Embed Size (px)
Citation preview

Version Original – May 2012
Pet Food Manufacturing
Facility
Certification Program Code
Underlying Requirements for Facilities Desiring Certification
Obtaining and Maintaining Certification
Certification Body Rules
Requirements for Use of the Trade Mark
American Feed Industry Association 2101 Wilson Blvd
Suite 916 Arlington, Virginia 22201
www.safefeedsafefood.org and www.petfoodfacility.org

1
Version Original – May 2012
Contents
Contents ....................................................................................................................................... 1
Introduction ................................................................................................................................. 2
Section I. Underlying Requirements for Facilities Desiring Certification .................................. 4
Scope of PFMFCP and Products ................................................................................................. 6
Record Examples....................................................................................................................... 25
Definitions and Requirements ................................................................................................... 26
Acronyms .................................................................................................................................. 28
Reference Documents ............................................................................................................... 29
Section II. Obtaining and Maintaining Certification ................................................................. 30
Section III. Certification Body Rules ....................................................................................... 45
Section IV. Requirements for Use of the Trade Mark ............................................................. 49
Appendix 1. Pet Food Manufacturing Facility Certification Program Certificate. ................... 52
Appendix 2. Pet Food Ingredient Facility Certification Program Certificate ........................... 53
2
Version Original – May 2012
Introduction
To demonstrate proactive food safety leadership, communicate the food safety risks to the industry, build consensus for all segments of the industry and to create an ongoing industry product safety platform and education process, the American Feed Industry Association (AFIA) has declared that the food safety role and responsibility of AFIA is to: “Establish and promote generally accepted food safety guidelines designed to ensure
continuous improvement in the delivery of a safe and wholesome feed supply for the
growth and care of animals.” As a result of this policy, AFIA created the Safe Feed/Safe Food (SF/SF) program to further enhance consumer confidence in the feed and food supply. The SF/SF program is still one of the industry’s leading feed safety programs and was expanded into the International SF/SF and executed a mutual recognition agreement with the FAMI-QS program. In 2011, the Pet Food Manufacturing Facility Certification Program (PFMFCP) and the Pet Food Ingredient Facility Certification Program (PFIFCP) was developed for the pet food and pet food ingredient industry respectively that builds upon the strong foundation of the SF/SF program, but goes above and beyond it in areas specifically relevant to the pet food industry. AFIA’s PFMFCP is not a guarantee of pet food safety; it is designed to measure a manufacturer’s product safety programs and systems as reviewed on the day of the audit. Any audit is simply a “snapshot” in time and achieving product safety requires a daily commitment from all of the facilities’ stakeholders. The responsibilities of facilities desiring to participate in this program are listed in this document and the PFMFCP application along with all relevant local, state and federal laws governing the pet food industry. Firms and facilities applying for PFMFCP agree to the requirements of this program as described. AFIA reserves the right to alter this program and policies with 90 days’ notice to the certified facilities. The following sections of this document (also referred to as the “Code”) set forth detailed requirements regarding participation in the PFMFCP:
• Section I, “Underlying Requirements for Facilities Desiring Certification,” addresses a broad range of criteria that will be assessed as part of the process of determining whether a pet food manufacturing facility is entitled to receive certification.
• Section II, “Obtaining and Maintaining Certification,” describes the applicable processes and procedures that are part of the certification process.

3
Version Original – May 2012
• Section III, “Certification Body Rules,” addresses rules applicable to Certification Bodies and their interaction with facilities desiring certification.
• Section IV, “Requirements for Use of the Trade Mark,” sets forth the requirements for how a facility may use the applicable trade marks that appear on the cover of this document.
4
Version Original – May 2012
Section I. Underlying Requirements for Facilities Desiring
Certification
Section I. Table of Contents
Section I. Underlying Requirements for Facilities Desiring Certification .................................. 4
Scope of PFMFCP and Products ................................................................................................. 6
1. Pet Food Safety Policy ......................................................................................................... 6
2. Document Control Procedures ............................................................................................. 7
3. Records ................................................................................................................................ 8
4. Human Resources/Personnel Qualifications and Training .................................................. 9
5. Product Identification and Traceability ............................................................................. 10
6. Management Reviews and Audits ..................................................................................... 10
7. Business Continuity and Crisis Management .................................................................... 11
8. Site Security and Infrastructure ......................................................................................... 11
9. Pet Food Safety Plan, Standard Operating Procedures and Prerequisite Programs ........... 11
10. The Pet Food Safety Plan (PFSP) .................................................................................. 12
11. Prerequisite Programs and Standard Operating Procedures (SOPs) .............................. 12
12. Supplier Approval Program ........................................................................................... 12
13. Receiving Practices ........................................................................................................ 13
14. Environmental Monitoring Programs (EMP) ................................................................. 13
15. Sanitation Program/SOP ................................................................................................ 14
16. Employee Practice Policies ............................................................................................ 15
17. Pest Control Program ..................................................................................................... 16
Location, Facilities and Equipment ........................................................................................... 16
18. Site Location and External Grounds .............................................................................. 16
19. Buildings and Equipment ............................................................................................... 17
20. Temporary, Bulk and Offsite Storage ............................................................................ 18
21. Employee Facilities ........................................................................................................ 18
22. Ventilation and Air Quality ............................................................................................ 18
23. Refrigeration- Freezing Equipment and Storage Areas (May not apply to every facility)
18
5
Version Original – May 2012
Maintenance and Repairs, Waste Handling ............................................................................... 19
24. Buildings and Grounds ................................................................................................... 19
25. Manufacturing Equipment.............................................................................................. 19
26. Materials Handling Equipment ...................................................................................... 20
27. Waste Handling .............................................................................................................. 20
Manufacturing and Processing ................................................................................................... 21
28. Batch Formulation/Mixer Performance ......................................................................... 21
29. Control of Nonconforming Products .............................................................................. 22
30. Raw Materials, Finished Product and Environmental Testing ....................................... 22
31. Calibrations and Measuring/Monitoring Equipment...................................................... 23
32. Transport, Shipping and Delivery .................................................................................. 23
Record Examples....................................................................................................................... 25
Definitions and Requirements ................................................................................................... 26
Acronyms .................................................................................................................................. 28
Reference Documents ............................................................................................................... 29

6
Version Original – May 2012
Scope of PFMFCP and Products The AFIA PFMFCP is written for manufacturers of dry and soft, moist pet foods and treats. It does not include hermetically sealed shelf stable pet products such as canned pet foods, or not hermetically sealed shelf stable raw or frozen pet foods at this time. Examples of the types of pet foods covered by the PFMFCP include:
• Dry kibble
• Soft moist foods and/or treats
• Pet treats (dry biscuit)
• Chews and other raw hide based treats
• Bones and bone shaped treats Ingredients manufactured for the pet food industry are also eligible for certification under the PFMFCP as an associated program called the Pet Food Ingredient Facility Certification Program. The ingredient facility must follow the same procedures and processes as a pet food manufacturer for the rules of the certification program. If an ingredient facility concludes that a portion of the checklist is not applicable to their ingredient and facility, then the facility must prepare a written explanation and discuss this with the auditor. PFMFCP is currently only available to manufacturers located in North America. The PFMFCP reviews the following areas during an audit of a facility seeking certification:
1. Pet Food Safety Policy
• Senior management is responsible for establishing pet food safety policies and programs
• Senior management is charged with allocating sufficient resources for policy and program implementation
o Resources include staffing as well as operational material needs.
o Planning and budgeting includes processes for long term capital expenditures
necessary to manage the growth expectations of the business.
• Senior management staff charged with pet food safety are clearly identified o An organizational chart that clearly shows reporting lines across various
business divisions as appropriate to size and volume.
o Quality assurance (QA) staff shall not report directly or indirectly to operations
personnel to avoid conflicts of interest.
o QA personnel have the authority to quarantine and release product or equipment
as deemed appropriate.
• A pet food safety policy has been developed and implemented that outlines the company’s commitment to pet food safety
o The pet food safety policy confirms the resolve of the administration and top
management to produce safe and wholesome pet foods, achieve compliance with
AFIA’s PFMFCP guidelines, and their continued adherence to the company’s pet
food safety plan (PFSP), Standard Operating Procedures (SOPs), Sanitation
Standard Operating Procedures (SSOPs) and prerequisite programs (PRPs). o The scope of products produced under the PFMFCP is clearly stated and
maintained in conjunction with the pet food safety policy.
• Documented policy reviews are performed when needed, and at a minimum annually

7
Version Original – May 2012
o There should be a procedure for reviewing, updating and approving changes in
policy. The process shall include defined situations that require plan review, the
scope of the actual review and the methods for communicating changes to the
entire PFSP team. There shall be a system to ensure PFSP updates are performed
within a reasonable time when necessary. o Dates and signatures should clearly indicate when reviews are completed and by
whom.
• Policy is communicated to all appropriate staff o Policy can be communicated in numerous ways including posting in general staff
areas, inclusion in employee orientation materials or otherwise available for all
personnel to review.
• Personnel responsible for monitoring legal and regulatory changes are identified on the PFS Team and are required to periodically update senior management
o A senior member of the QA team is delegated to monitor regulatory and legal
issues pertaining to products produced. This can be accomplished through
membership or participation in various trade or other associations, subscription
to news alerts and/or participation in various industry meetings and events. The
nominated member should be included on the PFSP development team, and
provide documented updates to the PFSP team when changes in regulatory
requirements occur.
• Procedure and responsibility for the personnel responsible for monitoring and maintaining compliance under AFIA’s PFMFCP are clearly identified
o A member of the PFSP team is delegated with monitoring the AFIA PFMFCP
program to ensure continued program compliance.
• Facility complies with local, state and or federal laws relevant to normal business operations
o Valid business licenses o Compliance with local, state and federal regulations o Valid, current bioterrorism registration o Inspection reports from other state and/or federal agencies
� Facility agrees to notify AFIA and their CB within two business days of
any adverse findings or inspectional deficiencies from a regulatory
agency. The notification should be documented.
2. Document Control Procedures
A document control program is in place that includes:
• Permission levels for access and authorities to make amendments are defined o These include procedures and permissions for changes to the pet food safety
policy, PRPs, SOPs and other related documents.
o Making changes to the pet food safety policy shall be restricted to senior
management or their designees.
o Making changes to the PFSP shall require a full PFSP team documented review.
o Permission and approval levels can be tiered to allow minor changes by QA
personnel.
• Situations and events that will require PFSP, SOP and PRP amendments are well defined
• Communications processes are documented, providing timely access to all relevant staff

8
Version Original – May 2012
o QA personnel are not the only staff requiring an awareness of the pet food safety
systems. Operations personnel, such as receiving, packaging and other similar
positions, play a key role in the overall effectiveness of the pet food safety program
and should be included on the communications tree.
• Provisions to ensure outdated versions are removed from circulation in a timely manner
• Provisions to ensure that current versions are provided in a timely manner
• All documents shall be unambiguous, accurate and legible, signed and dated
3. Records
• Shall be kept in accordance with legal requirements and appropriate to the size and nature of the facility
• Records are retained for a minimum of two years or as otherwise required by law
• Records are securely stored to discourage falsification, loss or inadvertent damage o Computer-generated records are backed up and stored away from the facility.
• Shall be accessible to all relevant staff involved in product safety
• Shall be legibly signed and dated by personnel responsible for monitoring activities
• Product records are securely kept, accessible to relevant staff, genuine, complete and detailed
o Raw materials specifications � All specifications should note and exclude any form of adulterant or
contaminant � Grain and mineral specifications should meet the appropriate state and
federal requirements and regulatory limits for mycotoxins, pesticides or industrial contaminants such as heavy metals
� Microbial specifications shall include restrictions on microbial concerns such as Salmonella or other possible pathogens
o Finished product specifications � Shall consist of a complete set of production requirements including batch
formulation and mixing instructions for all finished products � There shall be records for by-products, salvage feeds or products destined
for further processing � Shall meet the regulatory requirements of the producing location and the
destination location � Customer specific requirements shall be included that may exceed, but
may not be less than, regulatory requirements
• All specifications should note and exclude any form of adulterant or contaminant, trade weights and measures, Maximum Residue Limits (MRL), a complete product description and related labeling declarations
• Grain and mineral specifications should meet the appropriate state and federal requirements and regulatory limits for mycotoxins, pesticides or industrial contaminants such as heavy metals.
• Microbial specifications shall exclude the presence of Salmonella or other possible pathogens
o Packaging specifications

