Embed Size (px)
DESCRIPTION
Read about specific applications and technologies that solved client's critical filtration & separation problems.
Citation preview
OIL & GASSEPARATIONSWhat’s Inside
Important Role in NGL
New Technology for Oil Conditioning
Aliados Del Agua
Utah Gas Processor Upgrade
UltiSep Testing, Demo & Comparison
New Application in Chemical in S. TX
Coalescing with APEX
Successful Upgrade of Alkylate Filter
Solution for Corrosion in HF Alky Unit
Compress Coolant Degradation Removal
Wet Gas Scrubber Effluent Challenge
Fram Liquid Separator Fuel Gas Filter
Debottlenecking at Gas Plant in CA
ADIPEC 2013
FILTRATION & PROCESS
NE W SLE T TER, FA LL , 2013
FALL, 2013
2
PENTAIR TECHNOLOGY PLAYS AN IMPORTANT ROLE IN NGL EXTRACTION
Oil and gas producers in the Utica Shale Play are now benefiting from significant processing infrastructure coming on line – and sales of natural gas and NGL are ramping up at a large new cryogenic gas processing plant located near Kensington, Ohio.
“Completing this first stage of the project is an important milestone in advancing the development of the Utica shale formation in Ohio, as wells can begin producing both natural gas and natural gas liquids,” Frank Tsuru, president and CEO of M3 Midstream, said in a statement. The first phase of M3’s Utica East Ohio Midstream LLC’s cryogenic plant is now in operation, and Pentair technology plays an important role in the NGL extraction process.
Since 2004, Momentum Energy, now known as M3 Midstream, has developed greenfield projects in the Barnett Shale, the Piceance Basin and the Haynesville Shale and has acquired gathering systems in Wyoming and East Texas. These assets consisted of 1,800 miles of pipeline, 10 processing & treating plants and compressor systems totaling 33,000 horsepower. The Utica East Ohio Midstream (UEO) project is located in Eastern Ohio, and provides customers with rich gas gathering, cryogenic gas processing, fractionation, NGL storage, rail loading and multiple gas and NGL redelivery options. (UEO is a joint venture of M3 Midstream, Access Midstream Partners, and EV Energy Partners.)
The Kensington Plant will be connected through a 24-inch pipeline to a sister plant about 40 miles south called the Leesville Plant in Harrison County. Together, the two plants will be able to process 800 million cubic feet of natural gas a day. The gas that will feed the Kensington and Leesville Plants is produced by Chesapeake and a number of other producers in the area.
Working closely with our distributor in the Rocky Mountain Area, Industrial Distributors Inc., we provided several pieces of equipment to the Kensington plant. Because of the large size of this project, we worked with several engineering firms to land projects that include the following equipment:
UltiSep® for residue gasUltiSep (for gas-liquid separation) systems were purchased for Gas Processing Trains 1, 2, and 3. We worked closely with URS on this project.
UltiSep for Refrigeration ProcessThe systems are installed on a refrigeration process that will chill propane and butane so it can be stored in large above ground tanks prior to loading on railcars. This project was worked through Preferred Engineering.
Condensate Stabilizer on Train 1 We shipped two ProcessOR®’s and a LiquiSep® for GWD, a Denver based engineering firm. The ProcessOR and LiquiSep will be used to remove solids and water from the condensate hydrocarbon feed to a stabilizer. A stabilizer is a process which normalizes the vapor pressure of a hydrocarbon liquid, thus allowing it to be transported in railcars and tank trucks that have limited pressure capability.
Condensate Stabilizer Train 2We shipped two ProcessOR’s and a LiquiSep. This time we worked with ENGlobal Engineering
Amine PlantUltiSep systems were provided to Enerflex for the amine process at the Kensington Plant that has a capacity of 800 MMSCFD. M3 specified Pentair for these requirements to prevent contamination of the amine.
Upgrades of other equipmentPentair has been able to upgrade a number of critical process filtration and separation equipment items to date that will provide enhanced performance and prevent contamination and upsets from occurring during plant operation.
“We believe we are in the heart of the rich gas area,” said Les Smith, an engineer and vice president of business development with M3 Midstream. Smith said the Kensington facility will draw gas from seven counties as the wells are drilled. “That gas needs to be processed,” Les Smith’s adds. “The producers are eagerly awaiting its completion.” Pentair is well positioned for a long and rewarding working relationship with the Kensington plant as more units are brought online.

FALL, 2013
3
ENVIROSEP
NEW TECHNOLOGY FOR OIL CONDITIONING
For the past 18 months, the newly developed and patent pending Envirosep technology has been utilized for oil conditioning and varnish removal on gas turbines in a limited number of installations as part of a pre-launch Beta Test program. Initial data and feedback from customers has been very positive and we are looking forward to formal product release during the first quarter of 2014.
Varnish formation in turbine oils has been identified as a significant problem for cost effective and continually reliable power generation. As a result, it has begun to cause high levels of concern to process engineers throughout the industry. Left untreated, varnish will lead to fouling of heat exchangers, turbine control valves, and turbine lube oil circuits; ultimately resulting in lengthy shut-downs for maintenance and potentially costly turbine failures. Varnish forms as part of a phenomenon called Oxidative Polymerization, where the carbon bond that is the fundamental structure of the oil molecule is broken due to oil oxidation. The process is then catalyzed by water, heat, and metal particles in the oil; resulting in the formation of larger and larger polymer compounds within the oil. As these polymerized compounds continue to form and grow, they begin to come out of solution, forming gels and ultimately hard coatings on heat exchanger surfaces and control valves.
The Envirosep was developed in an effort to improve upon the current technologies used for varnish mitigation. The technology utilizes three different filtration and adsorption mechanisms to capture both non-soluble gels and material as well as the polymerized degradation compounds. Importantly, the system can also be used without the need to take the turbine off-line, so power production is uninterrupted. The most common solutions have historically been Electrostatic Precipitation and Ion Exchange resins, both of which have limitations to their performance (turbines need to be shut down for 1-2 weeks for electrostatics to work well, and ion exchange resins have a very high water content which can damage the oil).
Beta Test Success Stories
One of the regional Chevron Oil Services providers was recently contracted to recondition the oil in a 15 year old turbine (1000+ gallons). The turbine owner had recently received an oil analysis indicating that the oil had an MPC reading of 26 (0 is ideal, 25 is the action level, 35 is considered severe). After 2 weeks of circulation through the Envirosep media, the MPC reading was reduced to 12. After a media change, and a few weeks of additional circulation, the MPC is down to 5 (a very good reading for oil of this age).
Another gas turbine power plant in Georgia has been utilizing our Beta unit on Turbine #2, and one of the competitive technologies on Turbine #1. They have reported that the system has worked very well and that their oil is now in excellent condition. In addition, the power plant operator has now requested pricing in order to purchase the pilot unit that they have been testing for the past 12 months.
