorydoes not in fact give a valid explanation for theexistence of a coercive field [31, its application was verysuccessful. The critical particle size in barium hexa-ferrite was calculated to be about 1 [Lm from this
d theory, and indeed it is found that at this particle sizethe value of He increases very strongly when an initiallycoarse powder is more finely ground. The ceramic end-product 'Ferroxdure' must therefore have a micro-structure of crystallites no larger than about 1 [Lm.The existence of a coercive field is undoubtedly a
much more complicated effect than is suggested by thesingle-domain theory. It is not so much a question of
"whether Bloch walls are present or not, but more oftheease with which they arise and are displaced when thefield changes. Bloch walls occur more easily, forexample, in particles with a rough surface than inparticles with a smooth surface. It has been found thatthe coercivity of a powder produced by milling asintered product can be increased from say 150 to400kAlm (2 to 5 kOe) by tempering the powder at 900to 1000 °C. Bloch walls are also generated more readilyat certain types of crystal defect than elsewhere in acrystal. Presumably the success of the single-domaintheory is not therefore attributable to the absence ofBloch walls in a subcritical particle, but to thefact thatthe probability of a crystal defect in such a particle isvery small. The magnetic hardness of Ferroxdurewould in this respect show some resemblance to themechanical strength of 'whiskers'.In 1954 the material was substantially improved by
orienting the crystallites [61. In isotropic material themagnetic moments of the crystallites, in zero field aftersaturation, are randomly distributed over a hemisphere(fig.9). In anisotropic Ferroxdure, on the other hand,which is the material now most widely used, the c-axesand hence the moments after saturation are approx-
where K is the anisotropy constant, i.e. the work neces-
(1)
[5] More information on both soft and hard magnetic ferrites isgiven in: J. Smit and H. P. J. Wijn, Ferrites, Philips TechnicalLibrary, 1959,and on hard ferrites in: G. Heimke, KeramischeMagnete, Springer-Verlag, Wien/NewYork 1976.
[6] A. L. Stuijts, G. W. Rathenau and G. H. Weber, Philips tech.Rev.16, 141,1954/55.
B
t
o floH- o