9
Version Original – May 2012
� Shall include requirements and approvals for all product contact materials used to ensure they are food grade and compliant with regulatory requirements
� Do not negatively impact on product safety
• Bags, containers and wraps should be capable of withstanding
normal distribution practices without undo tearing or ripping or
damage that may expose the product. Seals or closures shall be
suitable to the materials used and resist unnecessary opening.
o Labeling requirements � Records shall include the internal approvals where specified as well as any
regulatory approvals required o Environmental monitoring, raw materials and finished product test results o Contract service and supplier requirements and approvals
� A plan is documented outlining the supplier approval process. o Sanitation and sanitation verification records o Equipment maintenance records
4. Human Resources/Personnel Qualifications and Training
• Personnel are competent for the tasks assigned through a combination of education, experience, professional development work and/or training
• Hazard Analysis Critical Control Point (HACCP) training is required for at least one team member involved in the development of the PFSP
• Written job descriptions are maintained for all positions involved in product safety and the implementation of the PFMFCP
• The job descriptions include skills and knowledge required to perform assigned tasks o Back up staff for key personnel shall be identified in the event of absences
• A training program is implemented that includes but is not limited to: o Documented initial or orientation training commensurate for assigned tasks and
conducted in an appropriate language understandable by employee o Necessary good manufacturing practices (GMPs), SOPs and PRP materials
relevant to tasks assigned o Personal hygiene training necessary to protect product safety o Training in cross contamination recognition and prevention where relevant to
product and processes used
o Includes PFSP training for staff monitoring CCPs o Includes review, training and updates in PFMFCP requirements o The employee is evaluated to determine knowledge of the required skills at
completion of the training o Requires personnel to undergo a minimum of annual reevaluation o Prescribed maintenance training is given when deficiencies are noted o Skills and knowledge requirements are documented for staff performing training o Training programs/materials include:
� Pet Food Safety Plan/CCP monitoring � GMPs � SOPs � Environmental monitoring program (EMP) training

10
Version Original – May 2012
� Aseptic sampling
� Receiving procedures � Maintenance programs � Security measures
5. Product Identification and Traceability
• All raw materials, ingredients, packaging and finished product are adequately identified and/or labeled throughout the production process
• All rework is labeled
• Rework use is controlled and documented
• A procedure for product recall and/or withdrawal is documented and implemented
• Labeling/coding and records are adequate to trace product/raw materials back to the supplier a minimum of one step and to the customer forward one step
• The procedure used to trace and recall/withdraw products and raw materials is tested at least annually
• Records of product recalls and withdrawals are maintained
• Recalls/withdrawals are reviewed/investigated to determine cause
• Appropriate corrective actions are taken and documented to minimize the potential for reoccurrence
• Raw materials and packaging are properly labeled, stored and maintained to minimize contamination
• Finished product is properly and securely stored and maintained to minimize contamination
• A sample retention program is documented and implemented that includes: o Adequate labeling of retained samples o Sample storage for the duration of the shelf life o Sample storage in a manner to minimize the potential for contamination
• A procedure is documented and implemented to ensure only conforming ingredients, packaging and finished product are utilized and/or released
• Provisions for management of nonconforming raw materials, packaging or finished product are documented and implemented to prevent their unintended reuse
6. Management Reviews and Audits
• A schedule of internal audits is maintained that includes frequency and audit scope
• Responsible staff are qualified and trained to perform the internal audit
• Audit staff are independent of the processes audited to avoid conflicts of interest
• Internal audit training covers all audited areas investigated and is documented
• All found deficiencies and nonconformities are documented, including resolution status
• Appropriate corrective actions are developed, implemented and documented
• Management reviews include all internal and external audit findings including deficiencies, nonconformities, corrective actions and their completion status
• Audits include recommendations for improvements
• A record of customer complaints and product returns is kept
• Investigations, findings, corrective actions and complaint resolutions are documented and reviewed by management

11
Version Original – May 2012
7. Business Continuity and Crisis Management
• A business continuity and crisis management plan is documented and implemented
• The plan provides for a crisis management team that includes senior management
• Procedures and responsibility for internal (employee) and external communications (media) are identified
• Internal and external communication activities documented
• An identified source of legal and professional expertise is provided to appropriate personnel
• Procedure to isolate affected product and prevent unauthorized release into commerce identified
• Procedure includes provision for the known reasonable threats to the product produced
• Plan includes a review of the potential for intentional adulteration
• Plan is reviewed and tested at a minimum annually
8. Site Security and Infrastructure
• Checkpoints where hazards may enter the facility are identified and monitored
• Access points are controlled and secured to prevent intentional contamination or adulteration
o Each facility must demonstrate that any and all entry points in the process have
been identified, and what controls are in place to prevent contamination,
intentional adulteration or unacceptable ingredients from entering the system via
those points. Examples include receiving pits, warehouse doors, liquid receiving
ports, temporary or offsite storage, bulk storage and liquid tank systems are
potential unguarded, unprotected ports of entrance to the plant.
• Raw materials, packaging and finished product storage is secured with controlled access
• Employee access is controlled in sensitive or restricted areas o Controlled access may be achieved through the use of color coded outerwear, key
card or badge systems that identify staff allowed in restricted or sensitive areas
and prevent unauthorized visitors in the area.
• Visitor and contractor access to facility and grounds is controlled and documented o A log or register is used to document visitors, temporary visitors badges are
issued and are visible for the duration of the visit.
• Visitors and contractors are required to wear protective clothing and adhere to jewelry, hair restraint and other GMP policies required relative to the areas visited
o A statement outlining these requirements that requires a signature acknowledging
awareness of company policies will ensure compliance.
9. Pet Food Safety Plan, Standard Operating Procedures and Prerequisite Programs
Any and all programs utilized within the scope of certification that impact on or outline how pet food safety is controlled and assured shall be documented and implemented. Verification and validation activities shall be consistent with HACCP principles. A Pet Food Safety Plan, outlining the means by which the manufacturer will control and assure pet food safety, shall be prepared. The PFSP shall outline the results of a risk or hazard analysis. The hazard analysis shall be conducted to identify pet food safety hazards inherent to the

12
Version Original – May 2012
products and processes under the PFMFCP. It shall prescribe the measures taken to apply those critical controls as identified and implemented to assure, monitor and maintain pet food safety.
10. The Pet Food Safety Plan (PFSP)
• A team responsible for developing the pet food safety plan is identified
• The team members include individuals trained in HACCP
• The team includes personnel responsible for monitoring legal and regulatory issues
• A PFSP team leader is identified
• A team member responsible for food defense is identified
• The PFSP includes provision for periodic review a minimum of annually and whenever changes to operations indicate a review of the plan is necessary
• Evidence that the PFSP is implemented and maintained and includes: o A full description of the products produced o A risk assessment/hazard analysis is completed for all reasonable known
product/process physical, chemical and microbiological hazards � Contaminants, adulterants, mycotoxins and heavy metals need to be
evaluated.
� Microbial risks assessed include Salmonella and other possible pathogens
where appropriate.
o Verification, monitoring, inspection and test activities have been determined specific to the need of the product/ingredients
o Control points are identified where key product parameters can be measured and monitored
o Validated controls are implemented for any identified physical, microbiological and chemical hazards
o Control points considered critical to maintaining product safety are measured and monitored
o All actions to be taken when deviations occur are documented o Compliance to control point limits are verified (monitored) o The PFSP is validated to ensure that the critical limits and control measures
individually or as combined effectively provide the level of control required
11. Prerequisite Programs and Standard Operating Procedures (SOPs)
• Are defined and implemented according to the Pet Food Safety Plan and document control procedures
• Are accessible to appropriate personnel and securely maintained
• Are reviewed annually or as necessary by qualified personnel
• Changes/updates are done via documented procedure by qualified personnel
• Personnel with permission to revise/change SOPs, PRPs are identified
• Require monitoring for efficacy
• All deviations and corrective actions are documented and reviewed by appropriate personnel
12. Supplier Approval Program
A supplier approval program is documented and implemented to include:

13
Version Original – May 2012
• The selection, approval and monitoring process for approving suppliers of raw materials, ingredients, packaging and services
• Personnel qualified to approve suppliers are identified and trained in the program
• Program training is documented
• Monitoring activities for raw materials and ingredients suppliers include supplier audits by QA staff, copies of independent third party audits, copies of regulatory inspections, random and routine verification testing and Certificate of Analysis (COAs)
• Approved raw materials suppliers are required to notify of changes in product composition where it could have an impact on product formulation (examples include protein content, moisture, amino acid profiles, contaminant levels and/or other parameters that may be variable by crop or by season)
• Approved raw materials and ingredient suppliers agree to provide documentation on transportation equipment controls utilized to prevent cross contamination
• Approved suppliers are required to send notification in the event of an Reportable Food Registry (RFR) incident
• Provisions for accepting goods or services from nonapproved suppliers are documented and are limited to emergency situations
• Relevant personnel are trained in the procedures to use when accepting goods or services from nonapproved suppliers
13. Receiving Practices
The facility should have practices for receiving that are documented and implemented to include:
• Raw materials, packaging and contract services that impact on finished product safety and quality are inspected at receiving by qualified personnel
• Training in receiving practices is documented and current
• Verification that the goods are supplied by an approved supplier or are an authorized emergency purchase from an unapproved supplier
• Specifications are accessible to receiving staff and used to verify incoming materials meet current requirements
• Procedures for rejecting products or services are documented and implemented o Incoming materials exhibiting torn or damaged packaging, evidence of pest
infestation, illegible or incorrect labels or that otherwise do not meet
specifications are examples of items that should be rejected.
• Transport vehicles/containers are inspected for cleanliness and condition during receiving o Vehicle and product container is inspected for previous loads, intact from
weather, in general good condition to protect products/materials, and where
appropriate maintained at appropriate temperature.
• Vehicles/containers are secured from tampering using a seal or other agreed upon, acceptable device or system per SOP - program requirements
• Receiving is documented in a receiving log o Where used, seal numbers and condition are to be recorded in the receiving log at
receiving and on the bill of lading.
14. Environmental Monitoring Programs (EMP)
The facility needs to have a documented and implemented EMP to include:

14
Version Original – May 2012
• Addressing pathogens of concern including Salmonella and other possible pathogens where appropriate
• Any indicator organisms used in lieu of pathogen testing are defined and justified
• Sampling procedure (aseptic) training is provided by qualified personnel
• Training program is documented and current
• Sampling is performed by qualified personnel
• Samples are labeled clearly and legibly and securely transported through processing areas
• Sampling sites are defined o The use of sampling zones is preferred. References and resources such as AFIA’s
Salmonella Guidance Document and GMA’s Salmonella Guide are publicly
available.
• Sampled site is sanitized after sampling is performed
• Testing frequency and time of day (preoperational, during operations, post operations) is defined
• Actionable levels are established based on predefined thresholds/ranges
• Thresholds are sufficient to protect product safety
• Action steps are defined to reestablish control
• Additional testing is performed to verify effectiveness of corrective actions
• Food Contact Surface (FCS) testing is performed at a defined frequency
• Nonfood contact surface testing includes samples from all related areas
• Test and hold procedure is documented and implemented when testing product and/or FCS
• Personnel with the authority to release product are identified
15. Sanitation Program/SOP
A sanitation program or SOP on sanitation is documented and implemented to include:
• That the sanitation type (wet or dry) utilized is appropriate for the product(s) produced
• A complete list of equipment, cleaning procedures, cleaning frequency and disassembly procedures is included
o Boiler maintenance procedure, frequency and flushing procedures must be
included and reviewed.
o Inadequate boiler maintenance/flushing can contribute to contamination.
• Sanitation frequency and performance measurements with actionable levels are documented and implemented
• Efficacy is monitored through preoperational inspection and testing o Preoperational inspection only provides a visual check on sanitary conditions.
Various testing systems are available that can be utilized to provide real time
analytical data on sanitary conditions and are encouraged.
• Preoperational inspections and testing are performed by qualified personnel
• Training is documented and current
• Inspection personnel have the authority to delay operational start up until sanitary conditions are acceptable
• Sanitation deficiencies are recorded and corrective actions documented
• Sanitation of both types may be performed internally or by an approved, subcontracted service provider