At this point in time, the design engineering is largely complete and has been released to manufacturing, the first systems will be shipped to end users during the first quarter of 2014. TNB (Tenaga Nasional Berhad), provider of the majority of Malaysia electrical power needs, has orders placed through Pentair’s Singapore office and a regional agent for three of the new systems. The three new systems, along with three additional UltiDri® Oil Dehydration systems are all scheduled to ship this January.
Credit for the project development and success is due to Pentair’s St Paul, MN based R&D and Engineering Teams.

FALL, 2013
4
ALLIES OF WATER OR WATER PARTNERS
ALIADOS DEL AGuA
Aliados del Agua translates literally to mean “Allies of Water” or “Water Partners,” and it is more than just the new slogan of the recently re-branded Valrex, Colombia’s up-and-coming produced water treatment service provider. It is a phrase that describes Pentair’s relationship with Valrex and our promising strategy to, together, be a big player in the growing market for produced water treatment in the Andean region of South America. This partnership, forged over the course of the last 14 months, has turned out to be quite a good fit for both Pentair and Valrex.
Valrex had historically focused on municipal and industrial water applications throughout the Andean region. When the former owner, PhD Engineer, Professor, and Stanford MBA Alvaro Sanjines, took notice of the growing opportunity for water treatment in the upstream oil and gas sector. His company had completed its first multi-million dollar project in phenol reduction for the upstream oil and gas industry as a service provider when his search for new treatment technologies lead him to a Water Summit in Houston and down the path of partnership with Pentair. Impressed by Pentair’s broad array of technologies related to water treatment within the industry, Alvaro made the case to be a service provider using Pentair technologies in Colombia.
Several meetings, discussions, and months later, Valrex has become the channel to market for Pentair’s HRT® system. Over this time Valrex’s majority share has been bought by an investment firm, giving access to capital and a revitalized image and approach to the market. The strategy: employ HRT as a differentiating technology to provide long-term treatment service contracts to oil and gas producers. Pentair is clearly an integral part of this strategy, as was displayed in the recent annual Colombian oil and gas exhibition where the Valrex booth was full of Pentair imagery, multimedia, marketing materials, and even a working HRT® demo on display (photos to the right).
These efforts have culminated in the HRT® trials currently underway at the Ecopetrol facility, Bateria Colon.
Bateria Colon site is located in Putumayo state, a remote location in SW Colombia near the Ecuador border.
FALL, 2013
5
A gas processor and production company in the Uinta Basin located in Eastern Utah was completing the installation and commissioning of equipment at their 45 MMSCFD facility. The plant processes dry sweet gas through a stabilization plant to produce natural gas, y-grade NGL, and propane finished products to pipeline. The plant has had challenges with various contaminants and are installing separation equipment to provide a more stable process and assure that the products they supply are free of contaminants.
The equipment was purchased through a third party engineering company and only two components of their separations technology were Pentair designs. Upon completing a plant walkthrough with our field services, it was concluded that the plant would like to upgrade the inlet separator and Y-grade particle filter to Pentair element technology. During this same visit Pentair completed an inspection on the existing equipment on-site.
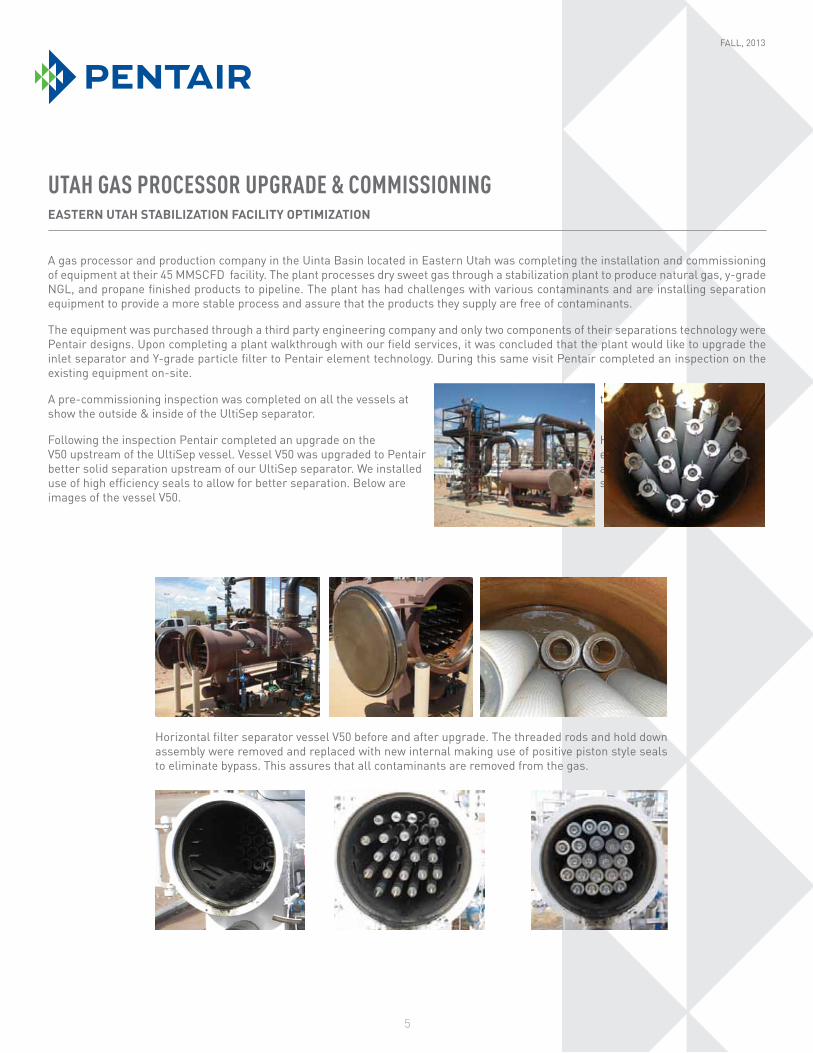
A pre-commissioning inspection was completed on all the vessels at the plant. The images below show the outside & inside of the UltiSep separator.
Following the inspection Pentair completed an upgrade on the Horizontal Filter Separator or V50 upstream of the UltiSep vessel. Vessel V50 was upgraded to Pentair element technology to provide better solid separation upstream of our UltiSep separator. We installed a new riser assembly to make use of high efficiency seals to allow for better separation. Below are show images of the upgrade of images of the vessel V50.
EASTERN UTAH STABILIZATION FACILITY OPTIMIZATION
uTAH GAS PROCESSOR uPGRADE & COMMISSIONING
Horizontal filter separator vessel V50 before and after upgrade. The threaded rods and hold down assembly were removed and replaced with new internal making use of positive piston style seals to eliminate bypass. This assures that all contaminants are removed from the gas.