162 C. A. M. VAN DEN BROEK and A. L. STUIJTS Philips tech. Rev. 37, No. 7
imately parallel. Consequently the remanence is abouttwice as great and (BH)max is about four times higher.At the time it was a surprise that the attempts to
produce crystal-oriented Ferroxdure were so successful.It was feared, quite reasonably, that the orientation ofthe crystallites, achieved with much difficulty in thecompacted product, would be lost during sintering.The result exceeded all expectations; the texture wasnot only preserved but was indeed greatly improved.Eventually it turned out that this was because the graingrowth that occurs during sintering is mainly a growthof the well aligned crystals at the expense of the poorlyaligned crystals.The orientation does introduce some slight reduction
in the coercivity, however, because the 'pressure' of ademagnetizing field on a Bloch wall is greater in anoriented particle than on a wall in a non-orientedparticle; see fig. la. For this reason, if the material isto be subjected to strong demagnetizing fields, as inetc. motors, a compromise must often be found be-tween high remanence and a large coercivity.To sum up, the materials technologist has to produce
a densely sintered hexaferrite with a microstructure ofsmal! and preferably oriented crystallites. We shallreturn presently to the associated technological prob-lems.
Materials research since 1954
The steady improvements in the properties of Ferrox-dure since 1954 have been mainly technological. Scien-tific research on the chemistry and physics of the mat-erials has not really led to actual intrinsic improve-ments since that time. It has, however, led to new,interesting lines of investigation, to a better under-standing of the properties of the materials and to abroadening of their technical possibilities. We shalltouch here on some highlights of this research.
Related compounds; Ferroxplana; crystal structure
A new line of investigation was initiated by thediscovery of a new compound, BaFe~IFe~~027(W infig. 11), which is closely related chemically and mag-netically [7]. This compound turned out to be verydifficult to synthesize, however: the balance betweenthe ferric and ferrous ions can be very easily upset if theatmosphere during preparation is slightly too reducingor too oxidizing. Such considerations led to the sub-stitution of Ni2+,C02+, ... for the ferrous ion. Similarsubstitutions in the cubic ferrites had resulted in thesuccessful, magnetically soft Ferroxcubes. As a resultof this research, barium-Ferroxdure may be regarded :as a member of a family of magnetic ferrites shown infig. 11, the upper part of the ternary diagram for the
BaO-MeO-Fe203 system. Here Me represents a smalldivalent metal ion: Mn, Fe, Co, Ni, Zn or Mg. TheFerroxcubes are represented by S, Ferroxdure by M.B is the non-ferromagnetic compound BaFe204.
The compounds Wand Z thus produced closely. resemble M; owing to a strong preferred direction forthe moments they are magnetically hard. There is oneexception, however: when cobalt is substituted themoments try to avoid the c-axis, and prefer to alignthemselves in the plane perpendicular to it. This markedthe discovery of a new class of materials, called 'Ferrox-plana' [81. In the compound Y, which is the mostimportant representative of the class, the magnetic mo-
Fig. 10. Crystallite with a Bloch wall (dashed) in a demagnetizingfield H. Above: a non-oriented particle, below: an orientedparticle. The energy gain per centimetre shift of the Bloch wall,and hence the pressure on the Bloch wall, is greater in theoriented particle than in the non-oriented one.
mol%BaO-
Fig.H. Upper part ofthe ternary diagram ofcompositions in thesystem BaO-MeO-Fe20a. Me represents the divalent ion of Mn,Fe, Co, Ni, Zn or Mg. S Ferroxcube, M Ferroxdure. B is non-ferromagnetic. In the compounds Y, Co-Z and Co-W ('Ferrox-plana') the plane perpendicular to the c-axis is the preferred planefor the magnetic moments. As in M, the c-axis is the easy direc-tion of magnetization in the other Zand W compounds. Corn-position of the compounds:S: MeFe204,B: BaFez04,M: BaFelz019,
W: BaMe2FelOOz7,Y: BaMeFeoOu,Z: BaaMe2Fez4041.
Philips tech. Rev. 37, No. 7 FERROXDURE 163
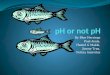
ments have a preferred plane for all of the substitutions.The crystal structures of the compounds in fig. 11
are closely related; they are all close-packed spherestructures of 02- ions in which the Ba2+ ions, of aboutthe same size, occupy oxygen sites, and the much smal-ler Fe3+ and Me2+ ions occupy the interstices betweenthe 0 ions. The relationship goes much further thanthis, however. If we start from the familiar spinelstructure (the structure of S), we can think of thestructures of M, W, Y and Z as built up from spinellayers - slabs of the spinel structure four or six oxygenlayers thick - with one or two layers with barium be-tween them [91. Fig. 12 shows the structure of M.
.,..0,@......OO:',@, ......
<, .....-
'(Ff
m2b 4~
~ 012k
4ftx0 4ft
2b
t12ko
4~2b
Ooxygen
(Öbarium
• iron x centre of symmetry
Fig. 12. Crystal structure and magnetic sublattices of Ferroxdure(M in fig. 11). The figure on the left shows the atoms in a mirrorplane that contains the c-axis. From this the whole crystal can bereconstructed by rotations of 1200 about the threefold axes (thevertical lines) and reflections in the mirror plane Ill. (The spinstates are not reflected.) Right: three planes perpendicular to thec-axis, demonstrating the ± 1200 rotations.The indications by the iron ions correspond to the sublattices,
which are specified in the table below. The table gives the type ofsite occupied by an iron ion, the coordination (the number ofoxygen neighbours, the corners of the site), the number of ionsper formula unit and the orientation ofthe spin. In the figures onthe right the six oxygen ions that form the octahedron containingthe 12k ion in the layer in between are shown hatched.The square bracket at the left indicates a 'spinel slab', a piece
of the spinel structure. The crystal may be regarded as built upfrom spinel slabs offour oxygen layersjoined by barium-contain-ing oxygen layers.
I 12k I 4[1 I 4[2 I 2a I 2bSublattice
Site Octa- Tetra- Octa- Octa- Trigonalhedron hedron hedron hedron bipyramid
Coordination 6 4 6 6 5
Number of ferricions per formula unit 6 2 2 1 1
Spin i ! ! t t
Substitution research
Fig. 12 also shows how the eight 'spin-up' and thefour 'spin-down' ferric ions per formula unit are dis-tributed among the sublattices. The substitution ofnon-magnetic ions for 'spin-down' ions would increasethe saturation polarization Is and thus intrinsicallyimprove the material. A great deal of experimentalwork on substitutions was directed towards this, butwithout success. In the first place, substituted ions oftentake the place of 'spin-up' ions, But even if they takethe place of 'spin-down' ions, as in the case ofZn substitution, the effect on the saturation polariza-tion at room temperature is nevertheless negative,because the magnetic structure has been weakened.This is reflected most clearly in a marked decrease inthe Curie point.Substitutions can, however, be used for other pur-
poses. When Is is reduced, and K remains unchanged,the anisotropy field HA increases (see eq. 1), and thisleads to expectations of an increased coercivity. Inpractice the relative increase in He due to the sub-stitution is often found to be much greater than in HA.With Al and Cr substitutions, for example, the coer-civity could be substantially increased without greatlyreducing the remanence [lOl. A substitution of this typeaccounts for the special properties of FXD 270 (seefig.7). Substitutions are also used in high-frequencyapplications (e.g. in microwave isolators), for tuningthe resonant frequency by varying HA [lol.
M össbauer spectroscopy
A valuable aid in substitution research is Möss-bauer spectroscopy. Here the spectrum of the res-onance absorption of gamma radiation by the ironnuclei is determined, with excited iron nuclei fromradioactive cobalt forming the radiation source [111.
The Mössbauer spectrum of an absorbing iron ion isstrongly affected by its nearest oxygen- and iron-ionneighbours. Since the five sublattices each have dif-ferent nearest-neighbour environments, the sublatticescan be studied separately. It is for example possible tofollow closely how the Al ions in BaAlxFe12-X019 firstoccupy 2a sites when x is increased and then, when the2a lattice is full (x = 1), take up positions in the 12klattice [121.[7) H. P. J. Wijn, Nature 170,707,1952.
P. B. Braun, Nature 170,708, 1952.[8) G. H. Jonker, H. P. J. Wijn and P. B. Braun, Philips tech.
Rev. 18, 145, 1956/57.A. L. Stuijts and H. P. J. Wijn, Philips tech. Rev. 19, 209,1957/58.
[9) P. B. Braun, Philips Res. Repts. 12, 491, 1957.[10) See for example L. G. Van Uitert, J. appl. Phys. 28, 317,
1957. . .[11) See for example J. S. van Wieringen, Philips tech. Rev. 28,
33, 1967.[12) See for example J. G. Rensen, J. A. Schulkes and J. S. van
Wieringen, J. Physique 32, CI-924, 1971.