15
Version Original – May 2012
• Sanitation staff are trained and training documented o Subcontracted services comply with contract service supplier approval
requirements o Service provider approvals are documented and current
� Subcontract supplier’s program meets all section requirements
• Where wet sanitation is performed: o Water supply is sufficient to meet sanitation needs
� Sufficient hot water and/or water pressure is available o Water used for sanitation is potable o Chemicals, cleaning compounds and sanitizers are:
� From an approved supplier � Comply with regulatory requirements � Are labeled for use and used according to labeled instructions
o All materials are stored appropriately and securely o MSDS sheets are kept on file and are available and accessible to personnel
• Where dry sanitation is performed: o Steps are taken to minimize and control dust during production o Compressed air for cleaning is not used during processing o Compressed air sources are maintained and monitored to prevent becoming a
source of contamination o Chemicals, cleaning compounds and sanitizers are:
� From an approved supplier � Comply with regulatory requirements � Are labeled for use and stored appropriately and securely
o MSDS sheets are kept on file and are available and accessible to personnel
16. Employee Practice Policies
Employee practice policies are documented and implemented including:
• Jewelry policy that restricts jewelry from production areas with the exception of items required by religious, ethnic, medical or other civil rights. Wedding bands may be exempted with appropriate approvals
• Nail polish and open-toed shoes are prohibited
• Pens, pencils and other loose items are not allowed in outer garment pockets where they could contaminate product
• Hair nets/restraints, beard nets are required for sensitive processing areas
• Protective outer clothing is required in sensitive processing areas
• Protective clothing is worn by staff where required
• Reusable protective clothing (gloves, aprons) is laundered by an approved service provider or through an internal process that ensures sanitary condition
• Reusable protective clothing is stored appropriately to protect sanitary condition
• Outer protective clothing replacement frequency is adequate to protect product safety
• Adequate structures/facilities such as coat racks are provided to store protective items when employees temporarily leave the production area
• Disposable protective items such as gloves and shoe covers are changed adequately throughout the shift to maintain clean and sanitary condition

16
Version Original – May 2012
• Gum, tobacco, food and drink, chewing and eating are prohibited from processing areas
• Policies that require hand washing when entering process areas, after eating, drinking, smoking, using restroom facilities, handling hoses or other equipment in contact with the floor such as pallets are documented and implemented
• Employees in poor health or exhibiting symptoms such as coughing, sneezing runny noses etc. are excluded from processing/production areas until symptoms are gone
• Any open cuts, wounds, abrasions and lesions must be covered completely by protective bandages that are moisture proof and securely adhered to prevent dislodging
17. Pest Control Program
A pest control program is documented and implemented and includes:
• Records that are completed legibly and include all activities for both interior and exterior controls utilized
• Bait stations are sufficient for the site, clearly labeled and monitoring frequency is defined and documented
• Bait stations are not located in exposed product or other processing areas
• Only approved chemicals, materials and baits are used
• Chemicals, toxic materials and baits are used by qualified personnel or under their supervision
• MSDS sheets are on file and available to personnel
• Unused chemical, baits and toxic materials are properly disposed of in accordance with regulatory requirements
• Pest control chemical containers are properly disposed of and reuse is prohibited
• Evidence of program effectiveness includes: o No pests/vermin activity or evidence is observed during audit o Records reviewed to determine if there was any recent pest activity o When pest activity noted, the actions taken are appropriate and effective
• Internal programs: o Personnel training in the pest control program is documented o Chemicals, toxic materials and baits are:
� From an approved source � Properly labeled � Within expiration dates Securely stored
o Disposed of properly in accordance with regulatory requirements
• Subcontracted services o Subcontract supplier’s program meets all requirements in this section o Subcontracted services comply with Contract Service Supplier guidelines o Service provider approvals are documented and current
Location, Facilities and Equipment
Requirements apply to all sections of the facility, including product, packaging and raw material storage areas:
18. Site Location and External Grounds
• Site is structurally sound and adequate for intended purpose

17
Version Original – May 2012
• Adjacent structures and operations do not pose a threat to product safety o Activities from nearby businesses can create fumes, water runoff and other.
• Receiving and shipping dock and outside storage areas are clean and well maintained
19. Buildings and Equipment
A facility control program is documented and implemented and includes:
• Floors and drains must be: o Constructed of smooth, dense, impervious materials o Sloped for drainage with no evidence of standing water o Well maintained and cleanable with few cracks, chips or crevices o Drains are sufficient in number, located and designed to effectively drain areas
• Walls, doors and windows must be: o Smooth junctions that do not encourage build up o Well maintained and cleanable o Painted surfaces are in good condition o Glass items are protected or shielded o All external windows, ventilation openings, doors and other openings seal when
closed to prevent entry of dust, vermin and flies
• Ceilings and overhead structures must be: o Constructed of smooth dense impervious materials o Smooth junctions that do not contain cracks, crevices, excessive caulking or other
potential microbiological harborages o Well maintained and cleanable o Suspended overhead structures such as ducts, conduits and pipes are a sufficient
distance from the ceiling to allow for routine cleaning � Where extended or extremely high ceilings/structures exist, measures are
taken to protect exposed raw materials, packaging and finished products.
• Stairs and catwalks are well maintained and do not pose a risk to product safety o Are not located over exposed product or raw materials
• Lighting o Is adequate for task performance o Glass bulbs are protected or shielded o Fixtures are well maintained and cleanable
• Equipment and FCS o Well maintained and cleanable o Approved for intended use
• Process flow layout/cross contamination prevention o Traffic control is managed to avoid raw to cooked flow o Employee access is restricted in sensitive areas
• Water, ice and steam supply o Processing and sanitation water is from a potable supply o Routinely tested for microbiological quality o Backflow preventers are installed where necessary o Potable water lines are segregated from waste discharge lines o Where used, well water, reclaimed, recycled or non-potable water is justified
through a risk assessment and monitored for continued compliance

18
Version Original – May 2012
20. Temporary, Bulk and Offsite Storage
• Location and type is clearly identified and documented
• Temporary, bulk and offsite storage meets all program requirements for condition, security, suitability, content traceability, maintenance and cleaning frequency
21. Employee Facilities
• Are provided in accordance with regulatory requirements o Areas are clean, well maintained and secure o Toilets/restrooms are clean, well maintained and located away from production
areas o Lockers or other storage for personal items is provided o Area and storage is adequate in size and number of units o Changing areas are available for staff, visitors and contract service providers o Break and eating areas are clean, well maintained and meet regulatory
requirements
• Hand washing sinks are separate from tool, equipment and/or product washing sinks o Are located at entrances to all sensitive or restricted processing areas
� Foot pedal operations are encouraged. o Sinks are clearly marked for exclusive hand washing use o Sinks are well maintained and supplied with soap, towels or hand dryers
22. Ventilation and Air Quality
• Ventilation and air handling equipment is accessible for cleaning, filter changing and maintenance
• Adequate ventilation is available to remove excess steam, fumes or dust from processing areas o Quality parameters for air used as an ingredient or for direct product contact shall
be established and monitoring documented.
o Deviations and corrective actions are documented.
o Ventilation systems shall be designed and constructed such that air does not flow
from contaminated or raw areas to clean or finished product areas.
23. Refrigeration- Freezing Equipment and Storage Areas (May not apply to every facility)
• Temperature control is monitored and documented
• Acceptable temperature ranges are defined
• Procedure has been developed to ensure product quality if a loss of temperature control occurs
o Parameters for determining product acceptability are defined.
o Inspection and/or testing procedures are documented and implemented.
o Procedure for disposing of unacceptable products/raw materials is documented
and implemented.
o Personnel qualified to assess product acceptability are identified.
o Unacceptable products are properly disposed of.
o Disposal is documented.

19
Version Original – May 2012
• Structures are well maintained, cleanable and constructed of appropriate/approved materials
• Interfaces with other temperature zones are monitored and maintained to prevent condensation contaminating product and/or product contact equipment
Maintenance and Repairs, Waste Handling
24. Buildings and Grounds
• Exterior grounds maintenance is adequate to prevent creation of pest harborages and debris accumulation
• Drainage is adequate to prevent water accumulation, particularly adjacent to the building, at entrances and exits and in staff parking areas
• Exterior structural maintenance is adequate to protect from weather (rain or wind damage) that could impact product safety
25. Manufacturing Equipment
• Fixed and movable/repositionable equipment is appropriate for current use
• Equipment is in acceptable condition and well maintained with no evidence of rust, peeling paint, cracked welds, exposed wires or other defects that could negatively impact product safety
• Hand tools such as knives, scrapers, mixing utensils are clean, in good repair and stored in a manner to prevent recontamination once cleaned
• Portable totes, bins and other similar equipment are clean and in good repair
• Inedible, returned product and nonconforming product containers are clearly marked and in a specified location
o Use of color-coded covered storage is encouraged.
• Equipment maintenance program and schedule is documented and implemented
• Personnel responsible for approving equipment, repair reviews and post repair release are clearly identified
• Schedule is adequate to meet the needs of the facility o Regularly scheduled equipment maintenance is performed to minimize process
disruption and protect product safety o Schedule is updated when new equipment is placed in service or when existing
equipment is removed o Lock out/tag out safety procedures are documented and implemented o Clean, inspect and release procedures are implemented when repairs are
performed or when infrequently used equipment is placed in service during processing
o Prerelease inspection procedure after repairs or maintenance includes removal of any debris or waste generated by the repair/maintenance activity in sensitive areas
o Prerelease inspection includes adjacent equipment potentially contaminated by the repair/maintenance activity in sensitive areas
• Maintenance facilities and tools meet general sanitary condition requirements
• Maintenance staff are trained in relevant process and employee hygiene programs
• Training is documented and current
20
Version Original – May 2012
• Maintenance staff and contract service providers comply with process and personnel hygiene requirements, including the use of hair restraints, protective clothing, jewelry policy, disposable protective items and hand washing procedures
• Approved food grade lubricants are used where product contact may occur
• Tools, parts and equipment used in the Ready to Eat (RTE)/post lethality/intervention or sensitive product exposed areas are cleaned, sanitized and inspected before and after use
• Used parts/materials are properly disposed of according to regulatory requirements
26. Materials Handling Equipment
• Forklifts, pallet jacks, hand trucks and other material transport equipment are maintained in good repair and sanitary condition
• Equipment is included on the maintenance schedule, along with charging equipment
• Equipment is segregated to prevent cross contamination from raw to finished product areas
• Repairs and maintenance are documented
• Clean, inspect and release procedure is followed after repairs or maintenance
• Personnel qualified to release equipment are documented
• Maintenance staff are trained in release procedure and aware of who to notify
• Where repairs are performed in sensitive processing areas, procedures for inspection and release of repair area and adjacent equipment are followed
27. Waste Handling
• Waste disposal sites are located away from production areas to prevent product contamination
• Traffic flow to and from the waste disposal location does not pose a product cross contamination risk
• Waste removal from production areas is adequate to prevent accumulation that could negatively impact product
o Waste handling during production should be carefully monitored to ensure it does
not pose a greater risk of product contamination than allowing the waste to
remain until the production shift has ended. Use of compressed air to “blow”
debris in dry environments is prohibited and sweeping should be discouraged to
avoid creation of dust that can act as a vehicle for pathogen contamination. The
use of well filtered vacuums is acceptable provided they are not a source of dust
as well. o Waste handling in wet environments should be managed in a similar fashion as
dry, i.e. removal during operations should not pose a greater risk of
contamination than postponing it until production has ceased. The use of wash
downs during operations is to be avoided and the production environment should
be maintained as dry as possible during operations.
• Waste removal for the site is adequate to prevent excessive accumulation
• Waste removal services are performed by an approved service provider licensed to perform the service

