Embed Size (px)
Citation preview
PDVSA N° TITULO
REV. FECHA DESCRIPCION PAG. REV. APROB. APROB.
APROB. FECHAAPROB.FECHA
VOLUMEN 13–I
� PDVSA, 1983
H–221 MATERIALES DE TUBERIAS
PARA APROBACION
Domingo García Ramón RodríguezJUN. 92 JUN. 92
ESPECIFICACION DE INGENIERIA
JUN. 920 331 L.T.
MANUAL DE INGENIERIA DE DISEÑO
ESPECIALISTAS
�����
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 1
�����
.Menú Principal Indice manual Indice volumen Indice norma
Indice
NOTAS GENERALES 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ALCANCE 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 CODIGOS, NORMAS Y REGLAMENTOS 10. . . . . . . . . . . . . . . . . . . . .
3 ESPECIFICACIONES DETALLADAS PARA MATERIALES 12. . . . .
4 REQUISITOS DE FABRICACION E INSPECCION 12. . . . . . . . . . . . .
5 CERTIFICACION DEL MATERIAL 13. . . . . . . . . . . . . . . . . . . . . . . . . . .
NOTAS DE TUBERIAS 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 TUBERIAS 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 BRIDAS 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 ACCESORIOS 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 EMPAQUETADURAS 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 PERNOS 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 SOLDADURA DE SELLO Y SELLADOR DE ROSCA 16. . . . . . . . . .
7 JUNTAS DEL PROPIETARIO 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
NOTAS DE VALVULAS 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 GENERAL 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 VALVULAS DE COMPUERTA 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 VALVULAS DE RETENCION 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 VALVULAS DE BOLA 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 VALVULAS DE TAPON LUBRICADAS 20. . . . . . . . . . . . . . . . . . . . . . .
6 ROTULACION 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 PREPARACION PARA EL EMBARQUE 21. . . . . . . . . . . . . . . . . . . . . .
CONEXIONES DE RAMALES 22. . . . . . . . . . . . . . . . . . . . . . . . . .
INDICE DE SERVICIO 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 2
�����
.Menú Principal Indice manual Indice volumen Indice norma
ESPECIFICACION DE LINEA AA1 51. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA AA2 54. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA AA2A 57. . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA AA3 60. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACIONES DE LINEA AA4 63. . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LÍNEA AA5 65. . . . . . . . . . . . . . . . . . . . . .
MATERIALES DE TUBERIAS ESP. DE LINEA AA8 69. . . . . . .
ESPECIFICACIONES DE LINEA AA9 72. . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA AA9A 75. . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA AG1 78. . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA AG2 80. . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA AK1 83. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA AK2 86. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA AK3 89. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA AK8 92. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA BA1 95. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA BA2 98. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA BA2A 101. . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA BA3 104. . . . . . . . . . . . . . . . . . . . . .
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 3
�����
.Menú Principal Indice manual Indice volumen Indice norma
ESPECIFICACION DE LINEA BA4 107. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA BA5 109. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA BA9 112. . . . . . . . . . . . . . . . . . . . . .
MATERIALES DE TUBERIAS ESP. DE LINEA BD1 115. . . . . . .
ESPECIFICACION DE LINEA BG1 118. . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA BG2 120. . . . . . . . . . . . . . . . . . . . .
MATERIALES DE TUBERIAS ESP. DE LINEA BK1 123. . . . . . .
MATERIALES DE TUBERIAS ESP. DE LINEA BK8 125. . . . . . .
ESPECIFICACION DE LINEA DA1 128. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA DA2A 130. . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA DA3 133. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA DA3A 135. . . . . . . . . . . . . . . . . . . .
MATERIALES DE TUBERIAS ESP. DE LINEA DA3B 137. . . . .
ESPECIFICACION DE LINEA DA9 139. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA DD3 142. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA DD4 144. . . . . . . . . . . . . . . . . . . . . .
MATERIALES DE TUBERIAS ESP. DE LINEA DK1 146. . . . . . .
ESPECIFICACION DE LINEA DQ1 148. . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA EA1 150. . . . . . . . . . . . . . . . . . . . . .
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 4
�����
.Menú Principal Indice manual Indice volumen Indice norma
ESPECIFICACION DE LINEA EA1A 153. . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA EA2 156. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA EA4 159. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA EA9 161. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA EA9A 164. . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA ED4 167. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA EK1 170. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA EM1 173. . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA FA1 175. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA FA2 177. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA FD2 179. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA FD3 182. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA FG4 185. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA FK1 187. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA FL1 190. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA FM1 193. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA FQ1 195. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA GK1 197. . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA GL1 200. . . . . . . . . . . . . . . . . . . . . .
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 5
�����
.Menú Principal Indice manual Indice volumen Indice norma
ESPECIFICACION DE LINEA GM1 202. . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA HA2 204. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA HA3 207. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA HA5 210. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA HX2 212. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA HX3 214. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA SZ1 216. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA SZ2 218. . . . . . . . . . . . . . . . . . . . . .
ESPECIFICACION DE LINEA TP2 220. . . . . . . . . . . . . . . . . . . . . .
APENDICE A 221. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
APENDICE N� I 222. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 ALCANCE 222. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 RESUMEN DE REQUERIMIENTOS ADICIONALES 222. . . . . . . . . . . . 3 DEFINICIONES 224. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 MATERIAL 224. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 DISEÑO 227. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
APENDICE N� II 233. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 ALCANCE 233. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 RESUMEN DE REQUERIMIENTOS ADICIONALES 233. . . . . . . . . . . . 3 DEFINICIONES 234. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 MATERIALES 235. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 DISEÑO 235. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 FABRICACION 236. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 INSTALACION 237. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 INSPECCION Y PRUEBAS 237. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 PREPARACION PARA DESPACHO 238. . . . . . . . . . . . . . . . . . . . . . . . . .
APENDICE N° III 239. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 6
�����
.Menú Principal Indice manual Indice volumen Indice norma
1 ALCANCE 239. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 RESUMEN DE REQUERIMIENTOS ADICIONALES 239. . . . . . . . . . . .
3 BRIDAS Y ACCESORIOS 240. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 CIEGOS DE PRUEBA DE TUBERIA 246. . . . . . . . . . . . . . . . . . . . . . . . .
5 PRUEBA DE IMPACTO 247. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
APENDICE N� IV 250. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ALCANCE 250. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 RESUMEN DE REQUERIMIENTOS ADICIONALES 250. . . . . . . . . . . .
3 DEFINICIONES 251. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MATERIALES 251. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 APLICACION Y SELECCION 253. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 OPERADORES MANUALES PARA VALVULAS 258. . . . . . . . . . . . . . .
7 VALVULAS DE BLOQUEO Y PURGA 258. . . . . . . . . . . . . . . . . . . . . . . .
8 REQUERIMIENTOS ADICIONALES PARA VALVULAS NO CUBIERTASPOR OTROS APENDICES 259. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
APENDICE N° V 265. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ALCANCE 265. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 RESUMEN DE REQUERIMIENTOS ADICIONALES 265. . . . . . . . . . . .
3 DEFINICIONES 265. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MATERIALES 266. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 DISEÑO 266. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 INSPECCION Y PRUEBA 268. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.5 Requerimientos Adicionales para Válvulas de Sellado Suave 269. . . . . . . . .
7 REOUERIMIENTOS ADICIONALES PARA VALVULAS DE ALEACION BAJA EN SERVICIO DE HIDROGENO Y VALVULA DE ACERO INOXIDABLE AUSTENITICO EN SERVICIO DE ALTA PRESION 269. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 REQUERIMIENTOS ADICIONALES PARA VALVULAS EN SERVICIO DE H2S HUMEDO 270. . . . . . . . . . . . . . . . . . . . . . . . . . . .
APENDICE N° VI 273. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 7
�����
.Menú Principal Indice manual Indice volumen Indice norma
1 ALCANCE 273. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 RESUMEN DE REQUERIMIENTOS ADICIONALES 273. . . . . . . . . . . .
3 DEFINICIONES 274. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MATERIALES 274. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 DISEÑO 274. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 INSPECCION Y PRUEBA 276. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.5 Requerimientos Adicionales para Válvulas de Sello Suave 277. . . . . . . . . . . .
APENDICE N° VII 278. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ALCANCE 278. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 RESUMEN DE REQUERIMIENTOS ADICIONALES 278. . . . . . . . . . . .
3 DEFINICIONES 278. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MATERIALES 279. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 DISEÑO 279. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 INSPECCION Y PRUEBA 281. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.5 Requerimientos Adicionales para Válvula de Sello Suave 282. . . . . . . . . .
7 REQUERIMIENTOS ADICIONALES PARA VALVULAS EN SERVICIO DE H2S HUMEDO 282. . . . . . . . . . . . . . . . . . . . . . . . . . . .
APENDICE N° VIII 284. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ALCANCE 284. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 RESUMEN DE REQUERIMIENTOS ADICIONALES 284. . . . . . . . . . . .
3 DEFINICION 285. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MATERIALES 285. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 DISEÑO 287. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 FABRICACION 290. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 REQUERIMIENTOS ADICIONALES PARA VALVULAS EN SERVICIO DE H2S HUMEDO 290. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
APENDICE N° IX 293. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 8
�����
.Menú Principal Indice manual Indice volumen Indice norma
1 VALVULAS DE RETENCION 293. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 RESUMEN DE REQUERIMIENTOS ADICIONALES 293. . . . . . . . . . . .
3 DEFINICION 294. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MATERIALES 294. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 DISEÑO 294. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 INSPECCION Y PRUEBA 295. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 REQUERIMIENTOS ADICIONALES PARA VALVULAS DE BAJA ALEACION EN SERVICIO DE HIIDROGENO Y VALVULAS DE ACERO INOXIDABLE AUSTENITICO EN SERVICIO DE ALTA PRESION 295. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 REQUERIMIENTOS ADICIONALES PARA VALVULAS EN SERVICIO DE H2S 296. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
APENDICE N° X 298. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ALCANCE 298. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 RESUMEN DE REQUERIMIENTOS ADICIONALES 298. . . . . . . . . . . .
3 DEFINICIONES 299. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MATERIALES 299. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 DISEÑO 300. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 INSPECCION Y PRUEBA 303. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 REQUERIMIENTOS ADICIONALES PARA VALVULAS EN SERVICIO DE H2S HUMEDO 305. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
APENDICE N° XI 308. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 9
�����
.Menú Principal Indice manual Indice volumen Indice norma
1 ALCANCE 308. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 RESUMEN DE REQUERIMIENTOS ADICIONALES 308. . . . . . . . . . . .
3 DEFINICIONES 308. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MATERIALES 309. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 DISEÑO 309. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 INSPECCION Y PRUEBA 311. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 VALVULAS DE BAJA ALEACION EN SERVICIO DE HIDROGENO 312. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 REQUERIMIENTOS ADICIONALES PARA VALVULAS EN SERVICIO DE H2S HUMEDO 313. . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 REQUERIMIENTOS ADICIONALES PARA CERTIFICACION “CONTRAFUEGO” DE VALVULAS DE SELLO SUAVE 314. . . . . . . . . . . . . . . . . .
10 IDENTIFICACION Y ROTULADO DE VALVULAS DE SELLADO SUAVE315
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 10
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.NOTAS GENERALES
1 ALCANCEEstas especificaciones de ingeniería contienen los requerimientos específicospara la selección de materiales que serán usados en la construcción y fabricaciónde todas las tuberías de proceso y servicio. Si existe algún conflicto entre estasespecificaciones de ingeniería y los apéndices I a XI, los apéndices regirán.
2 CODIGOS, NORMAS Y REGLAMENTOSLos códigos, normas y prácticas incluyendo los apéndices, última edición,formarán parte de esta especificación con un alcance que será aquí establecido
Los códigos que aplican son los siguientes:
ANSI B1.1 Roscas de Tornillos Unificados(Unified Screw Threads)
ANSI B2.1 Roscas para Tubos – Excepto Sello Seco Pipe Threads (Except Dry Seal)
ANSI B16.1 Bridas para Tubos y Accesorios de Bridados, Fundición deHierro, Clase 25, 125, 250 y 800 (CI Pipe Flanges and Flanged Fittings, Class 25, 125, 250 y 800)
ANSI B16.3B Accesorios de Roscados de Fundición de Hierro,125 y 280 libras
(CI Threaded Fíttings, 125 y 280 lb)ANSI B16.5 Bridas para Tubos de Acero y Accesorios Bridados
(Steel Pipe Flanges and Flanged Fittings)ANSI B16.9 Accesorios para Soldar a Tope Hechos en Fábrica
(Factory–Made Wrought Steel Buttwelding Fittings)ANSI B16.10 Dimensiones de Caras y Extremos de Válvulas de Material
Ferroso (Face to Face and End to End Dimensions of Ferrous Valves)
ANSI B16.11 Accesorios de Acero Forjado, Enchufe para Soldar y Roscar(Forged Steel Fitting, Socket Welding and Threaded)
ANSI B16.20 Empaquetaduras para Junta de Anillo y Muescas para Bridas deTuberías de Acero (Ring–Joint Gaskets and Grooves for Steel Pipe Flanges)
ANSI B16.21 Empaquetaduras No Metálicas para Bridas de Tuberías (Nonmetallic Gaskets for Pipe Flanges)
ANSI B16.25 Extremos con Soldadura a Tope (Buttwelding Ends)
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 11
�����
.Menú Principal Indice manual Indice volumen Indice norma
ANSI B16.34 Válvulas de Acero, Extremos con Bridas y Soldadura a Tope(Steel Valves, Flanged And Butt welding Ends)
ANSI B18.2 Tuercas y Pernos Cuadrados y Hexágonales (Square and Hex Bolts & Nuts)
ANSI B31.1 Tuberías de Vapor (Power Piping)
ANSI B31.3 Tubería para Plantas Químicas y Refinerías Petroleras (Chemical Plant and Petroleum Refinery Piping)
ANSI B36.10 Tubería de Acero Forjado Soldada y sin Costura (Welded and Seamless Wrought Steel Pipe)
ANSI B36.19 Tubería de Acero Inoxidable (Stainless Steel Pipe)
CODIGO ASME, SECCION VIII, DIV I (ASME CODE, SECTION VIII, DIV I)
ASTM A307 Ajustadores de Acero al Carbono con Rosca Normal Exterior eInterior (Carbon Steel Externally and Internally Threaded StandardFasteners)
ASTM A53 Tubería de Acero Soldada y Sin Costura (Welded and Seamles Steel Pipe)
ASTM A106 Tubería de Acero al Carbono Sin Costura para Servicios de AltasTemperaturas (Seamles Carbon Steel Pipe for High Temperature Services)
API 601 Empaquetadura Metálica para Tuberfas de Refinerías (Metallic Gaskets for Refinery Piping)
API 605 Bridas de Acero al Carbono de Diámetro Grande (large Diameter Carbon Steel Flanges)
API SL Tubería de Línea (Line Pipe)
API 600 Válvulas de Compuerta de Acero con Bridas o Extremos paraSoldadura a Tope (Steel Gate Valves, Flanged or Butt Welding Ends)
MSS–SP–25 Sistema de Marcado Normal para Válvulas, Accesorios, Bridasy Juntas (Standard Marking System for Valves, Fittings, Flanges andUnions)
MSS–SP–44 Bridas para Tuberías de Acero (Steel Pipe Line Flanges)
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 12
�����
.Menú Principal Indice manual Indice volumen Indice norma
2.1 El diseño se realizará conforme a las normas y especificaciones de PDVSA quese apliquen.
2.2 Para mayor brevedad, las iniciales de las sociedades a las cuales se refieren loscódigos se omitirán en estas especificaciones. Por ejemplo, B16.5 es un códigocorrespondiente a ANSI; A53 es un código que corresponde a ASTM.
2.3 Las especificaciones de materiales a que se hagan referencia seránconsideradas ASTM, a menos que se señale otra cosa.
2.4 A menos que se especifique otra cosa, todo tipo de material se someterá a losrequisitos del Código ANSI B31.3 para Tuberías de presión, “Tuberías paraPlantas Químicas y Refinería Petroleras”. Las tuberías para calderas a vapordentro de la jurisdicción del Código ASME Sección I se someterán a la NormaANSI B31.1, “Tuberías de Vapor”.
3 ESPECIFICACIONES DETALLADAS PARA MATERIALES
3.1 El tipo particular de material para la tubería especificada será estrictamenteestablecida en el diseño, requisición, compra, fabricación y prueba del sistemade tubería.
3.2 Podrían existir diferencias entre el material de la tubería y las especificacionesde material establecidas debido a las condiciones de diseño. Estas diferenciasserán permitidas sólo sí éstas igualan o mejoran los requisitos del tipo de materialaprobado.
3.3 Los Límites de Presión/Temperatura son especificados para cada tipo de línea.Estos límites se basan en el debilitamiento del componente especificado de unmaterial en particular. Estos límites de presión/temperatura no serán excedidos.
4 REQUISITOS DE FABRICACION E INSPECCION
4.1 Todos los elementos de los sistemas de tuberías para procesos y servicios debenser fabricados e inspeccionados de acuerdo con la Especificaciones PDVSAH–231, “Requerimientos para Fabricación de Tuberías” y todos los requisitos defabricación e inspección sometidos al tipo de material de tubería aplicable.Cuando el tipo de material de tubería referenciada en la Especificación PDVSAH–221 no tenga requisitos específicos o particulares, sólo se tendrán que cumplirlos requisitos de la especificación PDVSA H–231. En caso de que exista conflictoentre la PDVSA H–221 y la PDVSA H–231, regirán los requisitos de laEspecificación PDVSA H–221.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 13
�����
.Menú Principal Indice manual Indice volumen Indice norma
4.2 Se suministrarán informes sobre las pruebas de fabricación para todos losmateriales de tuberías usados en la fabricación, cuando la especificación orequisición cite una norma tal como ASTM, ANSI, etc.
4.3 Los informes certificados que garanticen los materiales usados por el fabricanteestán definidos en la Especificación de PDVSA H–231.
5 CERTIFICACION DEL MATERIAL
5.1 Los materiales cuya requisición de Compra cite alguna Norma de Calidad (Ejm:tubería, A53). deben ser marcados con una X, en la sección de Informes dePruebas de Materiales que aparece en la Hoja General de la Orden de Compra.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 14
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.NOTAS DE TUBERIAS
1 TUBERIAS
1.1 Las dimensiones de las tuberías de acero al carbono deben cumplir la NormaANSI B36.10 y las tuberías de acero inoxidable con la Norma ANSI B36.19,excepto cuando se especifique otra cosa.
1.2 Todas las roscas de tuberías deben ser conforme a la Norma Americana paraAhusado (American Standard Taper) del ANSI B2.1.
1.3 Todo acero al carbono para fabricación de tubería, excepto los correspondientesa ASTM–120, debe ser desoxidado mediante el procedimiento bessemer,reverbero, horno eléctrico o de oxígeno básico.
1.3.1 La tubería fabricada según API–5L (no expandida) Grado B, debe serconsiderada con un sustituto aceptable para las tuberías ASTM A–53, Grado B.
1.4 La preparación de los extremos soldables a tope, será según la Norma ANSIB16.25.
2 BRIDAS
2.1 Las bridas Clase 125 y 250 cumplirán las especificaciones de la Norma ANSIB16.1.
2.2 Las bridas Clase 150 a 1500 de tamaño hasta 24” y Clase 2500 hasta 12” sesometerán a la especificación ANSI B16.5.
2.3 Las bridas Clase 150 a Clase 900, con tamaños de 26” a 60” cumplirán con lasespecificaciones MSS SP–44.
2.4 Las bridas que no correspondan a las Normas ANSI B16.5, ANSI B16.1 oMSS–SP44 serán especificadas en los dibujos (ejem. API 605).
2.5 Acabado de Caras de Brida – el acabado de las caras de contacto de las bridasde tuberías, bridas de orificios, extremos soldables, bridas deslizantes y bridaspara válvulas y accesorios se ajustarán a los requerimientos establecidos enB16.5.
2.6 Cuando los tipos de líneas especifiquen empaquetaduras devanadas en espiral,el acabado de la superficie de la cara saliente tendrá una rugosidad de 125 a 200
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 15
�����
.Menú Principal Indice manual Indice volumen Indice norma
AARH, a menos que se especifique otra cosa para un tipo de línea particular. (Ver2.9). Para la definición del término AARH (Arithmetical Average RoughnessHeight), referirse al ANSI–B16.5.
2.7 Las medidas de las bridas de reducción o ciegas serán indicadas según eldiámetro nominal del tubo.
2.8 Las roscas para bridas roscadas conformarán la Norma Americana de ahusadosegún ANSI B2.1.
2.9 La Superficie AARH serán comparadas por vista y tacto con “el espécimen decomparación de rugosidades”, y no serán sometidas a rechazo a través de undetector de aguja y amplificación eléctrica.
2.10 Las bridas y accesorios de orificios se acogerán a las recomendaciones de laAsociación Americana de Gas. Los tapones para tuberías serán del mismomaterial de las bridas.
2.11 Las perforaciones de las bridas de cuello para soldar, corresponderán al diámetrointerno de la tubería o accesorio de conexión, permitirán una diferencia deespesor hasta de 1/16”. Cuando exista una diferencia en el espesor de lasparedes, la perforación se realizará sobre la pared del componente más pesado,siguiendo lo especificado en ANSI B31.3 (327.3.1c).
2.12 Todas las bridas serán identificadas y marcadas de acuerdo a MSS–Sp–25.
3 ACCESORIOS
3.1 Las uniones roscadas serán conforme a la Norma Americana de ahusado segúnANSI B2.1.
3.2 Los accesorios roscados de hierro forjado o de boquilla para soldarse someterána la especificación ANSI B16.11.
3.3 Los accesorios de hierro maleable serán conforme la especificación ANSI B16.3y los tapones con rosca no serán de hierro maleable sino tapones cabeza redondade acero forjado, Vogt No. 2130 o similar. Los tapones para usar con enchufe parasoldar, serán niples que tengan un extremo liso y el otro extremo de casqueteroscado.
3.4 Los accesorios con soldadura a tope serán de acuerdo a la Norma ANSI B16.9con el alcance que aquí se especifique.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 16
�����
.Menú Principal Indice manual Indice volumen Indice norma
3.5 Todos los accesorios serán marcados de acuerdo a la Norma ANSI MSS–SP–25.La preparación de los extremos con soldadura a tope se realizarán de acuerdocon la Norma ANSI 16.25.
3.6 Cuando los accesorios especificados sean de un espesor mayor que la tubería(ejm. accesorios Std. WT. para tuberías más livianas que las Std Wt), y por estarazón ocurriera un desalineamiento mayor de 1/16” entre las caras internas de laspartes de acople, el accesorio será perforado en forma cónica según la NormaANSI B31.3 (327.3.2).
4 EMPAQUETADURAS
4.1 Las empaquetaduras no metálicas para acoples de tuberías bridadas debencumplir la Norma ANSI B16.21. Las empaquetaduras deben ser impregnadas congrafito por ambos lados.
4.2 Los tamaños y limitación para acoples de tuberías bridadas deben cumplir lasespecificaciones de ANSI B16.5, Apéndice E.
4.3 Los tamaños de las empaquetaduras para bridas mayores de 24” deben ser deacuerdo con la Norma de bridas especificada para la Clase particular.
5 PERNOS
5.1 Los pernos y tuercas para bridas deben cumplir la Norma ANSI B18.2.1 y B18.2.2,respectivamente. Las tolerancias deben ser Clase 2A y 2B para pernos y tuercasrespectivamente. Las tuercas para pernos y espárragos deben ser de la seriePesada Hexagonal Americana.
5.2 Cuando se especifiquen espárragos A193 Gr. B7, deben ajustarse a lascondiciones de temperatura del líquido.
5.3 Los pernos para servicios de hidrocarburo e hidrógeno clase 900 y mayores,deben ser revisados para comprobar que la tensión de los pernos es la requeridapara que la brida quede herméticamente sellada.
6 SOLDADURA DE SELLO Y SELLADOR DE ROSCA
6.1 Cuando se requiera una soldadura de sello, ésta debe ser especificada en laEspecificación de Línea particular. Los siguientes renglones no deben sersoldados con sello:
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 17
�����
.Menú Principal Indice manual Indice volumen Indice norma
1. Válvulas de Control, válvulas de alivio, trampas de vapor, columna de nivelde vidrios, válvulas de gas, alarmas de nivel, calibradores de presión,termopozos, o cualquier otro instrumento o equipo que requiera serremovido durante la operación.
2. Válvulas de bola y válvulas de tapón.
3. Accesorios de tuberías.
6.2 Cuando se requiera soldadura de sello en venteos, drenajes, conexiones deprueba e instrumentos, la soldadura sólo podrá ser aplicada en el lado aguasarriba de la primera válvula de bloque. Y las conexiones soldadas con sello serealizarán con un método seco.
6.3 Todas las conexiones de rosca sin soldadura de sello, en servicios diferentes avapor e hidrocarburo, deben usar sellador de rosca de alto rendimiento LoctitePST, fabricado por Loctite Corporation o equivalente.
6.4 Todas las conexiones de rosca sin soldadura de sello en servicios de hidrocarburoy vapor, deben usar sello de silicone RTV fabricado por General Electric oequivalente (temperatura máxima 260�C).
6.5 La cinta sellante de roscas TFE no se debe usar en ningún servicio.
7 JUNTAS DEL PROPIETARIO
7.1 Las juntas de bridas o grapas del propietario para servicio de alta presión puedenser sustituidas por junta de bridas ANSI B16.5 sometidas a la aprobación de laFilial. En algunas clases de acero inoxidable, se pueden usar bridas de juntas desolapa de acero al carbono, en vez de bridas de soldar de acero inoxidable. El usode las juntas de solapa está limitado a bridas ANSI 150–Iibras con extremosoldable para bridas deslizantes Tipo A, ANSI o MSS largo y sujeto a laaprobación de la Filial.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 18
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.NOTAS DE VALVULAS
LAS SIGUIENTES NOTAS APLICAN A TODAS LAS VALVULAS EXCEPTO CUANDO SEESPECIFIQUE OTRA COSA EN CLASES INDIVIDUALES
1 GENERAL
1.1 Las dimensiones de las caras de las válvulas bridadas de acero deben estarconforme a las especificaciones de ANSI B16.10. Para las válvulas que no esténcubiertas por Normas ANSI, el fabricante debe suministrar los dibujos dedimensiones certificados.
1.2 Las dimensiones de bridas para válvulas bridadas de acero deben ajustarse a laespecificación ANSI B16.5.
1.3 Las dimensiones de bridas para válvulas bridadas de acero fundido debencumplir con la Norma B16.1 para Clase 125 y Clase 250.
1.4 El acabado de las caras de las bridas de las válvulas bridadas se debe ajustar alos requerimientos establecidos en B16.5.
1.5 Cuando las clases de línea especifican empaquetaduras devanadas en espiral,el acabado de superficie de la cara saliente debe presentar una rugosidad de 125a 200 AARH, a menos que se especifique de otra manera para una clase de líneaen particular. (Ver Sección 2.9 de Notas de Tuberías).
1.6 La prueba hidrostática para válvulas debe cumplir con la norma del fabricante,pero en ningún caso la exigencia debe ser menor a la establecida en la NormaANSI B16.5. En ausencia de un procedimiento de prueba especificado, la NormaAPI 598 será aplicada como prueba básica.
1.7 En válvulas de acero al carbono, soldadura de tope, enchufe soldable y roscas,que tengan un contenido máximo de 0,35% de carbono; no se acepta acero nomaquinado.
1.8 A menos que se especifique otra cosa, los orificios de enchufe soldado semantendrán bajo la norma del fabricante y deben cumplir con la Norma ANSIB16.11.
1.9 “Guarnición de Válvula” es definida como las partes internas de la válvula encontacto con el fluido.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 19
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.10 A menos que se especifique de otra forma, la empaquetadura del vástago de laválvula será John Crane 187–I o equivalente.
1.11 las válvulas de hierro tendrán guarnición y vástago fabricado bajo la norma delfabricante.
1.12 Las empaquetaduras de cubierta serán según norma del fabricante, a menos quese notifique otra cosa en una Clase de Línea particular.
1.13 Cuando los pernos de cubierta, casquete y prensa estopa son normalmentesuministrados según A193 Gr.87, estos deben ser entregados en el Líquido paratemplado y en condiciones de temple.
1.14 Las válvulas con extremos soldables a tope deben ser instaladas con maquinadointerno para calzar con el calibre del tubo. La preparación del extremo se realizaráconforme a ANSI B16.25, Fig. 2. El contorno interno debe tener una pendientemínima de 14 grados (1:4), cuando el espesor sea mayor que el tubo a calzar.Después de completar el tratamiento térmico y retirar la escala, los extremossoldados deberán ser radiografiados en la misma planta del fabricante deacuerdo con el procedimiento indicado en la Sección VIII del Código ASME. Laaceptación será evaluada bajo los criterios de la Especificación ASTM E71, E186ó E280, la que sea aplicable, y deberá satisfacer la severidad del nivel 2 para elTipo A, B y C de discontinuidad de estas especificaciones. No se aceptandefectos en los tipos D, E, F y G.
1.15 La numeración de las válvulas del fabricante son dadas sólo como referencia. Lasválvulas de otros fabricantes que puedan suministrar tipos y calidad equivalentesserán a aceptadas bajo la aprobación de la Filial y deben ser listadas en la “Listadel Fabricante Aprobado”.
1.16 En caso de que exista conflicto entre la numeración del fabricante y la descripción,ésta última regirá.
2 VALVULAS DE COMPUERTA
2.1 Válvulas de cuña sólida flexible, pueden sustituir a las de cuñas sólida. Las cuñasde dos piezas o divisiones pueden ser usadas siempre que sea aprobado, peroen ningun caso se pueden usar en servicio de vapor 300# o mayor.
2.2 Las válvulas de compuerta de acero al carbono de 2” o menores para tuberíascomprendidas en la clasificación hasta 800# deben estar conformes a la NormaAPI 602, a menos que se especifique de otra manera.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 20
�����
.Menú Principal Indice manual Indice volumen Indice norma
2.3 Las válvulas de compuerta de acero al carbono de 3” a 24” comprendidas en lasclasificaciones 150# hasta 2500# deben estar de acuerdo a la Norma API–600,a menos que se especifique otra cosa. El espacio libre vástago/casquillo de laválvula no debe ser menor de 0,025 pulgadas en válvulas que operan por encimade 125�C.
3 VALVULAS DE RETENCION
3.1 Las válvulas de retención de clapeta oscilante deberán tener una protuberanciaen la ubicación “G” , cuando el espesor de pared sea insuficiente como parapermitir una toma de drenaje (1/2” para tamaño 3” y 4” y 3 /4” para válvulas de6” y mayores). Las protuberancias y las tomas deben cumplir los requerimientosdel párrafo 6.11 de ANSI B16.5. Las válvulas no deben ser de protuberancia deconexión roscada, a menos que esto sea especificado en la orden de compra.
3.2 Las válvulas de retención de clapeta oscilante deben ser instaladas conlimitadores para prevenir que el obturador permanezca en la posición abierta.
4 VALVULAS DE BOLA
4.1 Los vástagos de las válvulas de bola deben ser a prueba de disparo (contenidodentro de la fundición del cuerpo).
4.2 La posición de las manillas de bola deben indicar sin la válvula está abierta ocerrada. Cuando la válvula está abierta, la palanca o manilla debe estarapuntando en una dirección paralela a la del flujo que circula a través de la válvula.Además debe ser imposible invertir la posición indicada inadvertidamentedurante el reemsable de la válvula.
4.3 Las válvulas de bola deben permitir flujo en ambas direcciones.
5 VALVULAS DE TAPON LUBRICADAS
5.1 Las válvulas de tapón lubricadas deben ser instaladas con un accesorio de botónredondo y una rosca de lubricación combinados. Las válvulas de tapón depalanca deben ser instaladas con una palanca de operación adecuada, a menosque se especifique otra cosa.
5.2 Todas las válvulas de tapón lubricadas deben ser probadas y embaladas con elsellador especificado.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 21
�����
.Menú Principal Indice manual Indice volumen Indice norma
6 ROTULACION
6.1 El fabricante debe fijar firmemente con un alambre a prueba de corrosión, unrótulo de metal estampado con el número del código de la mercancía aplicablede la Filial. El número del código debe ser legible y visible.
7 PREPARACION PARA EL EMBARQUE
7.1 Después de la inspección y prueba, las válvulas deben estar libres de agua, secasy preparadas para el embarque. Se debe suministrar protección adecuada contradaños mecánicos y corrosión atmosférica en tránsito.
7.2 Las superficies maquinadas y con acabado descubierto, incluyendo los pernos,deben ser cubiertos con un material grueso de compuesto antioxídante, MobilKote No. 302 o equivalente. La superficie de metal internas, deben ser rociadaso cubiertas con un preventivo antioxidante adecuado, y rotuladas las aberturaspara indicarlo.
7.3 Todas las aberturas deben ser cubiertas o taponadas suficientemente conaccesorios de madera, metal o plástico, fijándolos firmemente y en formaadecuada, para protegerlos durante todo el tiempo antes de su instalación final.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 22
�����
.Menú Principal Indice manual Indice volumen Indice norma
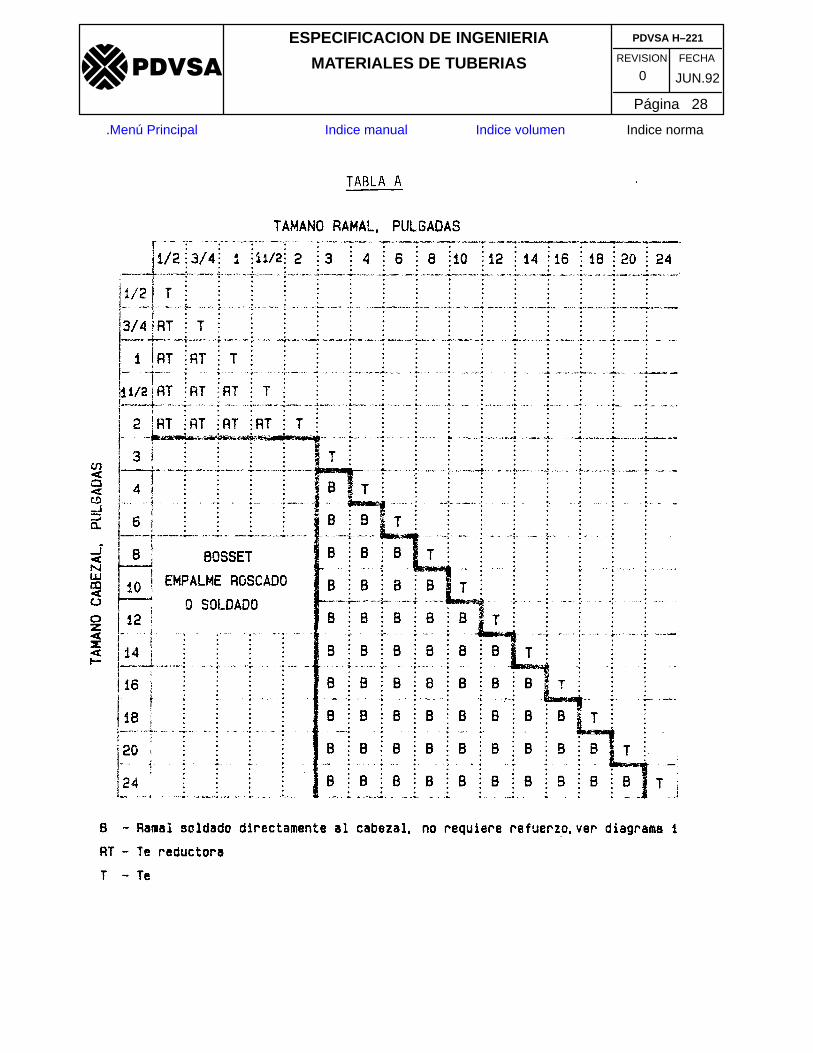
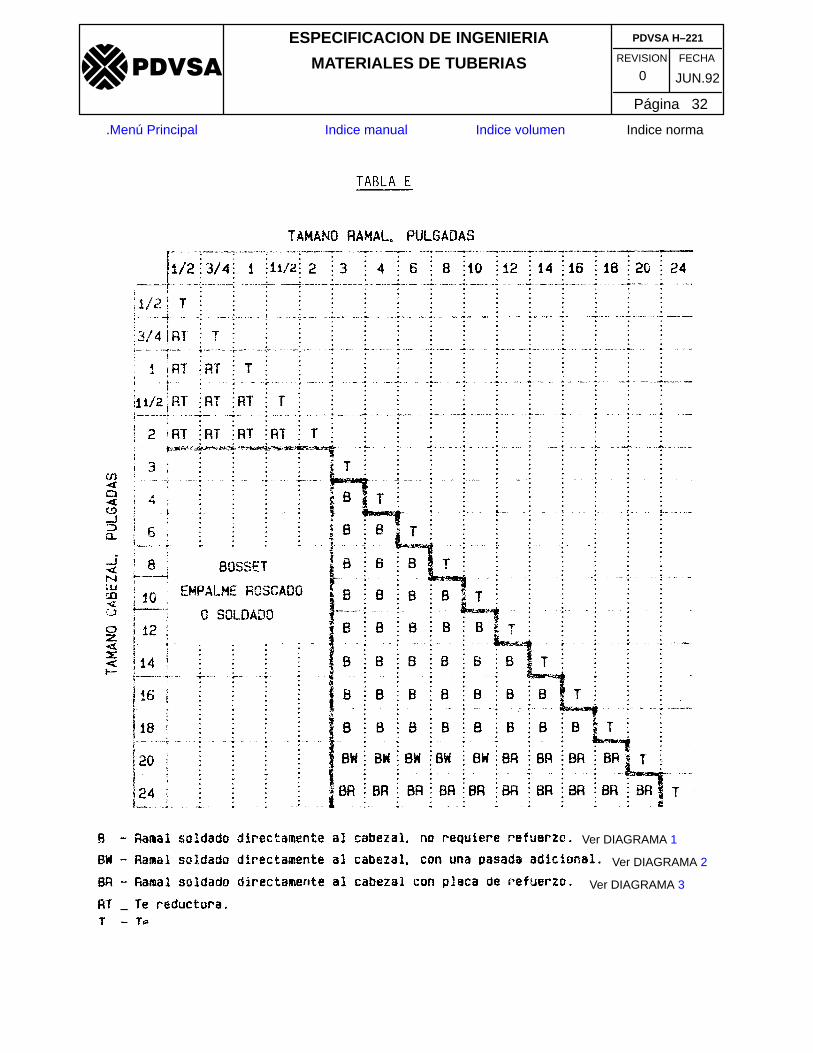
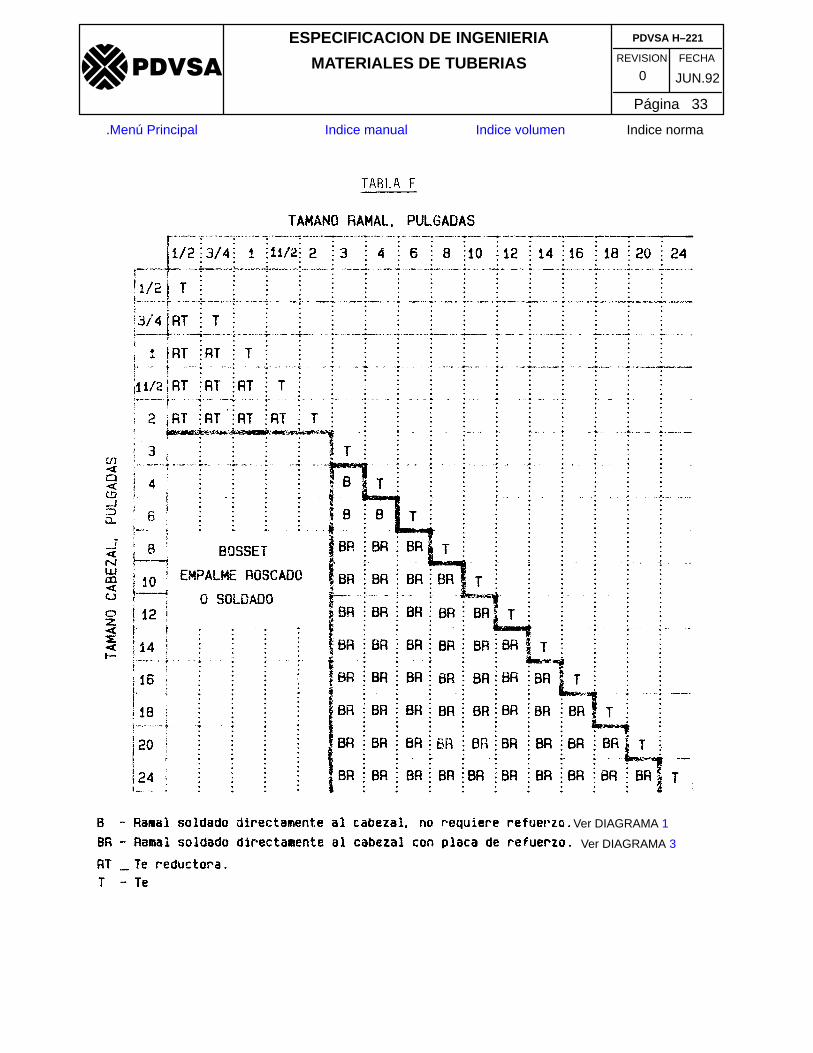
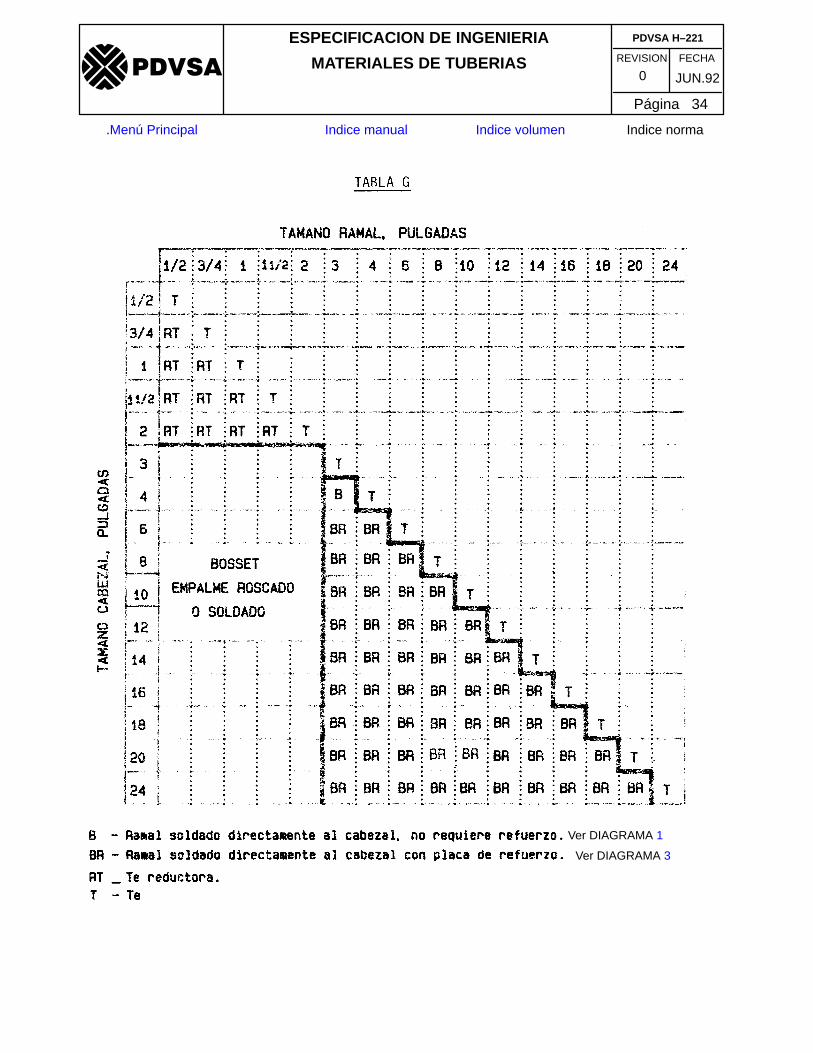
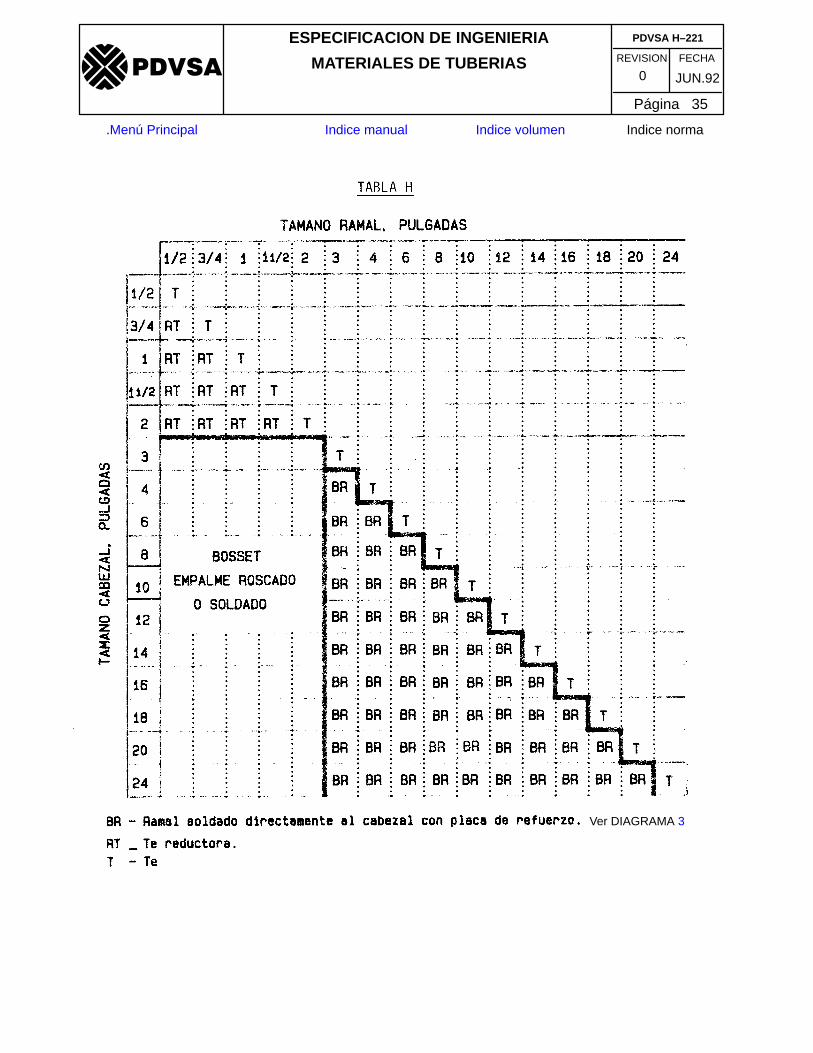
1.CONEXIONES DE RAMALES1.
Los accesorios integrales reforzados usados para conexiones de ramalesson manufacturados por las industrias WFI, Bonney Forge, y Allied PipingAllied, etc. Los términos registrados en este texto (como enchufe soldado)son listados por conveniencia y no se debe interpretar ninguna preferenciapor los accesorios de las marcas referidas.
2.Los enchufes soldados o empalme roscado o acoples de longitudcompleta con rosca o enchufe en un solo extremo, pueden ser sustituidospor codos con lomo si así lo requiere la conexión del instrumento, venteosy drenajes.
3.Las conexiones de ramales de 26” o mayores, deben ser calculadas,individualmente para el refuerzo del ramal por el ingeniero de tubería dela Filial. Los dibujos de Diagramas de Tuberías e Instrumentación y losisométricos de tuberías deben ser marcados indicándole al fabricante eltipo de refuerzo requerido.
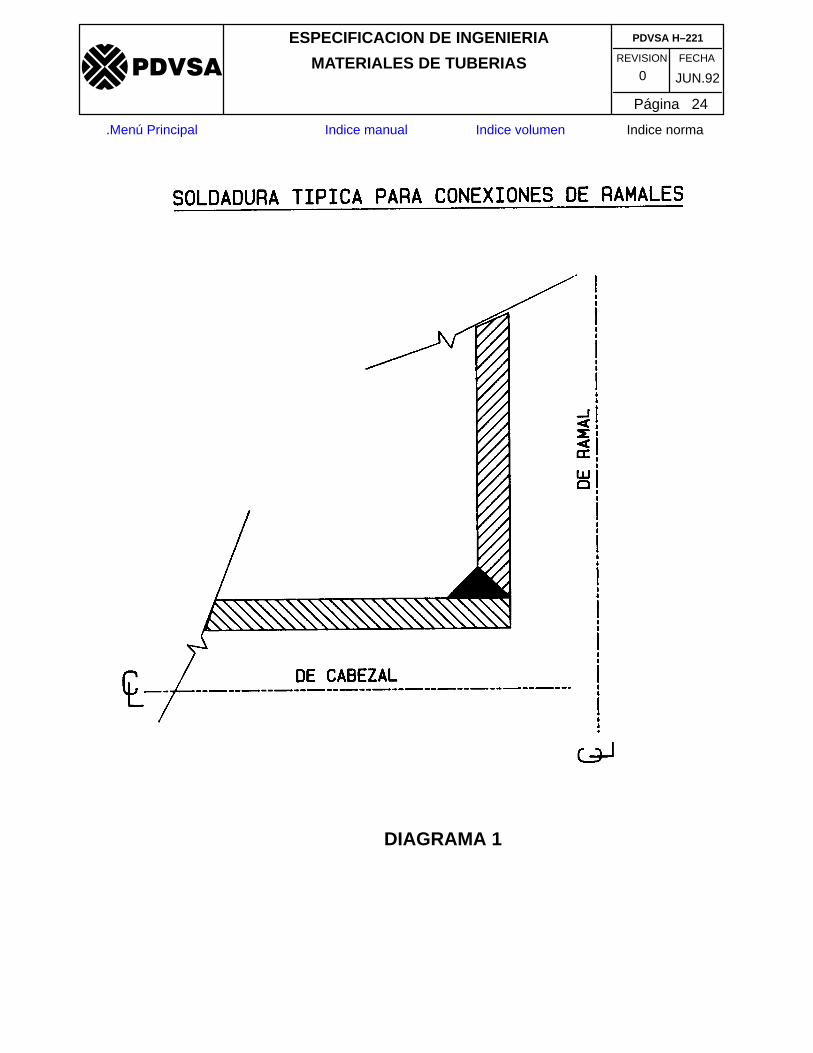
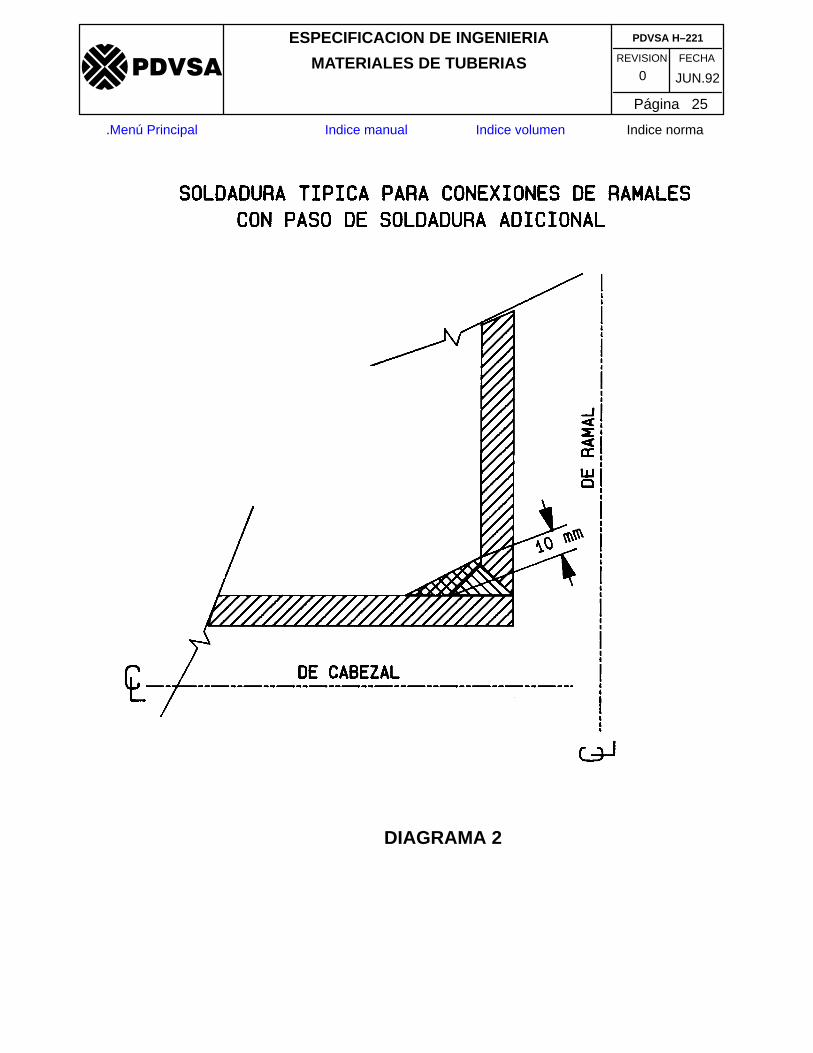
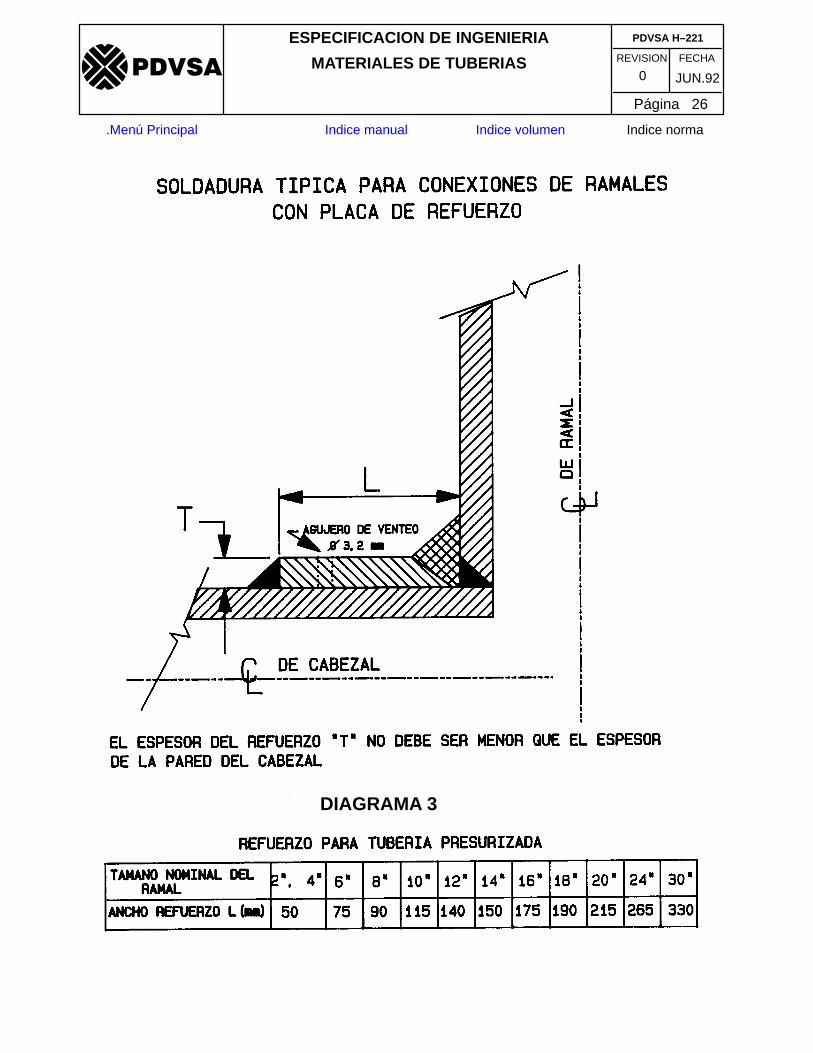
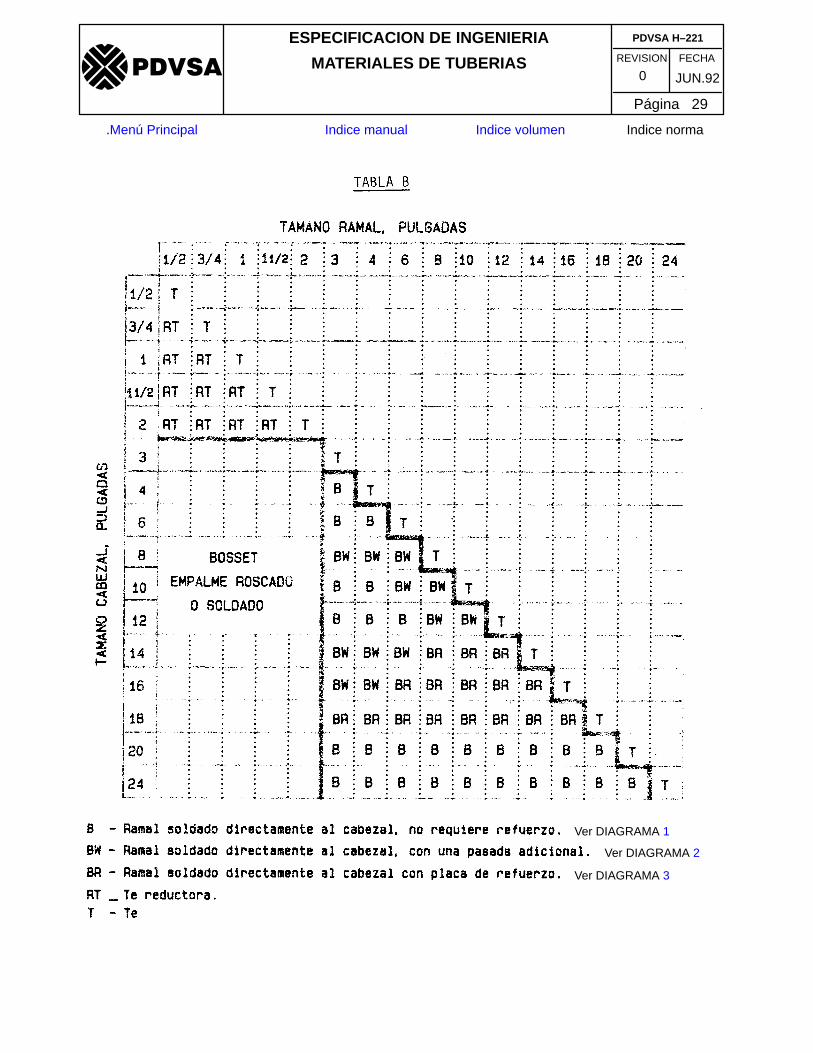
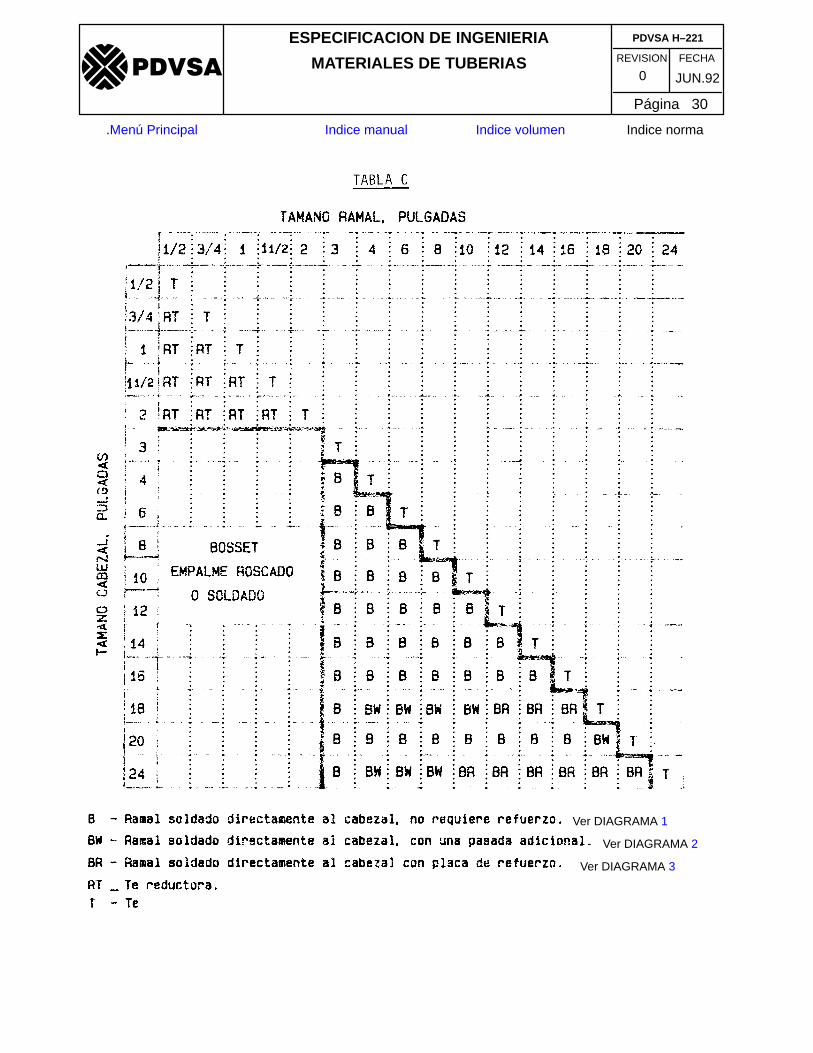
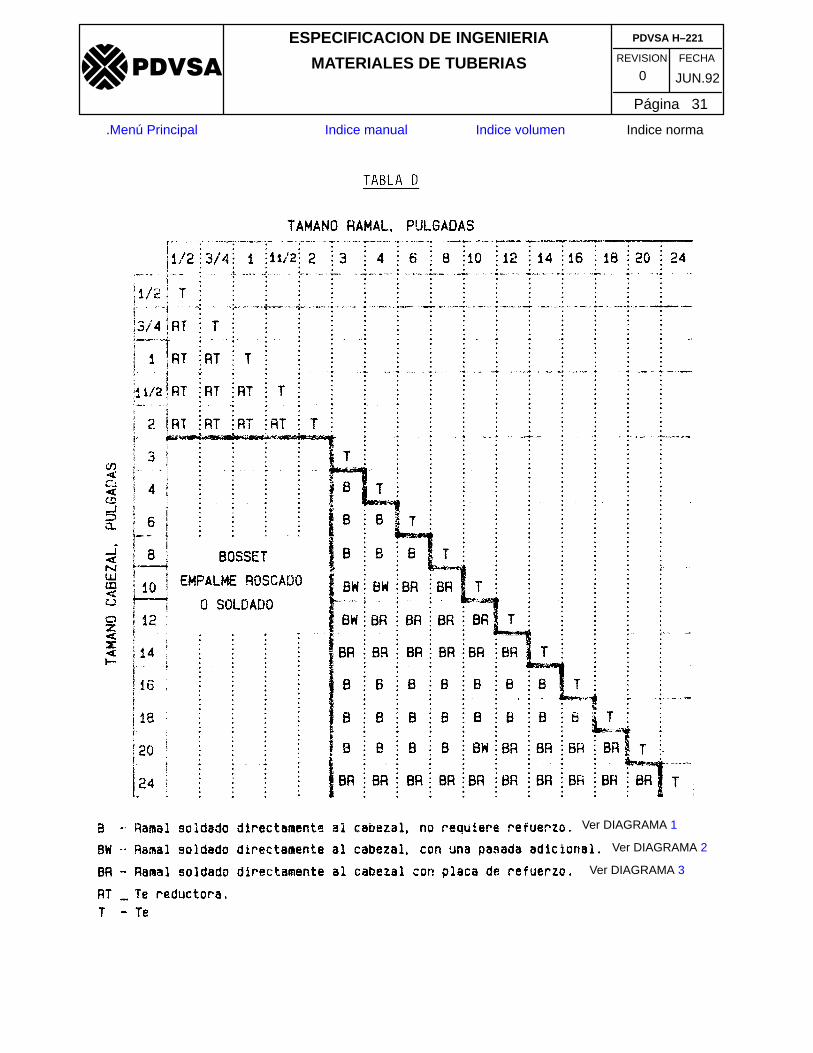
4.Conexiones de Ramales de 3” y mayores que requieran refuerzo deben,usar placas de refuerzo como se presenta en el Diagrama 3, o unapasada adicional de soldadura como se ilustra en el Diagrama 2. LasTablas de Ramales especificarán BR para el aro de refuerzo o BW pararefuerzo de soldadura. Las conexiones de ramales de 3” o mayores queno requieran refuerzo adicional serán como se presentan en el Diagrama1. Las Tablas de Ramales especificarán “B” para indicar que no requiererefuerzo adicional.
5.Los accesorios reforzados integralmente (con empalme para soldar)pueden ser sustituidos según sea determinado por el analista de esfuerzo,cuando la alta concentración de esfuerzo impida el uso de placas derefuerzo.
6.Los accesorios reforzados integralmente (como empalme para soldar)pueden ser sustituidos según sea determinado por el analista de esfuerzo,cuando la alta concentración de esfuerzo impida el uso de placas derefuerzo.
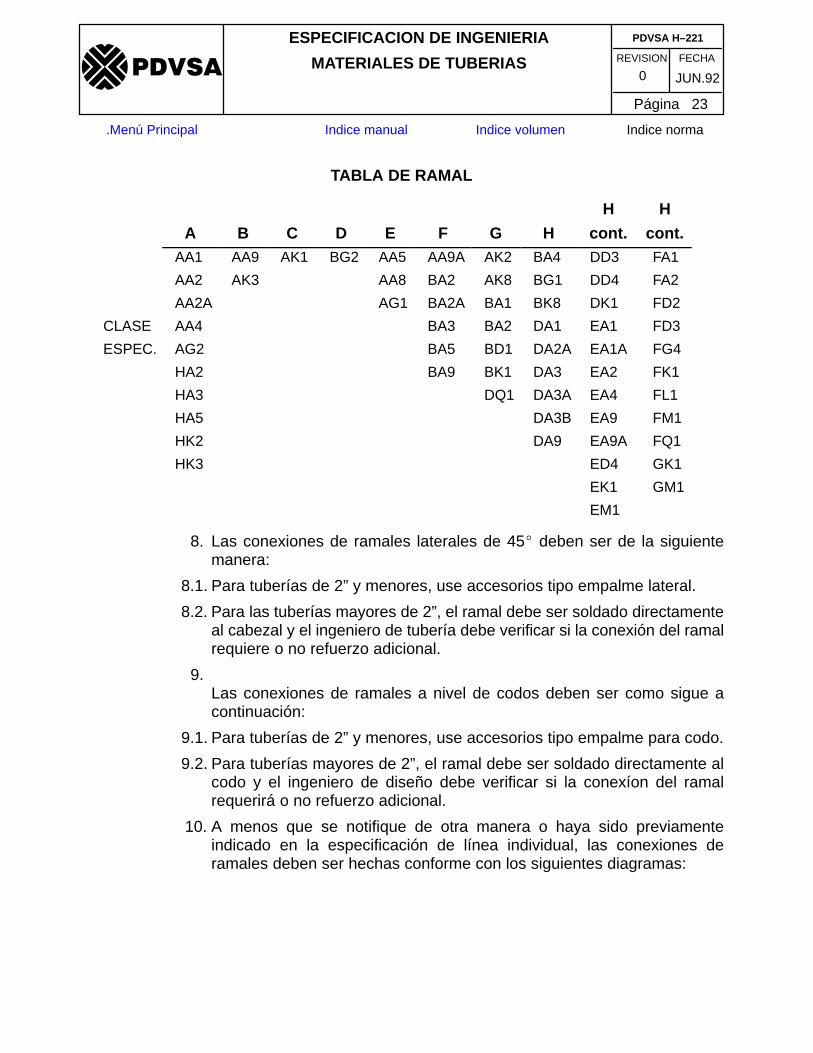
7.La siguiente tabla indica al ramal aplicable para cada Clase deespecificación:
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 23
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA DE RAMAL
H H
A B C D E F G H cont. cont.AA1 AA9 AK1 BG2 AA5 AA9A AK2 BA4 DD3 FA1
AA2 AK3 AA8 BA2 AK8 BG1 DD4 FA2
AA2A AG1 BA2A BA1 BK8 DK1 FD2
CLASE AA4 BA3 BA2 DA1 EA1 FD3
ESPEC. AG2 BA5 BD1 DA2A EA1A FG4
HA2 BA9 BK1 DA3 EA2 FK1
HA3 DQ1 DA3A EA4 FL1
HA5 DA3B EA9 FM1
HK2 DA9 EA9A FQ1
HK3 ED4 GK1
EK1 GM1
EM1
8. Las conexiones de ramales laterales de 45� deben ser de la siguientemanera:
8.1. Para tuberías de 2” y menores, use accesorios tipo empalme lateral.
8.2. Para las tuberías mayores de 2”, el ramal debe ser soldado directamenteal cabezal y el ingeniero de tubería debe verificar si la conexión del ramalrequiere o no refuerzo adicional.
9.Las conexiones de ramales a nivel de codos deben ser como sigue acontinuación:
9.1. Para tuberías de 2” y menores, use accesorios tipo empalme para codo.
9.2. Para tuberías mayores de 2”, el ramal debe ser soldado directamente alcodo y el ingeniero de diseño debe verificar si la conexíon del ramalrequerirá o no refuerzo adicional.
10. A menos que se notifique de otra manera o haya sido previamenteindicado en la especificación de línea individual, las conexiones deramales deben ser hechas conforme con los siguientes diagramas:
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 24
�����
.Menú Principal Indice manual Indice volumen Indice norma
DIAGRAMA 1
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 25
�����
.Menú Principal Indice manual Indice volumen Indice norma
DIAGRAMA 2
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 26
�����
.Menú Principal Indice manual Indice volumen Indice norma
DIAGRAMA 3
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 27
�����
.Menú Principal Indice manual Indice volumen Indice norma
CONEXIONES DE RAMALES DE 26” Y MAYORES
B – Ramal soldado directamente al cabezal , no requiere refuerzo.Ver Diagrama 1.
BW – Ramal soldado directamente al cabezal, con filete adicional de 10mm (3/8”). Ver Diagrama 2.
BR – Ramal soldado directamente al cabezal, con placa de refuerzo.Ver Diagrama 3.
T – Te recta.RT – Te reductora.
La no aparición de estos símbolos en los dibujos Tuberías e Instrumentación (P& I) o isométricos de tuberías para indicar el tipo de refuerzo, significa que no hansido calculados y por lo tanto la Filial debe ser contactada para decidir el tipo derefuerzo apropiado.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 28
�����
.Menú Principal Indice manual Indice volumen Indice norma
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 29
�����
.Menú Principal Indice manual Indice volumen Indice norma
Ver DIAGRAMA 1
Ver DIAGRAMA 2
Ver DIAGRAMA 3
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 30
�����
.Menú Principal Indice manual Indice volumen Indice norma
Ver DIAGRAMA 1
Ver DIAGRAMA 2
Ver DIAGRAMA 3
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 31
�����
.Menú Principal Indice manual Indice volumen Indice norma
Ver DIAGRAMA 1
Ver DIAGRAMA 2
Ver DIAGRAMA 3
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 32
�����
.Menú Principal Indice manual Indice volumen Indice norma
Ver DIAGRAMA 1
Ver DIAGRAMA 2
Ver DIAGRAMA 3
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 33
�����
.Menú Principal Indice manual Indice volumen Indice norma
Ver DIAGRAMA 1
Ver DIAGRAMA 3
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 34
�����
.Menú Principal Indice manual Indice volumen Indice norma
Ver DIAGRAMA 1
Ver DIAGRAMA 3
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 35
�����
.Menú Principal Indice manual Indice volumen Indice norma
Ver DIAGRAMA 3
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 36
�����
.Menú Principal Indice manual Indice volumen Indice norma
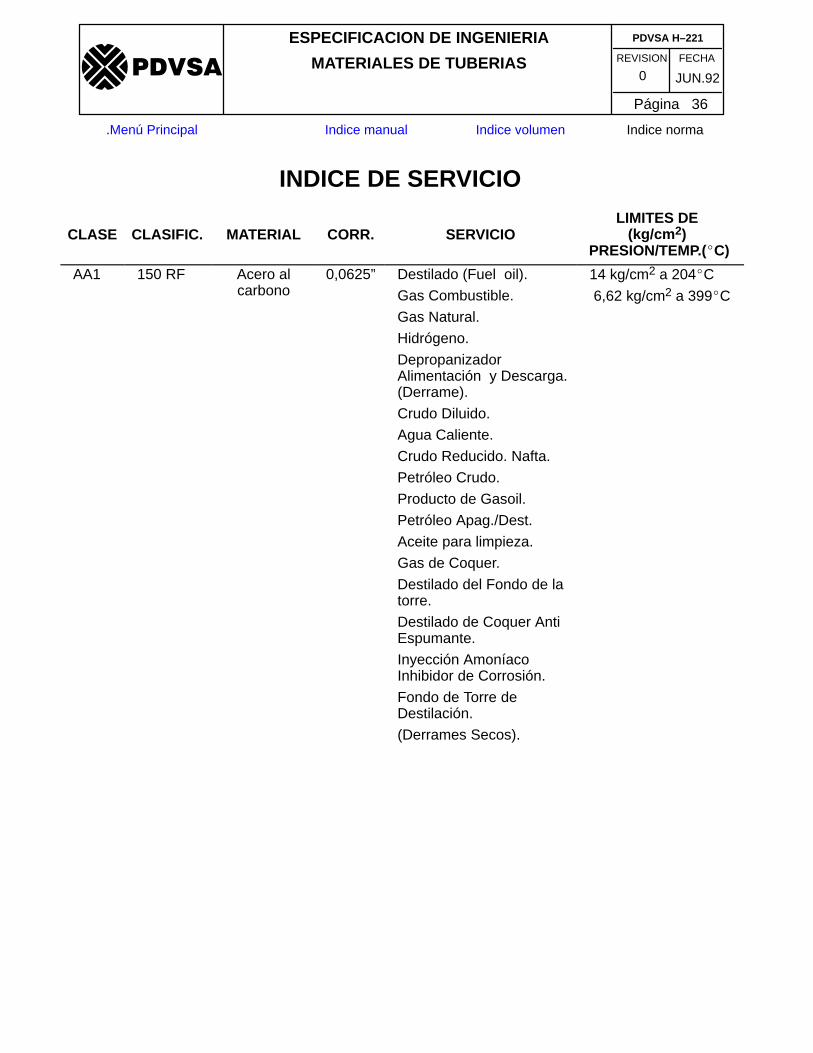
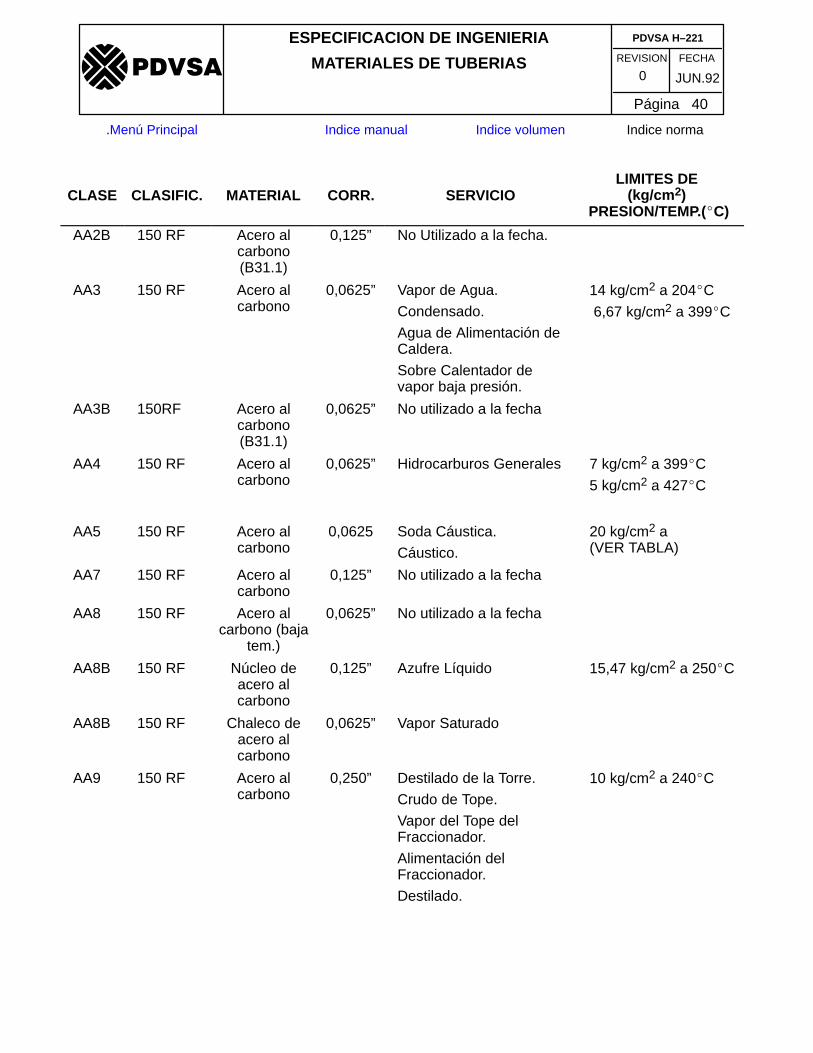
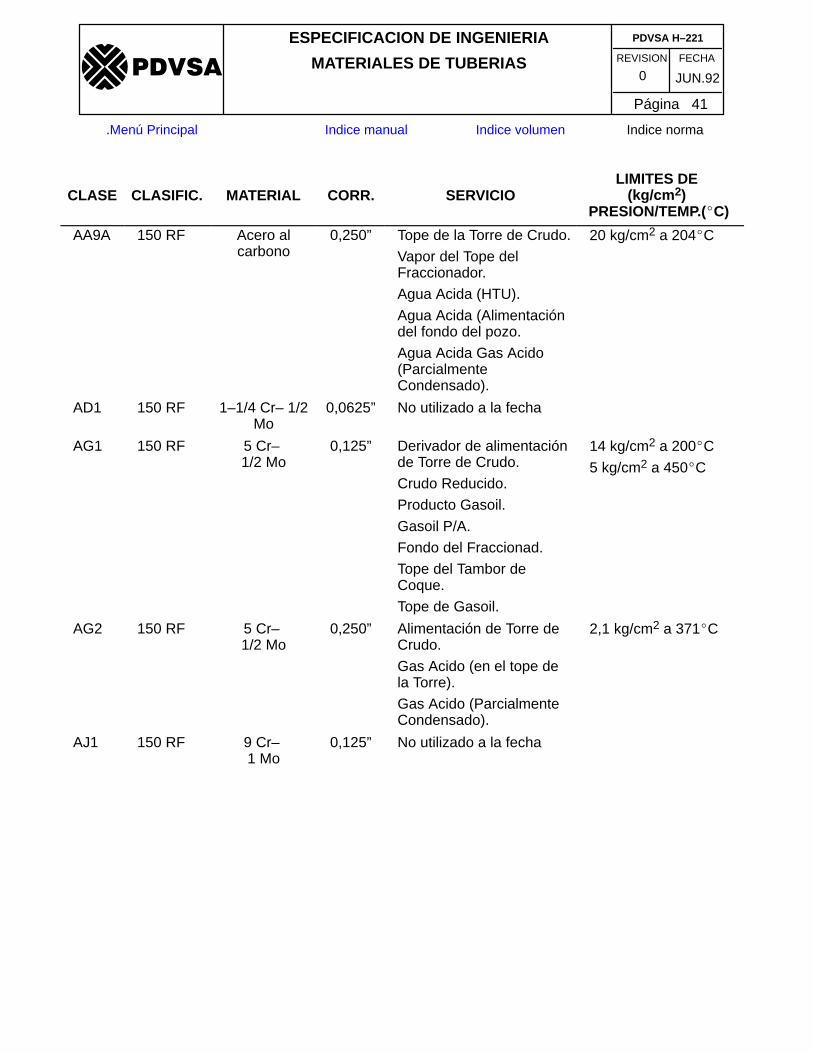
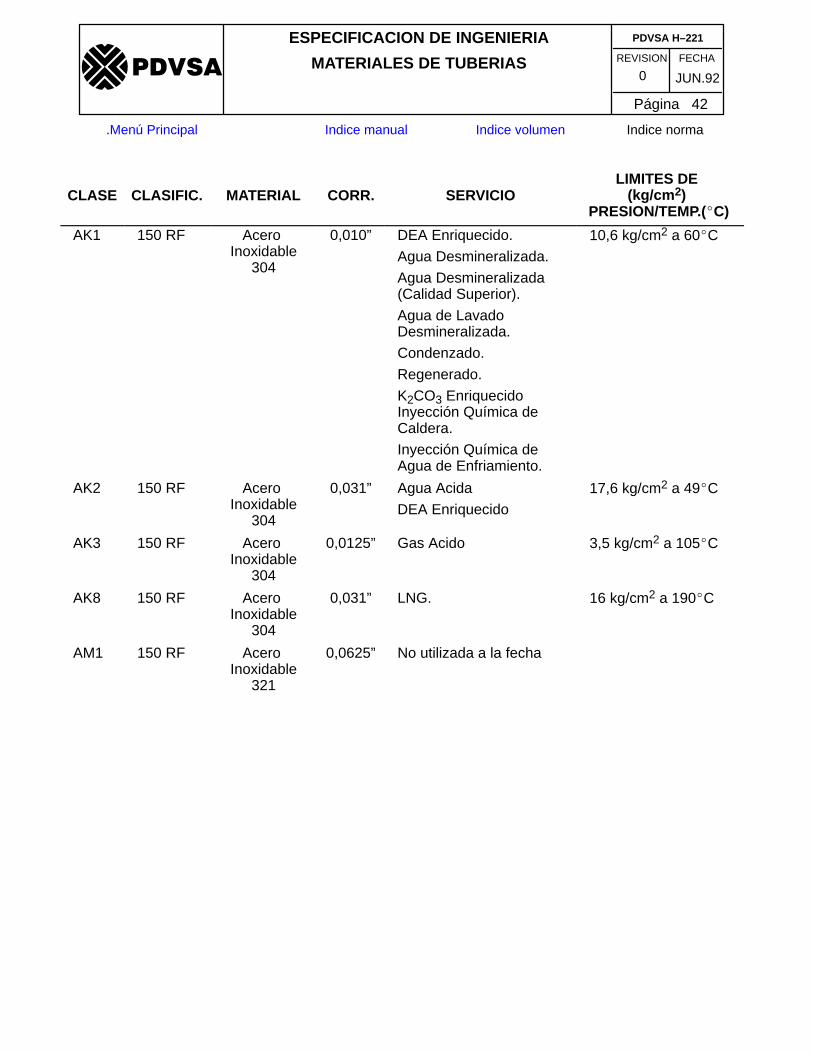
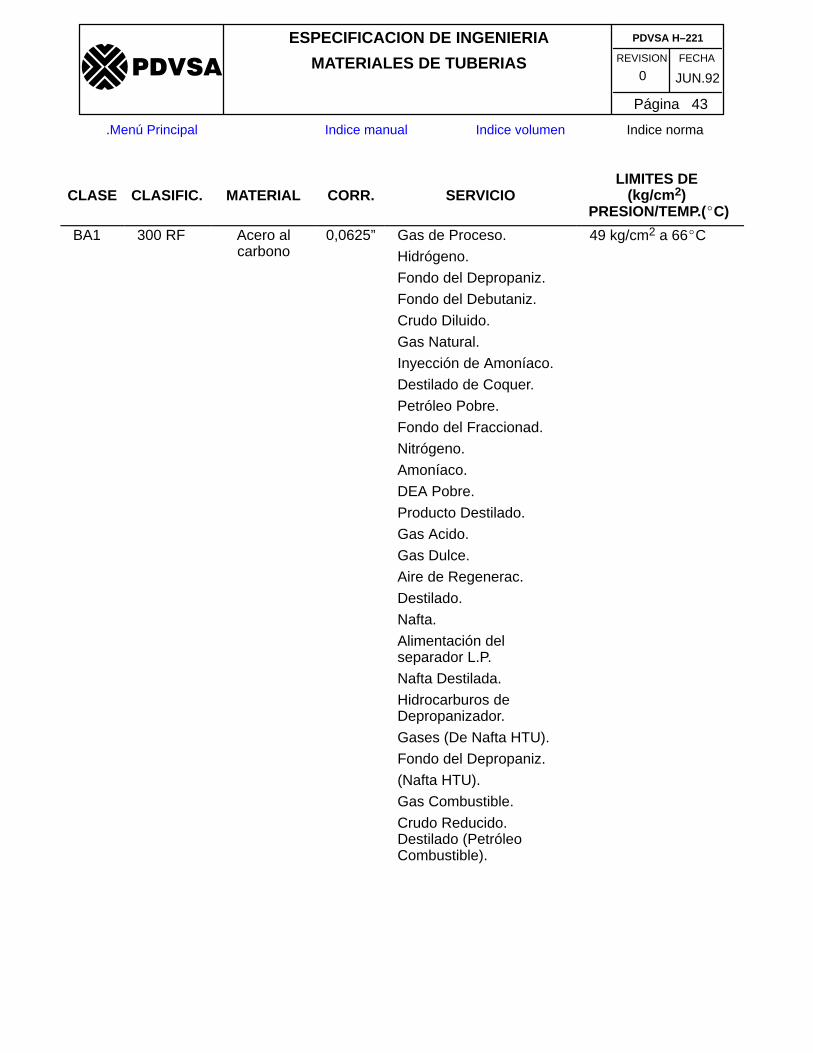
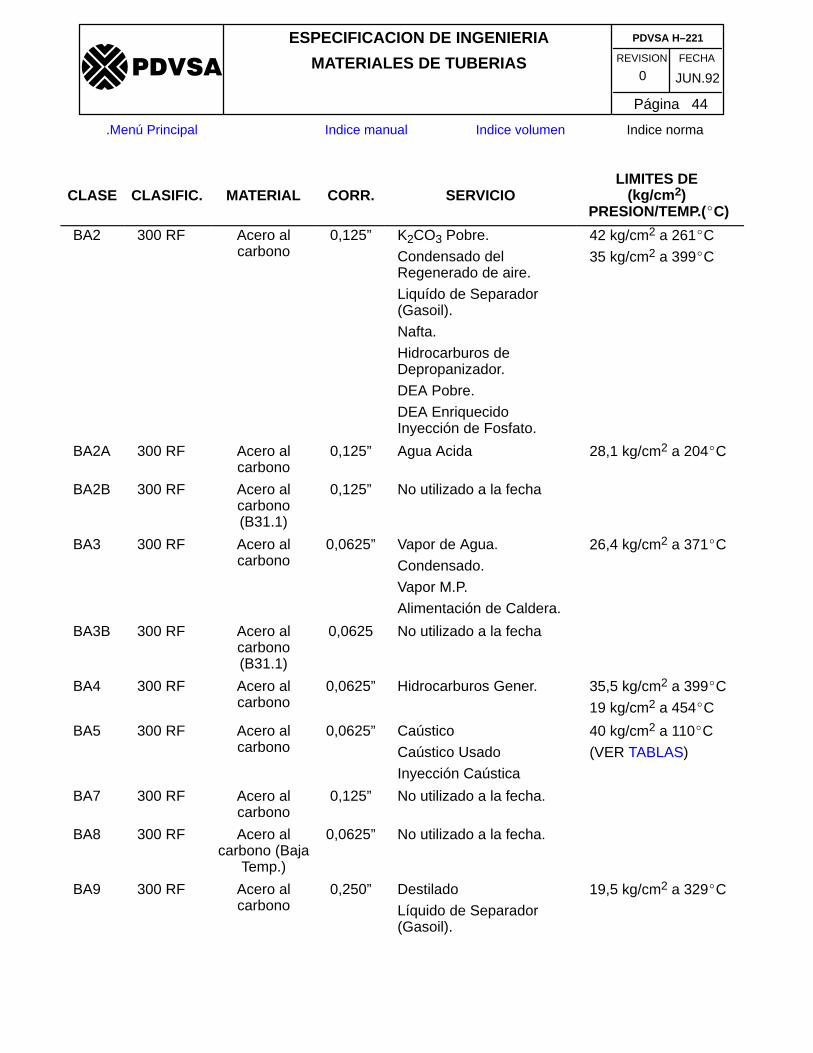
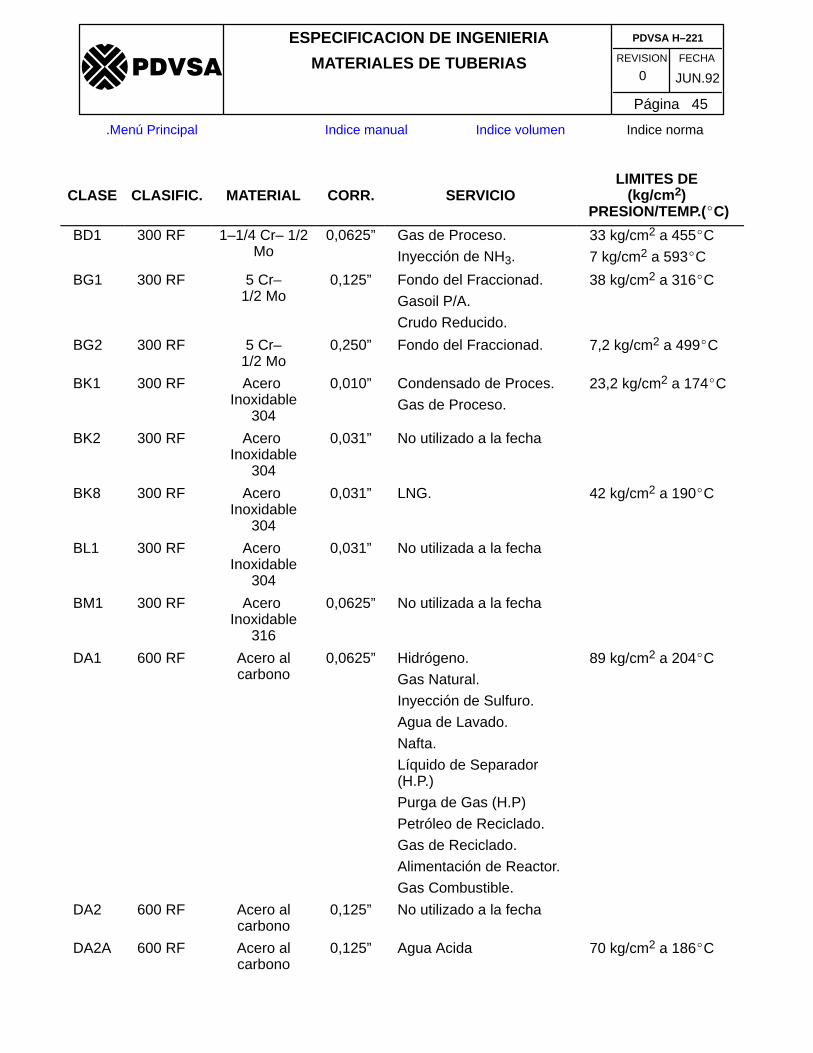
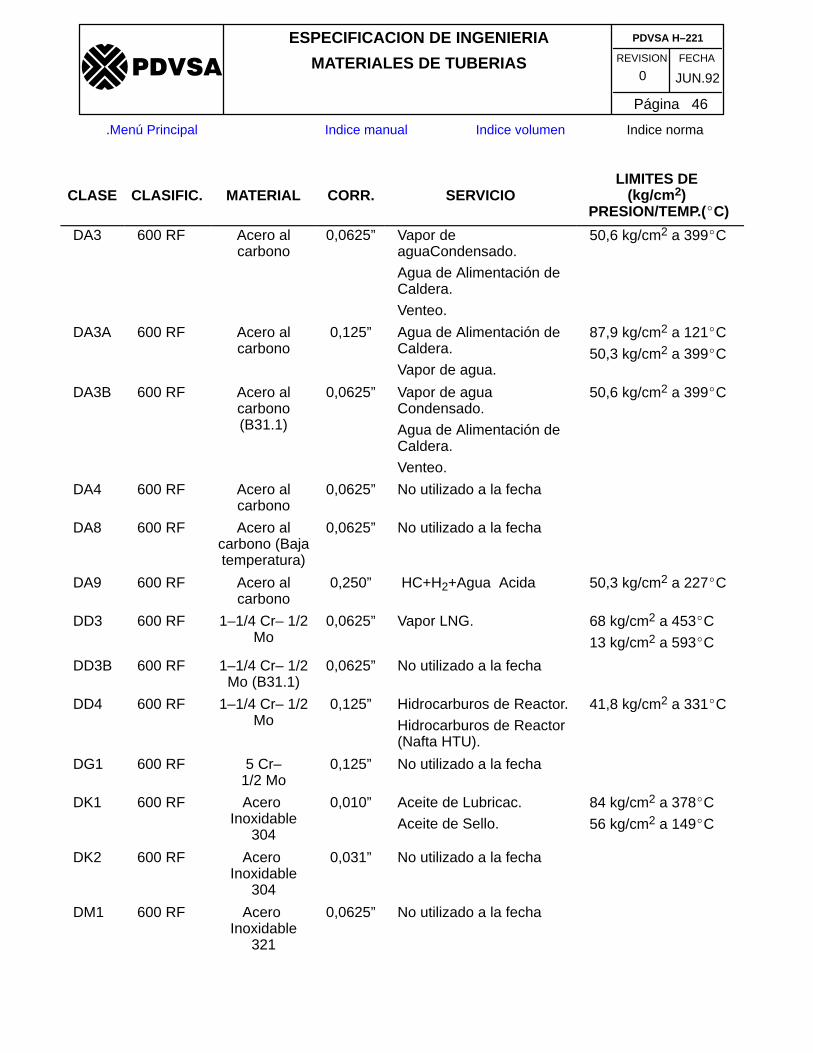
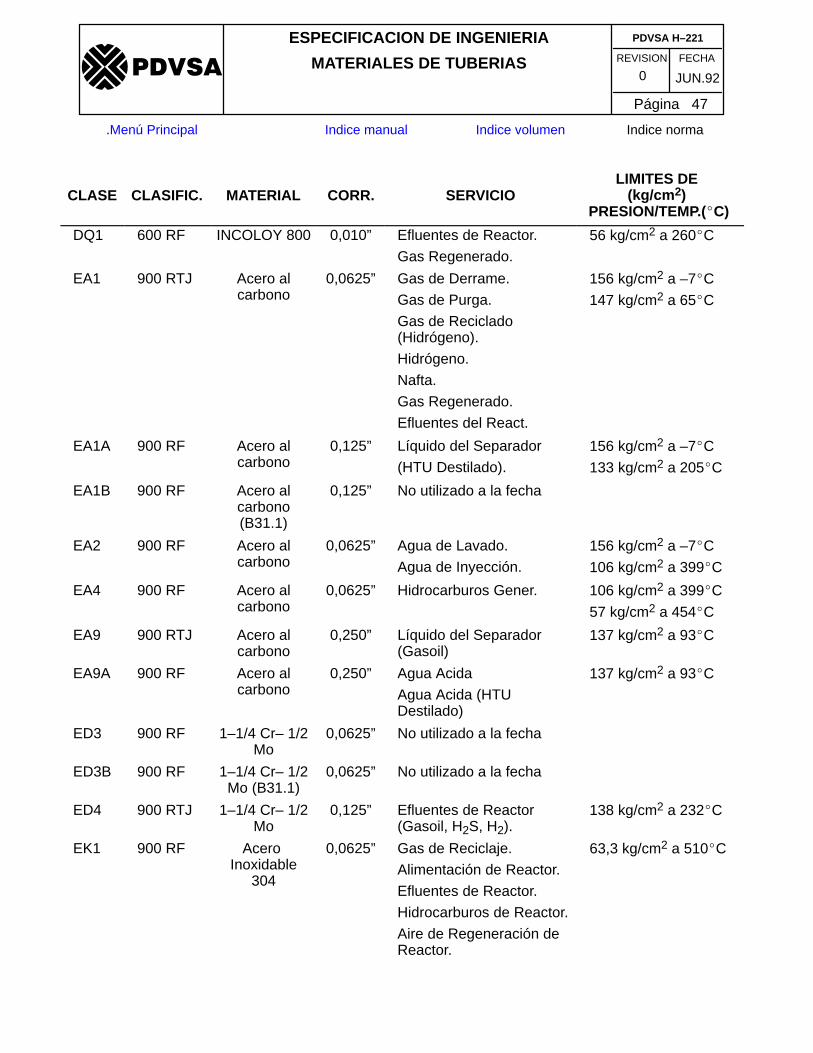
1.INDICE DE SERVICIO
CLASE CLASIFIC. MATERIAL CORR. SERVICIOLIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
AA1 150 RF Acero alcarbono
0,0625” Destilado (Fuel oil).