164 C. A. M. VAN DEN BROEK and A. L. STUIJTS Philips tech. Rev. 37, No. 7
40MA/m 500kOe
Hj2b
400
t30
30020
200
10100
00 0Q 200 400 ,600K
-T
t
Fig. 13. a) The internal field (Hi) of the various sublattices of Ba-Ferroxdure as a function of the temperature T, from Mössbauermeasurements. b) The saturation polarization J« of Ba-Ferrox-dure as a function oftemperature. The solid curve is derived from(a), taking into account the number and orientation of the spinsin each sublattice, as indicated in the table in fig. 12. The polar-ization per atom of a sublattice is proportional to Hi. Thecircles are experimental values; the vertical scale is adapted togive the best match to the curve [111.
f f Q
Fig. 14. Anisotropy due to dipole-dipole interaction in a systemof two coupled magnetic moments. When the two moments arecoupled in parallel (e.g. due to superexchange), they have a lowerenergy in position a than in position b, because of their magneticinteraction. By the same principle, large spin systems mayalsoexhibit anisotropy.
The application of Mössbauer spectroscopy toFerroxdure was an important step in the explanationof the unusual variation of the saturation polarizationwith temperature. In most magnetic materials thisvariation approximates to a Brillouin function, but inFerroxdure it is roughly linear. From Mössbauermeasurements it may be concluded that the reason forthis anomalous behaviour is to be found entirely in the12k lattice; seefig. 13. The unusual form of the polar-ization of this lattice has a dominant effect on the totalpolarization, since the 12k ions occur in relatively largenumbers and in' addition the other lattices partiallycompensate one another.
Origin of the strong anisotropy
A question of scientific interest is the origin of thestrong anisotropy of Ferroxdure. The mechanisms thatcan account for it are dipole-dipole interaction and spin-orbit coupling [13l.The contribution of dipole-dipoleinteraction can be calculated accurately for each latticeof magnetic moments (seefig. 14). In spin-orbit coup-ling the spin direction ofthe ion is coupled to the latticevia the orbit. This effect is difficult to calculate for theferrite considered here, largely because free ferric ionsin the ground state have no orbital moment (L = 0),so that the mixing of excited states (L =1= 0) into theground state by 'perturbations' is essential here. The 2blattice is a special one in this connection: the ions inthis lattice are strongly 'perturbed' due to the unusualfivefold coordination, and the spin-orbit coupling ofthese ions might therefore make a considerable con-tribution to the anisotropy.
Assuming that the spin-orbit coupling is responsiblefor the difference between the measured anisotropycoefficient K and the calculated dipole-dipole term, itmust largely account for the high positive value of theanisotropy constant Kin Ferroxdure M, since the cal-culated dipole-dipole term is relatively small. In Y, onthe other hand, the calculated (negative) dipole-dipoleterm has a substantially higher absolute value than the(negative) experimental value of K; apparently the spin-orbit coupling here compensates part of the dipole-dipole interaction.
The contribution from spin-orbit coupling that isobtained in this way is greater for M than for Y. Thedifference may well be due to the contribution from the2b lattice of M (see above), since no such lattice isfound in Y [13l.In the Mössbauer spectrum a perturba-tion of the ferric ion is manifested in a shift of theabsorption lines, and the lines of the 2b spectrum areindeed found to be more displaced than the others.However, it should not b~ inferred from this that the2b lattice has a dominant effect on the anisotropy, sincethe other lattices - which together contain eleventimes as many ions - also exhibit fairly m~rked lineshifts [11l.
It is also interesting here to mention the compoundLaFe12019 [14l. Because La is trivalent, one out ofevery twelve iron ions is a ferrous ion. The compoundis very strongly anisotropic (at low temperature Kisabout 2t times greater than in Ferroxdure). This isundoubtedly due to spin-orbit coupling of the ferrousion, which does have an orbital moment.
Magnetic bubbles
Finally, we should remember here that the cylindricalmagnetic domains now known as 'bubbles' - carriersof a single bit of information in bubble-domain mem-