21
Version Original – May 2012
Manufacturing and Processing
Procedures are in place to monitor and measure the manufacturing processes and include sufficient documentation to support traceability (bins or micro ingredient containers the ingredients were drawn from), the batching conditions (time, mixer speed, temperature, etc.), batch distribution and the sequential order that a batch was processed when sequencing is utilized as a process control and the method used to clean the system if flushing was required. There should be a method to account for the precise amount of ingredients (premix, macro ingredient, liquids, etc.) used in each batch (including rework and waste) and a net weight control program to allow for documentation of over or under weights so that inventory of incoming ingredients can be reconciled with finished goods.
28. Batch Formulation/Mixer Performance
• Mixing/blending equipment possesses the capability to produce a homogenous product that prevents, eliminates or reduces identified pet food safety hazards related to formulation and blending variation
o An approved (see example: http://www.ksre.ksu.edu/library/grsci2/mf1172.pdf) procedure to test mixing efficacy has been developed and implemented to ensure finished product specifications are met consistently
o Mixers are tested and calibrated upon installation, when batch results indicate need or after major repairs and a minimum of annually
o Test conditions, results and corrective actions are documented and reviewed by qualified personnel
o Product determined to be out of spec by test results is identified and disposition documented
� Remixing or blending should be performed based on a documented procedure to achieve a homogeneous blend
o Use of ingredients is documented to ensure traceability and accurate formulation o Procedures are implemented to compare actual and expected results and to
reconcile yield differences o Precise amounts of ingredients (premix, macro ingredients, liquids, rework used
in each batch (including rework and waste) are recorded
• Lethality/cooking/interventions o Are adequate to ensure lethality o Are validated o Post lethality applications are monitored (bastes, flavors)
• Product release and inventory control o A system of “first in, first out” (FIFO) is used and documented o QA review and affirmative product release is required
� The facility needs to provide an explanation of expectations beyond FIFO
such as: if using an offsite laboratory the facility must receive negative
test results before releasing product; conducting a comparison of actual
versus theoretical expected yield for a specific run of product.
• Packaging o Packaging in direct contact with product must be approved for use o Materials should be store in a clean, dry manner to prevent contamination o Labeled clearly and appropriate stored once primary container has been opened

22
Version Original – May 2012
29. Control of Nonconforming Products
• Procedures to control nonconforming products have been established and implemented o Product that will be remanufactured must be adequately identified and traceable.
o The use of rework is controlled.
• Disposition of salvaged products such as line flushing, start up and end of run or shift materials should be documented
• Distressed products (i.e. outdated, torn bags, water damaged, returned products) are tracked and its disposition documented so it is not offered for resale
30. Raw Materials, Finished Product and Environmental Testing
• Samples submitted for testing are legibly labeled and accompanied by a completed submission form that clearly spells out the testing requested
• Samples are prepared using aseptic techniques and sterile equipment to prevent contamination
• A hold procedure is documented and implemented when testing product contact surfaces and/or finished product
• QA personnel are responsible for product release once test results are documented
• Staff are qualified and trained for tasks assigned
• Training is documented and current o If samples must be transported or shipped to an offsite lab, adequate cold packs
or other cooling materials shall be used to maintain sample temperature during
shipping/transport if appropriate. Dry ice should not be used where it can come
into direct contact with the sample.
• In house laboratories: o Are located, segregated and designed to prevent cross contamination o Staff are qualified and trained for tasks assigned o Training is documented and current o Analyses are conducted to nationally recognized standards for the
products/materials to be tested o Alternative methods are validated as equivalent to the nationally recognized
methods o Segregation of materials, samples, cultures and testing supplies is maintained o Waste materials, including biosafety hazard materials are disposed of according to
regulatory requirements o Inventory control procedures are in place to prevent he use of out dated testing
materials o Participation in check sample programs shall be included o Testing is validated through periodic third party testing by an accredited
independent laboratory
• Outside laboratories used for testing are accredited to ISO 17025 or equivalent o Analyses are conducted to nationally recognized standards for the
products/materials to be tested o Alternative methods are validated as equivalent to the nationally recognized
methods

23
Version Original – May 2012
31. Calibrations and Measuring/Monitoring Equipment
• A procedure for calibrating measuring and testing equipment is developed and implemented
o The methods, materials and frequency schedules to be used in the routine
inspection, cleaning, maintenance, testing, calibration and/or standardization of
measuring equipment are clearly outlined and include the remedial action to be
taken in the event of failure or malfunction of equipment. The written SOPs
should designate the person responsible for the performance of each operation as
well as the documentation required.
• Procedure includes calibration frequency and personnel qualification requirements
• Personnel training is documented and current
• All equipment requiring calibration is identified on a log or register o The methods, procedures, equipment manuals’ recommendations and corrective
actions should all be included in the calibration process. The frequency shall be
sufficient to ensure measurements taken during production are reliable and
consistent.
• Specialized processing equipment and/or batch formulation processes, i.e. mixers and blenders critical to the production of safe product are included in the program
o Various raw materials, vitamins, pre-blends used can be toxic in excessive
amounts, or deficiencies can be detrimental to the animals’ health if not
homogenously distributed throughout the batch. Care must be taken to ensure a
uniform, homogeneous mixture is consistently achieved.
• Approved service subcontractors are used where external calibrations for regulatory compliance are necessary (e.g. weights and measures)
• Legally defined standards/methods are used for internal calibrations for regulatory compliance
o Standardized thermometers, weights, sieves and measures are utilized
• Calibration status clearly marked on each piece of measuring equipment, including date of last calibration, expirations and date next calibration is due
• Provision for removing or quarantine for both out of spec processing and calibration equipment
• Provision for releasing calibration equipment after repairs or maintenance is documented
• Records are maintained for calibration equipment and approved service subcontractors
32. Transport, Shipping and Delivery
• Vehicles of all types (trucks/vans/containers) used for transporting raw materials or finished products are in good repair, suitable for the purpose, free from odors or other conditions that may pose a risk of contamination or impact negatively on product
• Vehicles are clean and inspected prior to loading or during receiving of ingredients
• Transportation suppliers are approved and approval is documented o Approved transportation suppliers agree to provide information on previous loads
to prevent unintentional contamination o The type of cleaning procedure (washout, sweeping and/or, flushing) and
frequency is documented in a log and available for review � Cleaning efficacy may be verified through periodic testing.

24
Version Original – May 2012
• Outside transport vehicles and/or vehicles from unapproved suppliers are required to document products transported in the previous load(s) and cleaning procedures used to prevent cross contamination
• Loading and unloading practices minimize unnecessary exposure of product
• Where required for incoming raw material or outgoing finished products, the refrigeration unit is operational at all times and temperatures are recorded for the duration of the route
• Seals or other means of securing the product/load are used and verified
25
Version Original – May 2012
Record Examples Records and documents that can be reviewed before the audit as part of developing the audit plan, and during the PFMFCP audit for verification and review of programs include but are not limited to:
• Pet Food Safety Policy
• Organization chart
• Process Flow Diagram
• Prerequisite Programs
• Pet Food Safety Plan
• Supplier approval program
• Approved suppliers lists o Raw materials o Packaging o Contract services
• Approved labels list
• Environmental Monitoring Program
• Sanitation and other SOPs
• Finished product specifications
• Raw material specifications
• Packaging specifications
• Receiving logs
• Product formulations and processing
• Equipment calibrations
• Transport vehicle/container inspections

26
Version Original – May 2012
Definitions and Requirements
CALIBRATION AND INSPECTION OF EQUIPMENT
The plant shall establish and maintain documented procedures to control, calibrate and inspect measuring equipment. Inspection, measuring and testing of equipment shall be used to ensure that the equipment is consistent with the requirements of the equipment.
CERTIFICATE OF ANALYSIS (COA)
Specific analysis requested of suppliers in regard to ingredients, packages and finished product to ensure the items identified on the purchase order are key elements in regard to feed safety.
CERTIFICATION BODY (CB) An independent and impartial national organization that performs certification activities to carry out the certification of a scheme.
CONTROL OF NONCONFORMING PRODUCT
The plant shall establish and maintain procedures to ensure that product that does not meet expected specific requirements is prevented from shipment. The controls should include identification, documentation, evaluation and retention procedures. Nonconforming product may be:
• Reprocessed under specific conditions if it can meet all specific requirements (under direction of a qualified person).
• Rejected and destroyed/disposed of in a safe manner.
COMINGLING
The mixing together of two or more ingredients or feed products intentionally or unintentionally that produce an unsafe product.
CORRECTIVE ACTION
The procedure for corrective action shall include investigation of the cause of the nonconforming product. The investigation shall include product process, records associated with the product, employee interviews to help determine the possible cause of the issue and determination of the action required to prevent future similar issues.
CRITICAL CONTROL POINTS (CCPs) A specific point, procedure or step in pet food manufacturing at which the control can be exercised to reduce, eliminate, or prevent the possibility of a pet food safety hazard. These controls can be applied and are essential to prevent or eliminate a pet food safety hazard or reduce it to an acceptable level.
DOCUMENT CONTROL
The plant shall establish and maintain document procedures to control all documents and data that relate to the products, process and ingredients used in the process of manufacturing product. The records shall be maintained to meet all federal and state regulations. Any changes to the
27
Version Original – May 2012
record program shall be reviewed by the pet food safety team to ensure they meet all requirements.
INTERNAL GMP AUDITS
In planning for the annual audit, the plant should establish procedures for planning and implementing internal audits to verify activities and related processes to determine the effectiveness of all processes and procedures in regard to pet food safety. The results of the audit should be reviewed by the pet food safety team to determine any necessary changes to improve pet food safety and any follow-up action necessary.
NONCONFORMITY
A program, procedure or event that does not meet the requirements as outlined in the code.
PET FOOD SAFETY TEAM
The pet food safety team shall consist of management and at least one operator involved in the process of manufacturing feed. The team shall evaluate all processes that could have an effect on feed safety. The team shall meet at least annually to review the process and whenever any new processes, ingredients or equipment is changed.
PREVENTATIVE ACTIONS A change implemented to address a weakness in the operations that is not yet responsible for causing nonconforming product. This action may have been determined by the pet food safety team in response to previous corrective actions.
PROCESS CHANGE
The plant shall plan any process changes to evaluate the possible direct effect on pet food safety, and the pet food safety team shall develop any new procedures, process controls and training required to ensure all products meet pet food safety requirements.
PROCESS CONTROLS Process control is the method by which the input flow is controlled and regulated by various measurements. Process control can also describe the method of keeping processes within specified boundaries and minimizing variation within a process. Activities involved ensuring a process is dependable, consistent and operating effectively, and ensuring all products meet pet food safety requirements.
PRODUCT SAFETY
The plant shall develop a pet food safety policy, documents and maintain guidelines to ensure that all ingredients, finished product packages and finished products conform to specific requirements. All employees shall be trained in all areas of pet food safety in regard to their work duties. All procedures and policies should be review and updated annually.
STATISTICAL TECHNIQUES
The plant should evaluate statistical techniques in establishing procedures, process controls and verifying process capabilities of the equipment.

