Embed Size (px)
Citation preview
1.5
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided that copies are for local use only and that each copy contains this notice.
TRAINEE NAME: _____________________________________________________________
TRAINEE SOCIAL SECURITY NUMBER: _________________________________________
CLASS: ____________________________________________________________________
TRAINING PROGRAM SPONSOR: _______________________________________________
____________________________________________________________________________
INSTRUCTOR: _______________________________________________________________
SMAW – OPEN-ROOT PIPE WELDS — MODULE 29301-10 PERFORMANCE PROFILE
PERFORMANCE PROFILE SHEET NCCER TRAINING
Craft: Welding
Module Number: 29301-10
Module Title: SMAW – Open-Root Pipe Welds
Rating Levels: (1) Passed: performed task (2) Failed: did not perform taskAlso, list the date the testing for each task was completed.
Recognition: When testing for the NCCER Standardized Craft Training Program, be sure to record Per for mance testing results on Training Report Form200, and submit the results to the Training Program Sponsor.
Objective TASK RATING
1 1. Prepare SMAW equipment for open-root pipe welds.
3 2. Make pipe welds in the 1G-ROTATED position.
3 3. Make pipe welds in the 2G position.
3 4. Make pipe welds in the 5G position.
3 5. Make pipe welds in the 6G position.
Contren® Learning Series
MODULE 29301-10 SMAW – Open-Root Pipe Welds 3.3
Performance Accreditation Tasks Module 29301-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
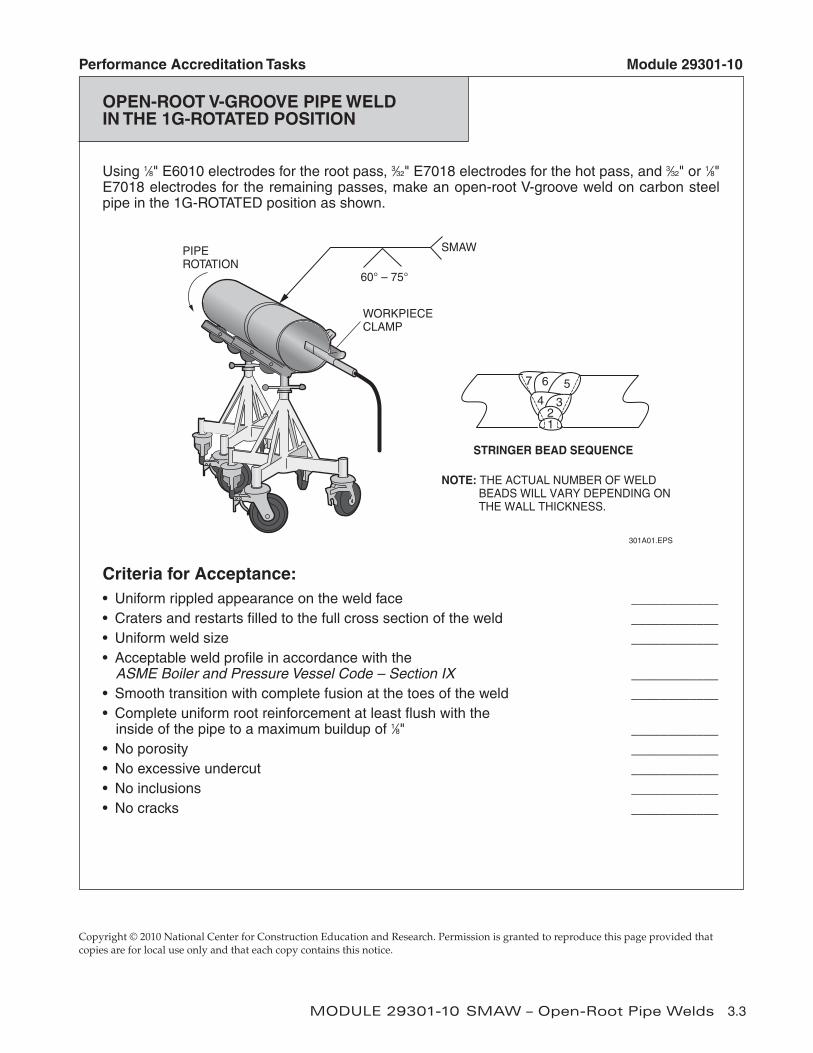
OPEN-ROOT V-GROOVE PIPE WELD IN THE 1G-ROTATED POSITION
Using 1⁄8" E6010 electrodes for the root pass, 3⁄32" E7018 electrodes for the hot pass, and 3⁄32" or 1⁄8"E7018 electrodes for the remaining passes, make an open-root V-groove weld on carbon steelpipe in the 1G-ROTATED position as shown.
Criteria for Acceptance:• Uniform rippled appearance on the weld face ____________• Craters and restarts filled to the full cross section of the weld ____________• Uniform weld size ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code – Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the
inside of the pipe to a maximum buildup of 1⁄8" ____________• No porosity ____________• No excessive undercut ____________• No inclusions ____________• No cracks ____________
NOTE: THE ACTUAL NUMBER OF WELDBEADS WILL VARY DEPENDING ONTHE WALL THICKNESS.
STRINGER BEAD SEQUENCE
12
4 3
7 6 5
WORKPIECECLAMP
SMAW
60° – 75°
PIPEROTATION
301A01.EPS
3.4 WELDING Performance Laboratories
Performance Accreditation Tasks Module 29301-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
301A02.EPS
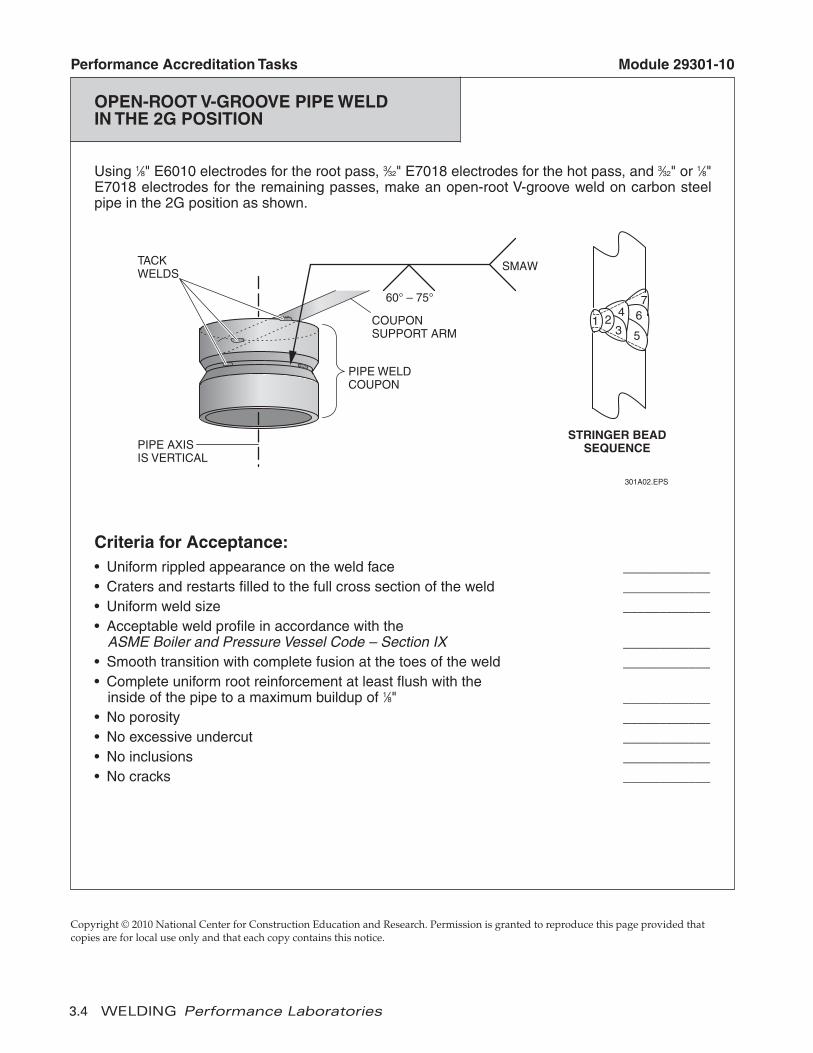
STRINGER BEADSEQUENCE
SMAW
1 24
3
76
5
PIPE AXISIS VERTICAL
TACKWELDS
PIPE WELDCOUPON
COUPONSUPPORT ARM
60° – 75°
OPEN-ROOT V-GROOVE PIPE WELD IN THE 2G POSITION
Using 1⁄8" E6010 electrodes for the root pass, 3⁄32" E7018 electrodes for the hot pass, and 3⁄32" or 1⁄8"E7018 electrodes for the remaining passes, make an open-root V-groove weld on carbon steelpipe in the 2G position as shown.
Criteria for Acceptance:• Uniform rippled appearance on the weld face ____________• Craters and restarts filled to the full cross section of the weld ____________• Uniform weld size ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code – Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the
inside of the pipe to a maximum buildup of 1⁄8" ____________• No porosity ____________• No excessive undercut ____________• No inclusions ____________• No cracks ____________
MODULE 29301-10 SMAW – Open-Root Pipe Welds 3.5
Performance Accreditation Tasks Module 29301-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
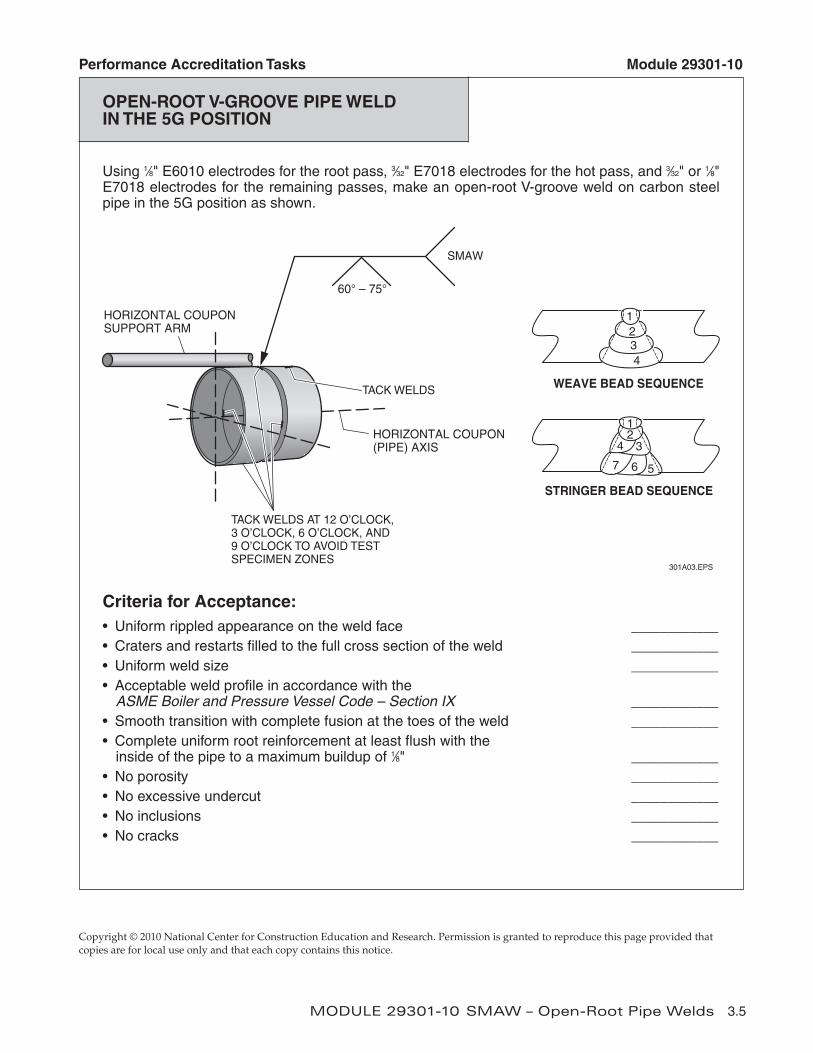
OPEN-ROOT V-GROOVE PIPE WELD IN THE 5G POSITION
Using 1⁄8" E6010 electrodes for the root pass, 3⁄32" E7018 electrodes for the hot pass, and 3⁄32" or 1⁄8"E7018 electrodes for the remaining passes, make an open-root V-groove weld on carbon steelpipe in the 5G position as shown.