FALL, 2013
6
NORTHEAST REFINERY LOOKS TO MITIGATE REOCCURING VITAL EQUIPMENT FOULING
uLTISEP TESTING AND DEMONSTRATION VS. COMPETITION
In virtually all gas processing and compression, free liquid and aerosol contaminants can be present within the gas stream. An UltiSep® pilot unit is designed to capture and remove virtually 100% of the free liquid and aerosol contaminants. The UltiSep pilot unit is connected to the main process line on a slipstream. The liquid contaminants separated from the gas stream are collected and measured. This liquid volume is then compared against the volume of gas processed through the pilot unit. This value is then extrapolated over the main flow rate of the system.
A Northeast Refiner asked Pentair to assist with demonstrating the high efficiency aerosol and solid separation capabilities associated with an UltiSep system for mitigating reoccurring vital equipment fouling resulting in escalating operating costs, increased labor requirements and reduced system throughput. By installing the UltiSep downstream of the existing conventional separator, Pentair will be able to quantify the concentration of aerosol contamination bypassing the existing separator and being captured by UltiSep’s micro-fiber design.
ULTISEP® PILOT TESTING
Technical Services personnel arrived at the Northeastern Refinery to set up the UltiSep slipstream pilot unit and the unit was connected immediately downstream of a conventional separator and the return was routed back into the system downstream of the existing butterfly control valve.
The slipstream pilot test unit contained a Pentair high-efficiency separation element (rated at 0.1 micron @ 99.98% efficiency) designed to intercept and separate virtually 100% liquid aerosol contaminants within the gas stream. The unit was operated at a flow rate of ~200 SCFM. The liquid removal rate for the pilot unit data collection is presented in this report
GAS GRAVIMETRIC SAMPLING
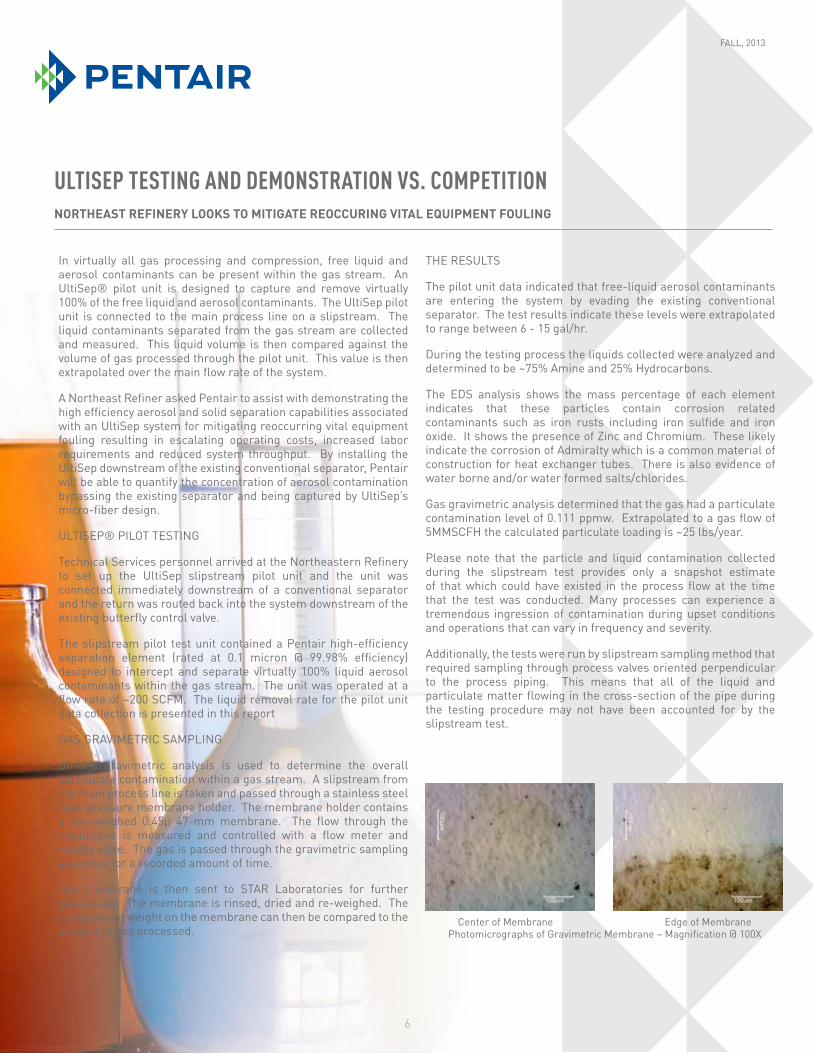
On-line gravimetric analysis is used to determine the overall particulate contamination within a gas stream. A slipstream from the main process line is taken and passed through a stainless steel high-pressure membrane holder. The membrane holder contains a pre-weighed 0.45µ 47-mm membrane. The flow through the membrane is measured and controlled with a flow meter and needle valve. The gas is passed through the gravimetric sampling assembly for a recorded amount of time.
The membrane is then sent to STAR Laboratories for further processing. The membrane is rinsed, dried and re-weighed. The contaminant weight on the membrane can then be compared to the amount of gas processed.
THE RESULTS
The pilot unit data indicated that free-liquid aerosol contaminants are entering the system by evading the existing conventional separator. The test results indicate these levels were extrapolated to range between 6 - 15 gal/hr.
During the testing process the liquids collected were analyzed and determined to be ~75% Amine and 25% Hydrocarbons.
The EDS analysis shows the mass percentage of each element indicates that these particles contain corrosion related contaminants such as iron rusts including iron sulfide and iron oxide. It shows the presence of Zinc and Chromium. These likely indicate the corrosion of Admiralty which is a common material of construction for heat exchanger tubes. There is also evidence of water borne and/or water formed salts/chlorides.
Gas gravimetric analysis determined that the gas had a particulate contamination level of 0.111 ppmw. Extrapolated to a gas flow of 5MMSCFH the calculated particulate loading is ~25 lbs/year.
Please note that the particle and liquid contamination collected during the slipstream test provides only a snapshot estimate of that which could have existed in the process flow at the time that the test was conducted. Many processes can experience a tremendous ingression of contamination during upset conditions and operations that can vary in frequency and severity.
Additionally, the tests were run by slipstream sampling method that required sampling through process valves oriented perpendicular to the process piping. This means that all of the liquid and particulate matter flowing in the cross-section of the pipe during the testing procedure may not have been accounted for by the slipstream test.
Center of Membrane Edge of MembranePhotomicrographs of Gravimetric Membrane – Magnification @ 100X

FALL, 2013
7
NEW SEPARATIONS CHALLENGES ARE MET WITH PENTAIR TECHNOLOGY
NEW APPLICATION IN CHEMICAL FOR SOuTH TEXAS
Pentair has long been applying its separation technologies to better enhance petrochemical facilities across the United States. In the past, chemical facilities utilized antiquated and conventional separation systems. As new feedstocks, like shale gas, have provided these facilities the opportunity to increase profit and throughput through many of the existing facilities, they have brought new separation challenges along with them.