Philips tech. Rev. 37, No. 7 FERROXDURE 165
ory devices [15] - were first extensively studied insingle-crystal wafers of barium hexaferrite [161. Thec-axis is perpendicular to the plane of such a platelet.Magnetic domains can be made visible by means of theFaraday effect. Fig. i5 shows three of the domainstructures observed at the time; the dark patches infig. 15c are the stable cylindrical domai ns of oppositemagnetization, which were then the subject of extensivetheoretical investigation.
a
ficiently small and can be oriented. These are obtainedby milling larger crystal clusters consisting of crystal-lites that are not too small. The particles of the aniso-tropic varieties are oriented in the shaping process.When the material is pressed or moulded in a magneticfield, the orientation results because the grains have anaxis of easy magnetization that takes on the direction ofthe field. When the material is extruded through a nar-row slit, or is rolled, the orientation results because the
c
Fig. 15. Domain structures in thin single-crystal wafers of barium hexaferrite in an orthogonalmagnetic field H [16J. a) H = 0 Oe, b) H = 3080 Oe, c) H = 3500 Oe. The 'spots' in carestable cylindrical domains of opposite magnetization. Similar domains (in other materials)are now known as magnetic bubbles, carriers of information in bubble-domain memorydevices.
Technology
Fig. 16 gives a broad outline ofthe steps in the manu-facture of various types of Ferroxdure. Prefiring pro-duces the hexaferrite by a solid-state reaction betweenthe basic materials BaCOa or SrCOa and Fe20a. Theclusters of crystallites thus formed are then finelyground in a mill to a powder with a particle size ofabout 1 fLm. During or after this process a dry or wetmass is formed, or a plastic mass after the addition ofplasticizing agents. Objects are formed from this massby various shaping processes: dry pressing, wet pressingand extrusion for Ferroxdure that is subsequentlysintered, and extrusion, injection moulding and rollingfor plastoferrite. The plastoferrites, after cutting orpunching to size or shape, are then ready for use. Theshaping of the solid varieties is followed by a high-temperature treatment, in which sintering producesstrong, hard objects, which are then ground to therequired dimensions. The magnetization is usually leftto the user, since the non-magnetized products areeasier to handle, e.g. during transport and assembly.
The milling process on the one hand increases thesintering reactivity, as for all ceramics, and on theother - especially for Ferroxdure - it should produceas many single-crystal grains as possible that are suf-
particles are of platelet form and tend to settle in theplane of the ribbons or sheets produced. (The easydirection ofmagnetization is perpendicular to the planeof the platelets.) By far the best orientational effect isobtained by wet pressing in a magnetic field. Productspressed or moulded in a field are demagnetized aftershaping, again to facilitate handling.
Grinding objects of sintered Ferroxdure is expensive,but it is usually necessary because the previous ceram-ic process cannot be controlled sufficiently accuratelyto ensure that the products meet strict dimensionaltolerances without being ground. Since Ferroxdure isso hard it must be ground with a diamond tool. Thegrinding of Ferroxdure is in itself a major problem andhas been the subject ofintensive study [17].
J n the following we shall briefly discuss some interest-ing developments and investigations related to powderpreparation, shaping and sintering.
[13J J. Smit, J. Phys. Radium 20, 370, 1959.[14] F. K. Lotgering, J. Phys. Chem. Solids 35,1633,1974.
A. M. van Diepen and F. K. Lotgering, J. Phys. Chem. Solids35,1641,1974.
[15J See for example A. H. Bobeek and H. E. D. Scovil, Sci. Amer.224, No. 6, 78, June 1971.
[16J C. Kooy and U. Enz, Philips Res. Repts. 15, 7, 1960.[17J A. Broese van Groenou, J. D. B. Veldkamp and D. Snip,
J. Physique 38, Cl-285, 1977.

166 C. A. M. VAN DEN BROEK and A. L. STUIJTS Philips tech. Rev. 37, No. 7
dry pressing
wet pressing ~in field
~mixing rawmaterials
drying,deagglom-eration
plasticizinggranulating,prefiring
mixing withplastic,
gramdation
wet milling,filtering,drying,
annealing,mixing with
plastic
Fig. 16. Diagram illustrating the manufacture of Ferroxdure.
a c
Fig. 17. The structure of a) synthetic, b) mineral and c) regenerated iron oxide. The syntheticpowder has a well defined grain size. In the mineral powder, obtained by milling and sieving acoarse powder, there is a considerable variation in grain size. The regenerated iron oxideslightly resembles the synthetic type, but the grains form large clusters. Scanning-electron-microscope photomicrographs, magnification 1500 x .
Powder preparation
Since 1970 there have been developments, relating tothe iron oxides used, that have considerably reducedthe production costs [181. It was formerly the practiceto use synthetic iron oxide, obtained from the pigmentindustry. Raw-material costs then accounted for some20 % of the price of the product. This percentage is verymuch lower since the change-over to cheaper raw
materials: mineral iron oxide and iron oxide obtainedas a by-product in the regeneration of pickling liquidsused in steel rolling mills. As can be seen in fig. 17,these raw materials are not so well defined, and mayvary appreciably from one source to another; the sup-pliers do not usually accept exact specifications. How-ever, these materials are satisfactory because the pre-firing process is carefully controlled. Crystallites of the

Philips tech. Rev. 37, No. 7
SINTEREDANISOTROPIC FXD
FERROXDURE
then necessary afterwards to repulverize the blocks,which became very hard. Nowadays the prefiring takesplace in rotary kilns (fig. 19), and the feed is in theform of granules with diameters ranging from 3 to10 mm. Fig. 20 shows a granulating mill in action.Powders for the plastoferrites are dry-milled 111
vibratory mills, and those for sintered Ferroxdure arewet-milled in ball mills to 20 m3. The milling introducescrystal defects in the particles, which have the effect oflowering the coercivity. In the plastoferrites, however,these defects can be eliminated by annealing after themilling, and in sintered Ferroxdure by the sinteringprocess itself. The milling time will be dealt with later.
Shaping
Dry pressing, extrusion, injection moulding and rol-ling are familiar shaping methods in the ceramics andplastics industries. We shall confine ourselves here tothe technique specific to Ferroxdure : 'wet pressing'(pressure filtration of an aqueous slurry) in a magneticfield; a great deal of development effort has gone intothis technique.
Fig. 2/ shows a schematic diagram of a pressingcycle. Controlled amounts of the suspension of ferriteparticles in water, formi ng a slurry with a water con ten tof about 40 wt %, are injected by a pump under high
required dimensions are obtained by carrying out thisprocess at high temperature (about 1300 "C) withadditives (including the impurities) that ensure thatthere is also a liquid phase. As shown in fig. 18, theraw materials under these conditions lose their originalidentity; the mixing room has become 'omnivorous'.
Accurate control of the continuous prefiring processdepends essentiallyon a regular flow of the mixture ofraw materials through the furnace. The untreatedpowder mixture is not suitable for this. Formerly themixture was passed through the furnace in the form ofpressed blocks, but a special crushing operation was
S.INTEREDISOTROPIC FXD
grinding
cutting ISOTROPlCPLASTOFERRITE
ANISOTROPICPLASTOFERRITE
cutting,punching
Fig. 18. A mixture of Fe203 and SrCÛ3,left: before prefiring, right: after prefiring.Scanning-electron-microscope photomi-crographs, magnification 1500 x.
pressure (50 to 100 atm) into the compression space(fig. 21a, b). In this space, formed by a die plate andtwo punches, a magnetic field is applied. Water isdrained off through filters in the punches; the slurry isdensified to a water content of about 13%. The appliedfield orients the particles. Additional densification isproduced by the lower punch moving up a few milli-metres (fig.2Ie), and the compacted product isdemagnetized and removed from the die (fig. 2Id).
[18] C. A. M. van den Broek, Proc. 3rd Eur. Conf. on Hardmagnetic materials, Amsterdam 1974, p. 53, and CeramurgiaInt. 3, n s, i977.
167