Criteria for Acceptance:• Uniform rippled appearance on the weld face ____________• Craters and restarts filled to the full cross section of the weld ____________• Uniform weld size ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code – Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the
inside of the pipe to a maximum buildup of 1⁄8" ____________• No porosity ____________• No excessive undercut ____________• No inclusions ____________• No cracks ____________
301A03.EPS
SMAW
WEAVE BEAD SEQUENCE
1234
STRINGER BEAD SEQUENCE
12
4 3
7 6 5
HORIZONTAL COUPONSUPPORT ARM
HORIZONTAL COUPON(PIPE) AXIS
60° – 75°
TACK WELDS AT 12 O’CLOCK,3 O’CLOCK, 6 O’CLOCK, AND9 O’CLOCK TO AVOID TESTSPECIMEN ZONES
TACK WELDS
3.6 WELDING Performance Laboratories
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
Performance Accreditation Tasks Module 29301-10
OPEN-ROOT V-GROOVE PIPE WELD IN THE 6G POSITION
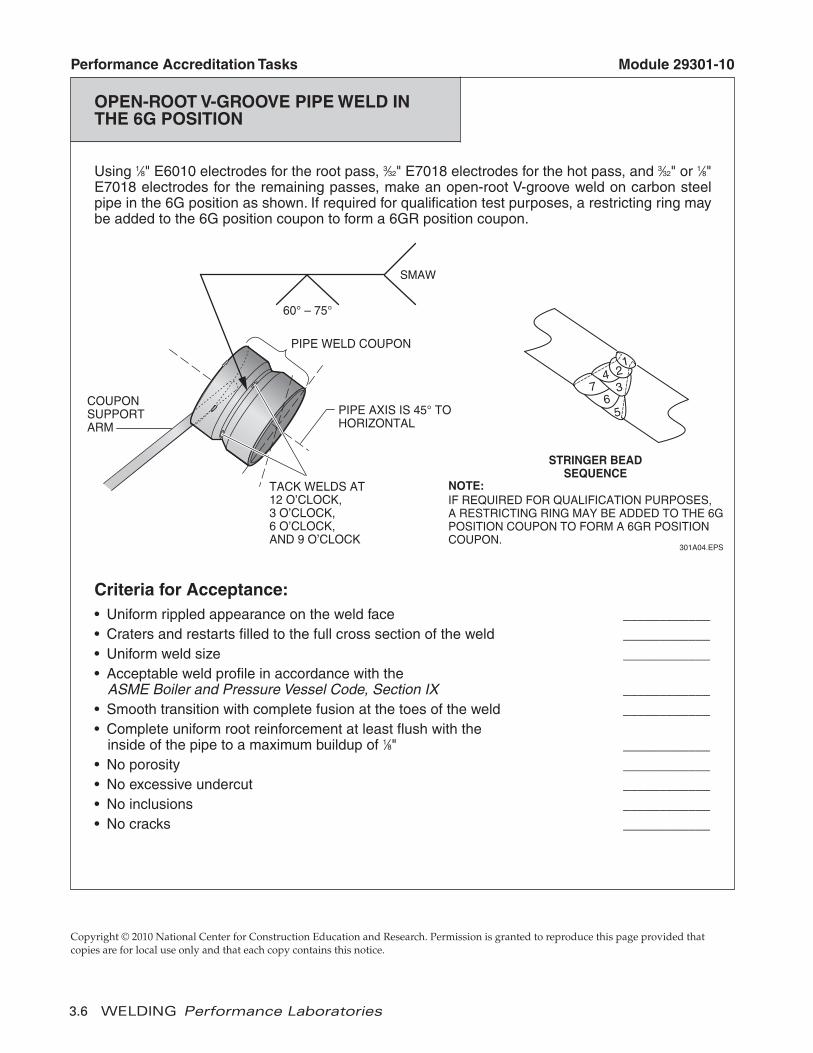
Using 1⁄8" E6010 electrodes for the root pass, 3⁄32" E7018 electrodes for the hot pass, and 3⁄32" or 1⁄8"E7018 electrodes for the remaining passes, make an open-root V-groove weld on carbon steelpipe in the 6G position as shown. If required for qualification test purposes, a restricting ring maybe added to the 6G position coupon to form a 6GR position coupon.
Criteria for Acceptance:• Uniform rippled appearance on the weld face ____________• Craters and restarts filled to the full cross section of the weld ____________• Uniform weld size ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code, Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the
inside of the pipe to a maximum buildup of 1⁄8" ____________• No porosity ____________• No excessive undercut ____________• No inclusions ____________• No cracks ____________
301A04.EPS
SMAW
NOTE:IF REQUIRED FOR QUALIFICATION PURPOSES,A RESTRICTING RING MAY BE ADDED TO THE 6GPOSITION COUPON TO FORM A 6GR POSITIONCOUPON.
STRINGER BEADSEQUENCE
12437
PIPE AXIS IS 45° TOHORIZONTAL
PIPE WELD COUPON
COUPONSUPPORTARM
65
60° – 75°
TACK WELDS AT 12 O’CLOCK,3 O’CLOCK, 6 O’CLOCK,AND 9 O’CLOCK
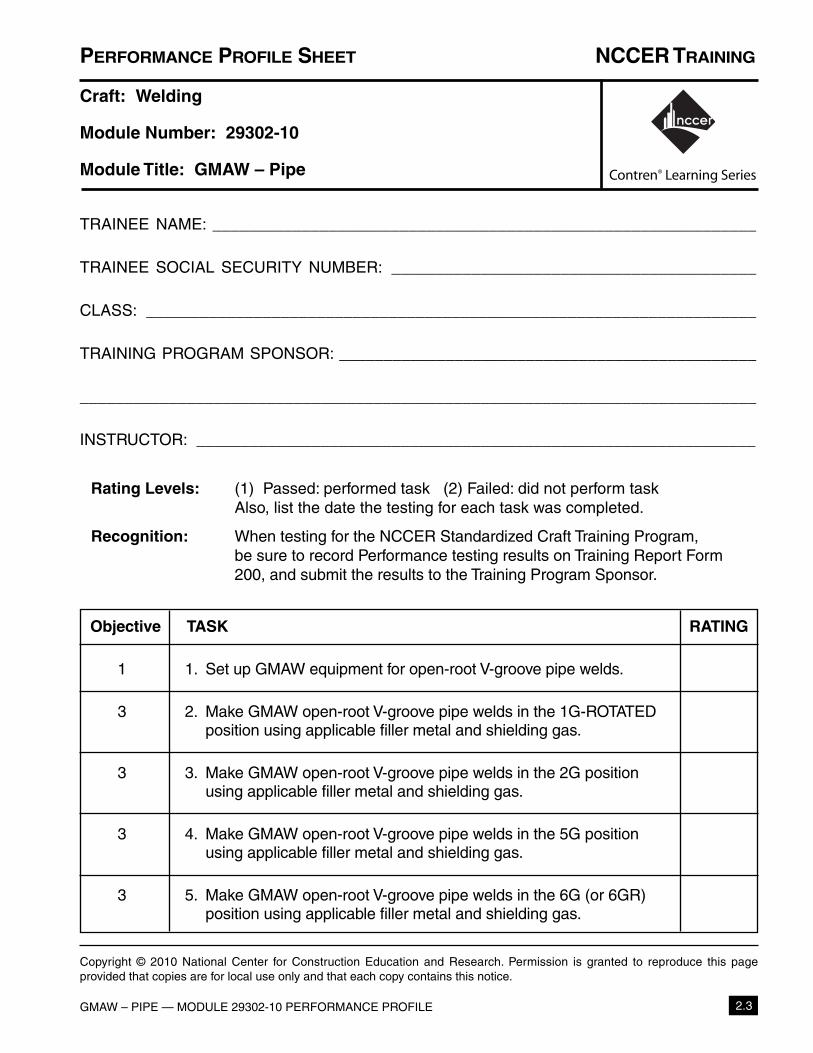
Objective TASK RATING
1 1. Set up GMAW equipment for open-root V-groove pipe welds.
3 2. Make GMAW open-root V-groove pipe welds in the 1G-ROTATEDposition using applicable filler metal and shielding gas.
3 3. Make GMAW open-root V-groove pipe welds in the 2G positionusing applicable filler metal and shielding gas.
3 4. Make GMAW open-root V-groove pipe welds in the 5G positionusing applicable filler metal and shielding gas.
3 5. Make GMAW open-root V-groove pipe welds in the 6G (or 6GR)position using applicable filler metal and shielding gas.
2.3
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided that copies are for local use only and that each copy contains this notice.
TRAINEE NAME: _____________________________________________________________
TRAINEE SOCIAL SECURITY NUMBER: _________________________________________
CLASS: ____________________________________________________________________
TRAINING PROGRAM SPONSOR: _______________________________________________
____________________________________________________________________________
INSTRUCTOR: _______________________________________________________________
GMAW – PIPE — MODULE 29302-10 PERFORMANCE PROFILE
PERFORMANCE PROFILE SHEET NCCER TRAINING
Craft: Welding
Module Number: 29302-10
Module Title: GMAW – Pipe
Rating Levels: (1) Passed: performed task (2) Failed: did not perform taskAlso, list the date the testing for each task was completed.
Recognition: When testing for the NCCER Standardized Craft Training Program, be sure to record Per for mance testing results on Training Report Form200, and submit the results to the Training Program Sponsor.
Contren® Learning Series
MODULE 29302-10 GMAW – Pipe 3.9
Performance Accreditation Tasks Module 29302-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
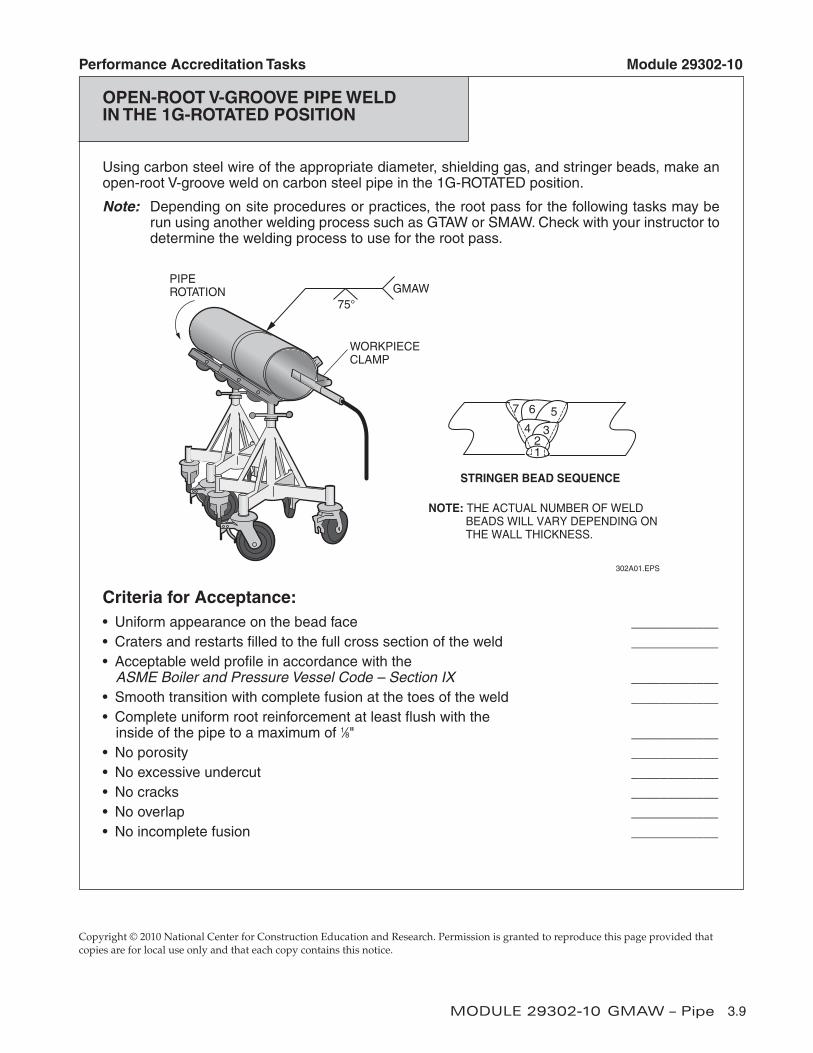
OPEN-ROOT V-GROOVE PIPE WELDIN THE 1G-ROTATED POSITION
Using carbon steel wire of the appropriate diameter, shielding gas, and stringer beads, make anopen-root V-groove weld on carbon steel pipe in the 1G-ROTATED position.
Note: Depending on site procedures or practices, the root pass for the following tasks may berun using another welding process such as GTAW or SMAW. Check with your instructor todetermine the welding process to use for the root pass.