Gas Combustible.
Gas Natural.
Hidrógeno.
DepropanizadorAlimentación y Descarga.(Derrame).
Crudo Diluido.
Agua Caliente.
Crudo Reducido. Nafta.
Petróleo Crudo.
Producto de Gasoil.
Petróleo Apag./Dest.
Aceite para limpieza.
Gas de Coquer.
Destilado del Fondo de latorre.
Destilado de Coquer AntiEspumante.
Inyección AmoníacoInhibidor de Corrosión.
Fondo de Torre deDestilación.
(Derrames Secos).
14 kg/cm2 a 204�C
6,62 kg/cm2 a 399�C
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 37
�����
.Menú Principal Indice manual Indice volumen Indice norma
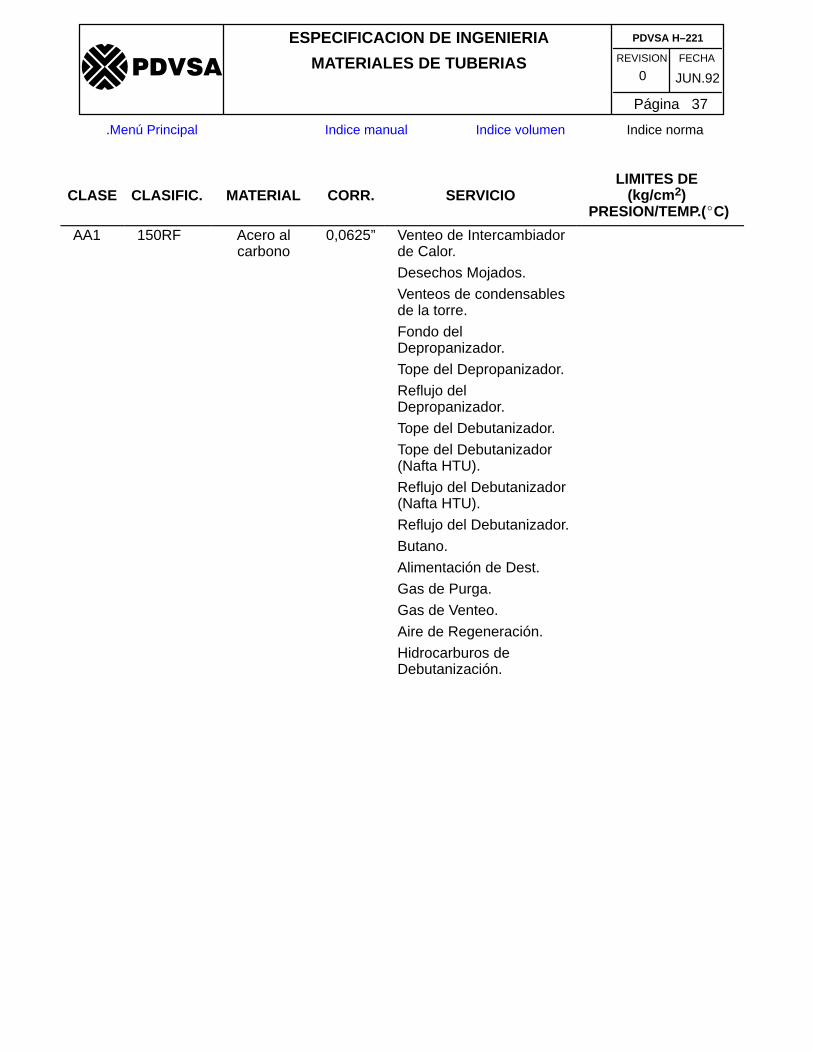
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
SERVICIOCORR.MATERIALCLASIFIC.
AA1 150RF Acero alcarbono
0,0625” Venteo de Intercambiadorde Calor.
Desechos Mojados.
Venteos de condensablesde la torre.
Fondo delDepropanizador.
Tope del Depropanizador.
Reflujo delDepropanizador.
Tope del Debutanizador.
Tope del Debutanizador(Nafta HTU).
Reflujo del Debutanizador(Nafta HTU).
Reflujo del Debutanizador.
Butano.
Alimentación de Dest.
Gas de Purga.
Gas de Venteo.
Aire de Regeneración.
Hidrocarburos deDebutanización.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 38
�����
.Menú Principal Indice manual Indice volumen Indice norma
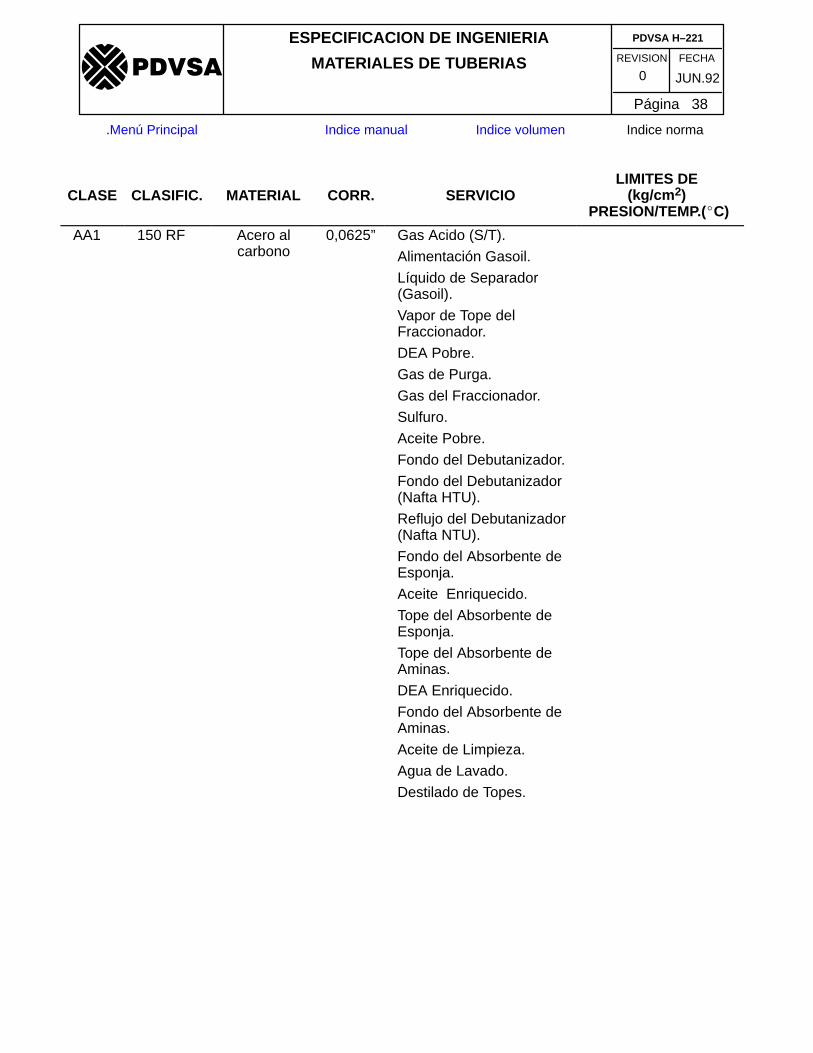
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
SERVICIOCORR.MATERIALCLASIFIC.
AA1 150 RF Acero alcarbono
0,0625” Gas Acido (S/T).
Alimentación Gasoil.
Líquido de Separador(Gasoil).
Vapor de Tope delFraccionador.
DEA Pobre.
Gas de Purga.
Gas del Fraccionador.
Sulfuro.
Aceite Pobre.
Fondo del Debutanizador.
Fondo del Debutanizador(Nafta HTU).
Reflujo del Debutanizador(Nafta NTU).
Fondo del Absorbente deEsponja.
Aceite Enriquecido.
Tope del Absorbente deEsponja.
Tope del Absorbente deAminas.
DEA Enriquecido.
Fondo del Absorbente deAminas.
Aceite de Limpieza.
Agua de Lavado.
Destilado de Topes.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 39
�����
.Menú Principal Indice manual Indice volumen Indice norma
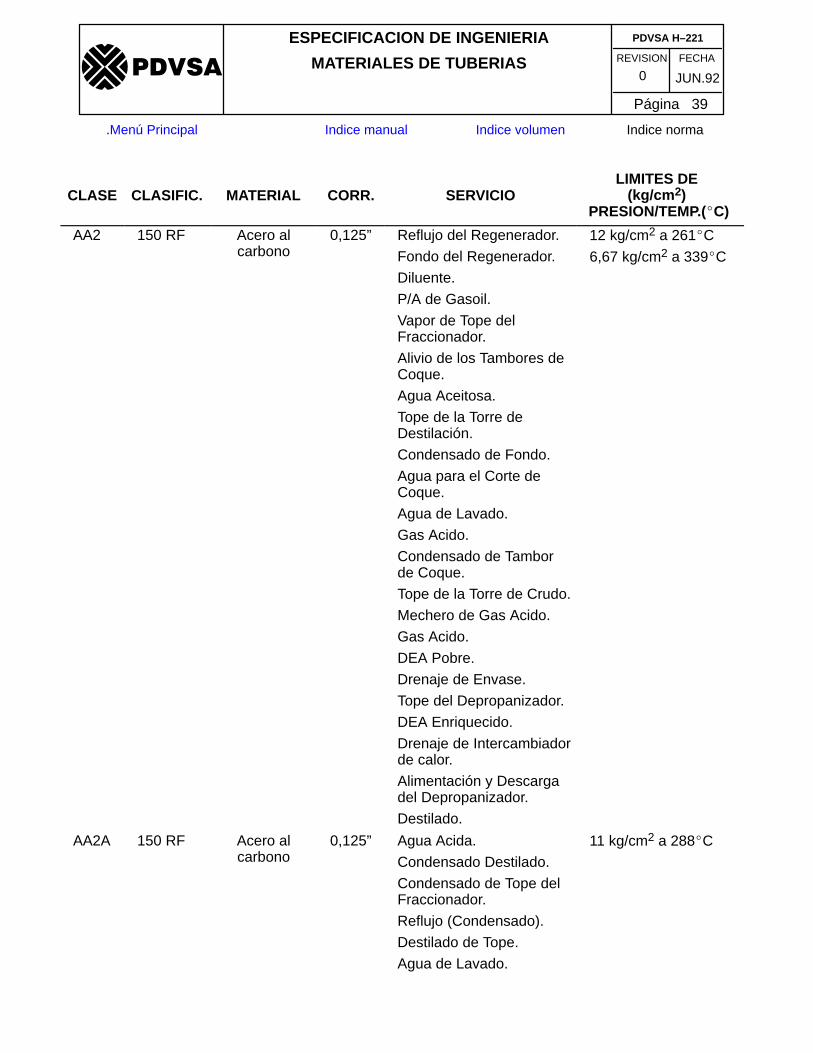
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
SERVICIOCORR.MATERIALCLASIFIC.
AA2 150 RF Acero alcarbono
0,125” Reflujo del Regenerador.
Fondo del Regenerador.
Diluente.
P/A de Gasoil.
Vapor de Tope delFraccionador.
Alivio de los Tambores deCoque.
Agua Aceitosa.
Tope de la Torre deDestilación.
Condensado de Fondo.
Agua para el Corte deCoque.
Agua de Lavado.
Gas Acido.
Condensado de Tamborde Coque.
Tope de la Torre de Crudo.
Mechero de Gas Acido.
Gas Acido.
DEA Pobre.
Drenaje de Envase.
Tope del Depropanizador.
DEA Enriquecido.
Drenaje de Intercambiadorde calor.
Alimentación y Descargadel Depropanizador.
Destilado.
12 kg/cm2 a 261�C
6,67 kg/cm2 a 339�C
AA2A 150 RF Acero alcarbono
0,125” Agua Acida.
Condensado Destilado.
Condensado de Tope delFraccionador.
Reflujo (Condensado).
Destilado de Tope.
Agua de Lavado.
11 kg/cm2 a 288�C
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 40
�����
.Menú Principal Indice manual Indice volumen Indice norma
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
SERVICIOCORR.MATERIALCLASIFIC.
AA2B 150 RF Acero alcarbono(B31.1)
0,125” No Utilizado a la fecha.
AA3 150 RF Acero alcarbono
0,0625” Vapor de Agua.
Condensado.
Agua de Alimentación deCaldera.
Sobre Calentador devapor baja presión.
14 kg/cm2 a 204�C
6,67 kg/cm2 a 399�C
AA3B 150RF Acero alcarbono(B31.1)
0,0625” No utilizado a la fecha
AA4 150 RF Acero alcarbono
0,0625” Hidrocarburos Generales 7 kg/cm2 a 399�C
5 kg/cm2 a 427�C
AA5 150 RF Acero alcarbono
0,0625 Soda Cáustica.
Cáustico.
20 kg/cm2 a (VER TABLA)
AA7 150 RF Acero alcarbono
0,125” No utilizado a la fecha
AA8 150 RF Acero alcarbono (baja
tem.)
0,0625” No utilizado a la fecha
AA8B 150 RF Núcleo deacero alcarbono
0,125” Azufre Líquido 15,47 kg/cm2 a 250�C
AA8B 150 RF Chaleco deacero alcarbono
0,0625” Vapor Saturado
AA9 150 RF Acero alcarbono
0,250” Destilado de la Torre.
Crudo de Tope.
Vapor del Tope delFraccionador.
Alimentación delFraccionador.
Destilado.
10 kg/cm2 a 240�C
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 41
�����
.Menú Principal Indice manual Indice volumen Indice norma
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
SERVICIOCORR.MATERIALCLASIFIC.
AA9A 150 RF Acero alcarbono
0,250” Tope de la Torre de Crudo.
Vapor del Tope delFraccionador.
Agua Acida (HTU).
Agua Acida (Alimentacióndel fondo del pozo.
Agua Acida Gas Acido(ParcialmenteCondensado).
20 kg/cm2 a 204�C
AD1 150 RF 1–1/4 Cr– 1/2Mo
0,0625” No utilizado a la fecha
AG1 150 RF 5 Cr– 1/2 Mo
0,125” Derivador de alimentaciónde Torre de Crudo.
Crudo Reducido.
Producto Gasoil.
Gasoil P/A.
Fondo del Fraccionad.
Tope del Tambor deCoque.
Tope de Gasoil.
14 kg/cm2 a 200�C
5 kg/cm2 a 450�C
AG2 150 RF 5 Cr– 1/2 Mo
0,250” Alimentación de Torre deCrudo.
Gas Acido (en el tope dela Torre).
Gas Acido (ParcialmenteCondensado).
2,1 kg/cm2 a 371�C
AJ1 150 RF 9 Cr– 1 Mo
0,125” No utilizado a la fecha
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 42
�����
.Menú Principal Indice manual Indice volumen Indice norma
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
SERVICIOCORR.MATERIALCLASIFIC.
AK1 150 RF Acero Inoxidable
304
0,010” DEA Enriquecido.
Agua Desmineralizada.
Agua Desmineralizada(Calidad Superior).
Agua de LavadoDesmineralizada.
Condenzado.
Regenerado.
K2CO3 EnriquecidoInyección Química deCaldera.
Inyección Química deAgua de Enfriamiento.
10,6 kg/cm2 a 60�C
AK2 150 RF Acero Inoxidable
304
0,031” Agua Acida
DEA Enriquecido
17,6 kg/cm2 a 49�C
AK3 150 RF Acero Inoxidable
304
0,0125” Gas Acido 3,5 kg/cm2 a 105�C
AK8 150 RF Acero Inoxidable
304
0,031” LNG. 16 kg/cm2 a 190�C
AM1 150 RF Acero Inoxidable
321
0,0625” No utilizada a la fecha
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 43
�����
.Menú Principal Indice manual Indice volumen Indice norma
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
SERVICIOCORR.MATERIALCLASIFIC.
BA1 300 RF Acero alcarbono
0,0625” Gas de Proceso.
Hidrógeno.
Fondo del Depropaniz.
Fondo del Debutaniz.
Crudo Diluido.
Gas Natural.
Inyección de Amoníaco.
Destilado de Coquer.
Petróleo Pobre.
Fondo del Fraccionad.
Nitrógeno.
Amoníaco.
DEA Pobre.
Producto Destilado.
Gas Acido.
Gas Dulce.
Aire de Regenerac.
Destilado.
Nafta.
Alimentación delseparador L.P.
Nafta Destilada.
Hidrocarburos deDepropanizador.
Gases (De Nafta HTU).
Fondo del Depropaniz.
(Nafta HTU).
Gas Combustible.
Crudo Reducido.Destilado (PetróleoCombustible).
49 kg/cm2 a 66�C
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 44
�����
.Menú Principal Indice manual Indice volumen Indice norma
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
SERVICIOCORR.MATERIALCLASIFIC.
BA2 300 RF Acero alcarbono
0,125” K2CO3 Pobre.
Condensado delRegenerado de aire.
Liquído de Separador(Gasoil).
Nafta.
Hidrocarburos deDepropanizador.
DEA Pobre.
DEA EnriquecidoInyección de Fosfato.
42 kg/cm2 a 261�C
35 kg/cm2 a 399�C
BA2A 300 RF Acero alcarbono
0,125” Agua Acida 28,1 kg/cm2 a 204�C
BA2B 300 RF Acero alcarbono(B31.1)
0,125” No utilizado a la fecha
BA3 300 RF Acero alcarbono
0,0625” Vapor de Agua.
Condensado.
Vapor M.P.
Alimentación de Caldera.
26,4 kg/cm2 a 371�C
BA3B 300 RF Acero alcarbono(B31.1)
0,0625 No utilizado a la fecha
BA4 300 RF Acero alcarbono
0,0625” Hidrocarburos Gener. 35,5 kg/cm2 a 399�C
19 kg/cm2 a 454�C
BA5 300 RF Acero alcarbono
0,0625” Caústico
Caústico Usado
Inyección Caústica
40 kg/cm2 a 110�C
(VER TABLAS)
BA7 300 RF Acero alcarbono
0,125” No utilizado a la fecha.
BA8 300 RF Acero alcarbono (Baja
Temp.)
0,0625” No utilizado a la fecha.
BA9 300 RF Acero alcarbono
0,250” Destilado
Líquido de Separador(Gasoil).
19,5 kg/cm2 a 329�C
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 45
�����
.Menú Principal Indice manual Indice volumen Indice norma
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
SERVICIOCORR.MATERIALCLASIFIC.
BD1 300 RF 1–1/4 Cr– 1/2Mo
0,0625” Gas de Proceso.
Inyección de NH3.
33 kg/cm2 a 455�C
7 kg/cm2 a 593�C
BG1 300 RF 5 Cr–1/2 Mo
0,125” Fondo del Fraccionad.
Gasoil P/A.
Crudo Reducido.
38 kg/cm2 a 316�C
BG2 300 RF 5 Cr–1/2 Mo
0,250” Fondo del Fraccionad. 7,2 kg/cm2 a 499�C
BK1 300 RF Acero Inoxidable
304
0,010” Condensado de Proces.
Gas de Proceso.
23,2 kg/cm2 a 174�C
BK2 300 RF Acero Inoxidable
304
0,031” No utilizado a la fecha
BK8 300 RF Acero Inoxidable
304
0,031” LNG. 42 kg/cm2 a 190�C
BL1 300 RF Acero Inoxidable
304
0,031” No utilizada a la fecha
BM1 300 RF Acero Inoxidable
316
0,0625” No utilizada a la fecha
DA1 600 RF Acero alcarbono
0,0625” Hidrógeno.
Gas Natural.
Inyección de Sulfuro.
Agua de Lavado.
Nafta.
Líquido de Separador(H.P.)
Purga de Gas (H.P)
Petróleo de Reciclado.
Gas de Reciclado.
Alimentación de Reactor.
Gas Combustible.
89 kg/cm2 a 204�C
DA2 600 RF Acero alcarbono
0,125” No utilizado a la fecha
DA2A 600 RF Acero alcarbono
0,125” Agua Acida 70 kg/cm2 a 186�C
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 46
�����
.Menú Principal Indice manual Indice volumen Indice norma
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
SERVICIOCORR.MATERIALCLASIFIC.
DA3 600 RF Acero alcarbono
0,0625” Vapor deaguaCondensado.
Agua de Alimentación deCaldera.
Venteo.
50,6 kg/cm2 a 399�C
DA3A 600 RF Acero alcarbono
0,125” Agua de Alimentación deCaldera.
Vapor de agua.
87,9 kg/cm2 a 121�C
50,3 kg/cm2 a 399�C
DA3B 600 RF Acero alcarbono(B31.1)
0,0625” Vapor de aguaCondensado.
Agua de Alimentación deCaldera.
Venteo.
50,6 kg/cm2 a 399�C
DA4 600 RF Acero alcarbono
0,0625” No utilizado a la fecha
DA8 600 RF Acero alcarbono (Bajatemperatura)
0,0625” No utilizado a la fecha
DA9 600 RF Acero alcarbono
0,250” HC+H2+Agua Acida 50,3 kg/cm2 a 227�C
DD3 600 RF 1–1/4 Cr– 1/2Mo
0,0625” Vapor LNG. 68 kg/cm2 a 453�C
13 kg/cm2 a 593�C
DD3B 600 RF 1–1/4 Cr– 1/2Mo (B31.1)
0,0625” No utilizado a la fecha
DD4 600 RF 1–1/4 Cr– 1/2Mo
0,125” Hidrocarburos de Reactor.
Hidrocarburos de Reactor(Nafta HTU).
41,8 kg/cm2 a 331�C
DG1 600 RF 5 Cr–1/2 Mo
0,125” No utilizado a la fecha
DK1 600 RF Acero Inoxidable
304
0,010” Aceite de Lubricac.
Aceite de Sello.
84 kg/cm2 a 378�C
56 kg/cm2 a 149�C
DK2 600 RF Acero Inoxidable
304
0,031” No utilizado a la fecha
DM1 600 RF Acero Inoxidable
321
0,0625” No utilizado a la fecha
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 47
�����
.Menú Principal Indice manual Indice volumen Indice norma
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
SERVICIOCORR.MATERIALCLASIFIC.
DQ1 600 RF INCOLOY 800 0,010” Efluentes de Reactor.
Gas Regenerado.
56 kg/cm2 a 260�C
EA1 900 RTJ Acero alcarbono
0,0625” Gas de Derrame.
Gas de Purga.
Gas de Reciclado(Hidrógeno).
Hidrógeno.
Nafta.
Gas Regenerado.
Efluentes del React.
156 kg/cm2 a –7�C
147 kg/cm2 a 65�C
EA1A 900 RF Acero alcarbono
0,125” Líquido del Separador
(HTU Destilado).
156 kg/cm2 a –7�C
133 kg/cm2 a 205�C
EA1B 900 RF Acero alcarbono(B31.1)
0,125” No utilizado a la fecha
EA2 900 RF Acero alcarbono
0,0625” Agua de Lavado.
Agua de Inyección.
156 kg/cm2 a –7�C
106 kg/cm2 a 399�C
EA4 900 RF Acero alcarbono
0,0625” Hidrocarburos Gener. 106 kg/cm2 a 399�C
57 kg/cm2 a 454�C
EA9 900 RTJ Acero alcarbono
0,250” Líquido del Separador(Gasoil)
137 kg/cm2 a 93�C
EA9A 900 RF Acero alcarbono
0,250” Agua Acida
Agua Acida (HTUDestilado)
137 kg/cm2 a 93�C
ED3 900 RF 1–1/4 Cr– 1/2Mo
0,0625” No utilizado a la fecha
ED3B 900 RF 1–1/4 Cr– 1/2Mo (B31.1)
0,0625” No utilizado a la fecha
ED4 900 RTJ 1–1/4 Cr– 1/2Mo
0,125” Efluentes de Reactor(Gasoil, H2S, H2).
138 kg/cm2 a 232�C
EK1 900 RF Acero Inoxidable
304
0,0625” Gas de Reciclaje.
Alimentación de Reactor.
Efluentes de Reactor.
Hidrocarburos de Reactor.
Aire de Regeneración deReactor.
63,3 kg/cm2 a 510�C
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 48
�����
.Menú Principal Indice manual Indice volumen Indice norma
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
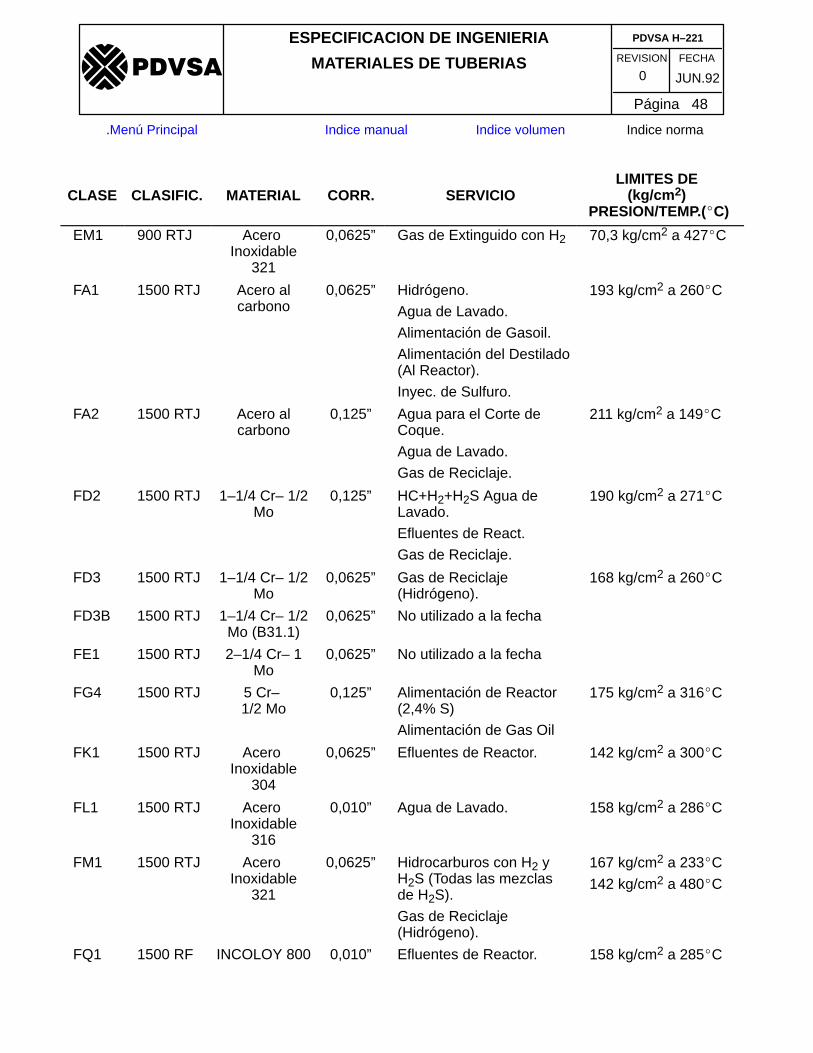
SERVICIOCORR.MATERIALCLASIFIC.
EM1 900 RTJ Acero Inoxidable
321
0,0625” Gas de Extinguido con H2 70,3 kg/cm2 a 427�C
FA1 1500 RTJ Acero alcarbono
0,0625” Hidrógeno.
Agua de Lavado.
Alimentación de Gasoil.
Alimentación del Destilado(Al Reactor).
Inyec. de Sulfuro.
193 kg/cm2 a 260�C
FA2 1500 RTJ Acero alcarbono
0,125” Agua para el Corte deCoque.
Agua de Lavado.
Gas de Reciclaje.
211 kg/cm2 a 149�C
FD2 1500 RTJ 1–1/4 Cr– 1/2Mo
0,125” HC+H2+H2S Agua deLavado.
Efluentes de React.
Gas de Reciclaje.
190 kg/cm2 a 271�C
FD3 1500 RTJ 1–1/4 Cr– 1/2Mo
0,0625” Gas de Reciclaje(Hidrógeno).
168 kg/cm2 a 260�C
FD3B 1500 RTJ 1–1/4 Cr– 1/2Mo (B31.1)
0,0625” No utilizado a la fecha
FE1 1500 RTJ 2–1/4 Cr– 1Mo
0,0625” No utilizado a la fecha
FG4 1500 RTJ 5 Cr– 1/2 Mo
0,125” Alimentación de Reactor(2,4% S)
Alimentación de Gas Oil
175 kg/cm2 a 316�C
FK1 1500 RTJ Acero Inoxidable
304
0,0625” Efluentes de Reactor. 142 kg/cm2 a 300�C
FL1 1500 RTJ Acero Inoxidable
316
0,010” Agua de Lavado. 158 kg/cm2 a 286�C
FM1 1500 RTJ Acero Inoxidable
321
0,0625” Hidrocarburos con H2 yH2S (Todas las mezclasde H2S).
Gas de Reciclaje(Hidrógeno).
167 kg/cm2 a 233�C
142 kg/cm2 a 480�C
FQ1 1500 RF INCOLOY 800 0,010” Efluentes de Reactor. 158 kg/cm2 a 285�C
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 49
�����
.Menú Principal Indice manual Indice volumen Indice norma
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
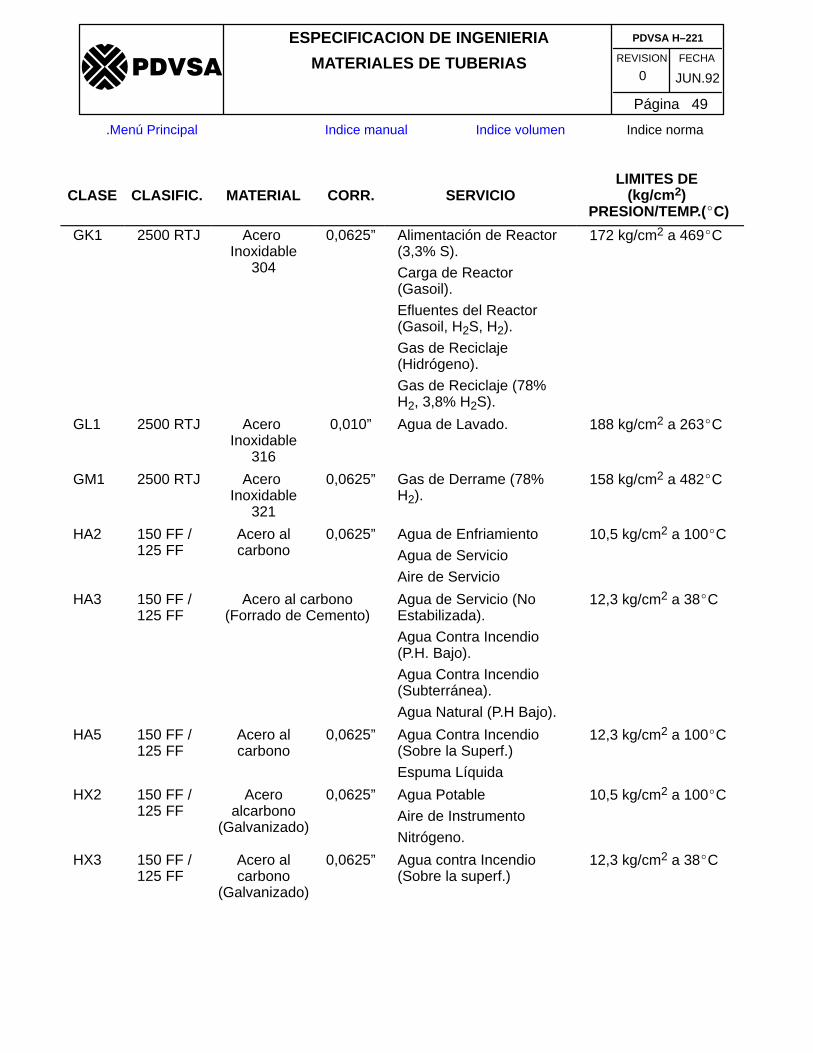
SERVICIOCORR.MATERIALCLASIFIC.
GK1 2500 RTJ Acero Inoxidable
304
0,0625” Alimentación de Reactor(3,3% S).
Carga de Reactor(Gasoil).
Efluentes del Reactor(Gasoil, H2S, H2).
Gas de Reciclaje(Hidrógeno).
Gas de Reciclaje (78%H2, 3,8% H2S).
172 kg/cm2 a 469�C
GL1 2500 RTJ Acero Inoxidable
316
0,010” Agua de Lavado. 188 kg/cm2 a 263�C
GM1 2500 RTJ Acero Inoxidable
321
0,0625” Gas de Derrame (78%H2).
158 kg/cm2 a 482�C
HA2 150 FF /125 FF
Acero alcarbono
0,0625” Agua de Enfriamiento
Agua de Servicio
Aire de Servicio
10,5 kg/cm2 a 100�C
HA3 150 FF /125 FF
Acero al carbono(Forrado de Cemento)
Agua de Servicio (NoEstabilizada).
Agua Contra Incendio(P.H. Bajo).
Agua Contra Incendio(Subterránea).
Agua Natural (P.H Bajo).
12,3 kg/cm2 a 38�C
HA5 150 FF /125 FF
Acero alcarbono
0,0625” Agua Contra Incendio(Sobre la Superf.)
Espuma Líquida
12,3 kg/cm2 a 100�C
HX2 150 FF /125 FF
Aceroalcarbono
(Galvanizado)
0,0625” Agua Potable
Aire de Instrumento
Nitrógeno.
10,5 kg/cm2 a 100�C
HX3 150 FF /125 FF
Acero alcarbono
(Galvanizado)
0,0625” Agua contra Incendio(Sobre la superf.)
12,3 kg/cm2 a 38�C
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 50
�����
.Menú Principal Indice manual Indice volumen Indice norma
CLASELIMITES DE
(kg/cm2) PRESION/TEMP.(�C)
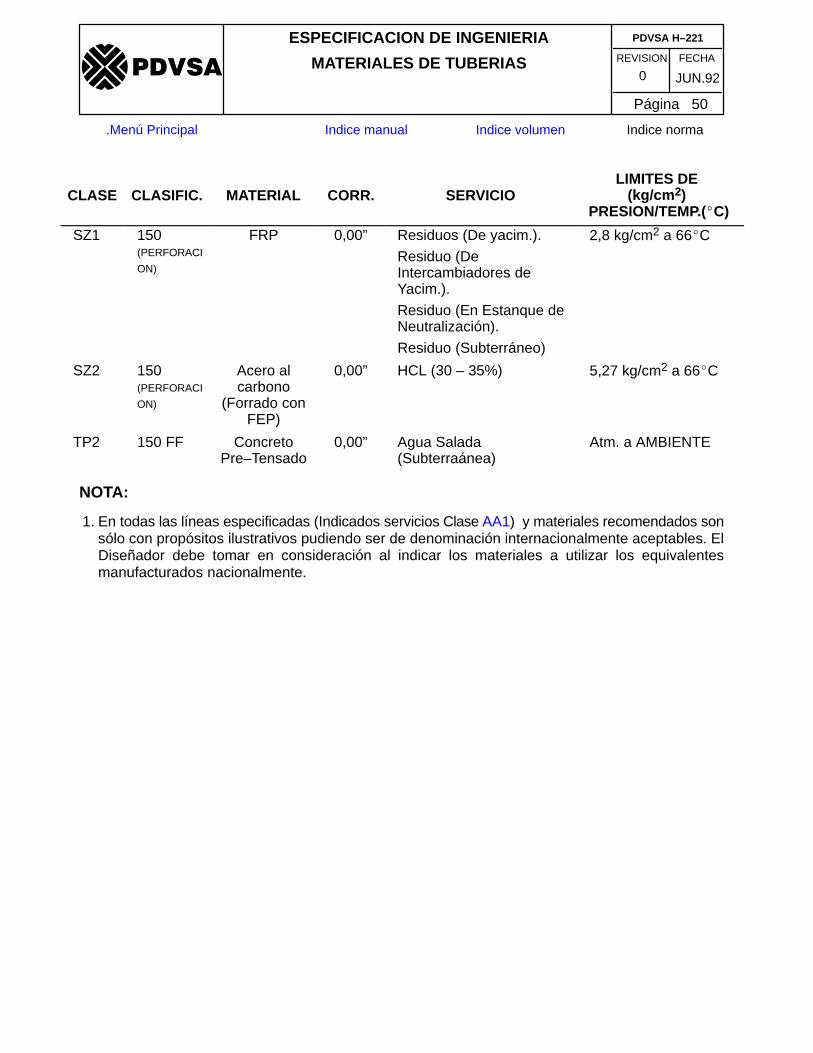
SERVICIOCORR.MATERIALCLASIFIC.
SZ1 150 (PERFORACI
ON)
FRP 0,00” Residuos (De yacim.).
Residuo (DeIntercambiadores deYacim.).
Residuo (En Estanque deNeutralización).
Residuo (Subterráneo)
2,8 kg/cm2 a 66�C
SZ2 150 (PERFORACI
ON)
Acero alcarbono
(Forrado conFEP)
0,00” HCL (30 – 35%) 5,27 kg/cm2 a 66�C
TP2 150 FF ConcretoPre–Tensado
0,00” Agua Salada(Subterraánea)
Atm. a AMBIENTE
NOTA:
1. En todas las líneas especificadas (Indicados servicios Clase AA1) y materiales recomendados sonsólo con propósitos ilustrativos pudiendo ser de denominación internacionalmente aceptables. ElDiseñador debe tomar en consideración al indicar los materiales a utilizar los equivalentesmanufacturados nacionalmente.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 51
�����
.Menú Principal Indice manual Indice volumen Indice norma
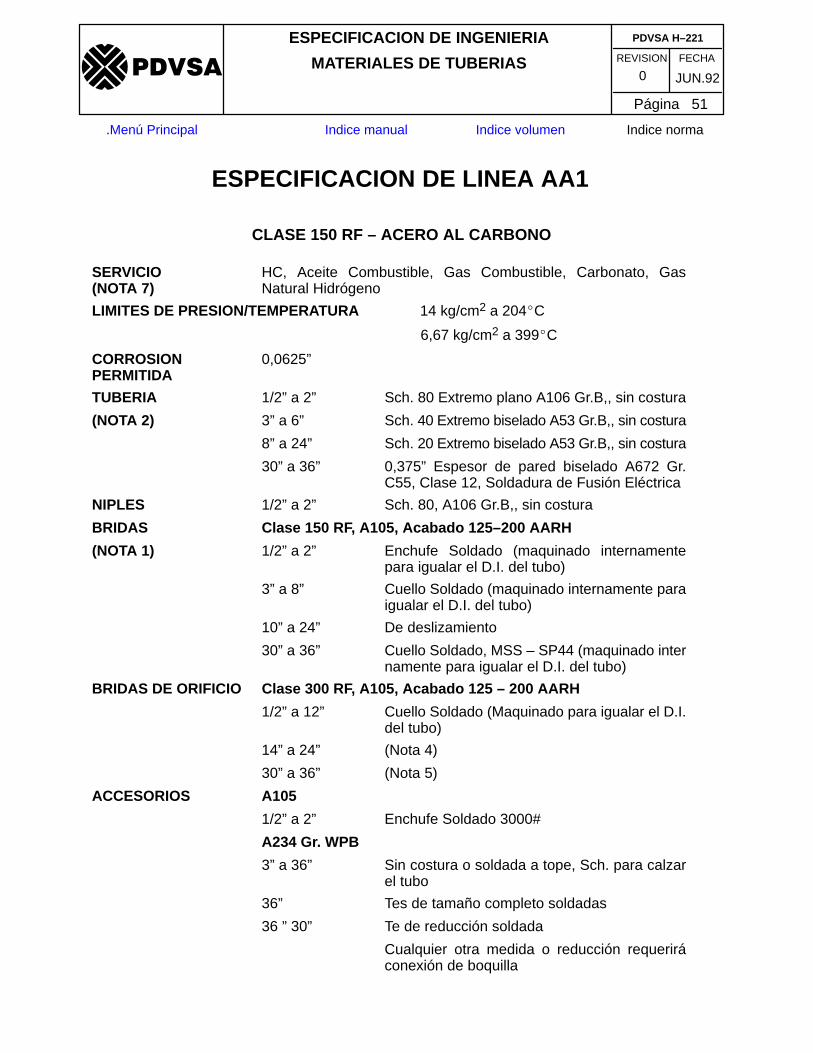
1.ESPECIFICACION DE LINEA AA1
CLASE 150 RF – ACERO AL CARBONO
SERVICIO (NOTA 7)
HC, Aceite Combustible, Gas Combustible, Carbonato, GasNatural Hidrógeno
LIMITES DE PRESION/TEMPERATURA 14 kg/cm2 a 204�C
6,67 kg/cm2 a 399�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr.B,, sin costura
(NOTA 2) 3” a 6” Sch. 40 Extremo biselado A53 Gr.B,, sin costura
8” a 24” Sch. 20 Extremo biselado A53 Gr.B,, sin costura
30” a 36” 0,375” Espesor de pared biselado A672 Gr.C55, Clase 12, Soldadura de Fusión Eléctrica
NIPLES 1/2” a 2” Sch. 80, A106 Gr.B,, sin costura
BRIDAS Clase 150 RF, A105, Acabado 125–200 AARH
(NOTA 1) 1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 8” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
10” a 24” De deslizamiento
30” a 36” Cuello Soldado, MSS – SP44 (maquinado internamente para igualar el D.I. del tubo)
BRIDAS DE ORIFICIO Clase 300 RF, A105, Acabado 125 – 200 AARH
1/2” a 12” Cuello Soldado (Maquinado para igualar el D.I.del tubo)
14” a 24” (Nota 4)
30” a 36” (Nota 5)
ACCESORIOS A105
1/2” a 2” Enchufe Soldado 3000#
A234 Gr. WPB
3” a 36” Sin costura o soldada a tope, Sch. para calzarel tubo
36” Tes de tamaño completo soldadas
36 ” 30” Te de reducción soldada
Cualquier otra medida o reducción requeriráconexión de boquilla
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 52
�����
.Menú Principal Indice manual Indice volumen Indice norma
A672 Gr. C55 Clase 12, Soldadura de Fusión Eléctrica
36” Codos poligonales soldados a tope tipo I segúnApéndice I
Reducciones Soldadas – Concéntrica (cónica) – Excéntrica (recta)
EMPACADURAS Devanadas en espiral, 304 SS, rellenas con asbesto, Flexitallic CGo equivalente
PERNOS Acero de Aleación, espárragos 193 Gr. B7, tuercas hexagonalespesadas A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 8)
Clase 800, Extremos de ench. sold, A105, Guarnición 13Cromo Asientos Duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” De Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
1/2” a 2” Bola
Clase 300, extremos de enchufe soldado (S.W), A216 WCB
(Nota 3) 1/2” a 2” Tapón, (lub # 1), Walworth 1760 WE
Tamaños Grandes Clase 150 RF Bridadas, A216 Gr. WCB, guarnición 13 Cromo,acabado de brida 125–200 AARH asientos duros encompuerta y globo
3” a 12” Compuerta (cuña sólida) Powell 15034N
14” a 36” Compuerta oper. volante/engranaje (cuñasólida) Powell 1503
3” a 12” Globo (disco suelto) Crane 143XU
3” a 36” Retención (pastilla) (asiento de metal) MissionDuo – Check II 15SPF
(Nota 3) 3” a 4” Tapón (lubricada) (# 921) operada con palanca,patrón corto, Rockwel Dynamic Balance 1945
(Nota 3) 6” a 12” Tapón (lubricada) (# 921) operada conengranaje, patrón corto, Rockwell DynamicBalance 1945
(Nota 6) 3” a 8” Mariposa (de pastilla) Alto rendimiento. AsientoTFE, disco 316, eje a prueba de fuego 316SS,palanca posicionadora. Posi Seal Phoenix III
(Nota 6) 10” a 36” Mariposa (de orejas) Alto rendimiento. AsientoTFE, disco 316, eje a prueba de fuego 316SS,operada con engranaje. Posi Seal Phoenix III
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 53
�����
.Menú Principal Indice manual Indice volumen Indice norma
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y más Soldadura a tope 1/2” y más Bridas
CONEXIONES (NOTA 7)
RAMALES TABLA A
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufesoldado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt ST–2801
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt ST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Se podrán usar bridas de deslizamiento en lugar de cuello soldado cuando se requiera por motivosde espacio. La temperatura máxima para las bridas de desplazamiento es de 204�C. Cuando latemperatura exceda de 204�C se usarán bridas de cuello soldado en lugar de deslizamiento.
2. Las tuberías que tienen que ser enterradas se deberán revestir y cubrir siguiendo las indicacionesdadas en la Especificación de Ingeniería PDVSA 0–201.
3. Las válvulas de tapón se usarán en servicios donde la operación rápida sea una ventaja. Latemperatura máxima para las válvulas de tapón Rockwell es 343�C con lubricante # 921. Latemperatura máxima para las válvulas de tapón Walworth es 260�C con lubricante #1.
4. Use bridas de deslizamiento Clase 150 RF, A150 con extremos soldados para bridas deslizantesen la tubería. Cuando la temperatura exceda 204�C, se deberán usar bridas de cuello soldado enlugar de bridas deslizantes.
5. Use bridas de cuello soldado Clase 150 RF, A105 en tomas en tubos.
6. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y las válvulas deestrangulación siempre que sea posible, especialmente cuando se trate de medidas por encimade 12”. La temperatura máxima para válvulas de mariposa es 232°C. Las válvulas principales deaislamiento serán válvulas de compuerta.
7. Todas las conexiones de rosca para servicios de hidrógeno serán selladas con soldadura. Todaslas tomas de instrumentos de presión, flujo, drenaje y venteo, etc., serán soldados hasta la roscaaguas arriba de la primera válvula de bloque.
8. Cuando se requiera el uso de válvulas de bloque de 1” a 2” para conexiones de recipientes oequipos, éstas deben ser válvulas de tapón Walworth 1749F Clase 150 con acabado de brida125–200 AARH (o equivalente).
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 54
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA AA2
CLASE 150 RF – ACERO AL CARBONO
SERVICIO (NOTA 8)
Como se indique en el índice de servcicio
LIMITES DE PRESION/TEMPERATURA 12 kg/cm2 a 204�C
6,67 kg/cm2 a 399�C
CORROSION PERMITIDA
0,0125”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr.B, sin costura
(NOTA 2) 3” a 10” Sch. 40 Extremo biselado A53 Gr.B, sin costura
12” a 24” Estándar, Extremo biselado A53 Gr.B, sincostura
30” a 36” 0,375” Espesor de pared biselado A672 Gr.C55, Clase 12, Soldadura de Fusión Eléctrica
NIPLES 1/2” a 2” Sch. 80, A106 Gr.B,, sin costura
BRIDAS Clase 150 RF, A105, Acabado 125–200 AARH
(NOTA 1) 1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
30” a 36” Cuello Soldado, MSS – SP44 (maquinado internamente para igualar el D.I. del tubo)
BRIDAS DE ORIFICIO Clase 300 RF, A105, Acabado 125 – 200 AARH
1–1/2” a 12” Cuello Soldado (Maquinado internamente paraigualar el D.I. del tubo)
14” a 24” (Nota 4)
30” a 36” (Nota 5)
ACCESORIOS A105
1/2” a 2” Enchufe Soldado 3000#
A234 Gr. WPB
3” a 36” Sin costura o soldada a tope, Sch. (maquinadointernamente para igualar el D.I. del tubo)
36” Tes de tamaño completo soldadas
36 ”x 30” Te de reducción soldada
Todas las medidas o reducciones seránconexiones de boquilla
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 55
�����
.Menú Principal Indice manual Indice volumen Indice norma
A672 Gr. C55 Clase 12, Soldadura de Fusión Eléctrica
36” Codos poligonales soldados a tope tipo I segúnApéndice I
Reductores Soldados – Concéntrica (cónica) – Excéntrica (recta)
EMPACADURAS Devanadas en espiral, 304 SS, rellenas con asbesto, Flexitallic CGo equivalente
PERNOS Acero de Aleación, espárragos 193 Gr. B7, tuercas hexagonalespesadas A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 7)
Clase 800, Extremos de enchufe soldado, A105, Guarnición13 Cromo. Asientos Duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” De Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
1/2” a 2” Bola
Clase 300, extremos de enchufe soldado (S.W), A216 WCB
(Nota 3) 1/2” a 2” Tapón, (lub # 1), Walworth 1760 WE
Tamaños Grandes Clase 150 RF Bridadas, A216 Gr. WCB, guarnición 13 Cromo,acabado de brida 125–200 AARH, asientos duros encompuerta o globo
3” a 12” Compuerta (cuña sólida) Powell 1503N
14” a 36” Compuerta oper. volante/engranaje (cuñasólida) Powell 1503
3” a 12” Globo (disco suelto) Crane 143XU
3” a 36” Retención (pastilla) (asiento de metal) MissionDuo – Check II 15SPF
(Nota 3) 3” a 4” Tapón (lubricada) (# 921) operada con palanca,patrón corto, Rockwel Dynamic Balance 1945
(Nota 3) 6” a 12” Tapón (lubricada) (# 921) operada conengranaje, patrón corto, Rockwell DynamicBalance 1945
(Nota 6) 3” a 8” Mariposa (de pastilla) Alto rendimiento. AsientoTFE, disco 316, eje a prueba de fuego 316SS,palanca posicionadora. Posi Seal Phoenix III
(Nota 6) 10” a 36” Mariposa (de orejas) Alto rendimiento. AsientoTFE, disco 316, eje a prueba de fuego 316SS,operada con engranaje. Posi Seal Phoenix III
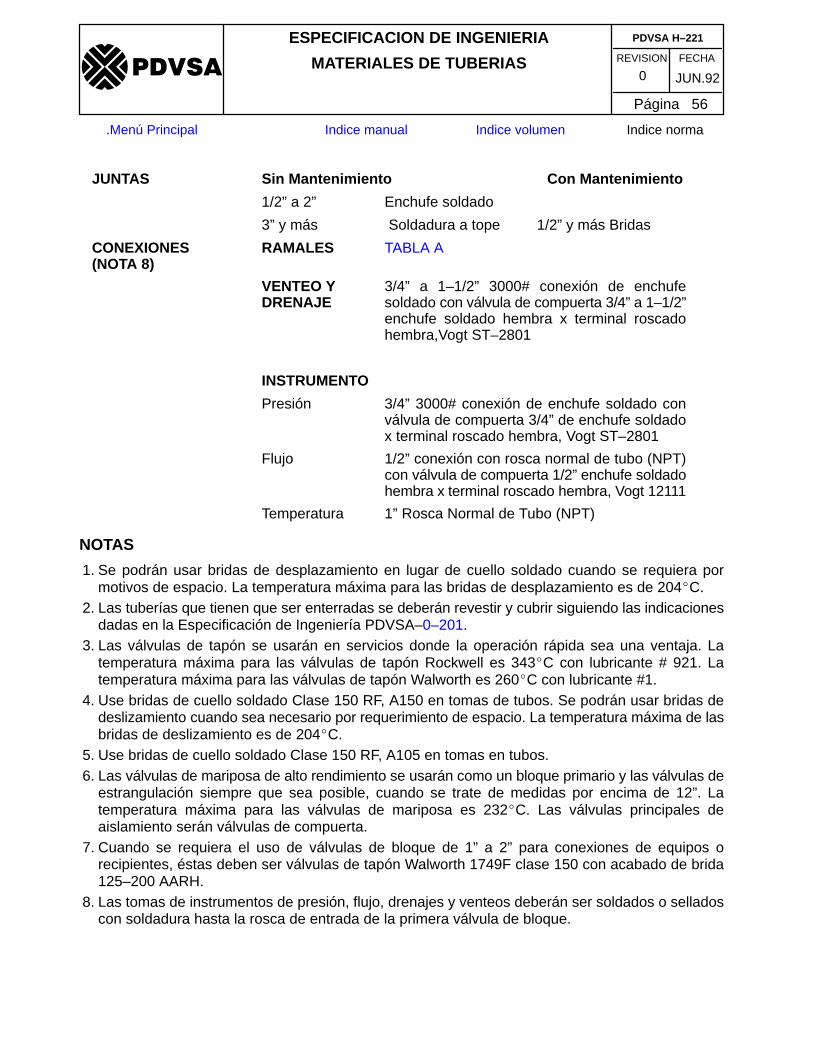
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 56
�����
.Menú Principal Indice manual Indice volumen Indice norma
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y más Soldadura a tope 1/2” y más Bridas
CONEXIONES (NOTA 8)
RAMALES TABLA A
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufesoldado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra,Vogt ST–2801
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt ST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS
1. Se podrán usar bridas de desplazamiento en lugar de cuello soldado cuando se requiera pormotivos de espacio. La temperatura máxima para las bridas de desplazamiento es de 204�C.
2. Las tuberías que tienen que ser enterradas se deberán revestir y cubrir siguiendo las indicacionesdadas en la Especificación de Ingeniería PDVSA–0–201.
3. Las válvulas de tapón se usarán en servicios donde la operación rápida sea una ventaja. Latemperatura máxima para las válvulas de tapón Rockwell es 343�C con lubricante # 921. Latemperatura máxima para las válvulas de tapón Walworth es 260�C con lubricante #1.
4. Use bridas de cuello soldado Clase 150 RF, A150 en tomas de tubos. Se podrán usar bridas dedeslizamiento cuando sea necesario por requerimiento de espacio. La temperatura máxima de lasbridas de deslizamiento es de 204�C.
5. Use bridas de cuello soldado Clase 150 RF, A105 en tomas en tubos.6. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y las válvulas de
estrangulación siempre que sea posible, cuando se trate de medidas por encima de 12”. Latemperatura máxima para las válvulas de mariposa es 232�C. Las válvulas principales deaislamiento serán válvulas de compuerta.
7. Cuando se requiera el uso de válvulas de bloque de 1” a 2” para conexiones de equipos orecipientes, éstas deben ser válvulas de tapón Walworth 1749F clase 150 con acabado de brida125–200 AARH.
8. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
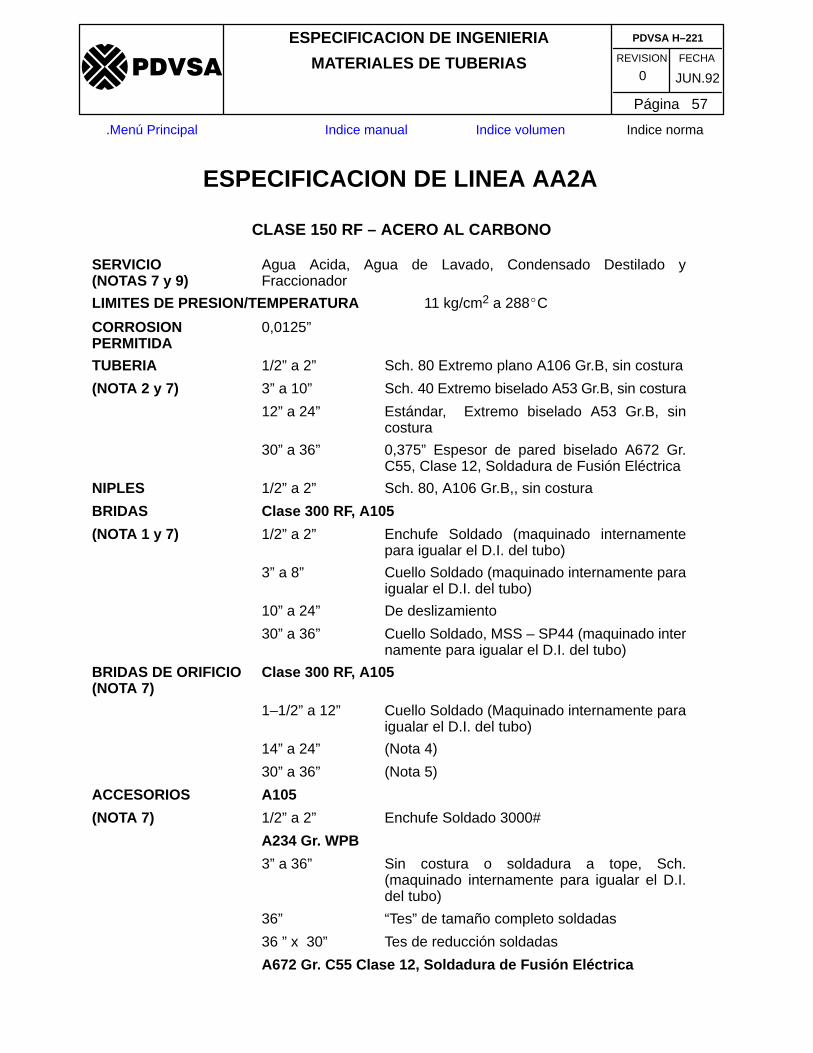
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 57
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA AA2A
CLASE 150 RF – ACERO AL CARBONO
SERVICIO (NOTAS 7 y 9)
Agua Acida, Agua de Lavado, Condensado Destilado yFraccionador
LIMITES DE PRESION/TEMPERATURA 11 kg/cm2 a 288�C
CORROSION PERMITIDA
0,0125”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr.B, sin costura
(NOTA 2 y 7) 3” a 10” Sch. 40 Extremo biselado A53 Gr.B, sin costura
12” a 24” Estándar, Extremo biselado A53 Gr.B, sincostura
30” a 36” 0,375” Espesor de pared biselado A672 Gr.C55, Clase 12, Soldadura de Fusión Eléctrica
NIPLES 1/2” a 2” Sch. 80, A106 Gr.B,, sin costura
BRIDAS Clase 300 RF, A105
(NOTA 1 y 7) 1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 8” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
10” a 24” De deslizamiento
30” a 36” Cuello Soldado, MSS – SP44 (maquinado internamente para igualar el D.I. del tubo)
BRIDAS DE ORIFICIO(NOTA 7)
Clase 300 RF, A105
1–1/2” a 12” Cuello Soldado (Maquinado internamente paraigualar el D.I. del tubo)
14” a 24” (Nota 4)
30” a 36” (Nota 5)
ACCESORIOS A105
(NOTA 7) 1/2” a 2” Enchufe Soldado 3000#
A234 Gr. WPB
3” a 36” Sin costura o soldadura a tope, Sch.(maquinado internamente para igualar el D.I.del tubo)
36” “Tes” de tamaño completo soldadas
36 ” x 30” Tes de reducción soldadas
A672 Gr. C55 Clase 12, Soldadura de Fusión Eléctrica
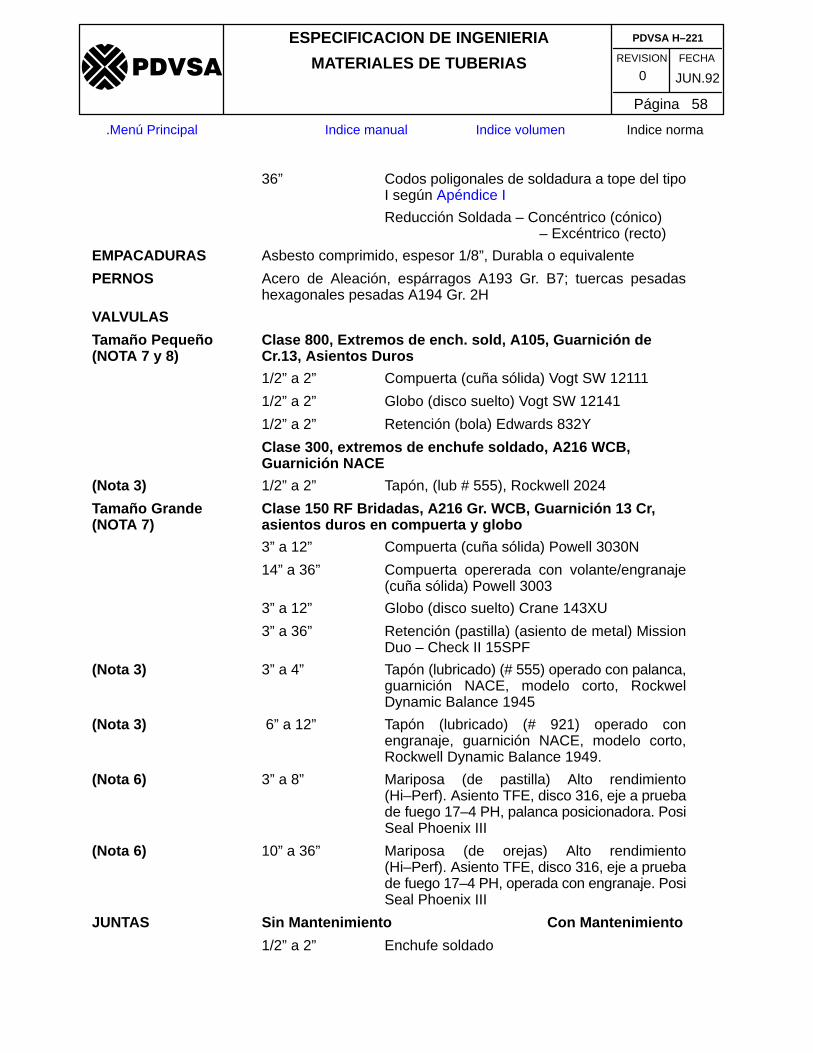
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 58
�����
.Menú Principal Indice manual Indice volumen Indice norma
36” Codos poligonales de soldadura a tope del tipoI según Apéndice I
Reducción Soldada – Concéntrico (cónico) – Excéntrico (recto)
EMPACADURAS Asbesto comprimido, espesor 1/8”, Durabla o equivalente
PERNOS Acero de Aleación, espárragos A193 Gr. B7; tuercas pesadashexagonales pesadas A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 7 y 8)
Clase 800, Extremos de ench. sold, A105, Guarnición deCr.13, Asientos Duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
Clase 300, extremos de enchufe soldado, A216 WCB,Guarnición NACE
(Nota 3) 1/2” a 2” Tapón, (lub # 555), Rockwell 2024
Tamaño Grande(NOTA 7)
Clase 150 RF Bridadas, A216 Gr. WCB, Guarnición 13 Cr,asientos duros en compuerta y globo
3” a 12” Compuerta (cuña sólida) Powell 3030N
14” a 36” Compuerta opererada con volante/engranaje(cuña sólida) Powell 3003
3” a 12” Globo (disco suelto) Crane 143XU
3” a 36” Retención (pastilla) (asiento de metal) MissionDuo – Check II 15SPF
(Nota 3) 3” a 4” Tapón (lubricado) (# 555) operado con palanca,guarnición NACE, modelo corto, RockwelDynamic Balance 1945
(Nota 3) 6” a 12” Tapón (lubricado) (# 921) operado conengranaje, guarnición NACE, modelo corto,Rockwell Dynamic Balance 1949.
(Nota 6) 3” a 8” Mariposa (de pastilla) Alto rendimiento(Hi–Perf). Asiento TFE, disco 316, eje a pruebade fuego 17–4 PH, palanca posicionadora. PosiSeal Phoenix III
(Nota 6) 10” a 36” Mariposa (de orejas) Alto rendimiento(Hi–Perf). Asiento TFE, disco 316, eje a pruebade fuego 17–4 PH, operada con engranaje. PosiSeal Phoenix III
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
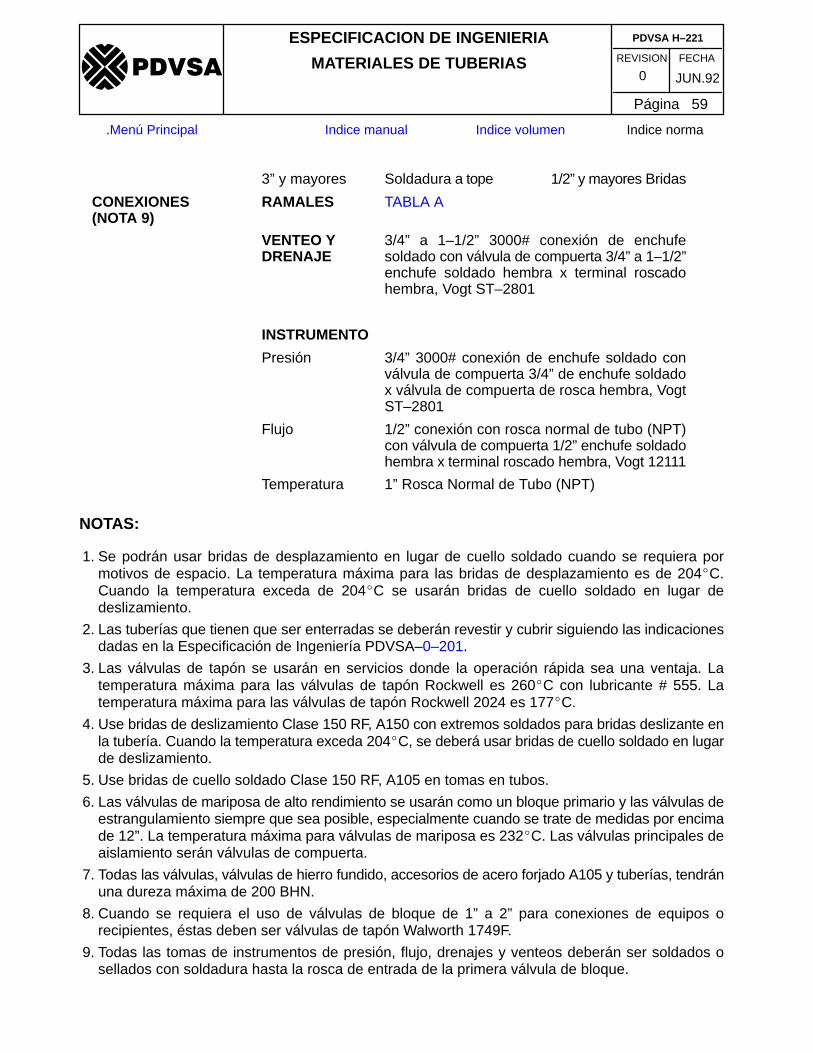
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 59
�����
.Menú Principal Indice manual Indice volumen Indice norma
3” y mayores Soldadura a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 9)
RAMALES TABLA A
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufesoldado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt ST–2801
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox válvula de compuerta de rosca hembra, VogtST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Se podrán usar bridas de desplazamiento en lugar de cuello soldado cuando se requiera pormotivos de espacio. La temperatura máxima para las bridas de desplazamiento es de 204�C.Cuando la temperatura exceda de 204�C se usarán bridas de cuello soldado en lugar dedeslizamiento.
2. Las tuberías que tienen que ser enterradas se deberán revestir y cubrir siguiendo las indicacionesdadas en la Especificación de Ingeniería PDVSA–0–201.
3. Las válvulas de tapón se usarán en servicios donde la operación rápida sea una ventaja. Latemperatura máxima para las válvulas de tapón Rockwell es 260�C con lubricante # 555. Latemperatura máxima para las válvulas de tapón Rockwell 2024 es 177�C.
4. Use bridas de deslizamiento Clase 150 RF, A150 con extremos soldados para bridas deslizante enla tubería. Cuando la temperatura exceda 204�C, se deberá usar bridas de cuello soldado en lugarde deslizamiento.
5. Use bridas de cuello soldado Clase 150 RF, A105 en tomas en tubos.
6. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y las válvulas deestrangulamiento siempre que sea posible, especialmente cuando se trate de medidas por encimade 12”. La temperatura máxima para válvulas de mariposa es 232�C. Las válvulas principales deaislamiento serán válvulas de compuerta.
7. Todas las válvulas, válvulas de hierro fundido, accesorios de acero forjado A105 y tuberías, tendránuna dureza máxima de 200 BHN.
8. Cuando se requiera el uso de válvulas de bloque de 1” a 2” para conexiones de equipos orecipientes, éstas deben ser válvulas de tapón Walworth 1749F.
9. Todas las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
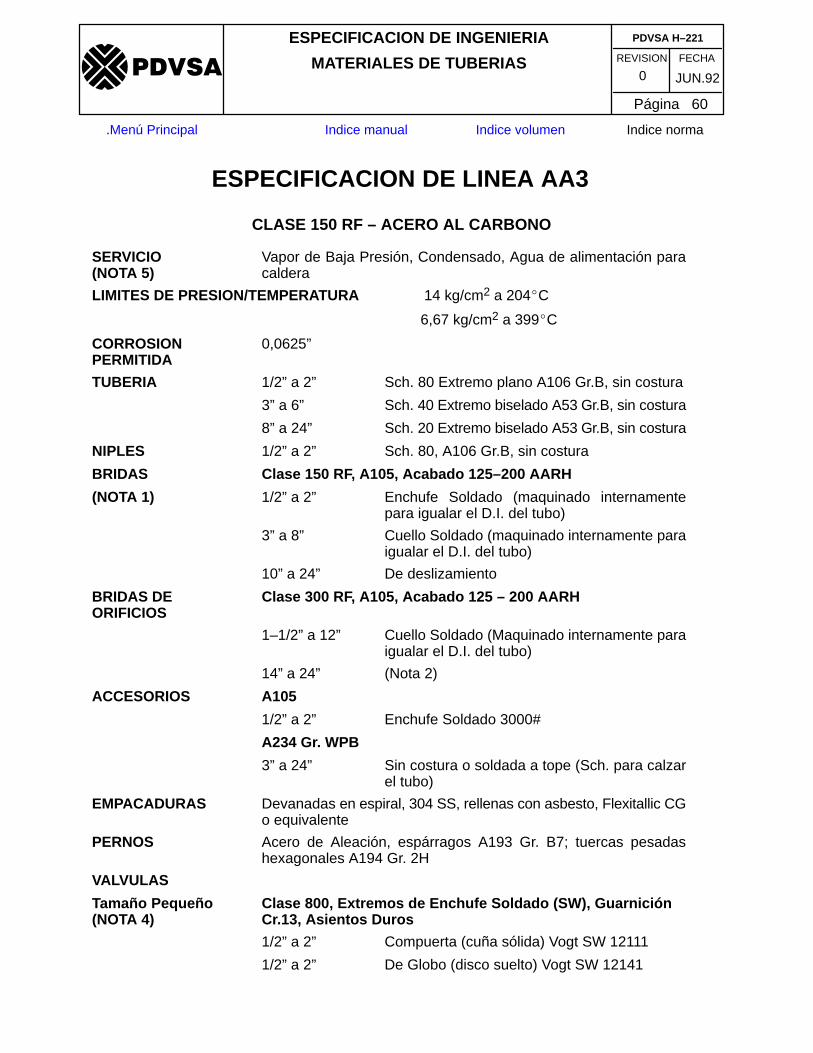
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 60
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA AA3
CLASE 150 RF – ACERO AL CARBONO
SERVICIO (NOTA 5)
Vapor de Baja Presión, Condensado, Agua de alimentación paracaldera
LIMITES DE PRESION/TEMPERATURA 14 kg/cm2 a 204�C
6,67 kg/cm2 a 399�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr.B, sin costura
3” a 6” Sch. 40 Extremo biselado A53 Gr.B, sin costura
8” a 24” Sch. 20 Extremo biselado A53 Gr.B, sin costura
NIPLES 1/2” a 2” Sch. 80, A106 Gr.B, sin costura
BRIDAS Clase 150 RF, A105, Acabado 125–200 AARH
(NOTA 1) 1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 8” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
10” a 24” De deslizamiento
BRIDAS DEORIFICIOS
Clase 300 RF, A105, Acabado 125 – 200 AARH
1–1/2” a 12” Cuello Soldado (Maquinado internamente paraigualar el D.I. del tubo)
14” a 24” (Nota 2)
ACCESORIOS A105
1/2” a 2” Enchufe Soldado 3000#
A234 Gr. WPB
3” a 24” Sin costura o soldada a tope (Sch. para calzarel tubo)
EMPACADURAS Devanadas en espiral, 304 SS, rellenas con asbesto, Flexitallic CGo equivalente
PERNOS Acero de Aleación, espárragos A193 Gr. B7; tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 4)
Clase 800, Extremos de Enchufe Soldado (SW), GuarniciónCr.13, Asientos Duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” De Globo (disco suelto) Vogt SW 12141
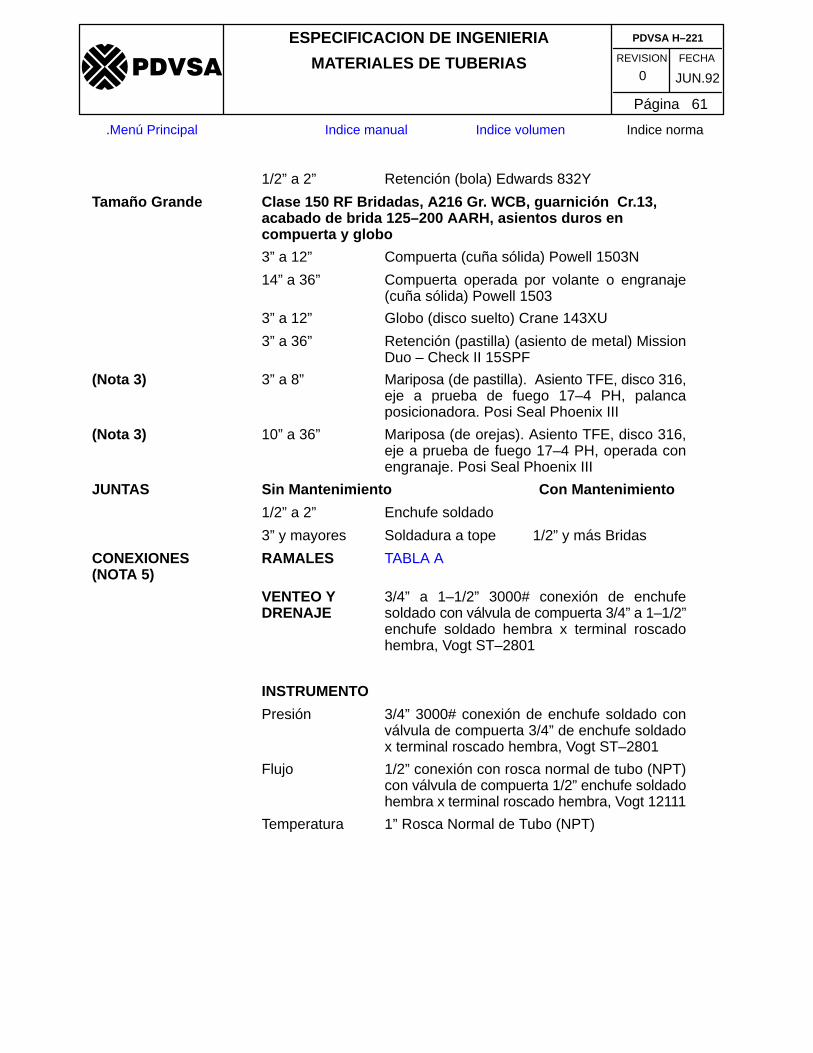
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 61
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Retención (bola) Edwards 832Y
Tamaño Grande Clase 150 RF Bridadas, A216 Gr. WCB, guarnición Cr.13,acabado de brida 125–200 AARH, asientos duros encompuerta y globo
3” a 12” Compuerta (cuña sólida) Powell 1503N
14” a 36” Compuerta operada por volante o engranaje(cuña sólida) Powell 1503
3” a 12” Globo (disco suelto) Crane 143XU
3” a 36” Retención (pastilla) (asiento de metal) MissionDuo – Check II 15SPF
(Nota 3) 3” a 8” Mariposa (de pastilla). Asiento TFE, disco 316,eje a prueba de fuego 17–4 PH, palancaposicionadora. Posi Seal Phoenix III
(Nota 3) 10” a 36” Mariposa (de orejas). Asiento TFE, disco 316,eje a prueba de fuego 17–4 PH, operada conengranaje. Posi Seal Phoenix III
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y más Bridas
CONEXIONES (NOTA 5)
RAMALES TABLA A
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufesoldado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt ST–2801
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt ST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
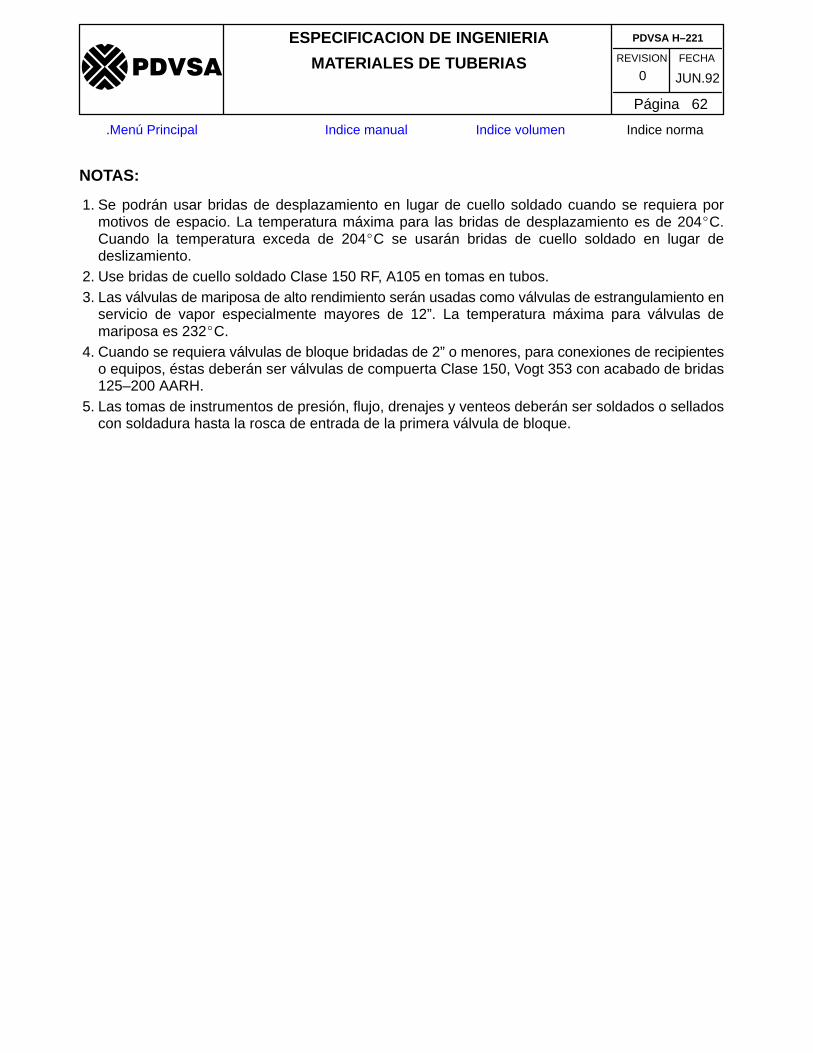
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 62
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS:
1. Se podrán usar bridas de desplazamiento en lugar de cuello soldado cuando se requiera pormotivos de espacio. La temperatura máxima para las bridas de desplazamiento es de 204�C.Cuando la temperatura exceda de 204�C se usarán bridas de cuello soldado en lugar dedeslizamiento.