168 C. A. M. VAN DEN BROEK and A. L. STUIJTS
Simple shapes such as blocks, discs and rings, andmore com plicated objects such as ring segments withradial orientation can be produced in this way. Filtra-tion during injection into the die and after-pressing(fig. 21a, b and c) takes from IOta 25 seconds, depend-ing on the prod uct, and the total cycle lasts from 20 to40 seconds. Multiple dies have been developed toincrease the prod uction rate; these may be very corn-plicated in construction (fig. 22). Press-forming meth-ods, such as the high-pressure injection method [191, andpunch constructions are often protected by patents.The high cost of the dies makes quantity productiondesirable to keep down the price of the prod ucts. Acomplete press can be seen infig. 23.
Philips tech. Rev. 37, No. 7
Fig. 19. Rotary kiln in which themixture of raw materials is con-verted into the hexaferrite by asolid-state reaction.
Particle orientability; milling time
Suspensions of specially prepared powders have beenstudied to deter mine what happens during the orienta-tion of the particles in a magnetic field [201. In the zero-field state the particles in the suspension lie in con-voluted chains (fig. 24a). When a magnetic field isapplied, the polarization of the suspension increasessharply at about 40 kAlm (500 Oe). The structure ofconvoluted chains is apparently broken fairly suddenlyto form the structure shown in fig. 24b, in which thechains are stretched in the direction of the field. Teststo determine the 'orientability' of the particles (seebelow) have shown, however, that some hundreds ofkAlm (thousands of oersteds) are necessary to ap-
Fig.20. Granulating mill. Becauseof the rotary movement and the ad-dition of water, spherical granulesare formed from the powder. Thelargest granules 'float' to the surfacewhere they enter the outlet tube.

Philips tech. Rev. 37, No. 7 FERROXDURE
Q bFig.21. Diagram of the pressing cycle. M die, S,S' punches, P injection pump, F suspension,C magnet coil. The punches contain filters and drainage channels for the water. a) Before,b) after the material is injected into the compression space; the slurry is densified from 40%to 13 % water content, and the particles are oriented by the magnetic field. c) After-densificationby slight upward movement of the lower punch, the amount of the movement depending onthe thickness ofthe product; demagnetization. cl) Removal ofthe compacted product.
proach complete orientation of the particles. Adetailed picture of the chains of fig. 24a, after drying,is given in fig. 24c.
For suspensions of particles that can be completelyoriented the remanent polarization Ir is equal to thesaturation polarization Is. If the particles cannot beoriented and therefore remain in random orientation,Ir is equal to 1.ls. A good measure of the degi ee oforientation (r) of the particles is therefore lr/Is, afigure between + and 1. With the milling proceduresused for this study there is a maximum in the orien-tability as a function of the milling time after about10 hours of milling (see jig. 25). The field does nottherefore have an optimum effect ifthe powder is milledfor a shorter or much longer time than 10 hours. In thefirst case there are apparently still too many particlesin the polycrystalline state; in the second case the mil-ling treatment gives rise to new, unyielding clusters ofparticles that can no longer be oriented.
Texture of the pressed product
The success of the method depends to a great extenton whether the texture of stretched chains (fig. 24b) ispreserved during the filtration under pressure in themagnetic field. A further study [21] has demonstratedthat this is indeed so, at any rate up to a fairly highdegree of densification. Thin suspensions of thespecially prepared powders mentioned above were fil-tered under pressure, both in a field parallel to the d i-reetion of compression and in a field perpendicular to it(jig. 26a, b). Two stages were distinguished: a stage of'cake formation' - where the pressure required for aparticular filtration rate rises relatively slowly - and a'cake-densification' stage, where the pressure risessteeply (fig. 26c). At the pressure Pc at which the cakehad just formed, the porosity was always found to be[lal E. Haes and A. van der Maat, U.S. Patent 3.530.551.[20] F. Kools, Proc. 3rd Eur. Conf. on Hard magnetic materials,
Amsterdam 1974, p. 98, and Ber. Dtsch. Keram. Ges. 52, 213,1975.
Fig.22. A die for pressing eightradially oriented segments simul-taneously.
169

170 C. A. M. VAN DEN BROEK and A. L. STUIJTS Philips tech. Rev. 37, No. 7
Fig.23. Press comprising die and punches for producing seg-ments.
about 60 vol. %. However the permeability p of thecake to water - as calculated from Pc and the filtrationrate - was different in the two cases given in fig. 26: atH> 200 kAlm (2500 Oe) the value of PII/P J. was noless than about 2 (fig. 27). This is just about the valuethat was found both theoretically and experimentally
7.0
0.9r
I 0.8
0.7
0.6
0.50 70 20 30 40 50 60h
-mFig. 25. 'Degree of orientation' r (= J.-IJs) of the particles in sus-pension of hexaferrite as a function of the milling time m in a) aball mill and b) a vibratory mill. Je is the remanent polarization ofthe suspension, J« the saturation polarization.
H--x
w w
Q
Fig. 26. Filtration under pressure of a suspension with excess ofwater, a) in a magnetic field parallel to the pressing direction,b) in a field perpendicular to it. c) The pressure P as a function ofthe punch displacement x at constant filtration rate (constantwater flow IV). At P = Pc the 'cake-formation' stage changes tothe 'cake-densificatiori' stage.
fOI the ratio between the longitudinal and the trans-verse permeability ofstacks oflong, cylindrical, parallelparticles to liquid.
A further confirmatien of the picture thus obtainedof the 'cake' - compressed but still oriented chains ofparticles - is obtained by applying to the chains the
cFig. 24. a) Photomicrograph of particles of a specially prepared powder in suspension. b) As a,but in a magnetic field. c) Electron-microscope photomicrographs of particle clusters, afterdrying. Magnification of (a) and (b) 110 x, of (c) 2800 x.
a