Criteria for Acceptance:• Uniform appearance on the bead face ____________• Craters and restarts filled to the full cross section of the weld ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code – Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the
inside of the pipe to a maximum of 1⁄8" ____________• No porosity ____________• No excessive undercut ____________• No cracks ____________• No overlap ____________• No incomplete fusion ____________
NOTE: THE ACTUAL NUMBER OF WELDBEADS WILL VARY DEPENDING ONTHE WALL THICKNESS.
STRINGER BEAD SEQUENCE
12
4 3
7 6 5
WORKPIECECLAMP
GMAW75°
PIPEROTATION
302A01.EPS
3.10 WELDING Performance Laboratories
Performance Accreditation Tasks Module 29302-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
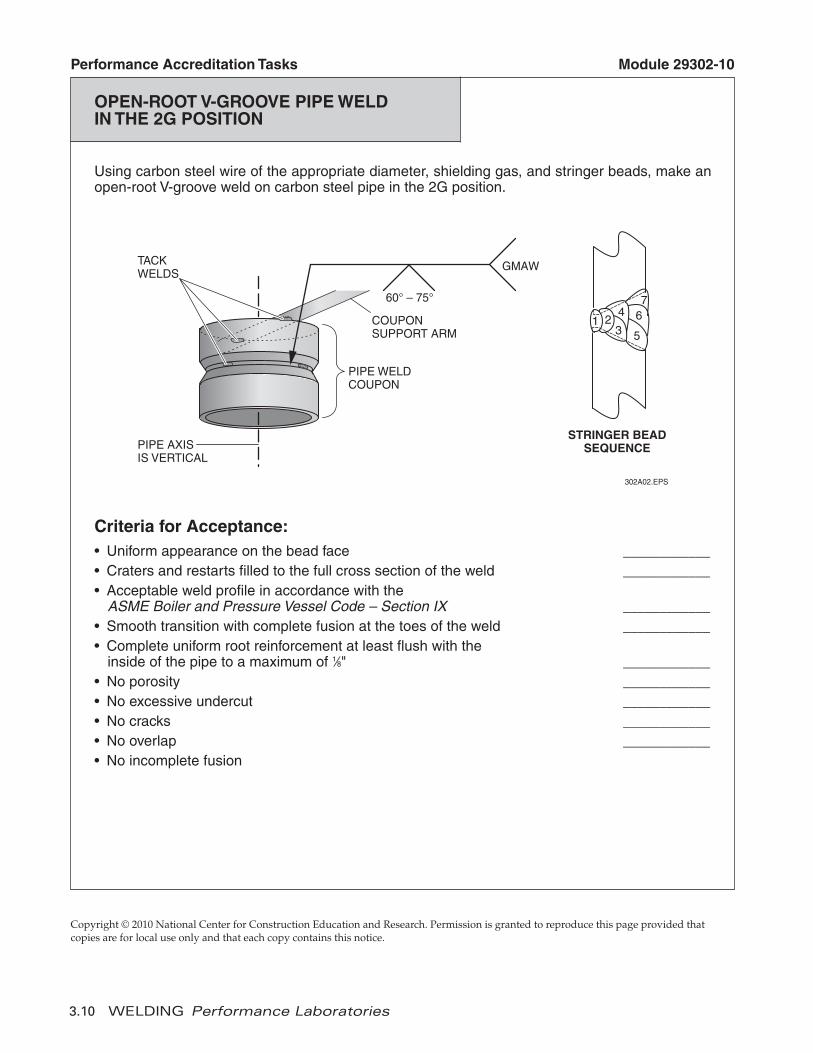
302A02.EPS
STRINGER BEADSEQUENCE
GMAW
1 24
3
76
5
PIPE AXISIS VERTICAL
TACKWELDS
PIPE WELDCOUPON
COUPONSUPPORT ARM
60° – 75°
OPEN-ROOT V-GROOVE PIPE WELD IN THE 2G POSITION
Using carbon steel wire of the appropriate diameter, shielding gas, and stringer beads, make anopen-root V-groove weld on carbon steel pipe in the 2G position.
Criteria for Acceptance:• Uniform appearance on the bead face ____________• Craters and restarts filled to the full cross section of the weld ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code – Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the
inside of the pipe to a maximum of 1⁄8" ____________• No porosity ____________• No excessive undercut ____________• No cracks ____________• No overlap ____________• No incomplete fusion
MODULE 29302-10 GMAW – Pipe 3.11
Performance Accreditation Tasks Module 29302-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
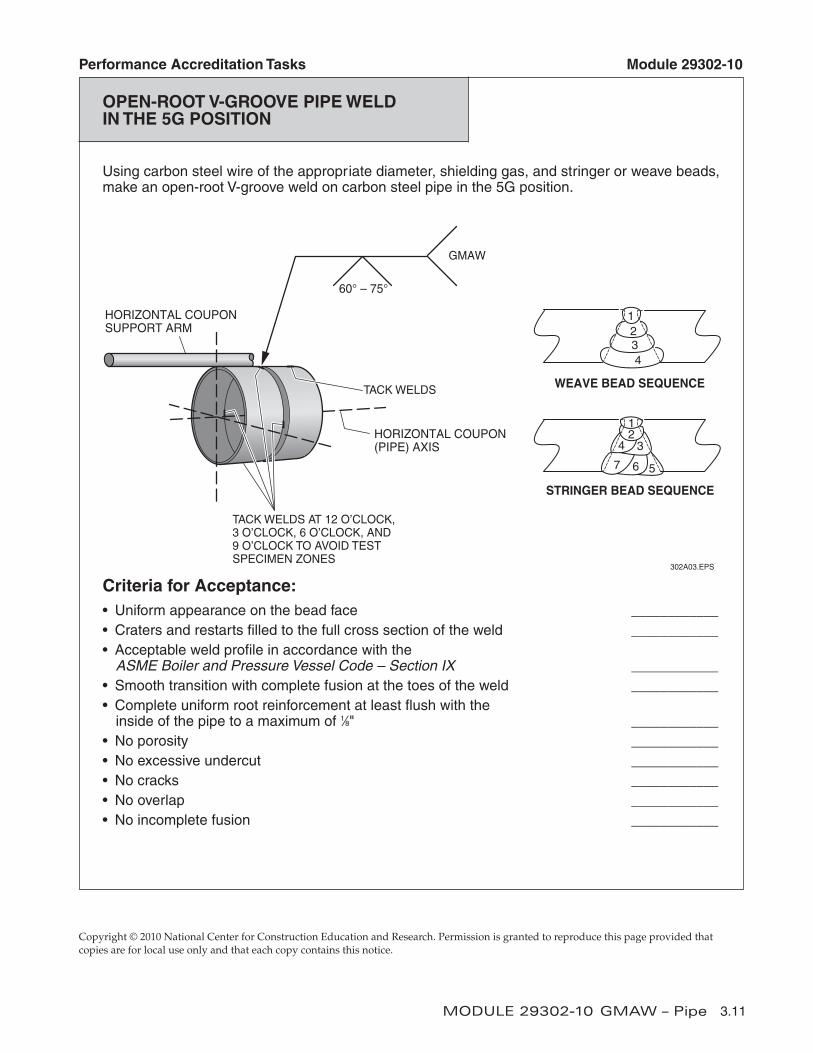
OPEN-ROOT V-GROOVE PIPE WELD IN THE 5G POSITION
Using carbon steel wire of the appropriate diameter, shielding gas, and stringer or weave beads,make an open-root V-groove weld on carbon steel pipe in the 5G position.
Criteria for Acceptance:• Uniform appearance on the bead face ____________• Craters and restarts filled to the full cross section of the weld ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code – Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the
inside of the pipe to a maximum of 1⁄8" ____________• No porosity ____________• No excessive undercut ____________• No cracks ____________• No overlap ____________• No incomplete fusion ____________
302A03.EPS
GMAW
WEAVE BEAD SEQUENCE
1234
STRINGER BEAD SEQUENCE
12
4 3
7 6 5
HORIZONTAL COUPONSUPPORT ARM
HORIZONTAL COUPON(PIPE) AXIS
60° – 75°
TACK WELDS AT 12 O’CLOCK,3 O’CLOCK, 6 O’CLOCK, AND9 O’CLOCK TO AVOID TESTSPECIMEN ZONES
TACK WELDS
3.12 WELDING Performance Laboratories
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
Performance Accreditation Tasks Module 29302-10
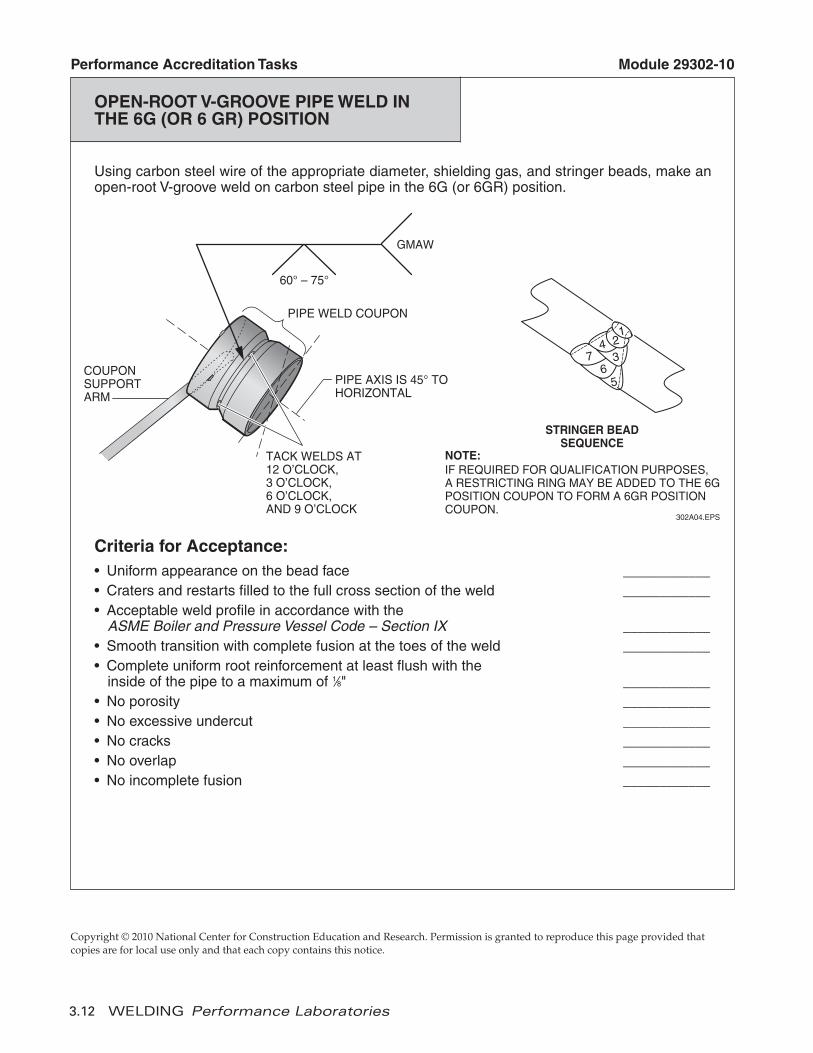
OPEN-ROOT V-GROOVE PIPE WELD IN THE 6G (OR 6 GR) POSITION
Using carbon steel wire of the appropriate diameter, shielding gas, and stringer beads, make anopen-root V-groove weld on carbon steel pipe in the 6G (or 6GR) position.
Criteria for Acceptance:• Uniform appearance on the bead face ____________• Craters and restarts filled to the full cross section of the weld ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code – Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the
inside of the pipe to a maximum of 1⁄8" ____________• No porosity ____________• No excessive undercut ____________• No cracks ____________• No overlap ____________• No incomplete fusion ____________
302A04.EPS
GMAW
NOTE:IF REQUIRED FOR QUALIFICATION PURPOSES,A RESTRICTING RING MAY BE ADDED TO THE 6GPOSITION COUPON TO FORM A 6GR POSITIONCOUPON.
STRINGER BEADSEQUENCE
12437
PIPE AXIS IS 45° TOHORIZONTAL
PIPE WELD COUPON
COUPONSUPPORTARM
65
60° – 75°
TACK WELDS AT 12 O’CLOCK,3 O’CLOCK, 6 O’CLOCK,AND 9 O’CLOCK
3.3
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided that copies are for local use only and that each copy contains this notice.