28
Version Original – May 2012
SUPPLIER
A person or company that provides a service or goods.
TRAINING
The plant shall establish and maintain records to identify training requirements and provide training to all personnel performing work that may have an effect on pet food safety. All employees shall be qualified on the assigned tasks on the basis of training and experience.
Acronyms
AFIA – American Feed Industry Association
AMI – American Meat Institute
CA – Corrective Action
CB – Certification Body
CCP – Critical Control Point
COA – Certificate of Analysis
EMP – Environmental Monitoring Program
ESI - Eurofins Scientific, Inc
FIFO – First In/First Out
FCS – Food Contact Surface
GFSI – Global Food Safety Initiative
GMA – Grocery Manufacturers Association
GMPs – Good Manufacturing Practices
HACCP – Hazard Analysis Critical Control Point
MHE – Material Handling Equipment
MRL – Maximum Residue Limit
PFMFCP - Pet Food Manufacturing Facility Certification Program
PFIFCP – Pet Food Ingredient Facility Certification Program
PFS – Pet Food Safety
PFSP – Pet Food Safety Plan
PFSM – Pet Food Safety Manual
PFST – Pet Food Safety Team
PRP – Prerequisite Programs
QA – Quality Assurance
RFR – Reportable Food Registry
RTE –Ready to Eat
SOP – Standard Operating Procedure
SSOP – Sanitation Standard Operating Procedure

29
Version Original – May 2012
Reference Documents
AFIA’s Salmonella Control Guidelines (2010); http://www.afia.org/AFIA/Files/GUIDANCE%20DOCUMENTS/SALMONELLA%20CONTROL%20GUIDELINES%202010%20FINAL.pdf; site visited April 30, 2012. AFIA Safe Feed/Safe Food (SF/SF) Certification Program; www.safefeedsafefood.org; site visited April 30, 2012. AFIA’s Guidance on Recordkeeping; http://www.afia.org/AFIA/Files/SFSF%20files/4.%20Guidelines%20for%20Recordkeeping%20and%20Product%20Tracking-%20revised%205-09.pdf; site visited April 30, 2012. FDA’s Guidance for Industry: Testing for Salmonella Species in Human Foods and Direct-Human Contact Animal Foods; http://www.fda.gov/Food/GuidanceComplianceRegulatoryInformation/GuidanceDocuments/FoodSafety/ucm295271.htm; site visited April 30, 2012. Grocery Manufacturers of America, Control of Salmonella in Low-Moisture Foods; http://www.gmaonline.org/downloads/technical-guidance-and-tools/SalmonellaControlGuidance.pdf; site visited April 30, 2012. Kansas State University, Testing Mixer Performance; http://www.ksre.ksu.edu/library/grsci2/mf1172.pdf; site visited April 30, 2012.

30
Version Original – May 2012
Section II. Obtaining and Maintaining Certification Contents
Introduction ................................................................................................................................... 32
Getting Started in PFMFCP .......................................................................................................... 32
Certification Process Flow Chart .................................................................................................. 33
To Seek Certification .................................................................................................................... 33
Requirements for Accreditation Bodies ........................................................................................ 34
Requirements for Certification Bodies ......................................................................................... 34
Appeals, Complaints, Disputes and Incident Notices ................................................................... 34
Appeals and Disputes .................................................................................................................... 34
Facility Complaints about the Certification Body ........................................................................ 34
Complaints about a Facility .......................................................................................................... 34
Facility Incident Notifications to Certification Body ................................................................... 35
Requirements for PFMFCP Auditors............................................................................................ 35
Conflicts of Interests ..................................................................................................................... 35
Confidentiality .............................................................................................................................. 36
Selecting and/or changing a Certification Body ........................................................................... 36
Scope of Certification ................................................................................................................... 36
Changes to the Scope .................................................................................................................... 37
Audit Duration and Frequency...................................................................................................... 37
Audit Report and Documents........................................................................................................ 38
Nonconformances: Minor, Major, Critical Audit Findings .......................................................... 38
Opportunities for Improvements (OFI) ......................................................................................... 39
Surveillance Audit ........................................................................................................................ 40
Renewal or Recertification Audit ................................................................................................. 40
Certificates and the Certification Decision ................................................................................... 41
Achieving Certification ................................................................................................................. 41
Maintaining Certification .............................................................................................................. 41
Suspending Certification ............................................................................................................... 42
Revoking Certification .................................................................................................................. 42

31
Version Original – May 2012
Voluntary Withdrawal of Certification ......................................................................................... 43
Transferring Certification to Another Certification Body ............................................................ 43
Changes in Certified Facility Ownership ...................................................................................... 44

32
Version Original – May 2012
Introduction
In order for the certification program to be successful, full cooperation from firms and facilities must be accorded. By signing and submitting the PFMFCP Application and Agreement, the facility agrees to maintain and implement the procedures, programs and policies identified in The Pet Food Manufacturing Facility Certification Program - Underlying Requirements for
Facilities Desiring Certification, Obtaining and Maintaining Certification, Requirements for Use
of the Trade Mark and the application for same. The facility agrees this program does not directly or indirectly guarantee that any particular lot of pet food or pet food ingredient complies with applicable federal and state requirements, or that the facility complies with applicable federal and state requirements. The facility agrees this program provides reasonable assurances that an inspected facility will follow its stated procedures, but recognizes that this program is not a substitute for daily due diligence in the operation of a manufacturing facility in accordance with its own procedures and applicable state and federal statutes and regulations. The facility will allow access to their facilities at any time to any representatives of AFIA’s certifying organizations and access to any and all documents regarding the procedures, programs and agreements identified or contained in the application. The facility agrees to random and unannounced audits as well as prescheduled audits. The facility agrees that the third party certifying agent, or certification body (CB), will make the final decision on the facilities compliance to all components of the PFMFCP certification. If the facility does not agree with this determination, the facility may file an appeal with the certifying agent.
The company agrees that any copacker manufacturing products for them which are included in the PFMFCP will also be certified in the PFMFCP or an equivalent pet food certification program or other applicable GFSI-recognized program. The facility agrees to allow the use of their facility and firm name and location (city and state) on a website as an indicator of the status of a facility. Other information may be provided on the website subject to the facility’s and AFIA’s agreement.
Getting Started in PFMFCP
Pet food manufacturers interested in participating in PFMFCP should first submit a completed application to AFIA along with the registration fee required by the program. Once AFIA has reviewed and accepted the application, the facility will be assigned a registration number and notified via email. AFIA has currently licensed Eurofins Scientific, Inc. (ESI) as a Certification Body to perform PFMFCP audits. One or more additional Certification Bodies may be licensed in the future. The facility will contact one of AFIA’s licensed Certification Bodies to initiate the certification audit process and notify the CB of the registration number provided by AFIA. Once the audit is completed and the certificate issued, the CB will inform AFIA to post the certification on the website.
33
Version Original – May 2012
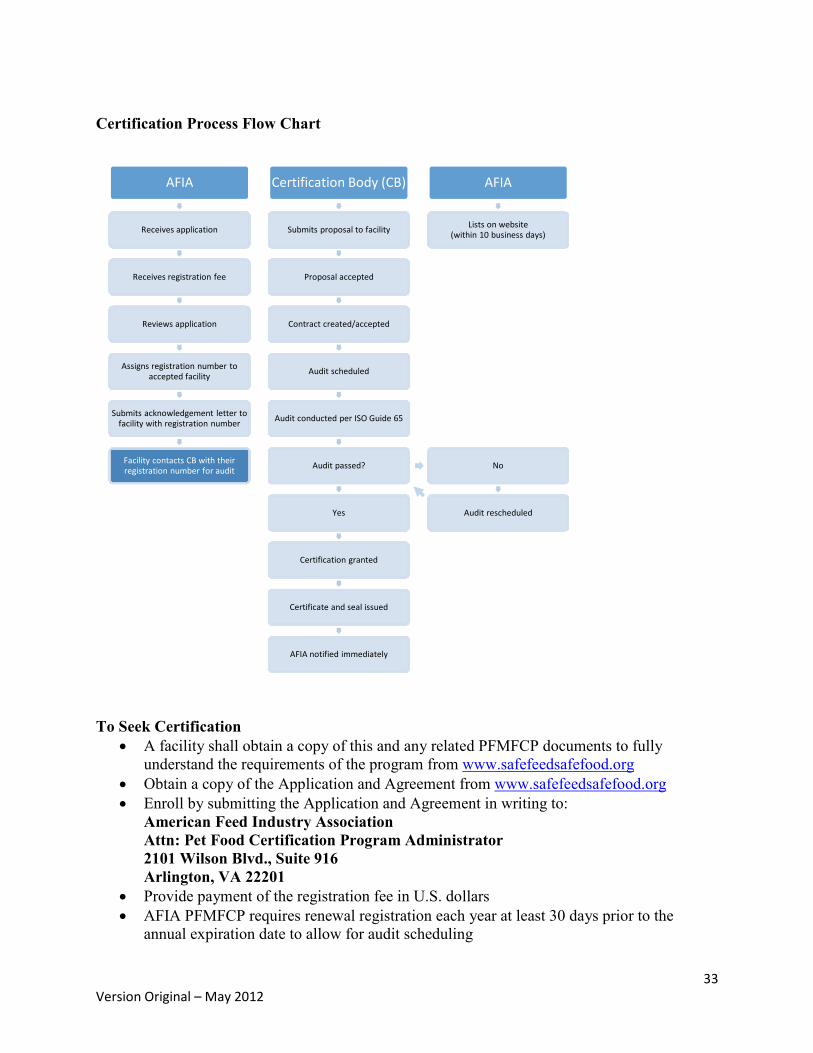
Certification Process Flow Chart
To Seek Certification
• A facility shall obtain a copy of this and any related PFMFCP documents to fully understand the requirements of the program from www.safefeedsafefood.org
• Obtain a copy of the Application and Agreement from www.safefeedsafefood.org
• Enroll by submitting the Application and Agreement in writing to: American Feed Industry Association
Attn: Pet Food Certification Program Administrator
2101 Wilson Blvd., Suite 916
Arlington, VA 22201
• Provide payment of the registration fee in U.S. dollars
• AFIA PFMFCP requires renewal registration each year at least 30 days prior to the annual expiration date to allow for audit scheduling
AFIA
Receives application
Receives registration fee
Reviews application
Assigns registration number to
accepted facility
Submits acknowledgement letter to
facility with registration number
Facility contacts CB with their
registration number for audit
Certification Body (CB)
Submits proposal to facility
Proposal accepted
Contract created/accepted
Audit scheduled
Audit conducted per ISO Guide 65
Audit passed?
Yes
Certification granted
Certificate and seal issued
AFIA notified immediately
AFIA
Lists on website
(within 10 business days)
No
Audit rescheduled

34
Version Original – May 2012
• Renewal fees are due on or before the expiration date listed on the certificate
Requirements for Accreditation Bodies
• Assessment bodies shall be recognized nationally in their country of operation
• Shall be signatory to the International Accreditation Forum Multilateral Agreement
Requirements for Certification Bodies
• Are fully defined in Section III. Certification Body Rules in this document.
• Accredited by an accreditation body to ISO/IEC Guide 65
• Licensed with AFIA for PFMFCP
Appeals, Complaints, Disputes and Incident Notices
Appeals and Disputes
Where the facility disagrees with a decision or determination made by the CB, they have the ability to dispute those findings through an appeals process governed or in accordance with ISO/IEC Guide 65: 1996.
• The facility should notify the CB in writing within 14 days of its intent to file an appeal against a decision rendered by the CB.
• The filing of an appeal will not stop or delay a decision to suspend or revoke a certification. The suspension or revocation will proceed while the appeals are resolved.
Facility Complaints about the Certification Body
• Should a facility have cause to register a complaint about a CB’s actions, or appeal or dispute a decision made by a CB, including the activities and decisions of its auditors, the CB is required to investigate and resolve these matters without delay and keep a record of all complaints, appeals and disputes and their resolution. The CB shall notify AFIA of each such complaint.
• Facilities are encouraged to request and obtain a written copy of the CB’s procedures for handling complaints during the application phase.
Complaints about a Facility
Should a CB receive a complaint about a facility from other parties, the CB is required to investigate and resolve the matter without delay and keep a record of all complaints, appeals and disputes and their resolution. Resolution may require an additional site visit at the facilities expense depending on severity of the complaint and CB rules. The CB shall notify AFIA of each such complaint.