Philips tech. Rev. 37, No. 7 FERROXDURE 171
theoretical relation between the longitudinal per-meability Pil of parallel stacked cylinders and thediameter ofthe cylinders. With the measured values forPI I diameters are then found that correspond rea-sonably well to the diameters of the particles as es-timated, for example, from scanning-electron-micro-scope.photomicrographs ofthe original powder.As stated earlier, this study related to the structure of
a cake with a porosity of about 60 vol. %. Furthermeasurements have shown that the degree of orienta-tion (Jr/Ja) of the product that is completely compactedin a parallel field is about 10% lower than that of theoriginal suspension [22].
Sin tering
Ferroxdure is sintered by firing it in an oxidizingatmosphere. In the factory this is usually done in elec-trical or gas-fired furnaces with a capacity of 1000 to4000 tonnes per year.For both prefiring and sintering it is essential to have
a knowledge of the phase diagram. The phase dia-grams of the systems used are now reasonably wellknown. Fig. 28 shows part of th·e diagram for thesystem SrO-Fe203.We shall now discuss the results of a large series of
experiments with crystal-oriented Sr-Ferroxdure, whichclearly demonstrate the effects of the sintering tempera-ture and the composition on the sintered product [24].In these experiments a standard sintering programmewas used with only one variable, the sintering tempera-ture Ta (fig. 29). The powder used in all the experimentswas milled to a mean particle size of 1-2 fLm.It has long been known that the sintering reactivity
is very low for a stoichiometrie composition, and canbe greatly increased by an excess of the alkaline-earthion. This is clearly demonstrated in fig. 30. Here n isthe molar ratio between Fe203 and SrO (n = 6 for thestoichiometrie composition). As can be seen, atn = 5.90 the material is far from completely sinteredeven at 1300 °C, whereas at n R::i 5.5 it is already den-sely sintered at 1150 °C. This effect is generally attri-buted to an increased diffusion rate due to latticedefects or to the occurrence of a liquid phase. Theresults of fig. 30, combined with those of fig. 28, sug-gest that a liquid phase does not occur here: there isdense sintering apparently even below the eutectictemperature (1210 0C).
[21] s. Strijbos, Proc. 3rd Eur. Conf. on Hard magnetic materials,Amsterdam 1974, p. 102.
[22] F. Kools, to appear shortly in Ber. Dtsch. Keram. Ges.[23] P. Batti, Ceramurgia 6, 11, 1976.[24] This investigation was carried out by Ir G. S. Krijtenburg, of
the Ceramics Laboratory of Philips Elcoma Division, Eind-hoven. See also Proc. 3rd Eur. Conf. on Hard magneticmaterials, Amsterdam 1974, p. 83.
.- -, !
o 2 3kOe
p
t
°O~----~------~--~~100 200 300kA/m
-HFig.27. Permeability to water, p, of a cake just formed (P = Pcin fig. 26) as a: function of the strength of the applied magneticfield; Pil' field parallel to the pressing direction; Fs» field perpen-dicular to it.
Tt 1400
1300
1200
20 40-wt%SrO
Sr7FelO022
Fig. 28. Part of the phase diagram of the system SrO-Fe203 [23].
T
t
10min ~tFig. 29. Normalized sintering programme with one variable, thesintering temperature Te. a);Rapid heating to 1000oC. b) Tem-perature rise of 100°C per hour to the desired sintering tempera-ture. c) Sintering for ten minutes at the temperature TB. d) 'Free'cooling. .