TRAINEE NAME: _____________________________________________________________
TRAINEE SOCIAL SECURITY NUMBER: _________________________________________
CLASS: ____________________________________________________________________
TRAINING PROGRAM SPONSOR: _______________________________________________
____________________________________________________________________________
INSTRUCTOR: _______________________________________________________________
FCAW – PIPE — MODULE 29303-10 PERFORMANCE PROFILE
PERFORMANCE PROFILE SHEET NCCER TRAINING
Craft: Welding
Module Number: 29303-10
Module Title: FCAW – Pipe
Rating Levels: (1) Passed: performed task (2) Failed: did not perform taskAlso, list the date the testing for each task was completed.
Recognition: When testing for the NCCER Standardized Craft Training Program, be sure to record Per for mance testing results on Training Report Form200, and submit the results to the Training Program Sponsor.
Objective TASK RATING
1 1. Set up FCAW equipment for open-root V-groove pipe welds.
3 2. Make FCAW open-root V-groove pipe welds in the 1G-ROTATEDposition.
3 3. Make FCAW open-root V-groove pipe welds in the 2G position.
3 4. Make FCAW open-root V-groove pipe welds in the 5G position.
3 5. Make FCAW open-root V-groove pipe welds in the 6G position.
Contren® Learning Series
MODULE 29303-10 FCAW – Pipe 3.15
Performance Accreditation Tasks Module 29303-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
303A01.EPS
STRINGER BEADSEQUENCE
1 24
3
76
5
PIPE AXISIS VERTICAL
TACKWELDS
PIPE WELDCOUPON
COUPONSUPPORT ARM
FCAW-G
75°
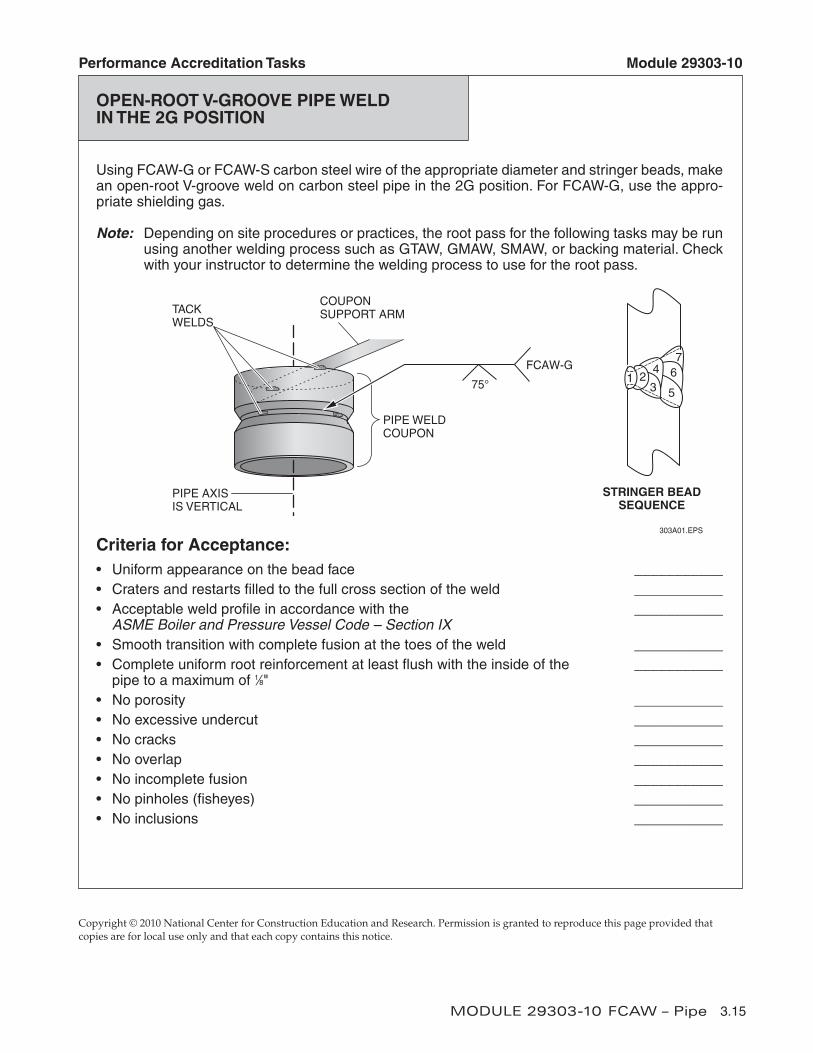
OPEN-ROOT V-GROOVE PIPE WELD IN THE 2G POSITION
Using FCAW-G or FCAW-S carbon steel wire of the appropriate diameter and stringer beads, makean open-root V-groove weld on carbon steel pipe in the 2G position. For FCAW-G, use the appro-priate shielding gas.
Note: Depending on site procedures or practices, the root pass for the following tasks may be runusing another welding process such as GTAW, GMAW, SMAW, or backing material. Checkwith your instructor to determine the welding process to use for the root pass.
Criteria for Acceptance:• Uniform appearance on the bead face ___________• Craters and restarts filled to the full cross section of the weld ___________• Acceptable weld profile in accordance with the ___________
ASME Boiler and Pressure Vessel Code – Section IX• Smooth transition with complete fusion at the toes of the weld ___________• Complete uniform root reinforcement at least flush with the inside of the ___________
pipe to a maximum of 1⁄8"• No porosity ___________• No excessive undercut ___________• No cracks ___________• No overlap ___________• No incomplete fusion ___________• No pinholes (fisheyes) ___________• No inclusions ___________
3.16 WELDING Performance Laboratories
Performance Accreditation Tasks Module 29303-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
OPEN-ROOT V-GROOVE PIPE WELD IN THE 5G POSITION
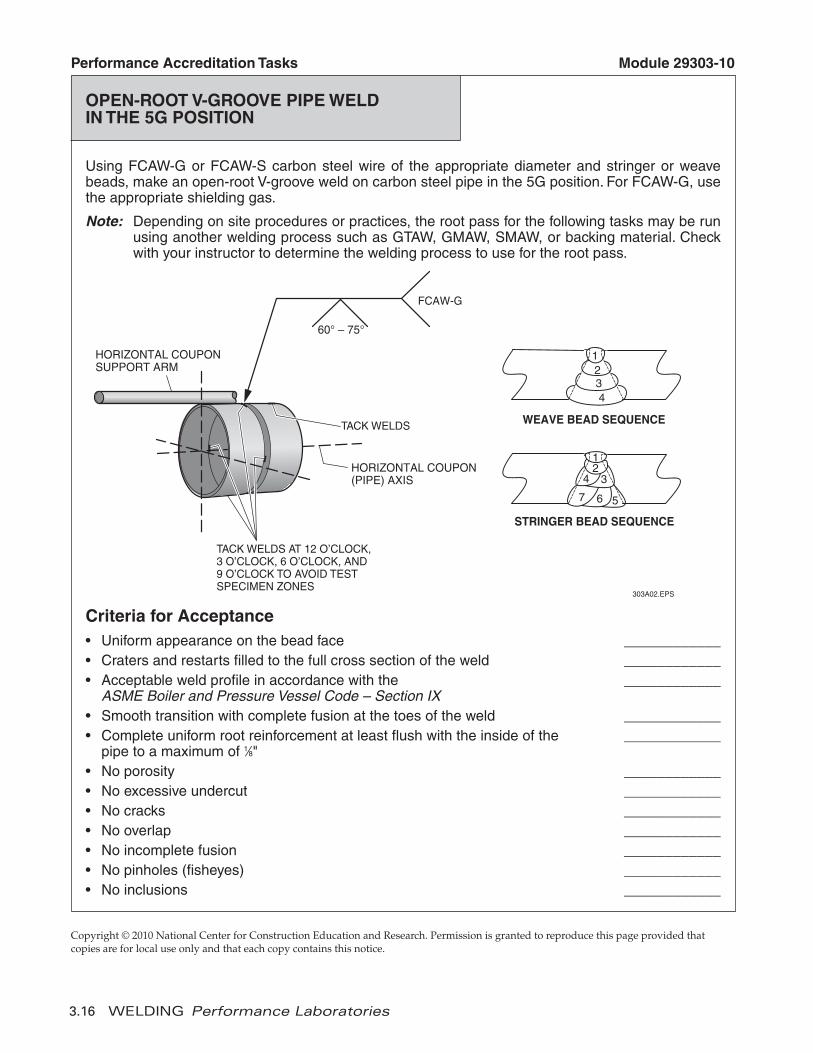
Using FCAW-G or FCAW-S carbon steel wire of the appropriate diameter and stringer or weavebeads, make an open-root V-groove weld on carbon steel pipe in the 5G position. For FCAW-G, usethe appropriate shielding gas.
Note: Depending on site procedures or practices, the root pass for the following tasks may be runusing another welding process such as GTAW, GMAW, SMAW, or backing material. Checkwith your instructor to determine the welding process to use for the root pass.
Criteria for Acceptance• Uniform appearance on the bead face ____________• Craters and restarts filled to the full cross section of the weld ____________• Acceptable weld profile in accordance with the ____________
ASME Boiler and Pressure Vessel Code – Section IX• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the inside of the ____________
pipe to a maximum of 1⁄8"• No porosity ____________• No excessive undercut ____________• No cracks ____________• No overlap ____________• No incomplete fusion ____________• No pinholes (fisheyes) ____________• No inclusions ____________
FCAW-G
303A02.EPS
WEAVE BEAD SEQUENCE
1234
STRINGER BEAD SEQUENCE
12
4 3
7 6 5
HORIZONTAL COUPONSUPPORT ARM
HORIZONTAL COUPON(PIPE) AXIS
60° – 75°
TACK WELDS AT 12 O’CLOCK,3 O’CLOCK, 6 O’CLOCK, AND9 O’CLOCK TO AVOID TESTSPECIMEN ZONES
TACK WELDS
MODULE 29303-10 FCAW – Pipe 3.17
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
Performance Accreditation Tasks Module 29303-10
OPEN-ROOT V-GROOVE PIPE WELD IN THE 6G (OR 6 GR) POSITION
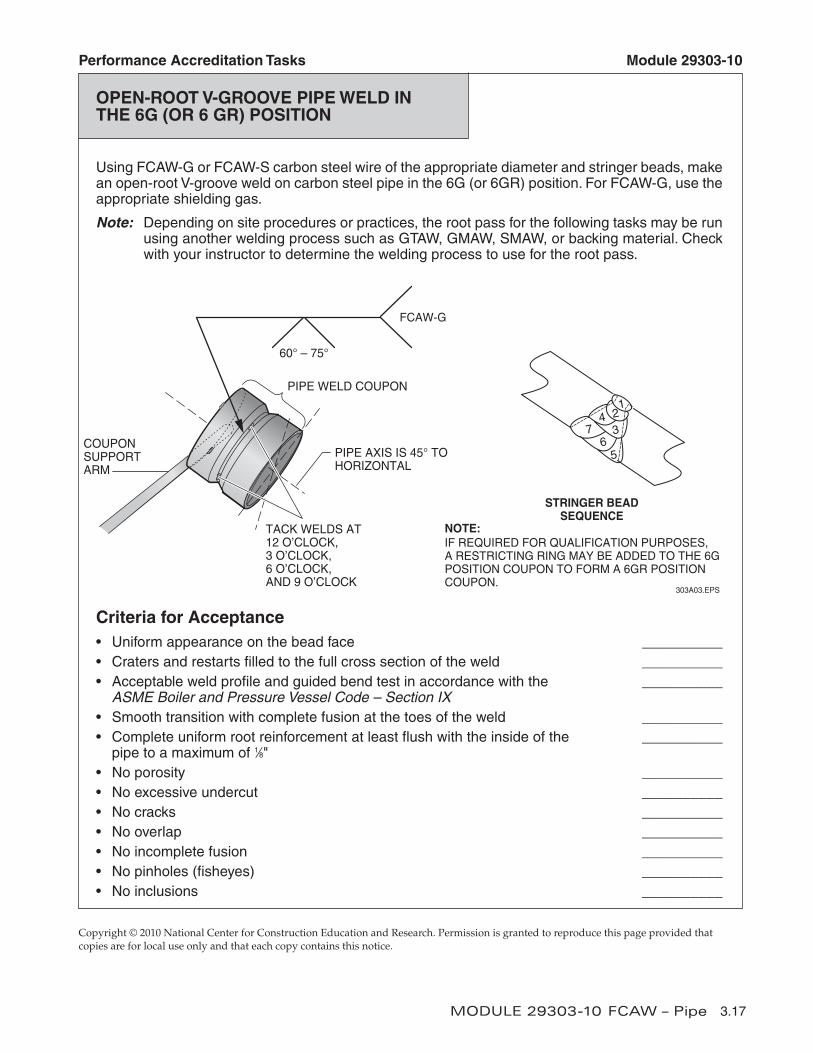
Using FCAW-G or FCAW-S carbon steel wire of the appropriate diameter and stringer beads, makean open-root V-groove weld on carbon steel pipe in the 6G (or 6GR) position. For FCAW-G, use theappropriate shielding gas.