2. Use bridas de cuello soldado Clase 150 RF, A105 en tomas en tubos.3. Las válvulas de mariposa de alto rendimiento serán usadas como válvulas de estrangulamiento en
servicio de vapor especialmente mayores de 12”. La temperatura máxima para válvulas demariposa es 232�C.
4. Cuando se requiera válvulas de bloque bridadas de 2” o menores, para conexiones de recipienteso equipos, éstas deberán ser válvulas de compuerta Clase 150, Vogt 353 con acabado de bridas125–200 AARH.
5. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
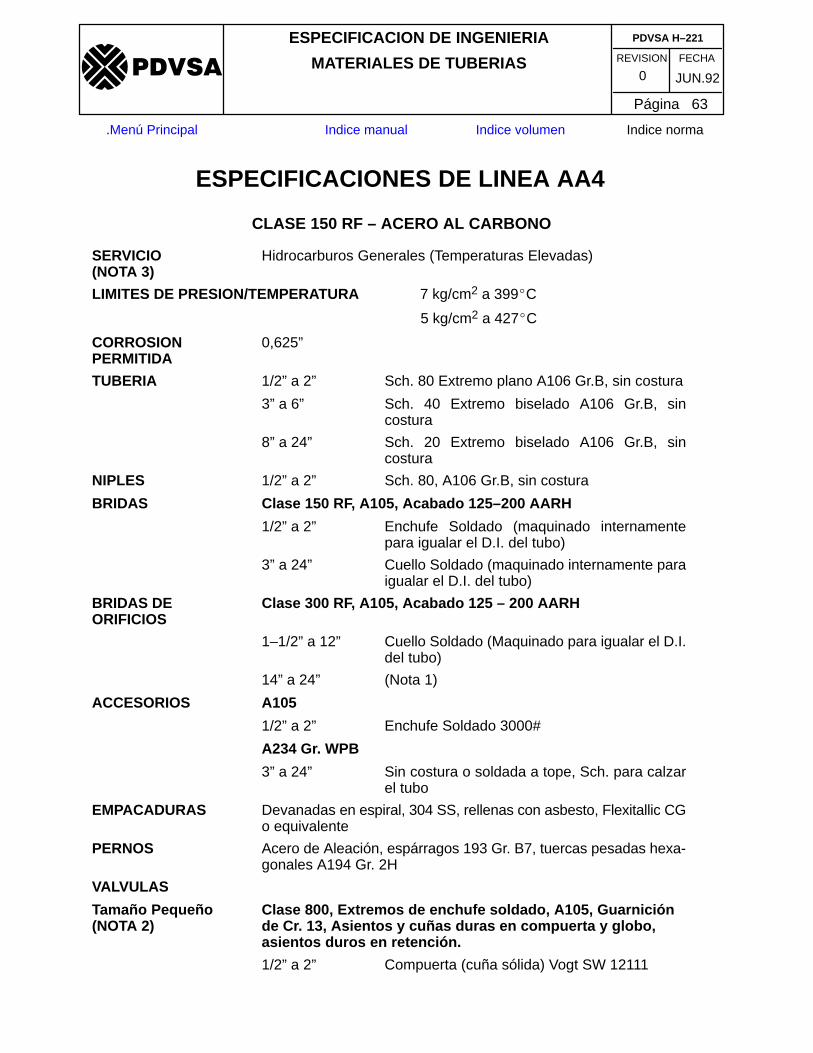
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 63
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACIONES DE LINEA AA4
CLASE 150 RF – ACERO AL CARBONO
SERVICIO (NOTA 3)
Hidrocarburos Generales (Temperaturas Elevadas)
LIMITES DE PRESION/TEMPERATURA 7 kg/cm2 a 399�C
5 kg/cm2 a 427�C
CORROSION PERMITIDA
0,625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr.B, sin costura
3” a 6” Sch. 40 Extremo biselado A106 Gr.B, sincostura
8” a 24” Sch. 20 Extremo biselado A106 Gr.B, sincostura
NIPLES 1/2” a 2” Sch. 80, A106 Gr.B, sin costura
BRIDAS Clase 150 RF, A105, Acabado 125–200 AARH
1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DEORIFICIOS
Clase 300 RF, A105, Acabado 125 – 200 AARH
1–1/2” a 12” Cuello Soldado (Maquinado para igualar el D.I.del tubo)
14” a 24” (Nota 1)
ACCESORIOS A105
1/2” a 2” Enchufe Soldado 3000#
A234 Gr. WPB
3” a 24” Sin costura o soldada a tope, Sch. para calzarel tubo
EMPACADURAS Devanadas en espiral, 304 SS, rellenas con asbesto, Flexitallic CGo equivalente
PERNOS Acero de Aleación, espárragos 193 Gr. B7, tuercas pesadas hexa-gonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 2)
Clase 800, Extremos de enchufe soldado, A105, Guarniciónde Cr. 13, Asientos y cuñas duras en compuerta y globo,asientos duros en retención.
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 64
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” De Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
Tamaño Grande Clase 150 RF Bridadas, A216 Gr. WCB, guarnición Cr. 13,Acabado de brida 125–200 AARH asientos duros encompuerta y globo
3” a 12” Compuerta (cuña sólida) Powell 1503N
14” a 24” Compuerta operada con volante y engranaje(cuña sólida) Powell 1503
3” a 12” Globo (disco suelto) Crane 143XU
3” a 24” Retención (pastilla) (asiento de metal) MissionDuo – Check II 15SPF
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y más Bridas
CONEXIONES (NOTA 3)
RAMALES TABLA A
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufesoldado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt ST–2801
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado, conenchufe soldado macho de 3/4” x válvula decompuerta rosca hembra, Vogt ST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Use bridas de cuello soldado Clase 150 RF, A105 en tomas de tubos.2. Cuando se requieran válvulas de bloque bridadas de 2” o menores, para conexiones de recipientes
o equipos, éstas deben ser válvulas de compuerta Clase 150, Vogt 353 con acabado de bridas125–200 AARH.
3. Todos las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 65
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA AA5
CLASE 150 RF – ACERO AL CARBONO
SERVICIO (NOTA 1, 3 y 6)
Soda Caústica: Etanolamine
LIMITES DE PRESION/TEMPERATURA 20 kg/cm2 a (ver gráfico anexo)
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr.B, sin costura
3” a 10” Sch. 40 Extremo biselado A53 Gr.B, sin costura
12” a 24” Estándar Extremo biselado A53 Gr.B, sincostura
NIPLES 1/2” a 2” Sch. 80, A106 Gr.B, sin costura
BRIDAS Clase 150 RF, A105
(NOTA 2) 1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 8” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
10” a 24” De deslizamiento
BRIDAS DEORIFICIOS
Clase 300 RF, A105
1–1/2” a 12” Cuello Soldado (Maquinado para igualar el D.I.del tubo)
14” a 24” (Nota 4)
ACCESORIOS A105
1/2” a 2” Enchufe Soldado 3000#
A234 Gr. WPB
3” a 24” Sin costura o soldada a tope, Sch. para calzarel tubo
EMPACADURAS Asbesto comprimido, espesor 1/8”, Durabla o equivalente
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño Clase 800, Extremos de enchufe soldado, A105, Guarniciónde Cr. 13, Asientos duros
1/2” a 2” Retención (bola) Edwards 832Y
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 66
�����
.Menú Principal Indice manual Indice volumen Indice norma
Clase 300, Extremos de enchufe soldado, cuerpo A216 WCB,tapón 316SS, manguito FEP
(NOTA 5) 1/2” a 2” Tapón, Tufline 0366 SW
Tamaño Grande Clase 150 RF de Bridas, A216 Gr. WCB
3” a 4” Tapón (FEP Manguito) Tapón 316SS, operadopor palaca Tufline 067
6” a 8” Tapón (FEP Manguito) Tapón 316SS, operadopor palaca Tufline 067EG
3” a 24” Retención (pastillas) (asientos de metal) Mis-sion Duo – Check II 15SPF
10” a 24” Mariposa (con orejas) de alto rendimiento(Hiperf) asiento TFE, disco 316, eje a prueba defuego 17–4 PH, operada con engranaje, PosiSeal Phoenix III
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y más Bridas
CONEXIONES (NOTA 6)
RAMALES TABLA E
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, SW x SC, Tufline 0366
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, SW x SC, Tufline0366
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, SW x SC,Tufline 0366
Temperatura 1” Rosca Normal de Tubo (NPT)
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 67
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS:
1. Todas las soldaduras (excepto enchufes soldados) y codos deben tener alivio de tensión mediantetratamiento térmico después de realizada la soldadura o doblez de acuerdo con la EspecificaciónPDVSA H–231 “Requerimientos para fabricación de tuberías”, siempre que las condiciones deoperación esten comprendidas en “Area B” del gráfico anexo. Revise el calibre de la línea para otrascondiciones.
2. Se podrán usar bridas de desplazamiento en lugar de cuello soldado cuando se requiera pormotivos de espacio. La temperatura máxima para las bridas de desplazamiento es de 204�C.Cuando la temperatura exceda de 204�C se usarán bridas de cuello soldado en lugar dedeslizamiento.
3. Cuando las líneas características sean calentadas para prevenir congelamiento, el calentador debeser regulado para una condición de temperatura máxima de 79�C.
4. Use bridas de cuello soldado Clase 150 RF, A105 en tomas en tubos. Se podrán usar bridas dedeslizamiento cuando sea necesario por requerimiento de espacio. La temperatura máxima de lasbridas de deslizamiento es de 204�C.
5. Cuando se requieran válvulas de bloque bridadas de 2” o menores, para conexiones de recipienteso equipos, éstas deben ser válvulas Clase 150, Tufline 067.
6. Todas las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
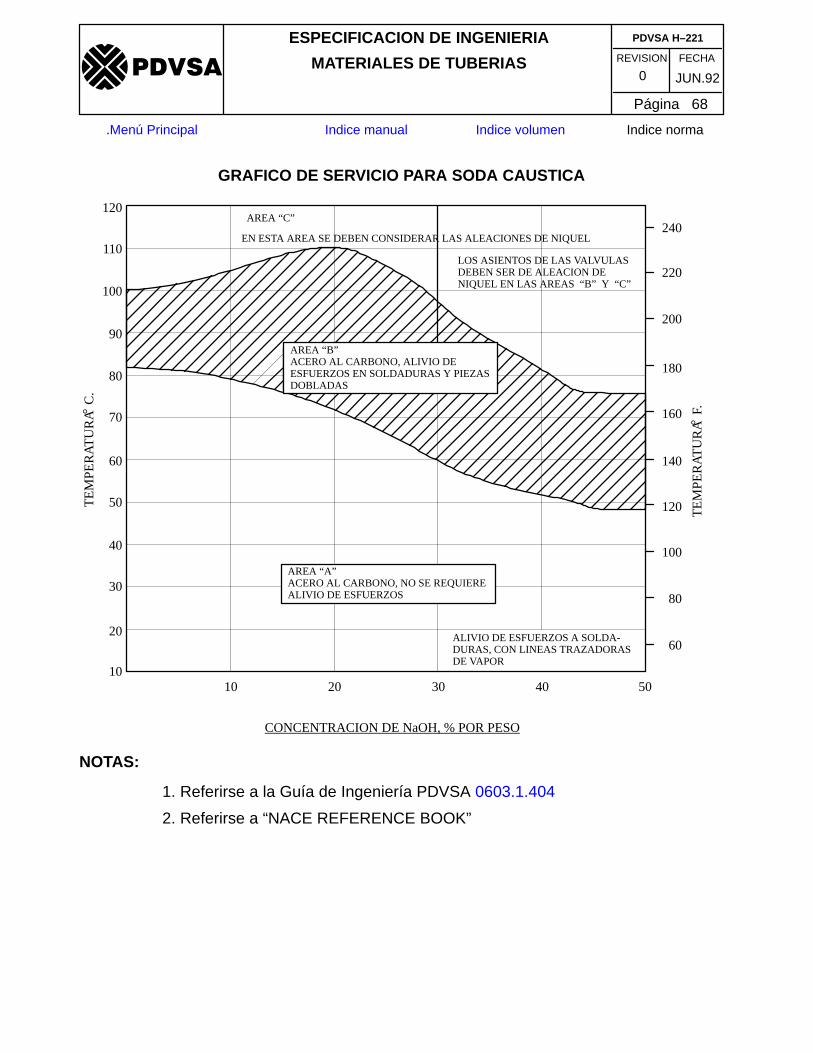
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 68
�����
.Menú Principal Indice manual Indice volumen Indice norma
GRAFICO DE SERVICIO PARA SODA CAUSTICA
AREA “B”ACERO AL CARBONO, ALIVIO DEESFUERZOS EN SOLDADURAS Y PIEZASDOBLADAS
120
110
100
90
80
70
60
50
40
30
20
10
180
160
140
120
100
80
60
240
220
200
TE
MPE
RA
TU
RA
C.
TE
MPE
RA
TU
RA
F.
�
�
AREA “A”ACERO AL CARBONO, NO SE REQUIEREALIVIO DE ESFUERZOS
LOS ASIENTOS DE LAS VALVULASDEBEN SER DE ALEACION DENIQUEL EN LAS AREAS “B” Y “C”
ALIVIO DE ESFUERZOS A SOLDA-DURAS, CON LINEAS TRAZADORASDE VAPOR
10 20 30 40 50
CONCENTRACION DE NaOH, % POR PESO
AREA “C”
EN ESTA AREA SE DEBEN CONSIDERAR LAS ALEACIONES DE NIQUEL
NOTAS:
1. Referirse a la Guía de Ingeniería PDVSA 0603.1.404
2. Referirse a “NACE REFERENCE BOOK”
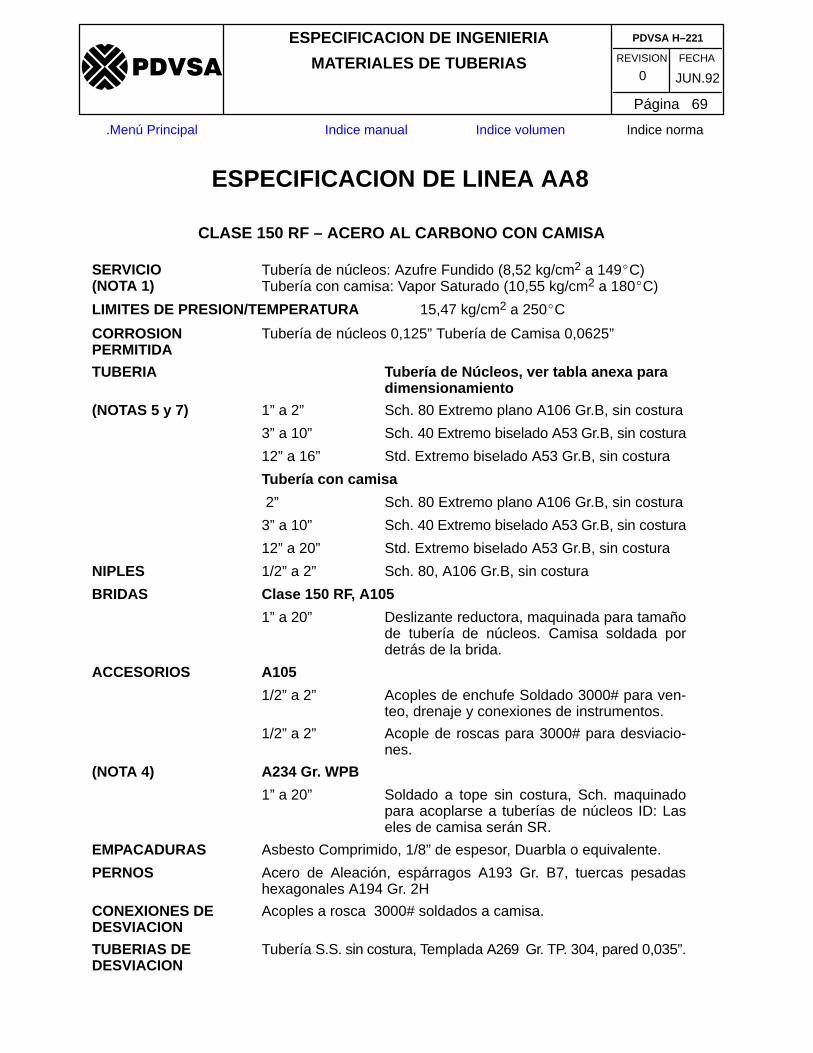
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 69
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA AA8
CLASE 150 RF – ACERO AL CARBONO CON CAMISA
SERVICIO (NOTA 1)
Tubería de núcleos: Azufre Fundido (8,52 kg/cm2 a 149�C)Tubería con camisa: Vapor Saturado (10,55 kg/cm2 a 180�C)
LIMITES DE PRESION/TEMPERATURA 15,47 kg/cm2 a 250�C
CORROSION PERMITIDA
Tubería de núcleos 0,125” Tubería de Camisa 0,0625”
TUBERIA Tubería de Núcleos, ver tabla anexa paradimensionamiento
(NOTAS 5 y 7) 1” a 2” Sch. 80 Extremo plano A106 Gr.B, sin costura
3” a 10” Sch. 40 Extremo biselado A53 Gr.B, sin costura
12” a 16” Std. Extremo biselado A53 Gr.B, sin costura
Tubería con camisa
2” Sch. 80 Extremo plano A106 Gr.B, sin costura
3” a 10” Sch. 40 Extremo biselado A53 Gr.B, sin costura
12” a 20” Std. Extremo biselado A53 Gr.B, sin costura
NIPLES 1/2” a 2” Sch. 80, A106 Gr.B, sin costura
BRIDAS Clase 150 RF, A105
1” a 20” Deslizante reductora, maquinada para tamañode tubería de núcleos. Camisa soldada pordetrás de la brida.
ACCESORIOS A105
1/2” a 2” Acoples de enchufe Soldado 3000# para ven-teo, drenaje y conexiones de instrumentos.
1/2” a 2” Acople de roscas para 3000# para desviacio-nes.
(NOTA 4) A234 Gr. WPB
1” a 20” Soldado a tope sin costura, Sch. maquinadopara acoplarse a tuberías de núcleos ID: Laseles de camisa serán SR.
EMPACADURAS Asbesto Comprimido, 1/8” de espesor, Duarbla o equivalente.
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas pesadashexagonales A194 Gr. 2H
CONEXIONES DEDESVIACION
Acoples a rosca 3000# soldados a camisa.
TUBERIAS DE DESVIACION
Tubería S.S. sin costura, Templada A269 Gr. TP. 304, pared 0,035”.
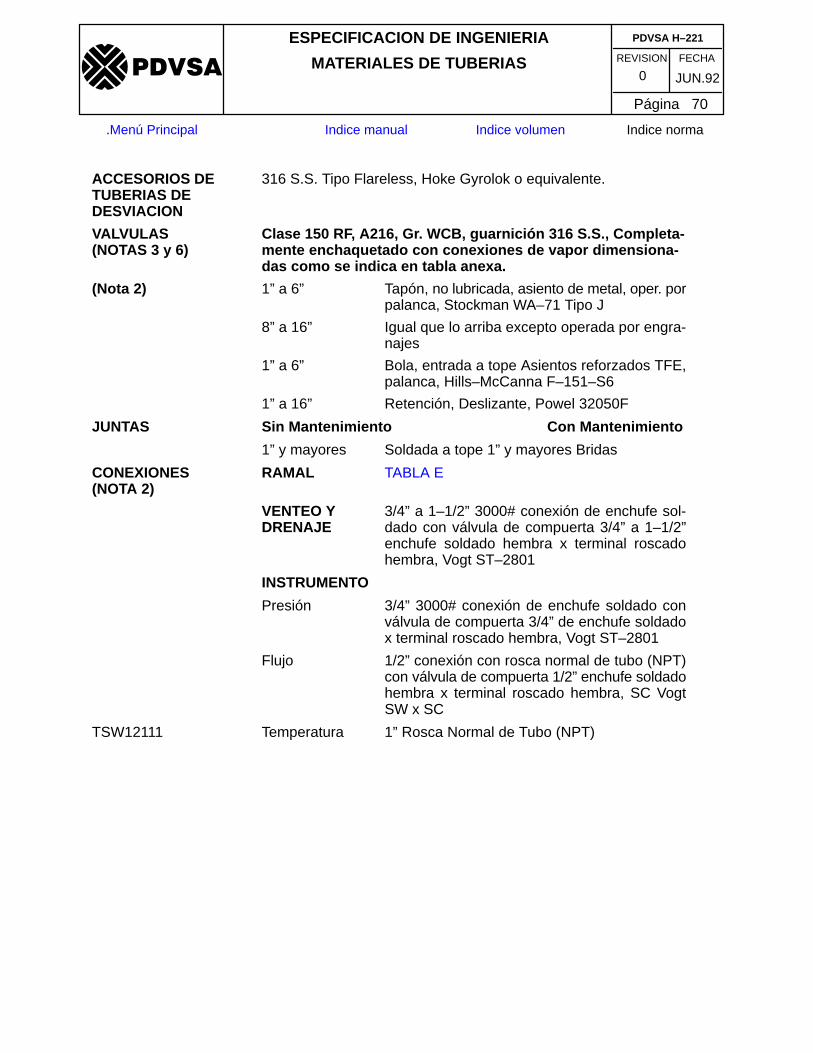
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 70
�����
.Menú Principal Indice manual Indice volumen Indice norma
ACCESORIOS DETUBERIAS DE DESVIACION
316 S.S. Tipo Flareless, Hoke Gyrolok o equivalente.
VALVULAS(NOTAS 3 y 6)
Clase 150 RF, A216, Gr. WCB, guarnición 316 S.S., Completa-mente enchaquetado con conexiones de vapor dimensiona-das como se indica en tabla anexa.
(Nota 2) 1” a 6” Tapón, no lubricada, asiento de metal, oper. porpalanca, Stockman WA–71 Tipo J
8” a 16” Igual que lo arriba excepto operada por engra-najes
1” a 6” Bola, entrada a tope Asientos reforzados TFE,palanca, Hills–McCanna F–151–S6
1” a 16” Retención, Deslizante, Powel 32050F
JUNTAS Sin Mantenimiento Con Mantenimiento
1” y mayores Soldada a tope 1” y mayores Bridas
CONEXIONES (NOTA 2)
RAMAL TABLA E
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt ST–2801
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt ST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, SC VogtSW x SC
TSW12111 Temperatura 1” Rosca Normal de Tubo (NPT)
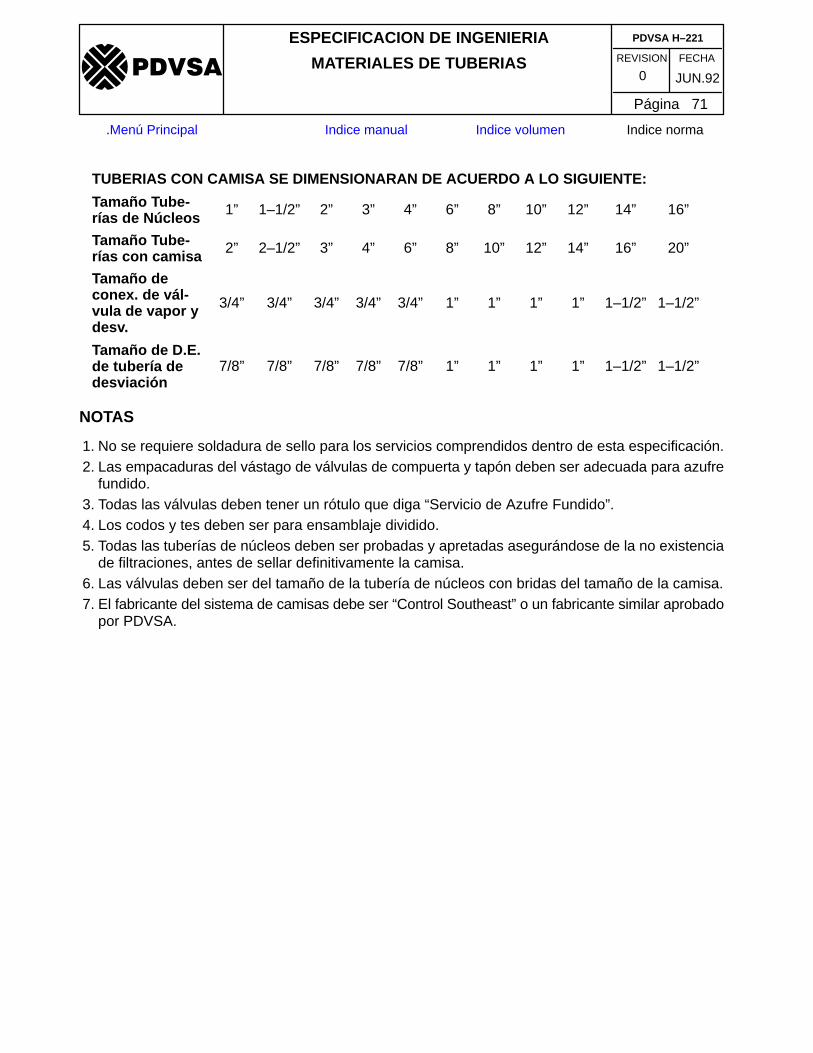
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 71
�����
.Menú Principal Indice manual Indice volumen Indice norma
TUBERIAS CON CAMISA SE DIMENSIONARAN DE ACUERDO A LO SIGUIENTE:
Tamaño Tube-rías de Núcleos 1” 1–1/2” 2” 3” 4” 6” 8” 10” 12” 14” 16”
Tamaño Tube-rías con camisa 2” 2–1/2” 3” 4” 6” 8” 10” 12” 14” 16” 20”
Tamaño deconex. de vál-vula de vapor ydesv.
3/4” 3/4” 3/4” 3/4” 3/4” 1” 1” 1” 1” 1–1/2” 1–1/2”
Tamaño de D.E.de tubería dedesviación
7/8” 7/8” 7/8” 7/8” 7/8” 1” 1” 1” 1” 1–1/2” 1–1/2”
NOTAS
1. No se requiere soldadura de sello para los servicios comprendidos dentro de esta especificación.2. Las empacaduras del vástago de válvulas de compuerta y tapón deben ser adecuada para azufre
fundido.3. Todas las válvulas deben tener un rótulo que diga “Servicio de Azufre Fundido”.4. Los codos y tes deben ser para ensamblaje dividido.5. Todas las tuberías de núcleos deben ser probadas y apretadas asegurándose de la no existencia
de filtraciones, antes de sellar definitivamente la camisa.6. Las válvulas deben ser del tamaño de la tubería de núcleos con bridas del tamaño de la camisa.7. El fabricante del sistema de camisas debe ser “Control Southeast” o un fabricante similar aprobado
por PDVSA.
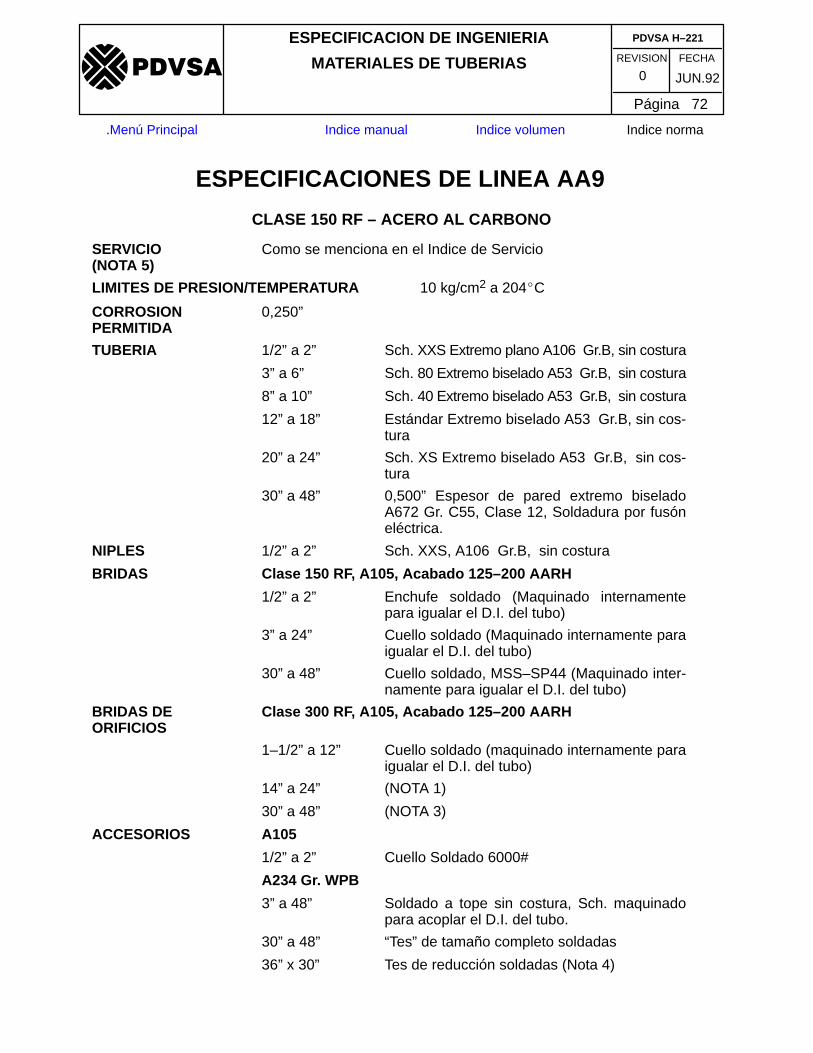
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 72
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACIONES DE LINEA AA9
CLASE 150 RF – ACERO AL CARBONO
SERVICIO (NOTA 5)
Como se menciona en el Indice de Servicio
LIMITES DE PRESION/TEMPERATURA 10 kg/cm2 a 204�C
CORROSION PERMITIDA
0,250”
TUBERIA 1/2” a 2” Sch. XXS Extremo plano A106 Gr.B, sin costura
3” a 6” Sch. 80 Extremo biselado A53 Gr.B, sin costura
8” a 10” Sch. 40 Extremo biselado A53 Gr.B, sin costura
12” a 18” Estándar Extremo biselado A53 Gr.B, sin cos-tura
20” a 24” Sch. XS Extremo biselado A53 Gr.B, sin cos-tura
30” a 48” 0,500” Espesor de pared extremo biseladoA672 Gr. C55, Clase 12, Soldadura por fusóneléctrica.
NIPLES 1/2” a 2” Sch. XXS, A106 Gr.B, sin costura
BRIDAS Clase 150 RF, A105, Acabado 125–200 AARH
1/2” a 2” Enchufe soldado (Maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paraigualar el D.I. del tubo)
30” a 48” Cuello soldado, MSS–SP44 (Maquinado inter-namente para igualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 300 RF, A105, Acabado 125–200 AARH
1–1/2” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” (NOTA 1)
30” a 48” (NOTA 3)
ACCESORIOS A105
1/2” a 2” Cuello Soldado 6000#
A234 Gr. WPB
3” a 48” Soldado a tope sin costura, Sch. maquinadopara acoplar el D.I. del tubo.
30” a 48” “Tes” de tamaño completo soldadas
36” x 30” Tes de reducción soldadas (Nota 4)
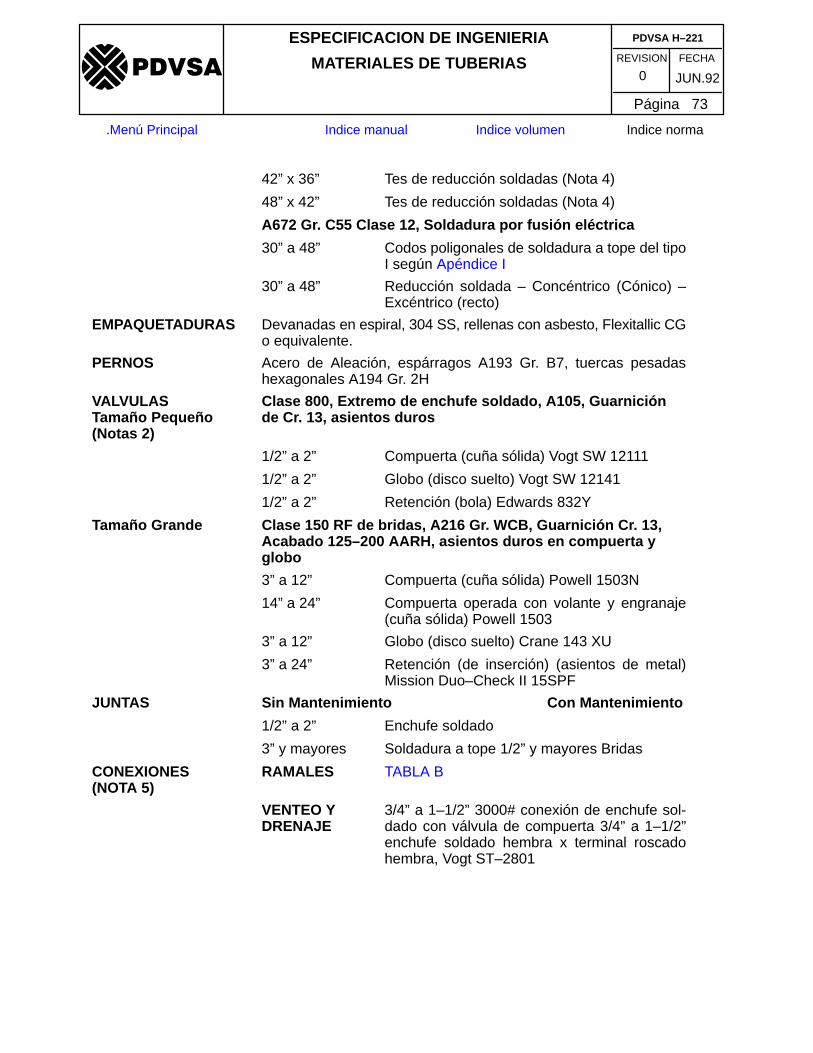
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 73
�����
.Menú Principal Indice manual Indice volumen Indice norma
42” x 36” Tes de reducción soldadas (Nota 4)
48” x 42” Tes de reducción soldadas (Nota 4)
A672 Gr. C55 Clase 12, Soldadura por fusión eléctrica
30” a 48” Codos poligonales de soldadura a tope del tipoI según Apéndice I
30” a 48” Reducción soldada – Concéntrico (Cónico) –Excéntrico (recto)
EMPAQUETADURAS Devanadas en espiral, 304 SS, rellenas con asbesto, Flexitallic CGo equivalente.
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas pesadashexagonales A194 Gr. 2H
VALVULASTamaño Pequeño(Notas 2)
Clase 800, Extremo de enchufe soldado, A105, Guarniciónde Cr. 13, asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
Tamaño Grande Clase 150 RF de bridas, A216 Gr. WCB, Guarnición Cr. 13,Acabado 125–200 AARH, asientos duros en compuerta yglobo
3” a 12” Compuerta (cuña sólida) Powell 1503N
14” a 24” Compuerta operada con volante y engranaje(cuña sólida) Powell 1503
3” a 12” Globo (disco suelto) Crane 143 XU
3” a 24” Retención (de inserción) (asientos de metal)Mission Duo–Check II 15SPF
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 5)
RAMALES TABLA B
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt ST–2801
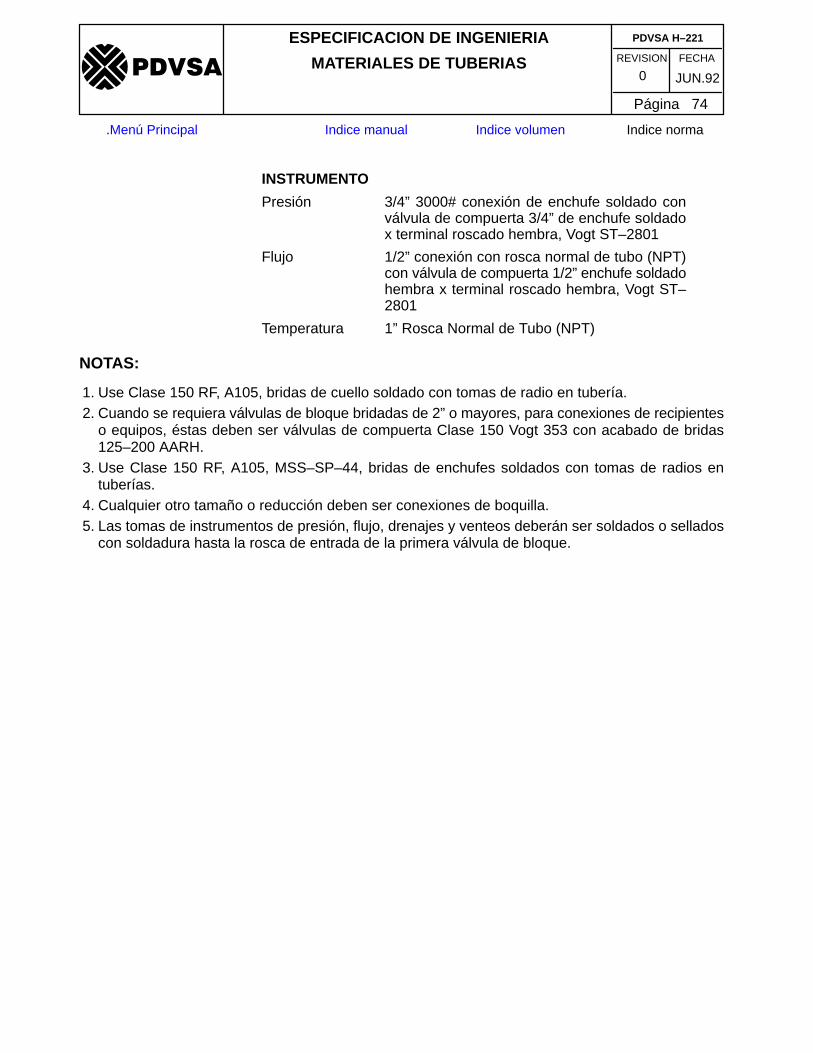
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 74
�����
.Menú Principal Indice manual Indice volumen Indice norma
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt ST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt ST–2801
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Use Clase 150 RF, A105, bridas de cuello soldado con tomas de radio en tubería.2. Cuando se requiera válvulas de bloque bridadas de 2” o mayores, para conexiones de recipientes
o equipos, éstas deben ser válvulas de compuerta Clase 150 Vogt 353 con acabado de bridas125–200 AARH.
3. Use Clase 150 RF, A105, MSS–SP–44, bridas de enchufes soldados con tomas de radios entuberías.
4. Cualquier otro tamaño o reducción deben ser conexiones de boquilla.5. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o sellados
con soldadura hasta la rosca de entrada de la primera válvula de bloque.
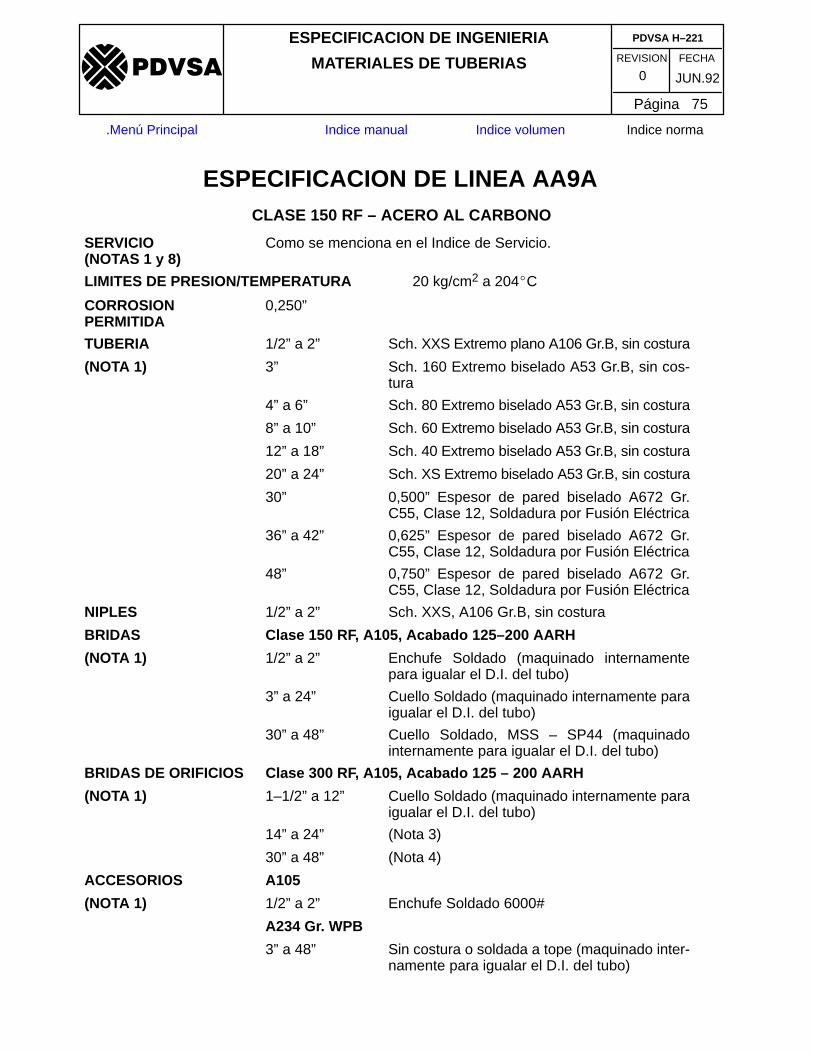
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 75
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA AA9ACLASE 150 RF – ACERO AL CARBONO
SERVICIO (NOTAS 1 y 8)
Como se menciona en el Indice de Servicio.
LIMITES DE PRESION/TEMPERATURA 20 kg/cm2 a 204�C
CORROSION PERMITIDA
0,250”
TUBERIA 1/2” a 2” Sch. XXS Extremo plano A106 Gr.B, sin costura
(NOTA 1) 3” Sch. 160 Extremo biselado A53 Gr.B, sin cos-tura
4” a 6” Sch. 80 Extremo biselado A53 Gr.B, sin costura
8” a 10” Sch. 60 Extremo biselado A53 Gr.B, sin costura
12” a 18” Sch. 40 Extremo biselado A53 Gr.B, sin costura
20” a 24” Sch. XS Extremo biselado A53 Gr.B, sin costura
30” 0,500” Espesor de pared biselado A672 Gr.C55, Clase 12, Soldadura por Fusión Eléctrica
36” a 42” 0,625” Espesor de pared biselado A672 Gr.C55, Clase 12, Soldadura por Fusión Eléctrica
48” 0,750” Espesor de pared biselado A672 Gr.C55, Clase 12, Soldadura por Fusión Eléctrica
NIPLES 1/2” a 2” Sch. XXS, A106 Gr.B, sin costura
BRIDAS Clase 150 RF, A105, Acabado 125–200 AARH
(NOTA 1) 1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
30” a 48” Cuello Soldado, MSS – SP44 (maquinadointernamente para igualar el D.I. del tubo)
BRIDAS DE ORIFICIOS Clase 300 RF, A105, Acabado 125 – 200 AARH
(NOTA 1) 1–1/2” a 12” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” (Nota 3)
30” a 48” (Nota 4)
ACCESORIOS A105
(NOTA 1) 1/2” a 2” Enchufe Soldado 6000#
A234 Gr. WPB
3” a 48” Sin costura o soldada a tope (maquinado inter-namente para igualar el D.I. del tubo)
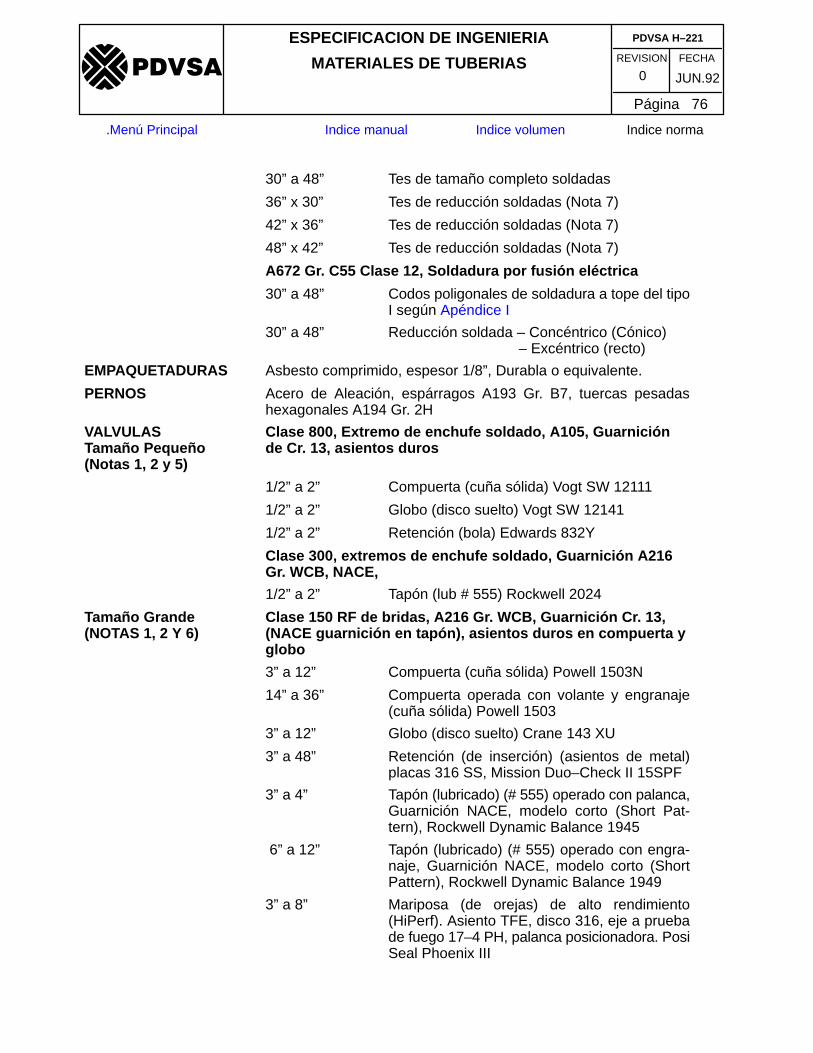
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 76
�����
.Menú Principal Indice manual Indice volumen Indice norma
30” a 48” Tes de tamaño completo soldadas
36” x 30” Tes de reducción soldadas (Nota 7)
42” x 36” Tes de reducción soldadas (Nota 7)
48” x 42” Tes de reducción soldadas (Nota 7)
A672 Gr. C55 Clase 12, Soldadura por fusión eléctrica
30” a 48” Codos poligonales de soldadura a tope del tipoI según Apéndice I
30” a 48” Reducción soldada – Concéntrico (Cónico) – Excéntrico (recto)
EMPAQUETADURAS Asbesto comprimido, espesor 1/8”, Durabla o equivalente.
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas pesadashexagonales A194 Gr. 2H
VALVULASTamaño Pequeño(Notas 1, 2 y 5)
Clase 800, Extremo de enchufe soldado, A105, Guarniciónde Cr. 13, asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
Clase 300, extremos de enchufe soldado, Guarnición A216Gr. WCB, NACE,
1/2” a 2” Tapón (lub # 555) Rockwell 2024
Tamaño Grande(NOTAS 1, 2 Y 6)
Clase 150 RF de bridas, A216 Gr. WCB, Guarnición Cr. 13,(NACE guarnición en tapón), asientos duros en compuerta yglobo
3” a 12” Compuerta (cuña sólida) Powell 1503N
14” a 36” Compuerta operada con volante y engranaje(cuña sólida) Powell 1503
3” a 12” Globo (disco suelto) Crane 143 XU
3” a 48” Retención (de inserción) (asientos de metal)placas 316 SS, Mission Duo–Check II 15SPF
3” a 4” Tapón (lubricado) (# 555) operado con palanca,Guarnición NACE, modelo corto (Short Pat-tern), Rockwell Dynamic Balance 1945
6” a 12” Tapón (lubricado) (# 555) operado con engra-naje, Guarnición NACE, modelo corto (ShortPattern), Rockwell Dynamic Balance 1949
3” a 8” Mariposa (de orejas) de alto rendimiento(HiPerf). Asiento TFE, disco 316, eje a pruebade fuego 17–4 PH, palanca posicionadora. PosiSeal Phoenix III
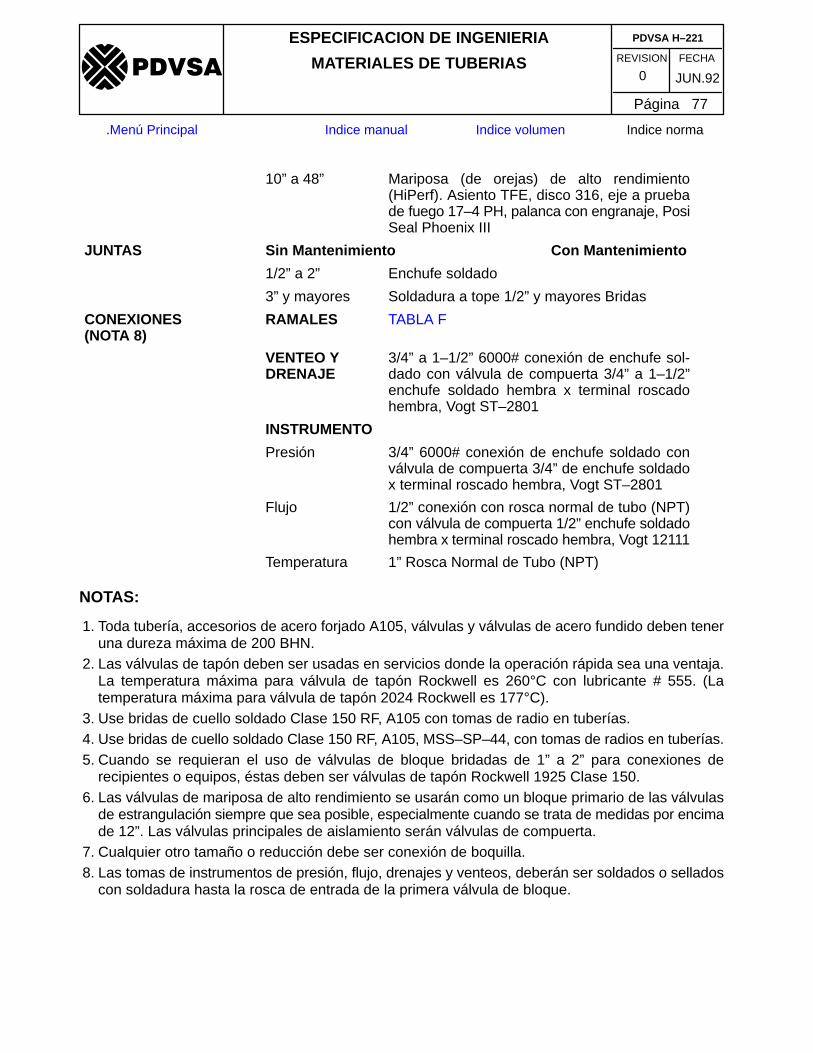
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 77
�����
.Menú Principal Indice manual Indice volumen Indice norma
10” a 48” Mariposa (de orejas) de alto rendimiento(HiPerf). Asiento TFE, disco 316, eje a pruebade fuego 17–4 PH, palanca con engranaje, PosiSeal Phoenix III
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 8)
RAMALES TABLA F
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt ST–2801
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt ST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Toda tubería, accesorios de acero forjado A105, válvulas y válvulas de acero fundido deben teneruna dureza máxima de 200 BHN.
2. Las válvulas de tapón deben ser usadas en servicios donde la operación rápida sea una ventaja.La temperatura máxima para válvula de tapón Rockwell es 260°C con lubricante # 555. (Latemperatura máxima para válvula de tapón 2024 Rockwell es 177°C).
3. Use bridas de cuello soldado Clase 150 RF, A105 con tomas de radio en tuberías.4. Use bridas de cuello soldado Clase 150 RF, A105, MSS–SP–44, con tomas de radios en tuberías.5. Cuando se requieran el uso de válvulas de bloque bridadas de 1” a 2” para conexiones de
recipientes o equipos, éstas deben ser válvulas de tapón Rockwell 1925 Clase 150.6. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario de las válvulas
de estrangulación siempre que sea posible, especialmente cuando se trata de medidas por encimade 12”. Las válvulas principales de aislamiento serán válvulas de compuerta.
7. Cualquier otro tamaño o reducción debe ser conexión de boquilla.8. Las tomas de instrumentos de presión, flujo, drenajes y venteos, deberán ser soldados o sellados
con soldadura hasta la rosca de entrada de la primera válvula de bloque.
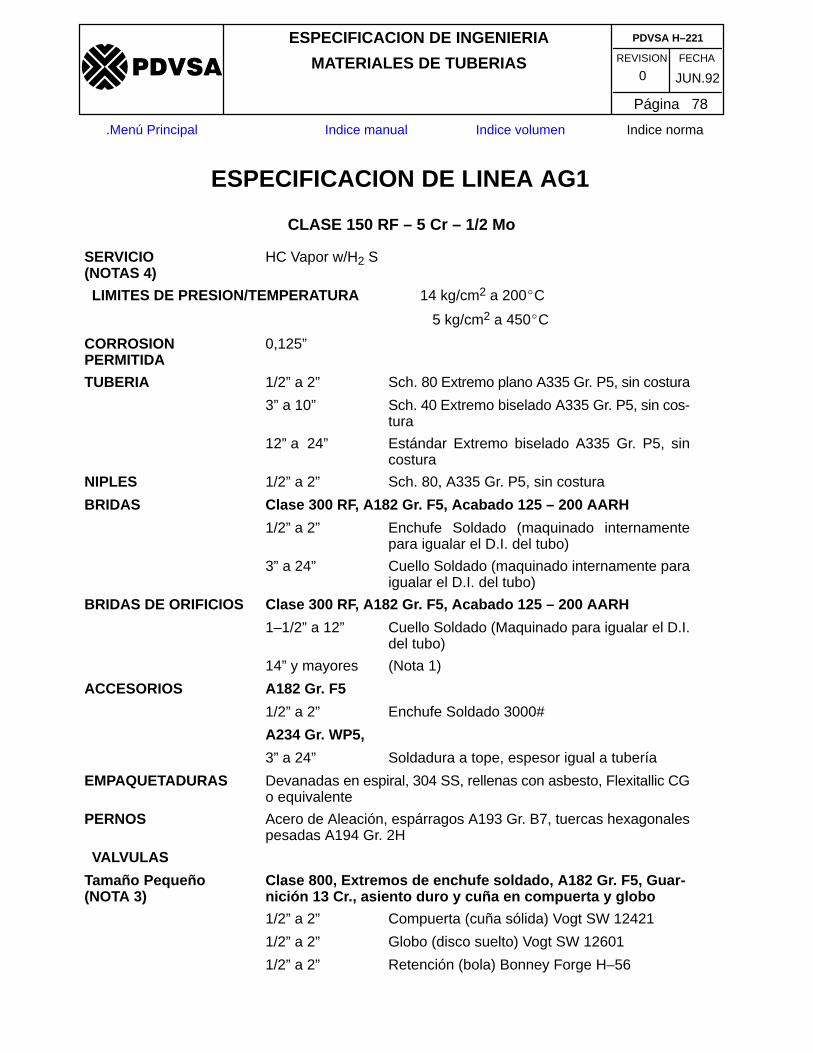
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 78
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA AG1
CLASE 150 RF – 5 Cr – 1/2 Mo
SERVICIO (NOTAS 4)
HC Vapor w/H2 S
LIMITES DE PRESION/TEMPERATURA 14 kg/cm2 a 200�C
5 kg/cm2 a 450�C
CORROSION PERMITIDA
0,125”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A335 Gr. P5, sin costura
3” a 10” Sch. 40 Extremo biselado A335 Gr. P5, sin cos-tura
12” a 24” Estándar Extremo biselado A335 Gr. P5, sincostura
NIPLES 1/2” a 2” Sch. 80, A335 Gr. P5, sin costura
BRIDAS Clase 300 RF, A182 Gr. F5, Acabado 125 – 200 AARH
1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE ORIFICIOS Clase 300 RF, A182 Gr. F5, Acabado 125 – 200 AARH
1–1/2” a 12” Cuello Soldado (Maquinado para igualar el D.I.del tubo)
14” y mayores (Nota 1)
ACCESORIOS A182 Gr. F5
1/2” a 2” Enchufe Soldado 3000#
A234 Gr. WP5,
3” a 24” Soldadura a tope, espesor igual a tubería
EMPAQUETADURAS Devanadas en espiral, 304 SS, rellenas con asbesto, Flexitallic CGo equivalente
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas hexagonalespesadas A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 3)
Clase 800, Extremos de enchufe soldado, A182 Gr. F5, Guar-nición 13 Cr., asiento duro y cuña en compuerta y globo
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12421
1/2” a 2” Globo (disco suelto) Vogt SW 12601
1/2” a 2” Retención (bola) Bonney Forge H–56
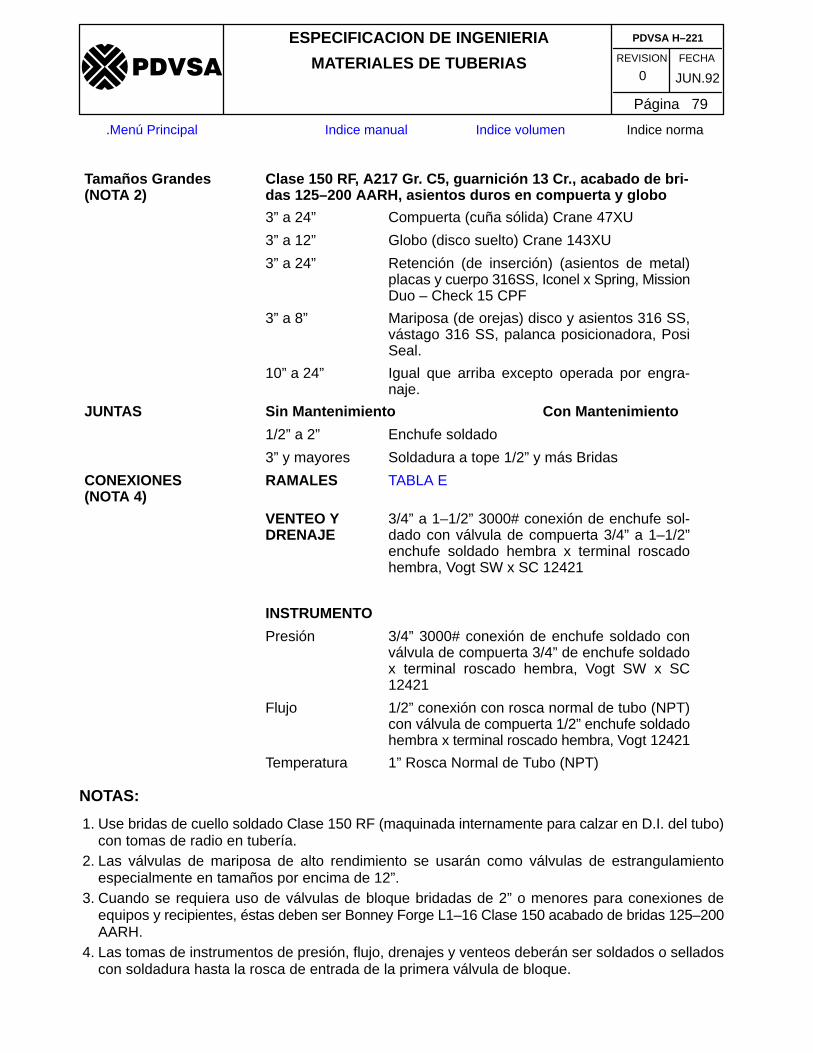
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 79
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaños Grandes (NOTA 2)
Clase 150 RF, A217 Gr. C5, guarnición 13 Cr., acabado de bri-das 125–200 AARH, asientos duros en compuerta y globo
3” a 24” Compuerta (cuña sólida) Crane 47XU
3” a 12” Globo (disco suelto) Crane 143XU
3” a 24” Retención (de inserción) (asientos de metal)placas y cuerpo 316SS, Iconel x Spring, MissionDuo – Check 15 CPF
3” a 8” Mariposa (de orejas) disco y asientos 316 SS,vástago 316 SS, palanca posicionadora, PosiSeal.
10” a 24” Igual que arriba excepto operada por engra-naje.
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y más Bridas
CONEXIONES (NOTA 4)
RAMALES TABLA E
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt SW x SC 12421
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt SW x SC12421
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12421
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Use bridas de cuello soldado Clase 150 RF (maquinada internamente para calzar en D.I. del tubo)con tomas de radio en tubería.
2. Las válvulas de mariposa de alto rendimiento se usarán como válvulas de estrangulamientoespecialmente en tamaños por encima de 12”.
3. Cuando se requiera uso de válvulas de bloque bridadas de 2” o menores para conexiones deequipos y recipientes, éstas deben ser Bonney Forge L1–16 Clase 150 acabado de bridas 125–200AARH.
4. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
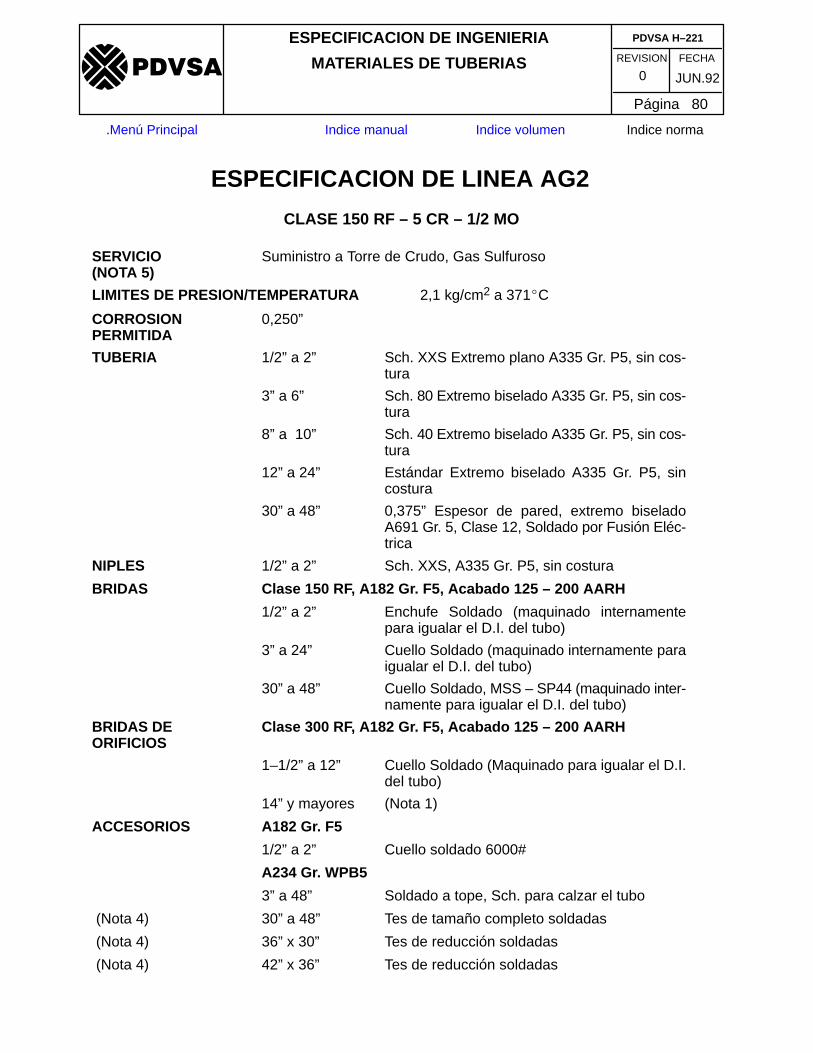
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 80
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA AG2
CLASE 150 RF – 5 CR – 1/2 MO
SERVICIO (NOTA 5)
Suministro a Torre de Crudo, Gas Sulfuroso
LIMITES DE PRESION/TEMPERATURA 2,1 kg/cm2 a 371�C
CORROSION PERMITIDA
0,250”
TUBERIA 1/2” a 2” Sch. XXS Extremo plano A335 Gr. P5, sin cos-tura
3” a 6” Sch. 80 Extremo biselado A335 Gr. P5, sin cos-tura
8” a 10” Sch. 40 Extremo biselado A335 Gr. P5, sin cos-tura
12” a 24” Estándar Extremo biselado A335 Gr. P5, sincostura
30” a 48” 0,375” Espesor de pared, extremo biseladoA691 Gr. 5, Clase 12, Soldado por Fusión Eléc-trica
NIPLES 1/2” a 2” Sch. XXS, A335 Gr. P5, sin costura
BRIDAS Clase 150 RF, A182 Gr. F5, Acabado 125 – 200 AARH
1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
30” a 48” Cuello Soldado, MSS – SP44 (maquinado inter-namente para igualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 300 RF, A182 Gr. F5, Acabado 125 – 200 AARH
1–1/2” a 12” Cuello Soldado (Maquinado para igualar el D.I.del tubo)
14” y mayores (Nota 1)
ACCESORIOS A182 Gr. F5
1/2” a 2” Cuello soldado 6000#
A234 Gr. WPB5
3” a 48” Soldado a tope, Sch. para calzar el tubo
(Nota 4) 30” a 48” Tes de tamaño completo soldadas
(Nota 4) 36” x 30” Tes de reducción soldadas
(Nota 4) 42” x 36” Tes de reducción soldadas
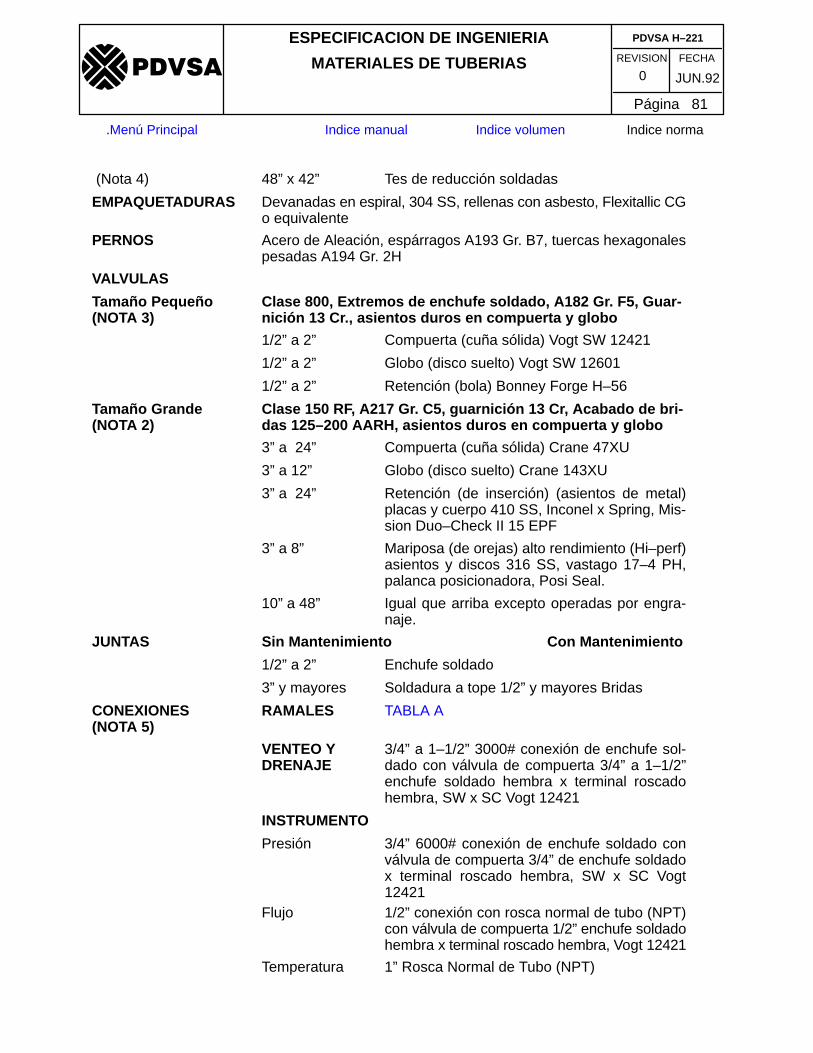
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 81
�����
.Menú Principal Indice manual Indice volumen Indice norma
(Nota 4) 48” x 42” Tes de reducción soldadas
EMPAQUETADURAS Devanadas en espiral, 304 SS, rellenas con asbesto, Flexitallic CGo equivalente
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas hexagonalespesadas A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 3)
Clase 800, Extremos de enchufe soldado, A182 Gr. F5, Guar-nición 13 Cr., asientos duros en compuerta y globo
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12421
1/2” a 2” Globo (disco suelto) Vogt SW 12601
1/2” a 2” Retención (bola) Bonney Forge H–56
Tamaño Grande(NOTA 2)
Clase 150 RF, A217 Gr. C5, guarnición 13 Cr, Acabado de bri-das 125–200 AARH, asientos duros en compuerta y globo
3” a 24” Compuerta (cuña sólida) Crane 47XU
3” a 12” Globo (disco suelto) Crane 143XU
3” a 24” Retención (de inserción) (asientos de metal)placas y cuerpo 410 SS, Inconel x Spring, Mis-sion Duo–Check II 15 EPF
3” a 8” Mariposa (de orejas) alto rendimiento (Hi–perf)asientos y discos 316 SS, vastago 17–4 PH,palanca posicionadora, Posi Seal.
10” a 48” Igual que arriba excepto operadas por engra-naje.
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 5)
RAMALES TABLA A
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, SW x SC Vogt 12421
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, SW x SC Vogt12421
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12421
Temperatura 1” Rosca Normal de Tubo (NPT)
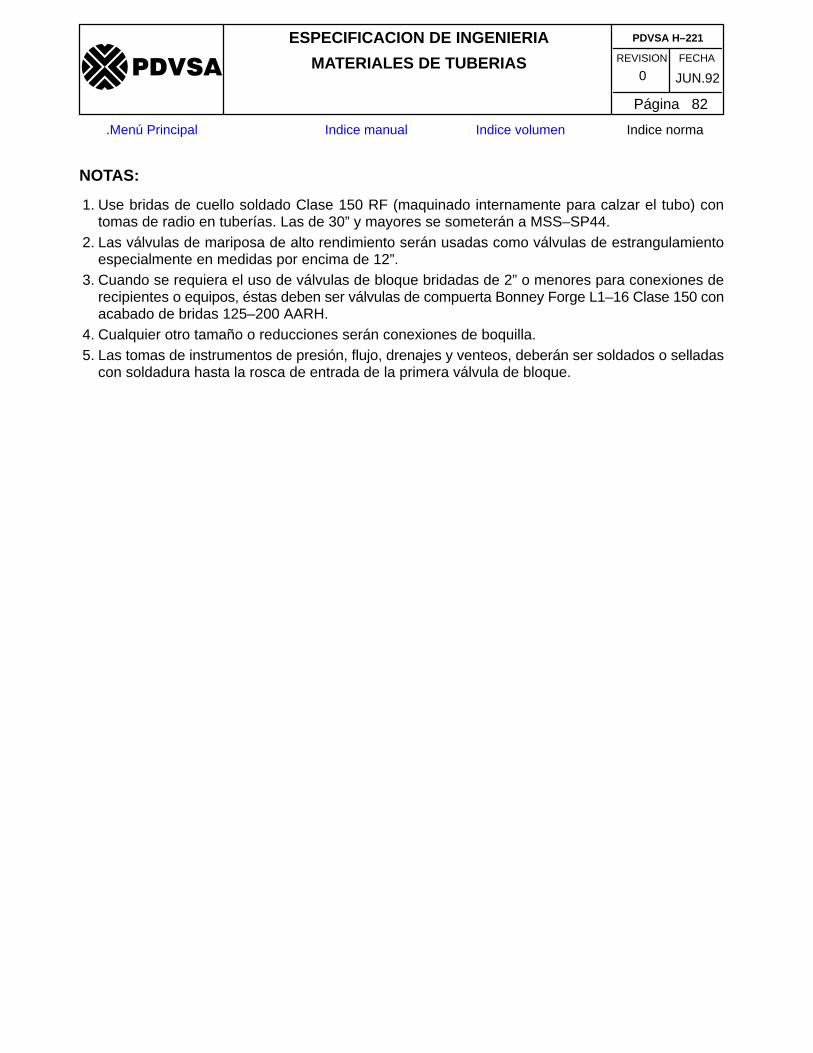
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 82
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS:
1. Use bridas de cuello soldado Clase 150 RF (maquinado internamente para calzar el tubo) contomas de radio en tuberías. Las de 30” y mayores se someterán a MSS–SP44.
2. Las válvulas de mariposa de alto rendimiento serán usadas como válvulas de estrangulamientoespecialmente en medidas por encima de 12”.
3. Cuando se requiera el uso de válvulas de bloque bridadas de 2” o menores para conexiones derecipientes o equipos, éstas deben ser válvulas de compuerta Bonney Forge L1–16 Clase 150 conacabado de bridas 125–200 AARH.
4. Cualquier otro tamaño o reducciones serán conexiones de boquilla.5. Las tomas de instrumentos de presión, flujo, drenajes y venteos, deberán ser soldados o selladas
con soldadura hasta la rosca de entrada de la primera válvula de bloque.
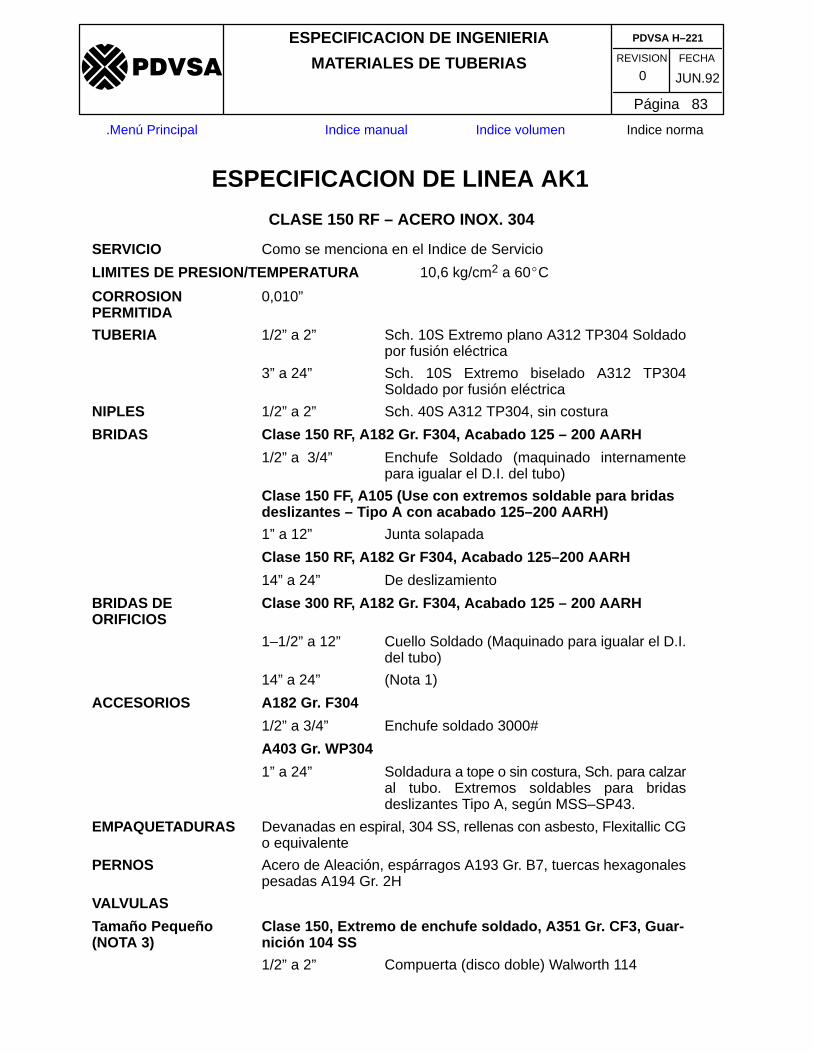
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 83
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA AK1
CLASE 150 RF – ACERO INOX. 304
SERVICIO Como se menciona en el Indice de Servicio
LIMITES DE PRESION/TEMPERATURA 10,6 kg/cm2 a 60�C
CORROSION PERMITIDA
0,010”
TUBERIA 1/2” a 2” Sch. 10S Extremo plano A312 TP304 Soldadopor fusión eléctrica
3” a 24” Sch. 10S Extremo biselado A312 TP304Soldado por fusión eléctrica
NIPLES 1/2” a 2” Sch. 40S A312 TP304, sin costura
BRIDAS Clase 150 RF, A182 Gr. F304, Acabado 125 – 200 AARH
1/2” a 3/4” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
Clase 150 FF, A105 (Use con extremos soldable para bridasdeslizantes – Tipo A con acabado 125–200 AARH)
1” a 12” Junta solapada
Clase 150 RF, A182 Gr F304, Acabado 125–200 AARH
14” a 24” De deslizamiento
BRIDAS DE ORIFICIOS
Clase 300 RF, A182 Gr. F304, Acabado 125 – 200 AARH
1–1/2” a 12” Cuello Soldado (Maquinado para igualar el D.I.del tubo)
14” a 24” (Nota 1)
ACCESORIOS A182 Gr. F304
1/2” a 3/4” Enchufe soldado 3000#
A403 Gr. WP304
1” a 24” Soldadura a tope o sin costura, Sch. para calzaral tubo. Extremos soldables para bridasdeslizantes Tipo A, según MSS–SP43.
EMPAQUETADURAS Devanadas en espiral, 304 SS, rellenas con asbesto, Flexitallic CGo equivalente
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas hexagonalespesadas A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 3)
Clase 150, Extremo de enchufe soldado, A351 Gr. CF3, Guar-nición 104 SS
1/2” a 2” Compuerta (disco doble) Walworth 114
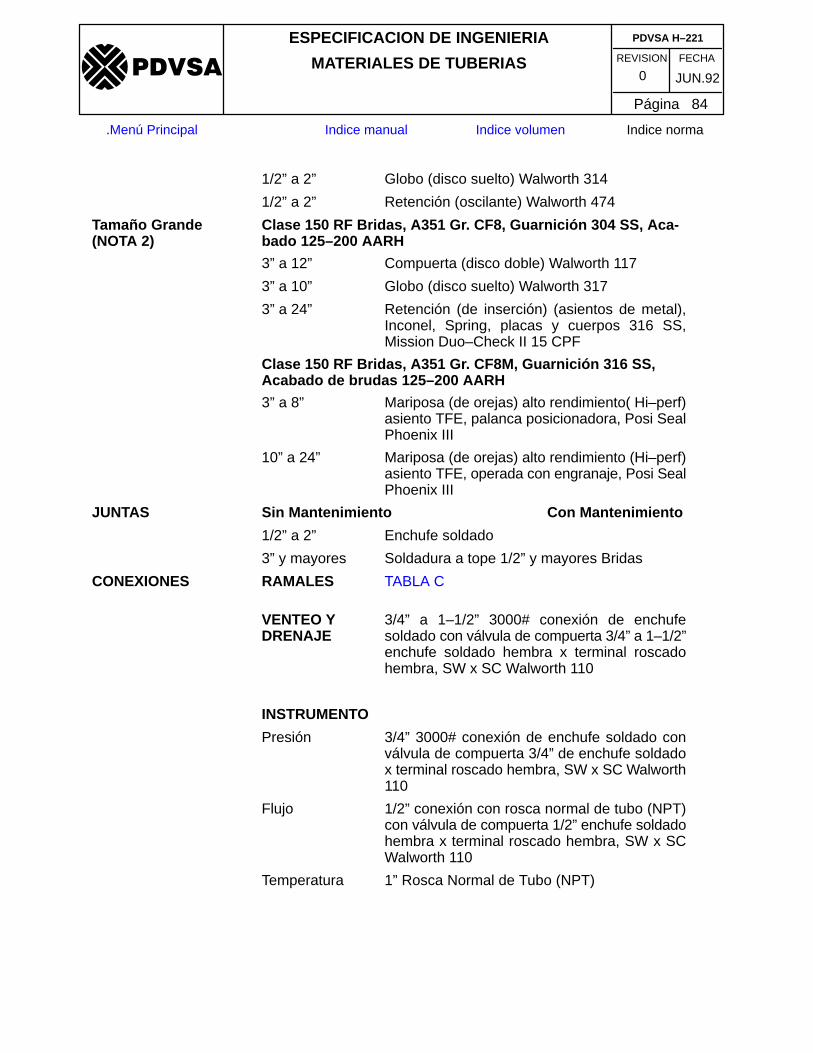
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 84
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Globo (disco suelto) Walworth 314
1/2” a 2” Retención (oscilante) Walworth 474
Tamaño Grande(NOTA 2)
Clase 150 RF Bridas, A351 Gr. CF8, Guarnición 304 SS, Aca-bado 125–200 AARH
3” a 12” Compuerta (disco doble) Walworth 117
3” a 10” Globo (disco suelto) Walworth 317
3” a 24” Retención (de inserción) (asientos de metal),Inconel, Spring, placas y cuerpos 316 SS,Mission Duo–Check II 15 CPF
Clase 150 RF Bridas, A351 Gr. CF8M, Guarnición 316 SS,Acabado de brudas 125–200 AARH
3” a 8” Mariposa (de orejas) alto rendimiento( Hi–perf)asiento TFE, palanca posicionadora, Posi SealPhoenix III
10” a 24” Mariposa (de orejas) alto rendimiento (Hi–perf)asiento TFE, operada con engranaje, Posi SealPhoenix III
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y mayores Bridas
CONEXIONES RAMALES TABLA C
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufesoldado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, SW x SC Walworth 110
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, SW x SC Walworth110
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, SW x SCWalworth 110
Temperatura 1” Rosca Normal de Tubo (NPT)
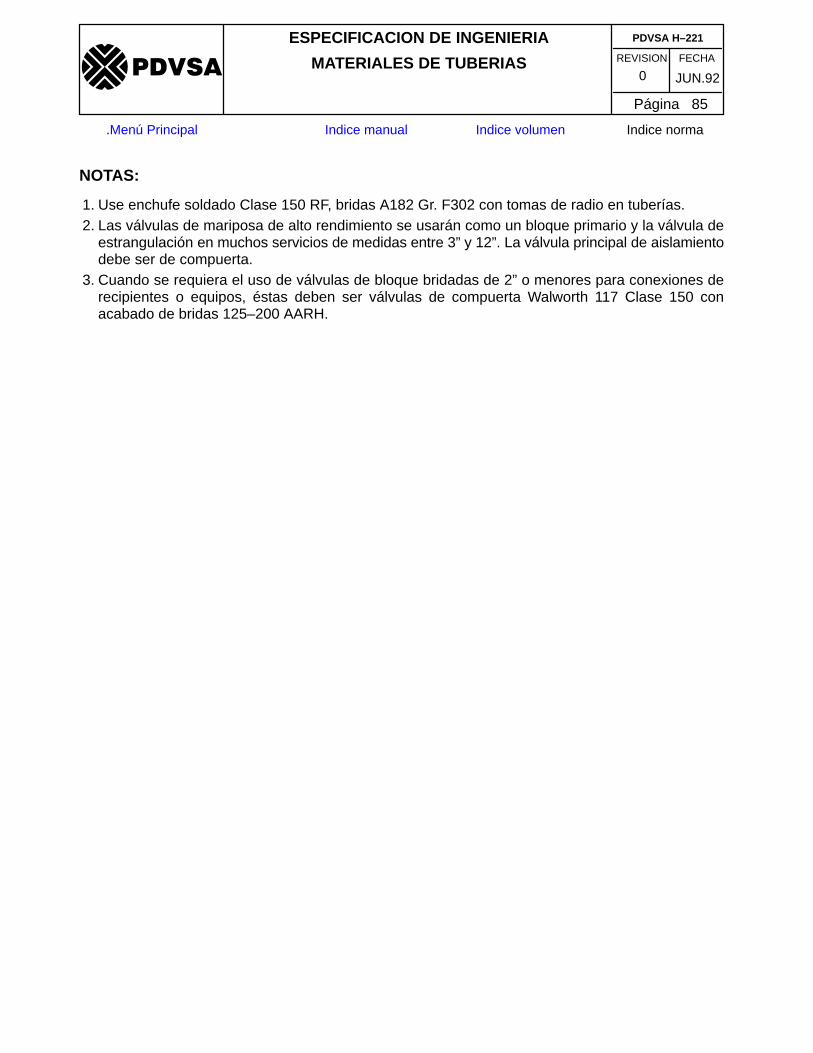
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 85
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS:
1. Use enchufe soldado Clase 150 RF, bridas A182 Gr. F302 con tomas de radio en tuberías.2. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y la válvula de
estrangulación en muchos servicios de medidas entre 3” y 12”. La válvula principal de aislamientodebe ser de compuerta.
3. Cuando se requiera el uso de válvulas de bloque bridadas de 2” o menores para conexiones derecipientes o equipos, éstas deben ser válvulas de compuerta Walworth 117 Clase 150 conacabado de bridas 125–200 AARH.
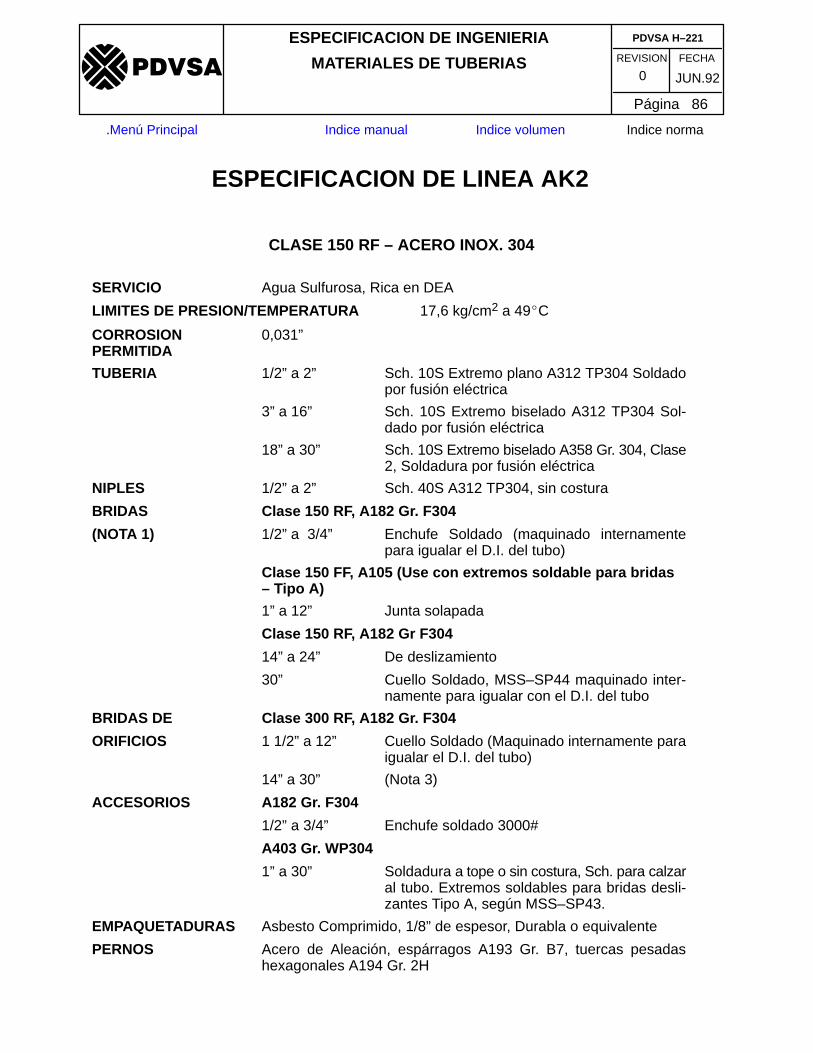
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 86
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA AK2
CLASE 150 RF – ACERO INOX. 304
SERVICIO Agua Sulfurosa, Rica en DEA
LIMITES DE PRESION/TEMPERATURA 17,6 kg/cm2 a 49�C
CORROSION PERMITIDA
0,031”
TUBERIA 1/2” a 2” Sch. 10S Extremo plano A312 TP304 Soldadopor fusión eléctrica
3” a 16” Sch. 10S Extremo biselado A312 TP304 Sol-dado por fusión eléctrica
18” a 30” Sch. 10S Extremo biselado A358 Gr. 304, Clase2, Soldadura por fusión eléctrica
NIPLES 1/2” a 2” Sch. 40S A312 TP304, sin costura
BRIDAS Clase 150 RF, A182 Gr. F304
(NOTA 1) 1/2” a 3/4” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
Clase 150 FF, A105 (Use con extremos soldable para bridas– Tipo A)
1” a 12” Junta solapada
Clase 150 RF, A182 Gr F304
14” a 24” De deslizamiento
30” Cuello Soldado, MSS–SP44 maquinado inter-namente para igualar con el D.I. del tubo
BRIDAS DE Clase 300 RF, A182 Gr. F304
ORIFICIOS 1 1/2” a 12” Cuello Soldado (Maquinado internamente paraigualar el D.I. del tubo)
14” a 30” (Nota 3)
ACCESORIOS A182 Gr. F304
1/2” a 3/4” Enchufe soldado 3000#
A403 Gr. WP304
1” a 30” Soldadura a tope o sin costura, Sch. para calzaral tubo. Extremos soldables para bridas desli-zantes Tipo A, según MSS–SP43.