Pentair is utilizing this growth in the chemical industry to develop relationships and capitalize on opportunities to replace and provide better more advanced separation solutions for these chemical facilities.
A Corpus Christi, TX ethylene plant has been utilizing refinery feedstocks for the last 30 years, and as they have transitioned to utilizing some condensate liquids from the shale play in the nearby Eagle Ford Shale they have seen their traditional technologies fail to filter their feedstock. This failure has led the plant to shut down do to particulate challenges like coking out burners; which have led to premature plant shut downs and turnarounds.
Pentair is currently working with the operations staff at the Corpus Christi site to find the most optimized separation solutions. They are currently operating Pentair’s ProcessOR® (solid/ liquid separator) followed by a LiquiSep® (liquid/liquid separator) to remove particulates coming into their feed and water separation. This will enable the plant to take the feedstock and run it through the plant without premature shut downs and avoid turnarounds until their normal scheduled down times.
FALL, 2013
8
COALESCING WITH APEX®
HOW IT WORKS
Coalesce = to come together, to combine, to fuse. In the world of coalescing technology, no one does it better than Pentair. With the development of APEX elements, we have changed expectations of how clean a process stream can be that contains micro-structured droplets.
Pentair technologies that incorporate APEX innovation are UltiSep®, LiquiSep®, Polarex® and HRT®.
UltiSep – Gas streams with potential problems:• Inlet dehydration for tower protection• Outlet dehydration for fluid recovery• Inlet sweetning for tower protection• Outlet sweetning for fluid recovery• Inlet compressor protection• Outlet compressor for fluid recovery• Inlet mole sieve bed protection• Inlet turbines for burner tip protection
APEX elements are made of a non-woven media. Old or conventional technologies have limitations and within these limitations lies expectations (SOP – standard operating procedures). Advanced separation technology – APEX – overcomes these limitations therefore lowering operational cost and increasing yields with longer production runs. We must educate the masses.
12 years ago, due to contaminants in a natural gas line fueling power turbines, there was a detonation/explosion instead of a clean burning fuel gas. This caused millions of dollars worth of damage. APEX elements were installed to clean up the natural gas line and we haven’t looked back. Smooth sailing since.
So, what were the contaminants in the gas stream? Root causes of entrained feedstrock contamination are:
Liquids SolidsCompressor Lube Oils Iron SulfidesHydrocarbon Condensates Iron OxidesCorrosion Inhibitors Pipe rougeCompletion Fluids Other Corrosion ProductsWater ScalesBrine Dirt (Silica, etc)Organic Acids Precipitates (salts)
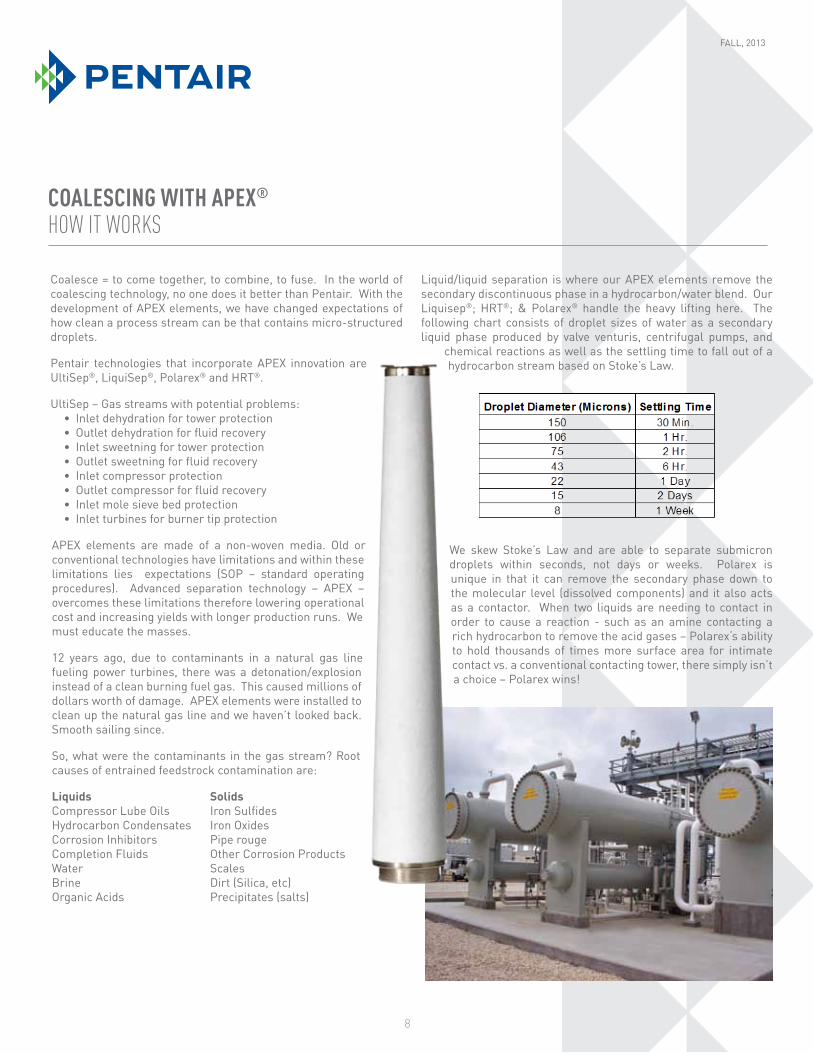
Liquid/liquid separation is where our APEX elements remove the secondary discontinuous phase in a hydrocarbon/water blend. Our Liquisep®; HRT®; & Polarex® handle the heavy lifting here. The following chart consists of droplet sizes of water as a secondary liquid phase produced by valve venturis, centrifugal pumps, and
chemical reactions as well as the settling time to fall out of a hydrocarbon stream based on Stoke’s Law.
We skew Stoke’s Law and are able to separate submicron droplets within seconds, not days or weeks. Polarex is unique in that it can remove the secondary phase down to the molecular level (dissolved components) and it also acts as a contactor. When two liquids are needing to contact in order to cause a reaction - such as an amine contacting a rich hydrocarbon to remove the acid gases – Polarex‘s ability to hold thousands of times more surface area for intimate contact vs. a conventional contacting tower, there simply isn’t a choice – Polarex wins!