Note: Depending on site procedures or practices, the root pass for the following tasks may be runusing another welding process such as GTAW, GMAW, SMAW, or backing material. Checkwith your instructor to determine the welding process to use for the root pass.
Criteria for Acceptance• Uniform appearance on the bead face __________• Craters and restarts filled to the full cross section of the weld __________• Acceptable weld profile and guided bend test in accordance with the __________
ASME Boiler and Pressure Vessel Code – Section IX• Smooth transition with complete fusion at the toes of the weld __________• Complete uniform root reinforcement at least flush with the inside of the __________
pipe to a maximum of 1⁄8"• No porosity __________• No excessive undercut __________• No cracks __________• No overlap __________• No incomplete fusion __________• No pinholes (fisheyes) __________• No inclusions __________
FCAW-G
303A03.EPS
NOTE:IF REQUIRED FOR QUALIFICATION PURPOSES,A RESTRICTING RING MAY BE ADDED TO THE 6GPOSITION COUPON TO FORM A 6GR POSITIONCOUPON.
STRINGER BEADSEQUENCE
12437
PIPE AXIS IS 45° TOHORIZONTAL
PIPE WELD COUPON
COUPONSUPPORTARM
65
60° – 75°
TACK WELDS AT 12 O’CLOCK,3 O’CLOCK, 6 O’CLOCK,AND 9 O’CLOCK
4.3
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided that copies are for local use only and that each copy contains this notice.
TRAINEE NAME: _____________________________________________________________
TRAINEE SOCIAL SECURITY NUMBER: _________________________________________
CLASS: ____________________________________________________________________
TRAINING PROGRAM SPONSOR: _______________________________________________
____________________________________________________________________________
INSTRUCTOR: _______________________________________________________________
GTAW – CARBON STEEL PIPE — MODULE 29304-10 PERFORMANCE PROFILE
PERFORMANCE PROFILE SHEET NCCER TRAINING
Craft: Welding
Module Number: 29304-10
Module Title: GTAW – Carbon Steel Pipe
Rating Levels: (1) Passed: performed task (2) Failed: did not perform taskAlso, list the date the testing for each task was completed.
Recognition: When testing for the NCCER Standardized Craft Training Program, be sure to record Per for mance testing results on Training Report Form200, and submit the results to the Training Program Sponsor.
Objective TASK RATING
1 1. Set up GTAW equipment to create open-root V-groove welds oncarbon steel pipe using appropriate filler metal and argon gas.
3 2. Make GTAW open-root V-groove welds on carbon steel pipe in the2G position using carbon steel filler metal and argon gas.
3 3. Make GTAW open-root V-groove welds on carbon steel pipe in the5G position using carbon steel filler metal and argon gas.
3 4. Make GTAW open-root V-groove welds on carbon steel pipe in the6G position using carbon steel filler metal and argon gas.
Contren® Learning Series
MODULE 29304-10 Carbon Steel Pipe 3.21
Performance Accreditation Tasks Module 29304-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
GTAW OPEN-ROOT V-GROOVE PIPE WELD IN THE 2G POSITION
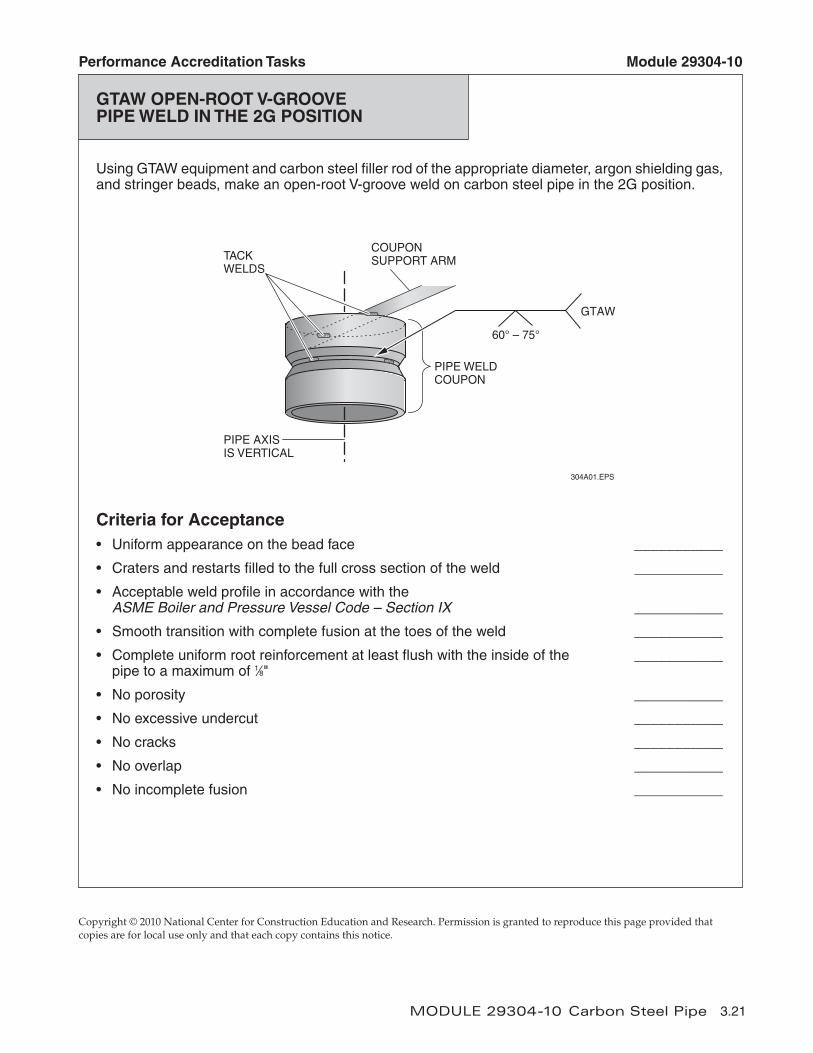
Using GTAW equipment and carbon steel filler rod of the appropriate diameter, argon shielding gas,and stringer beads, make an open-root V-groove weld on carbon steel pipe in the 2G position.
Criteria for Acceptance• Uniform appearance on the bead face ___________
• Craters and restarts filled to the full cross section of the weld ___________
• Acceptable weld profile in accordance with the ASME Boiler and Pressure Vessel Code – Section IX ___________
• Smooth transition with complete fusion at the toes of the weld ___________
• Complete uniform root reinforcement at least flush with the inside of the ___________pipe to a maximum of 1⁄8"
• No porosity ___________
• No excessive undercut ___________
• No cracks ___________
• No overlap ___________
• No incomplete fusion ___________
GTAW
60° – 75°
304A01.EPS
PIPE AXISIS VERTICAL
TACKWELDS
PIPE WELDCOUPON
COUPONSUPPORT ARM
3.22 WELDING Performance Laboratories
Performance Accreditation Tasks Module 29304-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
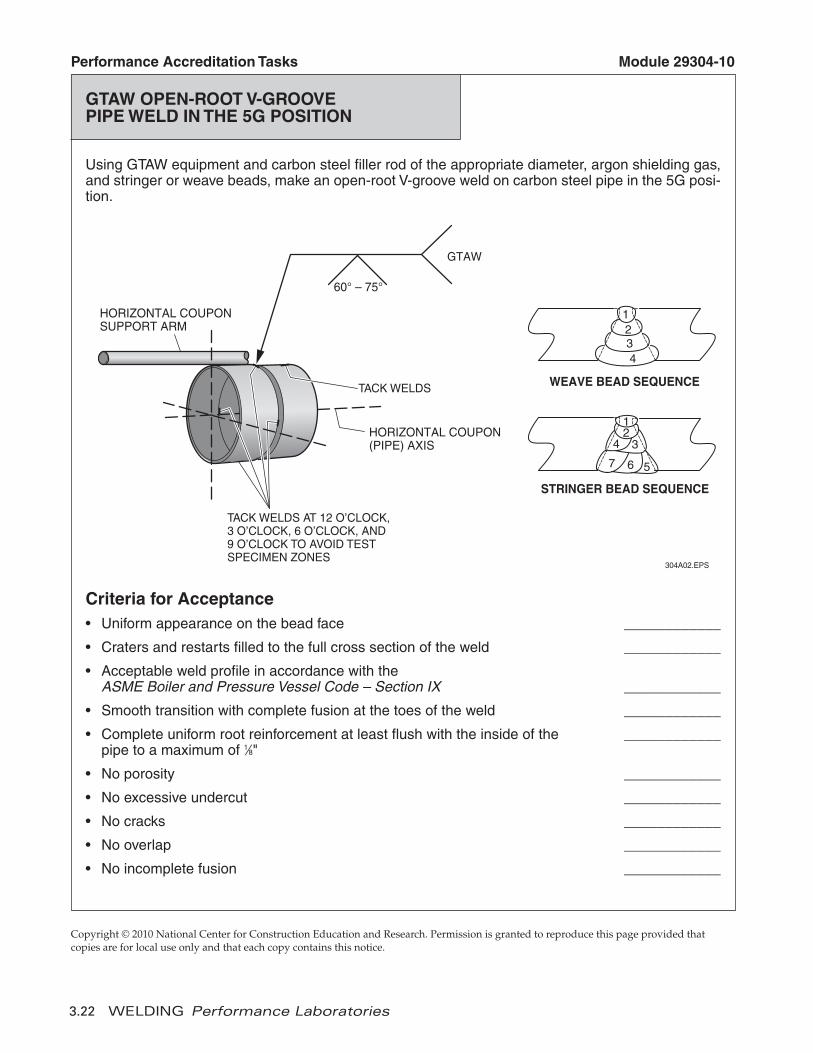
GTAW OPEN-ROOT V-GROOVE PIPE WELD IN THE 5G POSITION
Using GTAW equipment and carbon steel filler rod of the appropriate diameter, argon shielding gas,and stringer or weave beads, make an open-root V-groove weld on carbon steel pipe in the 5G posi-tion.