EMPAQUETADURAS Asbesto Comprimido, 1/8” de espesor, Durabla o equivalente
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas pesadashexagonales A194 Gr. 2H
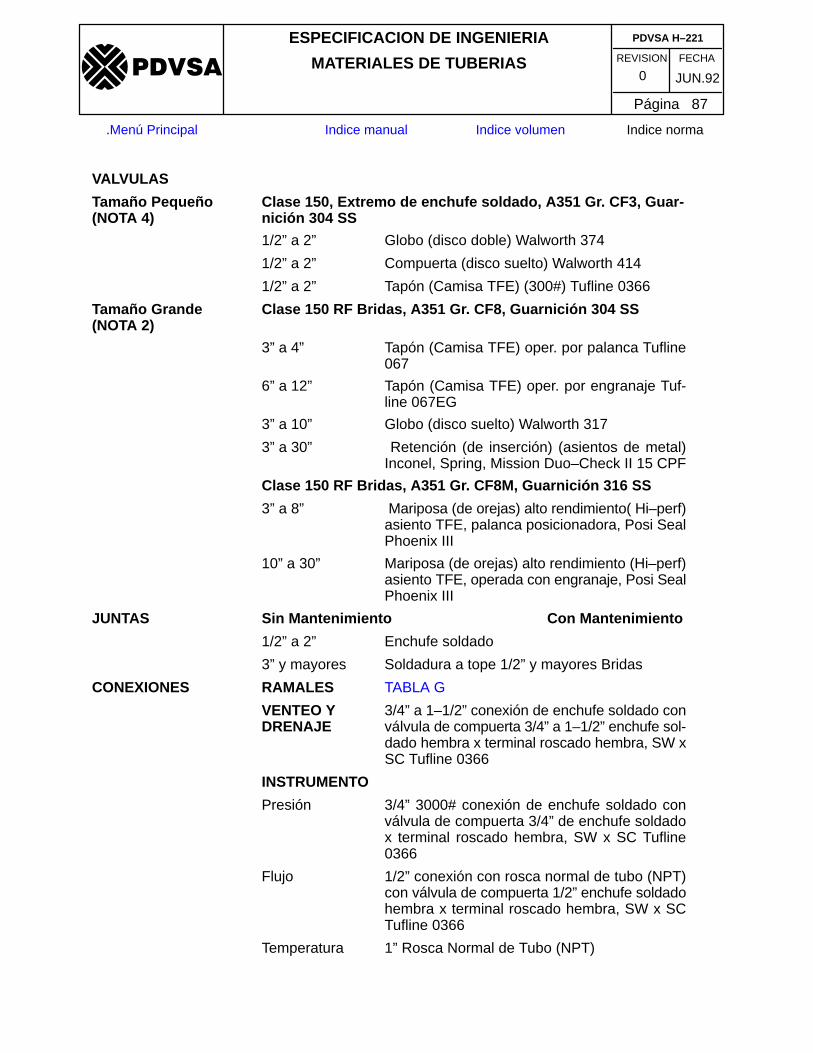
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 87
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño(NOTA 4)
Clase 150, Extremo de enchufe soldado, A351 Gr. CF3, Guar-nición 304 SS
1/2” a 2” Globo (disco doble) Walworth 374
1/2” a 2” Compuerta (disco suelto) Walworth 414
1/2” a 2” Tapón (Camisa TFE) (300#) Tufline 0366
Tamaño Grande(NOTA 2)
Clase 150 RF Bridas, A351 Gr. CF8, Guarnición 304 SS
3” a 4” Tapón (Camisa TFE) oper. por palanca Tufline067
6” a 12” Tapón (Camisa TFE) oper. por engranaje Tuf-line 067EG
3” a 10” Globo (disco suelto) Walworth 317
3” a 30” Retención (de inserción) (asientos de metal)Inconel, Spring, Mission Duo–Check II 15 CPF
Clase 150 RF Bridas, A351 Gr. CF8M, Guarnición 316 SS
3” a 8” Mariposa (de orejas) alto rendimiento( Hi–perf)asiento TFE, palanca posicionadora, Posi SealPhoenix III
10” a 30” Mariposa (de orejas) alto rendimiento (Hi–perf)asiento TFE, operada con engranaje, Posi SealPhoenix III
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y mayores Bridas
CONEXIONES RAMALES TABLA G
VENTEO YDRENAJE
3/4” a 1–1/2” conexión de enchufe soldado conválvula de compuerta 3/4” a 1–1/2” enchufe sol-dado hembra x terminal roscado hembra, SW xSC Tufline 0366
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, SW x SC Tufline0366
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, SW x SCTufline 0366
Temperatura 1” Rosca Normal de Tubo (NPT)
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 88
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. Se podrán usar bridas de deslizamiento en lugar de cuello soldado solamente cuando por motivosde espacio así se requiera.
2. Las válvulas de mariposa de alto rendimiento o tapón se usarán como bloque primario y válvula deestrangulamiento.
3. Use cuello soldado Clase 150, bridas A182 Gr. F304 en tomas de tubos.4. Cuando se requieran válvulas de bloque de 2” o más pequeñas para conexiones de equipos o
recipientes, éstas deben ser válvulas de tapón Tufline 067 Clase 150.
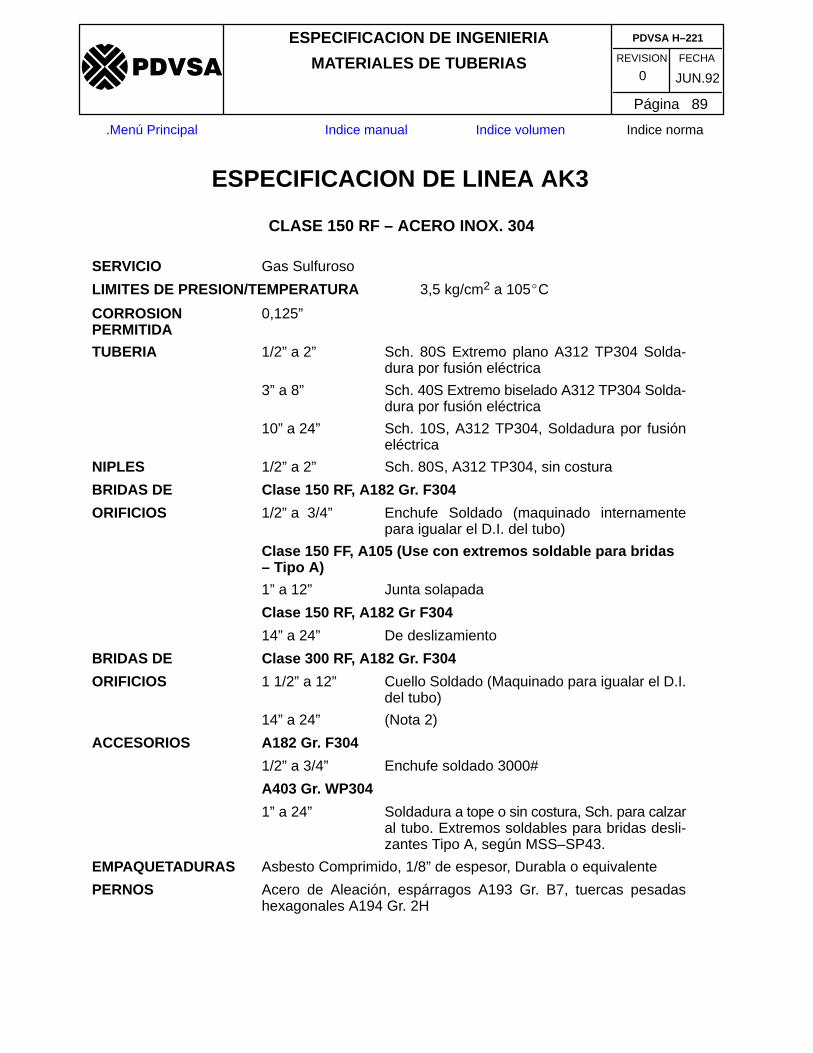
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 89
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA AK3
CLASE 150 RF – ACERO INOX. 304
SERVICIO Gas Sulfuroso
LIMITES DE PRESION/TEMPERATURA 3,5 kg/cm2 a 105�C
CORROSION PERMITIDA
0,125”
TUBERIA 1/2” a 2” Sch. 80S Extremo plano A312 TP304 Solda-dura por fusión eléctrica
3” a 8” Sch. 40S Extremo biselado A312 TP304 Solda-dura por fusión eléctrica
10” a 24” Sch. 10S, A312 TP304, Soldadura por fusióneléctrica
NIPLES 1/2” a 2” Sch. 80S, A312 TP304, sin costura
BRIDAS DE Clase 150 RF, A182 Gr. F304
ORIFICIOS 1/2” a 3/4” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
Clase 150 FF, A105 (Use con extremos soldable para bridas– Tipo A)
1” a 12” Junta solapada
Clase 150 RF, A182 Gr F304
14” a 24” De deslizamiento
BRIDAS DE Clase 300 RF, A182 Gr. F304
ORIFICIOS 1 1/2” a 12” Cuello Soldado (Maquinado para igualar el D.I.del tubo)
14” a 24” (Nota 2)
ACCESORIOS A182 Gr. F304
1/2” a 3/4” Enchufe soldado 3000#
A403 Gr. WP304
1” a 24” Soldadura a tope o sin costura, Sch. para calzaral tubo. Extremos soldables para bridas desli-zantes Tipo A, según MSS–SP43.
EMPAQUETADURAS Asbesto Comprimido, 1/8” de espesor, Durabla o equivalente
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas pesadashexagonales A194 Gr. 2H
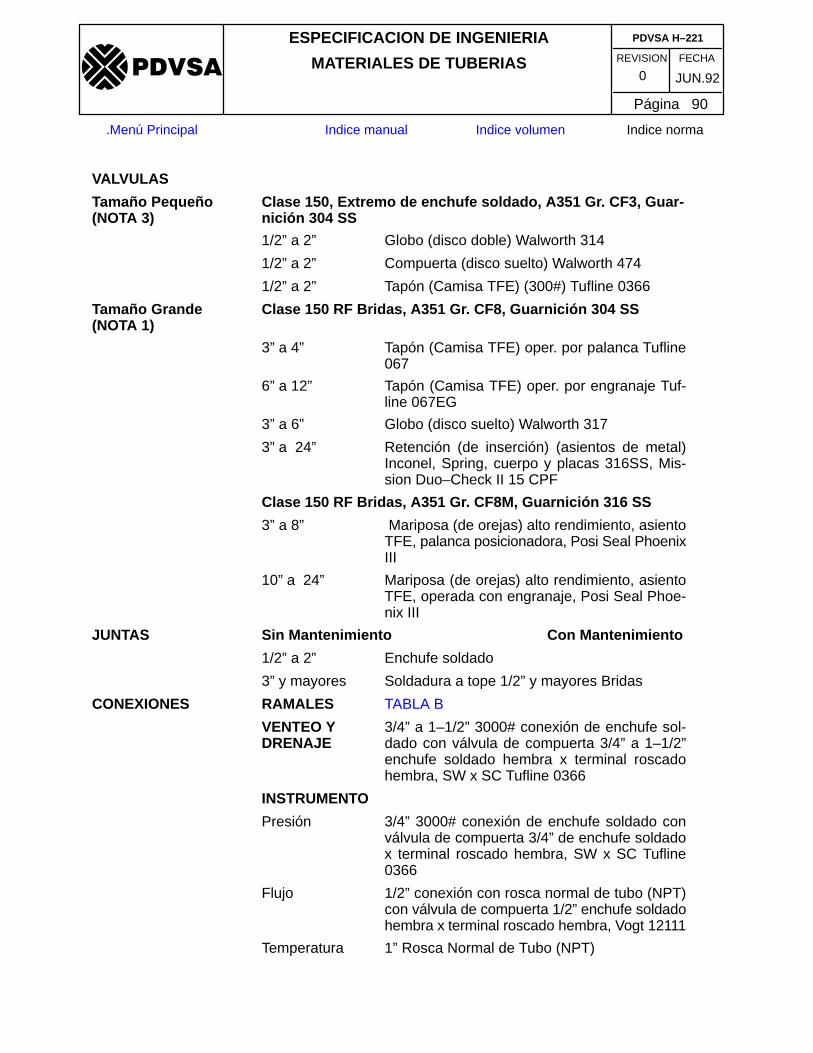
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 90
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño(NOTA 3)
Clase 150, Extremo de enchufe soldado, A351 Gr. CF3, Guar-nición 304 SS
1/2” a 2” Globo (disco doble) Walworth 314
1/2” a 2” Compuerta (disco suelto) Walworth 474
1/2” a 2” Tapón (Camisa TFE) (300#) Tufline 0366
Tamaño Grande(NOTA 1)
Clase 150 RF Bridas, A351 Gr. CF8, Guarnición 304 SS
3” a 4” Tapón (Camisa TFE) oper. por palanca Tufline067
6” a 12” Tapón (Camisa TFE) oper. por engranaje Tuf-line 067EG
3” a 6” Globo (disco suelto) Walworth 317
3” a 24” Retención (de inserción) (asientos de metal)Inconel, Spring, cuerpo y placas 316SS, Mis-sion Duo–Check II 15 CPF
Clase 150 RF Bridas, A351 Gr. CF8M, Guarnición 316 SS
3” a 8” Mariposa (de orejas) alto rendimiento, asientoTFE, palanca posicionadora, Posi Seal PhoenixIII
10” a 24” Mariposa (de orejas) alto rendimiento, asientoTFE, operada con engranaje, Posi Seal Phoe-nix III
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y mayores Bridas
CONEXIONES RAMALES TABLA B
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, SW x SC Tufline 0366
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, SW x SC Tufline0366
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 91
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. Las válvulas de mariposa de alto rendimiento o tapón se usarán como un bloque primario y válvulasde estrangulación.
2. Use bridas de cuello soldado Clase 150 RF, A182 Gr. F304 en tomas de tubo.3. Cuando se requiera el uso de válvulas de bloque de 2” o más pequeñas para conexiones de equipos
o recipientes, éstas serán de tapón Clase 150 Tufline 067.
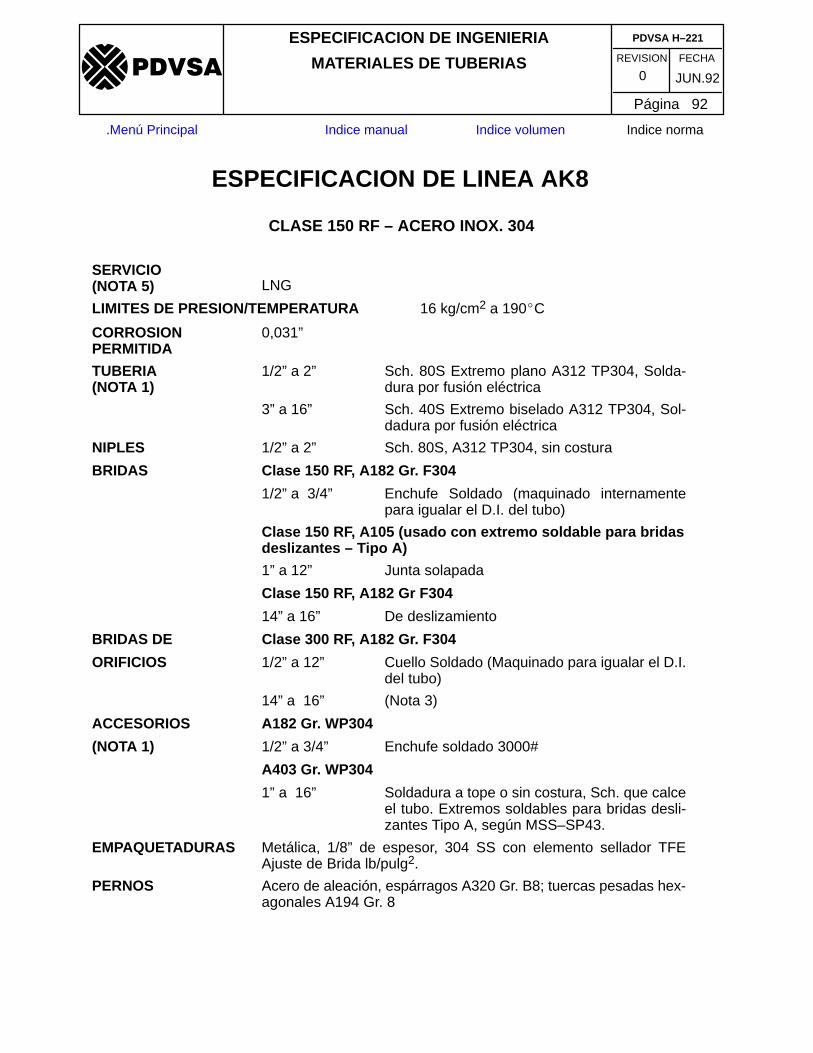
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 92
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA AK8
CLASE 150 RF – ACERO INOX. 304
SERVICIO(NOTA 5) LNG
LIMITES DE PRESION/TEMPERATURA 16 kg/cm2 a 190�C
CORROSION PERMITIDA
0,031”
TUBERIA (NOTA 1)
1/2” a 2” Sch. 80S Extremo plano A312 TP304, Solda-dura por fusión eléctrica
3” a 16” Sch. 40S Extremo biselado A312 TP304, Sol-dadura por fusión eléctrica
NIPLES 1/2” a 2” Sch. 80S, A312 TP304, sin costura
BRIDAS Clase 150 RF, A182 Gr. F304
1/2” a 3/4” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
Clase 150 RF, A105 (usado con extremo soldable para bridasdeslizantes – Tipo A)
1” a 12” Junta solapada
Clase 150 RF, A182 Gr F304
14” a 16” De deslizamiento
BRIDAS DE Clase 300 RF, A182 Gr. F304
ORIFICIOS 1/2” a 12” Cuello Soldado (Maquinado para igualar el D.I.del tubo)
14” a 16” (Nota 3)
ACCESORIOS A182 Gr. WP304
(NOTA 1) 1/2” a 3/4” Enchufe soldado 3000#
A403 Gr. WP304
1” a 16” Soldadura a tope o sin costura, Sch. que calceel tubo. Extremos soldables para bridas desli-zantes Tipo A, según MSS–SP43.
EMPAQUETADURAS Metálica, 1/8” de espesor, 304 SS con elemento sellador TFEAjuste de Brida lb/pulg2.
PERNOS Acero de aleación, espárragos A320 Gr. B8; tuercas pesadas hex-agonales A194 Gr. 8
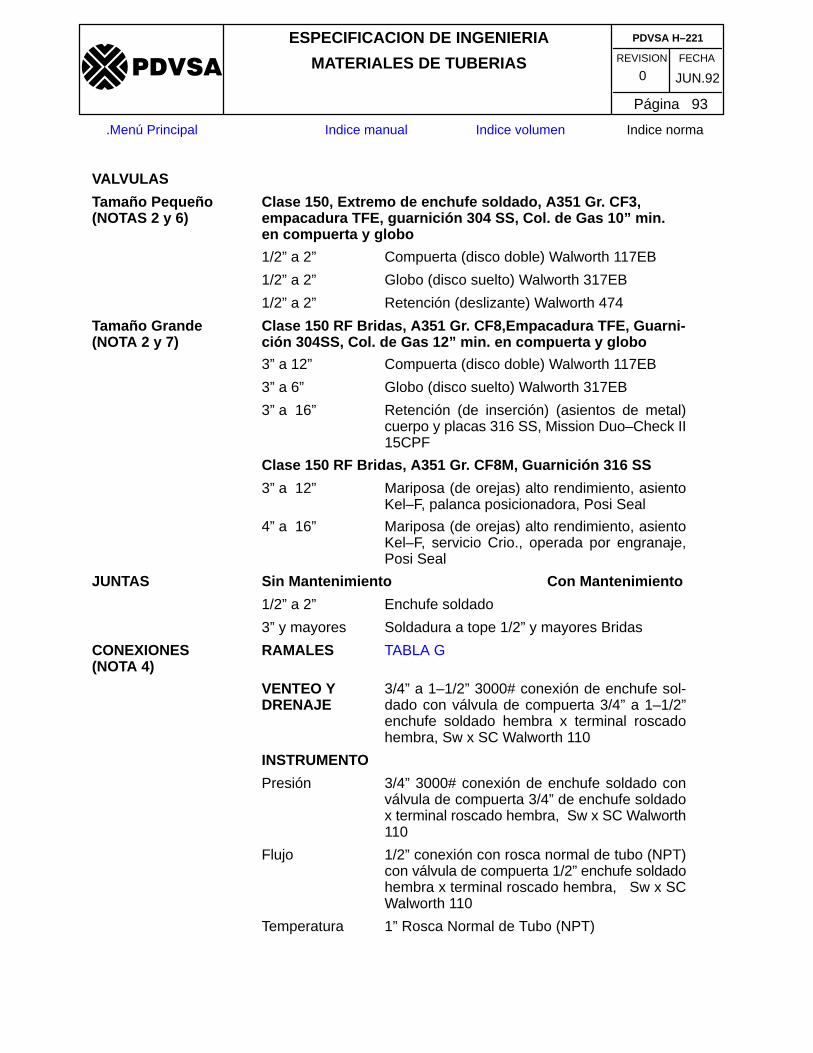
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 93
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño(NOTAS 2 y 6)
Clase 150, Extremo de enchufe soldado, A351 Gr. CF3,empacadura TFE, guarnición 304 SS, Col. de Gas 10” min.en compuerta y globo
1/2” a 2” Compuerta (disco doble) Walworth 117EB
1/2” a 2” Globo (disco suelto) Walworth 317EB
1/2” a 2” Retención (deslizante) Walworth 474
Tamaño Grande(NOTA 2 y 7)
Clase 150 RF Bridas, A351 Gr. CF8,Empacadura TFE, Guarni-ción 304SS, Col. de Gas 12” min. en compuerta y globo
3” a 12” Compuerta (disco doble) Walworth 117EB
3” a 6” Globo (disco suelto) Walworth 317EB
3” a 16” Retención (de inserción) (asientos de metal)cuerpo y placas 316 SS, Mission Duo–Check II15CPF
Clase 150 RF Bridas, A351 Gr. CF8M, Guarnición 316 SS
3” a 12” Mariposa (de orejas) alto rendimiento, asientoKel–F, palanca posicionadora, Posi Seal
4” a 16” Mariposa (de orejas) alto rendimiento, asientoKel–F, servicio Crio., operada por engranaje,Posi Seal
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 4)
RAMALES TABLA G
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Sw x SC Walworth 110
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Sw x SC Walworth110
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Sw x SCWalworth 110
Temperatura 1” Rosca Normal de Tubo (NPT)
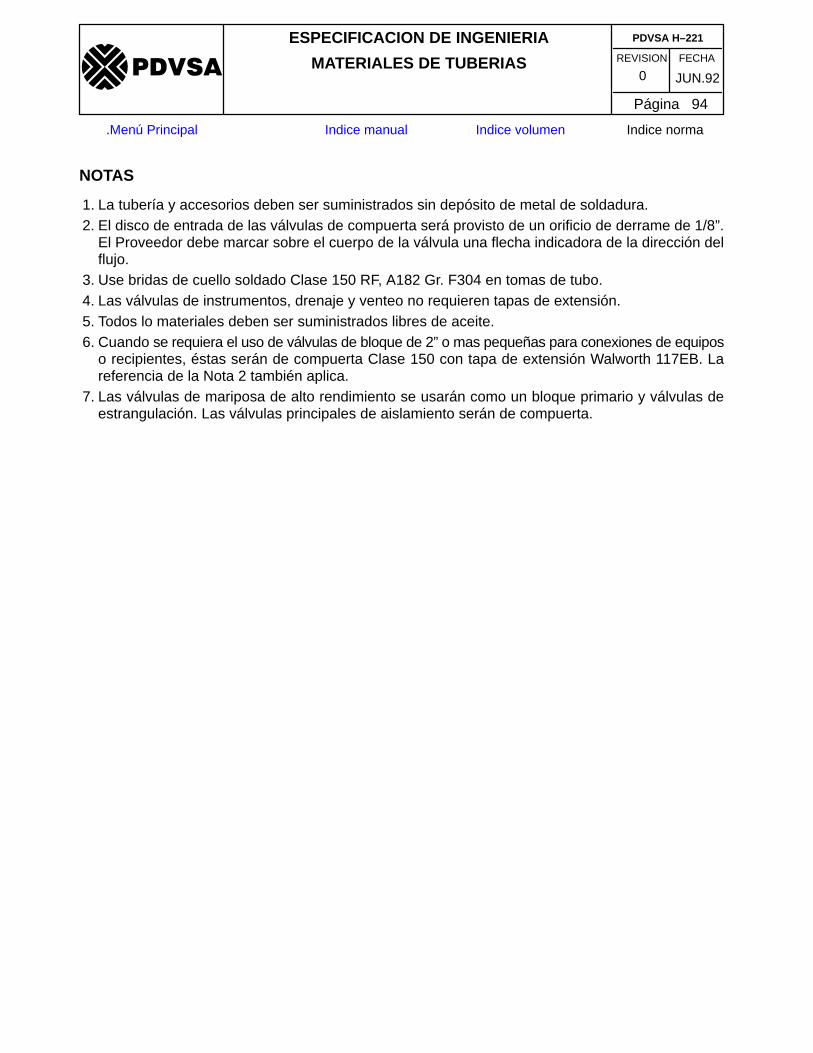
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 94
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. La tubería y accesorios deben ser suministrados sin depósito de metal de soldadura.2. El disco de entrada de las válvulas de compuerta será provisto de un orificio de derrame de 1/8”.
El Proveedor debe marcar sobre el cuerpo de la válvula una flecha indicadora de la dirección delflujo.
3. Use bridas de cuello soldado Clase 150 RF, A182 Gr. F304 en tomas de tubo.4. Las válvulas de instrumentos, drenaje y venteo no requieren tapas de extensión.5. Todos lo materiales deben ser suministrados libres de aceite.6. Cuando se requiera el uso de válvulas de bloque de 2” o mas pequeñas para conexiones de equipos
o recipientes, éstas serán de compuerta Clase 150 con tapa de extensión Walworth 117EB. Lareferencia de la Nota 2 también aplica.
7. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y válvulas deestrangulación. Las válvulas principales de aislamiento serán de compuerta.
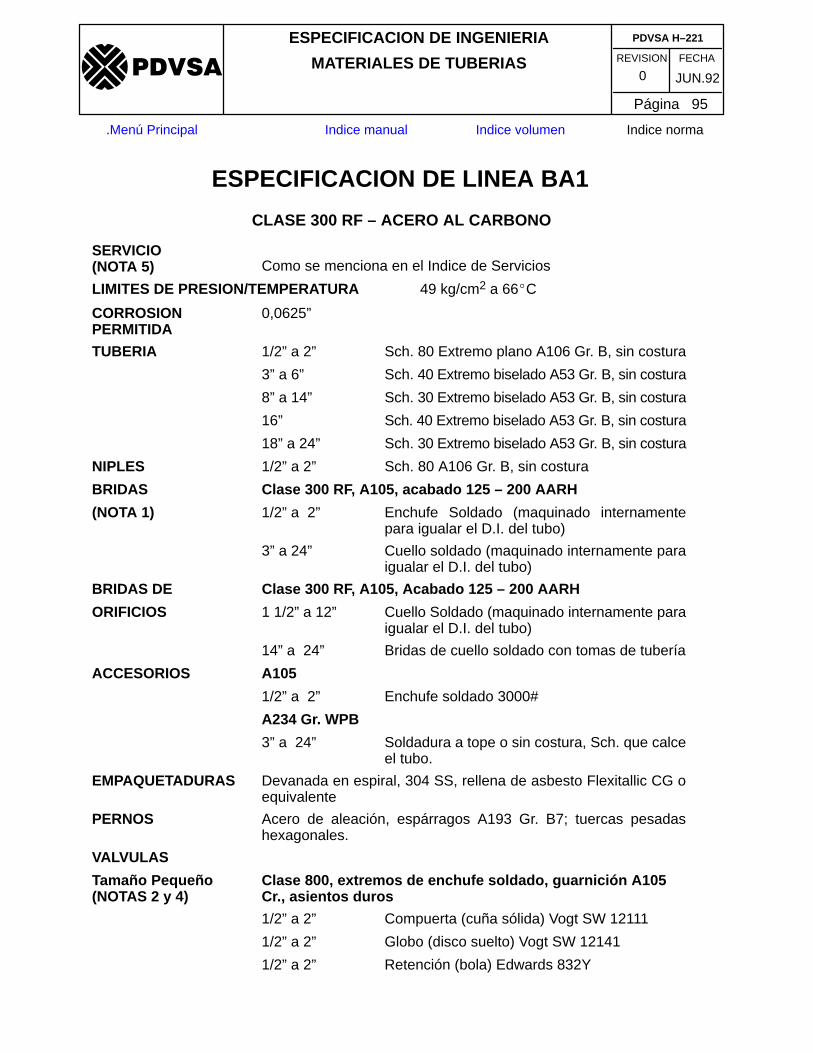
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 95
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA BA1
CLASE 300 RF – ACERO AL CARBONO
SERVICIO(NOTA 5) Como se menciona en el Indice de Servicios
LIMITES DE PRESION/TEMPERATURA 49 kg/cm2 a 66�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr. B, sin costura
3” a 6” Sch. 40 Extremo biselado A53 Gr. B, sin costura
8” a 14” Sch. 30 Extremo biselado A53 Gr. B, sin costura
16” Sch. 40 Extremo biselado A53 Gr. B, sin costura
18” a 24” Sch. 30 Extremo biselado A53 Gr. B, sin costura
NIPLES 1/2” a 2” Sch. 80 A106 Gr. B, sin costura
BRIDAS Clase 300 RF, A105, acabado 125 – 200 AARH
(NOTA 1) 1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE Clase 300 RF, A105, Acabado 125 – 200 AARH
ORIFICIOS 1 1/2” a 12” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de tubería
ACCESORIOS A105
1/2” a 2” Enchufe soldado 3000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo.
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadashexagonales.
VALVULAS
Tamaño Pequeño(NOTAS 2 y 4)
Clase 800, extremos de enchufe soldado, guarnición A105Cr., asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
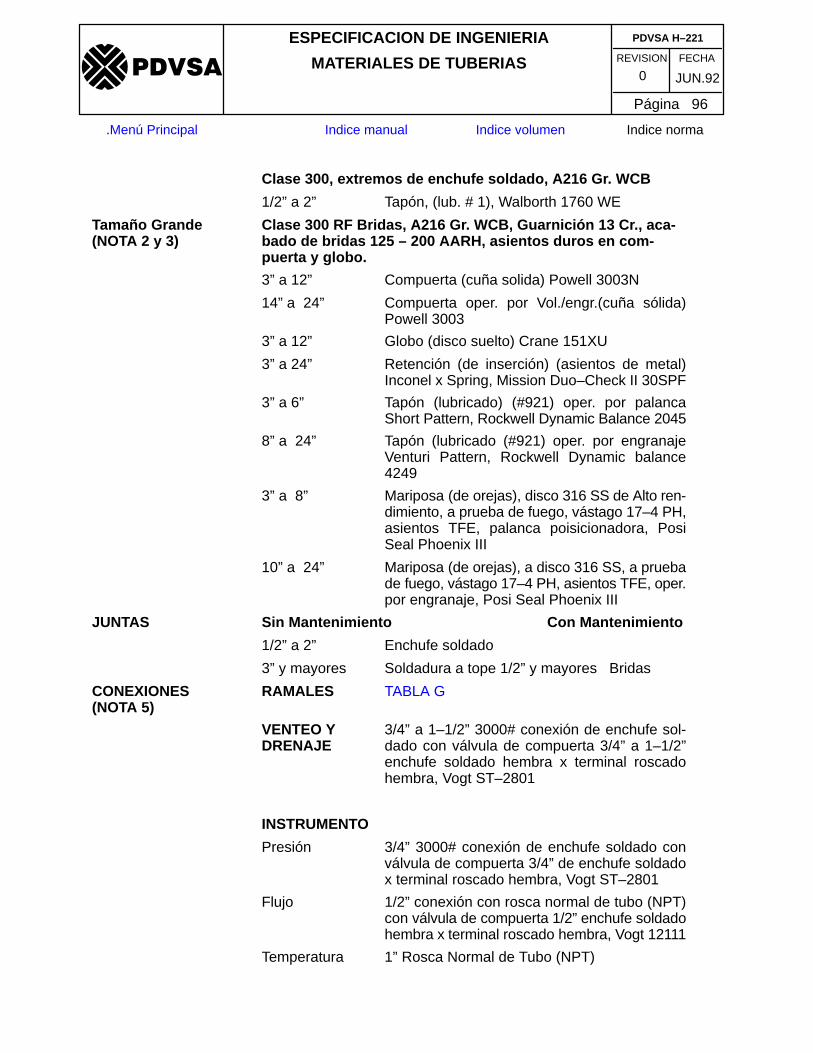
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 96
�����
.Menú Principal Indice manual Indice volumen Indice norma
Clase 300, extremos de enchufe soldado, A216 Gr. WCB
1/2” a 2” Tapón, (lub. # 1), Walborth 1760 WE
Tamaño Grande(NOTA 2 y 3)
Clase 300 RF Bridas, A216 Gr. WCB, Guarnición 13 Cr., aca-bado de bridas 125 – 200 AARH, asientos duros en com-puerta y globo.
3” a 12” Compuerta (cuña solida) Powell 3003N
14” a 24” Compuerta oper. por Vol./engr.(cuña sólida)Powell 3003
3” a 12” Globo (disco suelto) Crane 151XU
3” a 24” Retención (de inserción) (asientos de metal)Inconel x Spring, Mission Duo–Check II 30SPF
3” a 6” Tapón (lubricado) (#921) oper. por palancaShort Pattern, Rockwell Dynamic Balance 2045
8” a 24” Tapón (lubricado (#921) oper. por engranajeVenturi Pattern, Rockwell Dynamic balance4249
3” a 8” Mariposa (de orejas), disco 316 SS de Alto ren-dimiento, a prueba de fuego, vástago 17–4 PH,asientos TFE, palanca poisicionadora, PosiSeal Phoenix III
10” a 24” Mariposa (de orejas), a disco 316 SS, a pruebade fuego, vástago 17–4 PH, asientos TFE, oper.por engranaje, Posi Seal Phoenix III
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 5)
RAMALES TABLA G
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt ST–2801
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt ST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
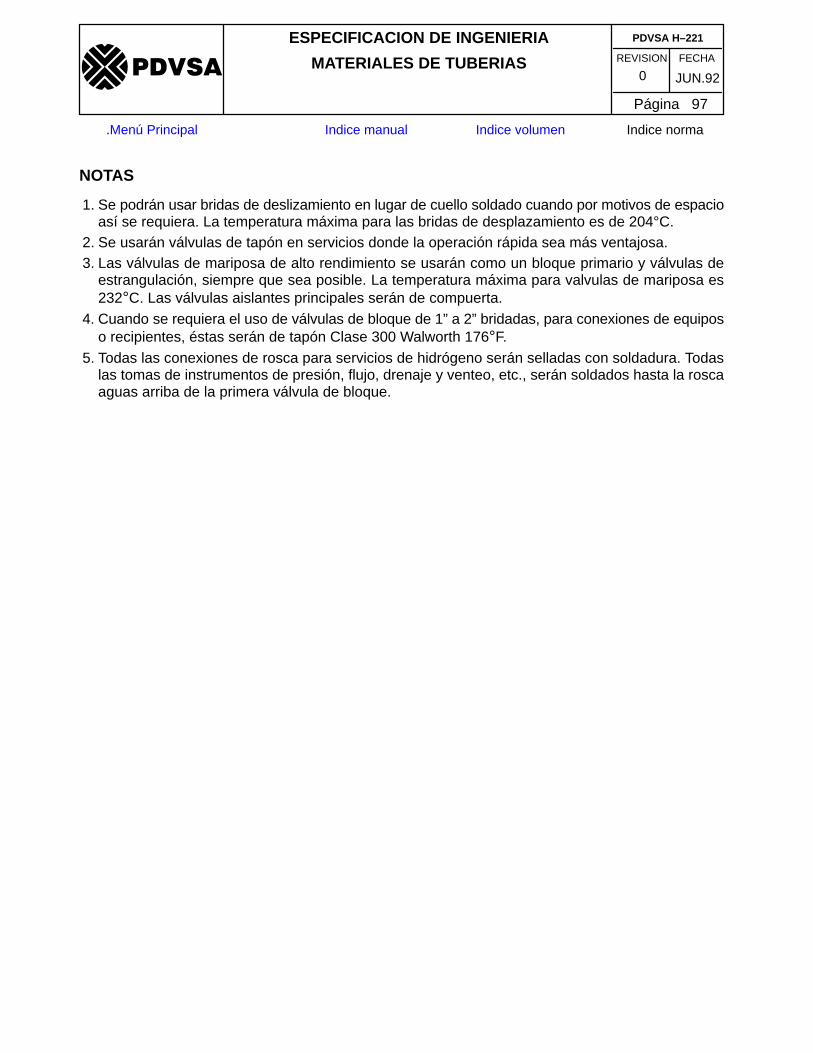
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 97
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. Se podrán usar bridas de deslizamiento en lugar de cuello soldado cuando por motivos de espacioasí se requiera. La temperatura máxima para las bridas de desplazamiento es de 204°C.
2. Se usarán válvulas de tapón en servicios donde la operación rápida sea más ventajosa.3. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y válvulas de
estrangulación, siempre que sea posible. La temperatura máxima para valvulas de mariposa es232°C. Las válvulas aislantes principales serán de compuerta.
4. Cuando se requiera el uso de válvulas de bloque de 1” a 2” bridadas, para conexiones de equiposo recipientes, éstas serán de tapón Clase 300 Walworth 176°F.
5. Todas las conexiones de rosca para servicios de hidrógeno serán selladas con soldadura. Todaslas tomas de instrumentos de presión, flujo, drenaje y venteo, etc., serán soldados hasta la roscaaguas arriba de la primera válvula de bloque.
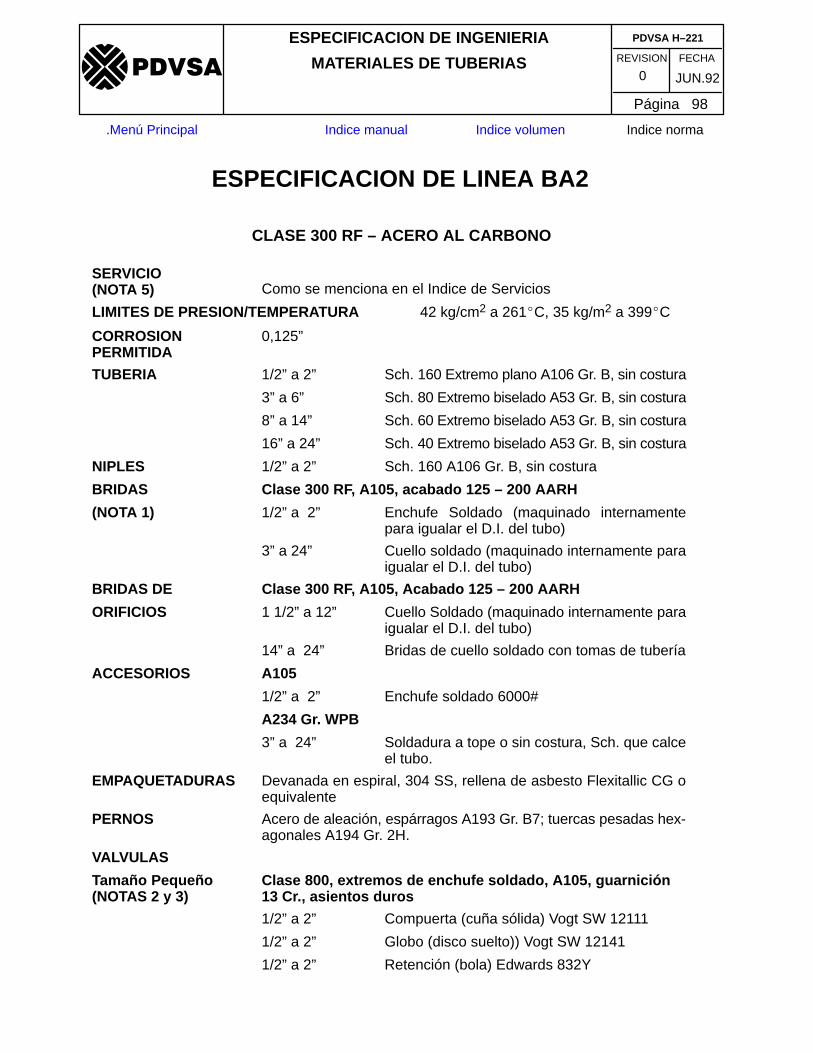
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 98
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA BA2
CLASE 300 RF – ACERO AL CARBONO
SERVICIO(NOTA 5) Como se menciona en el Indice de Servicios
LIMITES DE PRESION/TEMPERATURA 42 kg/cm2 a 261�C, 35 kg/m2 a 399�C
CORROSION PERMITIDA
0,125”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A106 Gr. B, sin costura
3” a 6” Sch. 80 Extremo biselado A53 Gr. B, sin costura
8” a 14” Sch. 60 Extremo biselado A53 Gr. B, sin costura
16” a 24” Sch. 40 Extremo biselado A53 Gr. B, sin costura
NIPLES 1/2” a 2” Sch. 160 A106 Gr. B, sin costura
BRIDAS Clase 300 RF, A105, acabado 125 – 200 AARH
(NOTA 1) 1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE Clase 300 RF, A105, Acabado 125 – 200 AARH
ORIFICIOS 1 1/2” a 12” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de tubería
ACCESORIOS A105
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo.
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hex-agonales A194 Gr. 2H.
VALVULAS
Tamaño Pequeño(NOTAS 2 y 3)
Clase 800, extremos de enchufe soldado, A105, guarnición13 Cr., asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto)) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
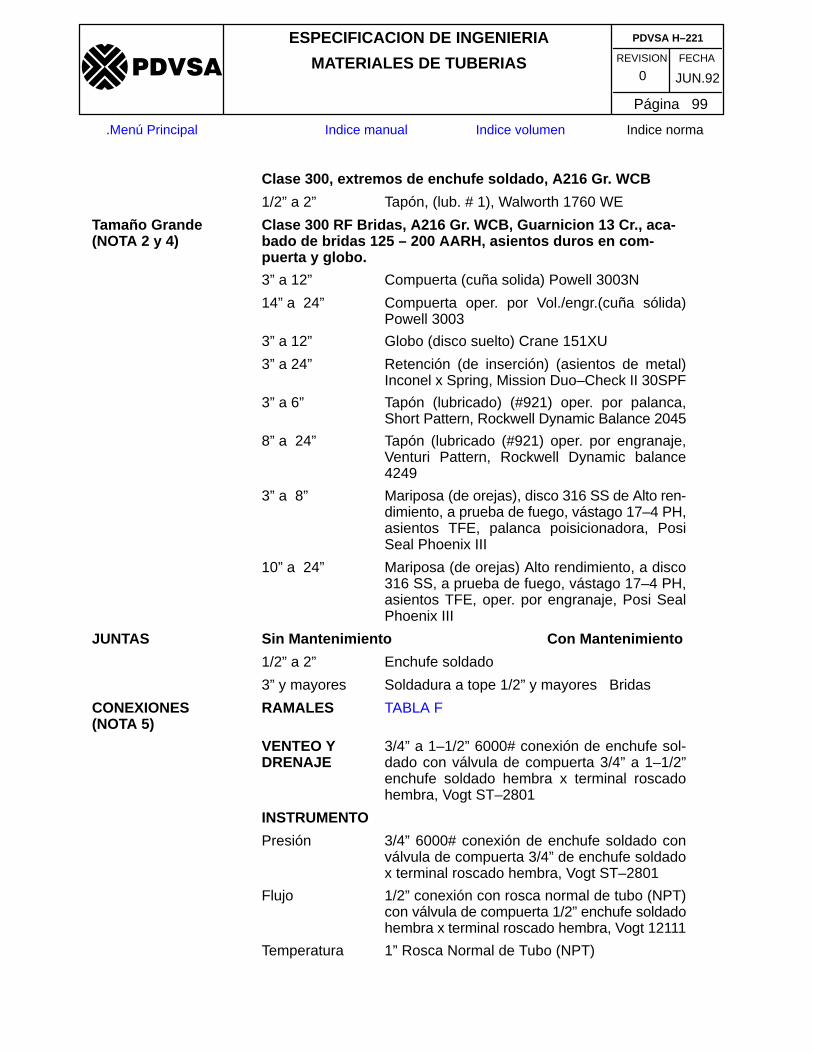
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 99
�����
.Menú Principal Indice manual Indice volumen Indice norma
Clase 300, extremos de enchufe soldado, A216 Gr. WCB
1/2” a 2” Tapón, (lub. # 1), Walworth 1760 WE
Tamaño Grande(NOTA 2 y 4)
Clase 300 RF Bridas, A216 Gr. WCB, Guarnicion 13 Cr., aca-bado de bridas 125 – 200 AARH, asientos duros en com-puerta y globo.
3” a 12” Compuerta (cuña solida) Powell 3003N
14” a 24” Compuerta oper. por Vol./engr.(cuña sólida)Powell 3003
3” a 12” Globo (disco suelto) Crane 151XU
3” a 24” Retención (de inserción) (asientos de metal)Inconel x Spring, Mission Duo–Check II 30SPF
3” a 6” Tapón (lubricado) (#921) oper. por palanca,Short Pattern, Rockwell Dynamic Balance 2045
8” a 24” Tapón (lubricado (#921) oper. por engranaje,Venturi Pattern, Rockwell Dynamic balance4249
3” a 8” Mariposa (de orejas), disco 316 SS de Alto ren-dimiento, a prueba de fuego, vástago 17–4 PH,asientos TFE, palanca poisicionadora, PosiSeal Phoenix III
10” a 24” Mariposa (de orejas) Alto rendimiento, a disco316 SS, a prueba de fuego, vástago 17–4 PH,asientos TFE, oper. por engranaje, Posi SealPhoenix III
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 5)
RAMALES TABLA F
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt ST–2801
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt ST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 100
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. Se podrán usar bridas de deslizamiento en lugar de cuello soldado cuando se requiera por motivosde espacio. La temperatura máxima para las bridas de desplazamiento es de 204�C.
2. Las válvulas de tapón se usarán en servicios donde la operación rápida sea una ventaja. Latemperatura máxima para las válvulas de tapón Rockwell es 343�C con lubricante #921. Latemperatura máxima para las válvulas de tapón Walworth es 260�C con lubricante #1.
3. Cuando se requiera el uso de válvulas de bloque de 1” a 2” para conexiones de equipos orecipientes, éstas deben ser válvulas de tapón Walworth 1760F Clase 300.
4. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y las válvulas deestrangulación siempre que sea posible, cuando se trate de medidas por encima de 12”. Latemperatura máxima para las válvulas de mariposa es 232�C. Las válvulas principales deaislamiento serán válvulas de compuerta.
5. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
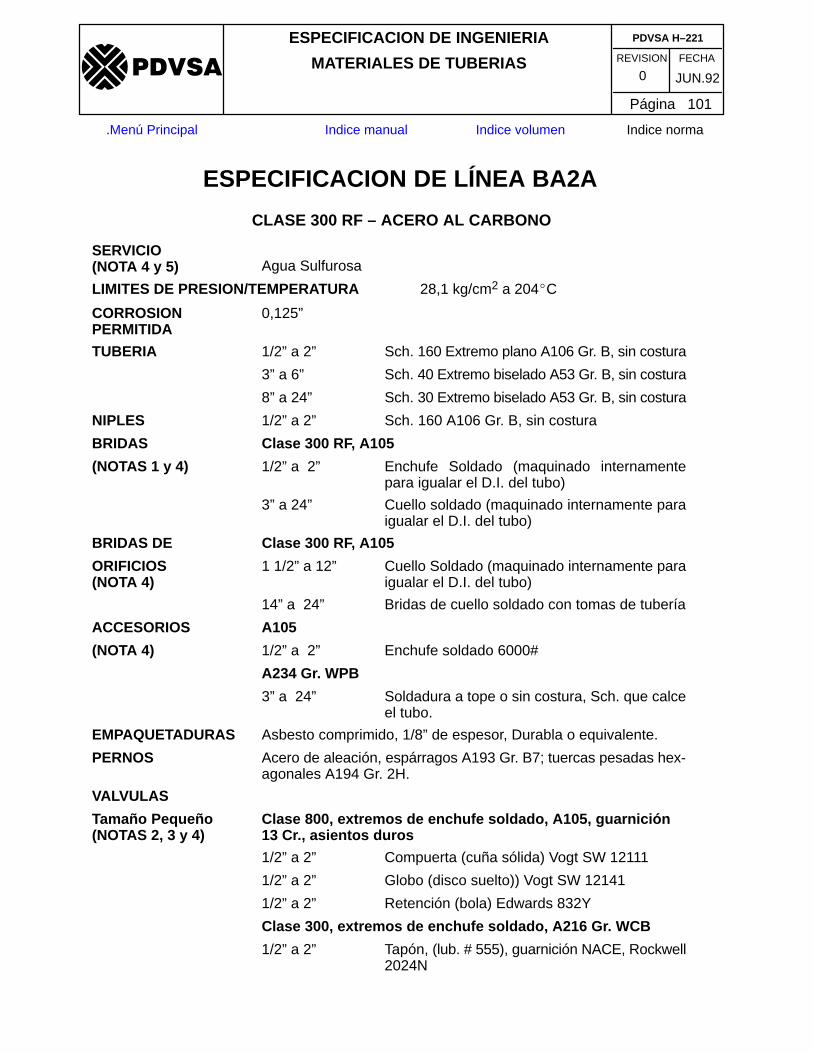
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 101
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LÍNEA BA2A
CLASE 300 RF – ACERO AL CARBONO
SERVICIO(NOTA 4 y 5) Agua Sulfurosa
LIMITES DE PRESION/TEMPERATURA 28,1 kg/cm2 a 204�C
CORROSION PERMITIDA
0,125”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A106 Gr. B, sin costura
3” a 6” Sch. 40 Extremo biselado A53 Gr. B, sin costura
8” a 24” Sch. 30 Extremo biselado A53 Gr. B, sin costura
NIPLES 1/2” a 2” Sch. 160 A106 Gr. B, sin costura
BRIDAS Clase 300 RF, A105
(NOTAS 1 y 4) 1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE Clase 300 RF, A105
ORIFICIOS(NOTA 4)
1 1/2” a 12” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de tubería
ACCESORIOS A105
(NOTA 4) 1/2” a 2” Enchufe soldado 6000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo.
EMPAQUETADURAS Asbesto comprimido, 1/8” de espesor, Durabla o equivalente.
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hex-agonales A194 Gr. 2H.
VALVULAS
Tamaño Pequeño(NOTAS 2, 3 y 4)
Clase 800, extremos de enchufe soldado, A105, guarnición13 Cr., asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto)) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
Clase 300, extremos de enchufe soldado, A216 Gr. WCB
1/2” a 2” Tapón, (lub. # 555), guarnición NACE, Rockwell2024N
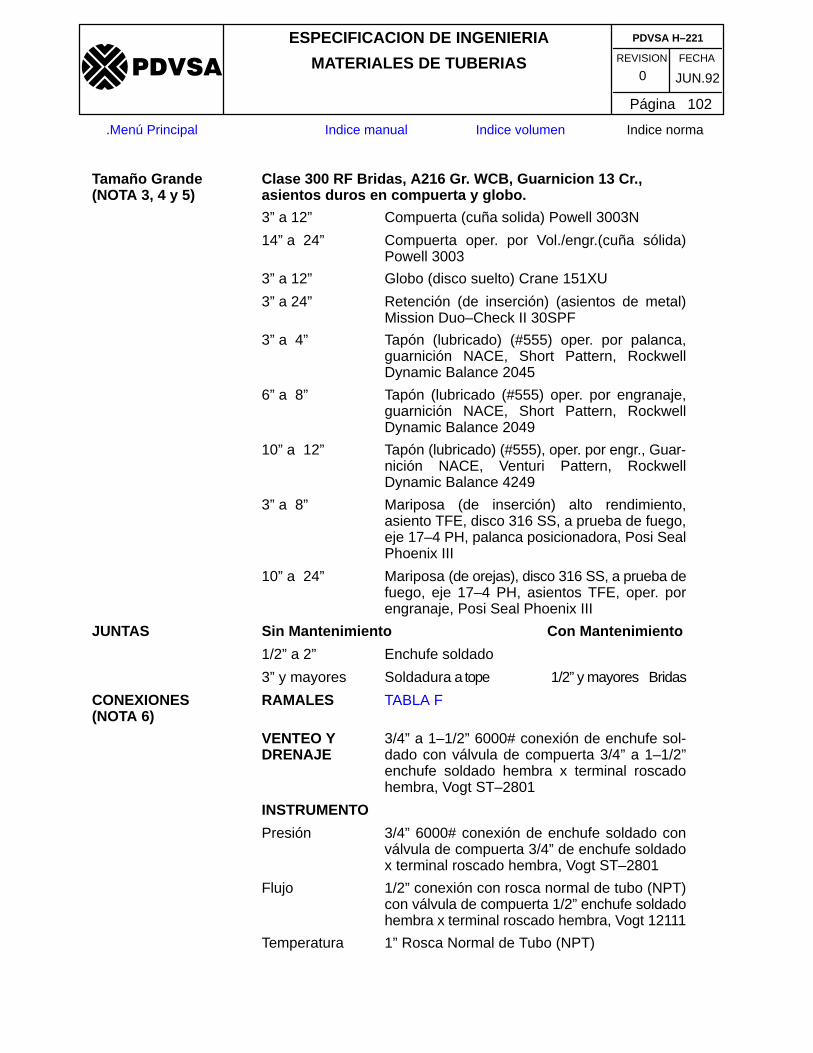
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 102
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande(NOTA 3, 4 y 5)
Clase 300 RF Bridas, A216 Gr. WCB, Guarnicion 13 Cr.,asientos duros en compuerta y globo.
3” a 12” Compuerta (cuña solida) Powell 3003N
14” a 24” Compuerta oper. por Vol./engr.(cuña sólida)Powell 3003
3” a 12” Globo (disco suelto) Crane 151XU
3” a 24” Retención (de inserción) (asientos de metal)Mission Duo–Check II 30SPF
3” a 4” Tapón (lubricado) (#555) oper. por palanca,guarnición NACE, Short Pattern, RockwellDynamic Balance 2045
6” a 8” Tapón (lubricado (#555) oper. por engranaje,guarnición NACE, Short Pattern, RockwellDynamic Balance 2049
10” a 12” Tapón (lubricado) (#555), oper. por engr., Guar-nición NACE, Venturi Pattern, RockwellDynamic Balance 4249
3” a 8” Mariposa (de inserción) alto rendimiento,asiento TFE, disco 316 SS, a prueba de fuego,eje 17–4 PH, palanca posicionadora, Posi SealPhoenix III
10” a 24” Mariposa (de orejas), disco 316 SS, a prueba defuego, eje 17–4 PH, asientos TFE, oper. porengranaje, Posi Seal Phoenix III
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldadura a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 6)
RAMALES TABLA F
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt ST–2801
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt ST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 103
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. Se podrán usar bridas de deslizamiento en lugar de cuello soldado cuando se requiera por motivosde espacio. La temperatura máxima para las bridas de desplazamiento es de 204�C.
2. Cuando se requiera el uso de válvulas de bloque de 1” a 2” para conexiones de equipos orecipientes, éstas deben ser válvulas de tapón Walworth 1760F Clase 300.
3. Las válvulas de tapón se usarán en servicios donde la operación rápida sea una ventaja. Latemperatura máxima para las válvulas de tapón Rockwell es 260�C con lubricante #921. (Latemperatura máxima para las válvulas de tapón Rockwell 2024 es 177�C.
4. Todas las tuberías, A105, accesorios de acero forjado, válvulas moldeadas deberán tener unadureza máxima de 200 BHN.
5. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y las válvulas deestrangulación siempre que sea posible, cuando se trate de medidas por encima de 12”. Latemperatura máxima para las válvulas de mariposa es 232�C. Las válvulas principales deaislamiento serán válvulas de compuerta.
6. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
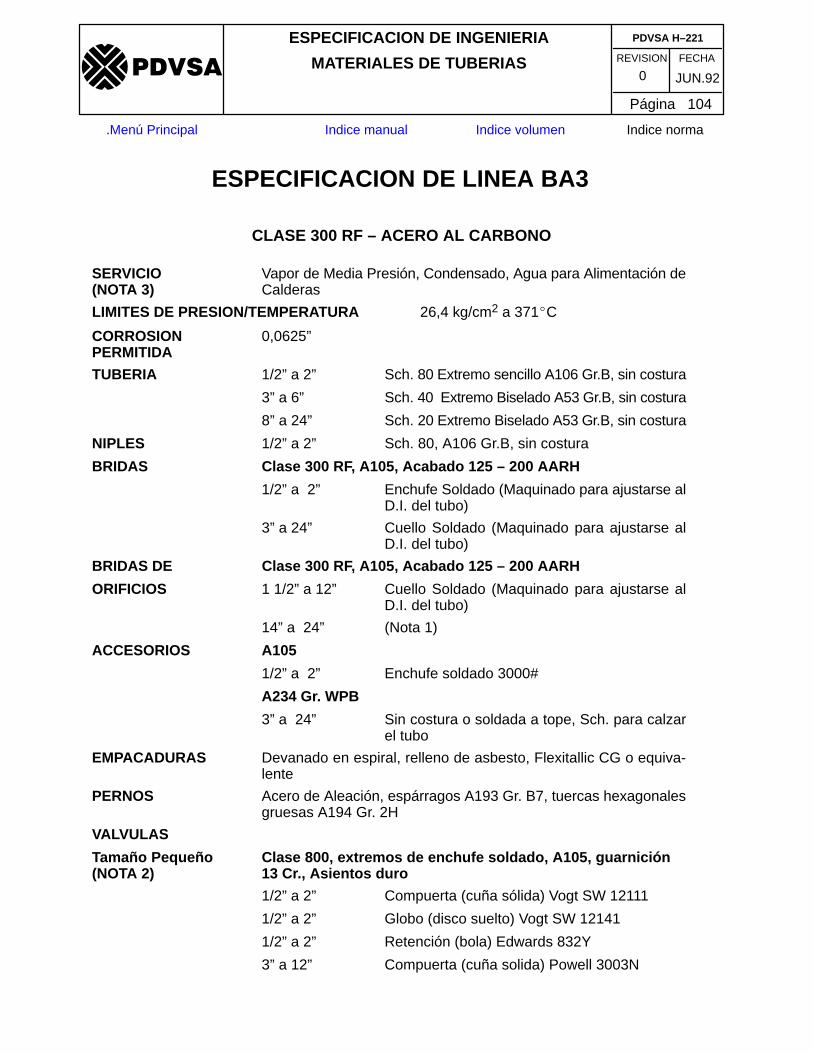
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 104
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA BA3
CLASE 300 RF – ACERO AL CARBONO
SERVICIO(NOTA 3)
Vapor de Media Presión, Condensado, Agua para Alimentación deCalderas
LIMITES DE PRESION/TEMPERATURA 26,4 kg/cm2 a 371�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo sencillo A106 Gr.B, sin costura
3” a 6” Sch. 40 Extremo Biselado A53 Gr.B, sin costura
8” a 24” Sch. 20 Extremo Biselado A53 Gr.B, sin costura
NIPLES 1/2” a 2” Sch. 80, A106 Gr.B, sin costura
BRIDAS Clase 300 RF, A105, Acabado 125 – 200 AARH
1/2” a 2” Enchufe Soldado (Maquinado para ajustarse alD.I. del tubo)
3” a 24” Cuello Soldado (Maquinado para ajustarse alD.I. del tubo)
BRIDAS DE Clase 300 RF, A105, Acabado 125 – 200 AARH
ORIFICIOS 1 1/2” a 12” Cuello Soldado (Maquinado para ajustarse alD.I. del tubo)
14” a 24” (Nota 1)
ACCESORIOS A105
1/2” a 2” Enchufe soldado 3000#
A234 Gr. WPB
3” a 24” Sin costura o soldada a tope, Sch. para calzarel tubo
EMPACADURAS Devanado en espiral, relleno de asbesto, Flexitallic CG o equiva-lente
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas hexagonalesgruesas A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 2)
Clase 800, extremos de enchufe soldado, A105, guarnición13 Cr., Asientos duro
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
3” a 12” Compuerta (cuña solida) Powell 3003N
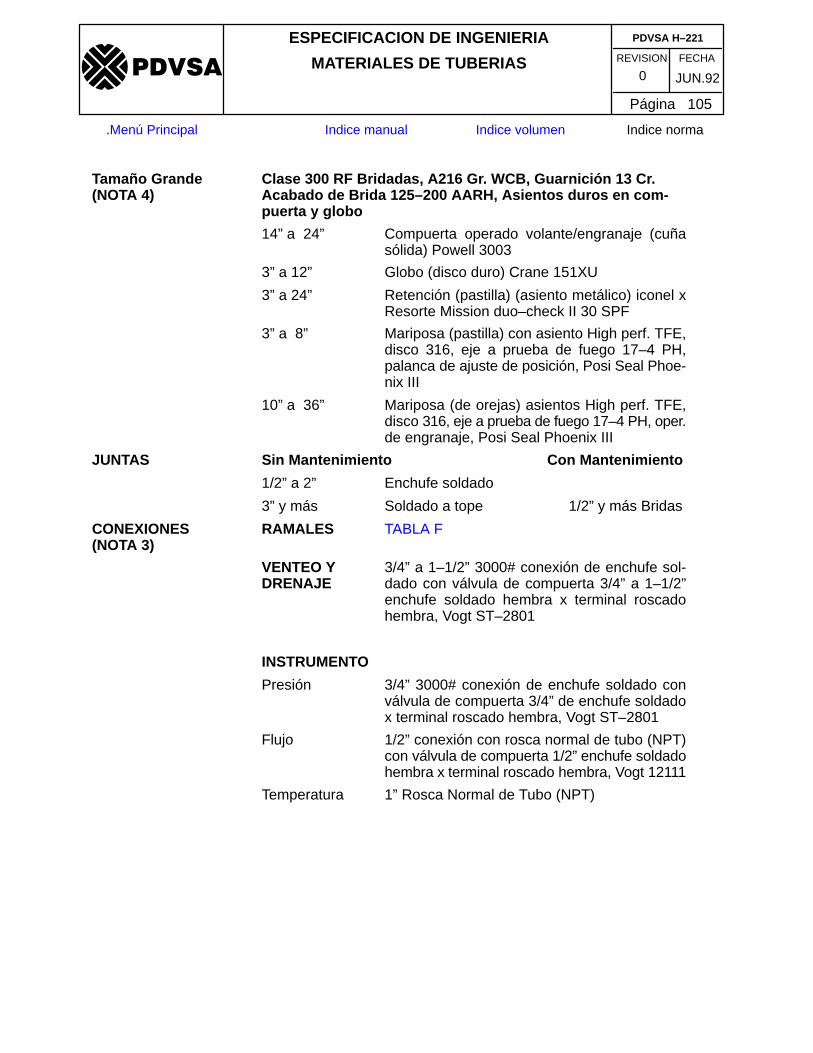
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 105
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande(NOTA 4)
Clase 300 RF Bridadas, A216 Gr. WCB, Guarnición 13 Cr.Acabado de Brida 125–200 AARH, Asientos duros en com-puerta y globo
14” a 24” Compuerta operado volante/engranaje (cuñasólida) Powell 3003
3” a 12” Globo (disco duro) Crane 151XU
3” a 24” Retención (pastilla) (asiento metálico) iconel xResorte Mission duo–check II 30 SPF
3” a 8” Mariposa (pastilla) con asiento High perf. TFE,disco 316, eje a prueba de fuego 17–4 PH,palanca de ajuste de posición, Posi Seal Phoe-nix III
10” a 36” Mariposa (de orejas) asientos High perf. TFE,disco 316, eje a prueba de fuego 17–4 PH, oper.de engranaje, Posi Seal Phoenix III
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y más Soldado a tope 1/2” y más Bridas
CONEXIONES (NOTA 3)
RAMALES TABLA F
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt ST–2801
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt ST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
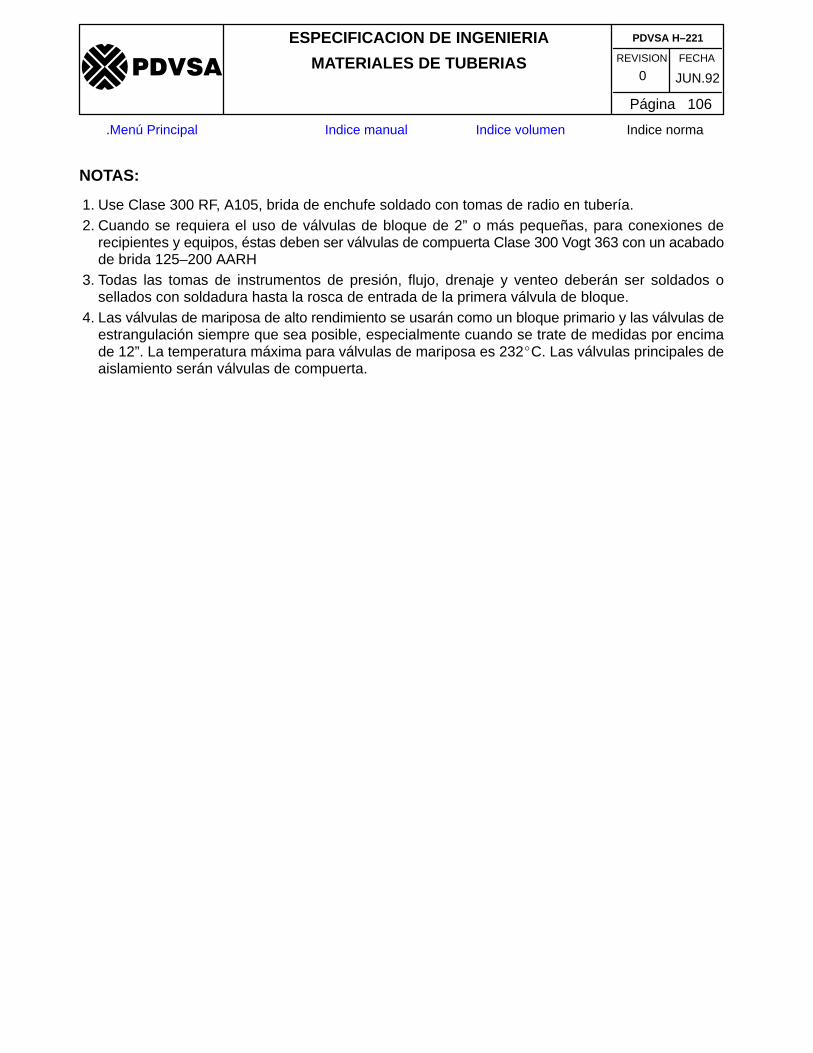
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 106
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS:
1. Use Clase 300 RF, A105, brida de enchufe soldado con tomas de radio en tubería.2. Cuando se requiera el uso de válvulas de bloque de 2” o más pequeñas, para conexiones de
recipientes y equipos, éstas deben ser válvulas de compuerta Clase 300 Vogt 363 con un acabadode brida 125–200 AARH
3. Todas las tomas de instrumentos de presión, flujo, drenaje y venteo deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
4. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y las válvulas deestrangulación siempre que sea posible, especialmente cuando se trate de medidas por encimade 12”. La temperatura máxima para válvulas de mariposa es 232�C. Las válvulas principales deaislamiento serán válvulas de compuerta.
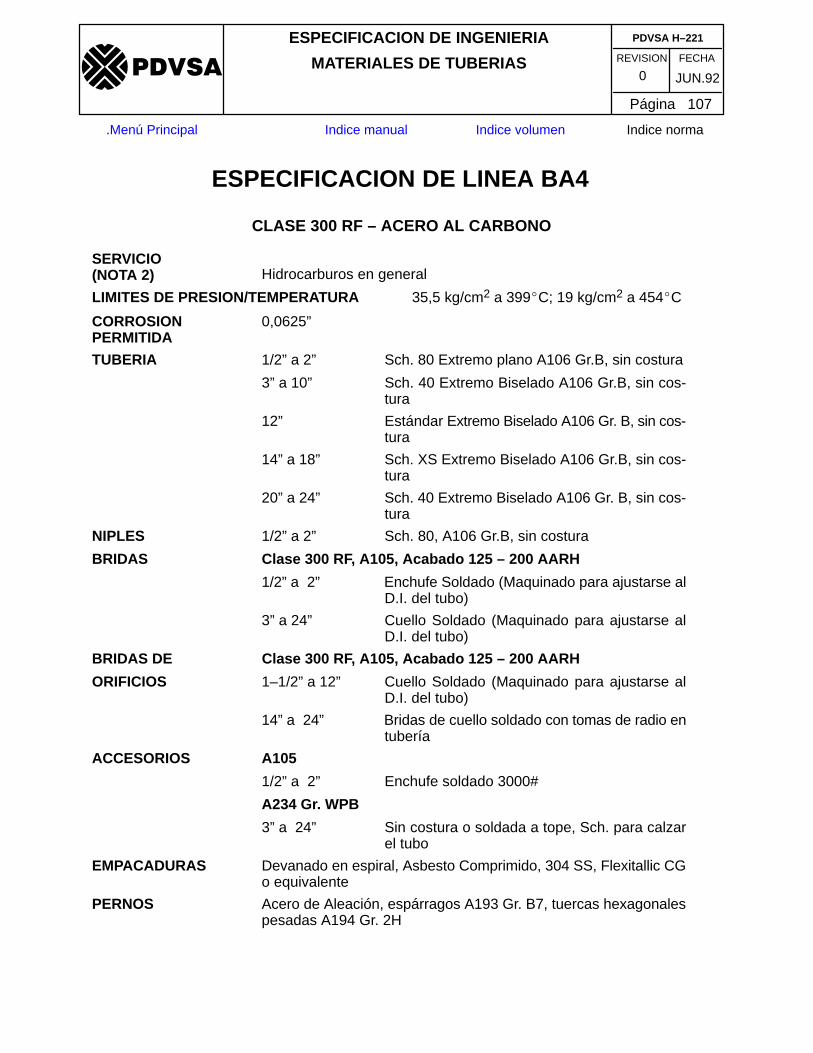
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 107
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA BA4
CLASE 300 RF – ACERO AL CARBONO
SERVICIO(NOTA 2) Hidrocarburos en general
LIMITES DE PRESION/TEMPERATURA 35,5 kg/cm2 a 399�C; 19 kg/cm2 a 454�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr.B, sin costura
3” a 10” Sch. 40 Extremo Biselado A106 Gr.B, sin cos-tura
12” Estándar Extremo Biselado A106 Gr. B, sin cos-tura
14” a 18” Sch. XS Extremo Biselado A106 Gr.B, sin cos-tura
20” a 24” Sch. 40 Extremo Biselado A106 Gr. B, sin cos-tura
NIPLES 1/2” a 2” Sch. 80, A106 Gr.B, sin costura
BRIDAS Clase 300 RF, A105, Acabado 125 – 200 AARH
1/2” a 2” Enchufe Soldado (Maquinado para ajustarse alD.I. del tubo)
3” a 24” Cuello Soldado (Maquinado para ajustarse alD.I. del tubo)
BRIDAS DE Clase 300 RF, A105, Acabado 125 – 200 AARH
ORIFICIOS 1–1/2” a 12” Cuello Soldado (Maquinado para ajustarse alD.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A105
1/2” a 2” Enchufe soldado 3000#
A234 Gr. WPB
3” a 24” Sin costura o soldada a tope, Sch. para calzarel tubo
EMPACADURAS Devanado en espiral, Asbesto Comprimido, 304 SS, Flexitallic CGo equivalente
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas hexagonalespesadas A194 Gr. 2H
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 108
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño(NOTA 1)
Clase 800, Extremos de enchufe soldado, A105, Guarnición13 Cr., asiento duro, cuña en compuerta y globo, asientoduro en retención
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
Tamaño Grande Clase 300 RF Bridadas, A216 Gr. WCB, Guarnición 13 Cr.Acabado de Brida 125–200 AARH, asiento duro en com-puerta y globo
3” a 12” Compuerta (cuña solida) Powell 3003N
14” a 24” Compuerta operada Volante/Engran. (cuñasólida) Powell 3003
3” a 12” Globo (disco suelto) Crane 151XU
3” a 24” Retención (pastilla) (asientos metálicos)Inconel x Mission Duo–Check II 30SPF
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y más Soldado a tope 1/2” y más Bridas
CONEXIONES (NOTA 2)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt ST–2801
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt ST–2801
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Cuando se requiera el uso de válvulas de bloque bridadas de 2” o más pequeñas, para conexionesde recipientes y equipos, éstas deben ser válvulas de compuerta Clase 300 Vogt 363 con unacabado de brida 125–200 AARH.
2. Todas las tomas de instrumentos de presión, flujo, drenaje y venteo deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 109
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA BA5
CLASE 300 RF – ACERO AL CARBONO
SERVICIO(NOTA 3 y 5) Soda Cáustica, (Hidroxido de Sodio), Inyección cáustica
LIMITES DE PRESION/TEMPERATURA 40 kg/cm2 a 110�C (ver gráfico anexo)
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr.B, sin costura
(NOTA 3) 3” a 6” Sch. 40 Extremo Biselado A53 Gr.B, sin costura
8” a 12” Sch. 30 Extremo Biselado A53 Gr. B, sin costura
NIPLES 1/2” a 2” Sch. 80, A106 Gr.B, sin costura
BRIDAS Clase 300 RF, A105
(NOTA 2) 1/2” a 2” Enchufe Soldado (Maquinado internamentepara igualar el D.I. del tubo)
3” a 8” Cuello Soldado (Maquinado internamente paraigualar el D.I. del tubo)
10” a 12” De deslizamiento
BRIDAS DE Clase 300 RF, A105
ORIFICIOS 1 1/2” a 12” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
ACCESORIOS A105
1/2” a 2” Enchufe soldado 3000#
(NOTA 3) A234 Gr. WPB
3” a 12” Sin costura o soldada a tope, Sch. para calzarel tubo
EMPAQUETADURAS Asbesto Comprimido, 1/8” espesor, Durabla o equivalente
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas hexagonalespesadas A194 Gr. 2H
VALVULAS
Tamaño Pequeño Clase 800, Extremos de enchufe soldado, A105, Guarnición13 Cr., Asiento duro
1/2” a 2” Retención (bola) Edwards 832Y
Clase 300, extremos de enchufe soldado (S.W), cuerpo A216WCB, tapón 316 SS, casquete FEP
(NOTAS 1 y 4) 1/2” a 2” Tapón, Tufline 0366 SW
Tamaño Grande(NOTA 1)
Clase 300 RF Bridadas, A216 Gr. WCB
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 110
�����
.Menú Principal Indice manual Indice volumen Indice norma
3” a 4” Válvula de Tapón, tapón 316 SS, casquete TFE,Tufline 0367
6” a 12” Valvula de Tapón, tapón 316 SS, operado porengranaje, casquete TFE, Tufline 0367EG
3” a 12” Retención (pastilla) Guarnición 316 SS, asien-tos metálicos, resorte de Inconel, Mission Duo–Check II 30 SPF
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y más Soldado a tope 1/2” y más Bridas
CONEXIONES (NOTA 5)
RAMALES TABLA F
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Tufline 0336
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Tufline 0336
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Tufline0336
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Las válvulas de tapón pueden ser usadas para retención o estrangulación, en servicios caústicos.La temperatura máxima para válvulas de tapón es 204�C.
2. Las bridas deslizantes pueden ser usadas para reemplazar enchufes soldados cuando losrequerimientos de espacio así lo establezca. La temperatura máxima para bridas deslizantes es204�C. Las bridas deslizantes deberán ser reemplazadas por bridas de cuello soldado cuando latemperatura exceda 204�C.
3. Todas las soldaduras (excluyendo enchufes soldados) y codos, serán aliviados de esfuerzomediante tratamiento térmico posterior al proceso de doblaje o después de realizada la soldadurade acuerdo con la Especificación PDVSA H–231 “Requerimiento para Fabricación de Tuberías”,cuando las condiciones de operación se encuentren dentro del “Area B” del gráfico anexo. Revisarel calibre de la tubería para otras condiciones.
4. Cuando se requiera el uso de válvulas de bloque bridadas de 2” o más, para conexiones derecipientes y equipos, éstas deben ser válvulas de tapón Tufline 0367 Clase 300.
5. Todas las tomas de instrumentos de presión, flujo, drenajes y venteos, etc, deben ser soldadas oselladas en la rosca aguas arriba de la primera válvula de bloque.
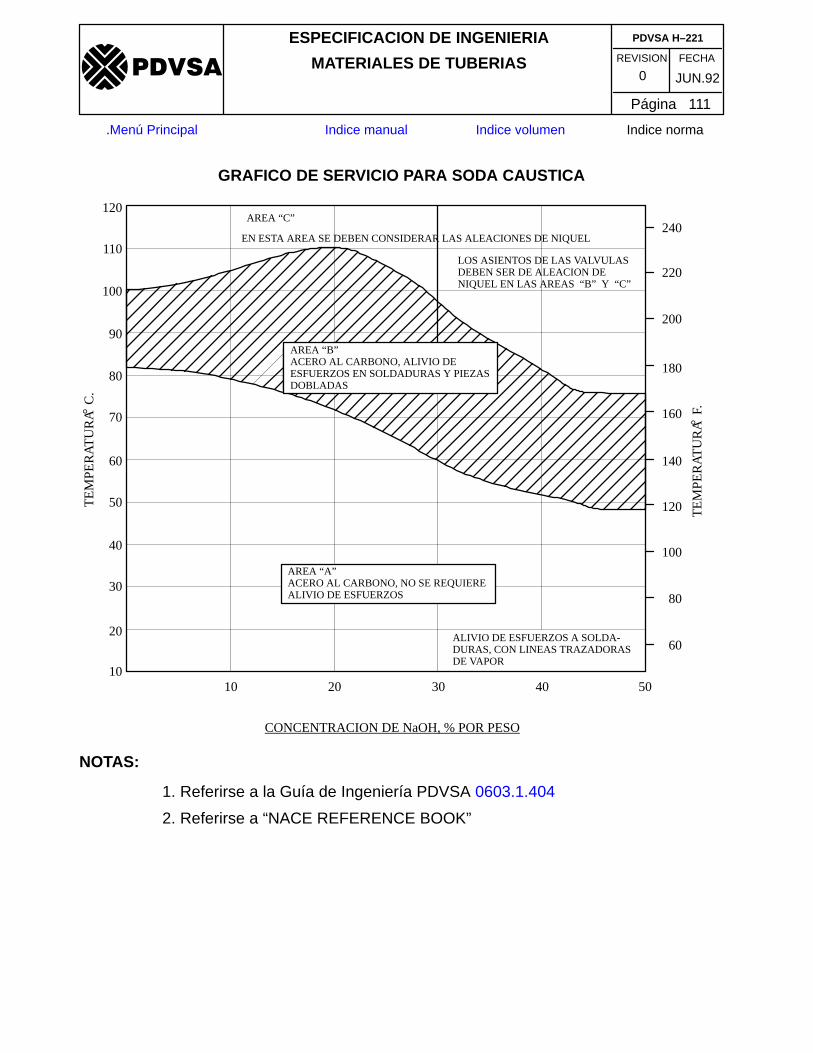
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 111
�����
.Menú Principal Indice manual Indice volumen Indice norma
GRAFICO DE SERVICIO PARA SODA CAUSTICA
AREA “B”ACERO AL CARBONO, ALIVIO DEESFUERZOS EN SOLDADURAS Y PIEZASDOBLADAS
120
110
100
90
80
70
60
50
40
30
20
10
180
160
140
120
100
80
60
240
220
200
TE
MPE
RA
TU
RA
C.
TE
MPE
RA
TU
RA
F.
�
�
AREA “A”ACERO AL CARBONO, NO SE REQUIEREALIVIO DE ESFUERZOS
LOS ASIENTOS DE LAS VALVULASDEBEN SER DE ALEACION DENIQUEL EN LAS AREAS “B” Y “C”
ALIVIO DE ESFUERZOS A SOLDA-DURAS, CON LINEAS TRAZADORASDE VAPOR
10 20 30 40 50
CONCENTRACION DE NaOH, % POR PESO
AREA “C”
EN ESTA AREA SE DEBEN CONSIDERAR LAS ALEACIONES DE NIQUEL
NOTAS:
1. Referirse a la Guía de Ingeniería PDVSA 0603.1.404
2. Referirse a “NACE REFERENCE BOOK”
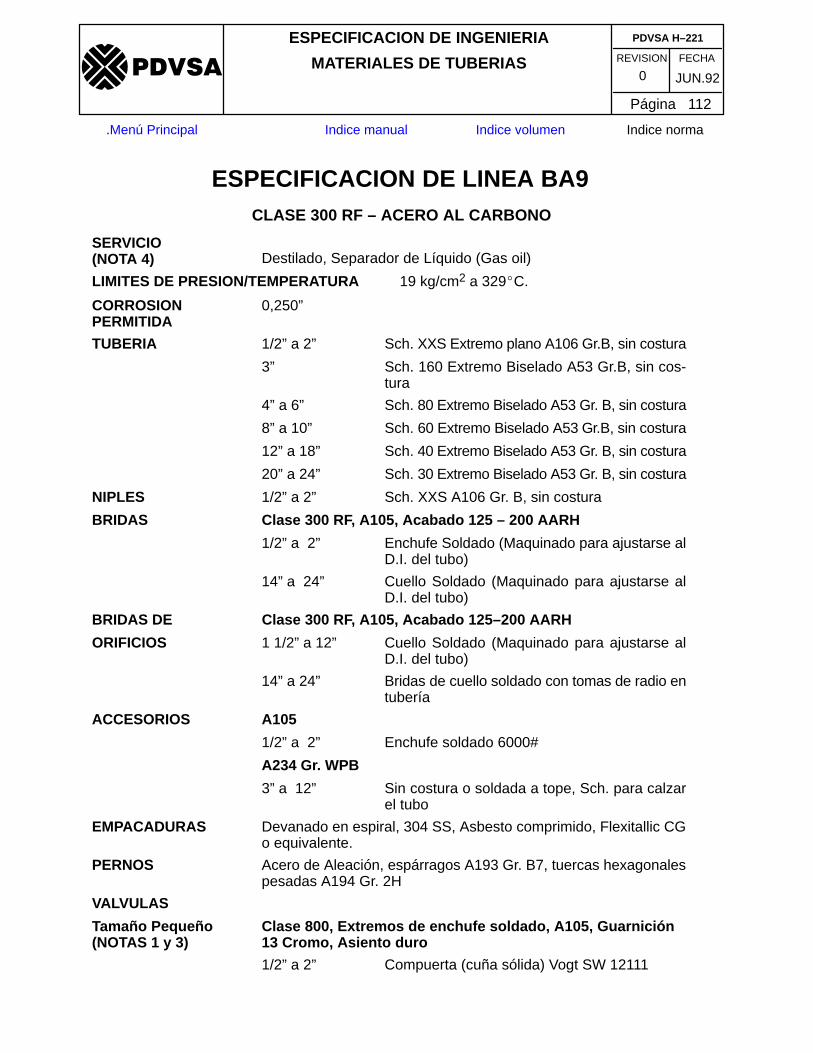
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 112
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA BA9CLASE 300 RF – ACERO AL CARBONO
SERVICIO(NOTA 4) Destilado, Separador de Líquido (Gas oil)
LIMITES DE PRESION/TEMPERATURA 19 kg/cm2 a 329�C.
CORROSION PERMITIDA
0,250”
TUBERIA 1/2” a 2” Sch. XXS Extremo plano A106 Gr.B, sin costura
3” Sch. 160 Extremo Biselado A53 Gr.B, sin cos-tura
4” a 6” Sch. 80 Extremo Biselado A53 Gr. B, sin costura
8” a 10” Sch. 60 Extremo Biselado A53 Gr.B, sin costura
12” a 18” Sch. 40 Extremo Biselado A53 Gr. B, sin costura
20” a 24” Sch. 30 Extremo Biselado A53 Gr. B, sin costura
NIPLES 1/2” a 2” Sch. XXS A106 Gr. B, sin costura
BRIDAS Clase 300 RF, A105, Acabado 125 – 200 AARH
1/2” a 2” Enchufe Soldado (Maquinado para ajustarse alD.I. del tubo)
14” a 24” Cuello Soldado (Maquinado para ajustarse alD.I. del tubo)
BRIDAS DE Clase 300 RF, A105, Acabado 125–200 AARH
ORIFICIOS 1 1/2” a 12” Cuello Soldado (Maquinado para ajustarse alD.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A105
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WPB
3” a 12” Sin costura o soldada a tope, Sch. para calzarel tubo
EMPACADURAS Devanado en espiral, 304 SS, Asbesto comprimido, Flexitallic CGo equivalente.