FALL, 2013
9
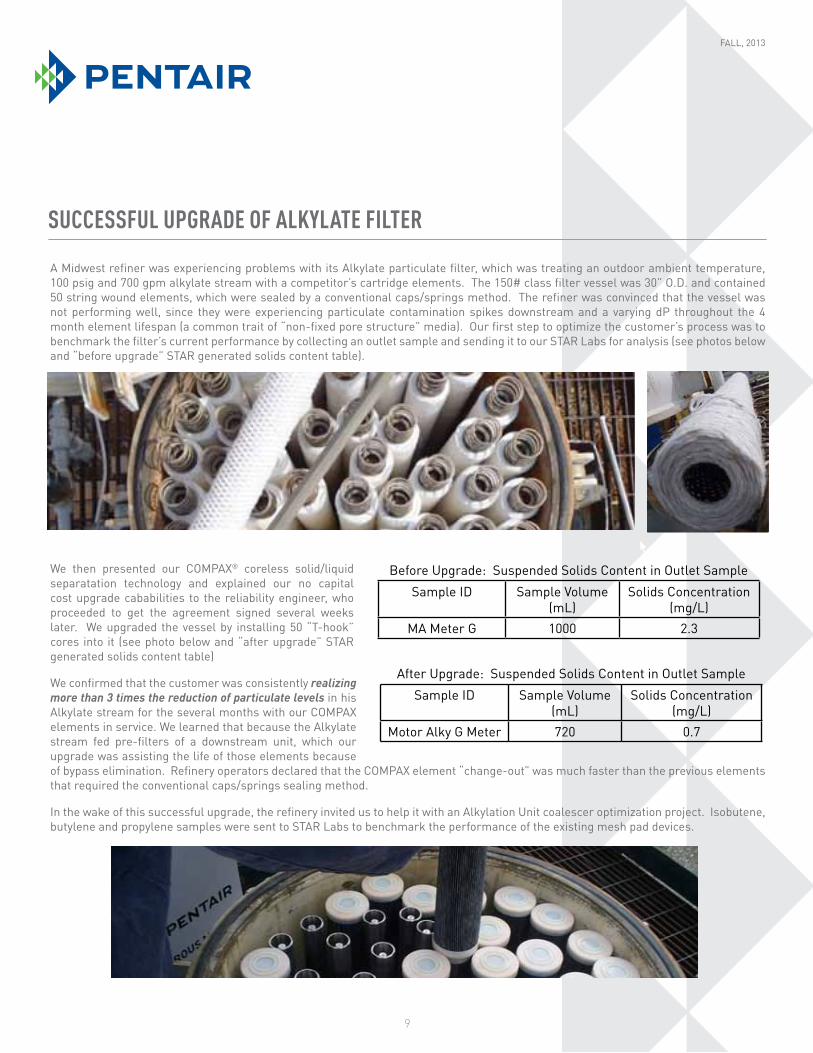
A Midwest refiner was experiencing problems with its Alkylate particulate filter, which was treating an outdoor ambient temperature, 100 psig and 700 gpm alkylate stream with a competitor’s cartridge elements. The 150# class filter vessel was 30” O.D. and contained 50 string wound elements, which were sealed by a conventional caps/springs method. The refiner was convinced that the vessel was not performing well, since they were experiencing particulate contamination spikes downstream and a varying dP throughout the 4 month element lifespan (a common trait of “non-fixed pore structure” media). Our first step to optimize the customer’s process was to benchmark the filter’s current performance by collecting an outlet sample and sending it to our STAR Labs for analysis (see photos below and “before upgrade” STAR generated solids content table).
We then presented our COMPAX® coreless solid/liquid separatation technology and explained our no capital cost upgrade cababilities to the reliability engineer, who proceeded to get the agreement signed several weeks later. We upgraded the vessel by installing 50 “T-hook” cores into it (see photo below and “after upgrade” STAR generated solids content table)
We confirmed that the customer was consistently realizing more than 3 times the reduction of particulate levels in his Alkylate stream for the several months with our COMPAX elements in service. We learned that because the Alkylate stream fed pre-filters of a downstream unit, which our upgrade was assisting the life of those elements because of bypass elimination. Refinery operators declared that the COMPAX element “change-out” was much faster than the previous elements that required the conventional caps/springs sealing method.
In the wake of this successful upgrade, the refinery invited us to help it with an Alkylation Unit coalescer optimization project. Isobutene, butylene and propylene samples were sent to STAR Labs to benchmark the performance of the existing mesh pad devices.
SuCCESSFuL uPGRADE OF ALKYLATE FILTER
Before Upgrade: Suspended Solids Content in Outlet SampleSample ID Sample Volume
(mL)Solids Concentration
(mg/L)MA Meter G 1000 2.3
After Upgrade: Suspended Solids Content in Outlet SampleSample ID Sample Volume
(mL)Solids Concentration
(mg/L)Motor Alky G Meter 720 0.7
FALL, 2013
10
POLAREx® PASSES THE TEST
IDEAL SOLuTION TO MITIGATE CORROSION IN A HF ALKY uNIT
A Northeastern Refiner has an HF alkylation unit, and they are experiencing corrosion throughout the system. The source of the corrosion is thought to originate from iron fluoride particles which are generated in the HF alkylation process and carried through with the alkylate product. Iron fluoride hydrolyzes in the presence of water to create Hydrofluoric Acid which may be the source of the downstream corrosion. The water in the alkylate originates from the water wash process, originally designed to reduce corrosion by reducing soluble fluoride concentration in the alkylate stream.
To evaluate available solutions for addressing the corrosion issues, Pentair personnel were on site to collect alkylate samples and an online gravimetric sample to check the insoluble, particulate fluoride content present in the stream.
ANALYSIS AND TEST RESULTS
• Suspended solids were analyzed by processing 12.5L of alkylate via an online gravimetric method consisting of a 0.45 µm Nylon membrane. A relatively low level of suspended solids concentration was observed at 0.3 mg/L with only 1.6% of iron in the contaminants.
• The feasibility of Polarex technology for this application was evaluated and consisted of only 2% water injection, which is considerably less than the pre-existing 20% water wash system currently on-site. Based on the trial results, the Polarex system effectively removed 90% or greater of the total fluoride ions. The fluoride concentration was reduced from 0.1 ppm to less than 0.01 ppm. Addtionally, all free water was efficiently removed down to the solubility limit.
• ALiquiSep® evaluation was conducted by adding 20% water, the average water concentration used in the water wash, to the unfiltered alkylate in order to compare the results with those of the 2% Polarex. The outlet fluoride concentration was reduced to less than 0.01 ppm.
SUMMARY
The evaluation and analysis results demonstrate more fluoride ions are dissolved in the alkylate than contained in the solid contaminant. Removing solid particulates will not effectively solve the corrosion issue. Pentair’s Polarex technology can remove approximately 90% of the fluoride ions and lower the concentration to less than 0.01 ppm. Additionally, a Polarex system will mitigate downstream corrosion issues that have impacted the system for several years, while drastically reducing the plot space requirements and minimizing capital investment, leading to an ideal solution.