Criteria for Acceptance• Uniform appearance on the bead face ____________
• Craters and restarts filled to the full cross section of the weld ____________
• Acceptable weld profile in accordance with the ASME Boiler and Pressure Vessel Code – Section IX ____________
• Smooth transition with complete fusion at the toes of the weld ____________
• Complete uniform root reinforcement at least flush with the inside of the ____________pipe to a maximum of 1⁄8"
• No porosity ____________
• No excessive undercut ____________
• No cracks ____________
• No overlap ____________
• No incomplete fusion ____________
GTAW
304A02.EPS
WEAVE BEAD SEQUENCE
1234
STRINGER BEAD SEQUENCE
12
4 3
7 6 5
HORIZONTAL COUPONSUPPORT ARM
HORIZONTAL COUPON(PIPE) AXIS
60° – 75°
TACK WELDS AT 12 O’CLOCK,3 O’CLOCK, 6 O’CLOCK, AND9 O’CLOCK TO AVOID TESTSPECIMEN ZONES
TACK WELDS
MODULE 29304-10 Carbon Steel Pipe 3.23
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
Performance Accreditation Tasks Module 29304-10
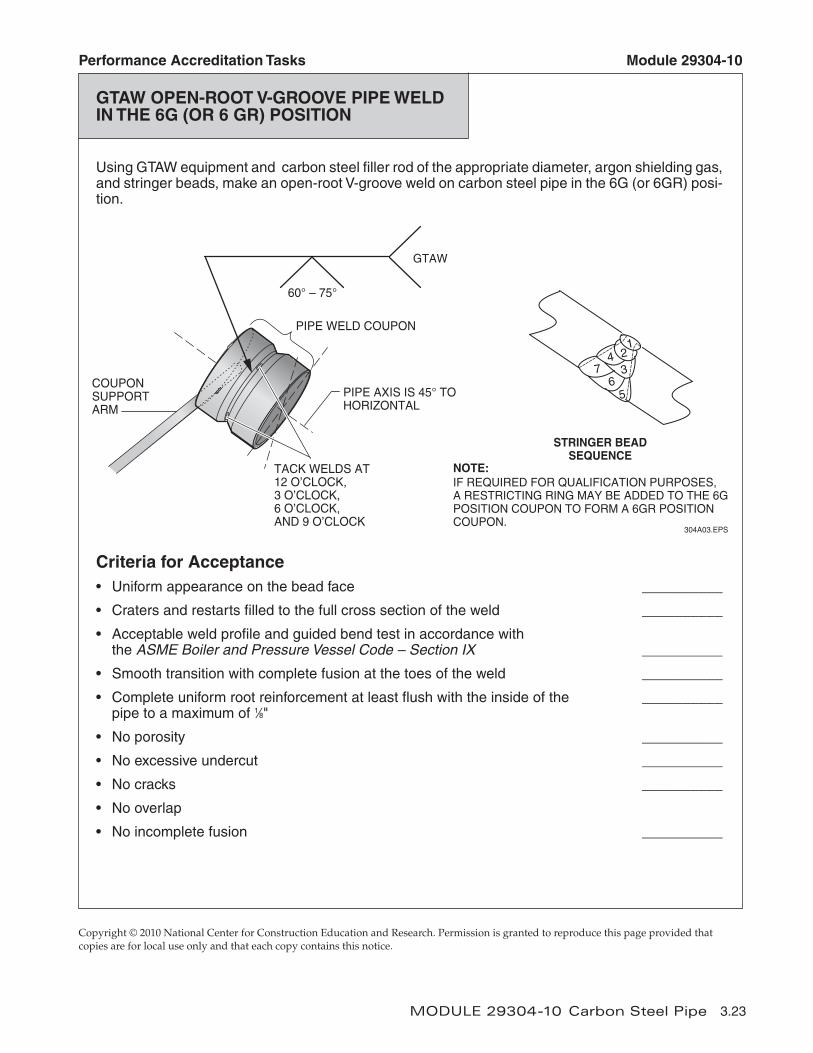
GTAW OPEN-ROOT V-GROOVE PIPE WELD IN THE 6G (OR 6 GR) POSITION
Using GTAW equipment and carbon steel filler rod of the appropriate diameter, argon shielding gas,and stringer beads, make an open-root V-groove weld on carbon steel pipe in the 6G (or 6GR) posi-tion.
Criteria for Acceptance• Uniform appearance on the bead face __________
• Craters and restarts filled to the full cross section of the weld __________
• Acceptable weld profile and guided bend test in accordance with the ASME Boiler and Pressure Vessel Code – Section IX __________
• Smooth transition with complete fusion at the toes of the weld __________
• Complete uniform root reinforcement at least flush with the inside of the __________pipe to a maximum of 1⁄8"
• No porosity __________
• No excessive undercut __________
• No cracks __________
• No overlap
• No incomplete fusion __________
GTAW
304A03.EPS
NOTE:IF REQUIRED FOR QUALIFICATION PURPOSES,A RESTRICTING RING MAY BE ADDED TO THE 6GPOSITION COUPON TO FORM A 6GR POSITIONCOUPON.
STRINGER BEADSEQUENCE
12437
PIPE AXIS IS 45° TOHORIZONTAL
PIPE WELD COUPON
COUPONSUPPORTARM
65
60° – 75°
TACK WELDS AT 12 O’CLOCK,3 O’CLOCK, 6 O’CLOCK,AND 9 O’CLOCK
5.3
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided that copies are for local use only and that each copy contains this notice.
TRAINEE NAME: _____________________________________________________________
TRAINEE SOCIAL SECURITY NUMBER: _________________________________________
CLASS: ____________________________________________________________________
TRAINING PROGRAM SPONSOR: _______________________________________________
____________________________________________________________________________
INSTRUCTOR: _______________________________________________________________
GTAW – LOW-ALLOY AND STAINLESS STEEL PIPE — MODULE 29305-10 PERFORMANCE PROFILE
PERFORMANCE PROFILE SHEET NCCER TRAINING
Craft: Welding
Module Number: 29305-10
Module Title: GTAW – Low-Alloy and Stainless Steel Pipe
Rating Levels: (1) Passed: performed task (2) Failed: did not perform taskAlso, list the date the testing for each task was completed.
Recognition: When testing for the NCCER Standardized Craft Training Program, be sure to record Per for mance testing results on Training Report Form200, and submit the results to the Training Program Sponsor.
Objective TASK RATING
1 1. Prepare the area for GTAW.
1 2. Set up GTAW equipment to create welds on carbon or stainlesssteel pipe with the appropriate filler metal.
3 3. Make GTAW open-root V-groove welds on appropriate metal pipein the 2G position using low-alloy and stainless steel filler metal.
3 4. Make GTAW open-root V-groove welds on appropriate metal pipein the 5G position using low-alloy and stainless steel filler metal.
3 5. Make GTAW open-root V-groove welds on appropriate metal pipein the 6G position using low-alloy and stainless steel filler metal.
Contren® Learning Series
MODULE 29305-10 Low Alloy and Stainless Steel Pipe 3.27
Performance Accreditation Tasks Module 29305-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
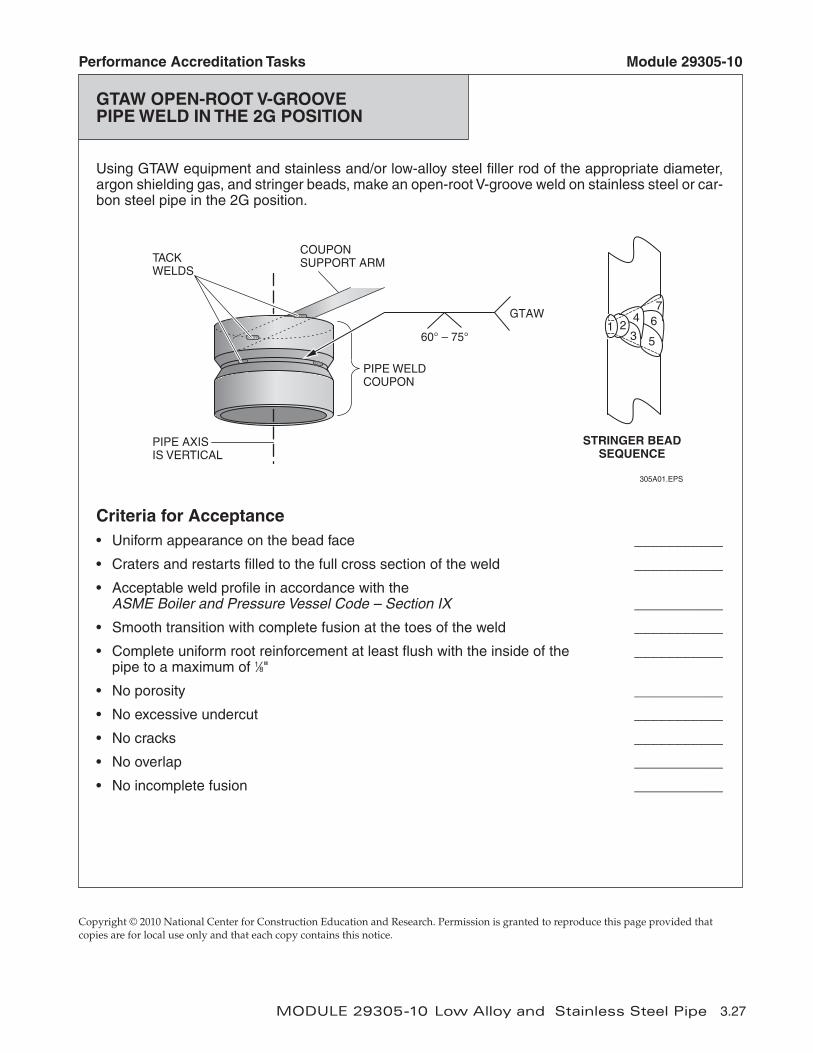
GTAW OPEN-ROOT V-GROOVE PIPE WELD IN THE 2G POSITION
Using GTAW equipment and stainless and/or low-alloy steel filler rod of the appropriate diameter,argon shielding gas, and stringer beads, make an open-root V-groove weld on stainless steel or car-bon steel pipe in the 2G position.
Criteria for Acceptance• Uniform appearance on the bead face ___________
• Craters and restarts filled to the full cross section of the weld ___________
• Acceptable weld profile in accordance with the ASME Boiler and Pressure Vessel Code – Section IX ___________
• Smooth transition with complete fusion at the toes of the weld ___________
• Complete uniform root reinforcement at least flush with the inside of the ___________pipe to a maximum of 1⁄8"
• No porosity ___________
• No excessive undercut ___________
• No cracks ___________
• No overlap ___________
• No incomplete fusion ___________
GTAW
60° – 75°
305A01.EPS
STRINGER BEADSEQUENCE
1 24
3
76
5
PIPE AXISIS VERTICAL
TACKWELDS
PIPE WELDCOUPON
COUPONSUPPORT ARM
3.28 WELDING Performance Laboratories
Performance Accreditation Tasks Module 29305-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
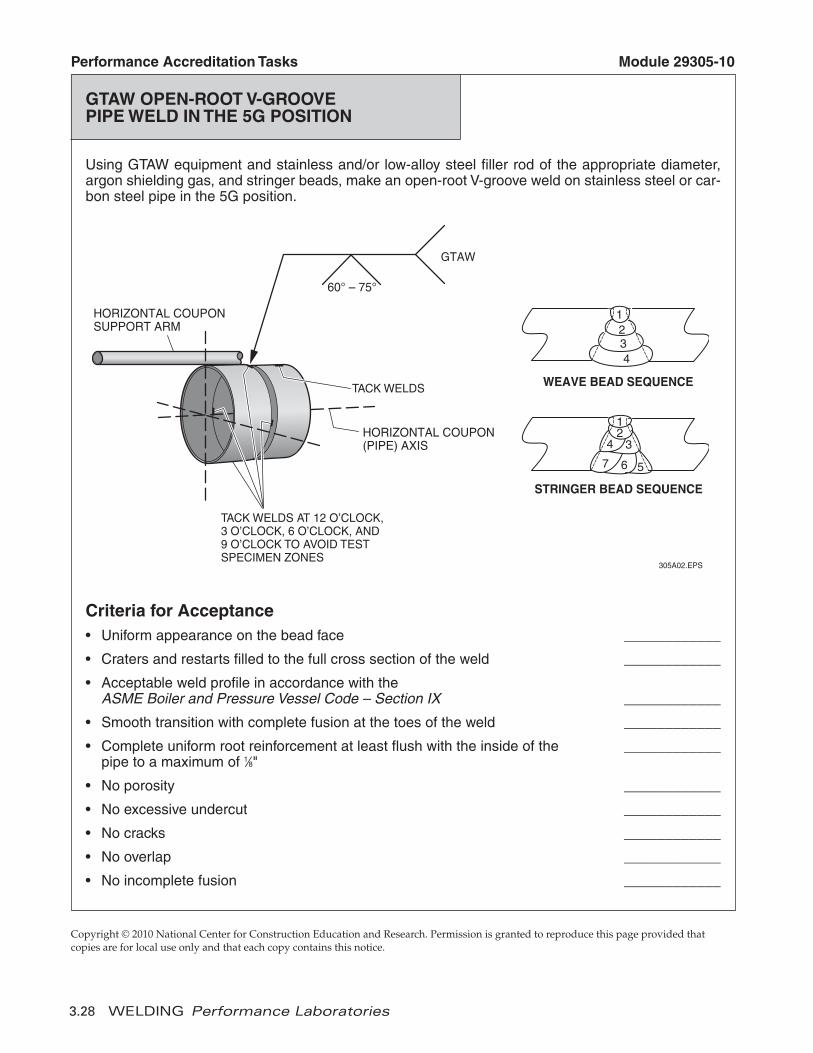
GTAW OPEN-ROOT V-GROOVE PIPE WELD IN THE 5G POSITION
Using GTAW equipment and stainless and/or low-alloy steel filler rod of the appropriate diameter,argon shielding gas, and stringer beads, make an open-root V-groove weld on stainless steel or car-bon steel pipe in the 5G position.