35
Version Original – May 2012
• After investigation of a complaint, if the CB determines that there has been a substantiated breach of the facility’s scope of certification or breakdown of a facility’s PFMFCP system or any other condition not in accordance with the PFMFCP Code and/or other supporting documents the CB shall immediately suspend the facility’s certification and notify AFIA and the facility in writing of the change in status.
Facility Incident Notifications to Certification Body
The facility is required to notify the CB in writing within two business days if any of the following occur. Such notice may result in the permanent or temporary loss of use of the PFMFCP mark and could subject the firm to audits at the firm’s other certified facilities.
• An RFR event occurs
• Inspections by a regulatory agency where alleged deficiencies set forth in a written report (e.g. Form FDA-483) occur
• Any intentional or unintentional commingling which would present a pet food safety risk
• Intentional or unintentional commingling of materials that could negatively impact pet food safety
Requirements for PFMFCP Auditors
• Outlined in full in Section III. Certification Body Rules of this document
• No conflicts of interest
• Can only perform three consecutive audits before a new auditor must be used
• Can be requested in multi-site situations on a case by case basis
• Other situations where a facility may request a specific auditor may be allowed with justification
Conflicts of Interests
Conflict of interest provisions ensure the impartiality of the auditor is maintained and maintain the integrity of the CB and the third party audit. The PFMFCP auditor must disclose to the CB any existing, former or proposed link between themselves or their organization and the facility (client). Requirements for auditors and CB’s ensure that there is no conflict of interest in regard to the way in which PFMFCP auditors undertake audits. Accordingly, PFMFCP auditors working through a CB shall not audit a system where they have participated in a consulting role involving the facility in question, or an entity related to the facility, within the last two years. Also, the auditor shall not have any direct family members (parents, siblings, spouse or children) that work in the facility that is to be audited. The auditor shall document his lack of a conflict of interest for each audit.
Consulting is considered to be participating in an active and creative manner in the development of the system to be audited and would include activities such as:
• Producing or preparing Pet Food Safety Plans, manuals, handbooks or procedures;
• Participating in the decision making process regarding PFMFCP systems;
• Giving advice as a consultant or other capacity toward the design, development, validation, verification, implementation, maintenance or nonconformity corrections of PFMFCP systems (see “Opportunities for Improvements” below for exclusions); and
36
Version Original – May 2012
• Delivering or participating in the delivery of an “in house” training service at which advice and instruction on the development and implementation of a Pet Food Safety Plan and PFMFCP systems for eventual certification is provided.
A facility can refuse to use the service of a PFMFCP auditor where they consider the auditor may have a conflict of interest, or for other valid reasons. In such circumstances the facility shall outline the reasons in writing to the CB along with any documentation they have supporting their position. “Auditor shopping,” where a facility attempts to justify switching auditors in an effort to select an auditor perceived to be less stringent, or to avoid an auditor perceived to be “tough,” is prohibited. The CB has the final say in auditor selections and shall respond in writing to the facility with the final decision.
Confidentiality
Each CB shall ensure that any records, contracts, license agreements or performance data in their procession regarding a facility’s or CB’s performance shall remain confidential and not for public release or access. The CB shall have provisions in place to ensure that all records, data and information received during the execution of a PFMFCP audit remains confidential and the property of the facility. Only with the authorization of the facility or where otherwise directed by legal requirement can the CB release audit data to any entity other than AFIA.
Selecting and/or changing a Certification Body
• After applying with AFIA, the facility shall select an AFIA CB to perform the PFMFCP audit. A list of approved CB is available by contacting AFIA or can be found at www.safefeedsafefood.org.
• A facility can seek to change its CB before any audit actions begin, or after there has been a completed certification audit, including closure of all outstanding nonconformities. A facility cannot change CBs once the audit has begun until the audit is completed and all nonconformities are closed.
• A certified facility must have a CB nominated at all times.
• Facilities should be aware that changing CBs mid certification cycle will not alter their anniversary date, but could result in the issuance of a new certificate number.
• A CB change for a certified facility can occur provided the certification is current, is not suspended or under threat of withdrawal, suspension or revocation.
o PFMFCP approved CBs should make their procedures available outlining the
conditions under which a change of CB can proceed. The requirements may
include the need for a full reaudit before they will issue a certificate in their
name.
Scope of Certification
• The “Scope of Manufactured Products for the PFMFCP Certification” in the Application and Agreement forms an integral part of the certification process. It describes the products processed and handled at the facility applying for certification. The Application and Agreement states the location of the facility and nature and extent of the facility’s PFMFCP Certification.

37
Version Original – May 2012
o The facility is the actual street address of the premises, including any off site
buildings involved in the production or primary storage of the products included
in the scope of certification
o Products not listed under the scope of certification should not be promoted as
being covered by the certification. Only products listed in the scope may be
identified as produced in a certified facility.
o Instances where improper use of the PFMFCP mark or promotional materials are
identified and substantiated (either by regular audit or by other means) may
result in immediate suspension of PFMFCP Certification by the CB and delisting
on the AFIA website.
o Suspension of PFMFCP Certification may occur until the situation is verified and
remedied. The CB shall require proof of remedy before recertification can be
reinstated.
Changes to the Scope
• A new Application and Agreement must be submitted to AFIA for processing. After review by AFIA, the facility must notify the CB in writing for changes, whether additions/expansions or reductions are being sought. Where changes include expansions/additions of products an additional audit may be required if the product/process is substantially different from those previously certified, or if additional facilities/equipment is used
o The CB should have published requirements for scope expansions available for
facilities to review.
Audit Duration and Frequency
• PFMFCP Certification is valid for a term of one year from the date of the initial certificate o A renewal audit must occur within thirty days (either side) of the expiration date, i.e.
within 30 days before or 30 days after o A facility failing to schedule their renewal audit within the allotted time frame will be
placed on suspended status and the CB will notify AFIA
• Audit duration is established as a minimum of one and a half days for pet food manufacturers. An audit for an ingredient facility will be a minimum of one day. All report writing and follow up is not included in this time. The CB will work with each facility to determine the audit duration.
• Audit duration is defined based on a variety of factors including but not limited to system complexity, risk factors of the products, facility size and number of production lines or PFSP CCPs
• Auditor time on site should be allocated as approximately: o 5 percent opening meeting, o 30 percent document review, o 60 percent plant and production review and o 5 percent closing meeting.
• Multi-site facilities are defined as locations operating under a corporate program or single set of program documents.

38
Version Original – May 2012
Audit Report and Documents
• Audit checklist and report template is provided by AFIA
• The auditor will provide comments at a minimum for each section where indicated and for each nonconformity identified, additional comments that provide further clarity on a specific question are encouraged o Section comments will describe in summary the auditor’s findings for the section o Nonconformity comments will clearly describe the situation resulting in the finding,
without including any details on solutions or possible corrections o Includes a summary of nonconformities o The summary or a list of nonconformities will be provided to the facility at the close
of the site visit.
Nonconformances: Minor, Major, Critical Audit Findings
All nonconformities and deficiencies must be corrected prior to completion of the audit, before the certification review and decision process can begin. The impact of the number and severity of nonconformances on the certification status is further described in Table 1.
Minor nonconformity
A minor nonconformity exists where a requirement of the program has been addressed, but there is insufficient evidence to demonstrate that it has been properly or consistently controlled or implemented. Examples could include:
• Adequate cleaning is taking place but complete records of documentation are not
available.
• The Pet Food Safety and Microbial Controls sections of the plan appear effective but a
documented review has not taken place in the last year.
Major nonconformity
A major nonconformity is a complete failure to implement a requirement of the program. Examples could include:
• A failure to implement the principles in the Pet Food Safety section of the program.
• A failure to develop and implement a recall procedure.
Critical nonconformity
• A critical nonconformity exists where the auditor observes a food safety failure that could reasonably lead to a Class 1 recall.
• An imminent feed/food safety hazard exists such as conditions that could lead to the contamination of product if not corrected.
• Occurs where a breakdown of control(s) at a critical control point in a prerequisite program or other process step that is judged likely to create a significant product safety risk. Product safety is compromised and judged likely to result in a Class 1 recall which requires that the facility:
o Immediately interrupt production and rectify the deficiency o Hold products suspected of involvement in quarantine
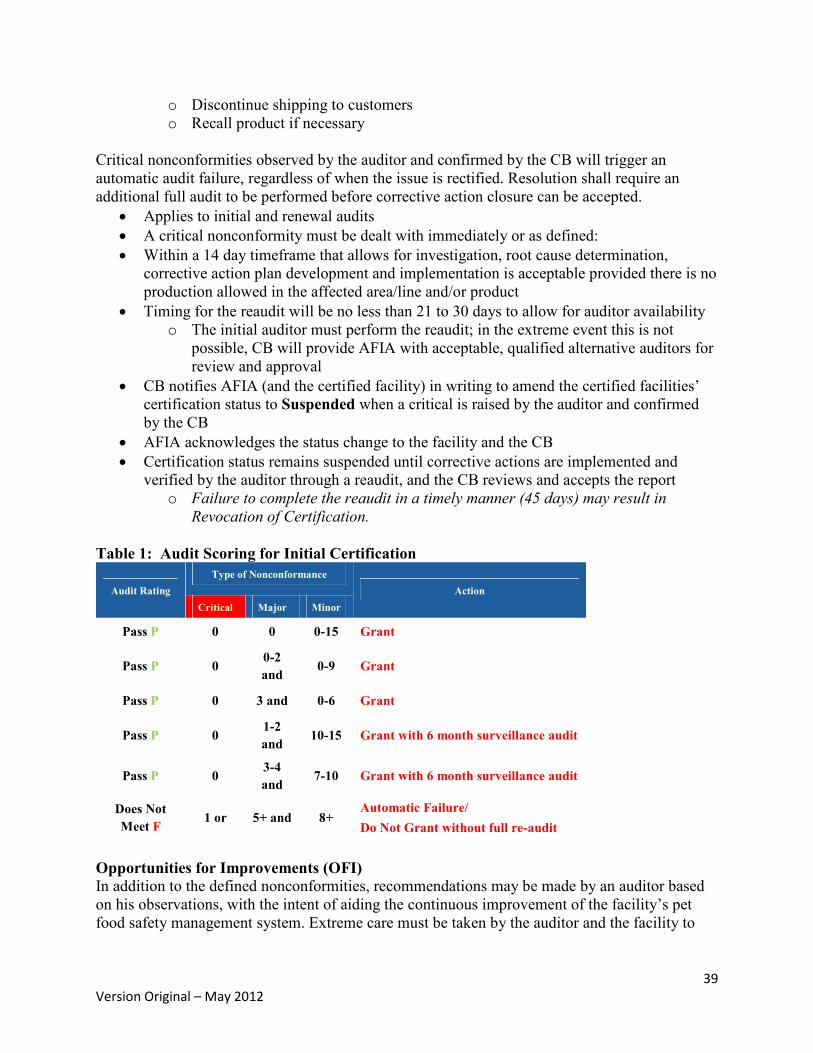
39
Version Original – May 2012
o Discontinue shipping to customers o Recall product if necessary
Critical nonconformities observed by the auditor and confirmed by the CB will trigger an automatic audit failure, regardless of when the issue is rectified. Resolution shall require an additional full audit to be performed before corrective action closure can be accepted.
• Applies to initial and renewal audits
• A critical nonconformity must be dealt with immediately or as defined:
• Within a 14 day timeframe that allows for investigation, root cause determination, corrective action plan development and implementation is acceptable provided there is no production allowed in the affected area/line and/or product
• Timing for the reaudit will be no less than 21 to 30 days to allow for auditor availability o The initial auditor must perform the reaudit; in the extreme event this is not
possible, CB will provide AFIA with acceptable, qualified alternative auditors for review and approval
• CB notifies AFIA (and the certified facility) in writing to amend the certified facilities’ certification status to Suspended when a critical is raised by the auditor and confirmed by the CB
• AFIA acknowledges the status change to the facility and the CB
• Certification status remains suspended until corrective actions are implemented and verified by the auditor through a reaudit, and the CB reviews and accepts the report
o Failure to complete the reaudit in a timely manner (45 days) may result in
Revocation of Certification.
Table 1: Audit Scoring for Initial Certification
Audit Rating
Type of Nonconformance
Action
Critical Major Minor
Pass P 0 0 0-15 Grant
Pass P 0 0-2
and 0-9 Grant
Pass P 0 3 and 0-6 Grant
Pass P 0 1-2
and 10-15 Grant with 6 month surveillance audit
Pass P 0 3-4
and 7-10 Grant with 6 month surveillance audit
Does Not
Meet F 1 or 5+ and 8+
Automatic Failure/
Do Not Grant without full re-audit
Opportunities for Improvements (OFI)
In addition to the defined nonconformities, recommendations may be made by an auditor based on his observations, with the intent of aiding the continuous improvement of the facility’s pet food safety management system. Extreme care must be taken by the auditor and the facility to