PERNOS Acero de Aleación, espárragos A193 Gr. B7, tuercas hexagonalespesadas A194 Gr. 2H
VALVULAS
Tamaño Pequeño (NOTAS 1 y 3)
Clase 800, Extremos de enchufe soldado, A105, Guarnición13 Cromo, Asiento duro
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
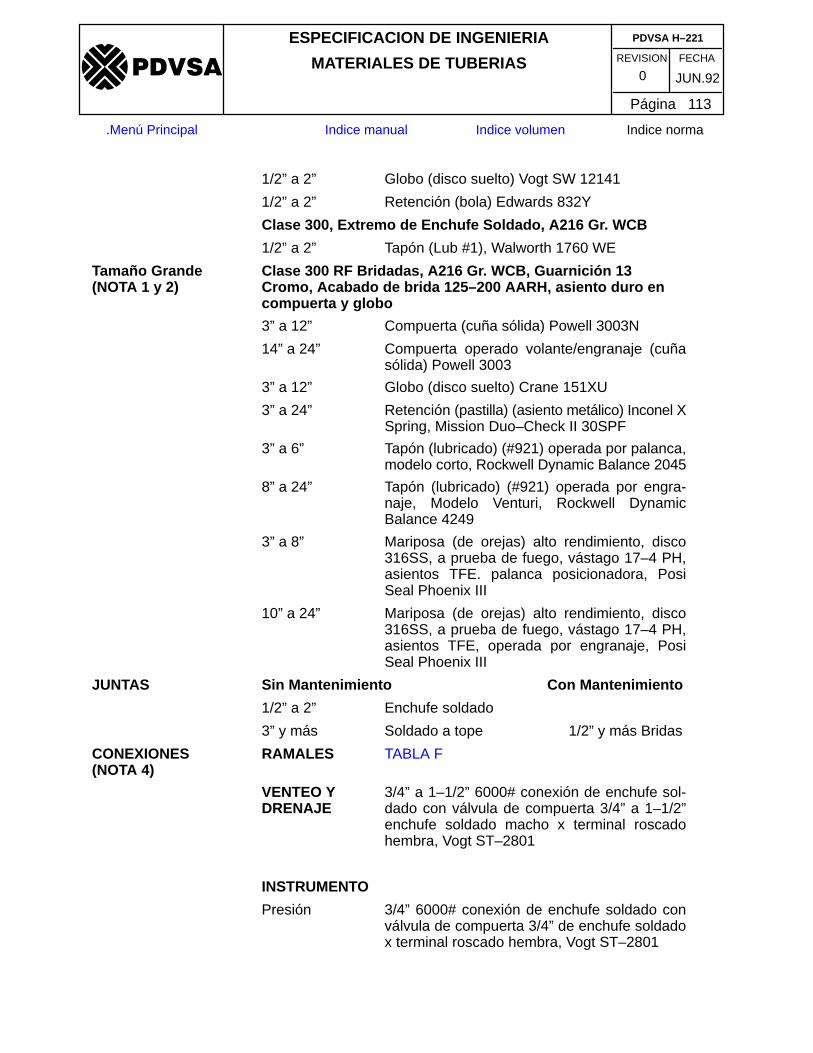
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 113
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
Clase 300, Extremo de Enchufe Soldado, A216 Gr. WCB
1/2” a 2” Tapón (Lub #1), Walworth 1760 WE
Tamaño Grande(NOTA 1 y 2)
Clase 300 RF Bridadas, A216 Gr. WCB, Guarnición 13Cromo, Acabado de brida 125–200 AARH, asiento duro encompuerta y globo
3” a 12” Compuerta (cuña sólida) Powell 3003N
14” a 24” Compuerta operado volante/engranaje (cuñasólida) Powell 3003
3” a 12” Globo (disco suelto) Crane 151XU
3” a 24” Retención (pastilla) (asiento metálico) Inconel XSpring, Mission Duo–Check II 30SPF
3” a 6” Tapón (lubricado) (#921) operada por palanca,modelo corto, Rockwell Dynamic Balance 2045
8” a 24” Tapón (lubricado) (#921) operada por engra-naje, Modelo Venturi, Rockwell DynamicBalance 4249
3” a 8” Mariposa (de orejas) alto rendimiento, disco316SS, a prueba de fuego, vástago 17–4 PH,asientos TFE. palanca posicionadora, PosiSeal Phoenix III
10” a 24” Mariposa (de orejas) alto rendimiento, disco316SS, a prueba de fuego, vástago 17–4 PH,asientos TFE, operada por engranaje, PosiSeal Phoenix III
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y más Soldado a tope 1/2” y más Bridas
CONEXIONES (NOTA 4)
RAMALES TABLA F
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado macho x terminal roscadohembra, Vogt ST–2801
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt ST–2801
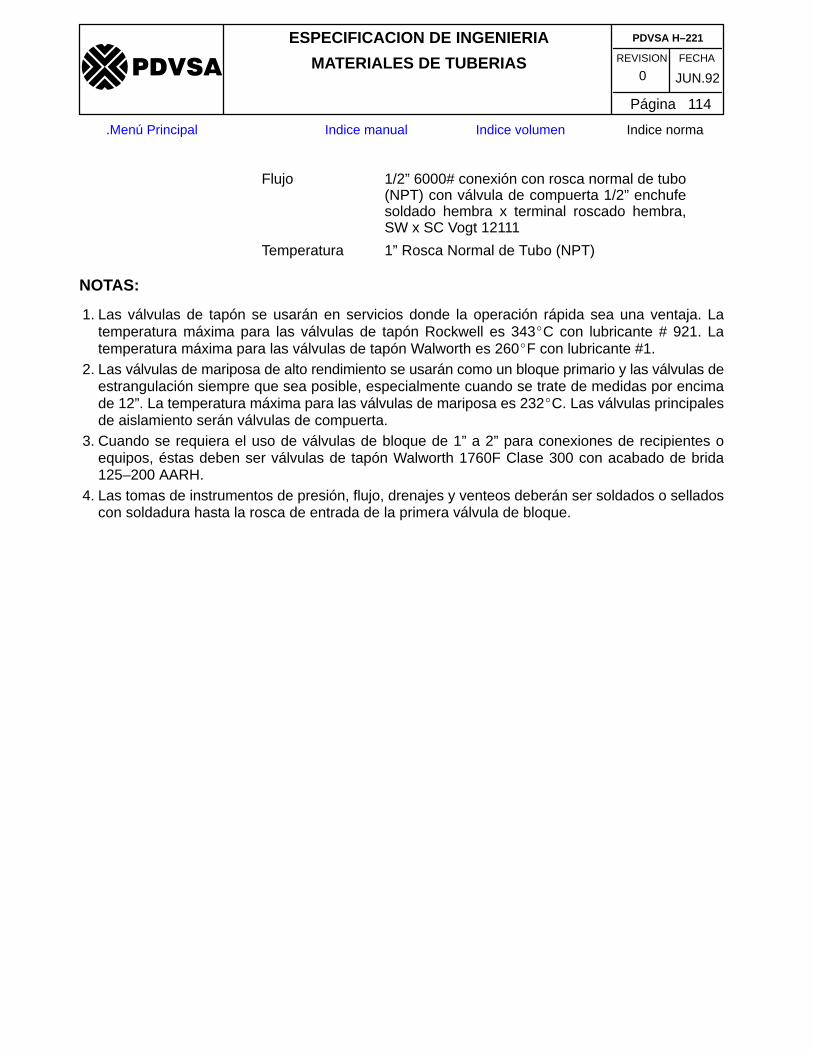
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 114
�����
.Menú Principal Indice manual Indice volumen Indice norma
Flujo 1/2” 6000# conexión con rosca normal de tubo(NPT) con válvula de compuerta 1/2” enchufesoldado hembra x terminal roscado hembra,SW x SC Vogt 12111
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Las válvulas de tapón se usarán en servicios donde la operación rápida sea una ventaja. Latemperatura máxima para las válvulas de tapón Rockwell es 343�C con lubricante # 921. Latemperatura máxima para las válvulas de tapón Walworth es 260�F con lubricante #1.
2. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y las válvulas deestrangulación siempre que sea posible, especialmente cuando se trate de medidas por encimade 12”. La temperatura máxima para las válvulas de mariposa es 232�C. Las válvulas principalesde aislamiento serán válvulas de compuerta.
3. Cuando se requiera el uso de válvulas de bloque de 1” a 2” para conexiones de recipientes oequipos, éstas deben ser válvulas de tapón Walworth 1760F Clase 300 con acabado de brida125–200 AARH.
4. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
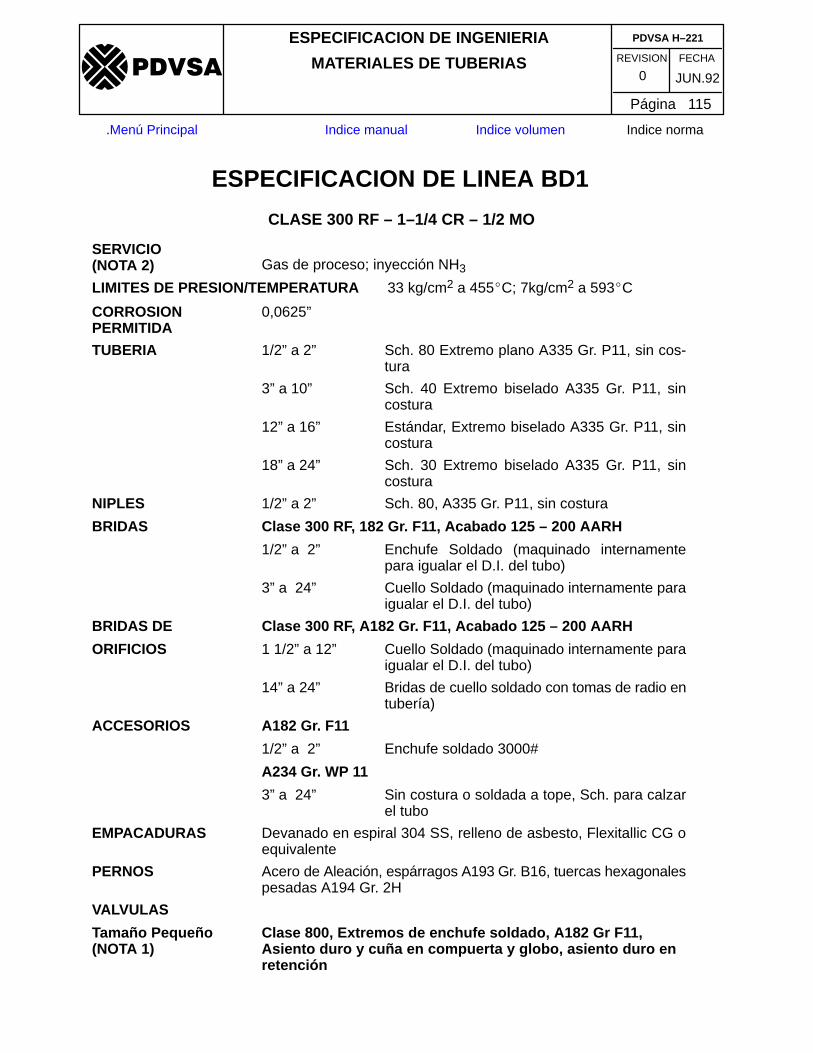
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 115
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA BD1
CLASE 300 RF – 1–1/4 CR – 1/2 MO
SERVICIO(NOTA 2) Gas de proceso; inyección NH3
LIMITES DE PRESION/TEMPERATURA 33 kg/cm2 a 455�C; 7kg/cm2 a 593�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A335 Gr. P11, sin cos-tura
3” a 10” Sch. 40 Extremo biselado A335 Gr. P11, sincostura
12” a 16” Estándar, Extremo biselado A335 Gr. P11, sincostura
18” a 24” Sch. 30 Extremo biselado A335 Gr. P11, sincostura
NIPLES 1/2” a 2” Sch. 80, A335 Gr. P11, sin costura
BRIDAS Clase 300 RF, 182 Gr. F11, Acabado 125 – 200 AARH
1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE Clase 300 RF, A182 Gr. F11, Acabado 125 – 200 AARH
ORIFICIOS 1 1/2” a 12” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entubería)
ACCESORIOS A182 Gr. F11
1/2” a 2” Enchufe soldado 3000#
A234 Gr. WP 11
3” a 24” Sin costura o soldada a tope, Sch. para calzarel tubo
EMPACADURAS Devanado en espiral 304 SS, relleno de asbesto, Flexitallic CG oequivalente
PERNOS Acero de Aleación, espárragos A193 Gr. B16, tuercas hexagonalespesadas A194 Gr. 2H
VALVULAS
Tamaño Pequeño (NOTA 1)
Clase 800, Extremos de enchufe soldado, A182 Gr F11,Asiento duro y cuña en compuerta y globo, asiento duro enretención
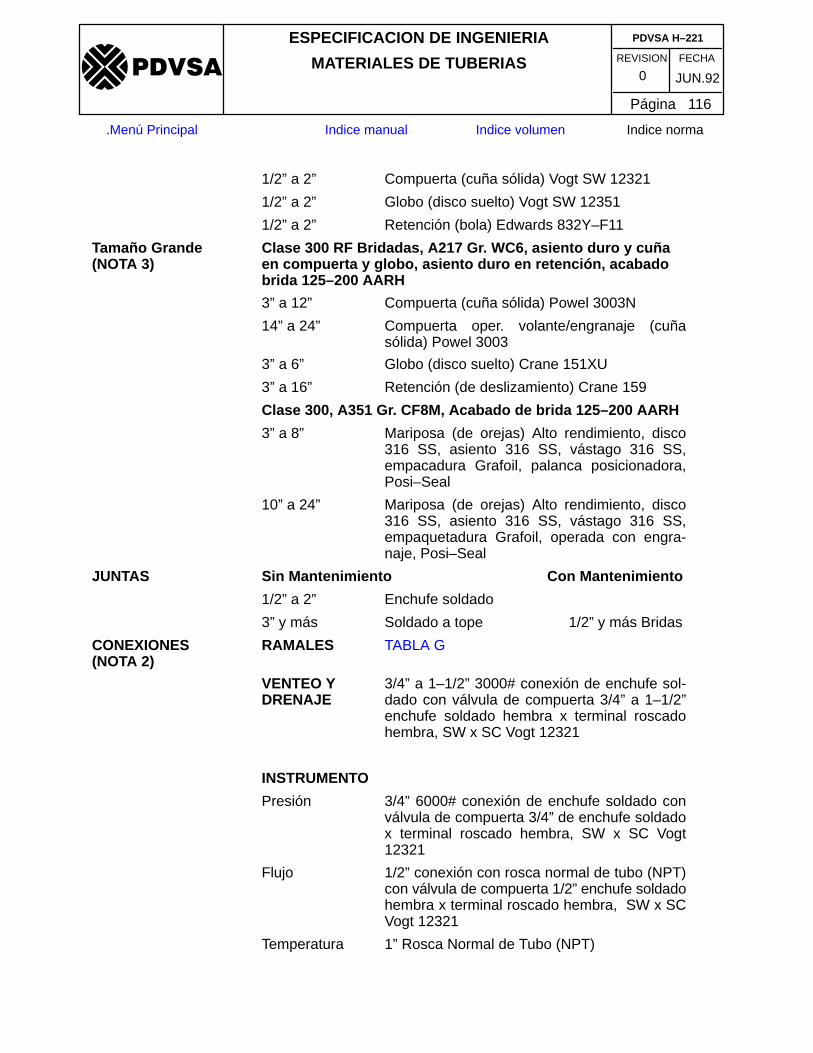
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 116
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12321
1/2” a 2” Globo (disco suelto) Vogt SW 12351
1/2” a 2” Retención (bola) Edwards 832Y–F11
Tamaño Grande(NOTA 3)
Clase 300 RF Bridadas, A217 Gr. WC6, asiento duro y cuñaen compuerta y globo, asiento duro en retención, acabadobrida 125–200 AARH
3” a 12” Compuerta (cuña sólida) Powel 3003N
14” a 24” Compuerta oper. volante/engranaje (cuñasólida) Powel 3003
3” a 6” Globo (disco suelto) Crane 151XU
3” a 16” Retención (de deslizamiento) Crane 159
Clase 300, A351 Gr. CF8M, Acabado de brida 125–200 AARH
3” a 8” Mariposa (de orejas) Alto rendimiento, disco316 SS, asiento 316 SS, vástago 316 SS,empacadura Grafoil, palanca posicionadora,Posi–Seal
10” a 24” Mariposa (de orejas) Alto rendimiento, disco316 SS, asiento 316 SS, vástago 316 SS,empaquetadura Grafoil, operada con engra-naje, Posi–Seal
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y más Soldado a tope 1/2” y más Bridas
CONEXIONES (NOTA 2)
RAMALES TABLA G
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, SW x SC Vogt 12321
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, SW x SC Vogt12321
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, SW x SCVogt 12321
Temperatura 1” Rosca Normal de Tubo (NPT)
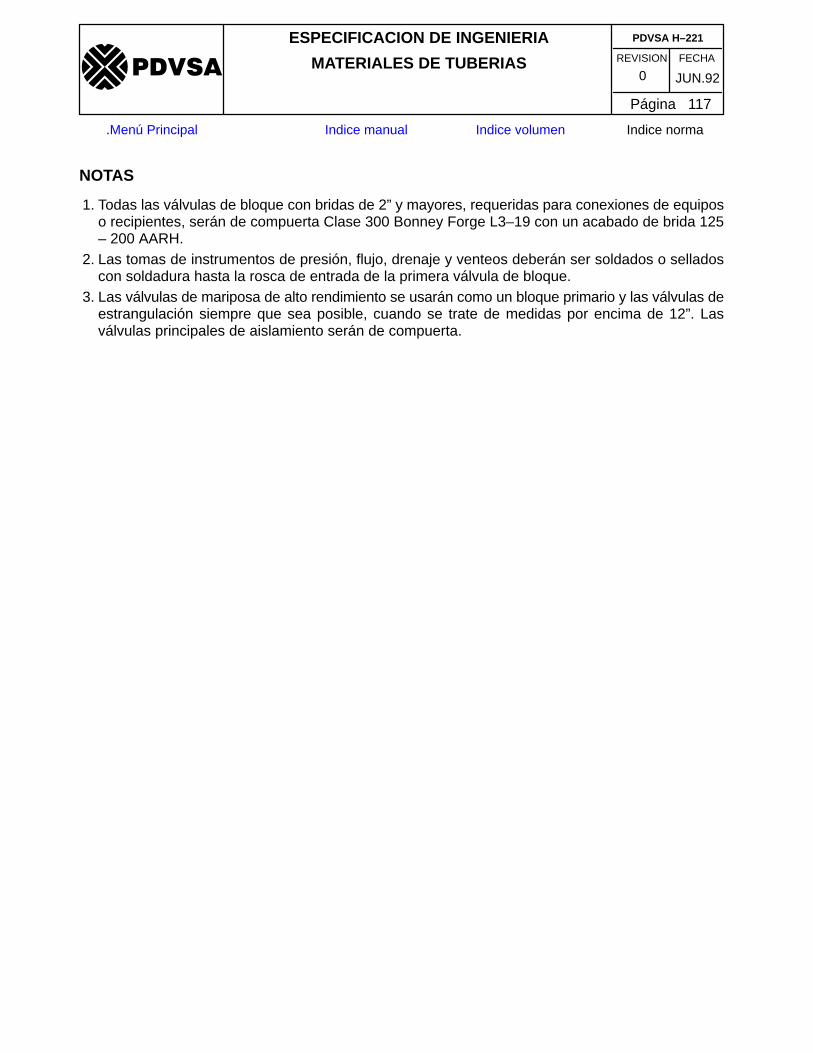
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 117
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. Todas las válvulas de bloque con bridas de 2” y mayores, requeridas para conexiones de equiposo recipientes, serán de compuerta Clase 300 Bonney Forge L3–19 con un acabado de brida 125– 200 AARH.
2. Las tomas de instrumentos de presión, flujo, drenaje y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
3. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y las válvulas deestrangulación siempre que sea posible, cuando se trate de medidas por encima de 12”. Lasválvulas principales de aislamiento serán de compuerta.
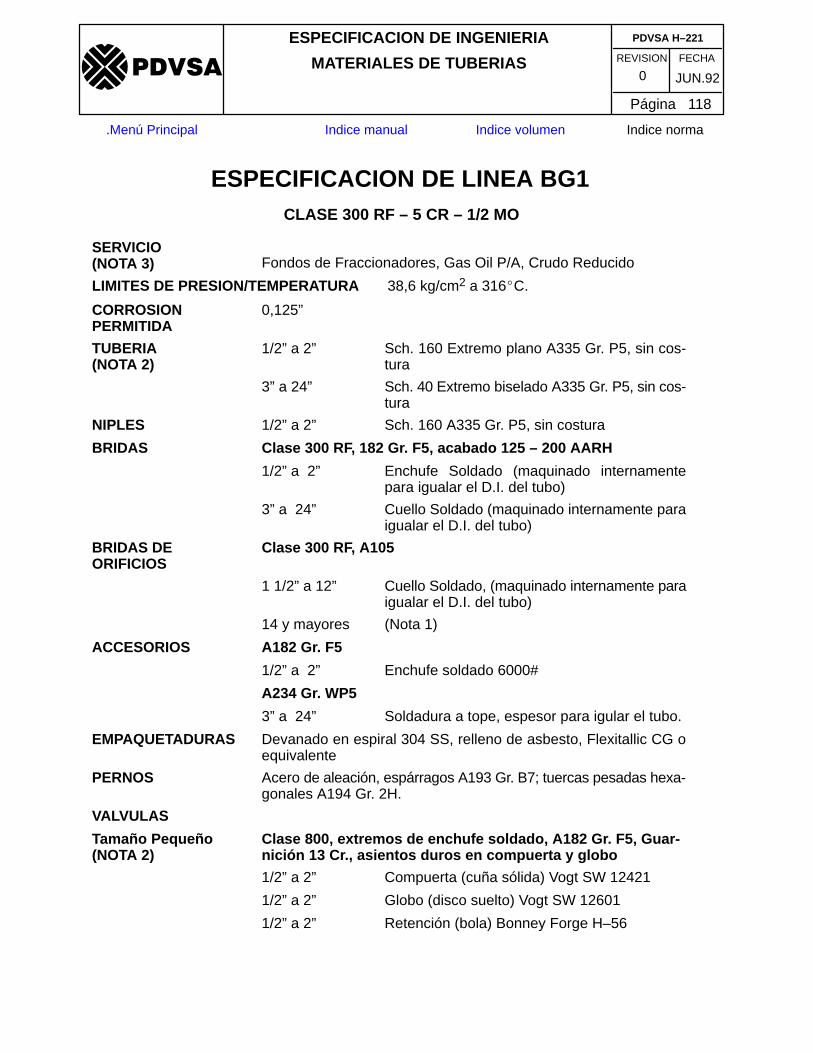
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 118
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA BG1CLASE 300 RF – 5 CR – 1/2 MO
SERVICIO(NOTA 3) Fondos de Fraccionadores, Gas Oil P/A, Crudo Reducido
LIMITES DE PRESION/TEMPERATURA 38,6 kg/cm2 a 316�C.
CORROSION PERMITIDA
0,125”
TUBERIA (NOTA 2)
1/2” a 2” Sch. 160 Extremo plano A335 Gr. P5, sin cos-tura
3” a 24” Sch. 40 Extremo biselado A335 Gr. P5, sin cos-tura
NIPLES 1/2” a 2” Sch. 160 A335 Gr. P5, sin costura
BRIDAS Clase 300 RF, 182 Gr. F5, acabado 125 – 200 AARH
1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 300 RF, A105
1 1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
14 y mayores (Nota 1)
ACCESORIOS A182 Gr. F5
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WP5
3” a 24” Soldadura a tope, espesor para igular el tubo.
EMPAQUETADURAS Devanado en espiral 304 SS, relleno de asbesto, Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hexa-gonales A194 Gr. 2H.
VALVULAS
Tamaño Pequeño (NOTA 2)
Clase 800, extremos de enchufe soldado, A182 Gr. F5, Guar-nición 13 Cr., asientos duros en compuerta y globo
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12421
1/2” a 2” Globo (disco suelto) Vogt SW 12601
1/2” a 2” Retención (bola) Bonney Forge H–56
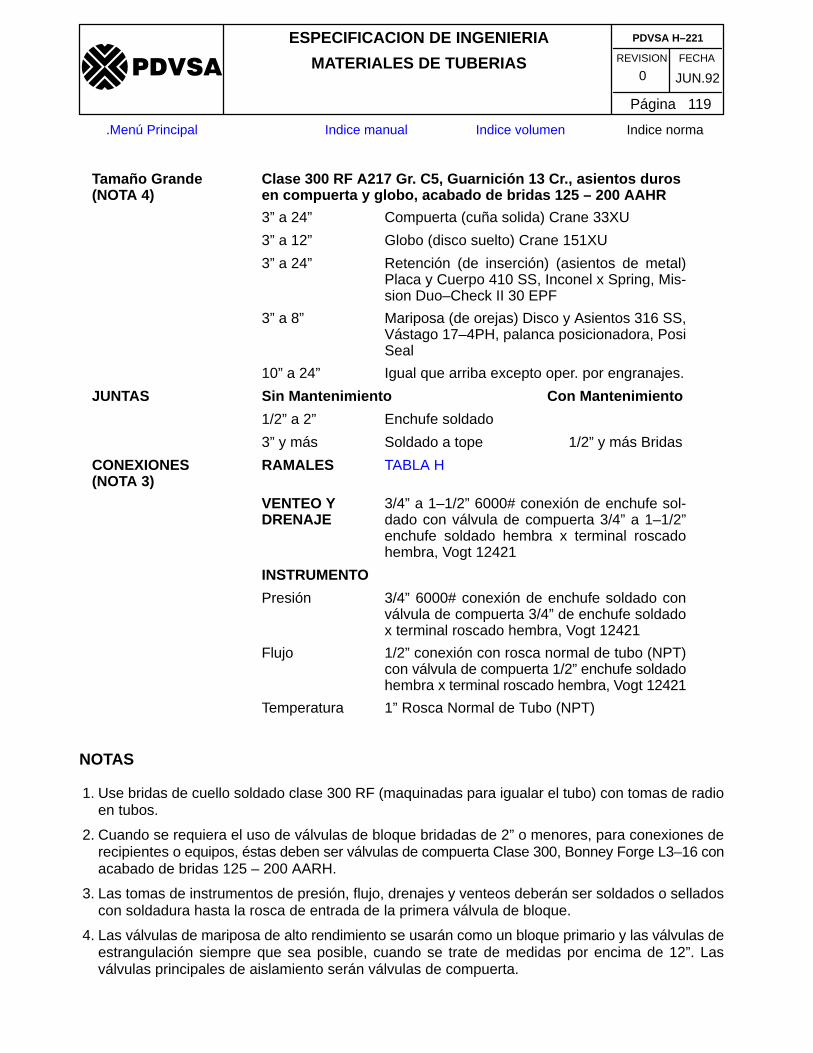
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 119
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande(NOTA 4)
Clase 300 RF A217 Gr. C5, Guarnición 13 Cr., asientos durosen compuerta y globo, acabado de bridas 125 – 200 AAHR
3” a 24” Compuerta (cuña solida) Crane 33XU
3” a 12” Globo (disco suelto) Crane 151XU
3” a 24” Retención (de inserción) (asientos de metal)Placa y Cuerpo 410 SS, Inconel x Spring, Mis-sion Duo–Check II 30 EPF
3” a 8” Mariposa (de orejas) Disco y Asientos 316 SS,Vástago 17–4PH, palanca posicionadora, PosiSeal
10” a 24” Igual que arriba excepto oper. por engranajes.
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y más Soldado a tope 1/2” y más Bridas
CONEXIONES (NOTA 3)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt 12421
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt 12421
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12421
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS
1. Use bridas de cuello soldado clase 300 RF (maquinadas para igualar el tubo) con tomas de radioen tubos.
2. Cuando se requiera el uso de válvulas de bloque bridadas de 2” o menores, para conexiones derecipientes o equipos, éstas deben ser válvulas de compuerta Clase 300, Bonney Forge L3–16 conacabado de bridas 125 – 200 AARH.
3. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
4. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y las válvulas deestrangulación siempre que sea posible, cuando se trate de medidas por encima de 12”. Lasválvulas principales de aislamiento serán válvulas de compuerta.
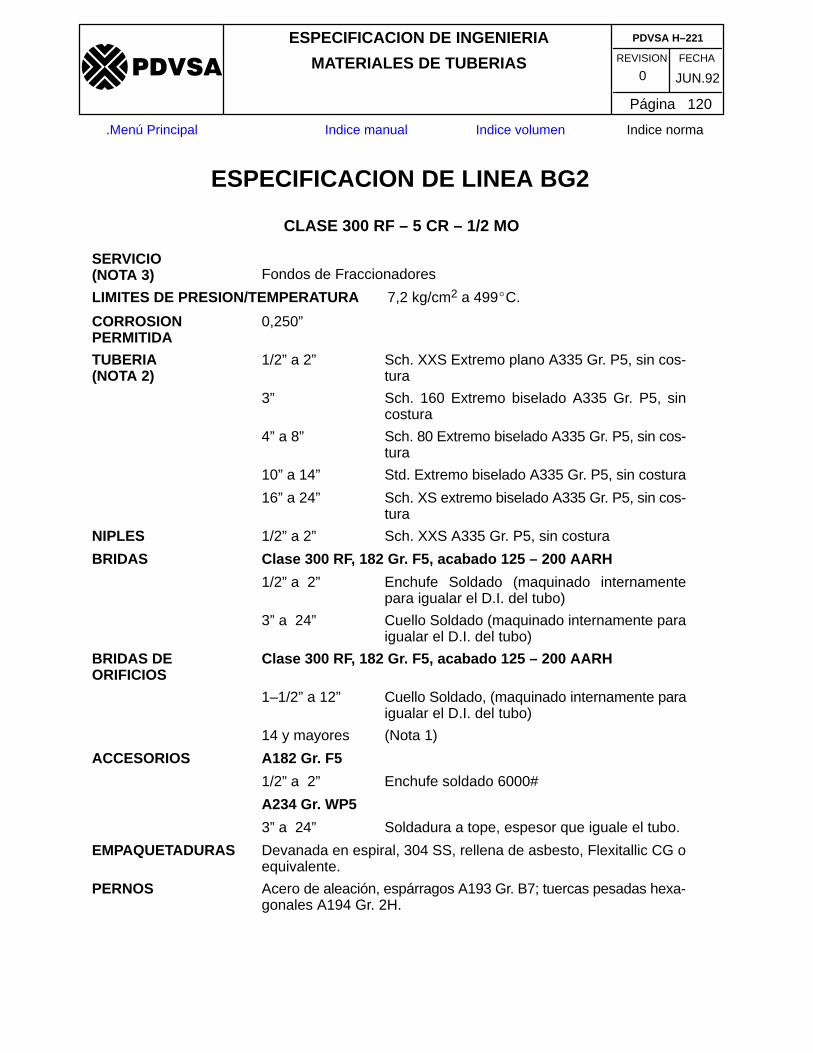
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 120
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA BG2
CLASE 300 RF – 5 CR – 1/2 MO
SERVICIO(NOTA 3) Fondos de Fraccionadores
LIMITES DE PRESION/TEMPERATURA 7,2 kg/cm2 a 499�C.
CORROSION PERMITIDA
0,250”
TUBERIA (NOTA 2)
1/2” a 2” Sch. XXS Extremo plano A335 Gr. P5, sin cos-tura
3” Sch. 160 Extremo biselado A335 Gr. P5, sincostura
4” a 8” Sch. 80 Extremo biselado A335 Gr. P5, sin cos-tura
10” a 14” Std. Extremo biselado A335 Gr. P5, sin costura
16” a 24” Sch. XS extremo biselado A335 Gr. P5, sin cos-tura
NIPLES 1/2” a 2” Sch. XXS A335 Gr. P5, sin costura
BRIDAS Clase 300 RF, 182 Gr. F5, acabado 125 – 200 AARH
1/2” a 2” Enchufe Soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello Soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 300 RF, 182 Gr. F5, acabado 125 – 200 AARH
1–1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
14 y mayores (Nota 1)
ACCESORIOS A182 Gr. F5
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WP5
3” a 24” Soldadura a tope, espesor que iguale el tubo.
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto, Flexitallic CG oequivalente.
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hexa-gonales A194 Gr. 2H.
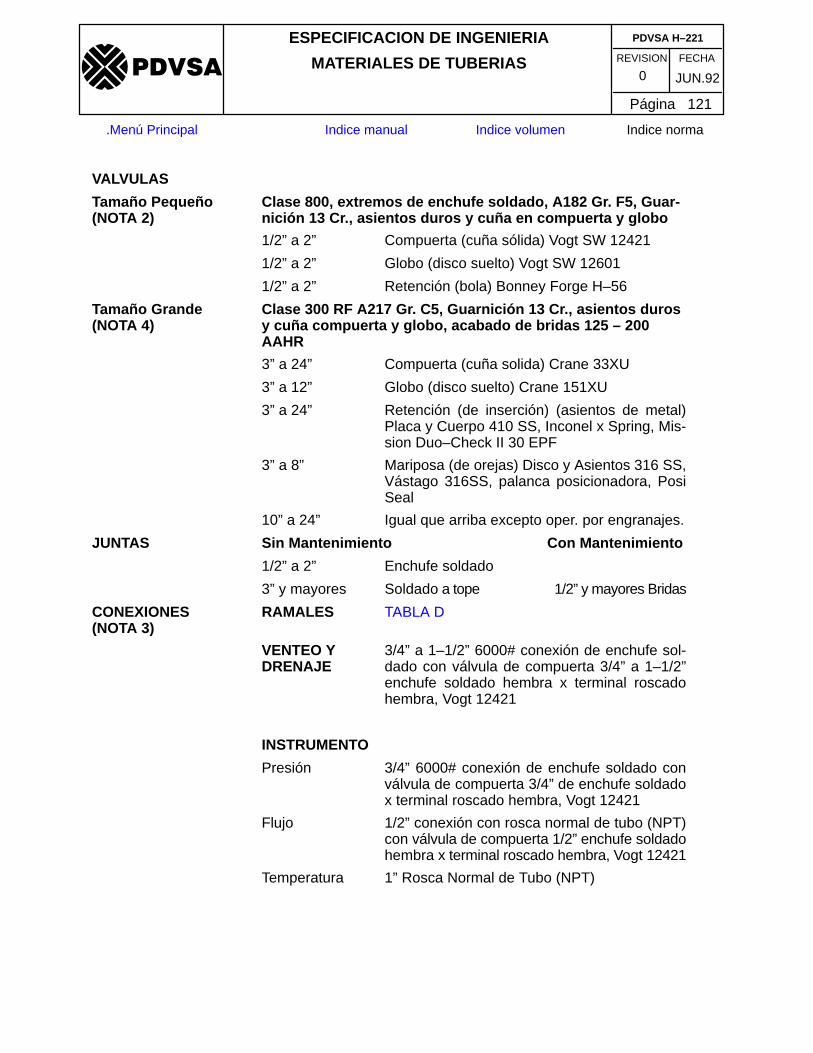
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 121
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño (NOTA 2)
Clase 800, extremos de enchufe soldado, A182 Gr. F5, Guar-nición 13 Cr., asientos duros y cuña en compuerta y globo
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12421
1/2” a 2” Globo (disco suelto) Vogt SW 12601
1/2” a 2” Retención (bola) Bonney Forge H–56
Tamaño Grande(NOTA 4)
Clase 300 RF A217 Gr. C5, Guarnición 13 Cr., asientos durosy cuña compuerta y globo, acabado de bridas 125 – 200AAHR
3” a 24” Compuerta (cuña solida) Crane 33XU
3” a 12” Globo (disco suelto) Crane 151XU
3” a 24” Retención (de inserción) (asientos de metal)Placa y Cuerpo 410 SS, Inconel x Spring, Mis-sion Duo–Check II 30 EPF
3” a 8” Mariposa (de orejas) Disco y Asientos 316 SS,Vástago 316SS, palanca posicionadora, PosiSeal
10” a 24” Igual que arriba excepto oper. por engranajes.
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldado a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 3)
RAMALES TABLA D
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, Vogt 12421
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, Vogt 12421
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, Vogt 12421
Temperatura 1” Rosca Normal de Tubo (NPT)
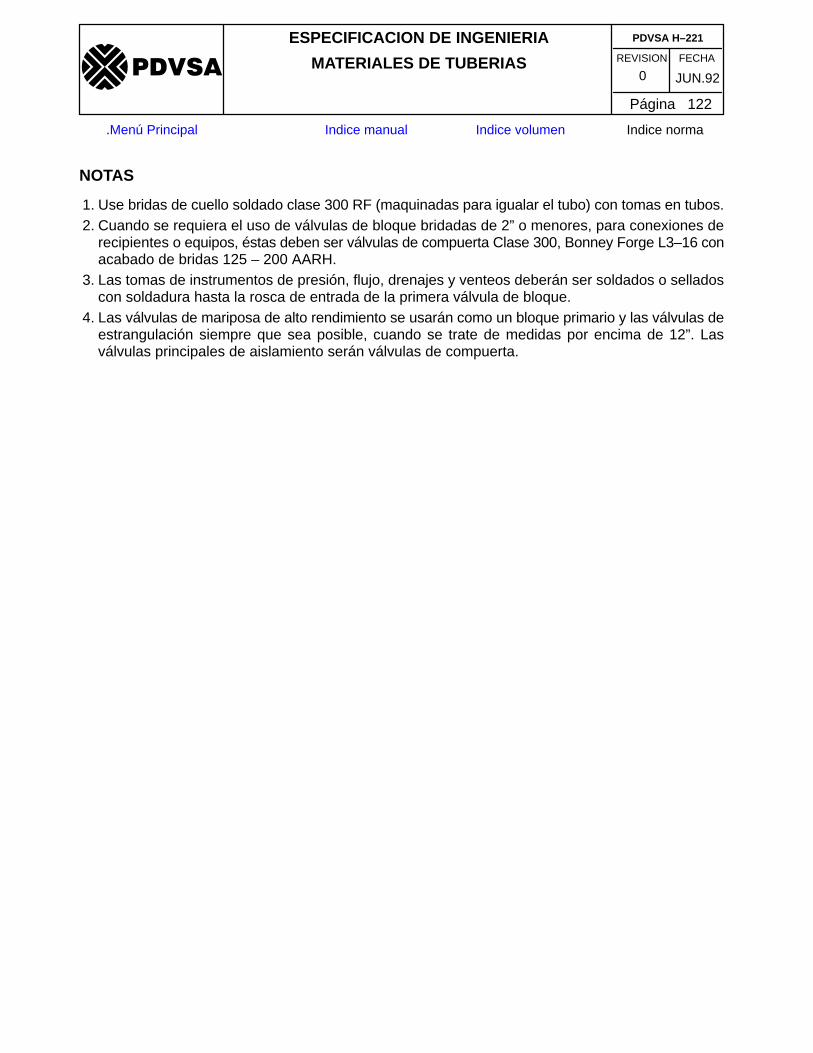
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 122
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. Use bridas de cuello soldado clase 300 RF (maquinadas para igualar el tubo) con tomas en tubos.2. Cuando se requiera el uso de válvulas de bloque bridadas de 2” o menores, para conexiones de
recipientes o equipos, éstas deben ser válvulas de compuerta Clase 300, Bonney Forge L3–16 conacabado de bridas 125 – 200 AARH.
3. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
4. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y las válvulas deestrangulación siempre que sea posible, cuando se trate de medidas por encima de 12”. Lasválvulas principales de aislamiento serán válvulas de compuerta.
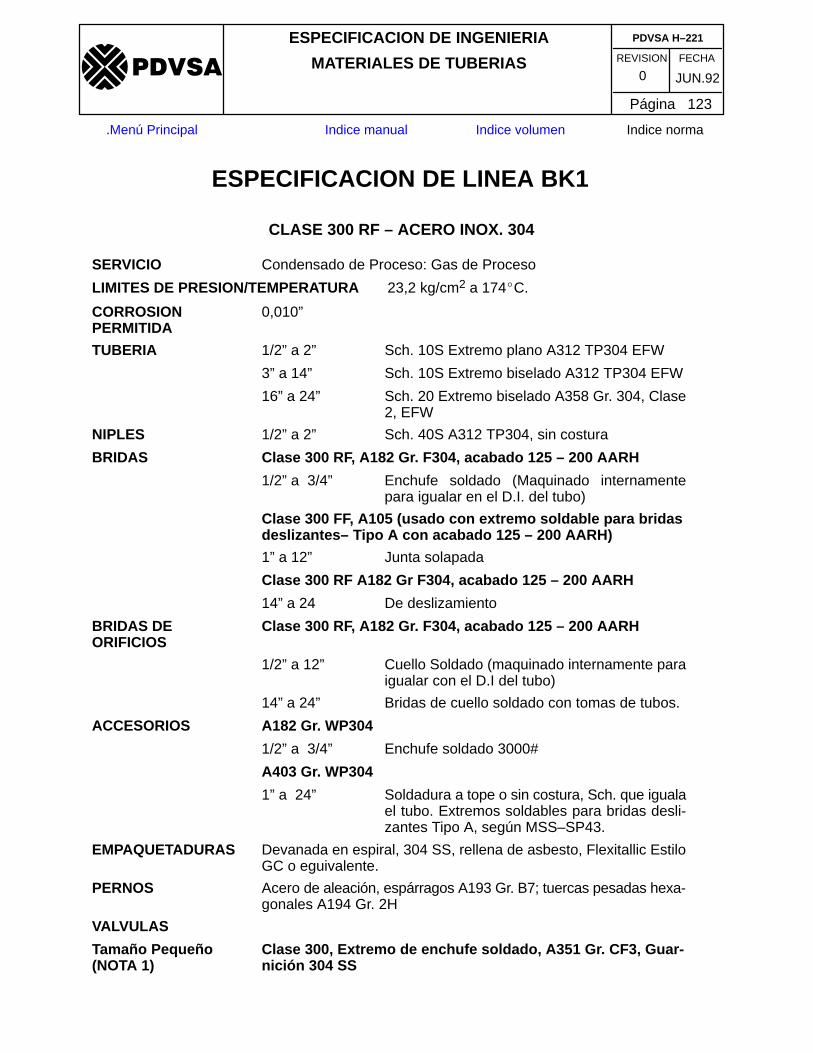
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 123
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA BK1
CLASE 300 RF – ACERO INOX. 304
SERVICIO Condensado de Proceso: Gas de Proceso
LIMITES DE PRESION/TEMPERATURA 23,2 kg/cm2 a 174�C.
CORROSION PERMITIDA
0,010”
TUBERIA 1/2” a 2” Sch. 10S Extremo plano A312 TP304 EFW
3” a 14” Sch. 10S Extremo biselado A312 TP304 EFW
16” a 24” Sch. 20 Extremo biselado A358 Gr. 304, Clase2, EFW
NIPLES 1/2” a 2” Sch. 40S A312 TP304, sin costura
BRIDAS Clase 300 RF, A182 Gr. F304, acabado 125 – 200 AARH
1/2” a 3/4” Enchufe soldado (Maquinado internamentepara igualar en el D.I. del tubo)
Clase 300 FF, A105 (usado con extremo soldable para bridasdeslizantes– Tipo A con acabado 125 – 200 AARH)
1” a 12” Junta solapada
Clase 300 RF A182 Gr F304, acabado 125 – 200 AARH
14” a 24 De deslizamiento
BRIDAS DE ORIFICIOS
Clase 300 RF, A182 Gr. F304, acabado 125 – 200 AARH
1/2” a 12” Cuello Soldado (maquinado internamente paraigualar con el D.I del tubo)
14” a 24” Bridas de cuello soldado con tomas de tubos.
ACCESORIOS A182 Gr. WP304
1/2” a 3/4” Enchufe soldado 3000#
A403 Gr. WP304
1” a 24” Soldadura a tope o sin costura, Sch. que igualael tubo. Extremos soldables para bridas desli-zantes Tipo A, según MSS–SP43.
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto, Flexitallic EstiloGC o eguivalente.
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hexa-gonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño (NOTA 1)
Clase 300, Extremo de enchufe soldado, A351 Gr. CF3, Guar-nición 304 SS
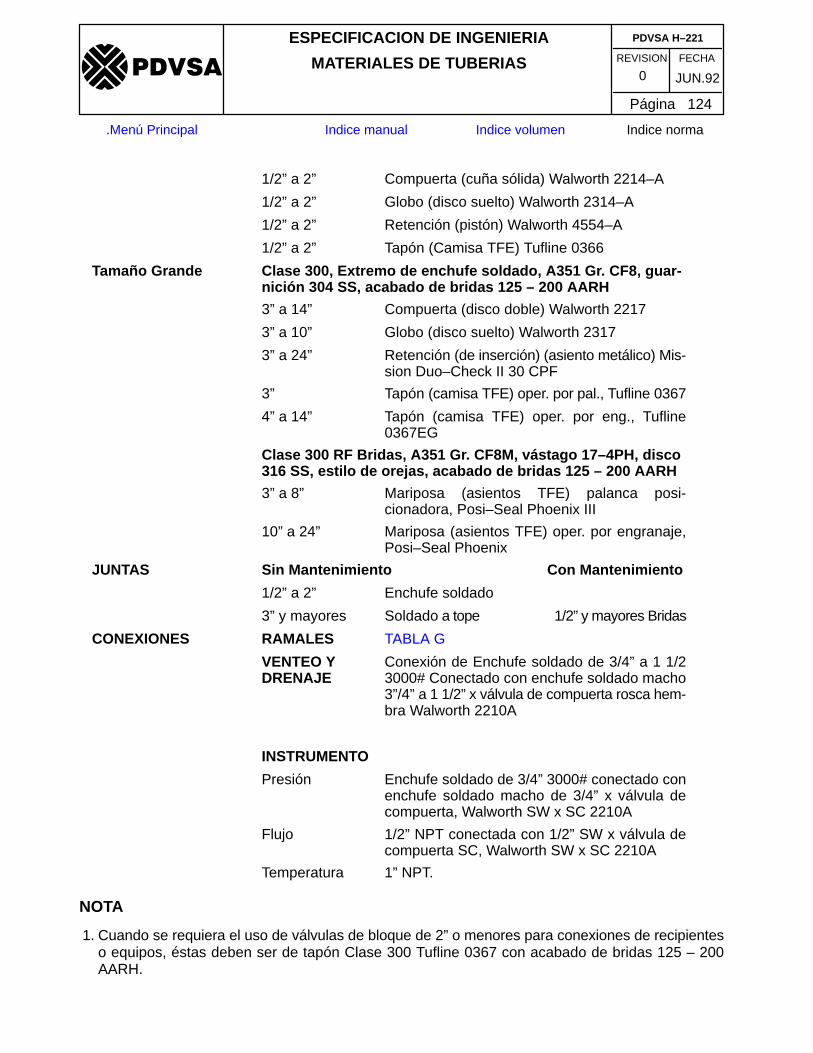
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 124
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Compuerta (cuña sólida) Walworth 2214–A
1/2” a 2” Globo (disco suelto) Walworth 2314–A
1/2” a 2” Retención (pistón) Walworth 4554–A
1/2” a 2” Tapón (Camisa TFE) Tufline 0366
Tamaño Grande Clase 300, Extremo de enchufe soldado, A351 Gr. CF8, guar-nición 304 SS, acabado de bridas 125 – 200 AARH
3” a 14” Compuerta (disco doble) Walworth 2217
3” a 10” Globo (disco suelto) Walworth 2317
3” a 24” Retención (de inserción) (asiento metálico) Mis-sion Duo–Check II 30 CPF
3” Tapón (camisa TFE) oper. por pal., Tufline 0367
4” a 14” Tapón (camisa TFE) oper. por eng., Tufline0367EG
Clase 300 RF Bridas, A351 Gr. CF8M, vástago 17–4PH, disco316 SS, estilo de orejas, acabado de bridas 125 – 200 AARH
3” a 8” Mariposa (asientos TFE) palanca posi-cionadora, Posi–Seal Phoenix III
10” a 24” Mariposa (asientos TFE) oper. por engranaje,Posi–Seal Phoenix
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldado a tope 1/2” y mayores Bridas
CONEXIONES RAMALES TABLA G
VENTEO YDRENAJE
Conexión de Enchufe soldado de 3/4” a 1 1/23000# Conectado con enchufe soldado macho3”/4” a 1 1/2” x válvula de compuerta rosca hem-bra Walworth 2210A
INSTRUMENTO
Presión Enchufe soldado de 3/4” 3000# conectado conenchufe soldado macho de 3/4” x válvula decompuerta, Walworth SW x SC 2210A
Flujo 1/2” NPT conectada con 1/2” SW x válvula decompuerta SC, Walworth SW x SC 2210A
Temperatura 1” NPT.
NOTA
1. Cuando se requiera el uso de válvulas de bloque de 2” o menores para conexiones de recipienteso equipos, éstas deben ser de tapón Clase 300 Tufline 0367 con acabado de bridas 125 – 200AARH.
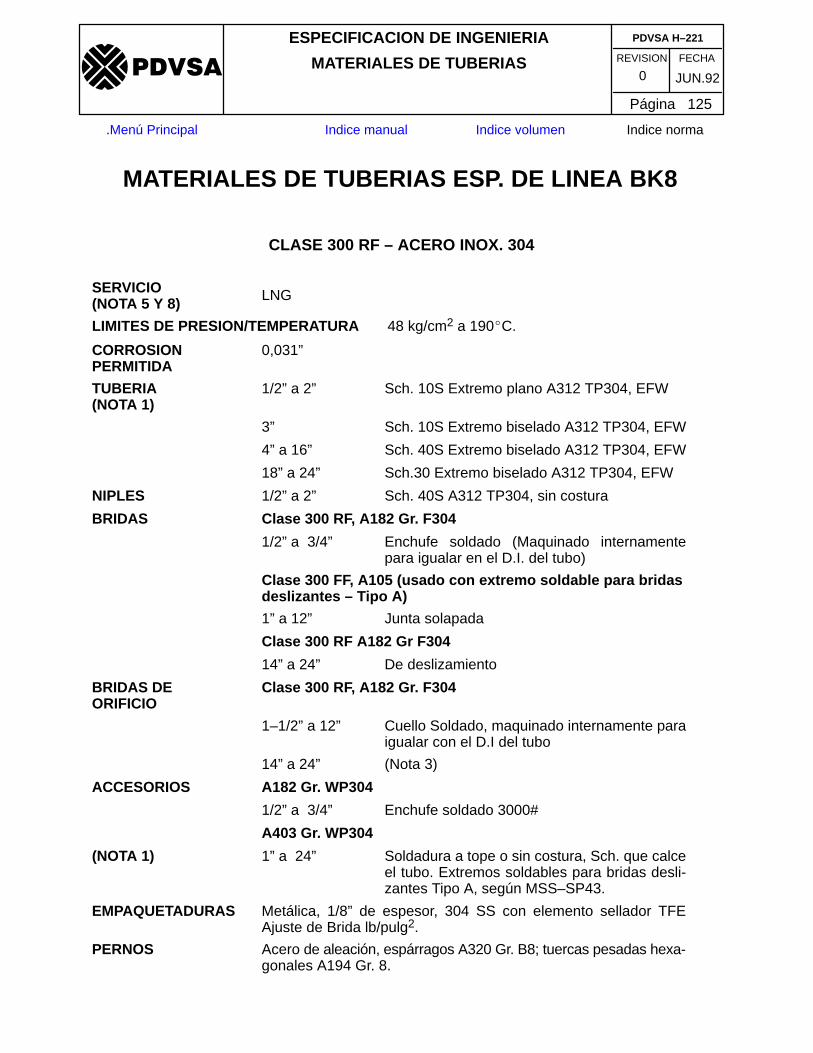
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 125
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.MATERIALES DE TUBERIAS ESP. DE LINEA BK8
CLASE 300 RF – ACERO INOX. 304
SERVICIO(NOTA 5 Y 8) LNG
LIMITES DE PRESION/TEMPERATURA 48 kg/cm2 a 190�C.
CORROSION PERMITIDA
0,031”
TUBERIA (NOTA 1)
1/2” a 2” Sch. 10S Extremo plano A312 TP304, EFW
3” Sch. 10S Extremo biselado A312 TP304, EFW
4” a 16” Sch. 40S Extremo biselado A312 TP304, EFW
18” a 24” Sch.30 Extremo biselado A312 TP304, EFW
NIPLES 1/2” a 2” Sch. 40S A312 TP304, sin costura
BRIDAS Clase 300 RF, A182 Gr. F304
1/2” a 3/4” Enchufe soldado (Maquinado internamentepara igualar en el D.I. del tubo)
Clase 300 FF, A105 (usado con extremo soldable para bridasdeslizantes – Tipo A)
1” a 12” Junta solapada
Clase 300 RF A182 Gr F304
14” a 24” De deslizamiento
BRIDAS DE ORIFICIO
Clase 300 RF, A182 Gr. F304
1–1/2” a 12” Cuello Soldado, maquinado internamente paraigualar con el D.I del tubo
14” a 24” (Nota 3)
ACCESORIOS A182 Gr. WP304
1/2” a 3/4” Enchufe soldado 3000#
A403 Gr. WP304
(NOTA 1) 1” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo. Extremos soldables para bridas desli-zantes Tipo A, según MSS–SP43.
EMPAQUETADURAS Metálica, 1/8” de espesor, 304 SS con elemento sellador TFEAjuste de Brida lb/pulg2.
PERNOS Acero de aleación, espárragos A320 Gr. B8; tuercas pesadas hexa-gonales A194 Gr. 8.
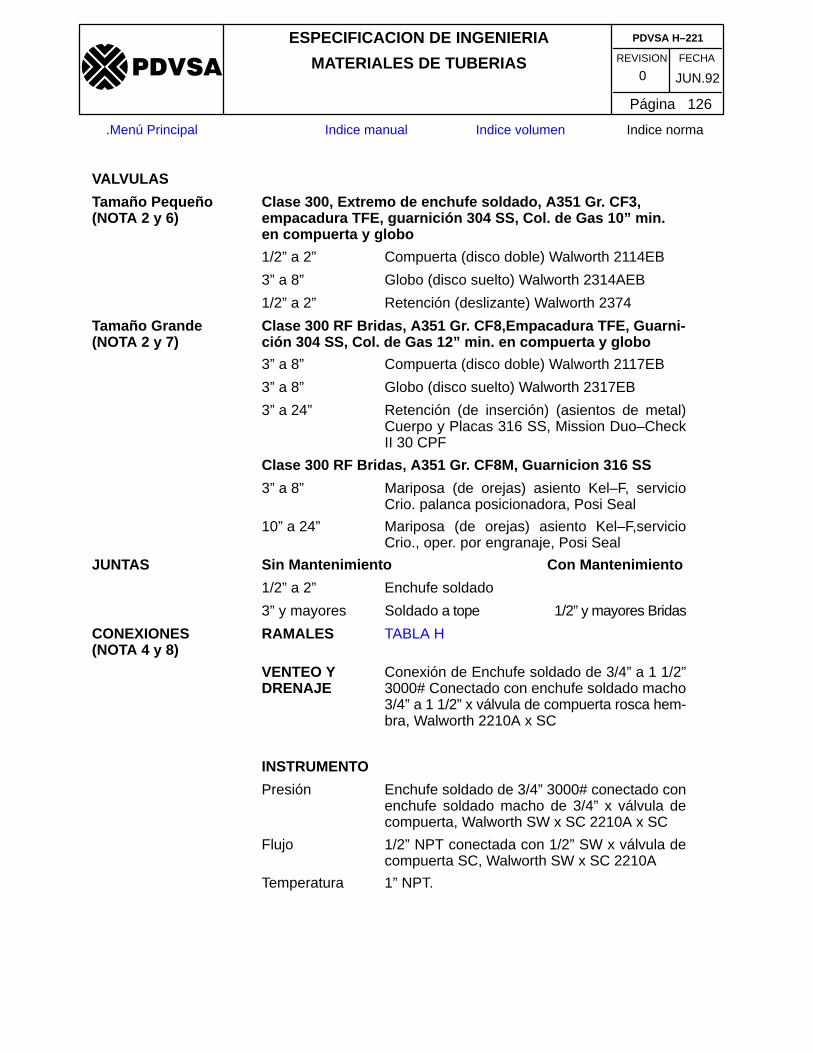
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 126
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño (NOTA 2 y 6)
Clase 300, Extremo de enchufe soldado, A351 Gr. CF3,empacadura TFE, guarnición 304 SS, Col. de Gas 10” min.en compuerta y globo
1/2” a 2” Compuerta (disco doble) Walworth 2114EB
3” a 8” Globo (disco suelto) Walworth 2314AEB
1/2” a 2” Retención (deslizante) Walworth 2374
Tamaño Grande (NOTA 2 y 7)
Clase 300 RF Bridas, A351 Gr. CF8,Empacadura TFE, Guarni-ción 304 SS, Col. de Gas 12” min. en compuerta y globo
3” a 8” Compuerta (disco doble) Walworth 2117EB
3” a 8” Globo (disco suelto) Walworth 2317EB
3” a 24” Retención (de inserción) (asientos de metal)Cuerpo y Placas 316 SS, Mission Duo–CheckII 30 CPF
Clase 300 RF Bridas, A351 Gr. CF8M, Guarnicion 316 SS
3” a 8” Mariposa (de orejas) asiento Kel–F, servicioCrio. palanca posicionadora, Posi Seal
10” a 24” Mariposa (de orejas) asiento Kel–F,servicioCrio., oper. por engranaje, Posi Seal
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldado a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 4 y 8)
RAMALES TABLA H
VENTEO YDRENAJE
Conexión de Enchufe soldado de 3/4” a 1 1/2”3000# Conectado con enchufe soldado macho3/4” a 1 1/2” x válvula de compuerta rosca hem-bra, Walworth 2210A x SC
INSTRUMENTO
Presión Enchufe soldado de 3/4” 3000# conectado conenchufe soldado macho de 3/4” x válvula decompuerta, Walworth SW x SC 2210A x SC
Flujo 1/2” NPT conectada con 1/2” SW x válvula decompuerta SC, Walworth SW x SC 2210A
Temperatura 1” NPT.
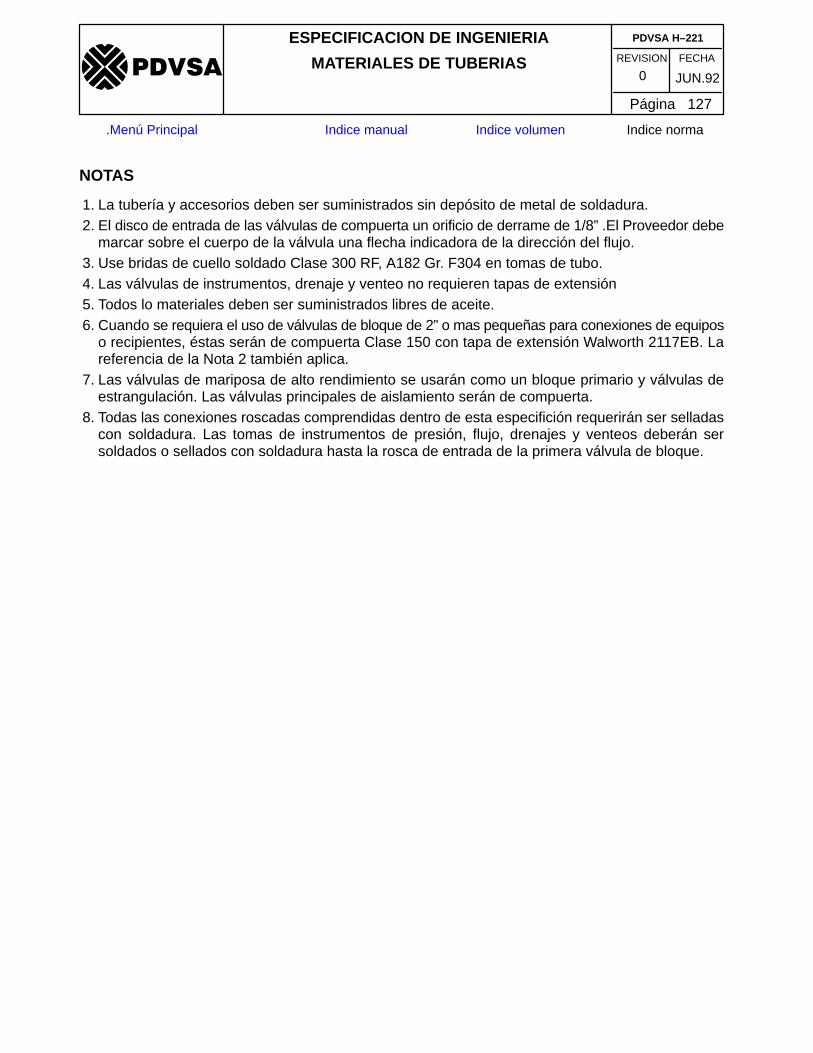
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 127
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. La tubería y accesorios deben ser suministrados sin depósito de metal de soldadura.2. El disco de entrada de las válvulas de compuerta un orificio de derrame de 1/8” .El Proveedor debe
marcar sobre el cuerpo de la válvula una flecha indicadora de la dirección del flujo.3. Use bridas de cuello soldado Clase 300 RF, A182 Gr. F304 en tomas de tubo.4. Las válvulas de instrumentos, drenaje y venteo no requieren tapas de extensión5. Todos lo materiales deben ser suministrados libres de aceite.6. Cuando se requiera el uso de válvulas de bloque de 2” o mas pequeñas para conexiones de equipos
o recipientes, éstas serán de compuerta Clase 150 con tapa de extensión Walworth 2117EB. Lareferencia de la Nota 2 también aplica.
7. Las válvulas de mariposa de alto rendimiento se usarán como un bloque primario y válvulas deestrangulación. Las válvulas principales de aislamiento serán de compuerta.
8. Todas las conexiones roscadas comprendidas dentro de esta especifición requerirán ser selladascon soldadura. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán sersoldados o sellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
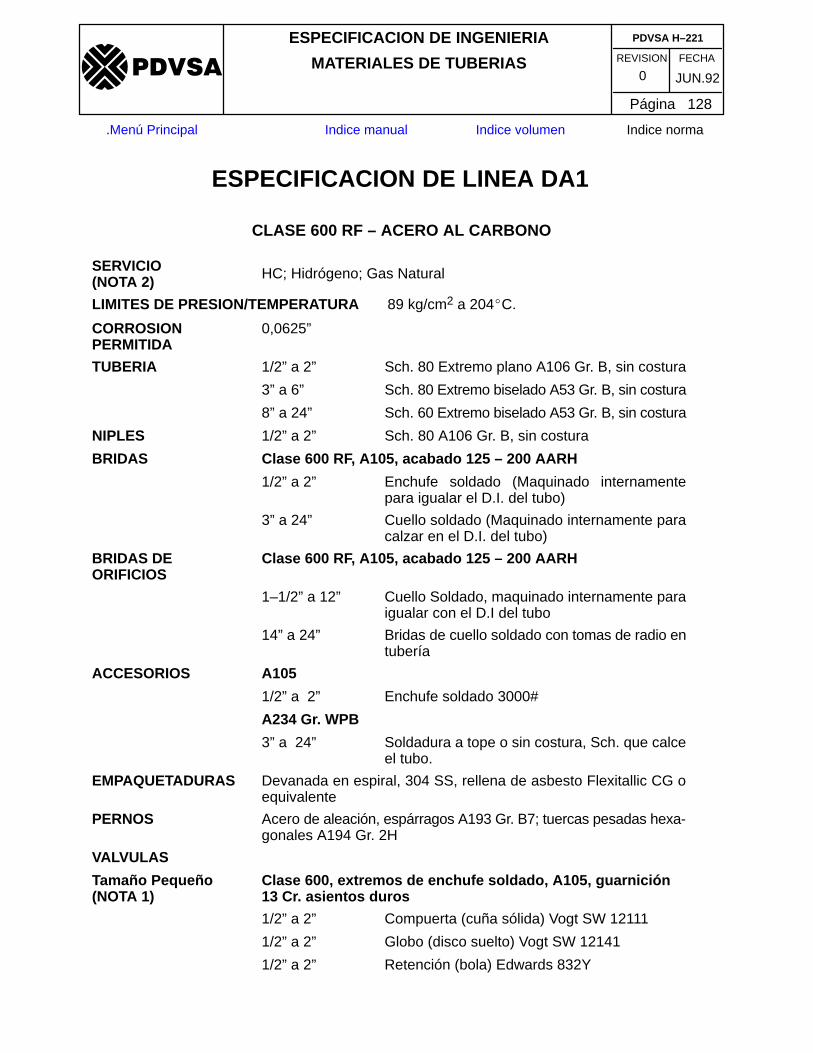
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 128
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA DA1
CLASE 600 RF – ACERO AL CARBONO
SERVICIO(NOTA 2) HC; Hidrógeno; Gas Natural
LIMITES DE PRESION/TEMPERATURA 89 kg/cm2 a 204�C.
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr. B, sin costura
3” a 6” Sch. 80 Extremo biselado A53 Gr. B, sin costura
8” a 24” Sch. 60 Extremo biselado A53 Gr. B, sin costura
NIPLES 1/2” a 2” Sch. 80 A106 Gr. B, sin costura
BRIDAS Clase 600 RF, A105, acabado 125 – 200 AARH
1/2” a 2” Enchufe soldado (Maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paracalzar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 600 RF, A105, acabado 125 – 200 AARH
1–1/2” a 12” Cuello Soldado, maquinado internamente paraigualar con el D.I del tubo
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A105
1/2” a 2” Enchufe soldado 3000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo.
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hexa-gonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño (NOTA 1)
Clase 600, extremos de enchufe soldado, A105, guarnición13 Cr. asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
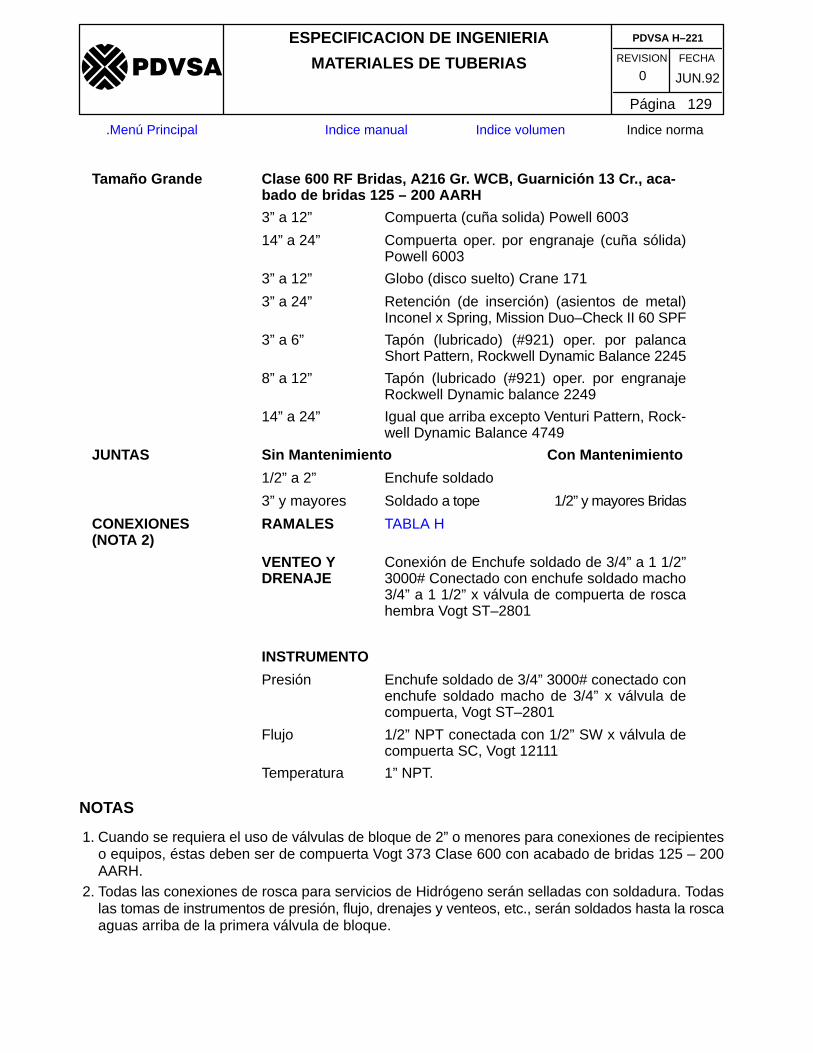
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 129
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande Clase 600 RF Bridas, A216 Gr. WCB, Guarnición 13 Cr., aca-bado de bridas 125 – 200 AARH
3” a 12” Compuerta (cuña solida) Powell 6003
14” a 24” Compuerta oper. por engranaje (cuña sólida)Powell 6003
3” a 12” Globo (disco suelto) Crane 171
3” a 24” Retención (de inserción) (asientos de metal)Inconel x Spring, Mission Duo–Check II 60 SPF
3” a 6” Tapón (lubricado) (#921) oper. por palancaShort Pattern, Rockwell Dynamic Balance 2245
8” a 12” Tapón (lubricado (#921) oper. por engranajeRockwell Dynamic balance 2249
14” a 24” Igual que arriba excepto Venturi Pattern, Rock-well Dynamic Balance 4749
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldado a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 2)
RAMALES TABLA H
VENTEO YDRENAJE
Conexión de Enchufe soldado de 3/4” a 1 1/2”3000# Conectado con enchufe soldado macho3/4” a 1 1/2” x válvula de compuerta de roscahembra Vogt ST–2801
INSTRUMENTO
Presión Enchufe soldado de 3/4” 3000# conectado conenchufe soldado macho de 3/4” x válvula decompuerta, Vogt ST–2801
Flujo 1/2” NPT conectada con 1/2” SW x válvula decompuerta SC, Vogt 12111
Temperatura 1” NPT.
NOTAS
1. Cuando se requiera el uso de válvulas de bloque de 2” o menores para conexiones de recipienteso equipos, éstas deben ser de compuerta Vogt 373 Clase 600 con acabado de bridas 125 – 200AARH.
2. Todas las conexiones de rosca para servicios de Hidrógeno serán selladas con soldadura. Todaslas tomas de instrumentos de presión, flujo, drenajes y venteos, etc., serán soldados hasta la roscaaguas arriba de la primera válvula de bloque.
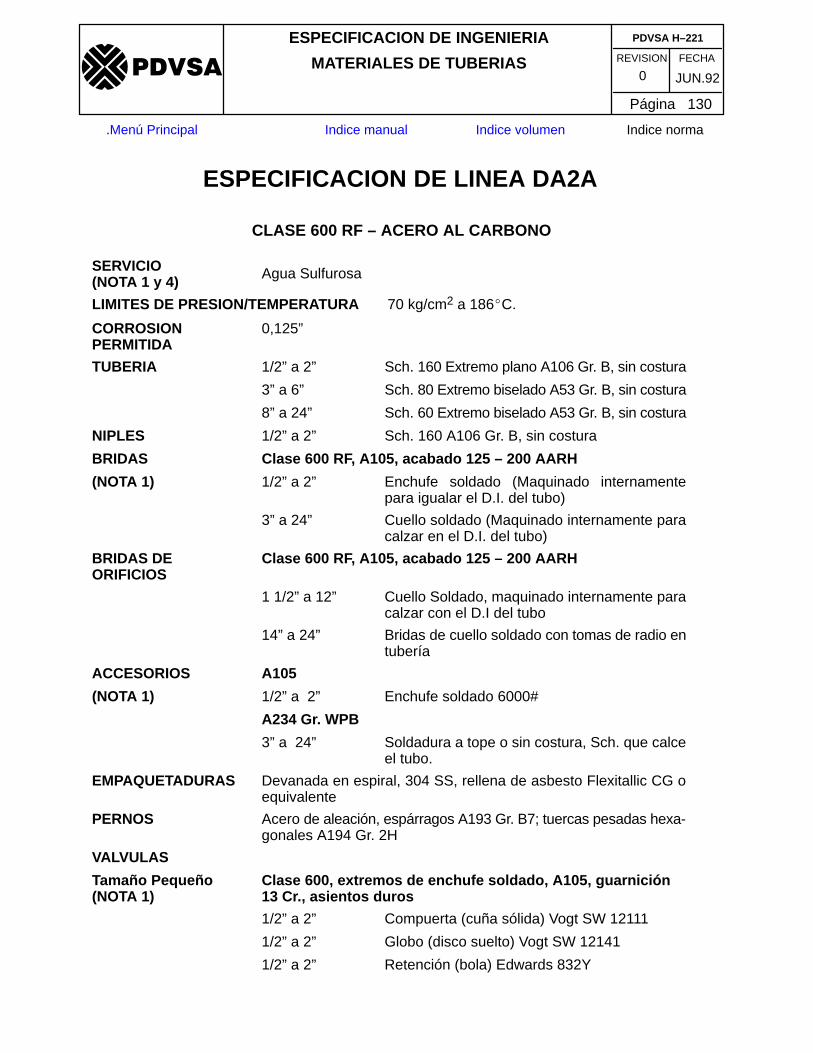
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 130
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA DA2A
CLASE 600 RF – ACERO AL CARBONO
SERVICIO(NOTA 1 y 4) Agua Sulfurosa
LIMITES DE PRESION/TEMPERATURA 70 kg/cm2 a 186�C.
CORROSION PERMITIDA
0,125”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A106 Gr. B, sin costura
3” a 6” Sch. 80 Extremo biselado A53 Gr. B, sin costura
8” a 24” Sch. 60 Extremo biselado A53 Gr. B, sin costura
NIPLES 1/2” a 2” Sch. 160 A106 Gr. B, sin costura
BRIDAS Clase 600 RF, A105, acabado 125 – 200 AARH
(NOTA 1) 1/2” a 2” Enchufe soldado (Maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paracalzar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 600 RF, A105, acabado 125 – 200 AARH
1 1/2” a 12” Cuello Soldado, maquinado internamente paracalzar con el D.I del tubo
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A105
(NOTA 1) 1/2” a 2” Enchufe soldado 6000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo.
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hexa-gonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño (NOTA 1)
Clase 600, extremos de enchufe soldado, A105, guarnición13 Cr., asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
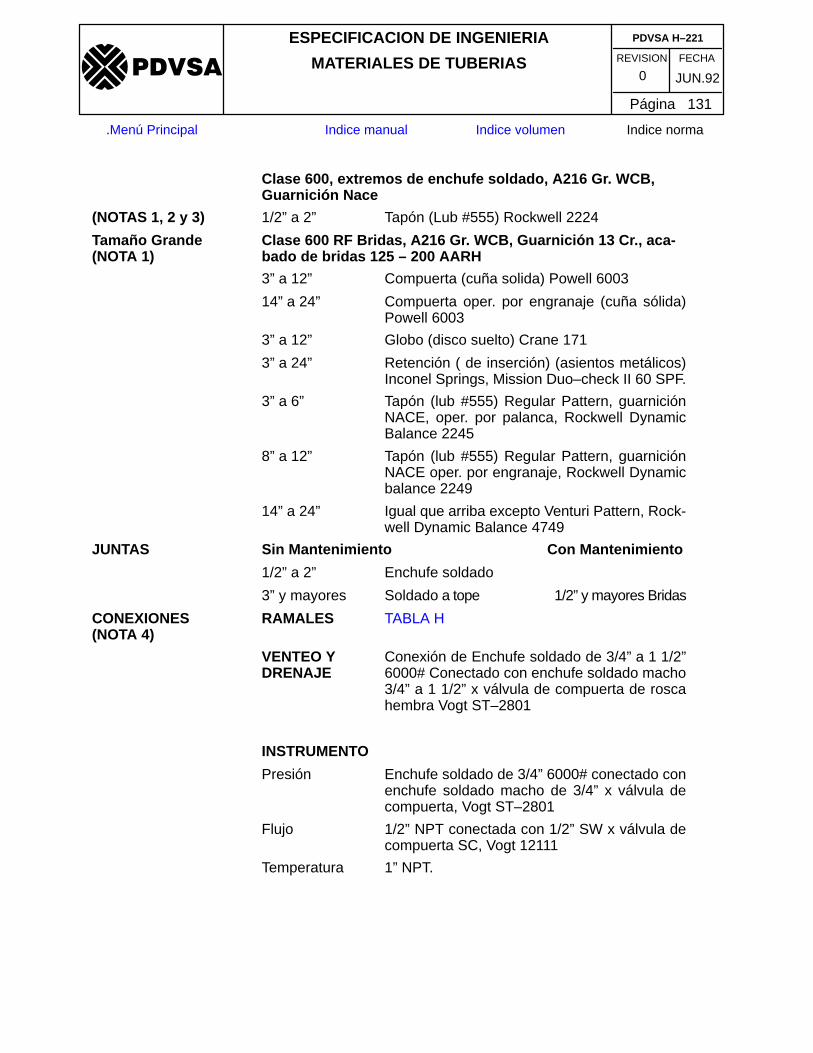
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 131
�����
.Menú Principal Indice manual Indice volumen Indice norma
Clase 600, extremos de enchufe soldado, A216 Gr. WCB,Guarnición Nace
(NOTAS 1, 2 y 3) 1/2” a 2” Tapón (Lub #555) Rockwell 2224
Tamaño Grande (NOTA 1)
Clase 600 RF Bridas, A216 Gr. WCB, Guarnición 13 Cr., aca-bado de bridas 125 – 200 AARH
3” a 12” Compuerta (cuña solida) Powell 6003
14” a 24” Compuerta oper. por engranaje (cuña sólida)Powell 6003
3” a 12” Globo (disco suelto) Crane 171
3” a 24” Retención ( de inserción) (asientos metálicos)Inconel Springs, Mission Duo–check II 60 SPF.
3” a 6” Tapón (lub #555) Regular Pattern, guarniciónNACE, oper. por palanca, Rockwell DynamicBalance 2245
8” a 12” Tapón (lub #555) Regular Pattern, guarniciónNACE oper. por engranaje, Rockwell Dynamicbalance 2249
14” a 24” Igual que arriba excepto Venturi Pattern, Rock-well Dynamic Balance 4749
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldado a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 4)
RAMALES TABLA H
VENTEO YDRENAJE
Conexión de Enchufe soldado de 3/4” a 1 1/2”6000# Conectado con enchufe soldado macho3/4” a 1 1/2” x válvula de compuerta de roscahembra Vogt ST–2801
INSTRUMENTO
Presión Enchufe soldado de 3/4” 6000# conectado conenchufe soldado macho de 3/4” x válvula decompuerta, Vogt ST–2801
Flujo 1/2” NPT conectada con 1/2” SW x válvula decompuerta SC, Vogt 12111
Temperatura 1” NPT.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 132
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. Toda tubería, accesorio de acero forjado A105, válvulas y fundiciones de válvulas, tendrán unadureza máxima de 200 BHN.
2. Cuando se requiera el uso de válvulas de bloque para conexiones de equipos o recipientes, éstasserán Rockwell 2245 Clase 600 con acabado de bridas de 125 – 200 AARH.
3. La máxima temperatura para válvulas de tapón Rockwell es 177°C.4. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán se soldados o sellados
con soldadura hasta la rosca de entrada de la primera válvula de bloque.
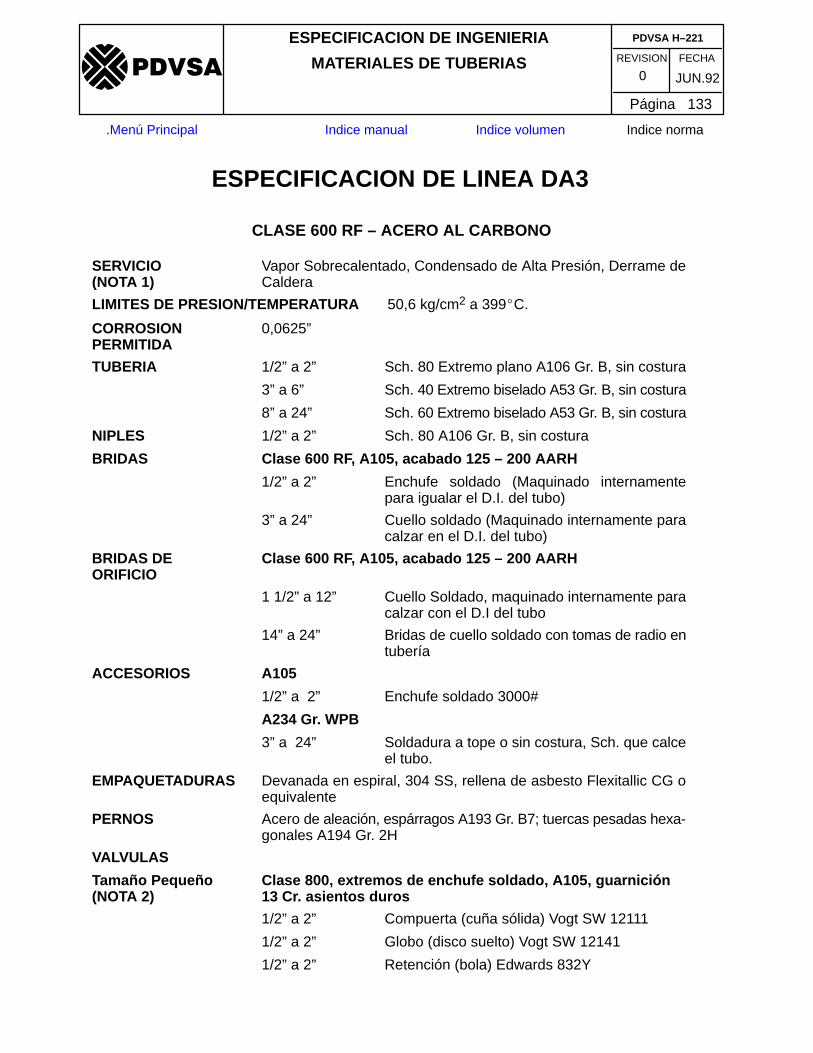
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 133
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA DA3
CLASE 600 RF – ACERO AL CARBONO
SERVICIO(NOTA 1)
Vapor Sobrecalentado, Condensado de Alta Presión, Derrame deCaldera
LIMITES DE PRESION/TEMPERATURA 50,6 kg/cm2 a 399�C.
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr. B, sin costura
3” a 6” Sch. 40 Extremo biselado A53 Gr. B, sin costura
8” a 24” Sch. 60 Extremo biselado A53 Gr. B, sin costura
NIPLES 1/2” a 2” Sch. 80 A106 Gr. B, sin costura
BRIDAS Clase 600 RF, A105, acabado 125 – 200 AARH
1/2” a 2” Enchufe soldado (Maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paracalzar en el D.I. del tubo)
BRIDAS DE ORIFICIO
Clase 600 RF, A105, acabado 125 – 200 AARH
1 1/2” a 12” Cuello Soldado, maquinado internamente paracalzar con el D.I del tubo
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A105
1/2” a 2” Enchufe soldado 3000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo.
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hexa-gonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño (NOTA 2)
Clase 800, extremos de enchufe soldado, A105, guarnición13 Cr. asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
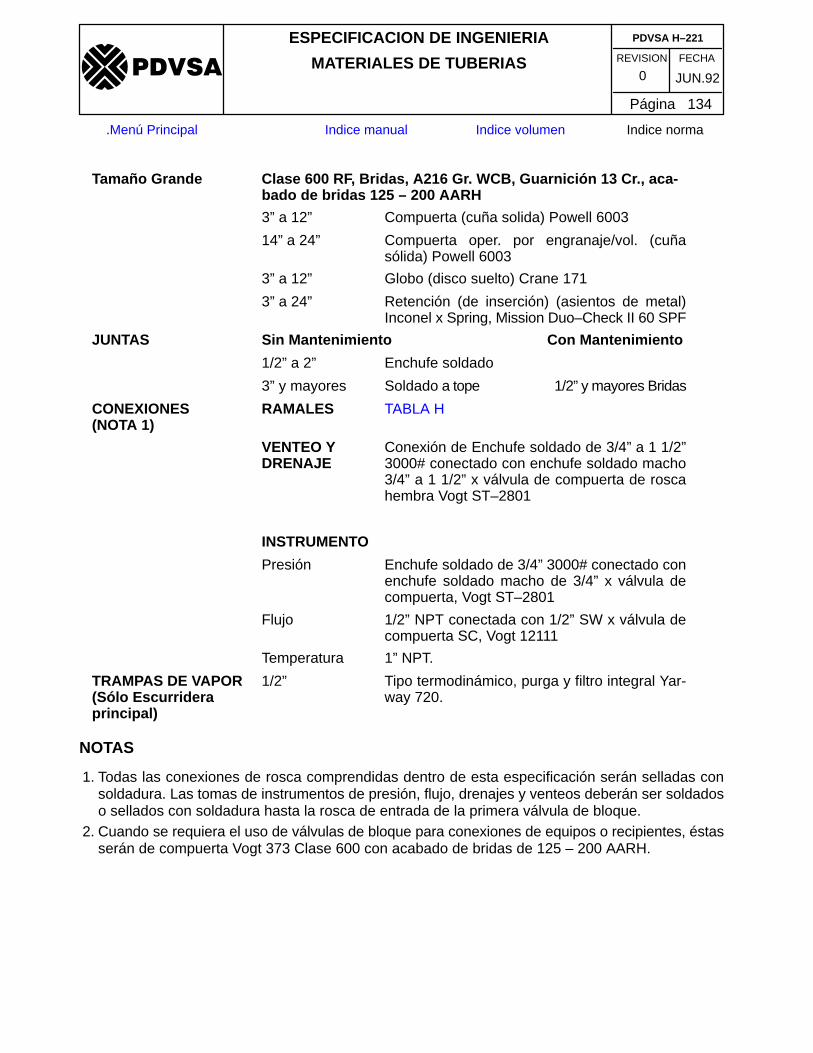
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 134
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande Clase 600 RF, Bridas, A216 Gr. WCB, Guarnición 13 Cr., aca-bado de bridas 125 – 200 AARH
3” a 12” Compuerta (cuña solida) Powell 6003
14” a 24” Compuerta oper. por engranaje/vol. (cuñasólida) Powell 6003
3” a 12” Globo (disco suelto) Crane 171
3” a 24” Retención (de inserción) (asientos de metal)Inconel x Spring, Mission Duo–Check II 60 SPF
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldado a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 1)
RAMALES TABLA H
VENTEO YDRENAJE
Conexión de Enchufe soldado de 3/4” a 1 1/2”3000# conectado con enchufe soldado macho3/4” a 1 1/2” x válvula de compuerta de roscahembra Vogt ST–2801
INSTRUMENTO
Presión Enchufe soldado de 3/4” 3000# conectado conenchufe soldado macho de 3/4” x válvula decompuerta, Vogt ST–2801
Flujo 1/2” NPT conectada con 1/2” SW x válvula decompuerta SC, Vogt 12111
Temperatura 1” NPT.
TRAMPAS DE VAPOR(Sólo Escurrideraprincipal)
1/2” Tipo termodinámico, purga y filtro integral Yar-way 720.
NOTAS
1. Todas las conexiones de rosca comprendidas dentro de esta especificación serán selladas consoldadura. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldadoso sellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
2. Cuando se requiera el uso de válvulas de bloque para conexiones de equipos o recipientes, éstasserán de compuerta Vogt 373 Clase 600 con acabado de bridas de 125 – 200 AARH.