Sample ID Fluoride Content (mg/L)
Unfiltered Alkylate, Inlet (water wash O/S) 0.10Outlet of POLAREX, 2% Water Injection < 0.01
20% Water Injection After LIQUISEP < 0.01
FALL, 2013
11
CATERPILLAR COMPRESSOR COOLANT DEGRADATION REMOVAL
V-MAX® RENTAL TO THE RESCuE
An East Texas plant is one of the largest gas processing complexes in the North America. The facility consists of 6 trains of amine treating with a cumulative gas processing capacity of 780mmscfd. Along with this large centralized facility, are many field compression stations in the area. These compression stations help move the gas from the wells to the main gas plant for processing. The far majority of field compression comes from natural gas driven diesel powered compressors. These engines are similar to those found in the large tractor trailer semis we see on the roads everyday. But, these large CATs are actually larger than their road going siblings. As a result, they require very large cooling systems to maintain their continuous operation. These compressors will run 24/7 with little interruption other than routine maintenance.
ChALLEngE
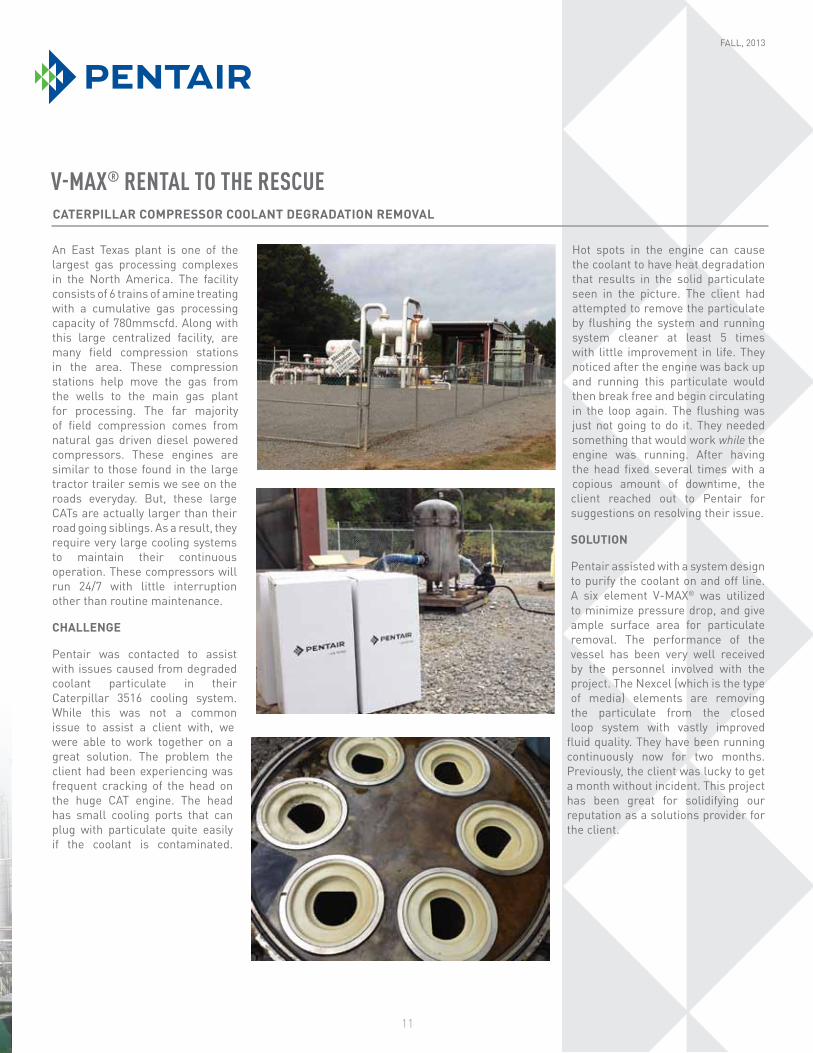
Pentair was contacted to assist with issues caused from degraded coolant particulate in their Caterpillar 3516 cooling system. While this was not a common issue to assist a client with, we were able to work together on a great solution. The problem the client had been experiencing was frequent cracking of the head on the huge CAT engine. The head has small cooling ports that can plug with particulate quite easily if the coolant is contaminated.
Hot spots in the engine can cause the coolant to have heat degradation that results in the solid particulate seen in the picture. The client had attempted to remove the particulate by flushing the system and running system cleaner at least 5 times with little improvement in life. They noticed after the engine was back up and running this particulate would then break free and begin circulating in the loop again. The flushing was just not going to do it. They needed something that would work while the engine was running. After having the head fixed several times with a copious amount of downtime, the client reached out to Pentair for suggestions on resolving their issue.
SOLUTIOn
Pentair assisted with a system design to purify the coolant on and off line. A six element V-MAX® was utilized to minimize pressure drop, and give ample surface area for particulate removal. The performance of the vessel has been very well received by the personnel involved with the project. The Nexcel (which is the type of media) elements are removing the particulate from the closed loop system with vastly improved
fluid quality. They have been running continuously now for two months. Previously, the client was lucky to get a month without incident. This project has been great for solidifying our reputation as a solutions provider for the client.
FALL, 2013
12
WET GAS SCRubbER EFFLuENT CHALLENGEWORKING TOGETHER TO EFFICIENTLY PROTECT ExPENSIVE DISPOSAL INJECTION WELLS
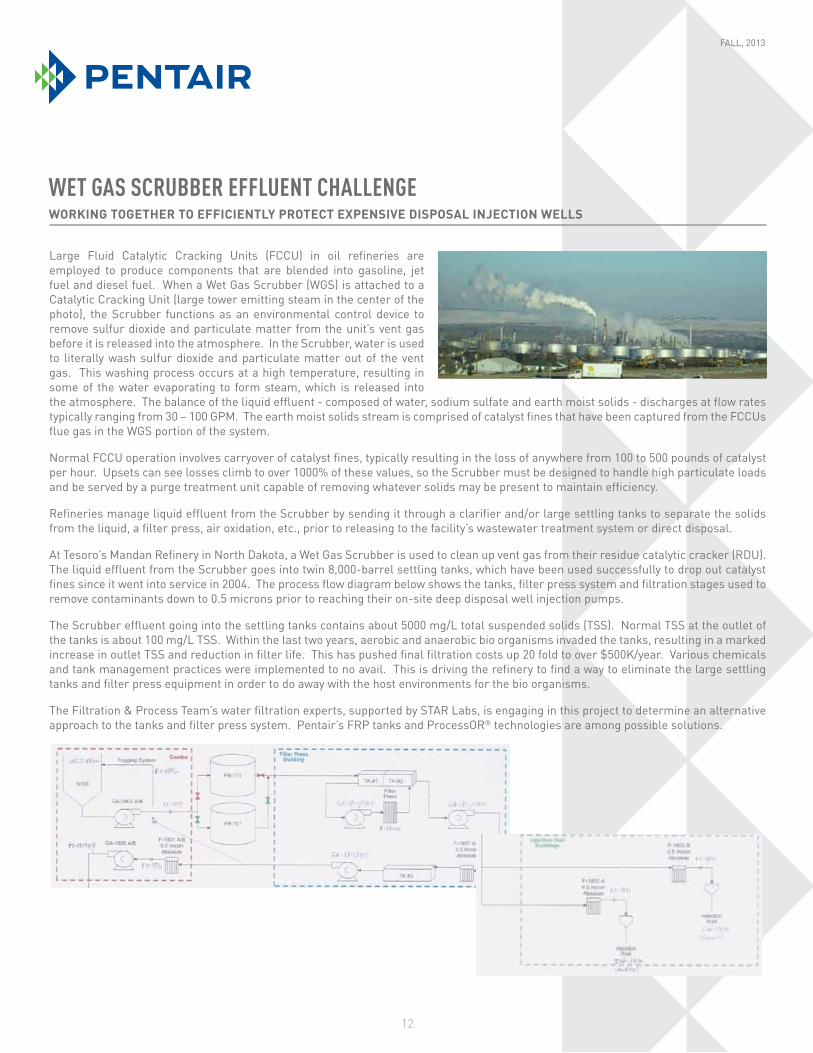
Large Fluid Catalytic Cracking Units (FCCU) in oil refineries are employed to produce components that are blended into gasoline, jet fuel and diesel fuel. When a Wet Gas Scrubber (WGS) is attached to a Catalytic Cracking Unit (large tower emitting steam in the center of the photo), the Scrubber functions as an environmental control device to remove sulfur dioxide and particulate matter from the unit’s vent gas before it is released into the atmosphere. In the Scrubber, water is used to literally wash sulfur dioxide and particulate matter out of the vent gas. This washing process occurs at a high temperature, resulting in some of the water evaporating to form steam, which is released into the atmosphere. The balance of the liquid effluent - composed of water, sodium sulfate and earth moist solids - discharges at flow rates typically ranging from 30 – 100 GPM. The earth moist solids stream is comprised of catalyst fines that have been captured from the FCCUs flue gas in the WGS portion of the system.