40
Version Original – May 2012
avoid potential conflict of interest situations that could arise should the auditor go beyond notification of areas for improvements and actually offers consultative advice.
• Auditors should not offer, nor be asked to offer, solutions to deficiencies recorded during an audit.
• Auditors must also avoid issuing excessive OFIs in place of noting minor deficiencies.
All nonconformities must be closed to the auditor’s satisfaction before the decision on certification can be initiated by the CB. If a certificate is issued or renewed where an audit had open nonconformities, disciplinary actions may be taken against the CB and the facility. Facilities are encouraged to address opportunities for improvements, but it is not required to close the audit.
Surveillance Audit
A surveillance audit could be conducted when the results of a certification or recertification audit do not support an annual audit frequency but the facility has achieved a passing rating. The purpose of the surveillance audit is to:
• Verify outstanding corrections and corrective actions have been appropriately addressed and to close out any outstanding nonconformities.
• Verify that the PFSP and PFMFCP system continues to be implemented as documented.
• Consider and take appropriate action where changes to the facility’s operations are made and the impact of those changes on the facility’s PFMFCP system.
• Confirm continued compliance with all requirements of the PFMFCP Code.
• Verify all critical steps remain under control.
• Contribute to continued improvement of the facility’s PFMFCP system and business operation.
Renewal or Recertification Audit
A renewal or recertification PFMFCP audit is undertaken to verify the continued effectiveness of the facility’s PFMFCP system in its entirety. The recertification audit shall provide for a full and complete review of past performance of the system since the previous audit and is conducted annually on the certificate anniversary date (+/-30 days) of the issue of the initial certification. The purpose of the recertification audit is to:
• Verify corrections and corrective actions from previous audit(s) and regulatory inspections continue to be appropriately implemented and effective as intended.
• Verify that the PFMFCP system continues to be implemented as documented and updated and reviewed as required.
• Verify all critical steps remain under control and the effectiveness of the interaction between all elements of the system continues to meet the stated controls goals.
• Verify the overall effectiveness of the PFMFCP system in its entirety if changes in programs and/or operations have been initiated since the last audit.
• Verify the facility continues to demonstrate a commitment to maintaining the effectiveness of the PFMFCP system and to meeting regulatory and customer requirements.
41
Version Original – May 2012
Certificates and the Certification Decision
• The CB has five business days after the auditor submits the report to render the certification decision.
• Certificate templates approved by AFIA for the respective type of facility are located in Appendix 1 or 2.
• The certificate is issued by the CB on or before 10 business days after the certification decision.
• The certification decision is not undertaken by the auditor or by anyone who has a conflict of interest with the facility.
• The final certification decision cannot be delegated by someone who has been assigned.
Achieving Certification
• PFMFCP Certification shall be awarded to facilities who achieve a “Pass” or “P” audit rating with no outstanding nonconformities.
• Once certification is granted the CB issues a unique certification number which is specific to that certified facility and remains assigned to that site for the duration of the facility’s certification.
• Within 14 days of granting certification, the Certification Body shall provide to the facility:
o A certificate in the form set out in Appendix 1 or 2; o An electronic copy of the appropriate PFMFCP mark; o A statement detailing the duration of the certification and the grounds upon which
certification may be suspended, revoked or withdrawn; o The audit report including the audit final scoring, nonconformities and corrective
action plans as verified by the auditor; o The requirements for undertaking surveillance audits and recertification audits
and their frequency; and o The requirements for notification to AFIA and the CB in the event of an RFR
event or other incidents as may be required in the program.
Maintaining Certification
To attain PFMFCP Certification, a facility is required to maintain a “Pass” or “P” audit rating or greater, ensure the number and type of nonconformities detected at subsequent audits does not exceed the threshold level (see Table 2) and ensure all nonconformities found are corrected within the time frame specified. The facility agrees to:
• Have a CB appointed at all times;
• Demonstrate continued effective compliance to all program requirements;
• Schedule the renewal, surveillance or recertification audit within the time frames specified;
• Notify the CB within two business days: o In the event a RFR incident occurs; o Of any regulatory inspectional deficiencies if a state or federal agency notifies the
facility either in writing or verbally; o Of any intentional or unintentional commingling which would present a pet food
safety risk and

42
Version Original – May 2012
� Such notices may result in the permanent or temporary loss of use of the
PFMFCP mark and subject the firm to additional audits at a firm’s other
facilities as may be included in PFMFCP.
• Agrees to allow the use of their facility and firm name and location (city and state) on a website as an indicator of the certification status of a facility.
Table 2: Nonconformities Response Matrix for Recertification/Renewal audits
Type of Nonconformance
Action
Critical Major Minor
1 0 0 Suspend Certification
0 ≥4 0 Suspend Certification
0 0 ≥15 Suspend Certification
0 ≥3 ≥5 Suspend Certification
0 ≥2 ≥8 Suspend Certification
0 ≥1 ≥10 Suspend Certification
Suspending Certification
• A certified facility shall have its certificate suspended: o Where a critical nonconformity is detected during an audit or where a facility fails
to take the corrective action within the time frame specified or o Where a facility is involved in a Class 1 recall.
• When the facility’s certification is suspended, the CB shall immediately notify AFIA in writing to amend the facility' s details on the AFIA website to a “suspended” status and indicating the date and reason for the suspension
o Inform the facility of the date and reasons for the action taken and o Request the facility to provide to the CB, within 48 hours of receiving notice of
the suspension, a detailed Corrective Action Plan outlining the corrective action to be taken.
• Where the facility’s certification is suspended, the CB shall upon receipt of the detailed Corrective Action Plan:
o Arrange an investigative on site audit within 30 days, but no later than 90 days after the corrective action plan is submitted.
o Verify that corrective actions implemented are effective as intended. o Include adequate actions proving proper promotion of certification status has been
addressed during the suspension period.
Revoking Certification
• The CB shall revoke the certification where the facility: o Having been placed under suspension fails to take corrective action within the
time frame specified; o Has falsified its records;

43
Version Original – May 2012
o Fails to have the required renewal audit conducted within 30 days of the due date;
o Fails to comply with the certification rules; o Uses the PFMFCP certification mark while under suspension; or o Uses the PFMFCP mark inappropriately and not in accordance with the
PFMFCP Requirements for Use of the Trade Mark without a valid reason.
• CB will instruct the facility to return the certificate and the electronic copy of the certification mark to AFIA or the CB.
• In addition the CB shall inform the facility that all stationary and other means that may indicate the facility holds PFMFCP certification or which contain a certification mark must be destroyed with proof of destruction provided.
• The CB is responsible for initiating the suspension and revocation of the PFMFCP certificate.
Voluntary Withdrawal of Certification
A certified facility may request their certification be withdrawn for a variety of reasons, including but not limited to closing or moving a location, cessation of production of the products under the scope or change of ownership. These circumstances should not reflect negatively on the facility or other facilities certified in a multi-site organization. The request should be submitted to the CB and AFIA in writing. The CB should follow up with notification to AFIA when the certificate withdrawal has been completed. Upon notification, AFIA will remove the facility from the listing of certified facilities.
• Withdrawal of certification shall be used where a facility has an administrator, receiver, receiver and manager, official manager or provisional liquidator appointed over its assets or where an order is made or a resolution passed for the shutdown of the facility (except for the purposes of amalgamation or reconstruction) or the facility ceases to carry on business or becomes bankrupt, applies to take the benefit of any law for the relief of bankrupt or insolvent debtors or makes any arrangement or composition with its creditors.
• Where the facility’s certification is withdrawn the CB shall immediately notify AFIA in writing, which will update the facility’s website listing to a “withdrawn” status indicating the date and reason for the withdrawal.
• Inform the facility that PFMFCP certification has been withdrawn, the date and reason for such action.
• Instruct the facility to return the certificate and the electronic copy of the PFMFCP mark to the CB.
• In addition the CB shall inform the facility that all stationary and other means that may indicate the facility holds PFMFCP Certification or which contain a mark shall be destroyed, with acceptable proof of destruction provided.
The CB is responsible for initiating the withdrawal, suspension and revocation of the PFMFCP certificate and notifying AFIA and the facility of the certification status change.
Transferring Certification to Another Certification Body
A certified facility may seek a new CB by contacting AFIA to review the approved list of CB’s and choose from the list of approved CB’s. The facility must notify the CB currently holding

44
Version Original – May 2012
their certification at least 90 days prior to expiration of the certificate of their intention to change CB.
Changes in Certified Facility Ownership
AFIA and the CB shall be notified in writing of any changes in ownership within five business days. PFMFCP certification is not an asset and is not transferrable. Continued certification under PFMFCP will require a new application and the successful completion of the full certification audit process. AFIA may, at its discretion, allow the temporary, continued use of the mark for products produced under the previous ownership.

45
Version Original – May 2012
Section III. Certification Body Rules Contents
Section III. Certification Body Rules ....................................................................................... 45
Appeals, Complaints and Disputes ............................................................................................ 45
Information on the Audit Procedure .......................................................................................... 46
The Certification Audit .............................................................................................................. 46
Evaluation Report ...................................................................................................................... 47
Issuing a Certification ................................................................................................................ 47
Requirements for Certification Body Personnel ........................................................................ 47
Technical Experts....................................................................................................................... 48
Conflict of Interest ..................................................................................................................... 48
Confidentiality ........................................................................................................................... 48
Certification Bodies desiring to participate in the PFMFCP program are required to operate the program under ISO/IEC Guide 65. Such operations must be evaluated by an International Accreditation Forum member Accreditation Body. The CB must have a QA system in place for the PFMFCP that follows ISO/IEC Guide 65. The CB must carry Professional Liability Insurance in the amount of $3 million. This document describes the requirements for the application of licensed Certification Bodies. This section provides the basis for the consistent application of the PFMFCP by Certification Bodies.
Appeals, Complaints and Disputes
• The CB shall document its procedure for handling and resolving appeals, complaints and disputes about its activities and decisions made by a certified facility or a facility seeking certification (including the activities and decisions of its PFMFCP auditors and contract auditors).
o Appeals regarding decisions on the suspension and/or withdrawal of the PFMFCP certification by a CB shall not delay the decision to suspend or withdraw the certification.
o Complaints received by a CB from a certified facility shall be investigated and resolved without delay.
• The CB shall document its procedure for handling and resolving appeals, complaints and disputes made by other parties about a certified facility.
o Complaints received by a CB from other parties about a certified facility shall be investigated and resolved without delay.
• Where upon investigation of a complaint it is determined that there has been a substantiated breakdown of a certified facility’s PFMFCP system or any other condition

46
Version Original – May 2012
not in accordance with the PFMFCP Code and/or other supporting documents the CB shall implement action.
• Complaints, appeals and disputes shall be handled promptly and without undue delay. The majority of such matters should be resolved within one month of receipt. Records of complaints and investigations must be available to AFIA upon request.
Information on the Audit Procedure
The CB shall provide to the facility:
• How the audit duration calculation was made
• The time on site distribution is calculated as follows: o 5 percent opening meeting, 30 percent document review, 60 percent plant and
production review and 5 percent closing meeting.
• Details of the certification procedure including how an audit is conducted and the audit frequency
• A description of the type of objective evidence that will be collected during the audit and the action taken as a result of any critical, major or minor nonconformity found. The CB shall also provide details of the type of auditor to be used, including an estimate of all fees and charges that apply, and outline the rights of the facility to object to an auditor if the situation arises.
• A list of the documents that will be required to be reviewed for the audit The CB shall inform the facility that details of the facility’s certification will be made available on the AFIA website for public display as follows:
• Company name, facility location (city and state) and pet food product(s) covered by the certification.
The Certification Audit
• The certification audit of the PFMFCP system is undertaken to verify the effectiveness of the facility’s PFMFCP system in its entirety. It shall establish and ensure that the facility has demonstrated a commitment to maintaining the effectiveness of the PFMFCP system and to meeting regulatory and customer requirements on an ongoing basis.
• CBs shall allow auditors sufficient time to undertake all activities relating to certification audit or a recertification audit and shall also monitor all PFMFCP auditor (including contract auditors) activities to ensure that the time allocated to the audit is adequate without being excessive.
o The time allocated shall be based on factors such as the facility size, complexity of operations, product type (high or low risk), the number of employees and shifts and the number of processes.
o The CB shall be prepared to justify the amount of time spent on any certification audit, surveillance audit or recertification audit.
• The CB shall ensure that all PFMFCP auditors are aware of current program requirements, including recently implemented changes.
o Lack of awareness is not an acceptable reason for incorrectly auditing against new or recently changed program requirements.