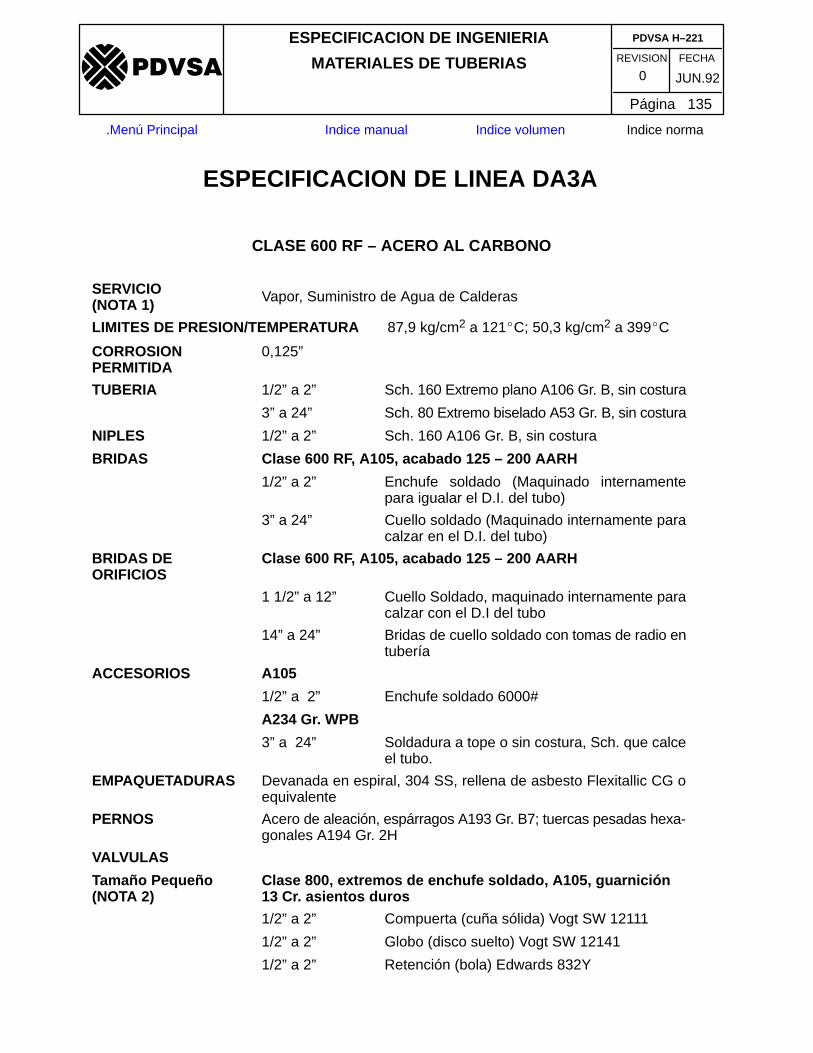
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 135
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA DA3A
CLASE 600 RF – ACERO AL CARBONO
SERVICIO(NOTA 1) Vapor, Suministro de Agua de Calderas
LIMITES DE PRESION/TEMPERATURA 87,9 kg/cm2 a 121�C; 50,3 kg/cm2 a 399�C
CORROSION PERMITIDA
0,125”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A106 Gr. B, sin costura
3” a 24” Sch. 80 Extremo biselado A53 Gr. B, sin costura
NIPLES 1/2” a 2” Sch. 160 A106 Gr. B, sin costura
BRIDAS Clase 600 RF, A105, acabado 125 – 200 AARH
1/2” a 2” Enchufe soldado (Maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paracalzar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 600 RF, A105, acabado 125 – 200 AARH
1 1/2” a 12” Cuello Soldado, maquinado internamente paracalzar con el D.I del tubo
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A105
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo.
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hexa-gonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño (NOTA 2)
Clase 800, extremos de enchufe soldado, A105, guarnición13 Cr. asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
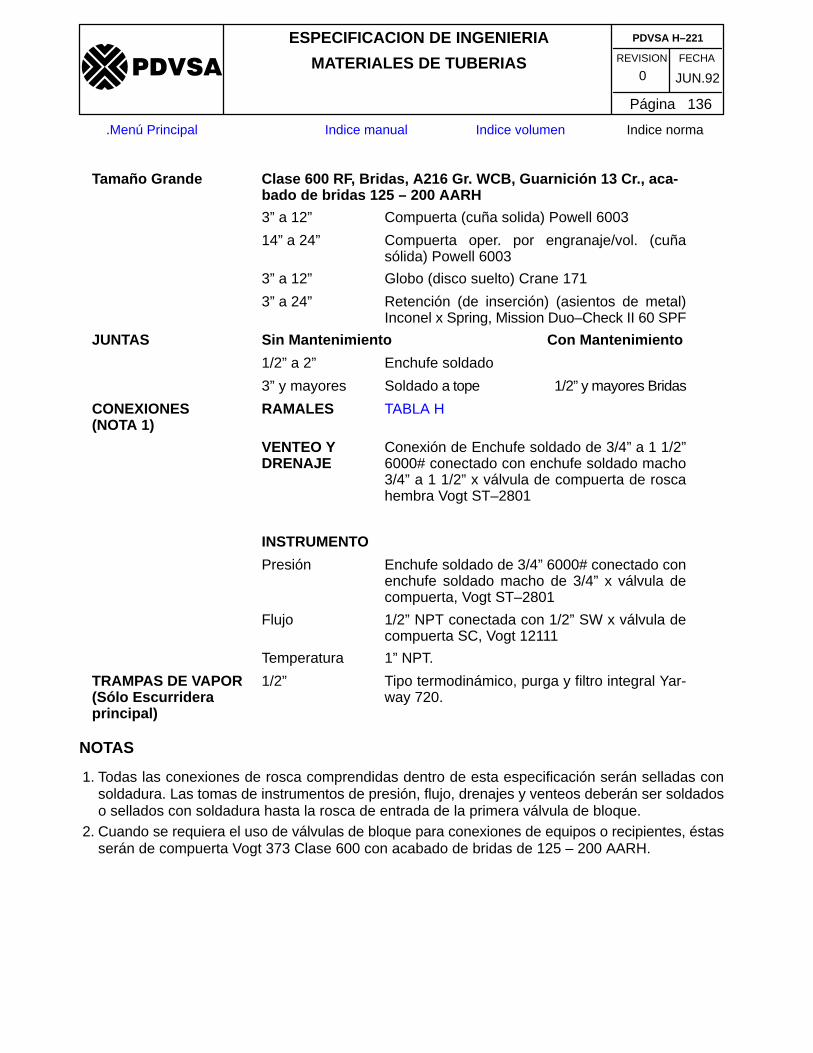
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 136
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande Clase 600 RF, Bridas, A216 Gr. WCB, Guarnición 13 Cr., aca-bado de bridas 125 – 200 AARH
3” a 12” Compuerta (cuña solida) Powell 6003
14” a 24” Compuerta oper. por engranaje/vol. (cuñasólida) Powell 6003
3” a 12” Globo (disco suelto) Crane 171
3” a 24” Retención (de inserción) (asientos de metal)Inconel x Spring, Mission Duo–Check II 60 SPF
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldado a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 1)
RAMALES TABLA H
VENTEO YDRENAJE
Conexión de Enchufe soldado de 3/4” a 1 1/2”6000# conectado con enchufe soldado macho3/4” a 1 1/2” x válvula de compuerta de roscahembra Vogt ST–2801
INSTRUMENTO
Presión Enchufe soldado de 3/4” 6000# conectado conenchufe soldado macho de 3/4” x válvula decompuerta, Vogt ST–2801
Flujo 1/2” NPT conectada con 1/2” SW x válvula decompuerta SC, Vogt 12111
Temperatura 1” NPT.
TRAMPAS DE VAPOR(Sólo Escurrideraprincipal)
1/2” Tipo termodinámico, purga y filtro integral Yar-way 720.
NOTAS
1. Todas las conexiones de rosca comprendidas dentro de esta especificación serán selladas consoldadura. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldadoso sellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
2. Cuando se requiera el uso de válvulas de bloque para conexiones de equipos o recipientes, éstasserán de compuerta Vogt 373 Clase 600 con acabado de bridas de 125 – 200 AARH.
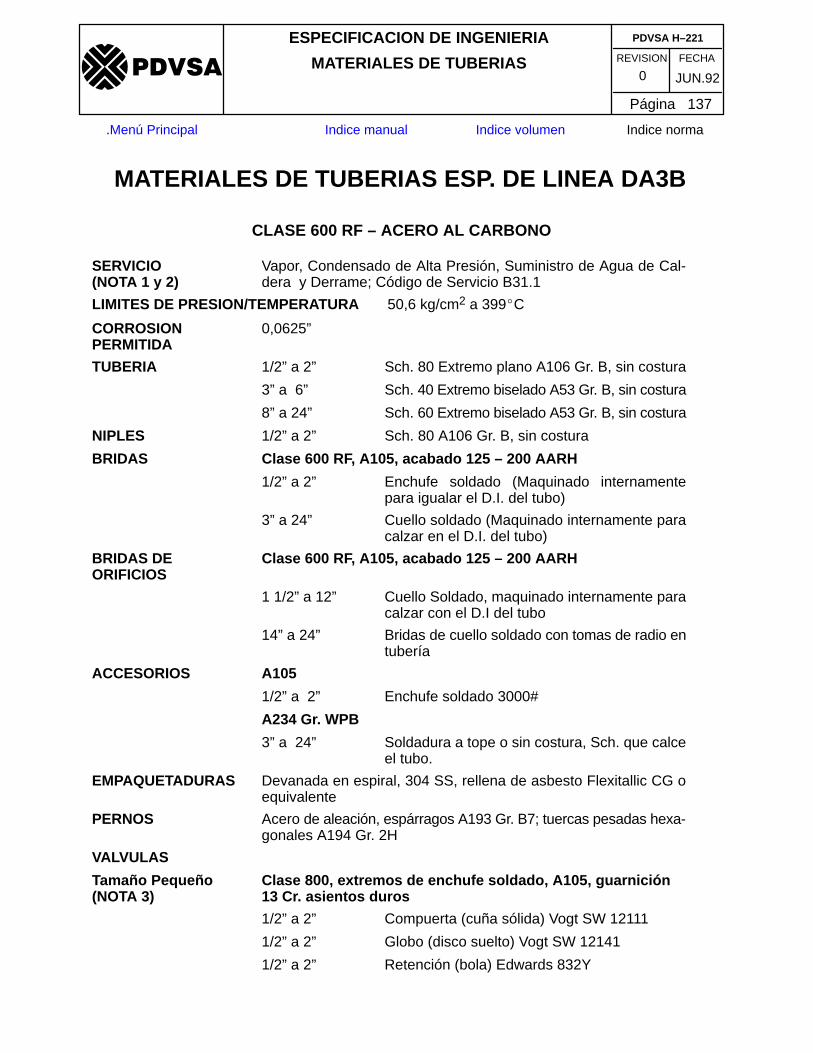
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 137
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.MATERIALES DE TUBERIAS ESP. DE LINEA DA3B
CLASE 600 RF – ACERO AL CARBONO
SERVICIO(NOTA 1 y 2)
Vapor, Condensado de Alta Presión, Suministro de Agua de Cal-dera y Derrame; Código de Servicio B31.1
LIMITES DE PRESION/TEMPERATURA 50,6 kg/cm2 a 399�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr. B, sin costura
3” a 6” Sch. 40 Extremo biselado A53 Gr. B, sin costura
8” a 24” Sch. 60 Extremo biselado A53 Gr. B, sin costura
NIPLES 1/2” a 2” Sch. 80 A106 Gr. B, sin costura
BRIDAS Clase 600 RF, A105, acabado 125 – 200 AARH
1/2” a 2” Enchufe soldado (Maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paracalzar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 600 RF, A105, acabado 125 – 200 AARH
1 1/2” a 12” Cuello Soldado, maquinado internamente paracalzar con el D.I del tubo
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A105
1/2” a 2” Enchufe soldado 3000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo.
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hexa-gonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño (NOTA 3)
Clase 800, extremos de enchufe soldado, A105, guarnición13 Cr. asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
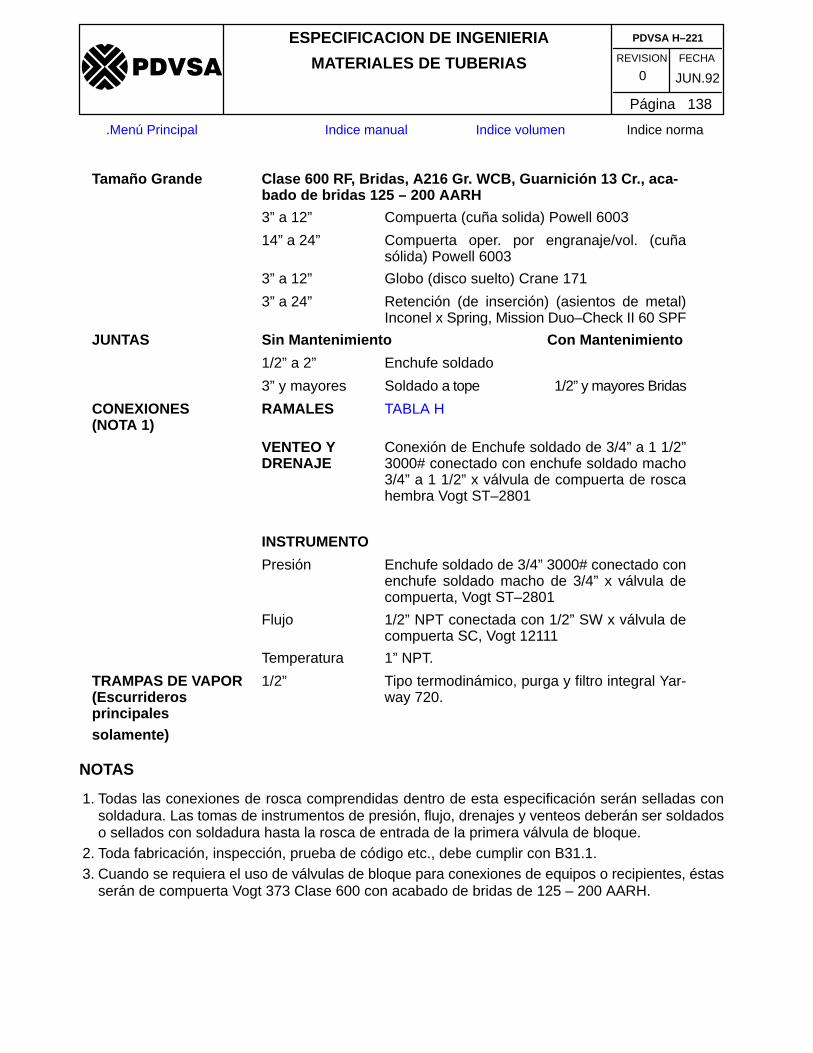
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 138
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande Clase 600 RF, Bridas, A216 Gr. WCB, Guarnición 13 Cr., aca-bado de bridas 125 – 200 AARH
3” a 12” Compuerta (cuña solida) Powell 6003
14” a 24” Compuerta oper. por engranaje/vol. (cuñasólida) Powell 6003
3” a 12” Globo (disco suelto) Crane 171
3” a 24” Retención (de inserción) (asientos de metal)Inconel x Spring, Mission Duo–Check II 60 SPF
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldado a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 1)
RAMALES TABLA H
VENTEO YDRENAJE
Conexión de Enchufe soldado de 3/4” a 1 1/2”3000# conectado con enchufe soldado macho3/4” a 1 1/2” x válvula de compuerta de roscahembra Vogt ST–2801
INSTRUMENTO
Presión Enchufe soldado de 3/4” 3000# conectado conenchufe soldado macho de 3/4” x válvula decompuerta, Vogt ST–2801
Flujo 1/2” NPT conectada con 1/2” SW x válvula decompuerta SC, Vogt 12111
Temperatura 1” NPT.
TRAMPAS DE VAPOR(Escurrideros principalessolamente)
1/2” Tipo termodinámico, purga y filtro integral Yar-way 720.
NOTAS
1. Todas las conexiones de rosca comprendidas dentro de esta especificación serán selladas consoldadura. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldadoso sellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
2. Toda fabricación, inspección, prueba de código etc., debe cumplir con B31.1.3. Cuando se requiera el uso de válvulas de bloque para conexiones de equipos o recipientes, éstas
serán de compuerta Vogt 373 Clase 600 con acabado de bridas de 125 – 200 AARH.
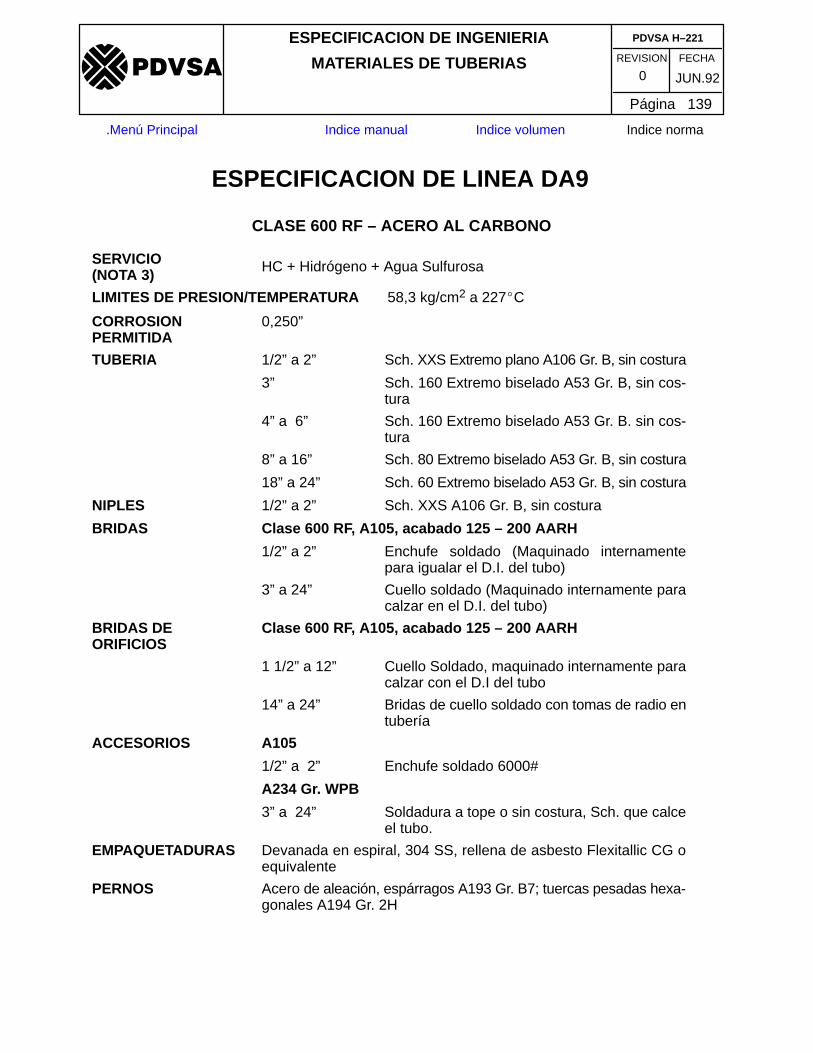
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 139
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA DA9
CLASE 600 RF – ACERO AL CARBONO
SERVICIO(NOTA 3) HC + Hidrógeno + Agua Sulfurosa
LIMITES DE PRESION/TEMPERATURA 58,3 kg/cm2 a 227�C
CORROSION PERMITIDA
0,250”
TUBERIA 1/2” a 2” Sch. XXS Extremo plano A106 Gr. B, sin costura
3” Sch. 160 Extremo biselado A53 Gr. B, sin cos-tura
4” a 6” Sch. 160 Extremo biselado A53 Gr. B. sin cos-tura
8” a 16” Sch. 80 Extremo biselado A53 Gr. B, sin costura
18” a 24” Sch. 60 Extremo biselado A53 Gr. B, sin costura
NIPLES 1/2” a 2” Sch. XXS A106 Gr. B, sin costura
BRIDAS Clase 600 RF, A105, acabado 125 – 200 AARH
1/2” a 2” Enchufe soldado (Maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paracalzar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 600 RF, A105, acabado 125 – 200 AARH
1 1/2” a 12” Cuello Soldado, maquinado internamente paracalzar con el D.I del tubo
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A105
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo.
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hexa-gonales A194 Gr. 2H
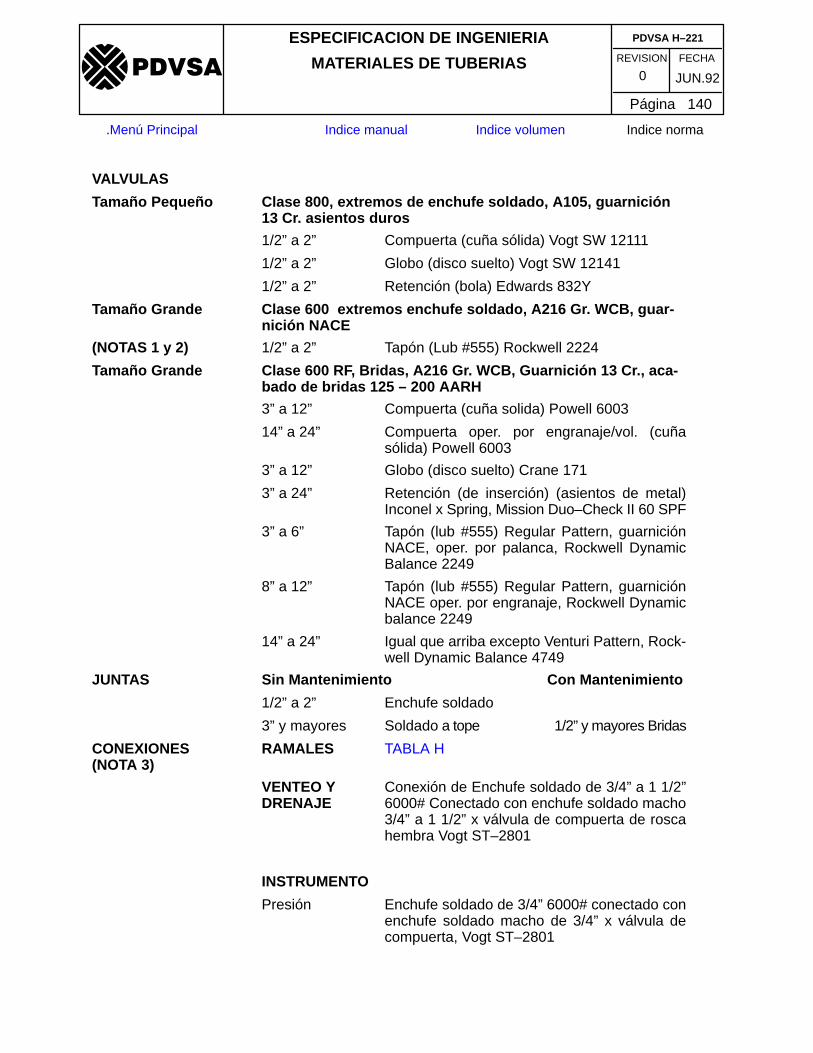
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 140
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño Clase 800, extremos de enchufe soldado, A105, guarnición13 Cr. asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12111
1/2” a 2” Globo (disco suelto) Vogt SW 12141
1/2” a 2” Retención (bola) Edwards 832Y
Tamaño Grande Clase 600 extremos enchufe soldado, A216 Gr. WCB, guar-nición NACE
(NOTAS 1 y 2) 1/2” a 2” Tapón (Lub #555) Rockwell 2224
Tamaño Grande Clase 600 RF, Bridas, A216 Gr. WCB, Guarnición 13 Cr., aca-bado de bridas 125 – 200 AARH
3” a 12” Compuerta (cuña solida) Powell 6003
14” a 24” Compuerta oper. por engranaje/vol. (cuñasólida) Powell 6003
3” a 12” Globo (disco suelto) Crane 171
3” a 24” Retención (de inserción) (asientos de metal)Inconel x Spring, Mission Duo–Check II 60 SPF
3” a 6” Tapón (lub #555) Regular Pattern, guarniciónNACE, oper. por palanca, Rockwell DynamicBalance 2249
8” a 12” Tapón (lub #555) Regular Pattern, guarniciónNACE oper. por engranaje, Rockwell Dynamicbalance 2249
14” a 24” Igual que arriba excepto Venturi Pattern, Rock-well Dynamic Balance 4749
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldado a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 3)
RAMALES TABLA H
VENTEO YDRENAJE
Conexión de Enchufe soldado de 3/4” a 1 1/2”6000# Conectado con enchufe soldado macho3/4” a 1 1/2” x válvula de compuerta de roscahembra Vogt ST–2801
INSTRUMENTO
Presión Enchufe soldado de 3/4” 6000# conectado conenchufe soldado macho de 3/4” x válvula decompuerta, Vogt ST–2801
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 141
�����
.Menú Principal Indice manual Indice volumen Indice norma
Flujo 1/2” NPT conectada con 1/2” SW x válvula decompuerta SC, Vogt 12111
Temperatura 1” NPT.
NOTAS
1. La máxima temperatura para válvulas de tapón Rockwell es 260�C. con lubricante #555. (Lamáxima temperatura para válvula de tapón Rockwell 2224 es 177�C).
2. Cuando se requiera el uso de válvulas de bloque para conexiones de equipos o recipientes, éstasserán Rockwell 2245 Clase 600 con acabado de bridas de 125 – 200 AARH.
3. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
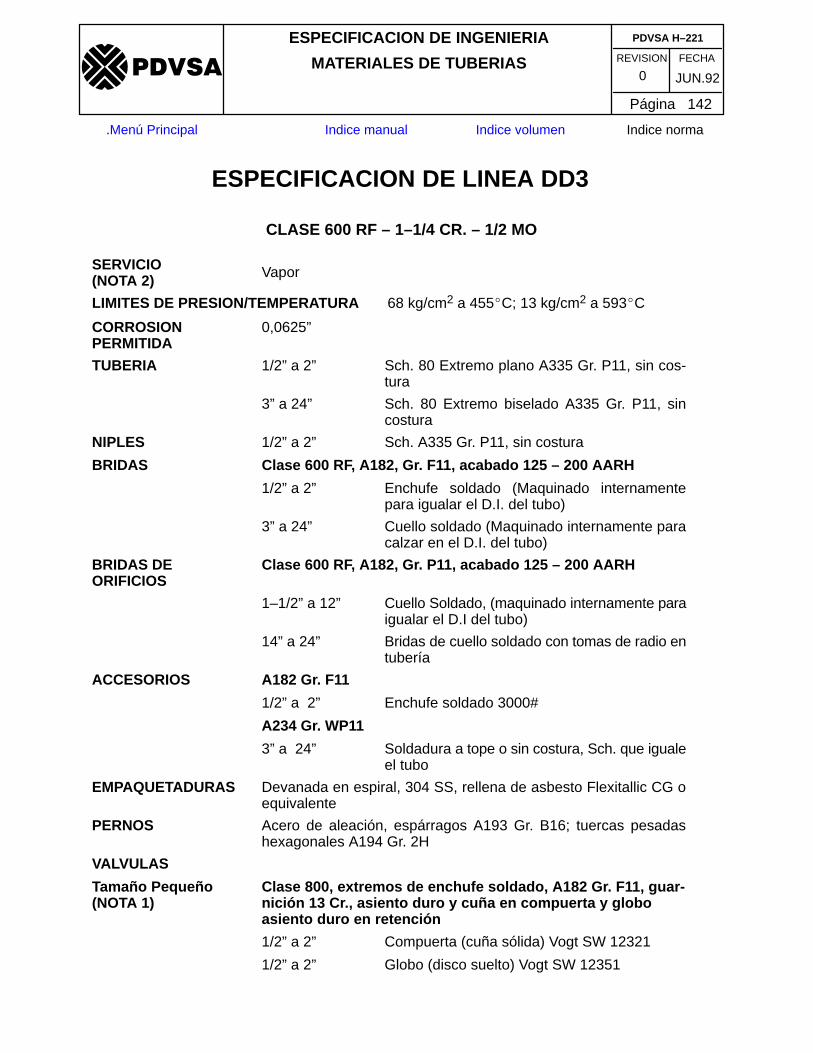
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 142
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA DD3
CLASE 600 RF – 1–1/4 CR. – 1/2 MO
SERVICIO(NOTA 2) Vapor
LIMITES DE PRESION/TEMPERATURA 68 kg/cm2 a 455�C; 13 kg/cm2 a 593�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A335 Gr. P11, sin cos-tura
3” a 24” Sch. 80 Extremo biselado A335 Gr. P11, sincostura
NIPLES 1/2” a 2” Sch. A335 Gr. P11, sin costura
BRIDAS Clase 600 RF, A182, Gr. F11, acabado 125 – 200 AARH
1/2” a 2” Enchufe soldado (Maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paracalzar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 600 RF, A182, Gr. P11, acabado 125 – 200 AARH
1–1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A182 Gr. F11
1/2” a 2” Enchufe soldado 3000#
A234 Gr. WP11
3” a 24” Soldadura a tope o sin costura, Sch. que igualeel tubo
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B16; tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño (NOTA 1)
Clase 800, extremos de enchufe soldado, A182 Gr. F11, guar-nición 13 Cr., asiento duro y cuña en compuerta y globoasiento duro en retención
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12321
1/2” a 2” Globo (disco suelto) Vogt SW 12351
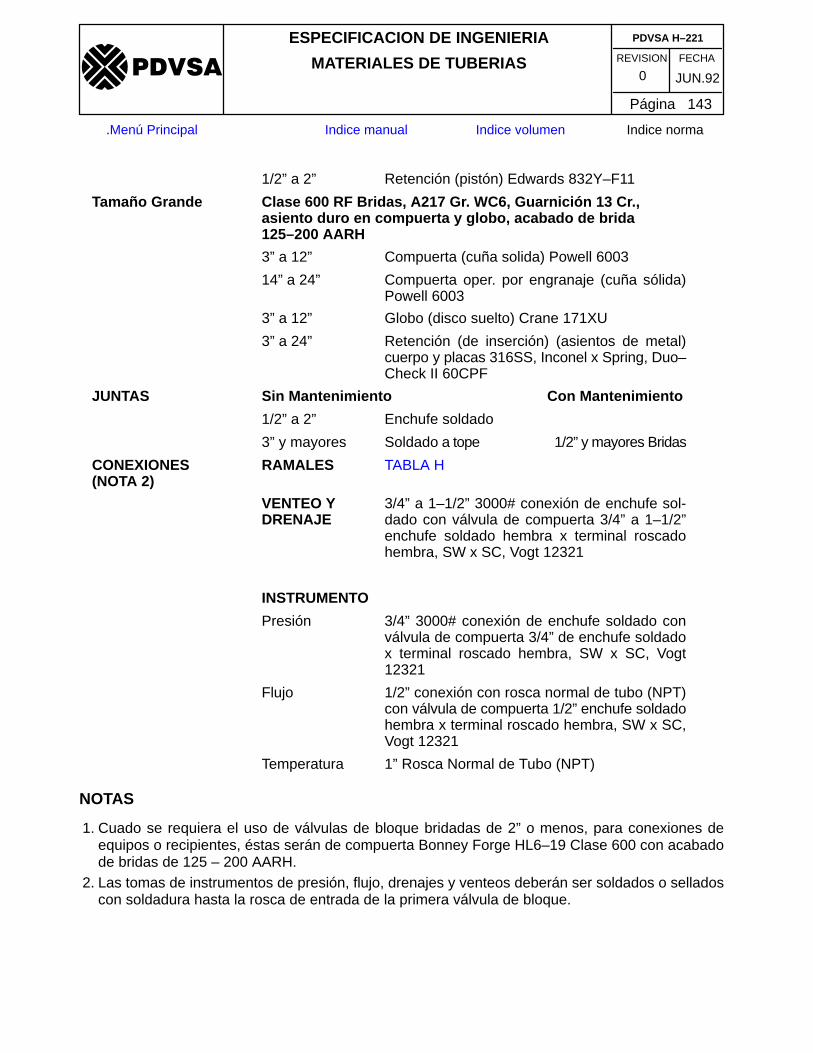
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 143
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Retención (pistón) Edwards 832Y–F11
Tamaño Grande Clase 600 RF Bridas, A217 Gr. WC6, Guarnición 13 Cr.,asiento duro en compuerta y globo, acabado de brida125–200 AARH
3” a 12” Compuerta (cuña solida) Powell 6003
14” a 24” Compuerta oper. por engranaje (cuña sólida)Powell 6003
3” a 12” Globo (disco suelto) Crane 171XU
3” a 24” Retención (de inserción) (asientos de metal)cuerpo y placas 316SS, Inconel x Spring, Duo–Check II 60CPF
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldado a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 2)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, SW x SC, Vogt 12321
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, SW x SC, Vogt12321
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, SW x SC,Vogt 12321
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS
1. Cuado se requiera el uso de válvulas de bloque bridadas de 2” o menos, para conexiones deequipos o recipientes, éstas serán de compuerta Bonney Forge HL6–19 Clase 600 con acabadode bridas de 125 – 200 AARH.
2. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
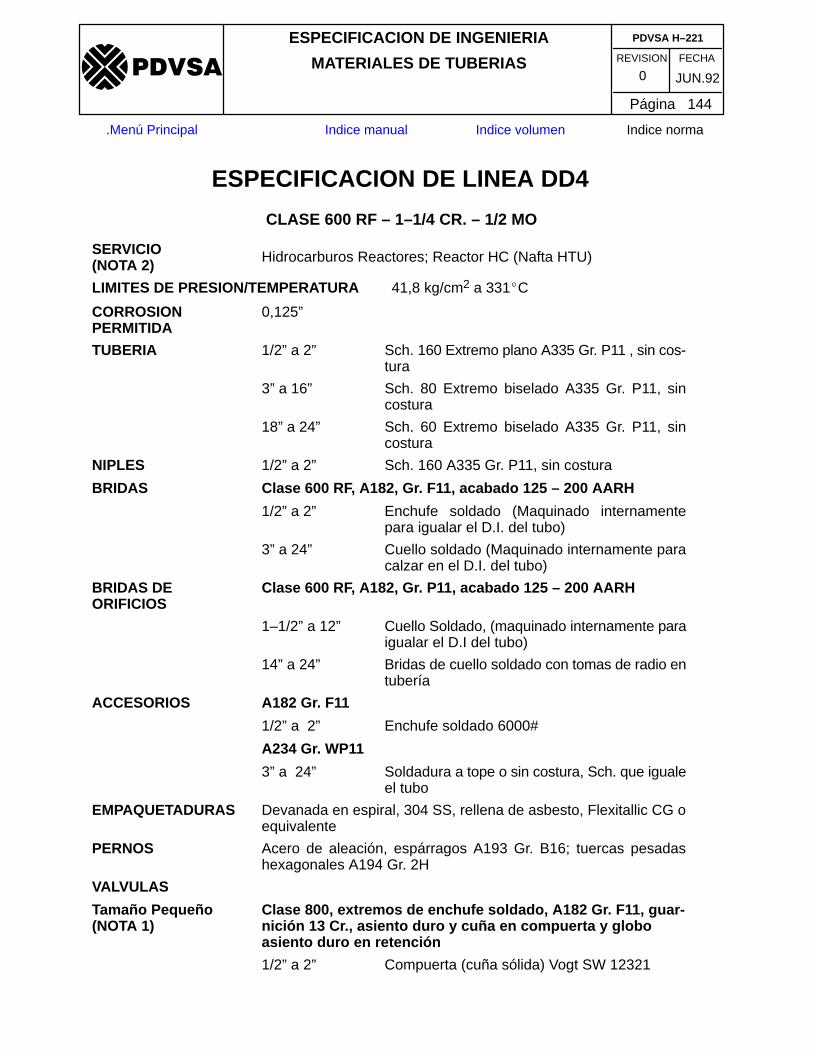
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 144
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA DD4
CLASE 600 RF – 1–1/4 CR. – 1/2 MO
SERVICIO(NOTA 2) Hidrocarburos Reactores; Reactor HC (Nafta HTU)
LIMITES DE PRESION/TEMPERATURA 41,8 kg/cm2 a 331�C
CORROSION PERMITIDA
0,125”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A335 Gr. P11 , sin cos-tura
3” a 16” Sch. 80 Extremo biselado A335 Gr. P11, sincostura
18” a 24” Sch. 60 Extremo biselado A335 Gr. P11, sincostura
NIPLES 1/2” a 2” Sch. 160 A335 Gr. P11, sin costura
BRIDAS Clase 600 RF, A182, Gr. F11, acabado 125 – 200 AARH
1/2” a 2” Enchufe soldado (Maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paracalzar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 600 RF, A182, Gr. P11, acabado 125 – 200 AARH
1–1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A182 Gr. F11
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WP11
3” a 24” Soldadura a tope o sin costura, Sch. que igualeel tubo
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto, Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B16; tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño (NOTA 1)
Clase 800, extremos de enchufe soldado, A182 Gr. F11, guar-nición 13 Cr., asiento duro y cuña en compuerta y globoasiento duro en retención
1/2” a 2” Compuerta (cuña sólida) Vogt SW 12321
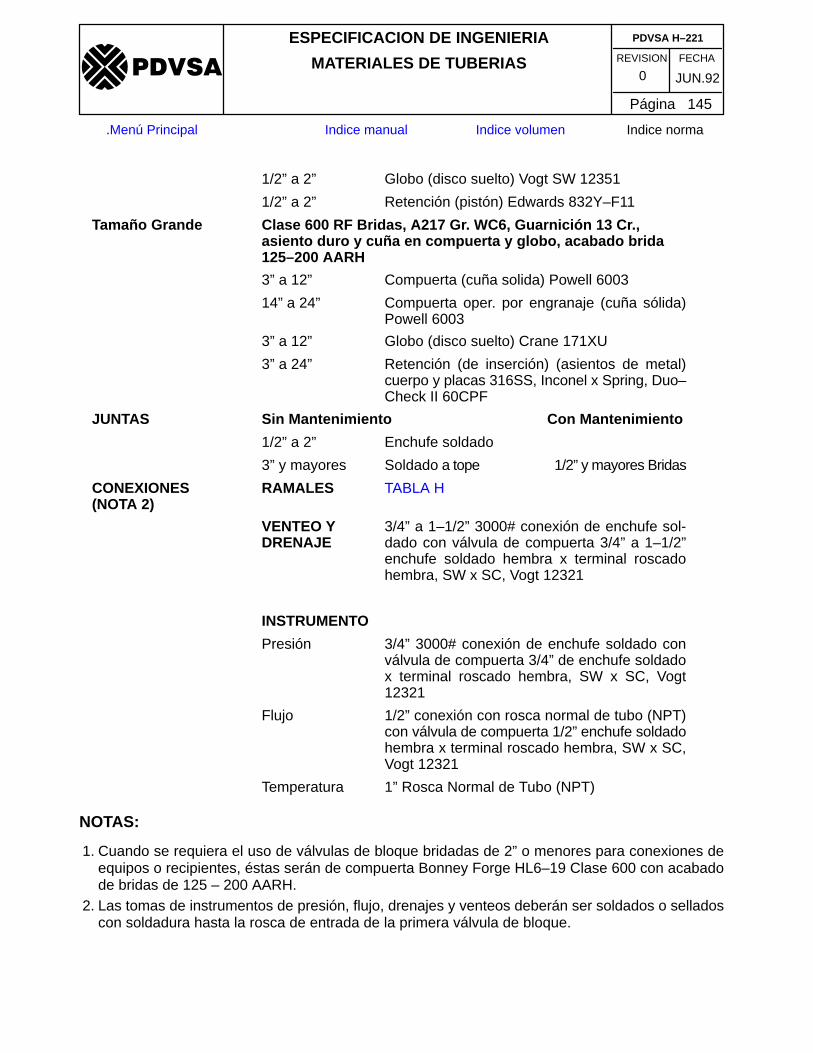
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 145
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Globo (disco suelto) Vogt SW 12351
1/2” a 2” Retención (pistón) Edwards 832Y–F11
Tamaño Grande Clase 600 RF Bridas, A217 Gr. WC6, Guarnición 13 Cr.,asiento duro y cuña en compuerta y globo, acabado brida125–200 AARH
3” a 12” Compuerta (cuña solida) Powell 6003
14” a 24” Compuerta oper. por engranaje (cuña sólida)Powell 6003
3” a 12” Globo (disco suelto) Crane 171XU
3” a 24” Retención (de inserción) (asientos de metal)cuerpo y placas 316SS, Inconel x Spring, Duo–Check II 60CPF
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldado a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 2)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, SW x SC, Vogt 12321
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, SW x SC, Vogt12321
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, SW x SC,Vogt 12321
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Cuando se requiera el uso de válvulas de bloque bridadas de 2” o menores para conexiones deequipos o recipientes, éstas serán de compuerta Bonney Forge HL6–19 Clase 600 con acabadode bridas de 125 – 200 AARH.
2. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
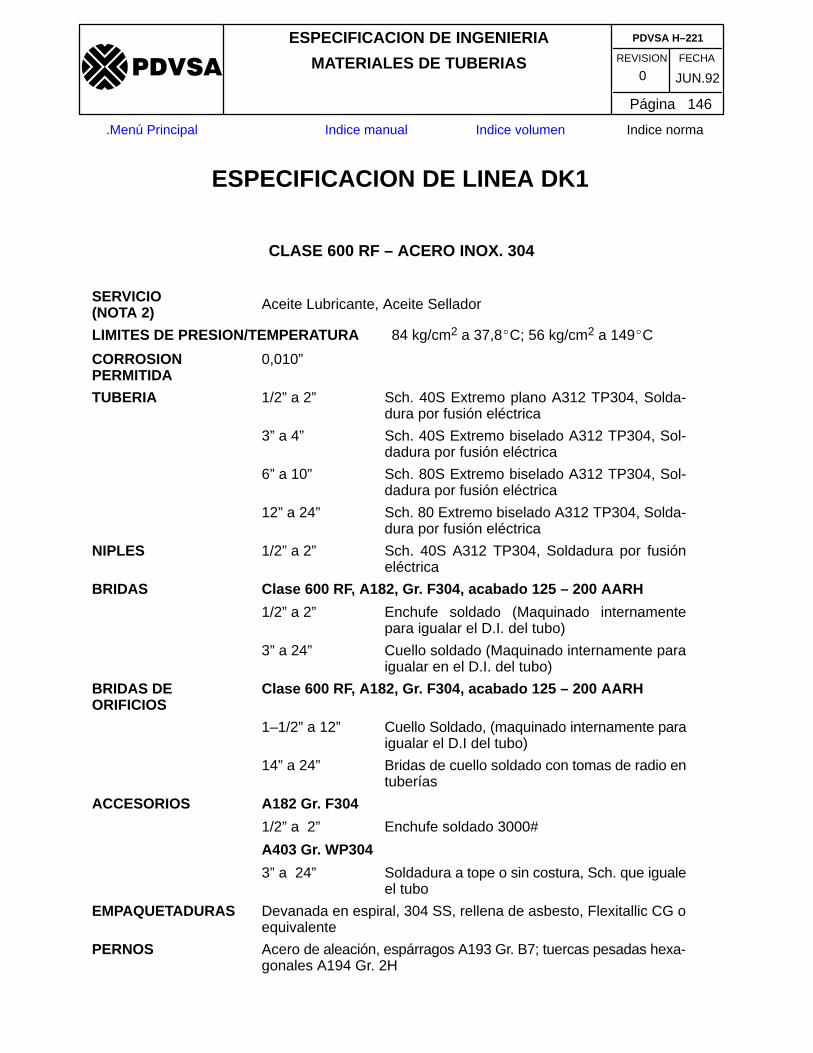
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 146
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA DK1
CLASE 600 RF – ACERO INOX. 304
SERVICIO(NOTA 2) Aceite Lubricante, Aceite Sellador
LIMITES DE PRESION/TEMPERATURA 84 kg/cm2 a 37,8�C; 56 kg/cm2 a 149�C
CORROSION PERMITIDA
0,010”
TUBERIA 1/2” a 2” Sch. 40S Extremo plano A312 TP304, Solda-dura por fusión eléctrica
3” a 4” Sch. 40S Extremo biselado A312 TP304, Sol-dadura por fusión eléctrica
6” a 10” Sch. 80S Extremo biselado A312 TP304, Sol-dadura por fusión eléctrica
12” a 24” Sch. 80 Extremo biselado A312 TP304, Solda-dura por fusión eléctrica
NIPLES 1/2” a 2” Sch. 40S A312 TP304, Soldadura por fusióneléctrica
BRIDAS Clase 600 RF, A182, Gr. F304, acabado 125 – 200 AARH
1/2” a 2” Enchufe soldado (Maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paraigualar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 600 RF, A182, Gr. F304, acabado 125 – 200 AARH
1–1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entuberías
ACCESORIOS A182 Gr. F304
1/2” a 2” Enchufe soldado 3000#
A403 Gr. WP304
3” a 24” Soldadura a tope o sin costura, Sch. que igualeel tubo
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto, Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hexa-gonales A194 Gr. 2H
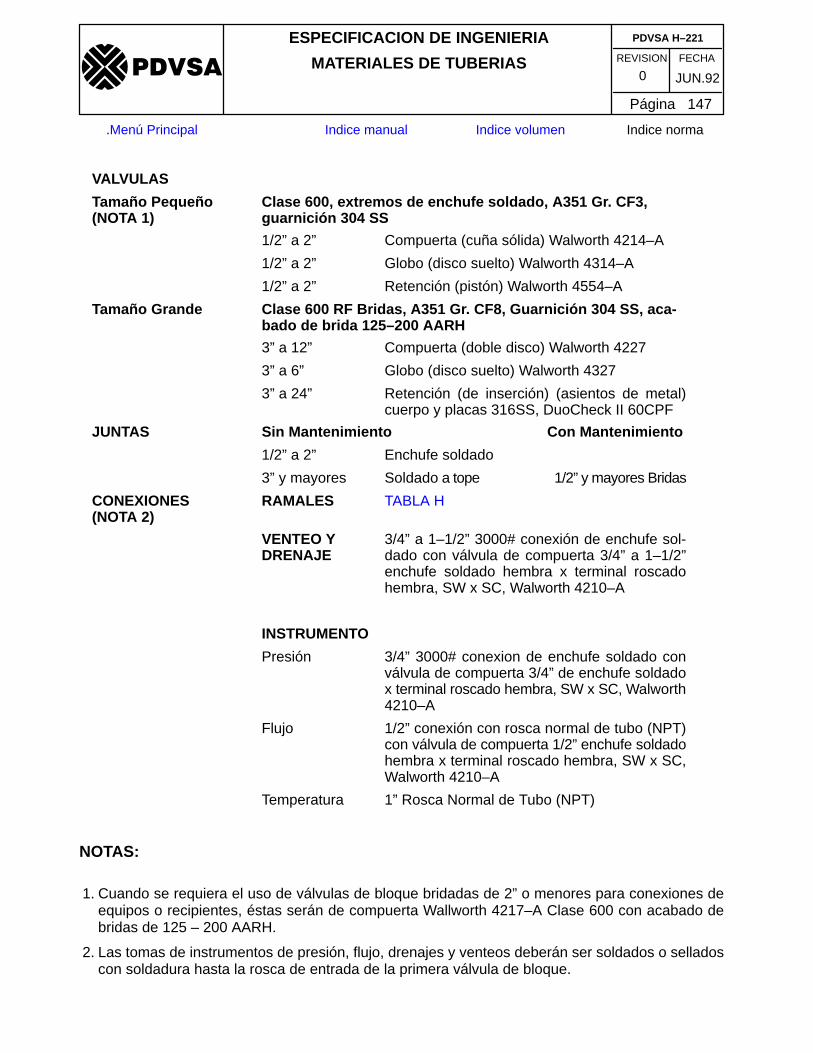
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 147
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño (NOTA 1)
Clase 600, extremos de enchufe soldado, A351 Gr. CF3,guarnición 304 SS
1/2” a 2” Compuerta (cuña sólida) Walworth 4214–A
1/2” a 2” Globo (disco suelto) Walworth 4314–A
1/2” a 2” Retención (pistón) Walworth 4554–A
Tamaño Grande Clase 600 RF Bridas, A351 Gr. CF8, Guarnición 304 SS, aca-bado de brida 125–200 AARH
3” a 12” Compuerta (doble disco) Walworth 4227
3” a 6” Globo (disco suelto) Walworth 4327
3” a 24” Retención (de inserción) (asientos de metal)cuerpo y placas 316SS, DuoCheck II 60CPF
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado
3” y mayores Soldado a tope 1/2” y mayores Bridas
CONEXIONES (NOTA 2)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de compuerta 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra, SW x SC, Walworth 4210–A
INSTRUMENTO
Presión 3/4” 3000# conexion de enchufe soldado conválvula de compuerta 3/4” de enchufe soldadox terminal roscado hembra, SW x SC, Walworth4210–A
Flujo 1/2” conexión con rosca normal de tubo (NPT)con válvula de compuerta 1/2” enchufe soldadohembra x terminal roscado hembra, SW x SC,Walworth 4210–A
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Cuando se requiera el uso de válvulas de bloque bridadas de 2” o menores para conexiones deequipos o recipientes, éstas serán de compuerta Wallworth 4217–A Clase 600 con acabado debridas de 125 – 200 AARH.
2. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados o selladoscon soldadura hasta la rosca de entrada de la primera válvula de bloque.
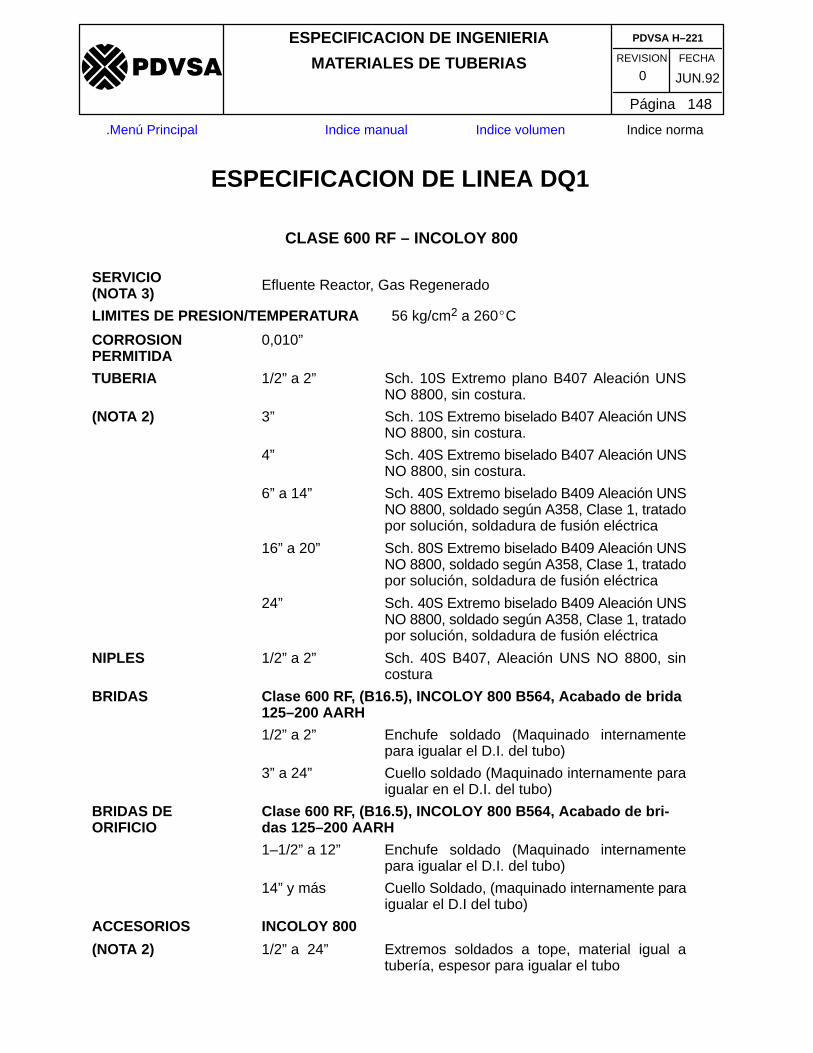
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 148
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA DQ1
CLASE 600 RF – INCOLOY 800
SERVICIO(NOTA 3) Efluente Reactor, Gas Regenerado
LIMITES DE PRESION/TEMPERATURA 56 kg/cm2 a 260�C
CORROSION PERMITIDA
0,010”
TUBERIA 1/2” a 2” Sch. 10S Extremo plano B407 Aleación UNSNO 8800, sin costura.
(NOTA 2) 3” Sch. 10S Extremo biselado B407 Aleación UNSNO 8800, sin costura.
4” Sch. 40S Extremo biselado B407 Aleación UNSNO 8800, sin costura.
6” a 14” Sch. 40S Extremo biselado B409 Aleación UNSNO 8800, soldado según A358, Clase 1, tratadopor solución, soldadura de fusión eléctrica
16” a 20” Sch. 80S Extremo biselado B409 Aleación UNSNO 8800, soldado según A358, Clase 1, tratadopor solución, soldadura de fusión eléctrica
24” Sch. 40S Extremo biselado B409 Aleación UNSNO 8800, soldado según A358, Clase 1, tratadopor solución, soldadura de fusión eléctrica
NIPLES 1/2” a 2” Sch. 40S B407, Aleación UNS NO 8800, sincostura
BRIDAS Clase 600 RF, (B16.5), INCOLOY 800 B564, Acabado de brida125–200 AARH
1/2” a 2” Enchufe soldado (Maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paraigualar en el D.I. del tubo)
BRIDAS DE ORIFICIO
Clase 600 RF, (B16.5), INCOLOY 800 B564, Acabado de bri-das 125–200 AARH
1–1/2” a 12” Enchufe soldado (Maquinado internamentepara igualar el D.I. del tubo)
14” y más Cuello Soldado, (maquinado internamente paraigualar el D.I del tubo)
ACCESORIOS INCOLOY 800
(NOTA 2) 1/2” a 24” Extremos soldados a tope, material igual atubería, espesor para igualar el tubo
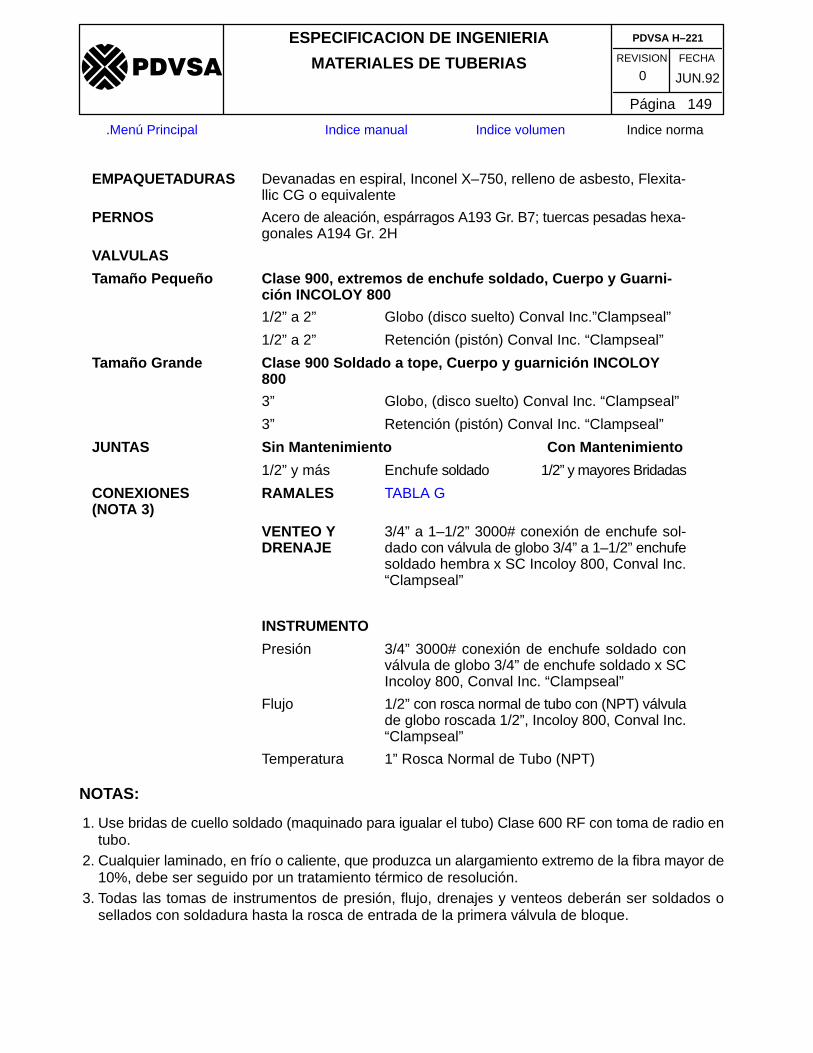
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 149
�����
.Menú Principal Indice manual Indice volumen Indice norma
EMPAQUETADURAS Devanadas en espiral, Inconel X–750, relleno de asbesto, Flexita-llic CG o equivalente
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas pesadas hexa-gonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño Clase 900, extremos de enchufe soldado, Cuerpo y Guarni-ción INCOLOY 800
1/2” a 2” Globo (disco suelto) Conval Inc.”Clampseal”
1/2” a 2” Retención (pistón) Conval Inc. “Clampseal”
Tamaño Grande Clase 900 Soldado a tope, Cuerpo y guarnición INCOLOY800
3” Globo, (disco suelto) Conval Inc. “Clampseal”
3” Retención (pistón) Conval Inc. “Clampseal”
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” y más Enchufe soldado 1/2” y mayores Bridadas
CONEXIONES (NOTA 3)
RAMALES TABLA G
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufe sol-dado con válvula de globo 3/4” a 1–1/2” enchufesoldado hembra x SC Incoloy 800, Conval Inc.“Clampseal”
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado x SCIncoloy 800, Conval Inc. “Clampseal”
Flujo 1/2” con rosca normal de tubo con (NPT) válvulade globo roscada 1/2”, Incoloy 800, Conval Inc.“Clampseal”
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Use bridas de cuello soldado (maquinado para igualar el tubo) Clase 600 RF con toma de radio entubo.
2. Cualquier laminado, en frío o caliente, que produzca un alargamiento extremo de la fibra mayor de10%, debe ser seguido por un tratamiento térmico de resolución.
3. Todas las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
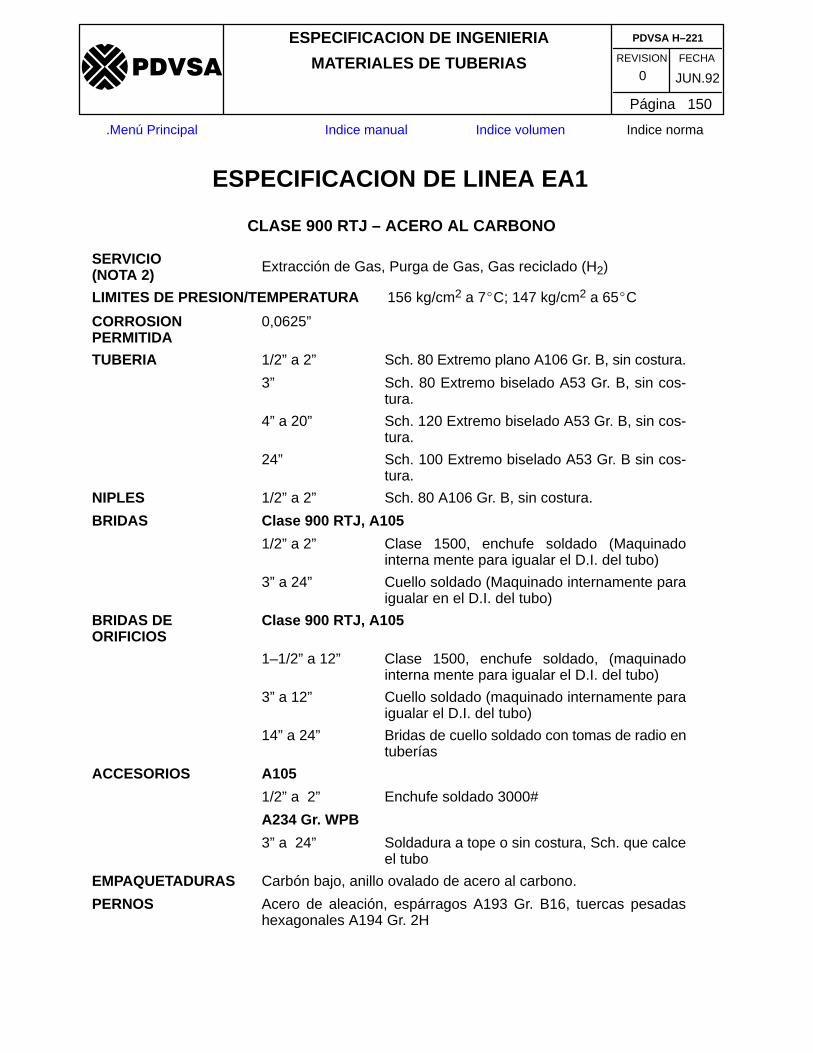
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 150
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA EA1
CLASE 900 RTJ – ACERO AL CARBONO
SERVICIO(NOTA 2) Extracción de Gas, Purga de Gas, Gas reciclado (H2)
LIMITES DE PRESION/TEMPERATURA 156 kg/cm2 a 7�C; 147 kg/cm2 a 65�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr. B, sin costura.
3” Sch. 80 Extremo biselado A53 Gr. B, sin cos-tura.
4” a 20” Sch. 120 Extremo biselado A53 Gr. B, sin cos-tura.
24” Sch. 100 Extremo biselado A53 Gr. B sin cos-tura.
NIPLES 1/2” a 2” Sch. 80 A106 Gr. B, sin costura.
BRIDAS Clase 900 RTJ, A105
1/2” a 2” Clase 1500, enchufe soldado (Maquinadointerna mente para igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paraigualar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 900 RTJ, A105
1–1/2” a 12” Clase 1500, enchufe soldado, (maquinadointerna mente para igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entuberías
ACCESORIOS A105
1/2” a 2” Enchufe soldado 3000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo
EMPAQUETADURAS Carbón bajo, anillo ovalado de acero al carbono.
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
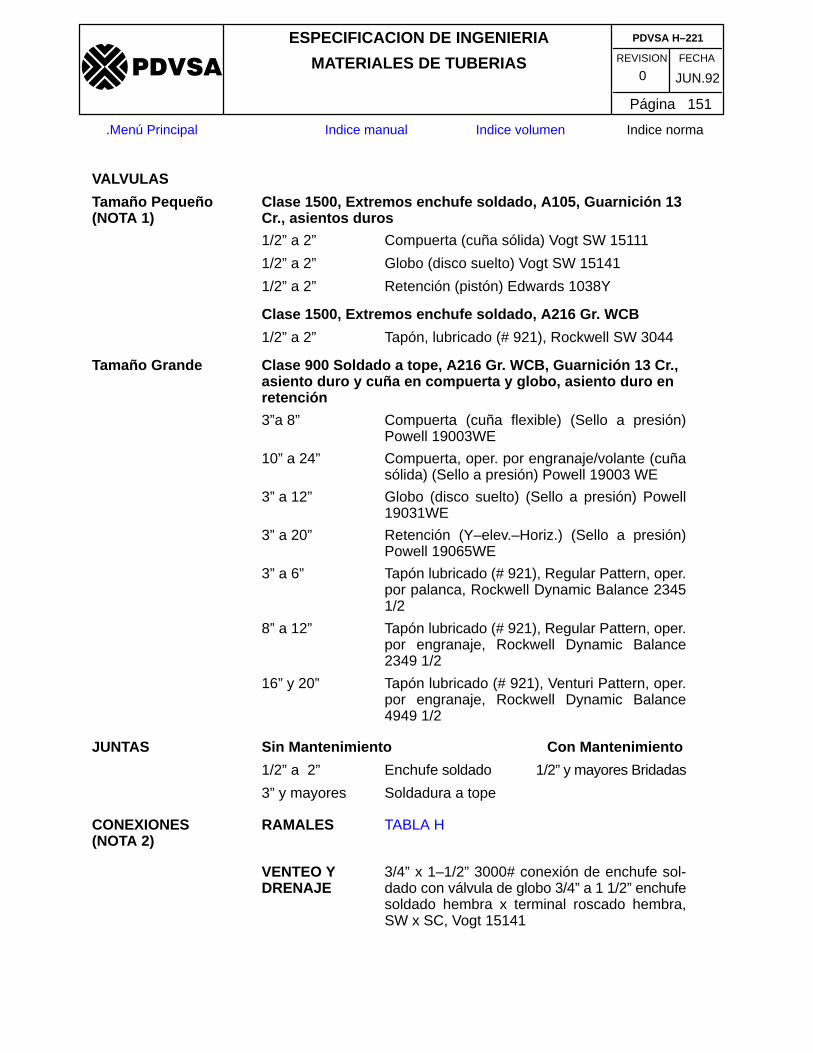
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 151
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño(NOTA 1)
Clase 1500, Extremos enchufe soldado, A105, Guarnición 13Cr., asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 15111
1/2” a 2” Globo (disco suelto) Vogt SW 15141
1/2” a 2” Retención (pistón) Edwards 1038Y
Clase 1500, Extremos enchufe soldado, A216 Gr. WCB
1/2” a 2” Tapón, lubricado (# 921), Rockwell SW 3044
Tamaño Grande Clase 900 Soldado a tope, A216 Gr. WCB, Guarnición 13 Cr.,asiento duro y cuña en compuerta y globo, asiento duro enretención
3”a 8” Compuerta (cuña flexible) (Sello a presión)Powell 19003WE
10” a 24” Compuerta, oper. por engranaje/volante (cuñasólida) (Sello a presión) Powell 19003 WE
3” a 12” Globo (disco suelto) (Sello a presión) Powell19031WE
3” a 20” Retención (Y–elev.–Horiz.) (Sello a presión)Powell 19065WE
3” a 6” Tapón lubricado (# 921), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 23451/2
8” a 12” Tapón lubricado (# 921), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance2349 1/2
16” y 20” Tapón lubricado (# 921), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance4949 1/2
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 2)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” x 1–1/2” 3000# conexión de enchufe sol-dado con válvula de globo 3/4” a 1 1/2” enchufesoldado hembra x terminal roscado hembra,SW x SC, Vogt 15141
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 152
�����
.Menú Principal Indice manual Indice volumen Indice norma
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado x ter-minal roscado hembra, SW x SC, Vogt 15141
Flujo 3/4” rosca normal de tubo (NPT) con válvula deglobo 3/4” enchufe soldado x terminal roscado,SW x SC Vogt 15141
Temperatura 1–1/2” Bridada
NOTAS
1. Cuando se requiera el uso de válvulas de bloque bridadas de 1” a RTJ para conexiones de equiposo recipientes, éstas serán de valvulas de tapón Clase 1500, Rockwell 3045
2. Todas las conexiones roscadas de servicio de hidrógeno deben ser selladas con soldadura. Lastomas de instrumentos de presión, flujo, drenajes y venteos deberán se soldados o sellados consoldadura hasta la rosca de entrada de la primera válvula de bloque.
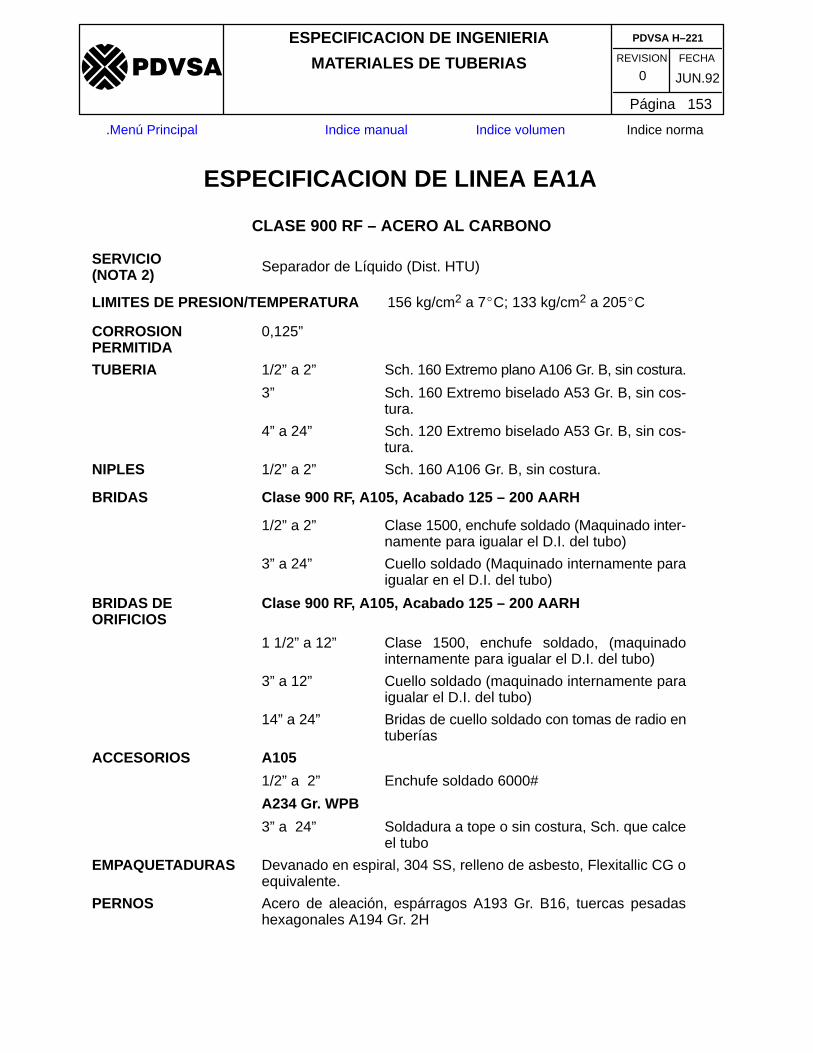
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 153
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA EA1A
CLASE 900 RF – ACERO AL CARBONO
SERVICIO(NOTA 2) Separador de Líquido (Dist. HTU)
LIMITES DE PRESION/TEMPERATURA 156 kg/cm2 a 7�C; 133 kg/cm2 a 205�C
CORROSION PERMITIDA
0,125”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A106 Gr. B, sin costura.
3” Sch. 160 Extremo biselado A53 Gr. B, sin cos-tura.
4” a 24” Sch. 120 Extremo biselado A53 Gr. B, sin cos-tura.
NIPLES 1/2” a 2” Sch. 160 A106 Gr. B, sin costura.
BRIDAS Clase 900 RF, A105, Acabado 125 – 200 AARH
1/2” a 2” Clase 1500, enchufe soldado (Maquinado inter-namente para igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paraigualar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 900 RF, A105, Acabado 125 – 200 AARH
1 1/2” a 12” Clase 1500, enchufe soldado, (maquinadointernamente para igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entuberías
ACCESORIOS A105
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo
EMPAQUETADURAS Devanado en espiral, 304 SS, relleno de asbesto, Flexitallic CG oequivalente.
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
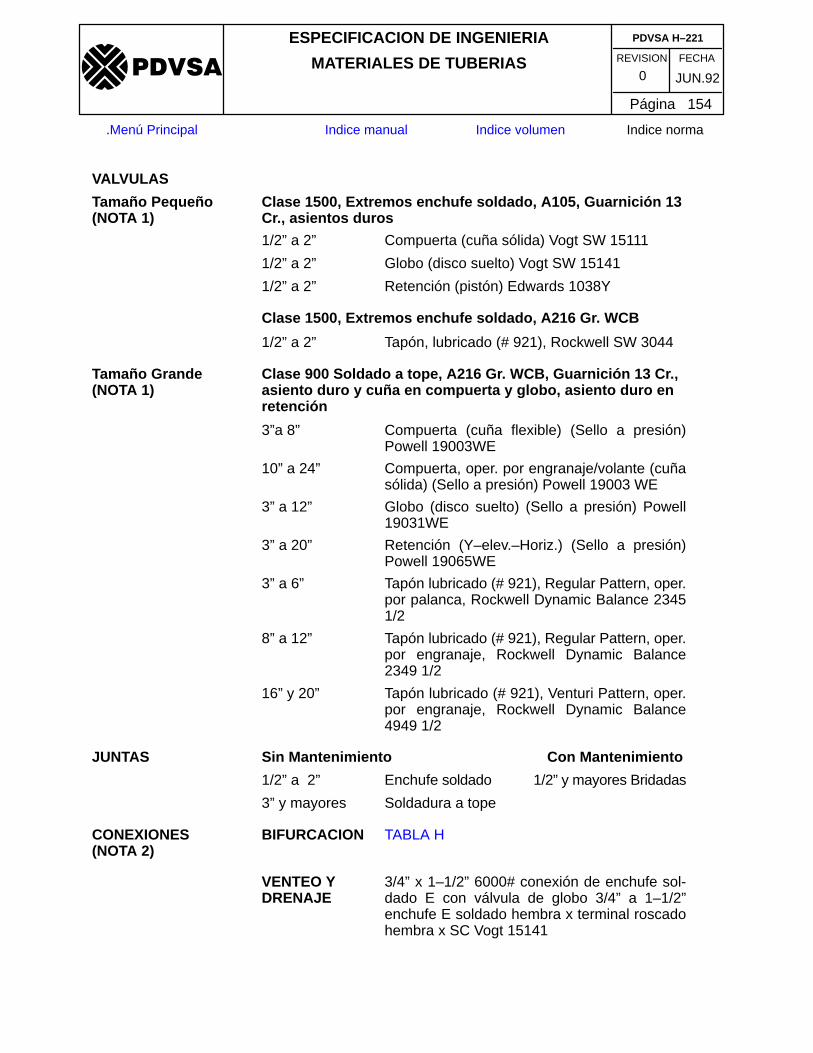
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 154
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño(NOTA 1)
Clase 1500, Extremos enchufe soldado, A105, Guarnición 13Cr., asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 15111
1/2” a 2” Globo (disco suelto) Vogt SW 15141
1/2” a 2” Retención (pistón) Edwards 1038Y
Clase 1500, Extremos enchufe soldado, A216 Gr. WCB
1/2” a 2” Tapón, lubricado (# 921), Rockwell SW 3044
Tamaño Grande (NOTA 1)
Clase 900 Soldado a tope, A216 Gr. WCB, Guarnición 13 Cr.,asiento duro y cuña en compuerta y globo, asiento duro enretención
3”a 8” Compuerta (cuña flexible) (Sello a presión)Powell 19003WE
10” a 24” Compuerta, oper. por engranaje/volante (cuñasólida) (Sello a presión) Powell 19003 WE
3” a 12” Globo (disco suelto) (Sello a presión) Powell19031WE
3” a 20” Retención (Y–elev.–Horiz.) (Sello a presión)Powell 19065WE
3” a 6” Tapón lubricado (# 921), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 23451/2
8” a 12” Tapón lubricado (# 921), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance2349 1/2
16” y 20” Tapón lubricado (# 921), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance4949 1/2
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 2)
BIFURCACION TABLA H
VENTEO YDRENAJE
3/4” x 1–1/2” 6000# conexión de enchufe sol-dado E con válvula de globo 3/4” a 1–1/2”enchufe E soldado hembra x terminal roscadohembra x SC Vogt 15141
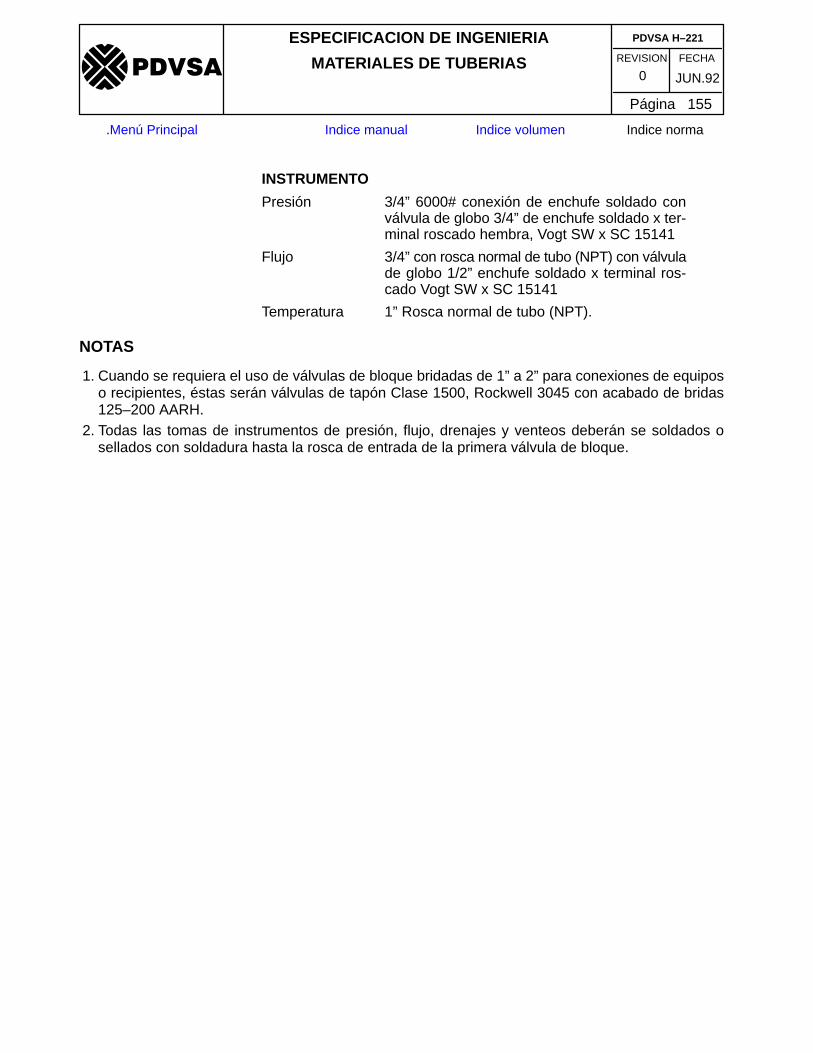
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 155
�����
.Menú Principal Indice manual Indice volumen Indice norma
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado x ter-minal roscado hembra, Vogt SW x SC 15141
Flujo 3/4” con rosca normal de tubo (NPT) con válvulade globo 1/2” enchufe soldado x terminal ros-cado Vogt SW x SC 15141
Temperatura 1” Rosca normal de tubo (NPT).
NOTAS
1. Cuando se requiera el uso de válvulas de bloque bridadas de 1” a 2” para conexiones de equiposo recipientes, éstas serán válvulas de tapón Clase 1500, Rockwell 3045 con acabado de bridas125–200 AARH.
2. Todas las tomas de instrumentos de presión, flujo, drenajes y venteos deberán se soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
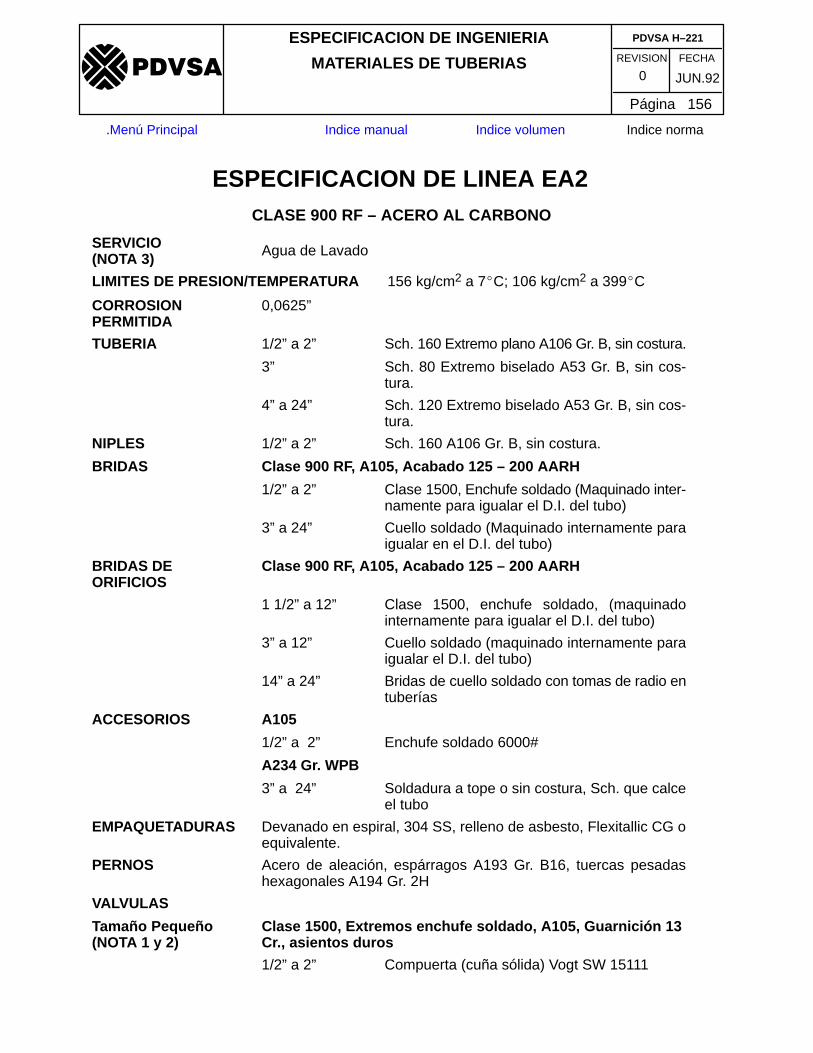
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 156
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA EA2CLASE 900 RF – ACERO AL CARBONO
SERVICIO(NOTA 3) Agua de Lavado
LIMITES DE PRESION/TEMPERATURA 156 kg/cm2 a 7�C; 106 kg/cm2 a 399�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A106 Gr. B, sin costura.
3” Sch. 80 Extremo biselado A53 Gr. B, sin cos-tura.
4” a 24” Sch. 120 Extremo biselado A53 Gr. B, sin cos-tura.
NIPLES 1/2” a 2” Sch. 160 A106 Gr. B, sin costura.
BRIDAS Clase 900 RF, A105, Acabado 125 – 200 AARH
1/2” a 2” Clase 1500, Enchufe soldado (Maquinado inter-namente para igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paraigualar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 900 RF, A105, Acabado 125 – 200 AARH
1 1/2” a 12” Clase 1500, enchufe soldado, (maquinadointernamente para igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entuberías
ACCESORIOS A105
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo
EMPAQUETADURAS Devanado en espiral, 304 SS, relleno de asbesto, Flexitallic CG oequivalente.
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 1 y 2)
Clase 1500, Extremos enchufe soldado, A105, Guarnición 13Cr., asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 15111
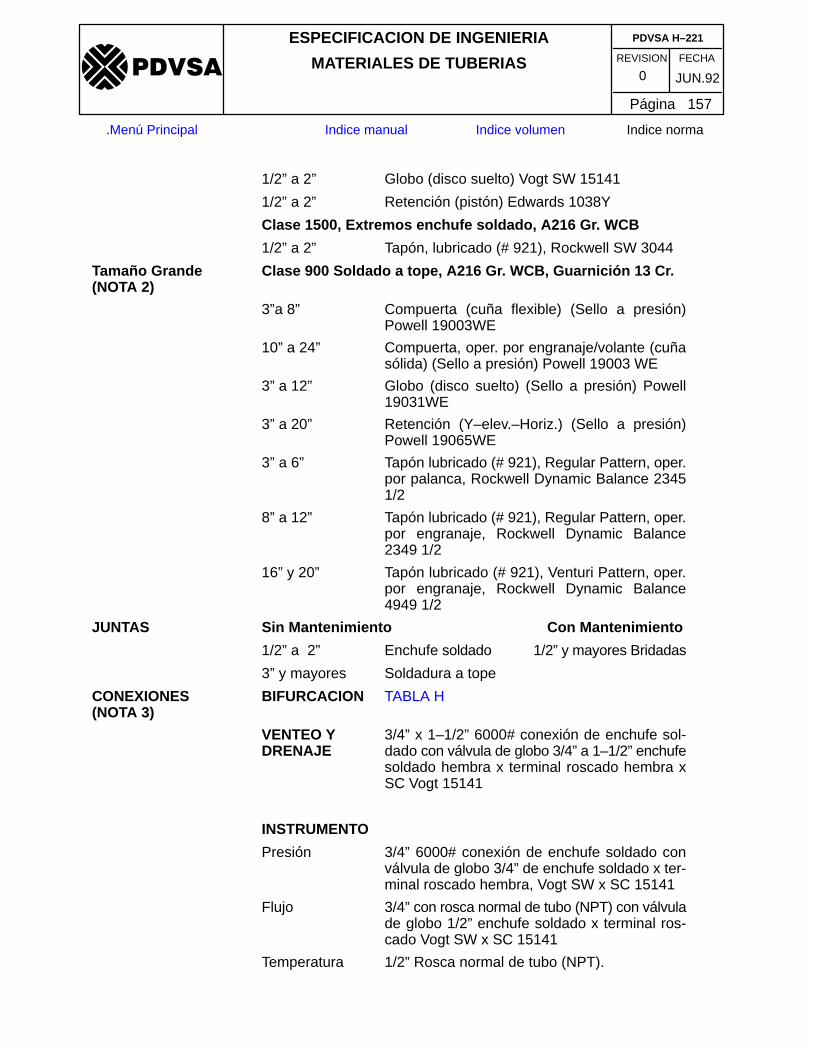
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 157
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Globo (disco suelto) Vogt SW 15141
1/2” a 2” Retención (pistón) Edwards 1038Y
Clase 1500, Extremos enchufe soldado, A216 Gr. WCB
1/2” a 2” Tapón, lubricado (# 921), Rockwell SW 3044
Tamaño Grande (NOTA 2)
Clase 900 Soldado a tope, A216 Gr. WCB, Guarnición 13 Cr.
3”a 8” Compuerta (cuña flexible) (Sello a presión)Powell 19003WE
10” a 24” Compuerta, oper. por engranaje/volante (cuñasólida) (Sello a presión) Powell 19003 WE
3” a 12” Globo (disco suelto) (Sello a presión) Powell19031WE
3” a 20” Retención (Y–elev.–Horiz.) (Sello a presión)Powell 19065WE
3” a 6” Tapón lubricado (# 921), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 23451/2
8” a 12” Tapón lubricado (# 921), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance2349 1/2
16” y 20” Tapón lubricado (# 921), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance4949 1/2
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 3)
BIFURCACION TABLA H
VENTEO YDRENAJE
3/4” x 1–1/2” 6000# conexión de enchufe sol-dado con válvula de globo 3/4” a 1–1/2” enchufesoldado hembra x terminal roscado hembra xSC Vogt 15141
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado x ter-minal roscado hembra, Vogt SW x SC 15141
Flujo 3/4” con rosca normal de tubo (NPT) con válvulade globo 1/2” enchufe soldado x terminal ros-cado Vogt SW x SC 15141
Temperatura 1/2” Rosca normal de tubo (NPT).
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 158
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. Cuando se requiera el uso de válvulas de bloque bridadas de 1” a 2” para conexiones de equiposo recipientes, éstas serán de valvulas de tapón Clase 1500, Rockwell 3045 con acabado de brida125–200 AARH.
2. La temperatura máxima para válvulas de tapón Rockwell es 343�C con lubricante # 921.3. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán se soldados o sellados
con soldadura hasta la rosca de entrada de la primera válvula de bloque.
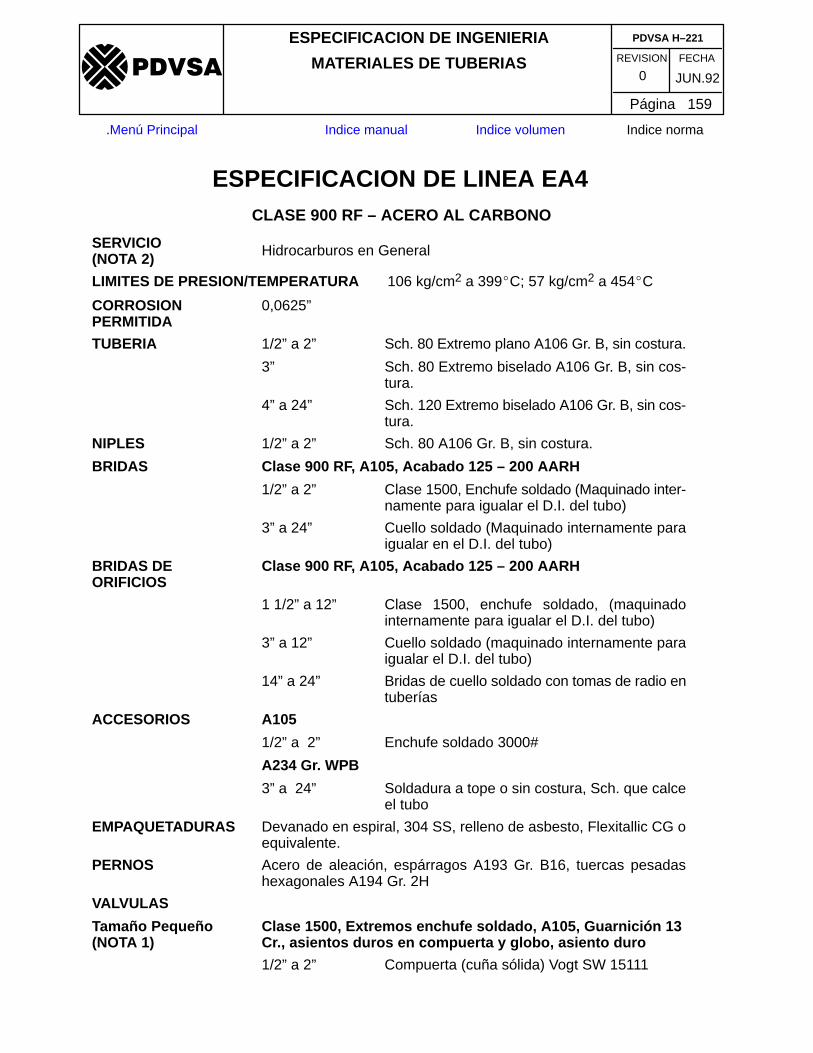
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 159
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA EA4CLASE 900 RF – ACERO AL CARBONO
SERVICIO(NOTA 2) Hidrocarburos en General
LIMITES DE PRESION/TEMPERATURA 106 kg/cm2 a 399�C; 57 kg/cm2 a 454�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 Extremo plano A106 Gr. B, sin costura.