Normal FCCU operation involves carryover of catalyst fines, typically resulting in the loss of anywhere from 100 to 500 pounds of catalyst per hour. Upsets can see losses climb to over 1000% of these values, so the Scrubber must be designed to handle high particulate loads and be served by a purge treatment unit capable of removing whatever solids may be present to maintain efficiency.
Refineries manage liquid effluent from the Scrubber by sending it through a clarifier and/or large settling tanks to separate the solids from the liquid, a filter press, air oxidation, etc., prior to releasing to the facility’s wastewater treatment system or direct disposal.
At Tesoro’s Mandan Refinery in North Dakota, a Wet Gas Scrubber is used to clean up vent gas from their residue catalytic cracker (RDU). The liquid effluent from the Scrubber goes into twin 8,000-barrel settling tanks, which have been used successfully to drop out catalyst fines since it went into service in 2004. The process flow diagram below shows the tanks, filter press system and filtration stages used to remove contaminants down to 0.5 microns prior to reaching their on-site deep disposal well injection pumps.
The Scrubber effluent going into the settling tanks contains about 5000 mg/L total suspended solids (TSS). Normal TSS at the outlet of the tanks is about 100 mg/L TSS. Within the last two years, aerobic and anaerobic bio organisms invaded the tanks, resulting in a marked increase in outlet TSS and reduction in filter life. This has pushed final filtration costs up 20 fold to over $500K/year. Various chemicals and tank management practices were implemented to no avail. This is driving the refinery to find a way to eliminate the large settling tanks and filter press equipment in order to do away with the host environments for the bio organisms.
The Filtration & Process Team’s water filtration experts, supported by STAR Labs, is engaging in this project to determine an alternative approach to the tanks and filter press system. Pentair’s FRP tanks and ProcessOR® technologies are among possible solutions.
FALL, 2013
13
FRAM LIquID SEPARATOR FuEL GAS FILTER AT GuLF COAST REFINERY
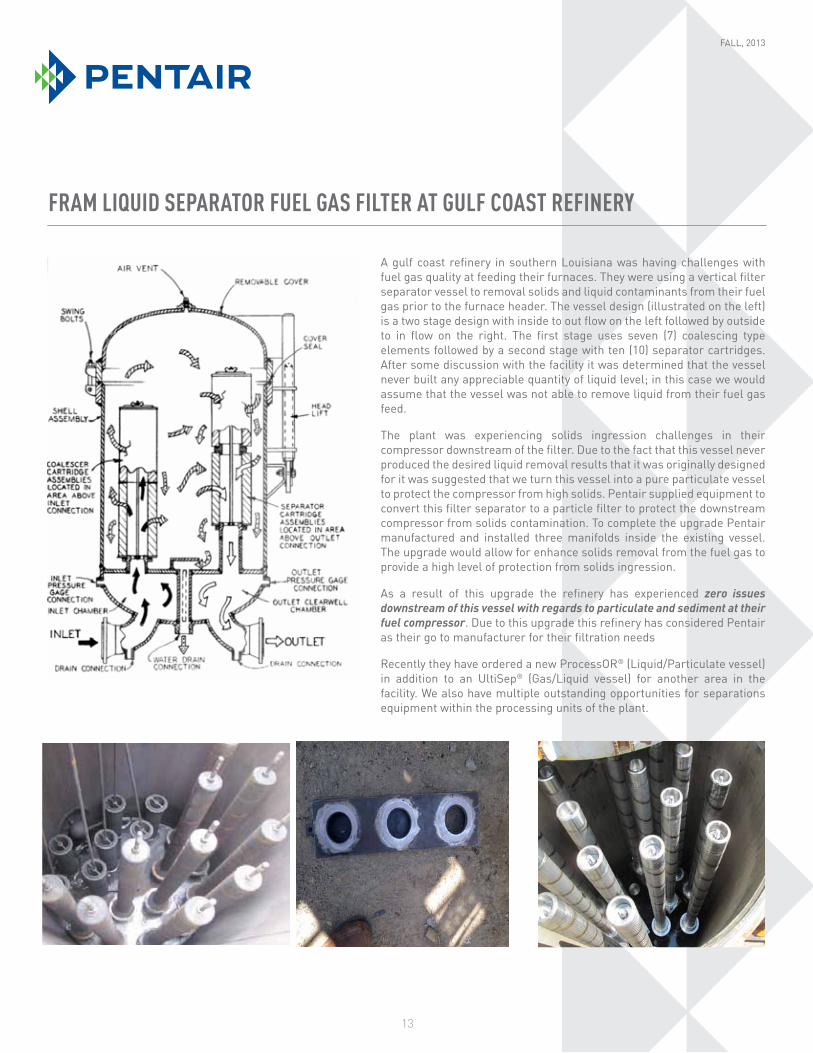
A gulf coast refinery in southern Louisiana was having challenges with fuel gas quality at feeding their furnaces. They were using a vertical filter separator vessel to removal solids and liquid contaminants from their fuel gas prior to the furnace header. The vessel design (illustrated on the left) is a two stage design with inside to out flow on the left followed by outside to in flow on the right. The first stage uses seven (7) coalescing type elements followed by a second stage with ten (10) separator cartridges. After some discussion with the facility it was determined that the vessel never built any appreciable quantity of liquid level; in this case we would assume that the vessel was not able to remove liquid from their fuel gas feed.