47
Version Original – May 2012
Evaluation Report
• Where an audit involves more than one type of product or process, the report shall clearly identify all the elements important to each type audited.
• The audit report shall be completed by the auditor, include all the requirements and the calculated rating. No one else may complete the auditor’s report.
• The CB shall ensure that the audit report is available to the facility within five business days from the last day of the audit.
• The CB shall include within its quality management system a program for reviewing all PFMFCP audit reports prior to release of results to the facilities.
o The program will include a technical and a grammatical review and will include review criteria, knowledge and skills required for those performing the reviews, a schedule for the reviews and how the reviews are documented.
• The CB will ensure that the PFMFCP auditors provide a comment for each nonconformity issue raised in the audit report.
o The comments shall be concise using objective evidence to justify the finding of the auditor.
o The comments shall fully describe the nonconformance without providing possible solutions or corrections advice.
o Where noted in Section I. Underlying Requirements for Facilities Desiring Certification, a section comment describing the observations of the standard element should be utilized to expand on the information in the report.
Issuing a Certification
• The certification issued by the CB shall be in the format described in Appendix 1 or 2, and issued only after certification and/or recertification is granted.
• The CB shall use the registration number provided by AFIA to the facility when assigning a certificate number.
• All certificates issued by the CB shall be within its scope of accreditation and may bear the accreditation body mark.
Requirements for Certification Body Personnel
The CB shall have personnel as a part of its own organization that have sufficient competence for managing the certification process for the PFMFCP. No auditor shall be assigned an audit until proper training has been completed and the auditor has demonstrated the qualified level of competence. The auditor must be able to comply with the following requirements to audit facilities under the PFMFCP.
• Knowledge & Industry Experience o The auditor must have a total of four years of work experience in feed or pet food
or pet treats manufacturing in a commercial environment. o This should include the application of HACCP principles, (hazard assessment,
hazard analysis, food/feed safety management principles and pre-requisite programs), food or feed safety quality assurance and feed milling experience.
• Education & Training

48
Version Original – May 2012
o The auditor must have a bachelor’s degree or equivalent from a four year university in food/feed science, including course work in microbiology, chemistry, animal nutrition, and animal production or other related course work or equivalent industry experience.
o Must be HACCP certified and have feed safety management systems or equivalent training.
o The auditor should have successfully completed a PFMFCP four hour training course and complete one shadow audit with a lead auditor.
• Audit Experience o An auditor must have completed minimum of four audits in a food or feed
HACCP program or be qualified in a pet food category for any of the GFSI recognized schemes (see: http://www.mygfsi.com/about-gfsi/gfsi-recognised-schemes.html).
o Audit experience must be documented in a log and verifiable with the audited sites.
o To qualify as a lead auditor one must meet all the qualifications for an auditor and have completed three audits in the PFMFCP program or is a lead auditor in another GFSI accredited program.
The CB shall conduct a minimum of two witness audits against the PFMFCP program, qualification in one of the GFSI schemes may be substituted for one witness audit. The CB shall have a mechanism for adding and training new auditors for conducting PFMFCP audits.
Technical Experts
The Certification Body may provide and utilize a technical expert to assist the auditor in the performance of the audit when needed. The technical expert must sign a confidentiality agreement with the CB, meet the same requirements of the auditor and have an expertise that qualified the technical expert for the process.
Conflict of Interest
The CB, personnel and auditors may not, within a period of two years prior to the audit, have undertaken any consulting programs and/or training activities with the company to be audited. Also, the auditor shall not have any direct family members (parents, siblings, spouse or children) that work in the facility that is to be audited.
Confidentiality
• Each CB shall ensure that any records, contracts, license agreements or performance data collected or generated of a facility’s or CB’s performance shall remain confidential and not for public release or access.
• The CB shall have provisions in place to ensure that all records, data and information received during the execution of a PFMFCP audit remains confidential and the property of the facility.
• Only with the authorization of the facility, or where otherwise direct by legal requirement can the CB release audit data to any entity other than AFIA.

49
Version Original – May 2012
Section IV. Requirements for Use of the Trade Mark This program encompasses the two marks depicted on the cover of this document for the Pet Food Manufacturer Facility Certification Program (PFMFCP), which are referred to in this Document as “PFMFCP mark,” or the “mark.” The appropriate mark, either for pet food and treats as outlined in the scope of this program under Section I or pet food ingredients, may voluntarily be used by a certified facility subject to the rules for use and the conditions set out in this section.
Conditions for Use
1. The certified facility shall hold a valid certification under the PFMFCP.
2. Any use of the mark must be in accordance with the rules for use as outlined in this section.
Rules for Use of the Trade Mark
1. The certified facility may, at its option, use the PFMFCP mark in product-specific brochures, flyers, advertisements, press releases or product websites with the following requirements:
A. Only products as listed in the Application and Agreement that are under the scope of
the certification are eligible.
B. All facilities producing such products hold valid certification in the PFMFCP, including co-packing facilities.
C. The PFMFCP mark shall be at least one-half inch, but not more than two inches, in linear height if the material occupies an 8 ½ x 11 inch page, or a proportional size relative to the size of the material if it is of a different size.
D. The following statement shall appear in reasonably close proximity to the PFMFCP mark:
“For more details on the facility certification program visit www.petfoodfacility.org.”
2. At no time is the mark to be applied to pet food or pet food ingredient product packaging or
labels.
3. Where a company operates more than one pet food manufacturing or ingredient manufacturing establishment and not all such establishments (including co-packing facilities) hold valid certifications under the PFMFCP, the company may, at its option, use the PFMFCP mark on non-product-specific materials only in compliance with the following requirements:
A. The PFMFCP mark may be used on plant signage only for those establishments that
hold valid certifications under the PFMFCP.

50
Version Original – May 2012
B. The PFMFCP mark may not be used on non-product-specific advertising or other promotional materials, letterheads, and in similar ways.
4. Where a company operates more than one pet food manufacturing or ingredient
manufacturing establishment and all such establishments (including co-packing facilities) hold valid certifications under the PFMFCP, the company may, at its option, use the PFMFCP mark on non-product-specific materials only in compliance with the following requirements:
A. The PFMFCP mark may be used on plant signage for those establishments that hold
valid certifications under the PFMFCP.
B. The PFMFCP mark may be used on non-product-specific advertising or other promotional materials, letterheads, and in similar ways.
C. The PFMFCP mark shall be at least one-half inch, but not more than two inches, in linear height if the material occupies an 8 ½ x 11 inch page, or a proportional size relative to the size of the material if it is of a different size.
D. The following statement shall appear in reasonably close proximity to the PFMFCP mark: “For more details on the facility certification program visit www.petfoodfacility.org.”
5. The PFMFCP mark may be printed in either black and white or with PMS 286 or equivalent
color and white. AFIA must approve any deviation in color before use in writing.
6. The certified facility agrees not to state or suggest, directly or indirectly, in connection with any use of the PFMFCP mark, that any particular lot of product has been inspected and certified for compliance with FDA, state or other requirements.
7. Except as provided in this document, the PFMFCP mark may only be used with the express
written permission of AFIA. Its use is voluntary by the certified facility.
8. This agreement shall continue in effect as long as the certified facility maintains certification or until terminated in accordance with the following provisions:
A. This shall be deemed terminated with respect to any facility if the certified facility
chooses not to have that facility participate annually under the PFMFCP, or if that facility fails an inspection and the appeals procedure established by the certification body has been exhausted.
B. AFIA may terminate this certification by written notice, effective upon receipt, for
any material breach of the Section II. Obtaining and Maintaining Certification and/or Section IV. Requirements for the Use of the Trade Mark. Material breach includes,

51
Version Original – May 2012
but is not limited to: certified facility knowingly using the PFMFCP mark in violation of these rules.
9. Following termination of certification in its entirety, the certified facility shall immediately
stop all use of the PFMFCP mark.
10. The facility agrees to cease use of the PFMFCP mark, statements and promotion of this status in all facility literature immediately following any decertification action resulting in suspension or revocation or notice from the CB of the facility decertification. This will include ceasing the use of the mark, ceasing notifying customers of the PFMFCP certification status of a facility, and notifying customers of this change in status within five business days.
11. The certified facility agrees that it will not modify or otherwise misuse the PFMFCP mark or bring the PFMFCP mark into disrepute.
12. The PFMFCP marks are registered Trade Marks owned by the American Feed Industry Association.
13. The certified facility agrees not to violate any federal or state trade mark law concerning the
use of the PFMFCP mark. 14. AFIA or its designated CB reserves the right for reasonable access to examine and approve
how the mark is used by a certified facility. 15. The certified facility acknowledges AFIA’s ownership of the PFMFCP mark, and will not in
any manner represent that certified facility has any ownership therein, and will not knowingly in any way impair AFIA’s ownership interest.

Appendix 1. Pet Food Manufacturing Facility Certification Program Template Certificate
Version Original – May 2012 52
Name of person
CB Name hereby certifies that
Address City, State, Zip
Has been reviewed by an authorized representative of the American Feed Industry Association and is certified under the Pet Food Manufacturing Facility Certification Program
for the following site:
Certificate of Compliance Certificate of Compliance Certificate of Compliance Certificate of Compliance
COMPANY
Valid for a period of 1 year from the date of issue subject to satisfactory surveillance audits.
Enter CB logo
C e r t i f i c a t e
Date of issue: Expiration: Authorized by: Issuing Officer
Title: Certificate Number:
Insert CB name Insert Name
Date issue Date issue + 1 year
XXXXX
Enter CB name and address
This certificate certifies compliance by the above-named facility with the applicable program requirements of the American Feed Industry Association’s Pet Food Manufacturing Facility Certification Program. It is not intended to certify or imply the particular operating conditions or product within the facility at any particular time. This certification means that the facility has implemented all Pet Food Manufacturing Facility Certification Program requirements. This certificate must be surrendered upon request by the Certification Body in conformance with Pet Food Manufacturing Facility Certification Program.
Insert Title

Appendix 2. Pet Food Ingredient Facility Certification Program Template Certificate
Version Original – May 2012 53
Name of person
CB Name hereby certifies that
Address City, State, Zip
Has been reviewed by an authorized representative of the American Feed Industry Association and is certified under the Pet Food Ingredient Facility Certification Program
for the following site:
Certificate of Compliance Certificate of Compliance Certificate of Compliance Certificate of Compliance
COMPANY
Valid for a period of 1 year from the date of issue subject to satisfactory surveillance audits.
Enter CB logo
C e r t i f i c a t e
Date of issue: Expiration: Authorized by: Issuing Officer
Title: Certificate Number:
Insert CB name Insert Name
Date issue Date issue + 1 year
XXXXX
Enter CB name and
address
This certificate certifies compliance by the above-named facility with the applicable program requirements of the American Feed Industry Association’s Pet Food Ingredient Facility Certification Program. It is not intended to certify or imply the particular operating conditions or product within the facility at any particular time. This certification means that the facility has implemented all Pet Food Ingredient Facility Certification Program requirements. This certificate must be surrendered upon request by the Certification Body in conformance with Pet Food Ingredient Facility Certification Program.
Insert Title





