172 C. A. M. VAN DEN BROEK and A. L. STUIJTS Philips tech. Rev. 37, No. 7
It has also long been known that sintering is asso-ciated with grain growth. Because of this the sinteringtemperature is a compromise: a higher temperaturegives a higher density, and by the same token moreatomic moments per unit volume and hence a higherremanence, but at the same time it results in largergrains and consequently a lower coercivity. The greatimportance of a high sintering reactivity is therefore inthe first place that it makes high densification possibleat temperatures where grain growth is still moderate.The beneficial effect of the excess SrO ceases when theremanence is too greatly reduced as a result of theincreasing concentration of the non-ferromagneticphase Sr7Fel0022 (see fig. 28). Initially, however, thishas little effect (seefig. 31), so that the main thing is tochoose n sufficiently small, e.g. less than 5.8.
The relation between sintered density and grain sizeis clearly demonstrated by the straight line A in theBç-H; diagram in fig. 32. This represents a largenumber of samples with a 'good' composition (n ~ 5.5;the crosses x). Sintering temperature, density andgrain size increase from bottom right to top left.In ceramic technology grain growth is also more
directly restrained by means of modifying agents andgrain-growth inhibitors. The principal grain-growthinhibitor for Ferroxdure is Si02. Its effect is demon-strated in fig. 32 by curve B, which represents sampleswith n ~ 5.5 to which about I % of Si02 was added.In fact, the samples naturally fall into the groups Aand B because, with increasing Si02 content, thetransition A -+ B takes place fairly sharply. Fig. 33a-dalso shows a difference in microstructure between theA and B samples.
At higher densities (higher temperatures) the grain-growth inhibitor ceases to have any useful effect. Thecurve B bends over towards A. This is caused by anundesirable effect familiar in sintering technology andcalled 'discontinuous grain growth', in which some ofthe grains abruptly grow very large. This effect is thegreatest practical limitation to the quality that can beachieved. The theoretical maximum for (BH)max (seefig. 8) at room temperature is 45 kJ/m3 (5.7 MGsOe).The (BH)max of commercial products (fig. 7) is about28 kJ/m3 (3.5 MGsOe). By optimizing all the steps inthe production process, laboratory values of about40 kJ/m3 (5 MGsOe) have been achieved [25].
Anisotropic shrinkage
During the sintering of ferrites there is very consid-erable densification; the sintered product is about 20%smaller in linear dimensions than the pressed product.Anisotropic Ferroxdure products not only change insize but also in shape, because the shrinkage is alsostrongly anisotropic. The shrinkage of Ba-Ferroxdure,
d
t
5.0g/cm3
3.0L...----l.---..__--_l__-----'---__J1100 1200 13000C
-TsFig. 30. Density d of the sintered product as a function of thesintering temperature Te, for various values of the mole ratio 11
between Fe20a and SrO. The greater the deviation from stoi-chiometry, the lower the temperature at which the product isdensely sintered. For the stoichiometrie composition, 11 is equalto 6.
4.0MGsOe
30kJ/m3
(BH)max
t
_x
25t...._-'-_--L __ --1- _ __...I 3.0
6.05.4 5.6 5.8-n
Fig. 31. The 'quality' (BH)max of the sintered product as a func-tion of the composition parameter 11. For each composition thesintering temperature was optimized with respect to (BH)max.
Q40TBr
t0.~5
0.30
100 200 300 400kA/m-He
Fig. 32. Br-He combinations for a large number of samples.+ Stoichiometry orexcess Fe20a (n ~ 6.0), X surplus SrO (n Rj 5.5),both with little or no addition of Si02 (1/1 < 0.6, where m is themole ratio of the added Si02 to the excess SrO). 0 Excess SrO(n Rj 5.5) and added Si02 (m > 0.6). ® n Rj 5.5 and m Rj 0.6.The sintering temperature increases from lower right to top left;a,b, c and d represent the samples in fig. 33.
\,

Philips tech. Rev. 37, No. 7 FERROXDURE
Fig. 33. Microstructure of Sr hexaferrite samples with 11 = 5.5 fordifferent quantities of added Si02. The figure shows etchedsurfaces containing the orientation direction; on average theparticles thus exhibit their 'flat cross-section'. Magnification1200 x. a) 0 %, b) 0.24 %, c) 0.36 %, cl) 0.6 % Si02. Between bandc the 'flatness' clearly decreases. For the B, and He values seeAg. 32 (a, b, c, cl). e) Discontinuous grain growth.
for example, is about 23 % in the direction of thetexture and 11.5 % at right angles to it. Homogeneouslymagnetized products thus change in size much more inthe one direction than in the other. A radially orientedsegment behaves in an even more complicated way: notonly does it become smaller and relatively thinner, butit also changes in angle (fig. 34). Added to all this isthe shrinkage that takes place during cooling to roomtemperature (about 1%); this shrinkage is also aniso-tropic because the expansion coefficient ti is aniso-tropic (fig. 35) [26].
This leads to complications in the production. In thefirst place, the change of shape has to be accuratelytaken into account when designing the dies. In thesecond place, the shrinkage behaviour of a newly pre-pared powder with a given die has to be checked andif necessary corrected, by means of additives, since theshrinkage is rather sensitive to the properties of thepowder.
In radiaJly oriented rings anisotropic shrinkageusually leads to fracture. An investigation of this [27]
has shown that this kind of fracture is not due to theanisotropic shrinkage during sintering but to aniso-tropic shrinkage during cooling. We shall look at thisa little more closely. A change of shape as described infig. 34a is not possible for a ring. If a cut-open ring istaken as a 3600 segment (fig. 36a), then after shrinkagethe material occupies more than 3600 (fig. 36b). Toobtain a ring again the segment has to be forced open;
[25] These results were obtained by E. Haes and Ir G. S. Krijten-burg ofthe Ceramics Laboratory ofPhilips Elcoma Division,Eindhoven. See also page 78 ofthe book by Heimke (note [5]).
[26] An experimental and theoretical study of these effects wasmade by Ir F. X. N. M. Kools, of Philips Research Labor-atories, Eindhoven, Ir R. J. Klein Wassink and Ir J. H. R. M.Eist, who were then with these laboratories.
173
e