Criteria for Acceptance• Uniform appearance on the bead face ____________
• Craters and restarts filled to the full cross section of the weld ____________
• Acceptable weld profile in accordance with the ASME Boiler and Pressure Vessel Code – Section IX ____________
• Smooth transition with complete fusion at the toes of the weld ____________
• Complete uniform root reinforcement at least flush with the inside of the ____________pipe to a maximum of 1⁄8"
• No porosity ____________
• No excessive undercut ____________
• No cracks ____________
• No overlap ____________
• No incomplete fusion ____________
GTAW
305A02.EPS
WEAVE BEAD SEQUENCE
1234
STRINGER BEAD SEQUENCE
12
4 3
7 6 5
HORIZONTAL COUPONSUPPORT ARM
HORIZONTAL COUPON(PIPE) AXIS
60° – 75°
TACK WELDS AT 12 O’CLOCK,3 O’CLOCK, 6 O’CLOCK, AND9 O’CLOCK TO AVOID TESTSPECIMEN ZONES
TACK WELDS
MODULE 29305-10 Low Alloy and Stainless Steel Pipe 3.29
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
Performance Accreditation Tasks Module 29305-10
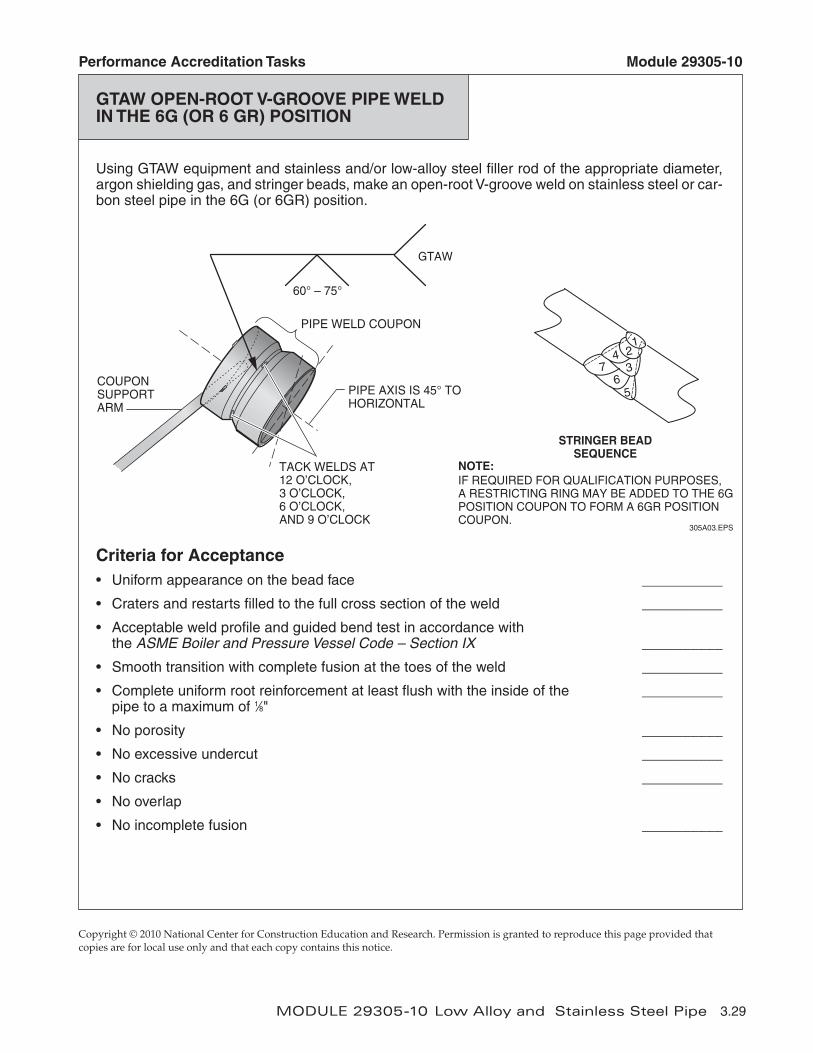
GTAW OPEN-ROOT V-GROOVE PIPE WELD IN THE 6G (OR 6 GR) POSITION
Using GTAW equipment and stainless and/or low-alloy steel filler rod of the appropriate diameter,argon shielding gas, and stringer beads, make an open-root V-groove weld on stainless steel or car-bon steel pipe in the 6G (or 6GR) position.
Criteria for Acceptance• Uniform appearance on the bead face __________
• Craters and restarts filled to the full cross section of the weld __________
• Acceptable weld profile and guided bend test in accordance with the ASME Boiler and Pressure Vessel Code – Section IX __________
• Smooth transition with complete fusion at the toes of the weld __________
• Complete uniform root reinforcement at least flush with the inside of the __________pipe to a maximum of 1⁄8"
• No porosity __________
• No excessive undercut __________
• No cracks __________
• No overlap
• No incomplete fusion __________
GTAW
305A03.EPS
NOTE:IF REQUIRED FOR QUALIFICATION PURPOSES,A RESTRICTING RING MAY BE ADDED TO THE 6GPOSITION COUPON TO FORM A 6GR POSITIONCOUPON.
STRINGER BEADSEQUENCE
12437
PIPE AXIS IS 45° TOHORIZONTAL
PIPE WELD COUPON
COUPONSUPPORTARM
65
60° – 75°
TACK WELDS AT 12 O’CLOCK,3 O’CLOCK, 6 O’CLOCK,AND 9 O’CLOCK
6.5
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided that copies are for local use only and that each copy contains this notice.
TRAINEE NAME: _____________________________________________________________
TRAINEE SOCIAL SECURITY NUMBER: _________________________________________
CLASS: ____________________________________________________________________
TRAINING PROGRAM SPONSOR: _______________________________________________
____________________________________________________________________________
INSTRUCTOR: _______________________________________________________________
SMAW – STAINLESS STEEL GROOVE WELDS — MODULE 29306-10 PERFORMANCE PROFILE
PERFORMANCE PROFILE SHEET (PAGE 1 OF 2) NCCER TRAINING
Craft: Welding
Module Number: 29306-10
Module Title: SMAW – Stainless Steel Groove Welds
Rating Levels: (1) Passed: performed task (2) Failed: did not perform taskAlso, list the date the testing for each task was completed.
Recognition: When testing for the NCCER Standardized Craft Training Program, be sure to record Per for mance testing results on Training Report Form200, and submit the results to the Training Program Sponsor.
continued
Objective TASK RATING
4 1. Prepare SMAW equipment for stainless steel welds.
6 2. Make open-root V-groove welds on stainless steel plate joints inthe 1G position using SMAW equipment and electrodes.
6 3. Make open-root V-groove welds on stainless steel plate joints inthe 2G position using SMAW equipment and electrodes.
6 4. Make open-root V-groove welds on stainless steel plate joints inthe 3G position using SMAW equipment and electrodes.
Contren® Learning Series
PERFORMANCE PROFILE SHEET (PAGE 2 OF 2) NCCER TRAINING
Craft: Welding
Module Number: 29306-10
Module Title: SMAW – Stainless Steel Groove Welds
WELDING LEVEL THREE — MODULE 29306-10 PERFORMANCE PROFILE6.6
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided that copies are for local use only and that each copy contains this notice.
Objective TASK RATING
6 5. Make open-root V-groove welds on stainless steel plate joints inthe 4G position using SMAW equipment and electrodes.
8 6. Make open-root V-groove welds on stainless steel pipe joints inthe 1G-ROTATED position using SMAW equipment andelectrodes.
8 7. Make open-root V-groove welds on stainless steel pipe joints inthe 2G position using SMAW equipment and electrodes.
8 8. Make open-root V-groove welds on stainless steel pipe joints inthe 5G position using SMAW equipment and electrodes.
8 9. Make open-root V-groove welds on stainless steel pipe joints inthe 6G position using SMAW equipment and electrodes.
Contren® Learning Series

MODULE 29306-10 SMAW – Stainless Steel Groove Welds 3.33
Performance Accreditation Tasks Module 29306-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
OPEN-ROOT V-GROOVE WELDS ON STAINLESS STEEL PLATE JOINTS IN THE FLAT (1G) POSITION
Note: It is preferable to use stainless steel base metal. However, substituting carbon steel is per-mitted by the codes.
Using stainless steel electrodes, make an open-root V-groove weld on plate in the flat (1G) position, asshown.
Criteria for Acceptance:• Uniform rippled appearance on the bead face ____________• Craters and restarts filled to the full cross section of the weld ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code – Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the base metal to
a maximum buildup of 3⁄32" ____________• No porosity ____________• No overlap ____________• No excessive undercut ____________• No inclusions ____________• No cracks ____________• No pinholes (fisheyes) ____________
306A01.EPS
6" MIN
5" MIN
NOTE: BASE METAL, STAINLESS(OR CARBON) STEELPLATE AT LEAST 1⁄4" THICK
STAINLESSSTEEL
60°
60°
30°
JOINT DETAILSWITHOUT BACKING
0" – 1⁄8"
0" – 1⁄8"
45°
221⁄2°
JOINT DETAILSWITH BACKING
1⁄4"
3.34 WELDING Performance Laboratories
Performance Accreditation Tasks Module 29306-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
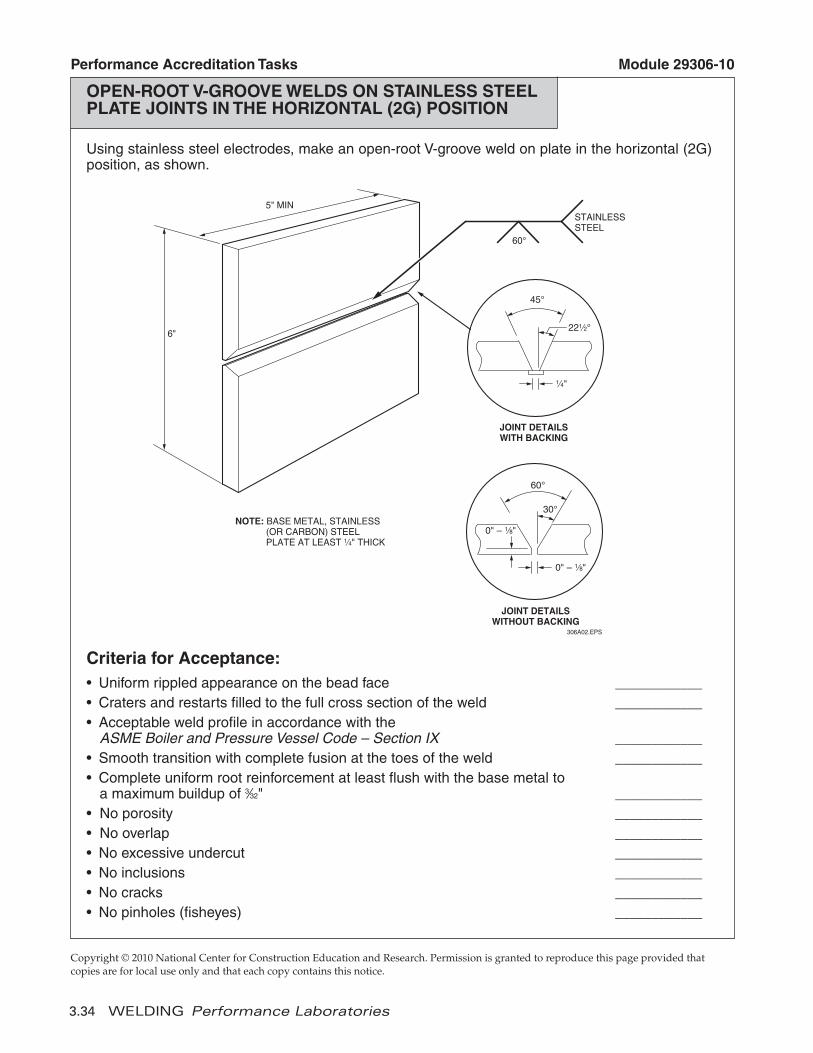
OPEN-ROOT V-GROOVE WELDS ON STAINLESS STEEL PLATE JOINTS IN THE HORIZONTAL (2G) POSITION
Using stainless steel electrodes, make an open-root V-groove weld on plate in the horizontal (2G)position, as shown.