3” Sch. 80 Extremo biselado A106 Gr. B, sin cos-tura.
4” a 24” Sch. 120 Extremo biselado A106 Gr. B, sin cos-tura.
NIPLES 1/2” a 2” Sch. 80 A106 Gr. B, sin costura.
BRIDAS Clase 900 RF, A105, Acabado 125 – 200 AARH
1/2” a 2” Clase 1500, Enchufe soldado (Maquinado inter-namente para igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paraigualar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 900 RF, A105, Acabado 125 – 200 AARH
1 1/2” a 12” Clase 1500, enchufe soldado, (maquinadointernamente para igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entuberías
ACCESORIOS A105
1/2” a 2” Enchufe soldado 3000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo
EMPAQUETADURAS Devanado en espiral, 304 SS, relleno de asbesto, Flexitallic CG oequivalente.
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 1)
Clase 1500, Extremos enchufe soldado, A105, Guarnición 13Cr., asientos duros en compuerta y globo, asiento duro
1/2” a 2” Compuerta (cuña sólida) Vogt SW 15111
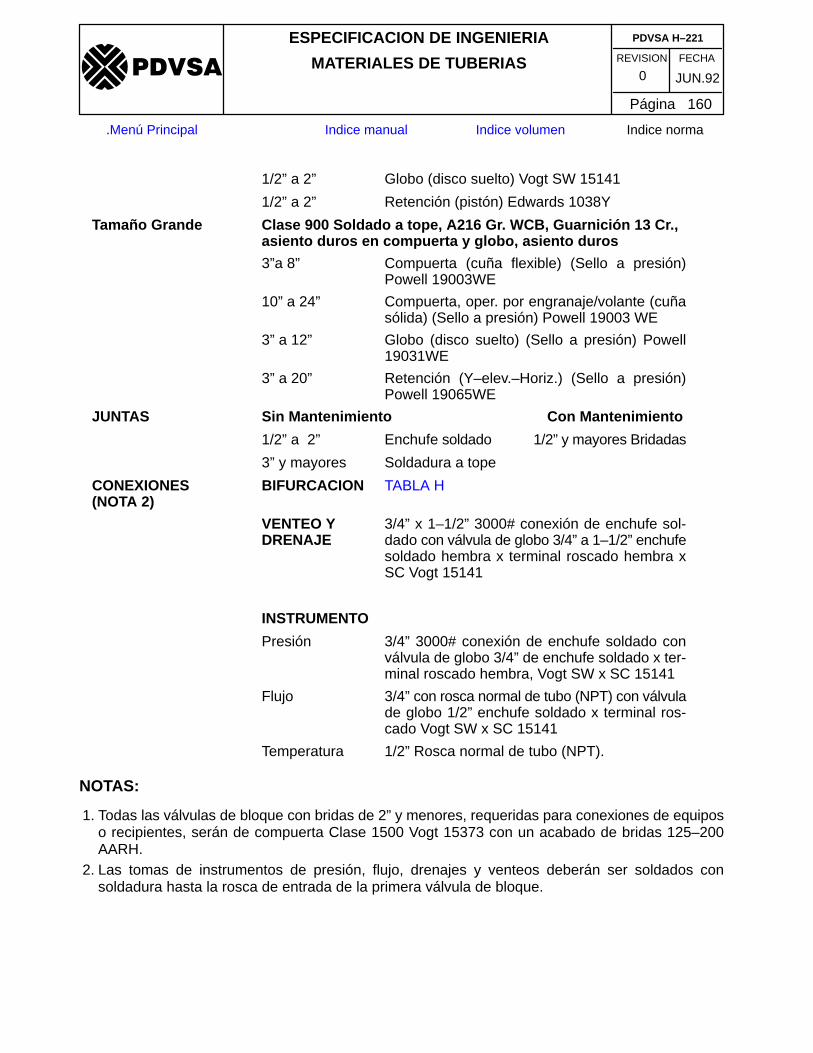
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 160
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Globo (disco suelto) Vogt SW 15141
1/2” a 2” Retención (pistón) Edwards 1038Y
Tamaño Grande Clase 900 Soldado a tope, A216 Gr. WCB, Guarnición 13 Cr.,asiento duros en compuerta y globo, asiento duros
3”a 8” Compuerta (cuña flexible) (Sello a presión)Powell 19003WE
10” a 24” Compuerta, oper. por engranaje/volante (cuñasólida) (Sello a presión) Powell 19003 WE
3” a 12” Globo (disco suelto) (Sello a presión) Powell19031WE
3” a 20” Retención (Y–elev.–Horiz.) (Sello a presión)Powell 19065WE
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 2)
BIFURCACION TABLA H
VENTEO YDRENAJE
3/4” x 1–1/2” 3000# conexión de enchufe sol-dado con válvula de globo 3/4” a 1–1/2” enchufesoldado hembra x terminal roscado hembra xSC Vogt 15141
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado x ter-minal roscado hembra, Vogt SW x SC 15141
Flujo 3/4” con rosca normal de tubo (NPT) con válvulade globo 1/2” enchufe soldado x terminal ros-cado Vogt SW x SC 15141
Temperatura 1/2” Rosca normal de tubo (NPT).
NOTAS:
1. Todas las válvulas de bloque con bridas de 2” y menores, requeridas para conexiones de equiposo recipientes, serán de compuerta Clase 1500 Vogt 15373 con un acabado de bridas 125–200AARH.
2. Las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados consoldadura hasta la rosca de entrada de la primera válvula de bloque.
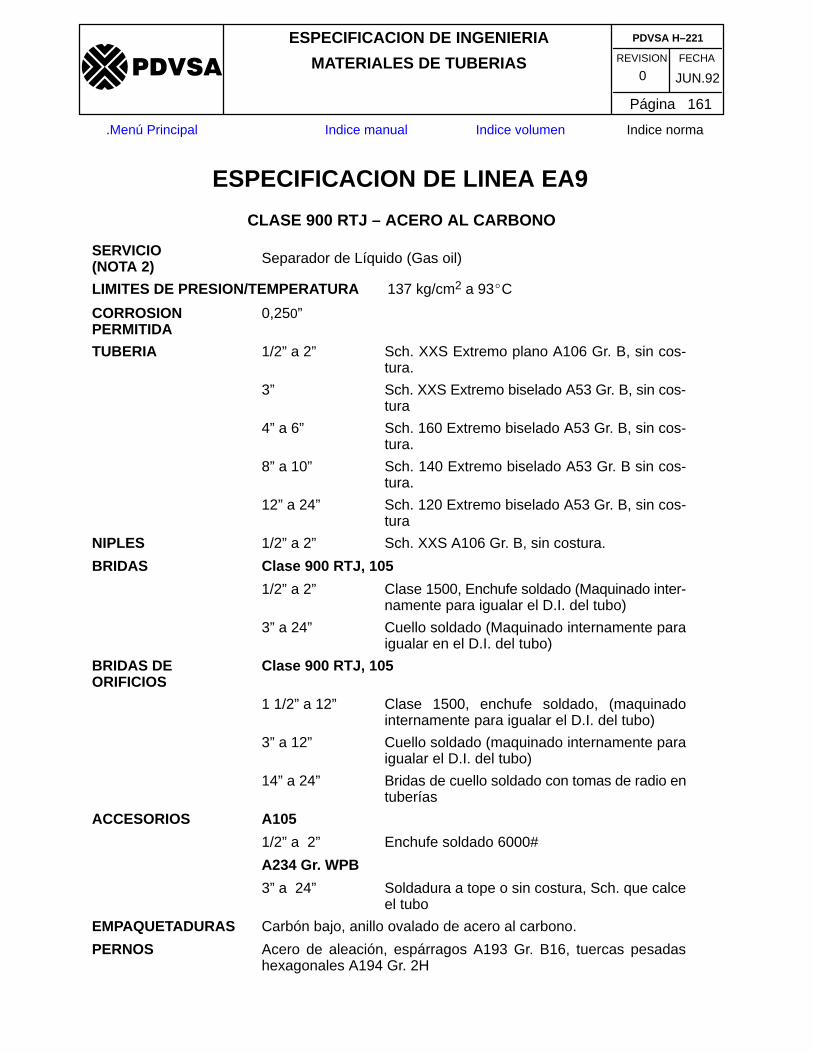
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 161
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA EA9
CLASE 900 RTJ – ACERO AL CARBONO
SERVICIO(NOTA 2) Separador de Líquido (Gas oil)
LIMITES DE PRESION/TEMPERATURA 137 kg/cm2 a 93�C
CORROSION PERMITIDA
0,250”
TUBERIA 1/2” a 2” Sch. XXS Extremo plano A106 Gr. B, sin cos-tura.
3” Sch. XXS Extremo biselado A53 Gr. B, sin cos-tura
4” a 6” Sch. 160 Extremo biselado A53 Gr. B, sin cos-tura.
8” a 10” Sch. 140 Extremo biselado A53 Gr. B sin cos-tura.
12” a 24” Sch. 120 Extremo biselado A53 Gr. B, sin cos-tura
NIPLES 1/2” a 2” Sch. XXS A106 Gr. B, sin costura.
BRIDAS Clase 900 RTJ, 105
1/2” a 2” Clase 1500, Enchufe soldado (Maquinado inter-namente para igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paraigualar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 900 RTJ, 105
1 1/2” a 12” Clase 1500, enchufe soldado, (maquinadointernamente para igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entuberías
ACCESORIOS A105
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo
EMPAQUETADURAS Carbón bajo, anillo ovalado de acero al carbono.
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
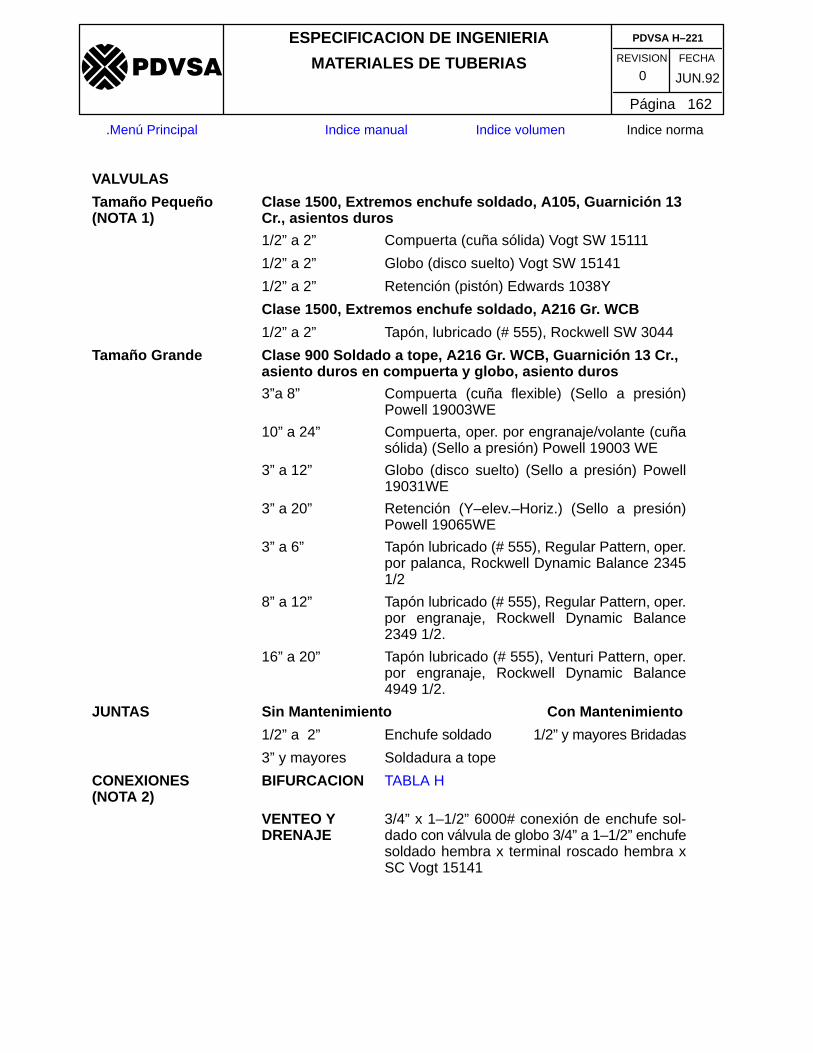
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 162
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño(NOTA 1)
Clase 1500, Extremos enchufe soldado, A105, Guarnición 13Cr., asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 15111
1/2” a 2” Globo (disco suelto) Vogt SW 15141
1/2” a 2” Retención (pistón) Edwards 1038Y
Clase 1500, Extremos enchufe soldado, A216 Gr. WCB
1/2” a 2” Tapón, lubricado (# 555), Rockwell SW 3044
Tamaño Grande Clase 900 Soldado a tope, A216 Gr. WCB, Guarnición 13 Cr.,asiento duros en compuerta y globo, asiento duros
3”a 8” Compuerta (cuña flexible) (Sello a presión)Powell 19003WE
10” a 24” Compuerta, oper. por engranaje/volante (cuñasólida) (Sello a presión) Powell 19003 WE
3” a 12” Globo (disco suelto) (Sello a presión) Powell19031WE
3” a 20” Retención (Y–elev.–Horiz.) (Sello a presión)Powell 19065WE
3” a 6” Tapón lubricado (# 555), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 23451/2
8” a 12” Tapón lubricado (# 555), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance2349 1/2.
16” a 20” Tapón lubricado (# 555), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance4949 1/2.
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 2)
BIFURCACION TABLA H
VENTEO YDRENAJE
3/4” x 1–1/2” 6000# conexión de enchufe sol-dado con válvula de globo 3/4” a 1–1/2” enchufesoldado hembra x terminal roscado hembra xSC Vogt 15141
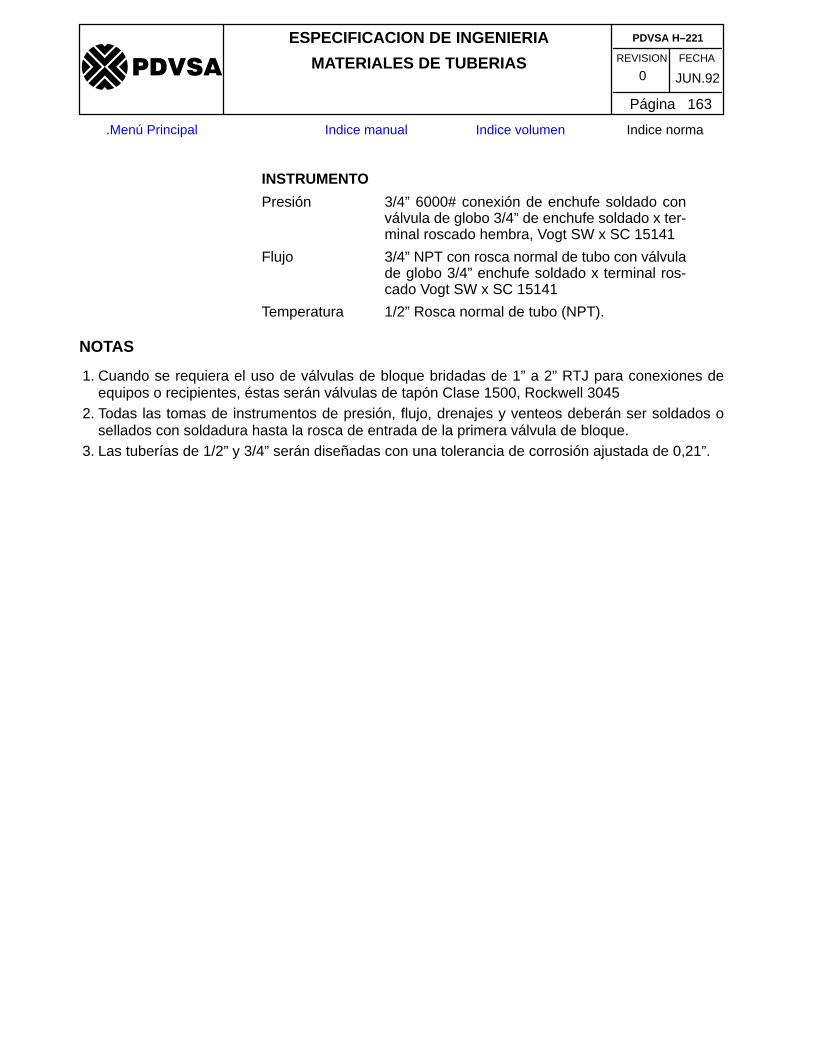
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 163
�����
.Menú Principal Indice manual Indice volumen Indice norma
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado x ter-minal roscado hembra, Vogt SW x SC 15141
Flujo 3/4” NPT con rosca normal de tubo con válvulade globo 3/4” enchufe soldado x terminal ros-cado Vogt SW x SC 15141
Temperatura 1/2” Rosca normal de tubo (NPT).
NOTAS
1. Cuando se requiera el uso de válvulas de bloque bridadas de 1” a 2” RTJ para conexiones deequipos o recipientes, éstas serán válvulas de tapón Clase 1500, Rockwell 3045
2. Todas las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
3. Las tuberías de 1/2” y 3/4” serán diseñadas con una tolerancia de corrosión ajustada de 0,21”.
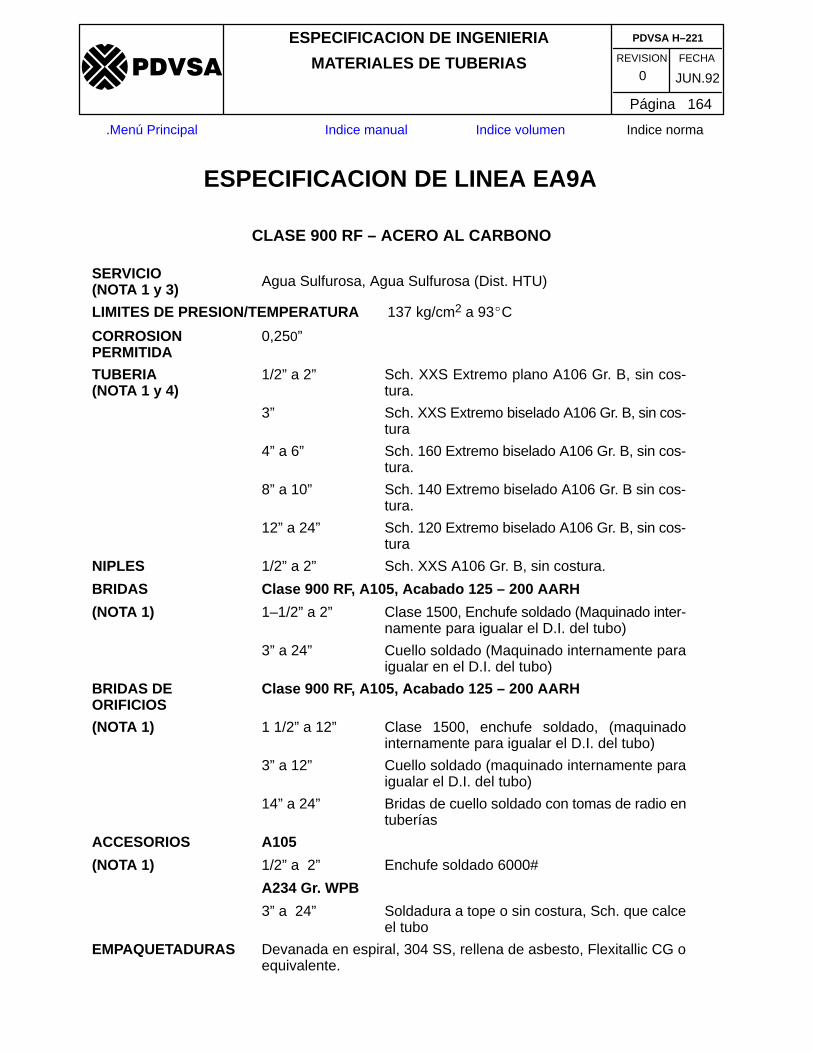
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 164
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA EA9A
CLASE 900 RF – ACERO AL CARBONO
SERVICIO(NOTA 1 y 3) Agua Sulfurosa, Agua Sulfurosa (Dist. HTU)
LIMITES DE PRESION/TEMPERATURA 137 kg/cm2 a 93�C
CORROSION PERMITIDA
0,250”
TUBERIA (NOTA 1 y 4)
1/2” a 2” Sch. XXS Extremo plano A106 Gr. B, sin cos-tura.
3” Sch. XXS Extremo biselado A106 Gr. B, sin cos-tura
4” a 6” Sch. 160 Extremo biselado A106 Gr. B, sin cos-tura.
8” a 10” Sch. 140 Extremo biselado A106 Gr. B sin cos-tura.
12” a 24” Sch. 120 Extremo biselado A106 Gr. B, sin cos-tura
NIPLES 1/2” a 2” Sch. XXS A106 Gr. B, sin costura.
BRIDAS Clase 900 RF, A105, Acabado 125 – 200 AARH
(NOTA 1) 1–1/2” a 2” Clase 1500, Enchufe soldado (Maquinado inter-namente para igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paraigualar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 900 RF, A105, Acabado 125 – 200 AARH
(NOTA 1) 1 1/2” a 12” Clase 1500, enchufe soldado, (maquinadointernamente para igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entuberías
ACCESORIOS A105
(NOTA 1) 1/2” a 2” Enchufe soldado 6000#
A234 Gr. WPB
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo
EMPAQUETADURAS Devanada en espiral, 304 SS, rellena de asbesto, Flexitallic CG oequivalente.
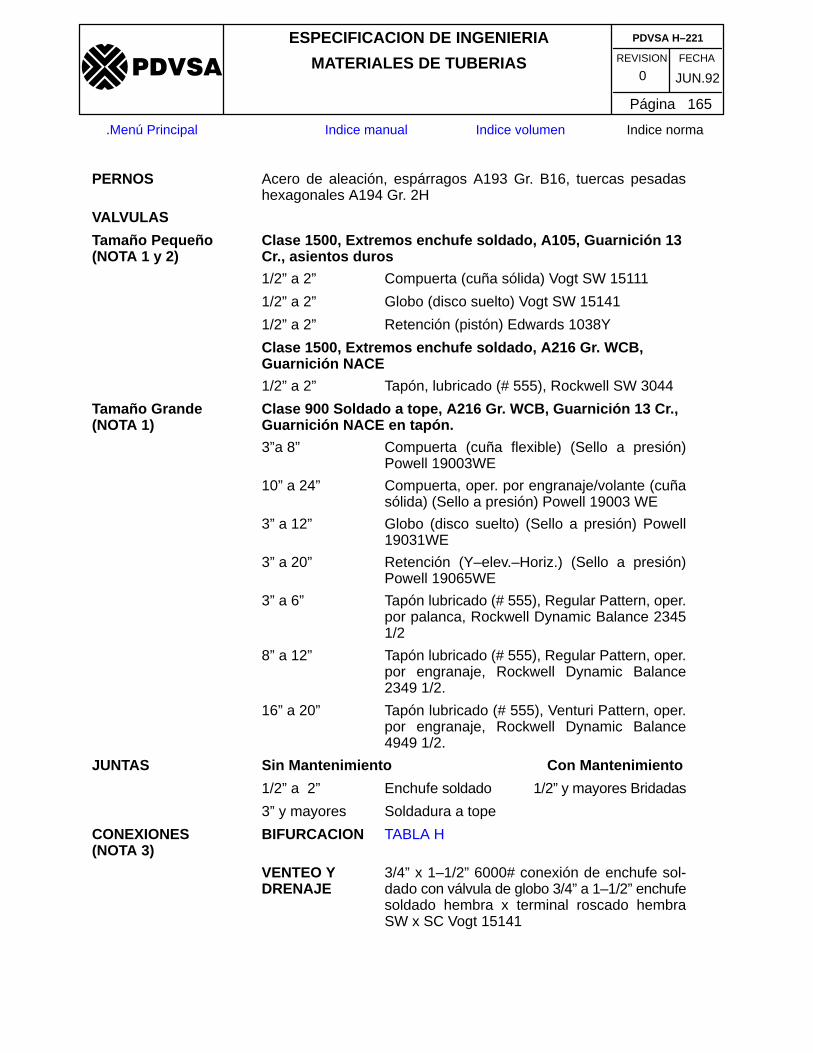
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 165
�����
.Menú Principal Indice manual Indice volumen Indice norma
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 1 y 2)
Clase 1500, Extremos enchufe soldado, A105, Guarnición 13Cr., asientos duros
1/2” a 2” Compuerta (cuña sólida) Vogt SW 15111
1/2” a 2” Globo (disco suelto) Vogt SW 15141
1/2” a 2” Retención (pistón) Edwards 1038Y
Clase 1500, Extremos enchufe soldado, A216 Gr. WCB,Guarnición NACE
1/2” a 2” Tapón, lubricado (# 555), Rockwell SW 3044
Tamaño Grande (NOTA 1)
Clase 900 Soldado a tope, A216 Gr. WCB, Guarnición 13 Cr.,Guarnición NACE en tapón.
3”a 8” Compuerta (cuña flexible) (Sello a presión)Powell 19003WE
10” a 24” Compuerta, oper. por engranaje/volante (cuñasólida) (Sello a presión) Powell 19003 WE
3” a 12” Globo (disco suelto) (Sello a presión) Powell19031WE
3” a 20” Retención (Y–elev.–Horiz.) (Sello a presión)Powell 19065WE
3” a 6” Tapón lubricado (# 555), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 23451/2
8” a 12” Tapón lubricado (# 555), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance2349 1/2.
16” a 20” Tapón lubricado (# 555), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance4949 1/2.
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 3)
BIFURCACION TABLA H
VENTEO YDRENAJE
3/4” x 1–1/2” 6000# conexión de enchufe sol-dado con válvula de globo 3/4” a 1–1/2” enchufesoldado hembra x terminal roscado hembraSW x SC Vogt 15141
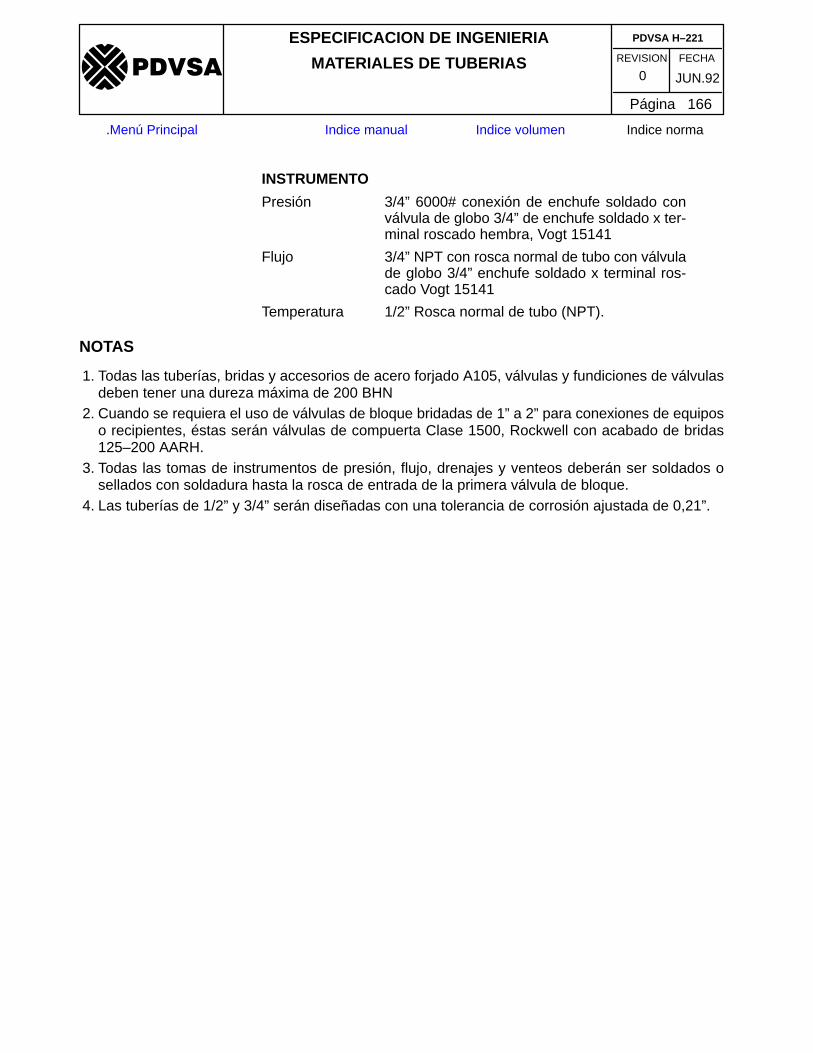
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 166
�����
.Menú Principal Indice manual Indice volumen Indice norma
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado x ter-minal roscado hembra, Vogt 15141
Flujo 3/4” NPT con rosca normal de tubo con válvulade globo 3/4” enchufe soldado x terminal ros-cado Vogt 15141
Temperatura 1/2” Rosca normal de tubo (NPT).
NOTAS
1. Todas las tuberías, bridas y accesorios de acero forjado A105, válvulas y fundiciones de válvulasdeben tener una dureza máxima de 200 BHN
2. Cuando se requiera el uso de válvulas de bloque bridadas de 1” a 2” para conexiones de equiposo recipientes, éstas serán válvulas de compuerta Clase 1500, Rockwell con acabado de bridas125–200 AARH.
3. Todas las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
4. Las tuberías de 1/2” y 3/4” serán diseñadas con una tolerancia de corrosión ajustada de 0,21”.
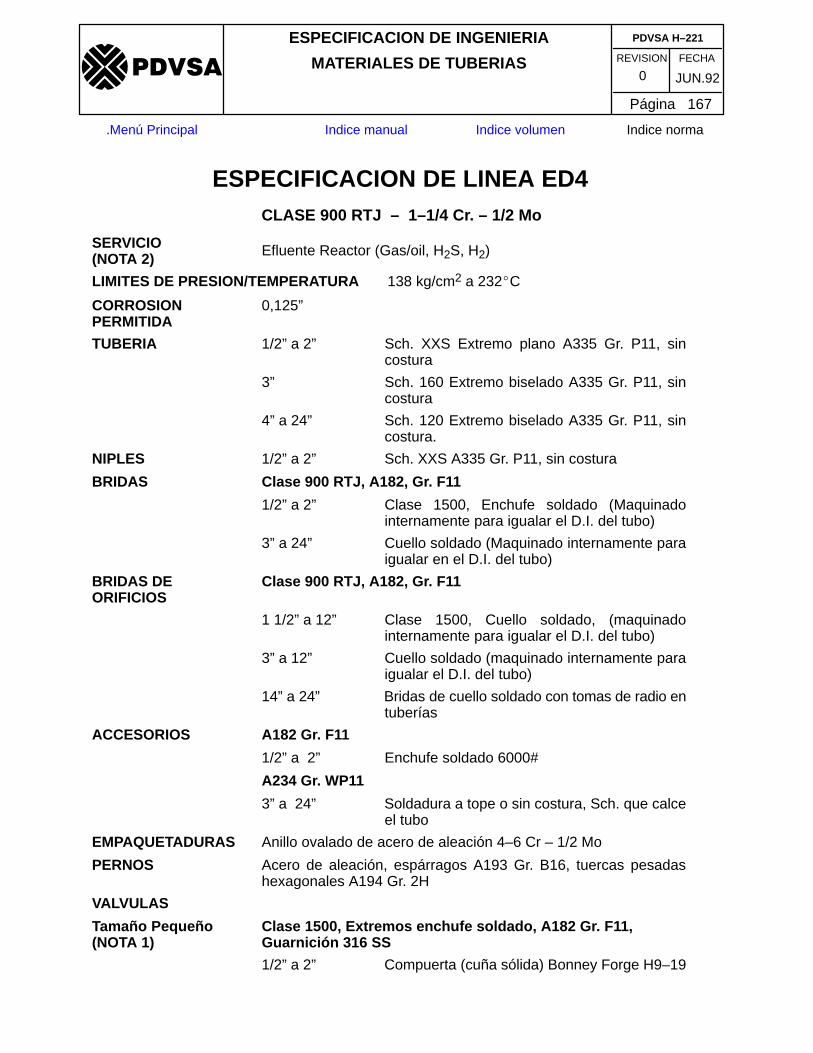
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 167
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA ED4CLASE 900 RTJ – 1–1/4 Cr. – 1/2 Mo
SERVICIO(NOTA 2) Efluente Reactor (Gas/oil, H2S, H2)
LIMITES DE PRESION/TEMPERATURA 138 kg/cm2 a 232�C
CORROSION PERMITIDA
0,125”
TUBERIA 1/2” a 2” Sch. XXS Extremo plano A335 Gr. P11, sincostura
3” Sch. 160 Extremo biselado A335 Gr. P11, sincostura
4” a 24” Sch. 120 Extremo biselado A335 Gr. P11, sincostura.
NIPLES 1/2” a 2” Sch. XXS A335 Gr. P11, sin costura
BRIDAS Clase 900 RTJ, A182, Gr. F11
1/2” a 2” Clase 1500, Enchufe soldado (Maquinadointernamente para igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paraigualar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 900 RTJ, A182, Gr. F11
1 1/2” a 12” Clase 1500, Cuello soldado, (maquinadointernamente para igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entuberías
ACCESORIOS A182 Gr. F11
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WP11
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo
EMPAQUETADURAS Anillo ovalado de acero de aleación 4–6 Cr – 1/2 Mo
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 1)
Clase 1500, Extremos enchufe soldado, A182 Gr. F11,Guarnición 316 SS
1/2” a 2” Compuerta (cuña sólida) Bonney Forge H9–19
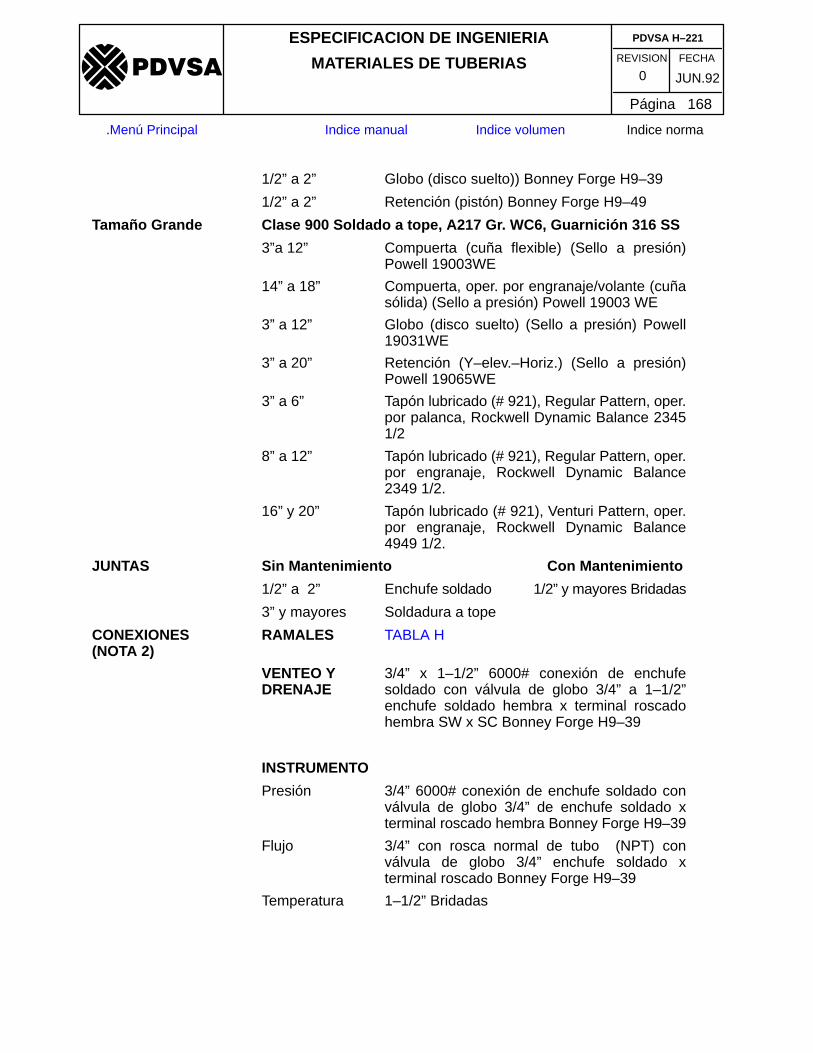
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 168
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Globo (disco suelto)) Bonney Forge H9–39
1/2” a 2” Retención (pistón) Bonney Forge H9–49
Tamaño Grande Clase 900 Soldado a tope, A217 Gr. WC6, Guarnición 316 SS
3”a 12” Compuerta (cuña flexible) (Sello a presión)Powell 19003WE
14” a 18” Compuerta, oper. por engranaje/volante (cuñasólida) (Sello a presión) Powell 19003 WE
3” a 12” Globo (disco suelto) (Sello a presión) Powell19031WE
3” a 20” Retención (Y–elev.–Horiz.) (Sello a presión)Powell 19065WE
3” a 6” Tapón lubricado (# 921), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 23451/2
8” a 12” Tapón lubricado (# 921), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance2349 1/2.
16” y 20” Tapón lubricado (# 921), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance4949 1/2.
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 2)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” x 1–1/2” 6000# conexión de enchufesoldado con válvula de globo 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra SW x SC Bonney Forge H9–39
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado xterminal roscado hembra Bonney Forge H9–39
Flujo 3/4” con rosca normal de tubo (NPT) conválvula de globo 3/4” enchufe soldado xterminal roscado Bonney Forge H9–39
Temperatura 1–1/2” Bridadas
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 169
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. Cuando se requiera el uso de válvulas de bloque bridadas de 1” a 2” RTJ para conexiones deequipos o recipientes, éstas serán válvulas de compuerta Clase 1500, Rockwell 3045.
2. Todas las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
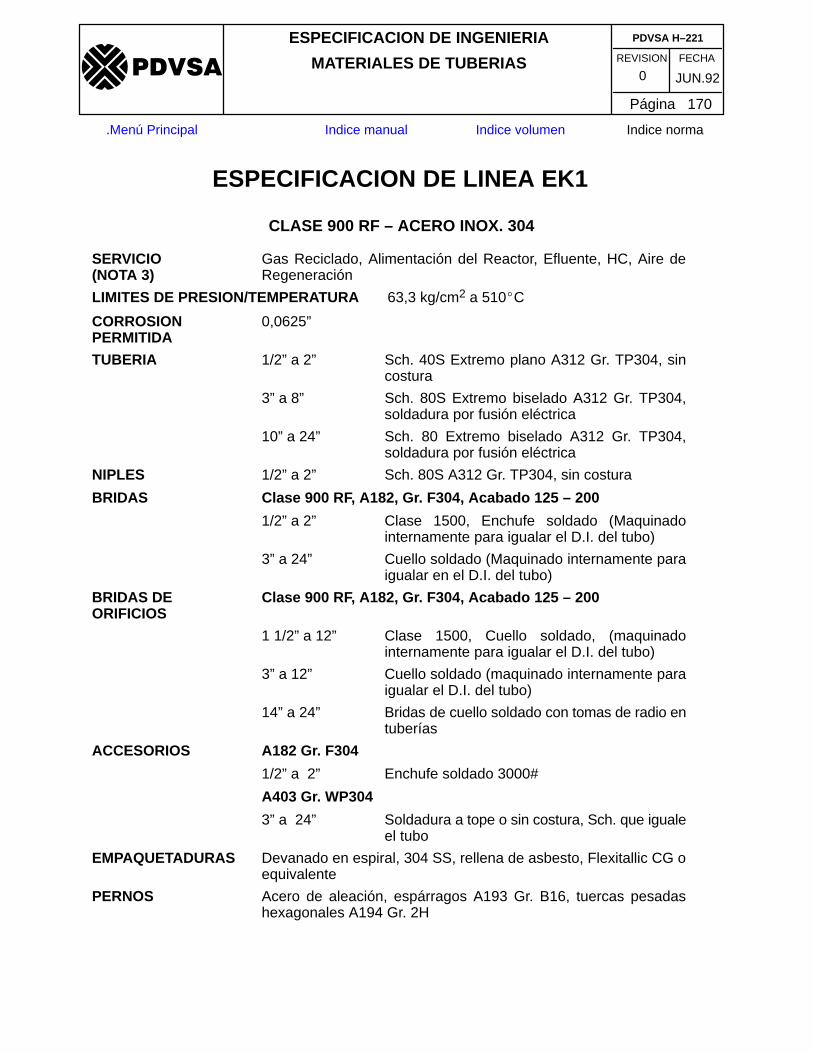
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 170
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA EK1
CLASE 900 RF – ACERO INOX. 304
SERVICIO(NOTA 3)
Gas Reciclado, Alimentación del Reactor, Efluente, HC, Aire deRegeneración
LIMITES DE PRESION/TEMPERATURA 63,3 kg/cm2 a 510�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 40S Extremo plano A312 Gr. TP304, sincostura
3” a 8” Sch. 80S Extremo biselado A312 Gr. TP304,soldadura por fusión eléctrica
10” a 24” Sch. 80 Extremo biselado A312 Gr. TP304,soldadura por fusión eléctrica
NIPLES 1/2” a 2” Sch. 80S A312 Gr. TP304, sin costura
BRIDAS Clase 900 RF, A182, Gr. F304, Acabado 125 – 200
1/2” a 2” Clase 1500, Enchufe soldado (Maquinadointernamente para igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paraigualar en el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 900 RF, A182, Gr. F304, Acabado 125 – 200
1 1/2” a 12” Clase 1500, Cuello soldado, (maquinadointernamente para igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entuberías
ACCESORIOS A182 Gr. F304
1/2” a 2” Enchufe soldado 3000#
A403 Gr. WP304
3” a 24” Soldadura a tope o sin costura, Sch. que igualeel tubo
EMPAQUETADURAS Devanado en espiral, 304 SS, rellena de asbesto, Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
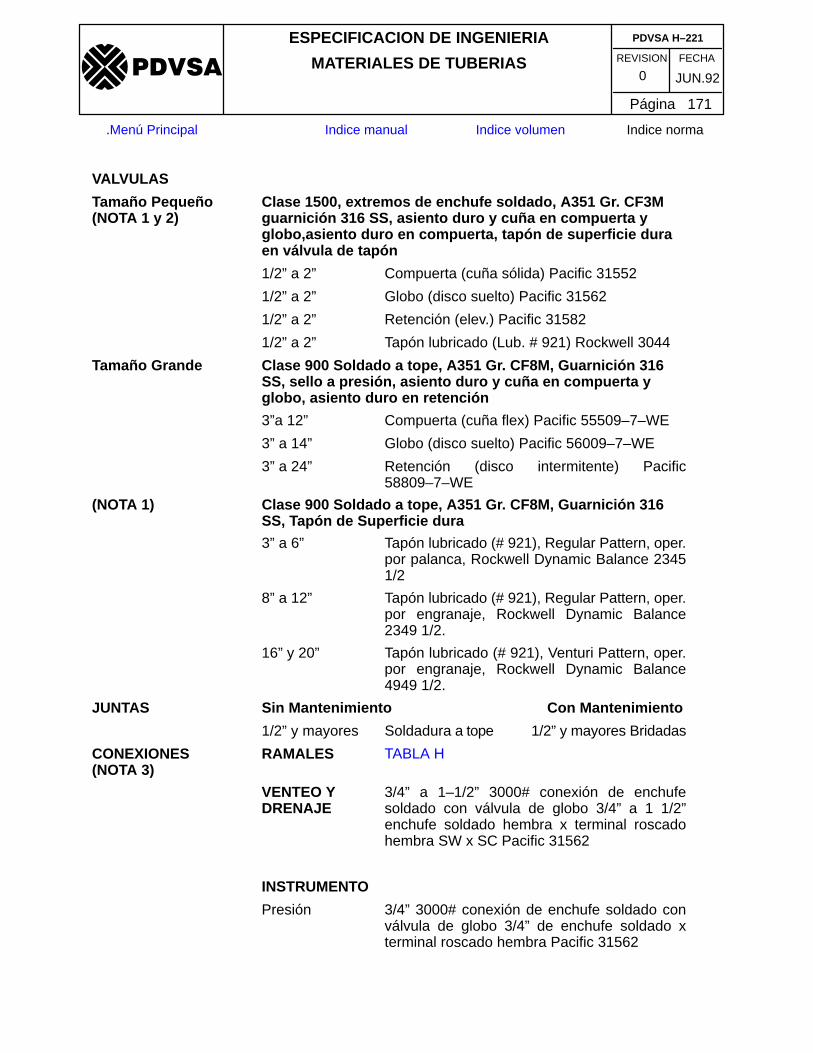
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 171
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño(NOTA 1 y 2)
Clase 1500, extremos de enchufe soldado, A351 Gr. CF3Mguarnición 316 SS, asiento duro y cuña en compuerta yglobo,asiento duro en compuerta, tapón de superficie duraen válvula de tapón
1/2” a 2” Compuerta (cuña sólida) Pacific 31552
1/2” a 2” Globo (disco suelto) Pacific 31562
1/2” a 2” Retención (elev.) Pacific 31582
1/2” a 2” Tapón lubricado (Lub. # 921) Rockwell 3044
Tamaño Grande Clase 900 Soldado a tope, A351 Gr. CF8M, Guarnición 316SS, sello a presión, asiento duro y cuña en compuerta yglobo, asiento duro en retención
3”a 12” Compuerta (cuña flex) Pacific 55509–7–WE
3” a 14” Globo (disco suelto) Pacific 56009–7–WE
3” a 24” Retención (disco intermitente) Pacific58809–7–WE
(NOTA 1) Clase 900 Soldado a tope, A351 Gr. CF8M, Guarnición 316SS, Tapón de Superficie dura
3” a 6” Tapón lubricado (# 921), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 23451/2
8” a 12” Tapón lubricado (# 921), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance2349 1/2.
16” y 20” Tapón lubricado (# 921), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance4949 1/2.
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” y mayores Soldadura a tope 1/2” y mayores Bridadas
CONEXIONES (NOTA 3)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufesoldado con válvula de globo 3/4” a 1 1/2”enchufe soldado hembra x terminal roscadohembra SW x SC Pacific 31562
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado xterminal roscado hembra Pacific 31562
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 172
�����
.Menú Principal Indice manual Indice volumen Indice norma
Flujo 3/4” con rosca normal de tubo (NPT) con válvulade globo 3/4” enchufe soldado x terminalroscado Pacific 31562
Temperatura 1” Rosca normal de tubo (NPT).
NOTAS
1. La temperatura máxima para válvulas de tapón Rockwell es 343�C con lubricante # 921.2. Cuando se requiera el uso de válvulas de bloque bridadas de 1” a 2” para conexiones de equipos
o recipientes, éstas serán válvulas de tapón Clase 1500, Rockwell 3045 con acabado de brida125–200 AARH
3. Todas las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 173
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA EM1
CLASE 900 RTJ – ACERO INOX. 321
SERVICIO(NOTA 2) HC w/H2 Gas Enfriador
LIMITES DE PRESION/TEMPERATURA 70,3 kg/cm2 a 427�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80S Extremo plano A312 Gr. TP321, sincostura
3” a 8” Sch. 80S Extremo biselado A312 Gr. TP321, sincostura
10” a 24” Sch. 80 Extremo biselado A312 Gr. TP321, sincostura
NIPLES 1/2” a 2” Sch. 80S A312 Gr. TP321, sin costura
BRIDAS Clase 900 RTJ, A182 Gr. F321
1/2” a 2” Clase 1500, Enchufe soldado (Maquinadointernamente para igualar el D.I. del tubo)
3” a 24” Cuello soldado (Maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 900 RTJ, A182 Gr. F321
1–1/2” a 12” Clase 1500, Cuello Soldado, (maquinadointernamente para igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A182 Gr. F321
1/2” a 2” Enchufe soldado 3000#
A403 Gr. WP321
3” a 24” Soldadura a tope o sin costura, Sch. que igualeel tubo
EMPAQUETADURAS Anillo ovalado de acero inoxidable 316
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 174
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño(NOTA 1)
Clase 1500, extremos de enchufe soldado, A351 Gr. CF8Cguarnición 347 SS, asiento duro y cuña en compuerta yglobo, asiento duro en retención
1/2” a 2” Compuerta (cuña sólida) Pacific 31552
1/2” a 2” Globo (disco suelto) Pacific 31562
1/2” a 2” Retención (elev.) Pacific 31582
Tamaño Grande Clase 900 Soldado a tope, A351 Gr. CF8C, Guarnición 347SS, sello a presión, asiento duro y cuña en compuerta yglobo, asiento duro en retención
3” a 14” Compuerta (cuña flex) Pacific 55509–7–WE
3” a 4” Globo (disco suelto) Pacific 56009–7–WE
3” a 24” Retención (disco intermitente) Pacific56009–7–WE
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Soldadura a tope 1/2” y mayores Bridadas
CONEXIONES (NOTA 2)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufesoldado con válvula de globo 3/4” a 1 1/2”enchufe soldado hembra x terminal roscadohembra Pacific 31562
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado xterminal roscado hembra Pacific 31562
Flujo 3/4” conexión con rosca normal de tubo (NPT)con válvula de globo 1/2” enchufe soldado xterminal roscado Pacific 31562
Temperatura 1–1/2” Bridadas
NOTAS:
1. Cuando se requieran válvulas de bloque bridadas RTJ de 2” y menores para conexiones derecipientes o equipos, éstas deben ser de compuerta Clase 1500 Pacific 31550
2. Todas las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 175
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA FA1
CLASE 1500 RTJ – ACERO AL CARBONO
SERVICIO(NOTA 2) Hidrógeno, Efluente Reactor, Agua de Lavado
LIMITES DE PRESION/TEMPERATURA 193 kg/cm2 a 260�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A106 Gr. B, sin costura
3” a 6” Sch. 160 Extremo biselado A53 Gr. B, sincostura
8” a 12” Sch. 140 Extremo biselado A53 Gr. B, sincostura
NIPLES 1/2” a 2” Sch. 160 A106 Gr. B, sin costura
BRIDAS Clase 1500 RTJ, A105
1/2” a 2” Enchufe soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigua lar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 1500 RTJ, A105
1 1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
ACCESORIOS A105
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WPB
3” a 12” Soldadura a tope o sin costura, Sch. que igualeel tubo
EMPAQUETADURAS Carbón bajo, anillo ovalado de acero al carbono
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 1)
Clase 1500, extremos de enchufe soldado, A105 Guarnición13 Cr., asiento duro en compuerta, globo y retención
1/2” a 2” Compuerta (cuña sólida) Vogt SW15111
1/2” a 2” Globo (disco suelto) Vogt SW15141
1/2” a 2” Retención (bola) Edwards 1032Y
1/2” a 2” Tapón lubricado (# 921) Rockwell DynamicBalance 3044
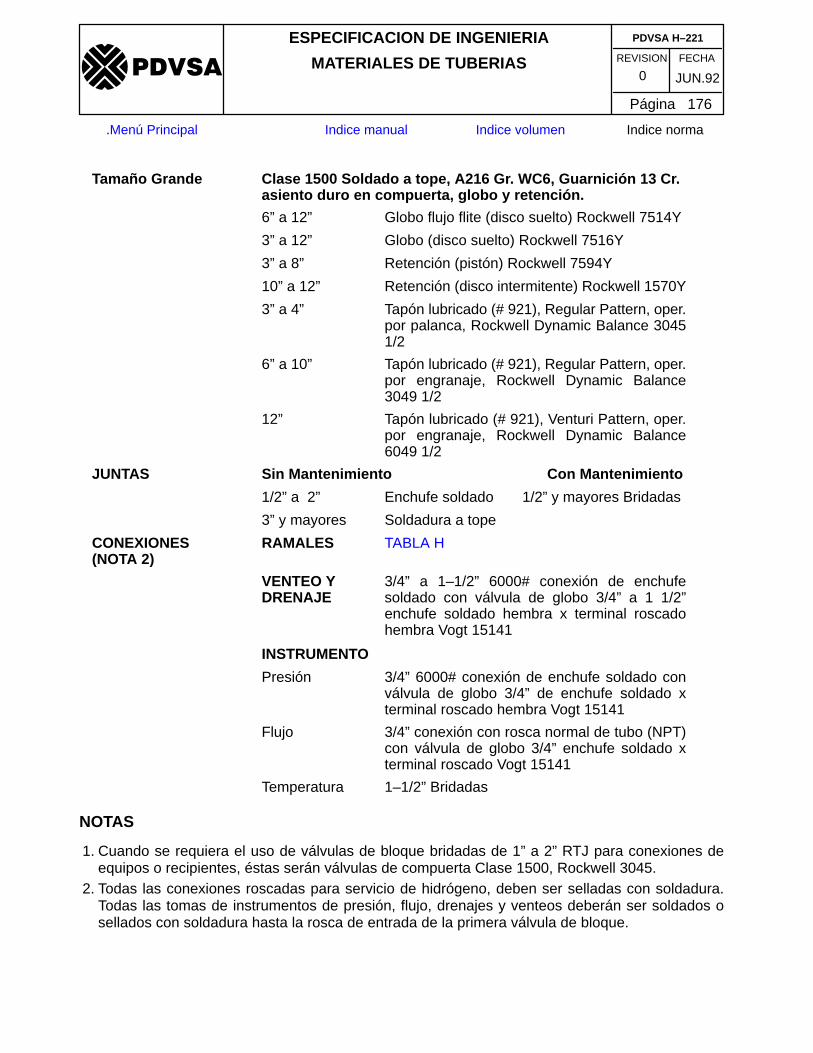
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 176
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande Clase 1500 Soldado a tope, A216 Gr. WC6, Guarnición 13 Cr.asiento duro en compuerta, globo y retención.
6” a 12” Globo flujo flite (disco suelto) Rockwell 7514Y
3” a 12” Globo (disco suelto) Rockwell 7516Y
3” a 8” Retención (pistón) Rockwell 7594Y
10” a 12” Retención (disco intermitente) Rockwell 1570Y
3” a 4” Tapón lubricado (# 921), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 30451/2
6” a 10” Tapón lubricado (# 921), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance3049 1/2
12” Tapón lubricado (# 921), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance6049 1/2
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 2)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufesoldado con válvula de globo 3/4” a 1 1/2”enchufe soldado hembra x terminal roscadohembra Vogt 15141
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado xterminal roscado hembra Vogt 15141
Flujo 3/4” conexión con rosca normal de tubo (NPT)con válvula de globo 3/4” enchufe soldado xterminal roscado Vogt 15141
Temperatura 1–1/2” Bridadas
NOTAS
1. Cuando se requiera el uso de válvulas de bloque bridadas de 1” a 2” RTJ para conexiones deequipos o recipientes, éstas serán válvulas de compuerta Clase 1500, Rockwell 3045.
2. Todas las conexiones roscadas para servicio de hidrógeno, deben ser selladas con soldadura.Todas las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
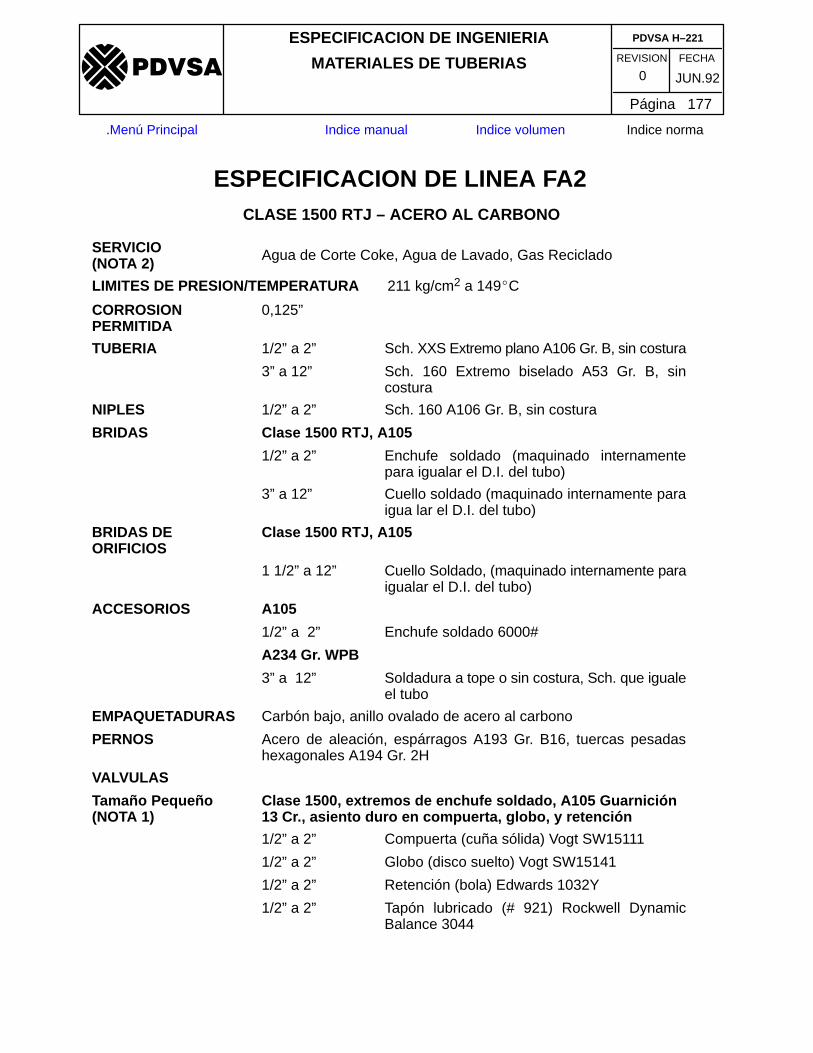
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 177
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA FA2CLASE 1500 RTJ – ACERO AL CARBONO
SERVICIO(NOTA 2) Agua de Corte Coke, Agua de Lavado, Gas Reciclado
LIMITES DE PRESION/TEMPERATURA 211 kg/cm2 a 149�C
CORROSION PERMITIDA
0,125”
TUBERIA 1/2” a 2” Sch. XXS Extremo plano A106 Gr. B, sin costura
3” a 12” Sch. 160 Extremo biselado A53 Gr. B, sincostura
NIPLES 1/2” a 2” Sch. 160 A106 Gr. B, sin costura
BRIDAS Clase 1500 RTJ, A105
1/2” a 2” Enchufe soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigua lar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 1500 RTJ, A105
1 1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
ACCESORIOS A105
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WPB
3” a 12” Soldadura a tope o sin costura, Sch. que igualeel tubo
EMPAQUETADURAS Carbón bajo, anillo ovalado de acero al carbono
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 1)
Clase 1500, extremos de enchufe soldado, A105 Guarnición13 Cr., asiento duro en compuerta, globo, y retención
1/2” a 2” Compuerta (cuña sólida) Vogt SW15111
1/2” a 2” Globo (disco suelto) Vogt SW15141
1/2” a 2” Retención (bola) Edwards 1032Y
1/2” a 2” Tapón lubricado (# 921) Rockwell DynamicBalance 3044
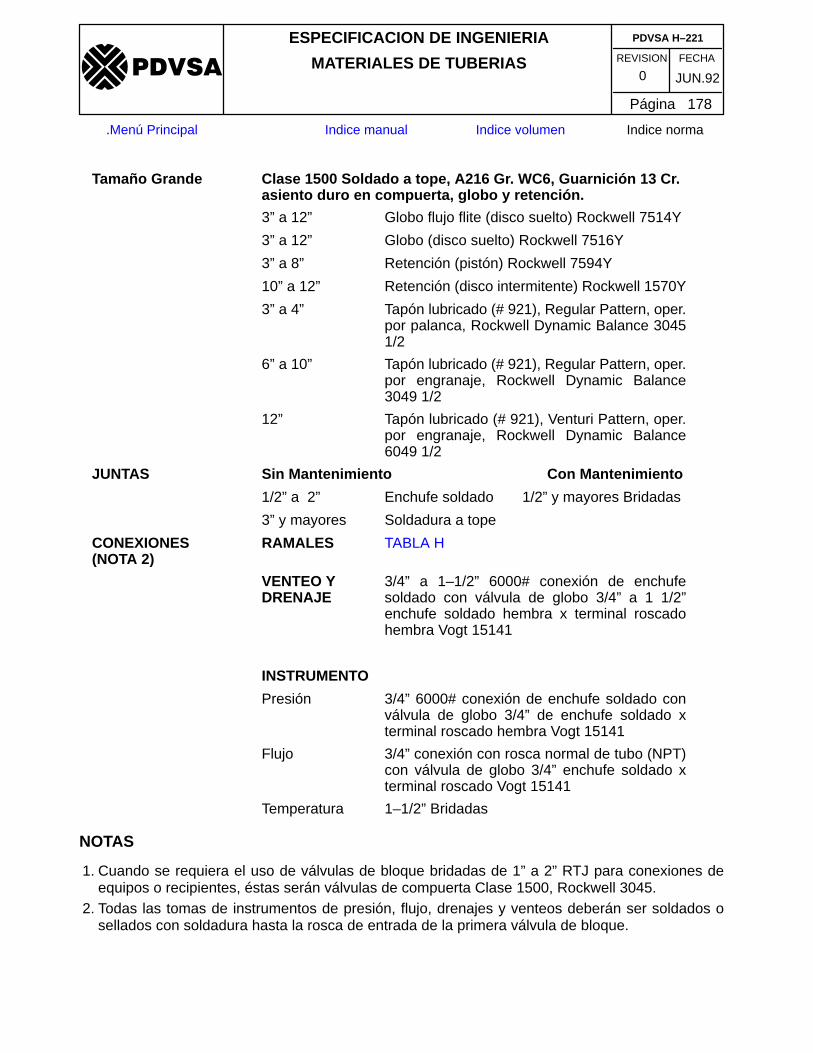
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 178
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande Clase 1500 Soldado a tope, A216 Gr. WC6, Guarnición 13 Cr.asiento duro en compuerta, globo y retención.
3” a 12” Globo flujo flite (disco suelto) Rockwell 7514Y
3” a 12” Globo (disco suelto) Rockwell 7516Y
3” a 8” Retención (pistón) Rockwell 7594Y
10” a 12” Retención (disco intermitente) Rockwell 1570Y
3” a 4” Tapón lubricado (# 921), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 30451/2
6” a 10” Tapón lubricado (# 921), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance3049 1/2
12” Tapón lubricado (# 921), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance6049 1/2
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 2)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufesoldado con válvula de globo 3/4” a 1 1/2”enchufe soldado hembra x terminal roscadohembra Vogt 15141
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado xterminal roscado hembra Vogt 15141
Flujo 3/4” conexión con rosca normal de tubo (NPT)con válvula de globo 3/4” enchufe soldado xterminal roscado Vogt 15141
Temperatura 1–1/2” Bridadas
NOTAS
1. Cuando se requiera el uso de válvulas de bloque bridadas de 1” a 2” RTJ para conexiones deequipos o recipientes, éstas serán válvulas de compuerta Clase 1500, Rockwell 3045.
2. Todas las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
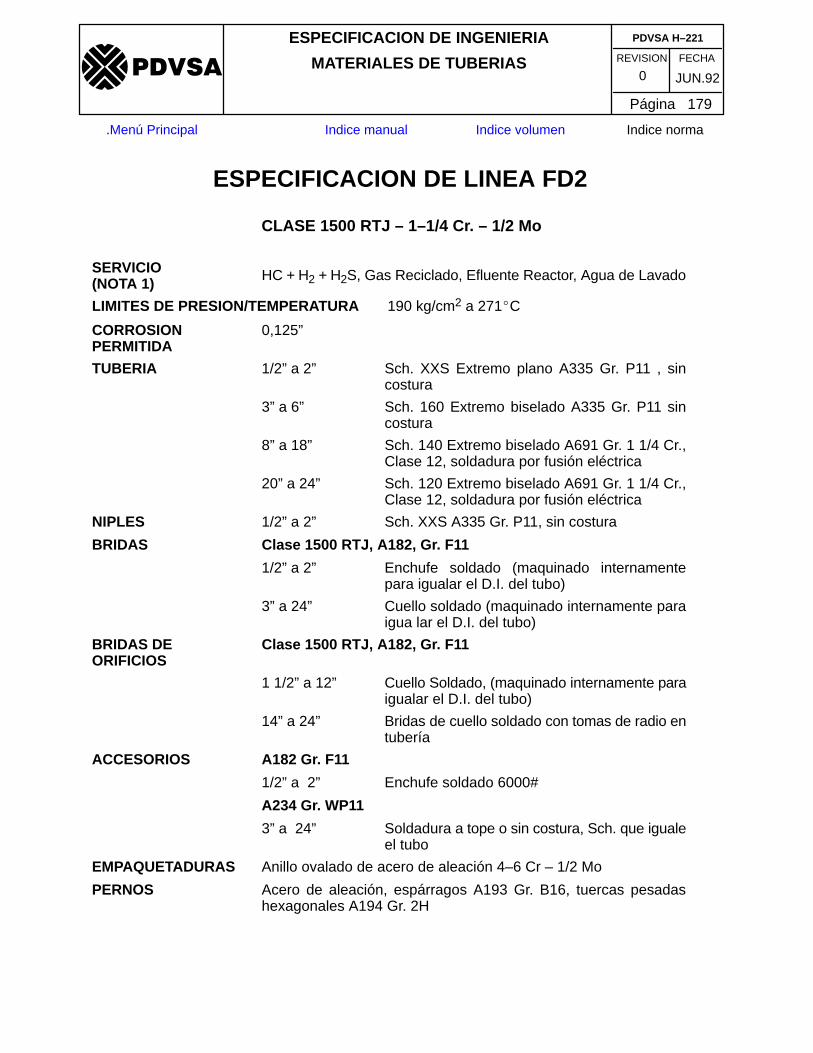
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 179
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA FD2
CLASE 1500 RTJ – 1–1/4 Cr. – 1/2 Mo
SERVICIO(NOTA 1) HC + H2 + H2S, Gas Reciclado, Efluente Reactor, Agua de Lavado
LIMITES DE PRESION/TEMPERATURA 190 kg/cm2 a 271�C
CORROSION PERMITIDA
0,125”
TUBERIA 1/2” a 2” Sch. XXS Extremo plano A335 Gr. P11 , sincostura
3” a 6” Sch. 160 Extremo biselado A335 Gr. P11 sincostura
8” a 18” Sch. 140 Extremo biselado A691 Gr. 1 1/4 Cr.,Clase 12, soldadura por fusión eléctrica
20” a 24” Sch. 120 Extremo biselado A691 Gr. 1 1/4 Cr.,Clase 12, soldadura por fusión eléctrica
NIPLES 1/2” a 2” Sch. XXS A335 Gr. P11, sin costura
BRIDAS Clase 1500 RTJ, A182, Gr. F11
1/2” a 2” Enchufe soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (maquinado internamente paraigua lar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 1500 RTJ, A182, Gr. F11
1 1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A182 Gr. F11
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WP11
3” a 24” Soldadura a tope o sin costura, Sch. que igualeel tubo
EMPAQUETADURAS Anillo ovalado de acero de aleación 4–6 Cr – 1/2 Mo
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 180
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño(NOTA 2)
Clase 1500, extremos de enchufe soldado, A182 Gr. F11,guarnición 316 SS, asiento duro en compuerta, globo yretención
1/2” a 2” Compuerta (cuña sólida) Bonney Forge H9–19
1/2” a 2” Globo (disco suelto) Bonney Forge H9–39
1/2” a 2” Retención (pistón) Edwards 1038Y
1/2” a 2” Tapón lubricado (# 921) Rockwell DynamicBalance 3044
Tamaño Grande Clase 1500 Soldado a tope, A217 Gr. WC6, Guarnicion 316SS, asiento duro en compuerta, globo y retención.
6” a 20” Globo flujo flite (disco suelto) Rockwell 7514Y
3” a 14” Globo (disco suelto) Rockwell 7516Y
3” a 8” Retención (pistón) Rockwell 7594Y
10” a 24” Retención (disco intermitente) Rockwell 1570Y
3” a 4” Tapón lubricado (# 921), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 30451/2
6” a 10” Tapón lubricado (# 921), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance3049 1/2
12” y 16” Tapón lubricado (# 921), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance6049 1/2
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 1)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufesoldado con válvula de globo 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra SW x SC Bonney Forge H9–39
INSTRUMENTO
Presión 3/4” 6000# conexion de enchufe soldado conválvula de globo 3/4” de enchufe soldadohembra x terminal roscado hembra BonneyForge H9–39
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 181
�����
.Menú Principal Indice manual Indice volumen Indice norma
Flujo 3/4” conexión con rosca normal de tubo (NPT)con válvula de globo 3/4” enchufe soldado xterminal roscado Bonney Forge SW x SCH9–39
Temperatura 1–1/2” Bridadas
NOTAS
1. Todas las conexiones roscadas comprendidas dentro de esta clase de especificación requieren serselladas con soldadura. Todas las tomas de instrumentos de presión, flujo, drenajes y venteosdeberán ser soldados o sella dos con soldadura hasta la rosca de entrada de la primera válvula debloque.
2. Cuando se requiera el uso de válvulas de bloque bridadas de 1” a 2” RTJ para conexiones deequipos o recipientes, éstas serán válvulas de compuerta Clase 1500, Rockwell 3045.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 182
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA FD3
CLASE 1500 RTJ – 1–1/4 Cr. – 1/2 Mo
SERVICIO(NOTA 1) Gas Reciclado (Hidrógeno)
LIMITES DE PRESION/TEMPERATURA 168 kg/cm2 a 260�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A335 Gr. P11, sincostura
3” a 6” Sch. 160 Extremo biselado A335 Gr. P11, sincostura
8” a 24” Sch. 120 Extremo biselado A691 Gr. 1 1/4 Cr.,Clase 12, soldadura por fusión eléctrica
NIPLES 1/2” a 2” Sch. 160 A335 Gr. P11, sin costura
BRIDAS Clase 1500 RTJ, A182, Gr. F11
1/2” a 2” Enchufe soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 1500 RTJ, A182, Gr. F11
1 1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A182 Gr. F11
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WP11
3” a 24” Soldadura a tope o sin costura, Sch. que igualeel tubo
EMPAQUETADURAS Anillo ovalado de acero de aleación 4–6 Cr – 1/2 Mo
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 2)
Clase 1500, extremos de enchufe soldado, A182 Gr. F11,guarnición 13 Cr., asiento duro en compuerta, globo yretención
1/2” a 2” Compuerta (cuña sólida) Bonney Forge H9–19
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 183
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Globo (disco suelto) Bonney Forge H9–39
1/2” a 2” Retención (pistón) Edwards 1038Y
1/2” a 2” Tapón lubricado (# 921) Rockwell DynamicBalance 3044
Tamaño Grande Clase 1500 Soldado a tope, A217 Gr. WC6, Guarnicion 13 Cr.,asiento duro en compuerta, globo y retención.
6” a 20” Globo flujo flite (disco suelto) Rockwell 7514Y
3” a 14” Globo (disco suelto) Rockwell 7516Y
3” a 8” Retención (pistón) Rockwell 7594Y
10” a 24” Retención (disco intermitente) Rockwell 1570Y
3” a 4” Tapón lubricado (# 921), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 30451/2
6” a 10” Tapón lubricado (# 921), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance3049 1/2
12” y 16” Tapón lubricado (# 921), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance6049 1/2
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 1)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufesoldado con válvula de globo 3/4” a 1 1/2”enchufe soldado hembra x terminal roscadohembra SW x SC Bonney Forge H9–39
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado xterminal roscado hembra SW x SC BonneyForge H9–39
Flujo 3/4” conexión con rosca normal de tubo (NPT)con válvula de globo 3/4” enchufe soldado xterminal roscado Bonney Forge H9–39
Temperatura 1–1/2” Bridadas
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 184
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. Todas las conexiones roscadas comprendidas dentro de está clase de especificación requieren serselladas con soldadura. Todas las tomas de instrumentos de presión, flujo, drenajes y venteosdeberán ser soldados o sella dos con soldadura hasta la rosca de entrada de la primera válvula debloque.
2. Cuando se requiera el uso de válvulas de bloque bridadas de 1” a 2” RTJ para conexiones deequipos o recipientes, éstas serán válvulas de compuerta Clase 1500, Rockwell 3045.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 185
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA FG4
CLASE 1500 RTJ – 5 Cr. – 1/2 Mo
SERVICIO(NOTA 2) Alimentación de Reactor, Alimentación de Gas oil.
LIMITES DE PRESION/TEMPERATURA 175 kg/cm2 a 316�C
CORROSION PERMITIDA
0,125”
TUBERIA 1/2” a 2” Sch. XXS Extremo plano A335 Gr. P5, sincostura
3” a 6” Sch. 160 Extremo biselado A335 Gr. P5, sincostura
8” a 12” Sch. 140 A691 Gr. 5 Cr., Clase 12, soldadurapor fusión eléctrica
NIPLES 1/2” a 2” Sch. XXS A335 Gr. P5, sin costura
BRIDAS Clase 1500 RTJ, A182, Gr. F5
1/2” a 2” Enchufe soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 1500 RTJ, A182, Gr. F5
1–1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
ACCESORIOS A182 Gr. F5
1/2” a 2” Enchufe soldado 6000#
A234 Gr. WP5
3” a 12” Soldadura a tope o sin costura, Sch. que calceel tubo
EMPAQUETADURAS Anillo ovalado de acero de aleación 4–6 Cr – 1/2 Mo
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 1)
Clase 1500, extremos de enchufe soldado, A182 Gr. F5,guarnición 13 Cr., asiento duro en compuerta y globo,Empaquetadura Grafoil
1/2” a 2” Compuerta (cuña sólida) Bonney Forge H9–16SW
1/2” a 2” Globo (disco suelto) Bonney Forge H9–39 SW
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 186
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Retención (bola) Bonney Forge H9–56 SW
Tamaño Grande Clase 1500 Soldado a tope, A217 Gr. C5, Guarnicion 13 Cr.,asiento duro, empacadura Grafoil
3” a 8” Compuerta (cuña flex) Pacific 55515–7–WE
10” a 12” Compuerta oper. Volante engranaje (cuñaflex)Pacific 55515–7–WE
3” a 12” Globo (disco suelto) Pacific 56015–7–WE
3” a 12” Retención (disco intermitente) Pacific58815–7–WE
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 2)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufesoldado con válvula de globo 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra Bonney Forge H9–36
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado xterminal roscado hembra Bonney Forge H9–36
Flujo 3/4” con rosca normal de tubo (NPT) con válvulade globo 3/4” enchufe soldado x terminalroscado Bonney Forge H9–36
Temperatura 1–1/2” Bridadas
NOTAS:
1. Cuando se requiere el uso de válvulas de bloque de 2” y menores RTJ para conexiones derecipientes y equipos, éstas deben ser válvulas de compuerta Clase 1500 Bonney Forge H9F–16.
2. Todas las tomas de instrumentos de presión, flujo, drenajes y venteos deberán ser soldados osellados con soldadura hasta la rosca de entrada de la primera válvula de bloque.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 187
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA FK1
CLASE 1500 RF – ACERO INOX. 304
SERVICIO(NOTA 1) Efluente Reactor
LIMITES DE PRESION/TEMPERATURA 142 kg/cm2 a 300�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A312 TP304, sincostura
3” Sch. 160 Extremo biselado A312 TP304, sincostura
4” a 6” Sch. 120 Extremo biselado A312 TP304, sincostura
8” a 24” Sch. 100 Extremo biselado A358 Gr., 304, Cr.Clase 1, soldadura por fusión eléctrica
NIPLES 1/2” a 2” Sch. 160 A312 TP304, sin costura
BRIDAS Clase 1500 RF, A182, Gr. F304, Acabado 125–200 AARH
1/2” a 2” Enchufe soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 24” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 1500 RF, A182, Gr. F304, Acabado 125–200 AARH
1 1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A182 Gr. F304
1/2” a 2” Enchufe soldado 6000#
A403 Gr. WP304
3” a 24” Soldadura a tope o sin costura, Sch. que calceel tubo
EMPAQUETADURAS Devanado en espiral, 304 SS, rellena de asbesto, Flexitallic CG oequivalente
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 2)
Clase 1500, extremos de enchufe soldado, A351 Gr. CF3,guarnición 304 SS
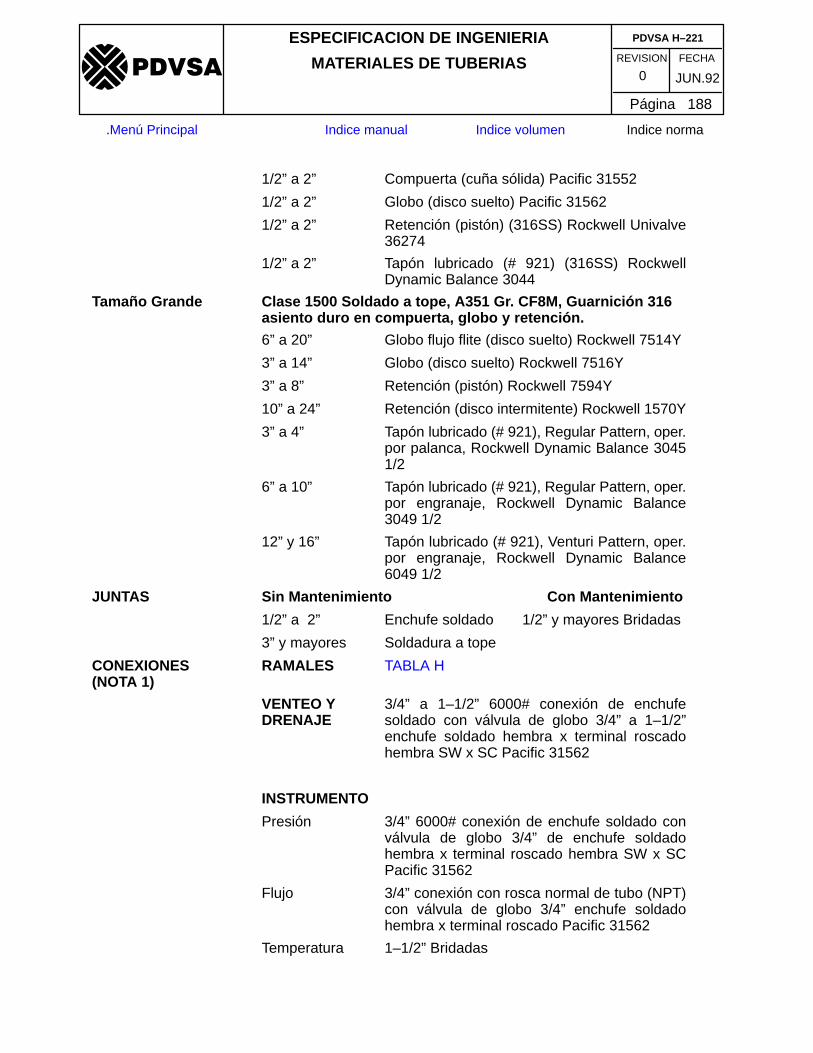
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 188
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Compuerta (cuña sólida) Pacific 31552
1/2” a 2” Globo (disco suelto) Pacific 31562
1/2” a 2” Retención (pistón) (316SS) Rockwell Univalve36274
1/2” a 2” Tapón lubricado (# 921) (316SS) RockwellDynamic Balance 3044
Tamaño Grande Clase 1500 Soldado a tope, A351 Gr. CF8M, Guarnición 316asiento duro en compuerta, globo y retención.
6” a 20” Globo flujo flite (disco suelto) Rockwell 7514Y
3” a 14” Globo (disco suelto) Rockwell 7516Y
3” a 8” Retención (pistón) Rockwell 7594Y
10” a 24” Retención (disco intermitente) Rockwell 1570Y
3” a 4” Tapón lubricado (# 921), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 30451/2
6” a 10” Tapón lubricado (# 921), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance3049 1/2
12” y 16” Tapón lubricado (# 921), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance6049 1/2
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 1)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufesoldado con válvula de globo 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra SW x SC Pacific 31562
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldadohembra x terminal roscado hembra SW x SCPacific 31562
Flujo 3/4” conexión con rosca normal de tubo (NPT)con válvula de globo 3/4” enchufe soldadohembra x terminal roscado Pacific 31562
Temperatura 1–1/2” Bridadas
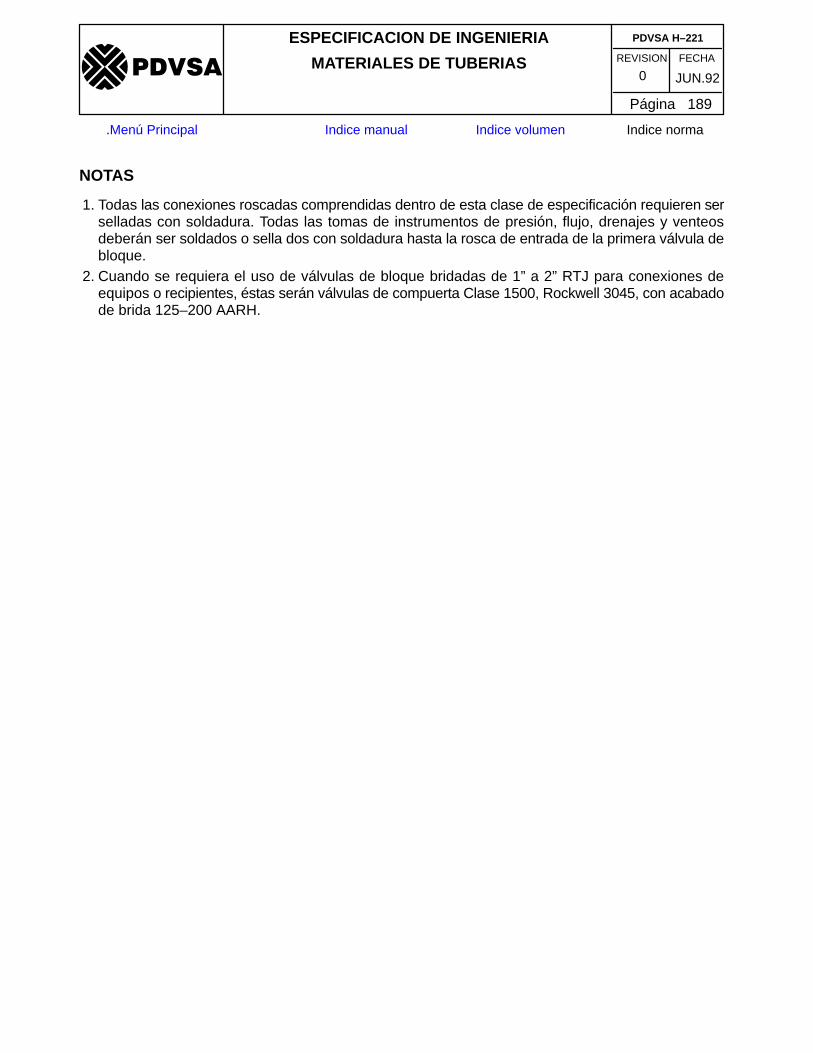
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 189
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS
1. Todas las conexiones roscadas comprendidas dentro de esta clase de especificación requieren serselladas con soldadura. Todas las tomas de instrumentos de presión, flujo, drenajes y venteosdeberán ser soldados o sella dos con soldadura hasta la rosca de entrada de la primera válvula debloque.
2. Cuando se requiera el uso de válvulas de bloque bridadas de 1” a 2” RTJ para conexiones deequipos o recipientes, éstas serán válvulas de compuerta Clase 1500, Rockwell 3045, con acabadode brida 125–200 AARH.