174 Philips tech. Rev. 37, No. 7
the inside surface is then put into tension and theoutside is put into compression. These are typical ofthe stresses that occur during cooling. During sinter-ing, on the other hand, the ions are of course highlymobile, and no stress of any significanee can thereforeoccur. The stresses that develop during cooling aregreater in thicker rings than in thinner ones. The in-vestigation shows that rings whose inside diameter isgreater than 0.85 times the outside diameter alwaysremain intact and that thicker rings always break.
No account has been taken here of the fracture thatcan easily occur when the pressed ring is being heatedup before sintering, as a consequence of the anisotropicexpansion combined with low mechanical strength.
," .., -- --/ ................. ')
/<;
I ! <,
/I I
.::__, ..._"-"'-I I od?
\ \ /:7
\ \\ \\ \\ .\
/.'\ /~",
va
bFig. 34. Change in the shape of a radially oriented segment as aresult of anisotropic shrinkage. a) Solid line: a segment beforesintering. Dashed line: the result of isotropic shrinkage. The shapeindicated by the dotted line represents the same shrinkage in theradial direction but less in the tangential direction. The angle ofthe segment has thus increased. b) Laboratory demonstration ofthis effect. A radially oriented ring was cut into two after pressing.The photograph shows the two halves after sintering.
The strength of the product can be increased andfracture avoided by subjecting the ring to isostatic com-pression under high pressure after the normal pressingprocess.
The main application for radially oriented ringswould be as stator magnets in d.c. motors. In practice,for reasons connected with the difficulties just dis-cussed, two radially oriented segments of 1200 to 1630
or four segments of about 700 are usually used.Finally, there is a further complication that must be
taken into account in the production of segments andother shapes; it even occurs with isotropic Ferroxd ure,but is less serious in this case because of the greaterstrength of this material. We refer to the rapid varia-
20xl0-6r-------------,---------,
a
5
°OL_--~--~~--~--~~~--~~~~200 400 Tc 600°C
---T
Fig.35. The expansion coefficient of oriented Ferroxdure (Sr-Ferroxdure 370) in the direction of orientation (all) and perpen-dicular to it (a .L)' as a function of temperature. Tc Curie point(450°C).
ba
Fig. 36. a) Cut-open ring before sintering, regarded as a 3600
segment. b) The same segment after sintering (see fig. 34), assum-ing that the illustrated change of shape (the overlapping) is pos-sible, for example because the ring is very thin.
[271 F. Kools, Science of Ceramics 7,27, 1973.

Philips tech. Rev. 37, No. 7 FERROXDURB l7S
tion of IX at the Curie point (see fig. 35). The tempera-ture gradient in the material during cooling introducesstresses that are proportional to IX and to the tempera-ture difference LIT between the 'hot' inner regions andthe 'cold' outer regions. At constant cooling rate thereare no marked variations in the temperature differencebut, as we saw above, the expansion coefficient doesvary. As a consequence the stresses increase by about30% when the Curie point is passed. In practice thismeans that the Curie point has to be passed very slowly.In the factory a transitional tunnel at the outlet of thesintering furnace is used, to spread the temperaturedecrease of the product over a longer time.
* **
If we look back over the 25 years of the existence ofFerroxdure, we notice at once that hardly any non-metallic materials have been used for permanent mag-nets apart from those that were given the name'Ferroxdure' in 1952. Barium and strontium 'hexa-
Summary. The great success of Ferroxdure, the name given to agroup of ceramic magnetically hard ferrites introduced in 1952,is mainly due to the low price per unit of magnetic energy. Thebroad demagnetization curve leads to 'short thick' magnets. Themain constituent is (Ba, Sr)Fe12019. The crystal has five magneticsublattices which partly compensate each other (ferrimagnetism).The magnetic hardness is connected with the strongly anisotropiccrystal structure and also with the microstructure of small crystal-lites or grains which, in the anisotropic varieties, are magneticallyoriented.
Further research led to new materials, notably to Ferroxplana..Substitution of Al or Cr ions for Fe ions can increase the coer-
fetrite' were the important compounds right from thebeginning. They are still important Philips products,processed into ceramic magnets under the name of'Ferroxdure' or 'Magnadure'. Now that the patentrights have expired they are also produced elsewhereand marketed under other names, as indeed they al-ready had been under licence.The development from discovery to commercial
magnetic materials took place at the beginning of the1950s. The sixties saw a marked shift from the bariumto the strontium ferrite, connected with the large-scaleuse of this material in small electric motors for theautomobile industry. In the last ten years Ferroxdurehas become steadily cheaper with the introduetion oflarger manufacturing centres and the use of cheaperraw materials. .The market for Ferroxdure products is still growing
strongly. In addition to the rising demand for productssuch as Ferroxdure stator magnets for small electricmotors in the automobile industry (about 50W) thereis now a growing market for stator magnets for indus-trial motors up to 10kW.
civity. The sublattices can be studied separately by means ofMössbauer spectroscopy. 'Spin-orbit coupling' appears to beresponsible for the anisotropy. Magnetic 'bubbles' were firstobserved in BaFe12019.
Developments and research relating to the technology of thesematerials are discussed, with emphasis on the prefiring process(introduction of cheaper raw materials), wet pressing in a mag-netic field (complicated punch-tool constructions; the formationand preservation of oriented chains of particles in the suspension)and the sintering process (dense sintering without grain growth
• by non-stoichiometry and the addition of Si02; complica-tions due to anisotropic shrinkage during sintering and cooling).












![PH regulation. Blood pH pH = measure of hydrogen ion concentration pH = -log [H + ] Blood pH = 7.35-7.45 pH imbalances are quickly lethal body needs](https://img.pdfslide.us/doc/110x75/56649d6b5503460f94a4a848/ph-regulation-blood-ph-ph-measure-of-hydrogen-ion-concentration-ph-log.jpg)


![INTELLECTUAL PROPERTY PHILIPPINES INVENTION … · DOMINIC GUIRITAN[PH]: HAIZEL GARCIA[PH]: ARCOUR JAY AHMAD[PH]: MIKEY CUPIN[PH]: JOSEPH KAYE JURILLA[PH]: PATRICK SANCHEZ[PH]: FEMENPRIL](https://img.pdfslide.us/doc/110x75/5d52006e88c9933c038be52c/intellectual-property-philippines-invention-dominic-guiritanph-haizel-garciaph.jpg)