The plant was experiencing solids ingression challenges in their compressor downstream of the filter. Due to the fact that this vessel never produced the desired liquid removal results that it was originally designed for it was suggested that we turn this vessel into a pure particulate vessel to protect the compressor from high solids. Pentair supplied equipment to convert this filter separator to a particle filter to protect the downstream compressor from solids contamination. To complete the upgrade Pentair manufactured and installed three manifolds inside the existing vessel. The upgrade would allow for enhance solids removal from the fuel gas to provide a high level of protection from solids ingression.
As a result of this upgrade the refinery has experienced zero issues downstream of this vessel with regards to particulate and sediment at their fuel compressor. Due to this upgrade this refinery has considered Pentair as their go to manufacturer for their filtration needs
Recently they have ordered a new ProcessOR® (Liquid/Particulate vessel) in addition to an UltiSep® (Gas/Liquid vessel) for another area in the facility. We also have multiple outstanding opportunities for separations equipment within the processing units of the plant.

FALL, 2013
14
DEbOTTLEKNECKING GAS PLANT IN CALIFORNIA
A California oil and gas producer recently commissioned a 90 MMSCFD amine plant processing rich gas for removal of CO2. Upon start up the plant experienced challenges with foaming and hydrocarbon ingression in their amine contactor, limiting their production to less than 50 MMSCFD. After addressing some issues with their inlet coalescer, the plant began operating with more stability but still experienced some minor foaming excursions.
For this reason Pentair spent some time walking through their process and looking at amine samples. The plant had recently removed their carbon bed from service as it appeared that the vessel contributed to their foaming challenges. It was also communicated that the rich amine particulate filter does not build continuous differential pressure in operation. The plant opened the vessels for inspection and it was determined that there may be some sealing challenges with the elements. This would explain why the differential pressure does not continuously build across the vessel. It is likely that there is bypass of amine around the elements and therefore not all of the amine is being clarified by the separation media.
It was recommended that the plant upgrade the existing vessel to eliminate the caps and springs to mitigate their challenges with bypass. The upgrade will consist of inserting a new tube sheet and core assembly over the existing tube sheet to convert the vessel from holding 112 elements that are 2.5 inches in diameter and 40 inches long to 18 of Pentair’s high capacity Compax® coreless elements that are 7 inches in diameter and ~38 inches long.
The tube sheet assembly will have a down facing o-ring that will provide a positive seal to the top of the existing tube sheet that is currently welded in the vessel. The tube sheet will be held in place by a compression ring with set screws that will bite into the side of the vessel and in turn apply a down force on the new tube sheet assembly to keep the o-ring engaged. Cores will be threaded into the couplings in the tube sheet providing a robust support for the differential pressure and assuring a positive seal. The element will slide over the cores each containing a internal o-ring that seals with a machined surface on the core assembly. The design assures that all of the process fluid is clarified by the media. This upgrade will all be done with no cutting or welding or any alteration to the integrity of the vessel in any way, The image (upper right) show the existing filters at the plant.
The current elements are a depth style loading element that contain no internal rigid structure to support the element. This may explain why the vessel does not build significant differential pressure. The elements have the tendency to “bow” or “bend” when wetted and do not maintain structural integrity since there is no internal support as it builds differential pressure. This phenomenon of “flexing” may be further worsened when
the weight of the closure lid is applied to the spring hold down mechanism.
Pentair field services were on-site to upgrade V-104. Immediately following the upgrade the customer began to experience the gradual build in deferential pressure that one would expect in a system with no by pass. In addition, they also noted a significant reduction in the change out time for this vessel. The images below show the tube sheet and core assembly that was installed inside the vessel. We will be upgrading the post carbon vessel later this year to further optimize their amine process.
TUBESHEET BEFORE (lower & more cores) TUBESHEET AFTER (higher & less cores)
PENTAIR CORES PENTAIR’S COMPAX ELEMENTS

FALL, 2013
15
STRENGHTENING MIDDLE EAST SYNERGIES AT ADIPEC 2013by Arvind Chaturvedi, Regional Account Manager - Middle East
Pentair Middle East recently participated in the ADIPEC (Abu Dhabi International Petroleum Exhibition and Conference) event held in Abu Dhabi, United Arab Emirates in November. Filtration and Process took this opportunity to showcase our HRT® technology as well as present our range of wider process optimization capabilities. This was the second year that we were taking part in this show.The ADIPEC show is held every year at Abu Dhabi, which is the center of the oil and gas industry in the region. UAE is one of the world’s wealthiest nations, with a per capita GDP of ~ $ 50K, thus ranked eighth from the top and just behind USA. UAE has also become one of the world’s key financial hubs and an important trading center in the Middle East. There are multiple mega projects currently in progress involving infrastructure, manufacturing and technology, within the dedicated free trade zones, such as KAIZAD.UAE produces approximately 3.3 Million barrels of Oil per day and approximately 5.5 Billion Standard Cubic Feet of Gas, with gas reserves of 198.5 trillion cubic feet (tcf). These are the fifth-largest gas reserves in the world (after Russia, Iran, Qatar and Saudi Arabia), according to the US Energy Information Administration.From the perspective of Filtration and Process and the Energy business, this market is of greater interest than several others in the region, and not entirely because of its size. The country has faced challenges in accessing and producing the gas in the past, as most of the gas fields are sour. However, with the availability of better technology and the need to balance supply and demand, it is now launching several projects focused on increasing gas productivity.
This mix of difficult sour gas and mega size projects presents our advanced separation technology, especially HRT, LiquiSep, Polarex and UltiSep, a unique opportunity to enhance our footprint in the region.We have recently seen successful implementation of partnerships with the Valves & Controls GBU in the Middle East, in providing complete turnkey solutions to our rental customers. Adding to this momentum is the availability of Pentair resources in UAE, which together makes a strong case for this country to be a prime candidate for being the nucleus of our high growth market focus. Within the backdrop of this strategy, our participation at the ADIPEC this year was of great importance and gave us an opportunity to interact with the large cross section of industries and stakeholders as one “One Pentair”.
From the review of visitor cards and expressions of interest, it appears that we received about 50% more visitors to the stand than last year. Interest was especially high for the display of the cut out LiquiSep® vessel and the variety of elements.

FALL, 2013
16
The information in this newsletter is the property of Pentair and is furnished in confidence solely for internal purposes. It is not to be copied, communicated or distributed without the expressed written consent of Pentair.
Follow us!





