Criteria for Acceptance:• Uniform rippled appearance on the bead face ____________• Craters and restarts filled to the full cross section of the weld ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code – Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the base metal to
a maximum buildup of 3⁄32" ____________• No porosity ____________• No overlap ____________• No excessive undercut ____________• No inclusions ____________• No cracks ____________• No pinholes (fisheyes) ____________
306A02.EPS
60°
6"
5" MINSTAINLESSSTEEL
60°
30°
JOINT DETAILSWITHOUT BACKING
0" – 1⁄8"
0" – 1⁄8"
45°
221⁄2°
JOINT DETAILSWITH BACKING
1⁄4"
NOTE: BASE METAL, STAINLESS(OR CARBON) STEELPLATE AT LEAST 1⁄4" THICK
MODULE 29306-10 SMAW – Stainless Steel Groove Welds 3.35
Performance Accreditation Tasks Module 29306-10
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
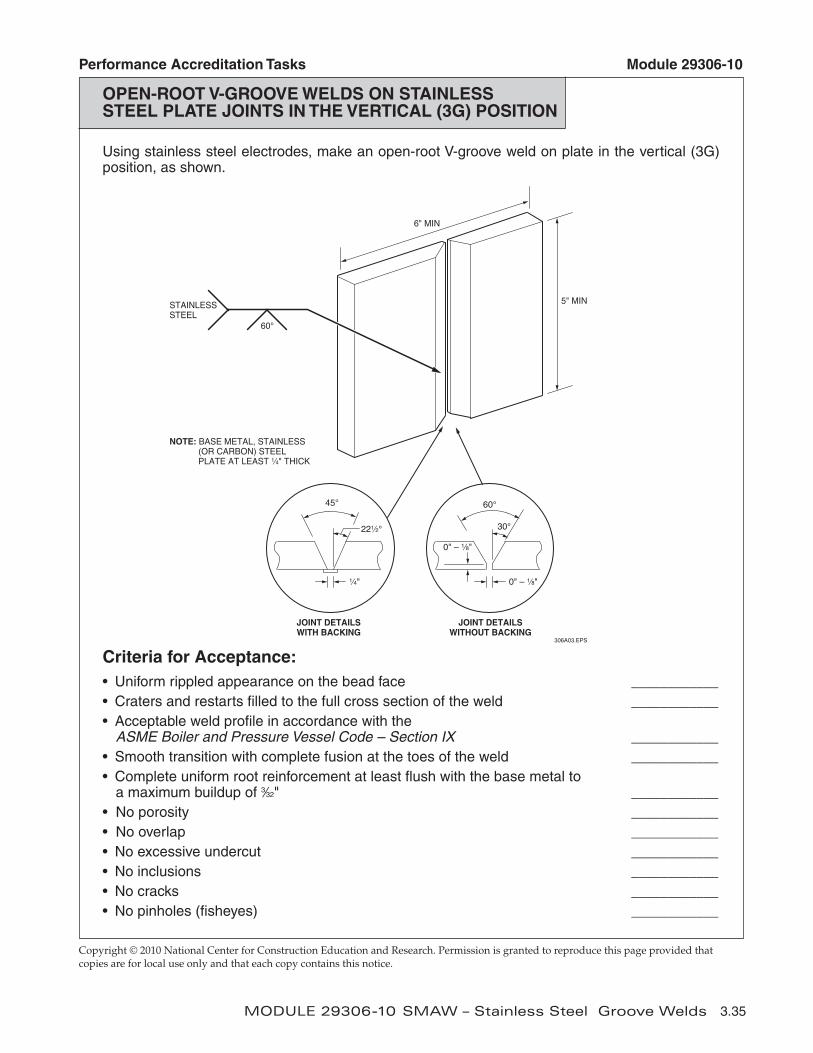
OPEN-ROOT V-GROOVE WELDS ON STAINLESS STEEL PLATE JOINTS IN THE VERTICAL (3G) POSITION
Using stainless steel electrodes, make an open-root V-groove weld on plate in the vertical (3G)position, as shown.
Criteria for Acceptance:• Uniform rippled appearance on the bead face ____________• Craters and restarts filled to the full cross section of the weld ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code – Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the base metal to
a maximum buildup of 3⁄32" ____________• No porosity ____________• No overlap ____________• No excessive undercut ____________• No inclusions ____________• No cracks ____________• No pinholes (fisheyes) ____________
6" MIN
5" MIN
60°
STAINLESSSTEEL
60°
30°
JOINT DETAILSWITHOUT BACKING
0" – 1⁄8"
0" – 1⁄8"
45°
221⁄2°
JOINT DETAILSWITH BACKING
1⁄4"
306A03.EPS
NOTE: BASE METAL, STAINLESS(OR CARBON) STEELPLATE AT LEAST 1⁄4" THICK
3.36 WELDING Performance Laboratories
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
Performance Accreditation Tasks Module 29306-10
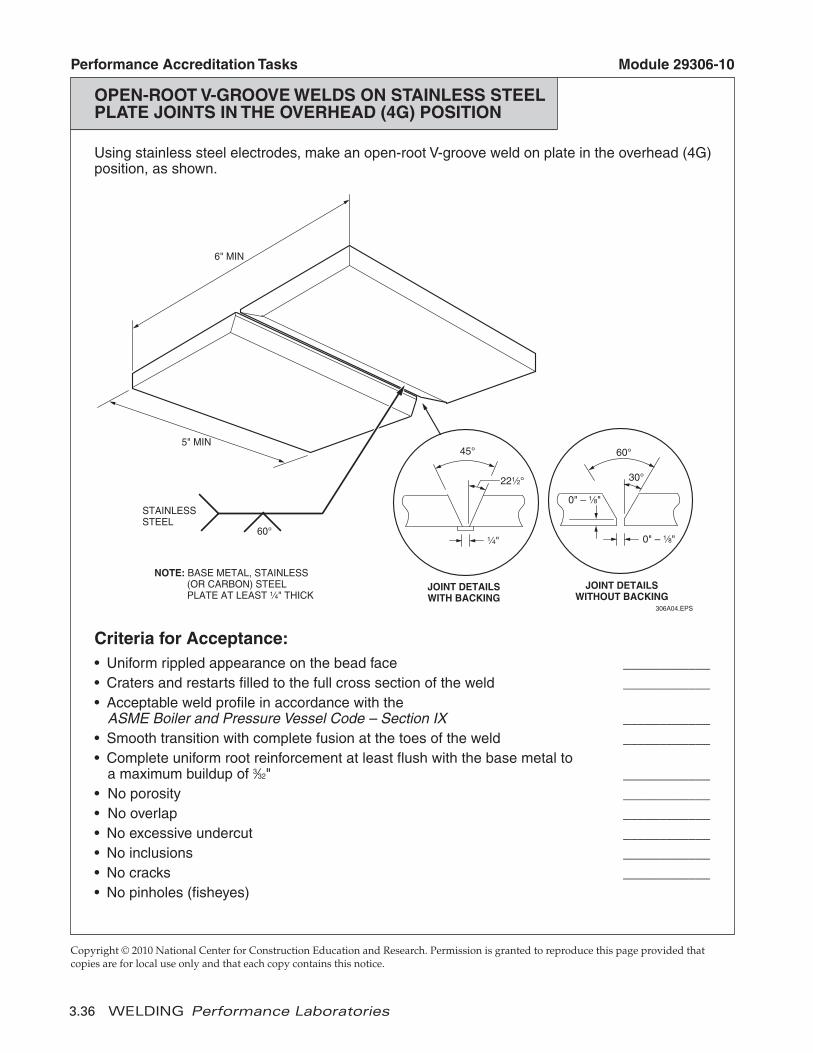
OPEN-ROOT V-GROOVE WELDS ON STAINLESS STEEL PLATE JOINTS IN THE OVERHEAD (4G) POSITION
Using stainless steel electrodes, make an open-root V-groove weld on plate in the overhead (4G)position, as shown.
Criteria for Acceptance:• Uniform rippled appearance on the bead face ____________• Craters and restarts filled to the full cross section of the weld ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code – Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the base metal to
a maximum buildup of 3⁄32" ____________• No porosity ____________• No overlap ____________• No excessive undercut ____________• No inclusions ____________• No cracks ____________• No pinholes (fisheyes)
60°
30°
JOINT DETAILSWITHOUT BACKING
0" – 1⁄8"
0" – 1⁄8"
NOTE: BASE METAL, STAINLESS(OR CARBON) STEELPLATE AT LEAST 1⁄4" THICK
6" MIN
5" MIN
60°
STAINLESSSTEEL
45°
221⁄2°
JOINT DETAILSWITH BACKING
1⁄4"
306A04.EPS
MODULE 29306-10 SMAW – Stainless Steel Groove Welds 3.37
Copyright © 2010 National Center for Construction Education and Research. Permission is granted to reproduce this page provided thatcopies are for local use only and that each copy contains this notice.
Performance Accreditation Tasks Module 29306-10
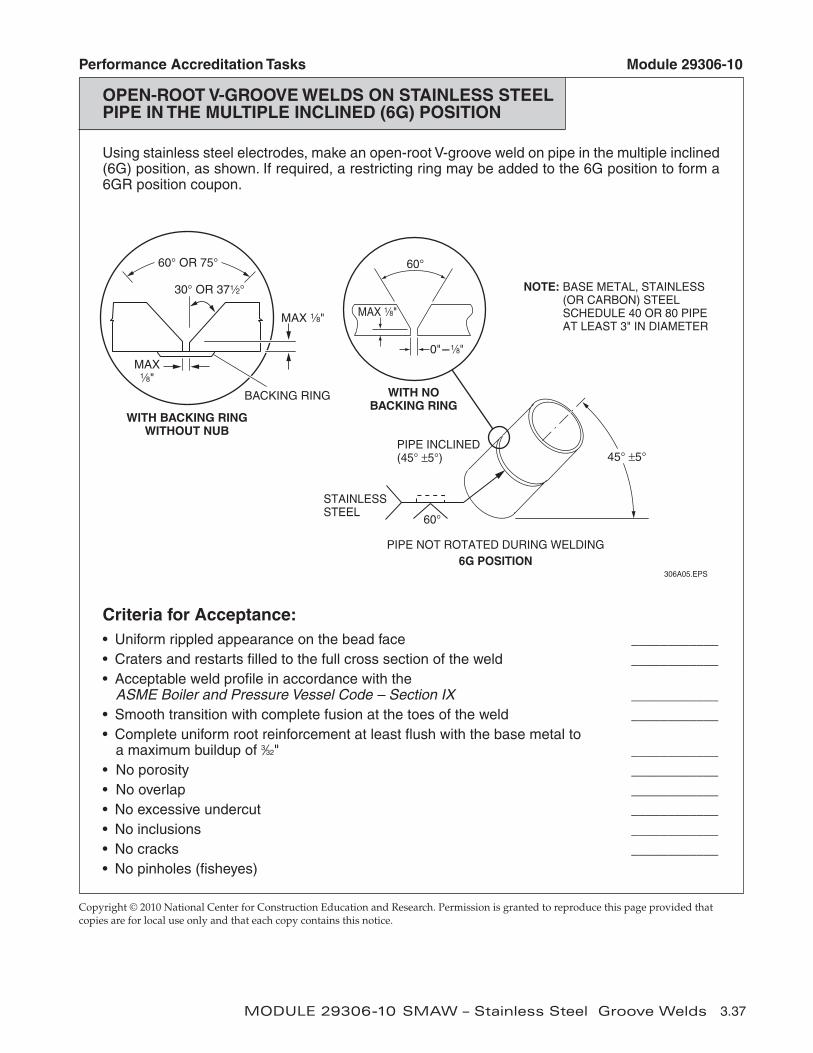
OPEN-ROOT V-GROOVE WELDS ON STAINLESS STEEL PIPE IN THE MULTIPLE INCLINED (6G) POSITION
Using stainless steel electrodes, make an open-root V-groove weld on pipe in the multiple inclined(6G) position, as shown. If required, a restricting ring may be added to the 6G position to form a6GR position coupon.
Criteria for Acceptance:• Uniform rippled appearance on the bead face ____________• Craters and restarts filled to the full cross section of the weld ____________• Acceptable weld profile in accordance with the
ASME Boiler and Pressure Vessel Code – Section IX ____________• Smooth transition with complete fusion at the toes of the weld ____________• Complete uniform root reinforcement at least flush with the base metal to
a maximum buildup of 3⁄32" ____________• No porosity ____________• No overlap ____________• No excessive undercut ____________• No inclusions ____________• No cracks ____________• No pinholes (fisheyes)
306A05.EPS
PIPE INCLINED(45° ±5°) 45° ±5°
PIPE NOT ROTATED DURING WELDING6G POSITION
60°
MAX 1⁄8"
0"-1⁄8"
60°
NOTE: BASE METAL, STAINLESS(OR CARBON) STEELSCHEDULE 40 OR 80 PIPEAT LEAST 3" IN DIAMETER
STAINLESSSTEEL
30° OR 371⁄2°
MAX1⁄8"
MAX 1⁄8"
BACKING RING
WITH BACKING RINGWITHOUT NUB
WITH NOBACKING RING
60° OR 75°





