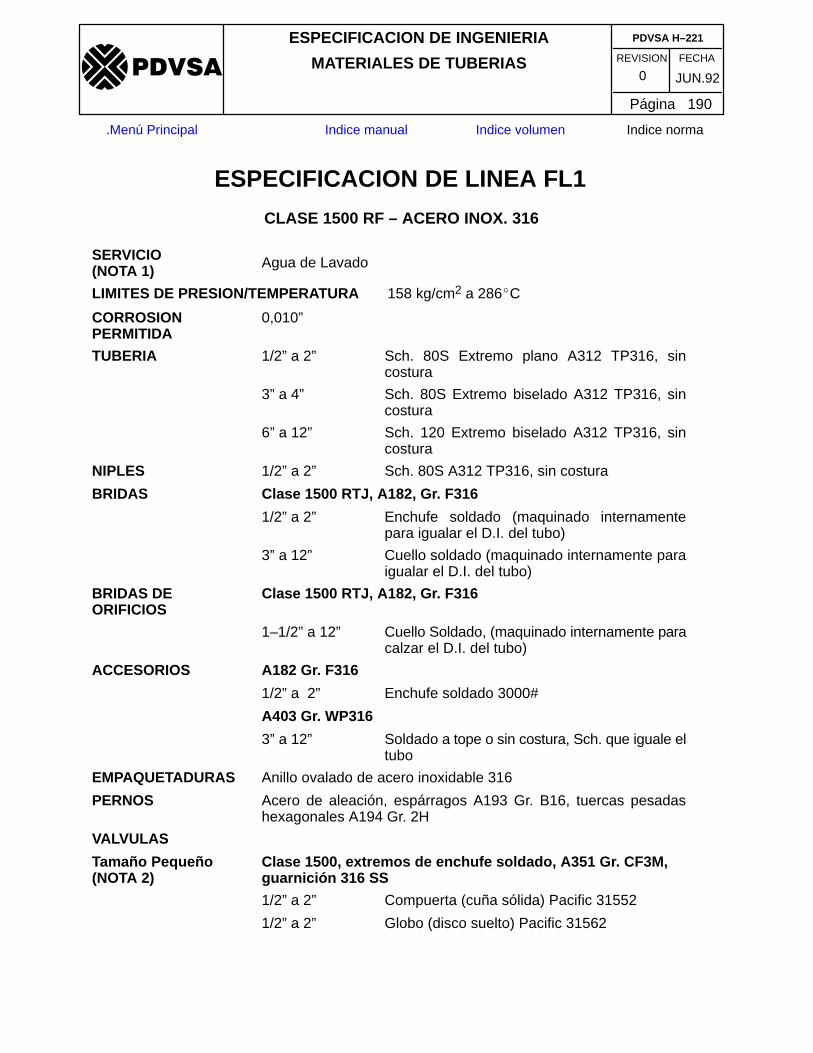
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 190
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA FL1
CLASE 1500 RF – ACERO INOX. 316
SERVICIO(NOTA 1) Agua de Lavado
LIMITES DE PRESION/TEMPERATURA 158 kg/cm2 a 286�C
CORROSION PERMITIDA
0,010”
TUBERIA 1/2” a 2” Sch. 80S Extremo plano A312 TP316, sincostura
3” a 4” Sch. 80S Extremo biselado A312 TP316, sincostura
6” a 12” Sch. 120 Extremo biselado A312 TP316, sincostura
NIPLES 1/2” a 2” Sch. 80S A312 TP316, sin costura
BRIDAS Clase 1500 RTJ, A182, Gr. F316
1/2” a 2” Enchufe soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 1500 RTJ, A182, Gr. F316
1–1/2” a 12” Cuello Soldado, (maquinado internamente paracalzar el D.I. del tubo)
ACCESORIOS A182 Gr. F316
1/2” a 2” Enchufe soldado 3000#
A403 Gr. WP316
3” a 12” Soldado a tope o sin costura, Sch. que iguale eltubo
EMPAQUETADURAS Anillo ovalado de acero inoxidable 316
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 2)
Clase 1500, extremos de enchufe soldado, A351 Gr. CF3M,guarnición 316 SS
1/2” a 2” Compuerta (cuña sólida) Pacific 31552
1/2” a 2” Globo (disco suelto) Pacific 31562
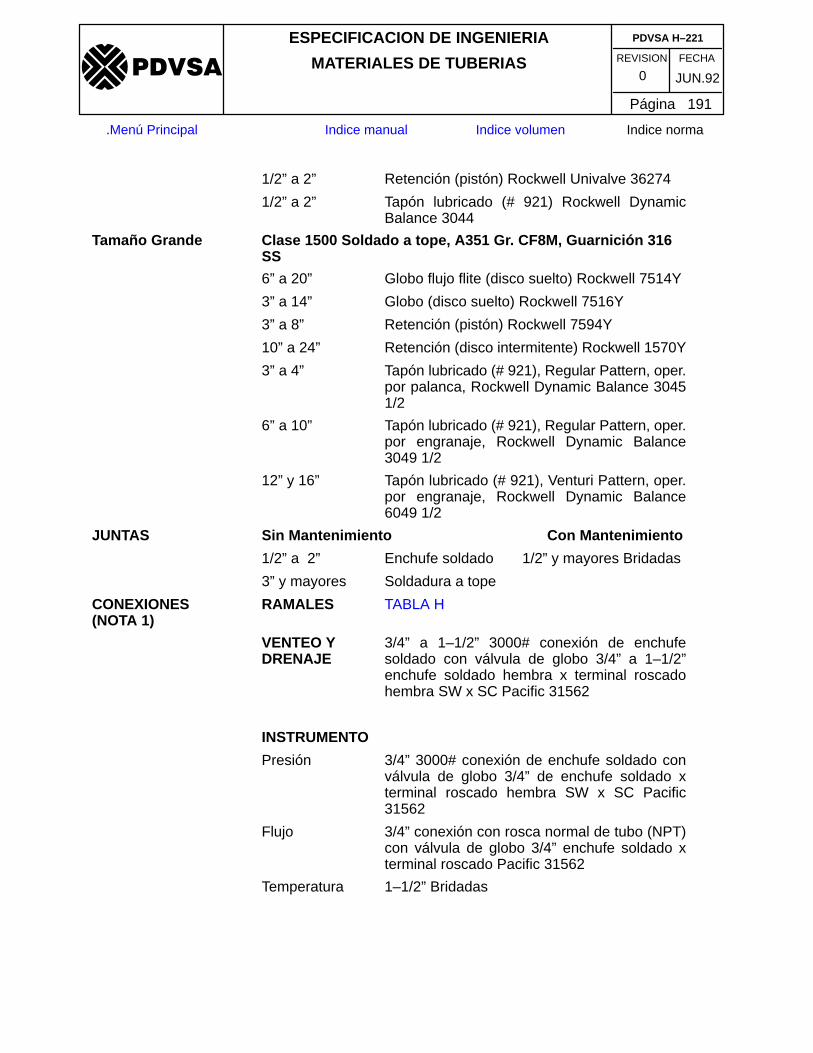
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 191
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Retención (pistón) Rockwell Univalve 36274
1/2” a 2” Tapón lubricado (# 921) Rockwell DynamicBalance 3044
Tamaño Grande Clase 1500 Soldado a tope, A351 Gr. CF8M, Guarnición 316SS
6” a 20” Globo flujo flite (disco suelto) Rockwell 7514Y
3” a 14” Globo (disco suelto) Rockwell 7516Y
3” a 8” Retención (pistón) Rockwell 7594Y
10” a 24” Retención (disco intermitente) Rockwell 1570Y
3” a 4” Tapón lubricado (# 921), Regular Pattern, oper.por palanca, Rockwell Dynamic Balance 30451/2
6” a 10” Tapón lubricado (# 921), Regular Pattern, oper.por engranaje, Rockwell Dynamic Balance3049 1/2
12” y 16” Tapón lubricado (# 921), Venturi Pattern, oper.por engranaje, Rockwell Dynamic Balance6049 1/2
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 1)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufesoldado con válvula de globo 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra SW x SC Pacific 31562
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado xterminal roscado hembra SW x SC Pacific31562
Flujo 3/4” conexión con rosca normal de tubo (NPT)con válvula de globo 3/4” enchufe soldado xterminal roscado Pacific 31562
Temperatura 1–1/2” Bridadas
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 192
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS:
1. Las conexiones roscadas comprendidas dentro de esta clase de especificación requieren serselladas con soldadura. Todas las tomas de instrumentos de presión, flujo, drenajes y venteosdeberán ser soldados o sellados con soldadura hasta la rosca de entrada de la primera válvula debloque.
2. Cuando se requieran válvulas de bloque de 1” a 2” RTJ para conexiones de recipientes o equipos,éstas deben ser de valvulas de tapón Clase 1500 Rockwell 3045.
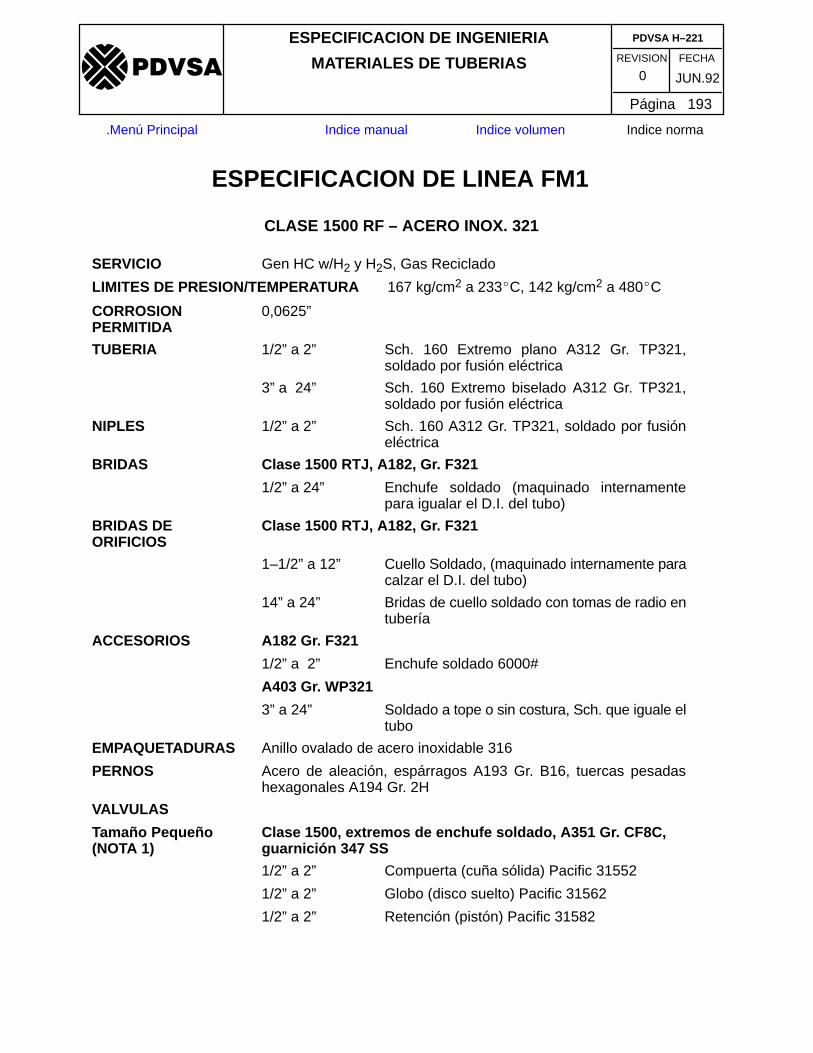
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 193
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA FM1
CLASE 1500 RF – ACERO INOX. 321
SERVICIO Gen HC w/H2 y H2S, Gas Reciclado
LIMITES DE PRESION/TEMPERATURA 167 kg/cm2 a 233�C, 142 kg/cm2 a 480�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A312 Gr. TP321,soldado por fusión eléctrica
3” a 24” Sch. 160 Extremo biselado A312 Gr. TP321,soldado por fusión eléctrica
NIPLES 1/2” a 2” Sch. 160 A312 Gr. TP321, soldado por fusióneléctrica
BRIDAS Clase 1500 RTJ, A182, Gr. F321
1/2” a 24” Enchufe soldado (maquinado internamentepara igualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 1500 RTJ, A182, Gr. F321
1–1/2” a 12” Cuello Soldado, (maquinado internamente paracalzar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entubería
ACCESORIOS A182 Gr. F321
1/2” a 2” Enchufe soldado 6000#
A403 Gr. WP321
3” a 24” Soldado a tope o sin costura, Sch. que iguale eltubo
EMPAQUETADURAS Anillo ovalado de acero inoxidable 316
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 1)
Clase 1500, extremos de enchufe soldado, A351 Gr. CF8C,guarnición 347 SS
1/2” a 2” Compuerta (cuña sólida) Pacific 31552
1/2” a 2” Globo (disco suelto) Pacific 31562
1/2” a 2” Retención (pistón) Pacific 31582
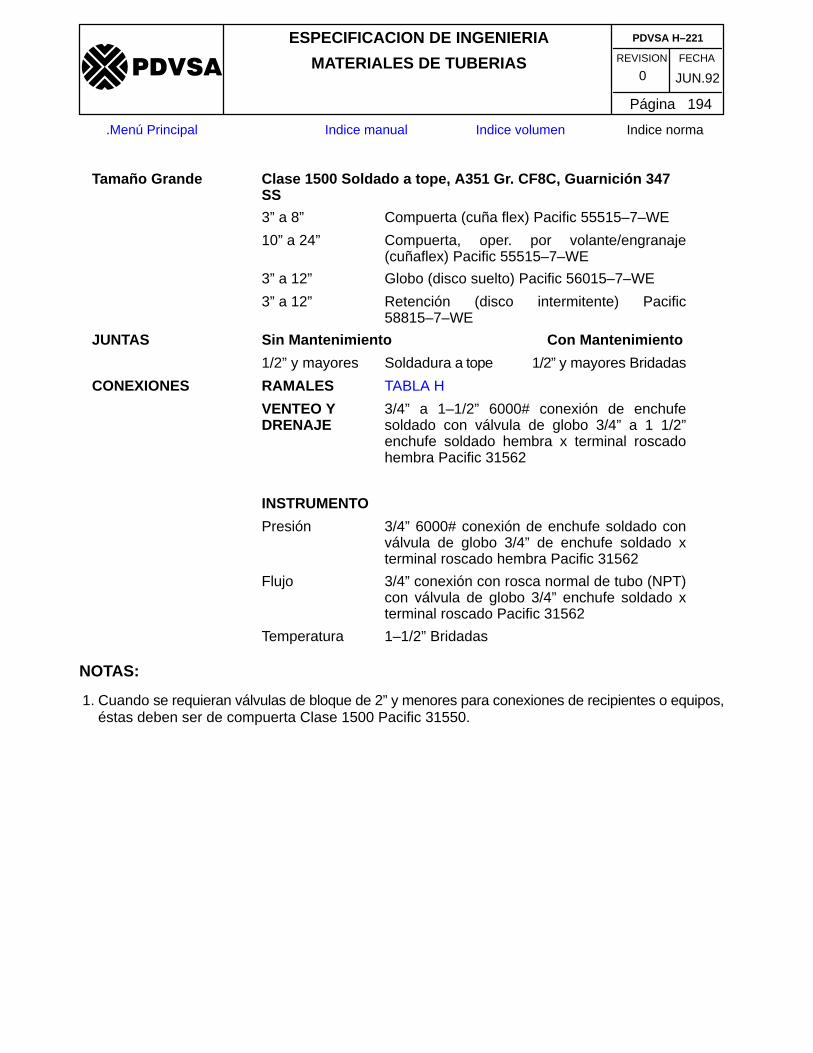
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 194
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande Clase 1500 Soldado a tope, A351 Gr. CF8C, Guarnición 347SS
3” a 8” Compuerta (cuña flex) Pacific 55515–7–WE
10” a 24” Compuerta, oper. por volante/engranaje(cuñaflex) Pacific 55515–7–WE
3” a 12” Globo (disco suelto) Pacific 56015–7–WE
3” a 12” Retención (disco intermitente) Pacific58815–7–WE
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” y mayores Soldadura a tope 1/2” y mayores Bridadas
CONEXIONES RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufesoldado con válvula de globo 3/4” a 1 1/2”enchufe soldado hembra x terminal roscadohembra Pacific 31562
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado xterminal roscado hembra Pacific 31562
Flujo 3/4” conexión con rosca normal de tubo (NPT)con válvula de globo 3/4” enchufe soldado xterminal roscado Pacific 31562
Temperatura 1–1/2” Bridadas
NOTAS:
1. Cuando se requieran válvulas de bloque de 2” y menores para conexiones de recipientes o equipos,éstas deben ser de compuerta Clase 1500 Pacific 31550.
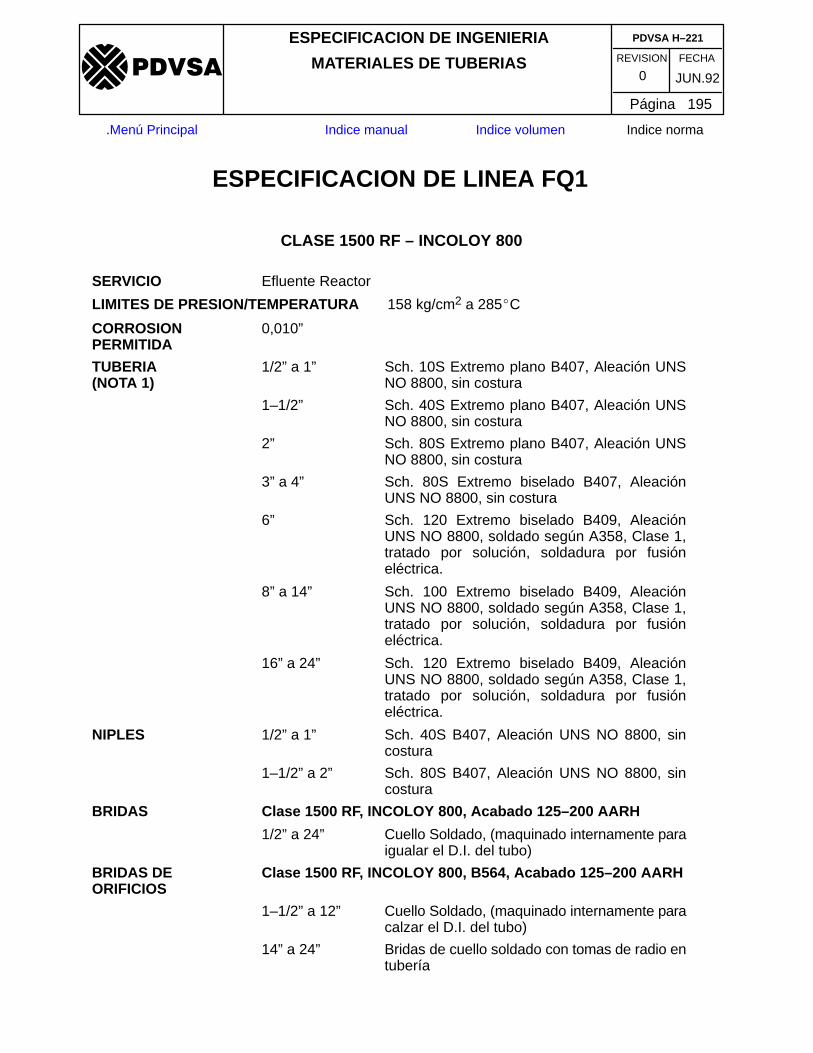
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 195
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA FQ1
CLASE 1500 RF – INCOLOY 800
SERVICIO Efluente Reactor
LIMITES DE PRESION/TEMPERATURA 158 kg/cm2 a 285�C
CORROSION PERMITIDA
0,010”
TUBERIA (NOTA 1)
1/2” a 1” Sch. 10S Extremo plano B407, Aleación UNSNO 8800, sin costura
1–1/2” Sch. 40S Extremo plano B407, Aleación UNSNO 8800, sin costura
2” Sch. 80S Extremo plano B407, Aleación UNSNO 8800, sin costura
3” a 4” Sch. 80S Extremo biselado B407, AleaciónUNS NO 8800, sin costura
6” Sch. 120 Extremo biselado B409, AleaciónUNS NO 8800, soldado según A358, Clase 1,tratado por solución, soldadura por fusióneléctrica.
8” a 14” Sch. 100 Extremo biselado B409, AleaciónUNS NO 8800, soldado según A358, Clase 1,tratado por solución, soldadura por fusióneléctrica.
16” a 24” Sch. 120 Extremo biselado B409, AleaciónUNS NO 8800, soldado según A358, Clase 1,tratado por solución, soldadura por fusióneléctrica.
NIPLES 1/2” a 1” Sch. 40S B407, Aleación UNS NO 8800, sincostura
1–1/2” a 2” Sch. 80S B407, Aleación UNS NO 8800, sincostura
BRIDAS Clase 1500 RF, INCOLOY 800, Acabado 125–200 AARH
1/2” a 24” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 1500 RF, INCOLOY 800, B564, Acabado 125–200 AARH
1–1/2” a 12” Cuello Soldado, (maquinado internamente paracalzar el D.I. del tubo)
14” a 24” Bridas de cuello soldado con tomas de radio entubería
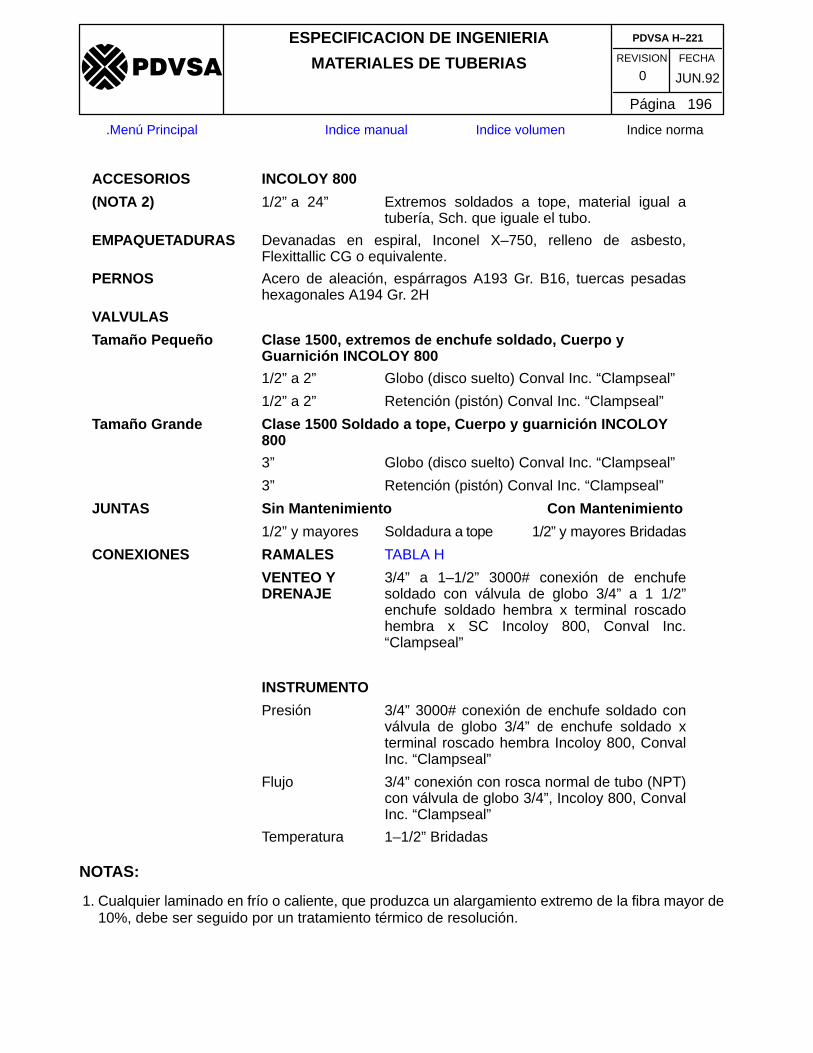
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 196
�����
.Menú Principal Indice manual Indice volumen Indice norma
ACCESORIOS INCOLOY 800
(NOTA 2) 1/2” a 24” Extremos soldados a tope, material igual atubería, Sch. que iguale el tubo.
EMPAQUETADURAS Devanadas en espiral, Inconel X–750, relleno de asbesto,Flexittallic CG o equivalente.
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño Clase 1500, extremos de enchufe soldado, Cuerpo yGuarnición INCOLOY 800
1/2” a 2” Globo (disco suelto) Conval Inc. “Clampseal”
1/2” a 2” Retención (pistón) Conval Inc. “Clampseal”
Tamaño Grande Clase 1500 Soldado a tope, Cuerpo y guarnición INCOLOY800
3” Globo (disco suelto) Conval Inc. “Clampseal”
3” Retención (pistón) Conval Inc. “Clampseal”
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” y mayores Soldadura a tope 1/2” y mayores Bridadas
CONEXIONES RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufesoldado con válvula de globo 3/4” a 1 1/2”enchufe soldado hembra x terminal roscadohembra x SC Incoloy 800, Conval Inc.“Clampseal”
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado xterminal roscado hembra Incoloy 800, ConvalInc. “Clampseal”
Flujo 3/4” conexión con rosca normal de tubo (NPT)con válvula de globo 3/4”, Incoloy 800, ConvalInc. “Clampseal”
Temperatura 1–1/2” Bridadas
NOTAS:
1. Cualquier laminado en frío o caliente, que produzca un alargamiento extremo de la fibra mayor de10%, debe ser seguido por un tratamiento térmico de resolución.
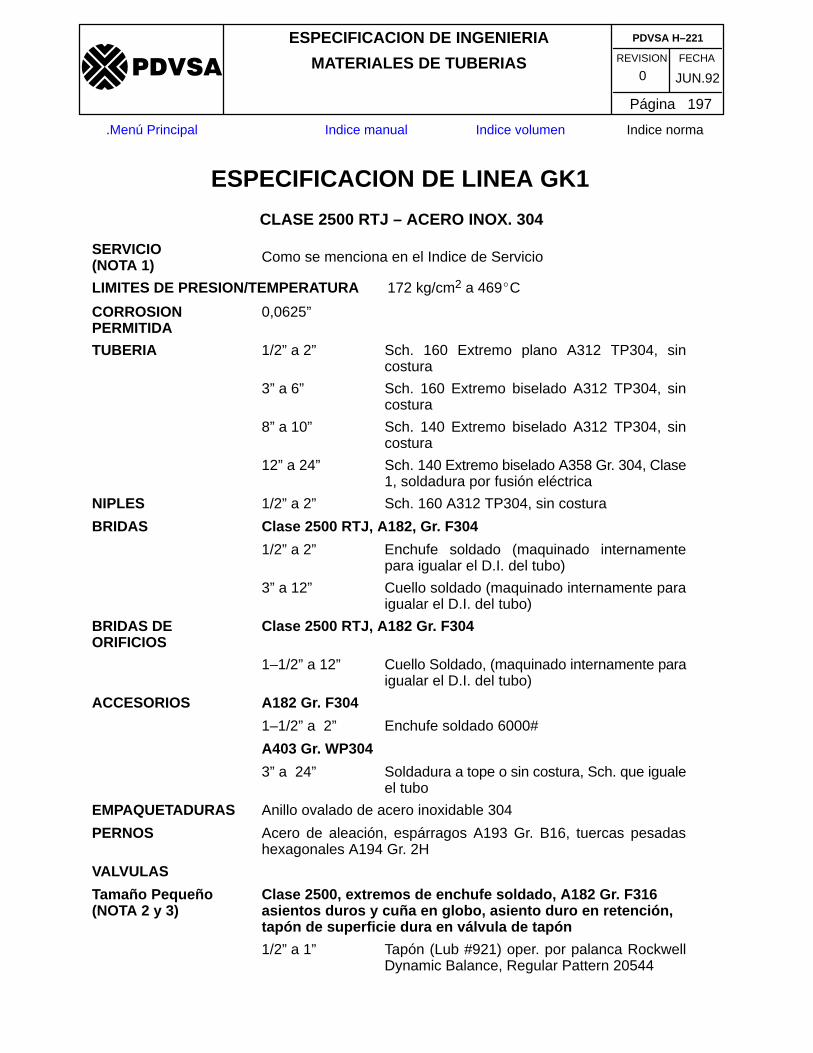
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 197
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA GK1
CLASE 2500 RTJ – ACERO INOX. 304
SERVICIO(NOTA 1) Como se menciona en el Indice de Servicio
LIMITES DE PRESION/TEMPERATURA 172 kg/cm2 a 469�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A312 TP304, sincostura
3” a 6” Sch. 160 Extremo biselado A312 TP304, sincostura
8” a 10” Sch. 140 Extremo biselado A312 TP304, sincostura
12” a 24” Sch. 140 Extremo biselado A358 Gr. 304, Clase1, soldadura por fusión eléctrica
NIPLES 1/2” a 2” Sch. 160 A312 TP304, sin costura
BRIDAS Clase 2500 RTJ, A182, Gr. F304
1/2” a 2” Enchufe soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 12” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 2500 RTJ, A182 Gr. F304
1–1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
ACCESORIOS A182 Gr. F304
1–1/2” a 2” Enchufe soldado 6000#
A403 Gr. WP304
3” a 24” Soldadura a tope o sin costura, Sch. que igualeel tubo
EMPAQUETADURAS Anillo ovalado de acero inoxidable 304
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 2 y 3)
Clase 2500, extremos de enchufe soldado, A182 Gr. F316asientos duros y cuña en globo, asiento duro en retención,tapón de superficie dura en válvula de tapón
1/2” a 1” Tapón (Lub #921) oper. por palanca RockwellDynamic Balance, Regular Pattern 20544
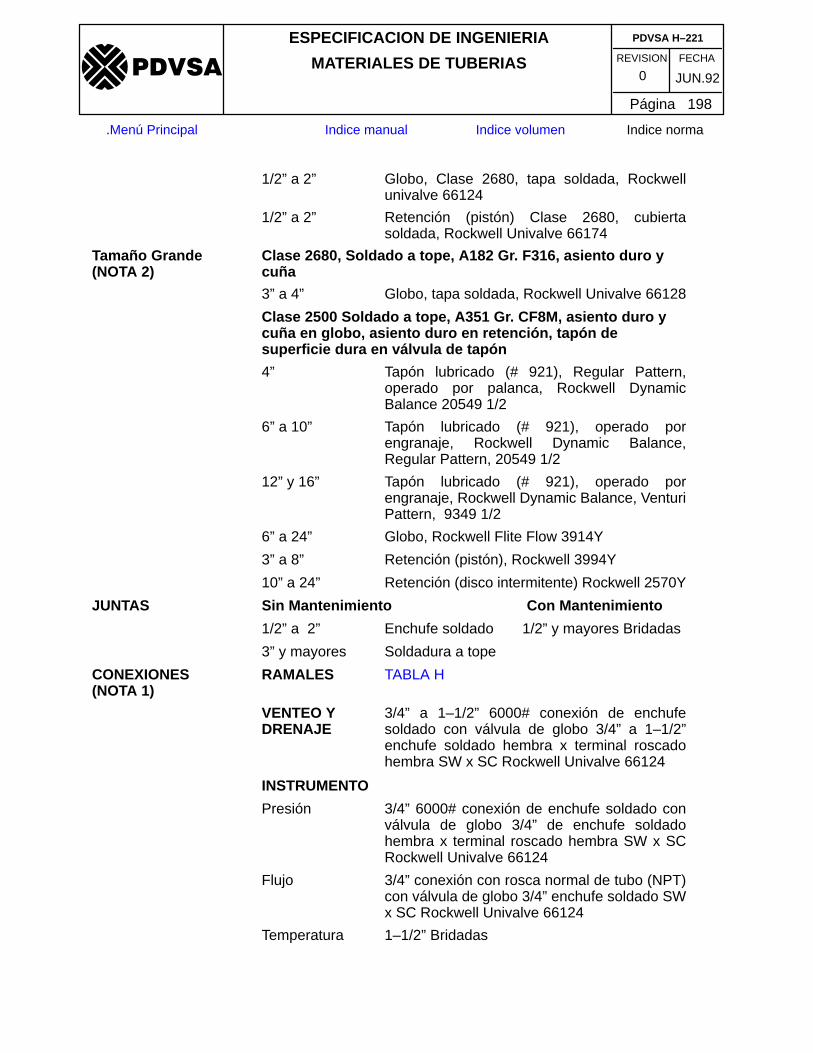
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 198
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Globo, Clase 2680, tapa soldada, Rockwellunivalve 66124
1/2” a 2” Retención (pistón) Clase 2680, cubiertasoldada, Rockwell Univalve 66174
Tamaño Grande(NOTA 2)
Clase 2680, Soldado a tope, A182 Gr. F316, asiento duro ycuña
3” a 4” Globo, tapa soldada, Rockwell Univalve 66128
Clase 2500 Soldado a tope, A351 Gr. CF8M, asiento duro ycuña en globo, asiento duro en retención, tapón desuperficie dura en válvula de tapón
4” Tapón lubricado (# 921), Regular Pattern,operado por palanca, Rockwell DynamicBalance 20549 1/2
6” a 10” Tapón lubricado (# 921), operado porengranaje, Rockwell Dynamic Balance,Regular Pattern, 20549 1/2
12” y 16” Tapón lubricado (# 921), operado porengranaje, Rockwell Dynamic Balance, VenturiPattern, 9349 1/2
6” a 24” Globo, Rockwell Flite Flow 3914Y
3” a 8” Retención (pistón), Rockwell 3994Y
10” a 24” Retención (disco intermitente) Rockwell 2570Y
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES (NOTA 1)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufesoldado con válvula de globo 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra SW x SC Rockwell Univalve 66124
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldadohembra x terminal roscado hembra SW x SCRockwell Univalve 66124
Flujo 3/4” conexión con rosca normal de tubo (NPT)con válvula de globo 3/4” enchufe soldado SWx SC Rockwell Univalve 66124
Temperatura 1–1/2” Bridadas
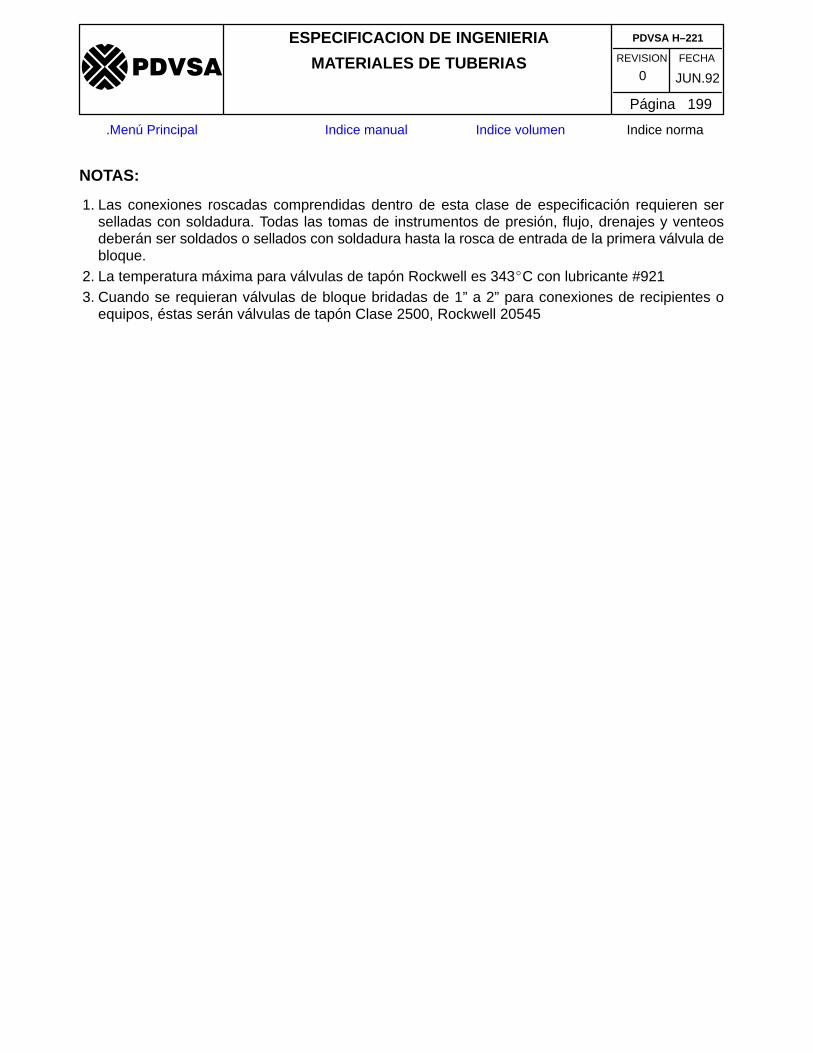
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 199
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS:
1. Las conexiones roscadas comprendidas dentro de esta clase de especificación requieren serselladas con soldadura. Todas las tomas de instrumentos de presión, flujo, drenajes y venteosdeberán ser soldados o sellados con soldadura hasta la rosca de entrada de la primera válvula debloque.
2. La temperatura máxima para válvulas de tapón Rockwell es 343�C con lubricante #9213. Cuando se requieran válvulas de bloque bridadas de 1” a 2” para conexiones de recipientes o
equipos, éstas serán válvulas de tapón Clase 2500, Rockwell 20545
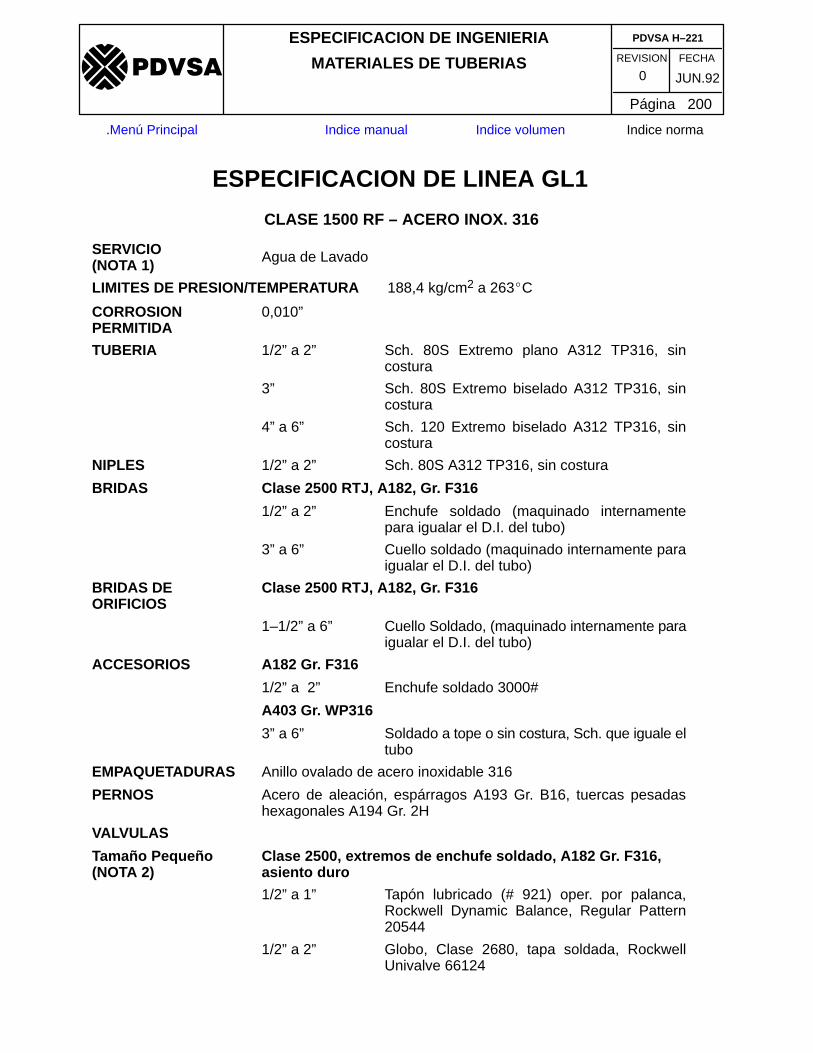
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 200
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA GL1
CLASE 1500 RF – ACERO INOX. 316
SERVICIO(NOTA 1) Agua de Lavado
LIMITES DE PRESION/TEMPERATURA 188,4 kg/cm2 a 263�C
CORROSION PERMITIDA
0,010”
TUBERIA 1/2” a 2” Sch. 80S Extremo plano A312 TP316, sincostura
3” Sch. 80S Extremo biselado A312 TP316, sincostura
4” a 6” Sch. 120 Extremo biselado A312 TP316, sincostura
NIPLES 1/2” a 2” Sch. 80S A312 TP316, sin costura
BRIDAS Clase 2500 RTJ, A182, Gr. F316
1/2” a 2” Enchufe soldado (maquinado internamentepara igualar el D.I. del tubo)
3” a 6” Cuello soldado (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 2500 RTJ, A182, Gr. F316
1–1/2” a 6” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
ACCESORIOS A182 Gr. F316
1/2” a 2” Enchufe soldado 3000#
A403 Gr. WP316
3” a 6” Soldado a tope o sin costura, Sch. que iguale eltubo
EMPAQUETADURAS Anillo ovalado de acero inoxidable 316
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 2)
Clase 2500, extremos de enchufe soldado, A182 Gr. F316,asiento duro
1/2” a 1” Tapón lubricado (# 921) oper. por palanca,Rockwell Dynamic Balance, Regular Pattern20544
1/2” a 2” Globo, Clase 2680, tapa soldada, RockwellUnivalve 66124
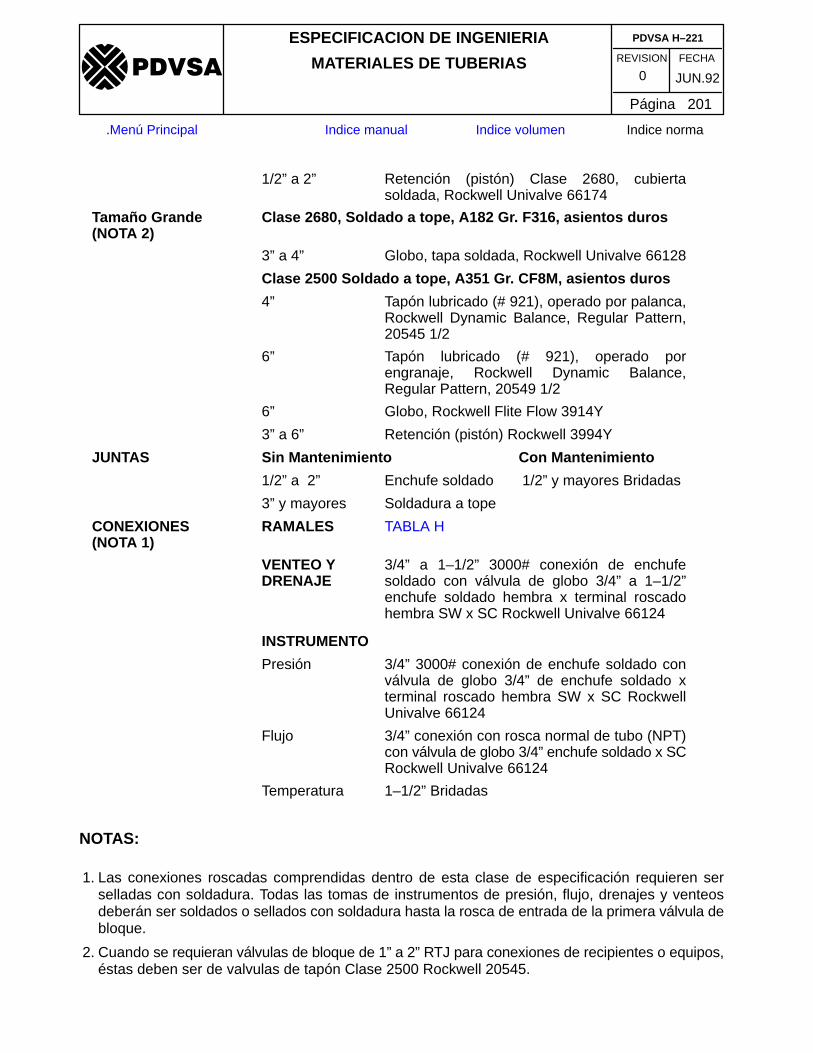
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 201
�����
.Menú Principal Indice manual Indice volumen Indice norma
1/2” a 2” Retención (pistón) Clase 2680, cubiertasoldada, Rockwell Univalve 66174
Tamaño Grande(NOTA 2)
Clase 2680, Soldado a tope, A182 Gr. F316, asientos duros
3” a 4” Globo, tapa soldada, Rockwell Univalve 66128
Clase 2500 Soldado a tope, A351 Gr. CF8M, asientos duros
4” Tapón lubricado (# 921), operado por palanca,Rockwell Dynamic Balance, Regular Pattern,20545 1/2
6” Tapón lubricado (# 921), operado porengranaje, Rockwell Dynamic Balance,Regular Pattern, 20549 1/2
6” Globo, Rockwell Flite Flow 3914Y
3” a 6” Retención (pistón) Rockwell 3994Y
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe soldado 1/2” y mayores Bridadas
3” y mayores Soldadura a tope
CONEXIONES(NOTA 1)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 3000# conexión de enchufesoldado con válvula de globo 3/4” a 1–1/2”enchufe soldado hembra x terminal roscadohembra SW x SC Rockwell Univalve 66124
INSTRUMENTO
Presión 3/4” 3000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado xterminal roscado hembra SW x SC RockwellUnivalve 66124
Flujo 3/4” conexión con rosca normal de tubo (NPT)con válvula de globo 3/4” enchufe soldado x SCRockwell Univalve 66124
Temperatura 1–1/2” Bridadas
NOTAS:
1. Las conexiones roscadas comprendidas dentro de esta clase de especificación requieren serselladas con soldadura. Todas las tomas de instrumentos de presión, flujo, drenajes y venteosdeberán ser soldados o sellados con soldadura hasta la rosca de entrada de la primera válvula debloque.
2. Cuando se requieran válvulas de bloque de 1” a 2” RTJ para conexiones de recipientes o equipos,éstas deben ser de valvulas de tapón Clase 2500 Rockwell 20545.
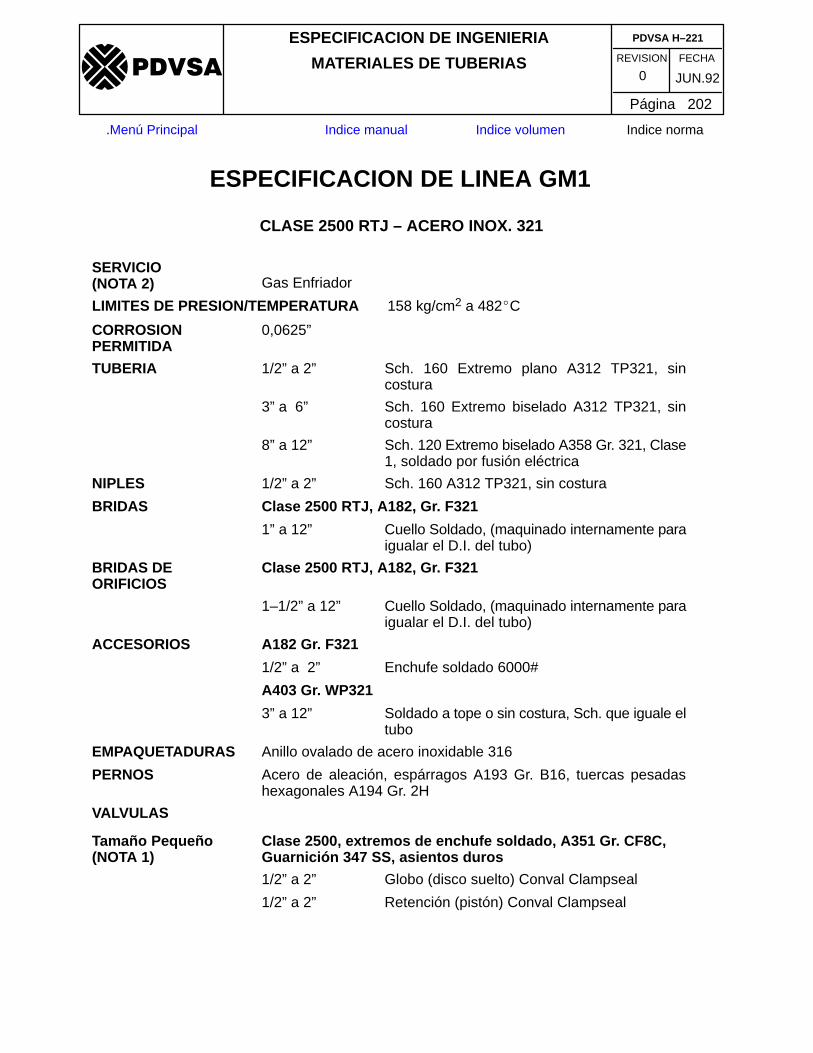
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 202
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA GM1
CLASE 2500 RTJ – ACERO INOX. 321
SERVICIO (NOTA 2) Gas Enfriador
LIMITES DE PRESION/TEMPERATURA 158 kg/cm2 a 482�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 160 Extremo plano A312 TP321, sincostura
3” a 6” Sch. 160 Extremo biselado A312 TP321, sincostura
8” a 12” Sch. 120 Extremo biselado A358 Gr. 321, Clase1, soldado por fusión eléctrica
NIPLES 1/2” a 2” Sch. 160 A312 TP321, sin costura
BRIDAS Clase 2500 RTJ, A182, Gr. F321
1” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
BRIDAS DE ORIFICIOS
Clase 2500 RTJ, A182, Gr. F321
1–1/2” a 12” Cuello Soldado, (maquinado internamente paraigualar el D.I. del tubo)
ACCESORIOS A182 Gr. F321
1/2” a 2” Enchufe soldado 6000#
A403 Gr. WP321
3” a 12” Soldado a tope o sin costura, Sch. que iguale eltubo
EMPAQUETADURAS Anillo ovalado de acero inoxidable 316
PERNOS Acero de aleación, espárragos A193 Gr. B16, tuercas pesadashexagonales A194 Gr. 2H
VALVULAS
Tamaño Pequeño(NOTA 1)
Clase 2500, extremos de enchufe soldado, A351 Gr. CF8C,Guarnición 347 SS, asientos duros
1/2” a 2” Globo (disco suelto) Conval Clampseal
1/2” a 2” Retención (pistón) Conval Clampseal
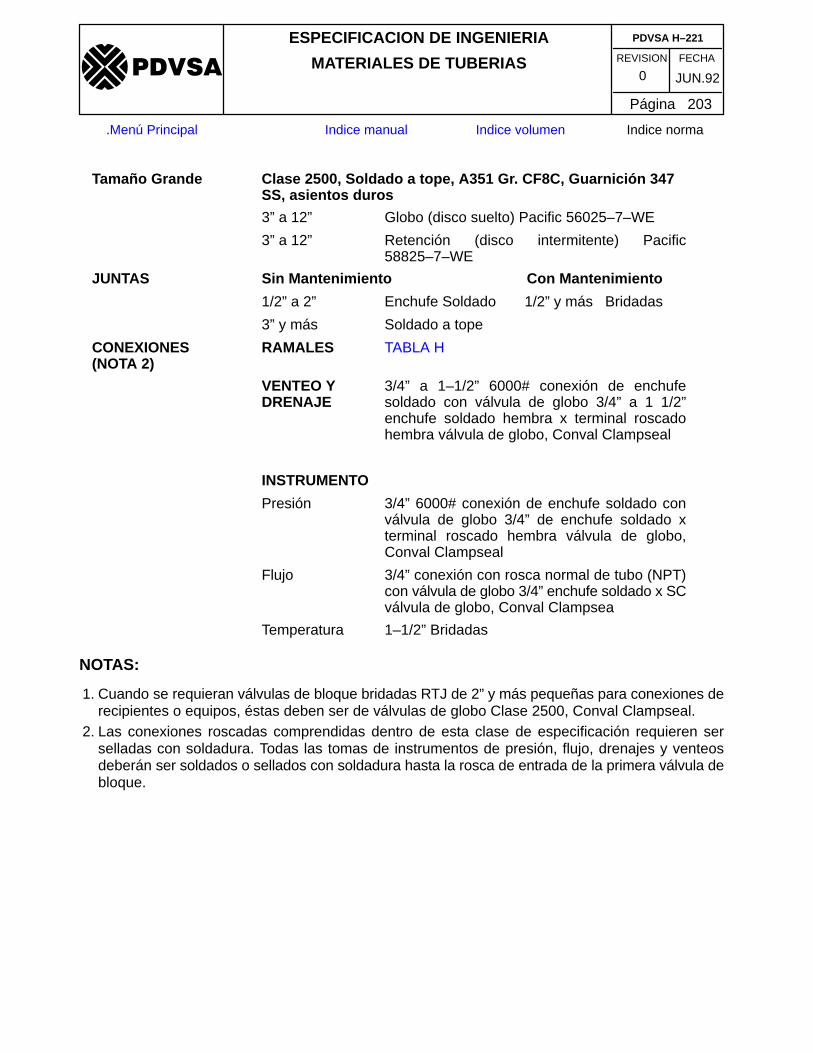
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 203
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande Clase 2500, Soldado a tope, A351 Gr. CF8C, Guarnición 347SS, asientos duros
3” a 12” Globo (disco suelto) Pacific 56025–7–WE
3” a 12” Retención (disco intermitente) Pacific58825–7–WE
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Enchufe Soldado 1/2” y más Bridadas
3” y más Soldado a tope
CONEXIONES (NOTA 2)
RAMALES TABLA H
VENTEO YDRENAJE
3/4” a 1–1/2” 6000# conexión de enchufesoldado con válvula de globo 3/4” a 1 1/2”enchufe soldado hembra x terminal roscadohembra válvula de globo, Conval Clampseal
INSTRUMENTO
Presión 3/4” 6000# conexión de enchufe soldado conválvula de globo 3/4” de enchufe soldado xterminal roscado hembra válvula de globo,Conval Clampseal
Flujo 3/4” conexión con rosca normal de tubo (NPT)con válvula de globo 3/4” enchufe soldado x SCválvula de globo, Conval Clampsea
Temperatura 1–1/2” Bridadas
NOTAS:
1. Cuando se requieran válvulas de bloque bridadas RTJ de 2” y más pequeñas para conexiones derecipientes o equipos, éstas deben ser de válvulas de globo Clase 2500, Conval Clampseal.
2. Las conexiones roscadas comprendidas dentro de esta clase de especificación requieren serselladas con soldadura. Todas las tomas de instrumentos de presión, flujo, drenajes y venteosdeberán ser soldados o sellados con soldadura hasta la rosca de entrada de la primera válvula debloque.
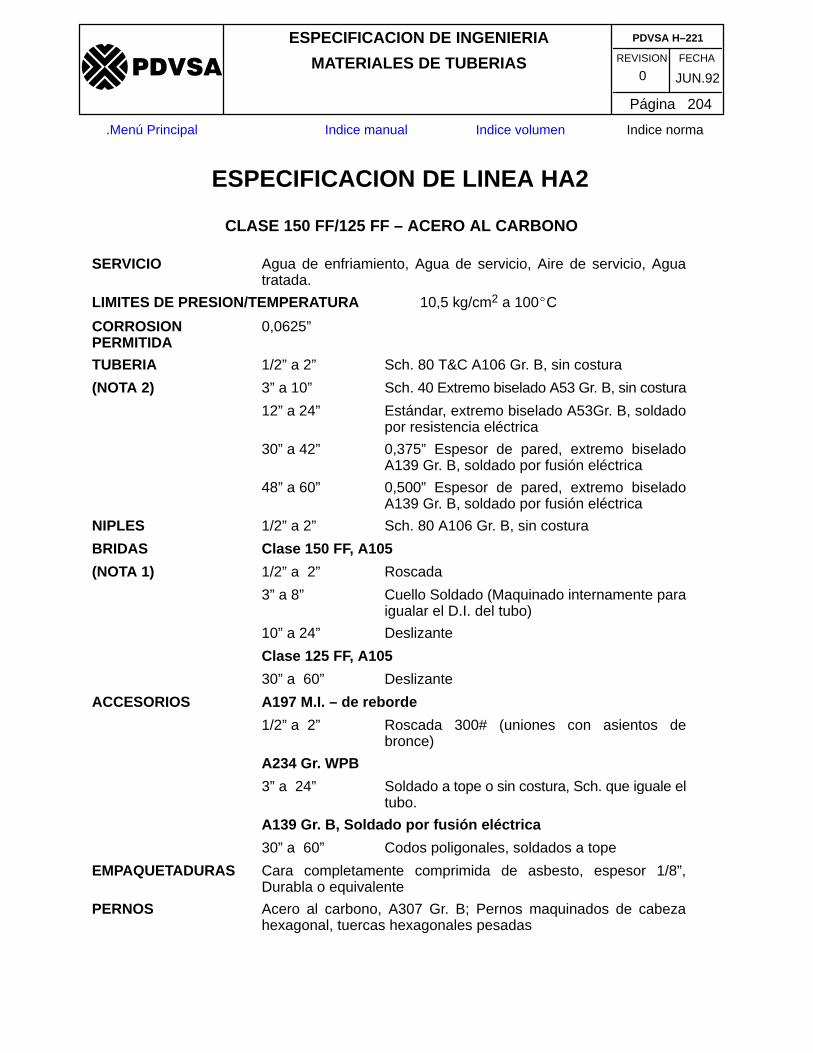
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 204
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA HA2
CLASE 150 FF/125 FF – ACERO AL CARBONO
SERVICIO Agua de enfriamiento, Agua de servicio, Aire de servicio, Aguatratada.
LIMITES DE PRESION/TEMPERATURA 10,5 kg/cm2 a 100�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 T&C A106 Gr. B, sin costura
(NOTA 2) 3” a 10” Sch. 40 Extremo biselado A53 Gr. B, sin costura
12” a 24” Estándar, extremo biselado A53Gr. B, soldadopor resistencia eléctrica
30” a 42” 0,375” Espesor de pared, extremo biseladoA139 Gr. B, soldado por fusión eléctrica
48” a 60” 0,500” Espesor de pared, extremo biseladoA139 Gr. B, soldado por fusión eléctrica
NIPLES 1/2” a 2” Sch. 80 A106 Gr. B, sin costura
BRIDAS Clase 150 FF, A105
(NOTA 1) 1/2” a 2” Roscada
3” a 8” Cuello Soldado (Maquinado internamente paraigualar el D.I. del tubo)
10” a 24” Deslizante
Clase 125 FF, A105
30” a 60” Deslizante
ACCESORIOS A197 M.I. – de reborde
1/2” a 2” Roscada 300# (uniones con asientos debronce)
A234 Gr. WPB
3” a 24” Soldado a tope o sin costura, Sch. que iguale eltubo.
A139 Gr. B, Soldado por fusión eléctrica
30” a 60” Codos poligonales, soldados a tope
EMPAQUETADURAS Cara completamente comprimida de asbesto, espesor 1/8”,Durabla o equivalente
PERNOS Acero al carbono, A307 Gr. B; Pernos maquinados de cabezahexagonal, tuercas hexagonales pesadas
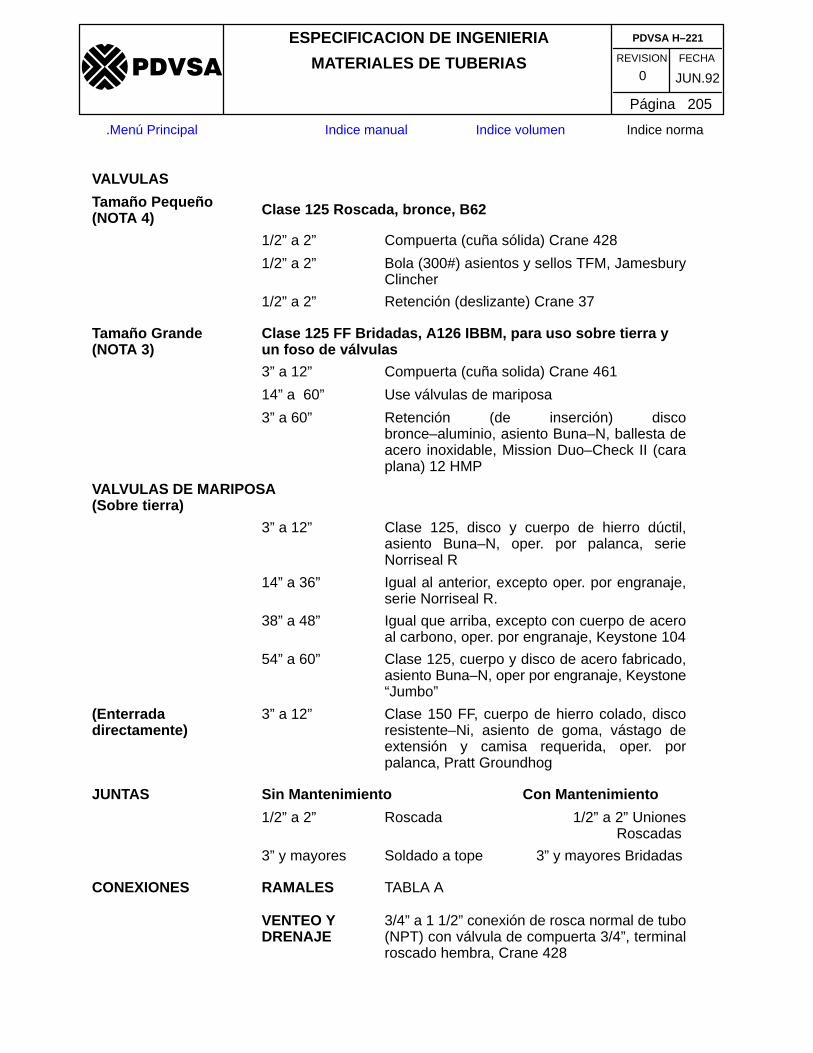
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 205
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS
Tamaño Pequeño(NOTA 4) Clase 125 Roscada, bronce, B62
1/2” a 2” Compuerta (cuña sólida) Crane 428
1/2” a 2” Bola (300#) asientos y sellos TFM, JamesburyClincher
1/2” a 2” Retención (deslizante) Crane 37
Tamaño Grande(NOTA 3)
Clase 125 FF Bridadas, A126 IBBM, para uso sobre tierra yun foso de válvulas
3” a 12” Compuerta (cuña solida) Crane 461
14” a 60” Use válvulas de mariposa
3” a 60” Retención (de inserción) discobronce–aluminio, asiento Buna–N, ballesta deacero inoxidable, Mission Duo–Check II (caraplana) 12 HMP
VALVULAS DE MARIPOSA (Sobre tierra)
3” a 12” Clase 125, disco y cuerpo de hierro dúctil,asiento Buna–N, oper. por palanca, serieNorriseal R
14” a 36” Igual al anterior, excepto oper. por engranaje,serie Norriseal R.
38” a 48” Igual que arriba, excepto con cuerpo de aceroal carbono, oper. por engranaje, Keystone 104
54” a 60” Clase 125, cuerpo y disco de acero fabricado,asiento Buna–N, oper por engranaje, Keystone“Jumbo”
(Enterrada directamente)
3” a 12” Clase 150 FF, cuerpo de hierro colado, discoresistente–Ni, asiento de goma, vástago deextensión y camisa requerida, oper. porpalanca, Pratt Groundhog
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Roscada 1/2” a 2” Uniones Roscadas
3” y mayores Soldado a tope 3” y mayores Bridadas
CONEXIONES RAMALES TABLA A
VENTEO YDRENAJE
3/4” a 1 1/2” conexión de rosca normal de tubo(NPT) con válvula de compuerta 3/4”, terminalroscado hembra, Crane 428
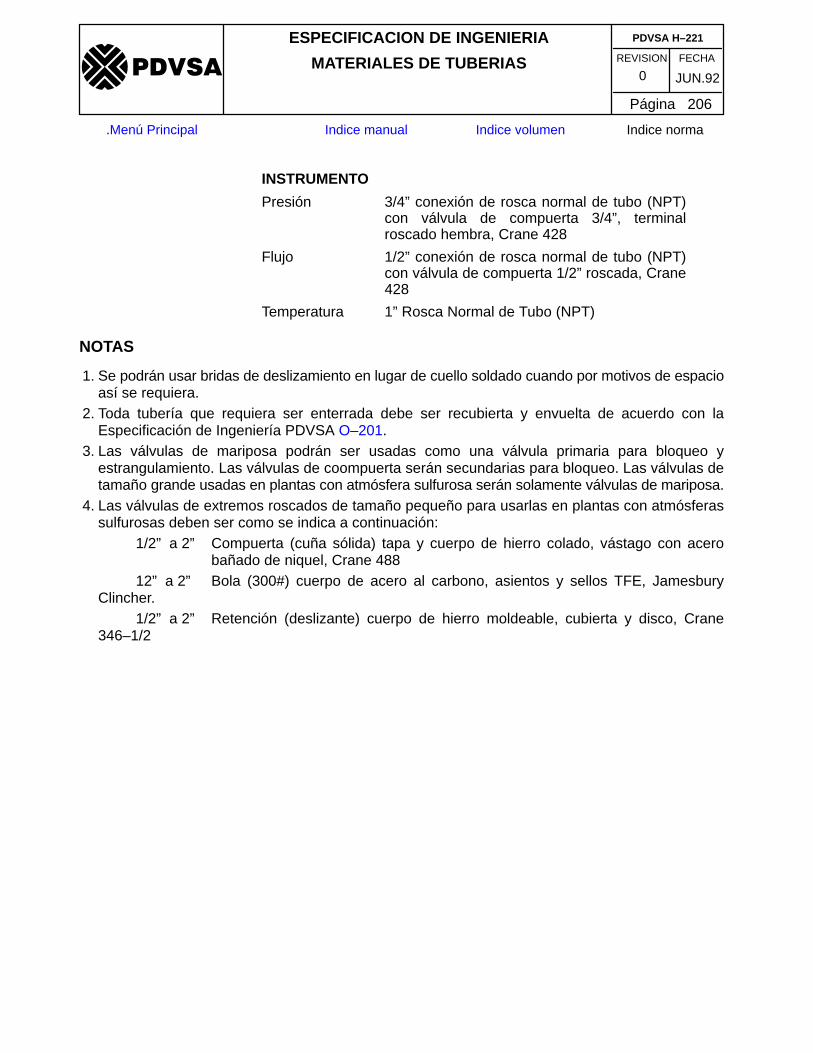
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 206
�����
.Menú Principal Indice manual Indice volumen Indice norma
INSTRUMENTO
Presión 3/4” conexión de rosca normal de tubo (NPT)con válvula de compuerta 3/4”, terminalroscado hembra, Crane 428
Flujo 1/2” conexión de rosca normal de tubo (NPT)con válvula de compuerta 1/2” roscada, Crane428
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS
1. Se podrán usar bridas de deslizamiento en lugar de cuello soldado cuando por motivos de espacioasí se requiera.
2. Toda tubería que requiera ser enterrada debe ser recubierta y envuelta de acuerdo con laEspecificación de Ingeniería PDVSA O–201.
3. Las válvulas de mariposa podrán ser usadas como una válvula primaria para bloqueo yestrangulamiento. Las válvulas de coompuerta serán secundarias para bloqueo. Las válvulas detamaño grande usadas en plantas con atmósfera sulfurosa serán solamente válvulas de mariposa.
4. Las válvulas de extremos roscados de tamaño pequeño para usarlas en plantas con atmósferassulfurosas deben ser como se indica a continuación:
1/2” a 2” Compuerta (cuña sólida) tapa y cuerpo de hierro colado, vástago con acerobañado de niquel, Crane 488
12” a 2” Bola (300#) cuerpo de acero al carbono, asientos y sellos TFE, JamesburyClincher.
1/2” a 2” Retención (deslizante) cuerpo de hierro moldeable, cubierta y disco, Crane346–1/2
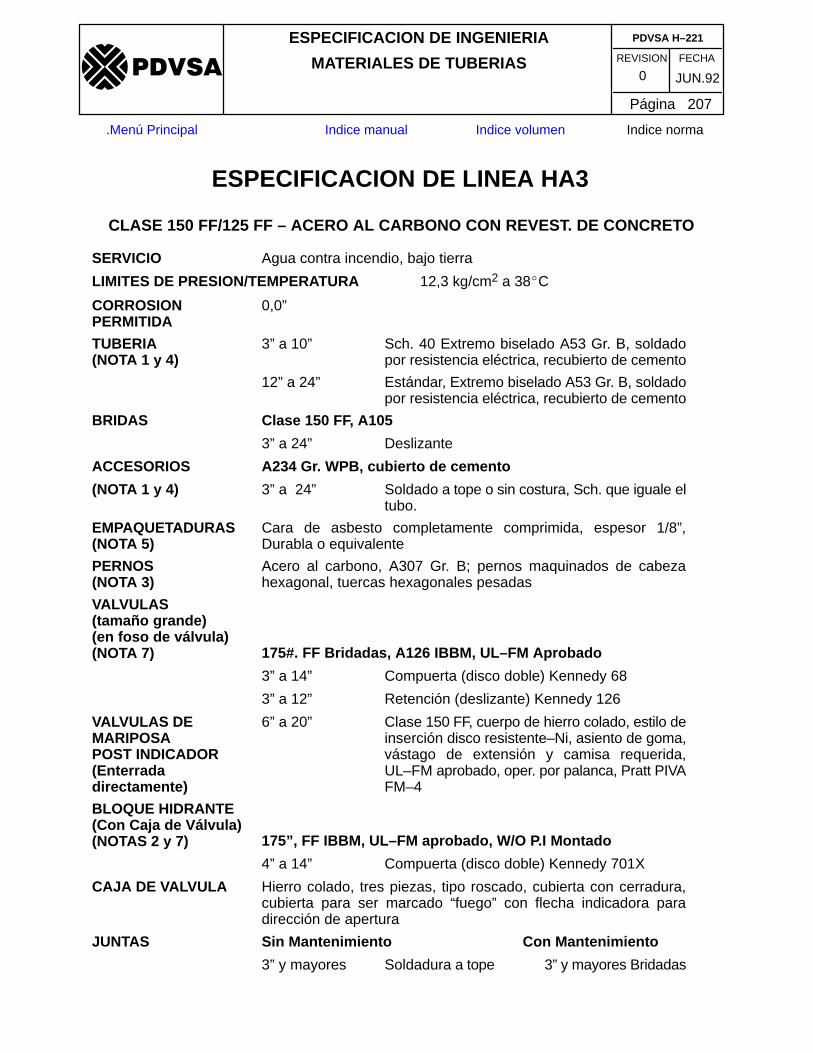
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 207
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA HA3
CLASE 150 FF/125 FF – ACERO AL CARBONO CON REVEST. DE CONCRETO
SERVICIO Agua contra incendio, bajo tierra
LIMITES DE PRESION/TEMPERATURA 12,3 kg/cm2 a 38�C
CORROSION PERMITIDA
0,0”
TUBERIA (NOTA 1 y 4)
3” a 10” Sch. 40 Extremo biselado A53 Gr. B, soldadopor resistencia eléctrica, recubierto de cemento
12” a 24” Estándar, Extremo biselado A53 Gr. B, soldadopor resistencia eléctrica, recubierto de cemento
BRIDAS Clase 150 FF, A105
3” a 24” Deslizante
ACCESORIOS A234 Gr. WPB, cubierto de cemento
(NOTA 1 y 4) 3” a 24” Soldado a tope o sin costura, Sch. que iguale eltubo.
EMPAQUETADURAS (NOTA 5)
Cara de asbesto completamente comprimida, espesor 1/8”,Durabla o equivalente
PERNOS (NOTA 3)
Acero al carbono, A307 Gr. B; pernos maquinados de cabezahexagonal, tuercas hexagonales pesadas
VALVULAS (tamaño grande) (en foso de válvula) (NOTA 7) 175#. FF Bridadas, A126 IBBM, UL–FM Aprobado
3” a 14” Compuerta (disco doble) Kennedy 68
3” a 12” Retención (deslizante) Kennedy 126
VALVULAS DE MARIPOSA POST INDICADOR (Enterrada directamente)
6” a 20” Clase 150 FF, cuerpo de hierro colado, estilo deinserción disco resistente–Ni, asiento de goma,vástago de extensión y camisa requerida,UL–FM aprobado, oper. por palanca, Pratt PIVAFM–4
BLOQUE HIDRANTE (Con Caja de Válvula)(NOTAS 2 y 7) 175”, FF IBBM, UL–FM aprobado, W/O P.I Montado
4” a 14” Compuerta (disco doble) Kennedy 701X
CAJA DE VALVULA Hierro colado, tres piezas, tipo roscado, cubierta con cerradura,cubierta para ser marcado “fuego” con flecha indicadora paradirección de apertura
JUNTAS Sin Mantenimiento Con Mantenimiento
3” y mayores Soldadura a tope 3” y mayores Bridadas
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 208
�����
.Menú Principal Indice manual Indice volumen Indice norma
CONEXIONES (NOTA 6)
RAMALES TABLA A
VENTEO YDRENAJE
3/4” a 1 1/2” conexión de rosca normal de tubo(NPT) con válvula de compuerta 3/4”a 1–1/2”,terminal roscado hembra, Kennedy 66
INSTRUMENTO
Presión 3/4” conexión de rosca normal de tubo (NPT)con válvula de compuerta 3/4”, terminalroscado hembra, Kennedy 66
Temperatura 1” Rosca Normal de Tubo (NPT)
HIDRANTES (Normal)
Bajo aprobación escrita, tipo compresión, conexión de entradabridada 6” 125# FF, hierro colado, poste de tres vías, D.I. 7” barrilvertical, apertura de válvula 5–1/4”, dos salidas con válvulas de2–1/2” y una salida con válvula de 4” con casquetes y cadenas,tuerca de operación pentagonal, Kennedy Fig. K–12 o equivalente.
MONITORES YBOQUILLAS FIJAS
Monitor hidrante bridado de 4” 125# FF, sobre tubería vertical deacero al carbono de 4”. El monitor debe ser todo construido debronce. Elkhart Brass o equivalente.
Capacidad de rotación de 360� w/lock
Capacidad de elevación de –15� a +60� w/lock
Boquillas para ser combinadas con corriente recta “full cone spray”y formas de corrientes
Rango mínimo 50 metros de corriente recta con presión a laentrada de 8 kg/cm2 manométrica, tasa normal de flujo de 120m3/hr
NOTAS:
1. Los accesorios y tuberías enterradas deben ser recubiertas de acuerdo con la especificaciónPDVSA O–201.
2. Las válvulas de bloque enterradas deben ser soportadas (Ejm. soportes de concreto).3. Después de la instalación, todos los materiales de acero al carbono enterrados (pernos, tuercas,
etc) deben ser recubiertos con carbón alquitranado bitumastique.4. Los forros de cemento deben ser de acuerdo con AWWA C 205, el espesor del recubrimiento debe
ser 1/4” para tamaño de 4” a 10”; 5/16” de espesor para tamaños de 12” y mayores.5. El diámetro interno (D.I.), de una empacadura de cara completa debe ser igual al D.I., acabado de
una tubería recubierta de cemento.6. Para las conexiones de presión y temperatura, use tuberías de acero galvanizado A53 Gr. B, sin
costura, Sch. 80 roscada en ambos extremos.7. La presión máxima de trabajo para válvulas de compuerta de 14” Kennedy es 10,5 kg/cm2.
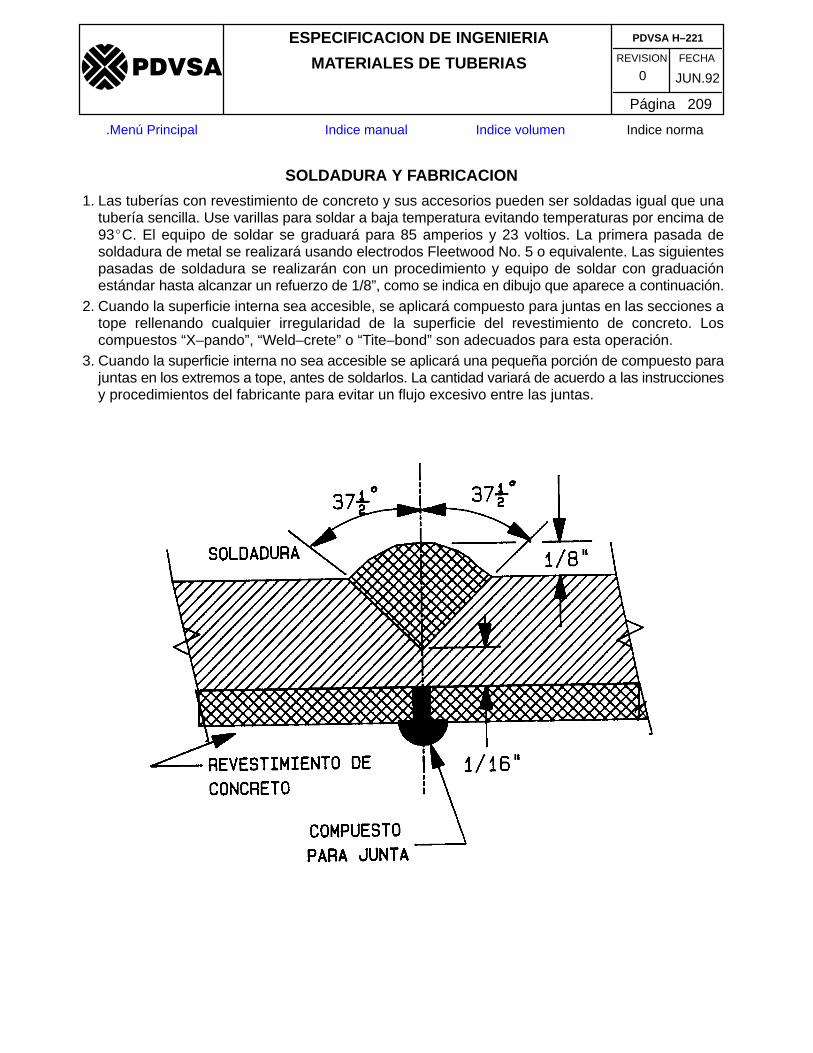
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 209
�����
.Menú Principal Indice manual Indice volumen Indice norma
SOLDADURA Y FABRICACION
1. Las tuberías con revestimiento de concreto y sus accesorios pueden ser soldadas igual que unatubería sencilla. Use varillas para soldar a baja temperatura evitando temperaturas por encima de93�C. El equipo de soldar se graduará para 85 amperios y 23 voltios. La primera pasada desoldadura de metal se realizará usando electrodos Fleetwood No. 5 o equivalente. Las siguientespasadas de soldadura se realizarán con un procedimiento y equipo de soldar con graduaciónestándar hasta alcanzar un refuerzo de 1/8”, como se indica en dibujo que aparece a continuación.
2. Cuando la superficie interna sea accesible, se aplicará compuesto para juntas en las secciones atope rellenando cualquier irregularidad de la superficie del revestimiento de concreto. Loscompuestos “X–pando”, “Weld–crete” o “Tite–bond” son adecuados para esta operación.
3. Cuando la superficie interna no sea accesible se aplicará una pequeña porción de compuesto parajuntas en los extremos a tope, antes de soldarlos. La cantidad variará de acuerdo a las instruccionesy procedimientos del fabricante para evitar un flujo excesivo entre las juntas.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 210
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA HA5
CLASE 150 FF/125 FF – ACERO AL CARBONO
SERVICIO (NOTA 2) Agua contra incendio, sobre tierra
LIMITES DE PRESION/TEMPERATURA 12,3 kg/cm2 a 100�C
CORROSION PERMITIDA
0,0625”
TUBERIA (NOTA 1)
1/2” a 2” Sch. 80 T&C A120, sin costura
3” a 10” Sch. 40 Extremo biselado A53 Gr. B, soldadopor resistencia eléctrica
12” a 24” Estándar, Extremo biselado A53 Gr. B, soldadopor resistencia eléctrica
NIPLES 1/2” a 2” Sch. 80., A120, sin costura
BRIDAS Clase 150 FF, A105
(NOTA 3) 1/2” a 2” Roscada
3” a 8” Cuello soldado (Maquinado internamente paraigualar el D.I. del tubo)
10” a 24” Deslizante o cuello soldado
ACCESORIOS A197 M.I. – de reborde
(NOTA 3) 1/2” a 2” Roscada 300# (uniones con asientos debronce)
A234 Gr. WPB
3” a 24” Soldado a tope o sin costura, sch. que iguale eltubo
EMPAQUETADURAS Cara completamente comprimida de asbesto, espesor 1/8”,Durabla o equivalente
PERNOS Acero al carbono, A307 Gr. B; pernos maquinados de cabezahexagonal, tuercas hexagonales pesadas
VALVULAS
Tamaño Pequeño (NOTA 4)
175#, Bronce, Roscada, UL–FM Aprobado
1/2” a 2” Compuerta (cuña sólida) Kennedy 66
1/2” a 2” Globo (disco renovable) Kennedy 97 SD (SinUL–FM)
1/2” a 2” Retención (deslizante) Kennedy 440 SD (SinUL–FM)
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 211
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande (NOTA 5 y 6)
175#, FF Bridadas, A126 IBBM, UL–FM Aprobada
3” a 14” Compuerta (disco doble) Kennedy 68
3” a 12” Retención (deslizante) Kennedy 126
VALVULAS DE MARIPOSA
6” a 12” Clase 125, de inserción, cuerpo de hierro dúctil,disco bronce–aluminio, asientos EPDM, ULmencionada, oper. por palanca, Keystone 239
14” a 24” Clase 125, de inserción, cuerpo de hierro dúctil,disco bronce–aluminio, asientos EPDM, ULmencionada, oper. por engranaje, Keystone129
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Roscada 1/2” a 2” Uniones Roscadas
3” y mayores Soldadura a tope 3” y mayores Bridadas
CONEXIONES RAMALES TABLA A
VENTEO YDRENAJE
3/4” a 1 1/2” conexión de rosca normal de tubo(NPT) con válvula de compuerta 3/4”a 1–1/2”terminal roscado hembra, Kennedy 66
INSTRUMENTO
Presión 3/4” conexión de rosca normal de tubo (NPT)con válvula de compuerta 3/4”, terminalroscado hembra, Kennedy 66
NOTAS:
1. La tubería T&C debe ser roscada con extremos protegidos con casquetes plásticos. Sin acoples.2. Toda tubería sobre tierra debe ser pintada de rojo.3. Los accesorios negros y bridas deben ser limpiados y galvanizados en frío con “Galvacón” o
equivalente después de su fabricación.4. Las válvulas de extremos roscados de tamaño pequeño para usarlas en plantas con atmósferas
sulfúricas deben ser como se indica a continuación: (Sin UL/FM)1/2” a 2” Compuerta (cuña sólida) tapa y cuerpo de hierro maleable, vásta go con baño de
niquel, Crane 4881/2” a 2” Globo (disco suelto) tapa y cuerpo de hierro maleable, vástago con baño de
niquel, Crane 355–1/21/2” a 2” Retención (deslizante) cuerpo hierro maleable, cubierta y disco, Crane 346–1/2
5. Las válvulas de tamaño grande para ser usadas en plantas con atmósferas sulfúricas deben sersolamente válvulas de mariposa
6. La presión máxima de trabajo para válvula de compuerta Kennedy de 14” es 10,5 kg/cm2
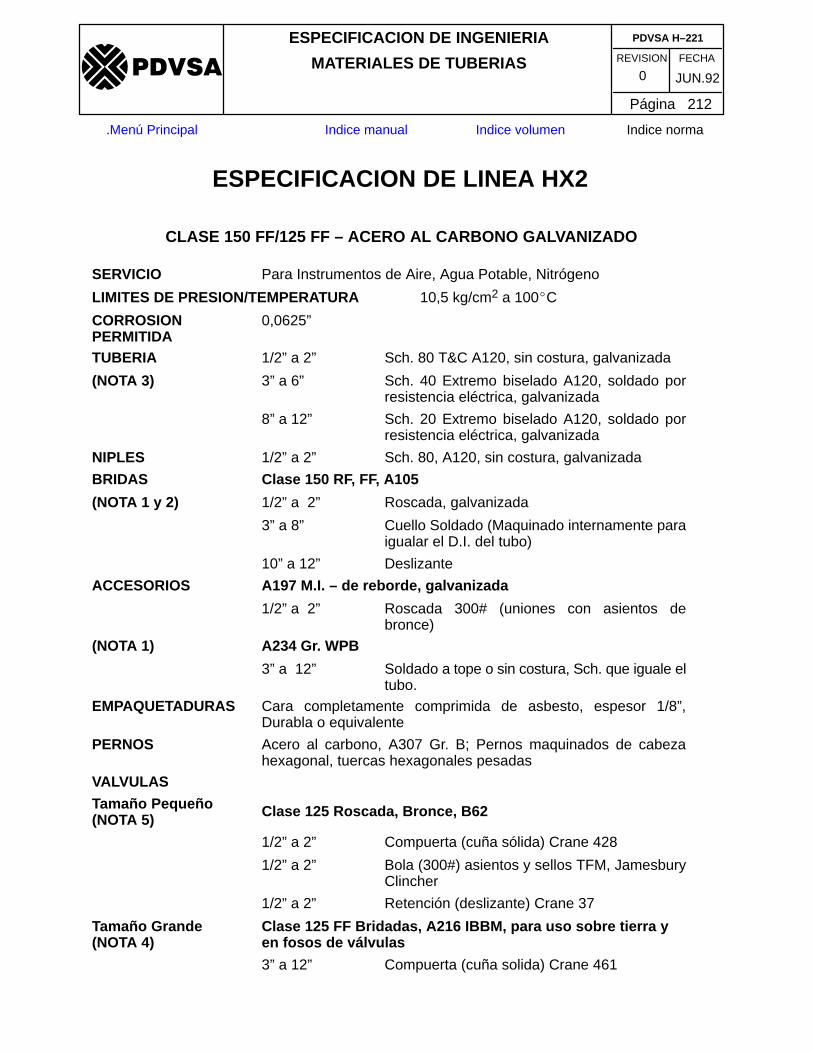
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 212
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA HX2
CLASE 150 FF/125 FF – ACERO AL CARBONO GALVANIZADO
SERVICIO Para Instrumentos de Aire, Agua Potable, Nitrógeno
LIMITES DE PRESION/TEMPERATURA 10,5 kg/cm2 a 100�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 T&C A120, sin costura, galvanizada
(NOTA 3) 3” a 6” Sch. 40 Extremo biselado A120, soldado porresistencia eléctrica, galvanizada
8” a 12” Sch. 20 Extremo biselado A120, soldado porresistencia eléctrica, galvanizada
NIPLES 1/2” a 2” Sch. 80, A120, sin costura, galvanizada
BRIDAS Clase 150 RF, FF, A105
(NOTA 1 y 2) 1/2” a 2” Roscada, galvanizada
3” a 8” Cuello Soldado (Maquinado internamente paraigualar el D.I. del tubo)
10” a 12” Deslizante
ACCESORIOS A197 M.I. – de reborde, galvanizada
1/2” a 2” Roscada 300# (uniones con asientos debronce)
(NOTA 1) A234 Gr. WPB
3” a 12” Soldado a tope o sin costura, Sch. que iguale eltubo.
EMPAQUETADURAS Cara completamente comprimida de asbesto, espesor 1/8”,Durabla o equivalente
PERNOS Acero al carbono, A307 Gr. B; Pernos maquinados de cabezahexagonal, tuercas hexagonales pesadas
VALVULAS
Tamaño Pequeño(NOTA 5) Clase 125 Roscada, Bronce, B62
1/2” a 2” Compuerta (cuña sólida) Crane 428
1/2” a 2” Bola (300#) asientos y sellos TFM, JamesburyClincher
1/2” a 2” Retención (deslizante) Crane 37
Tamaño Grande(NOTA 4)
Clase 125 FF Bridadas, A216 IBBM, para uso sobre tierra yen fosos de válvulas
3” a 12” Compuerta (cuña solida) Crane 461
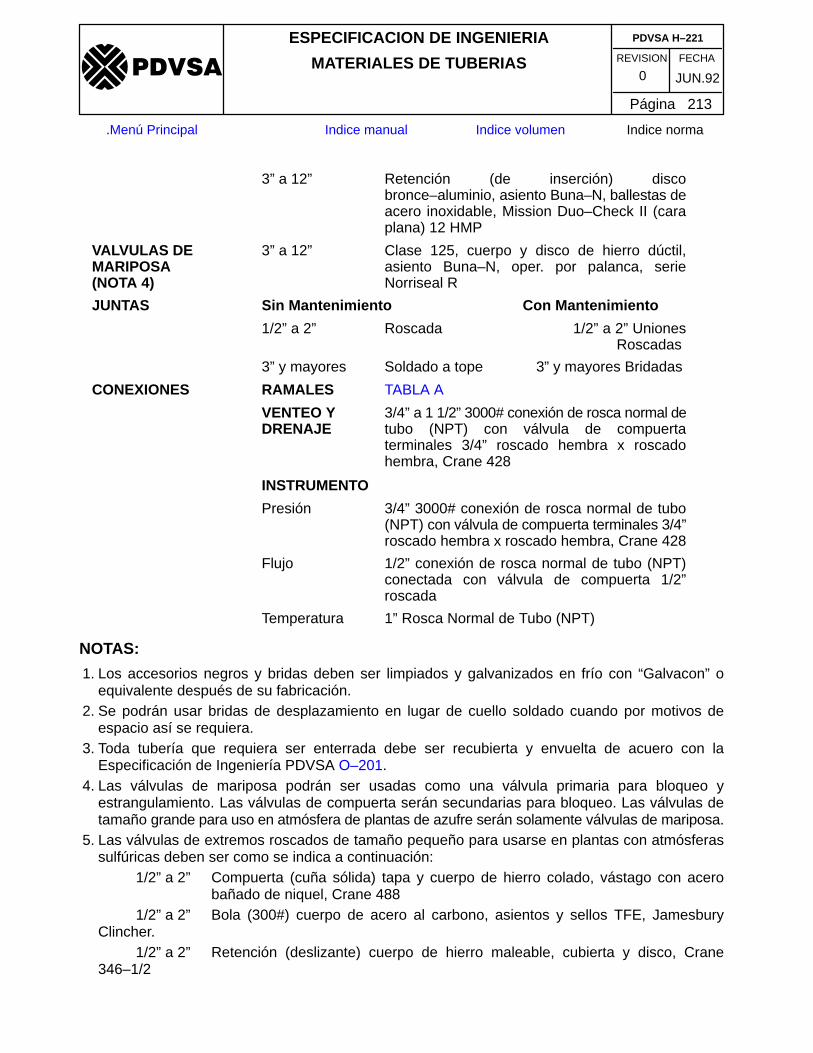
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 213
�����
.Menú Principal Indice manual Indice volumen Indice norma
3” a 12” Retención (de inserción) discobronce–aluminio, asiento Buna–N, ballestas deacero inoxidable, Mission Duo–Check II (caraplana) 12 HMP
VALVULAS DE MARIPOSA (NOTA 4)
3” a 12” Clase 125, cuerpo y disco de hierro dúctil,asiento Buna–N, oper. por palanca, serieNorriseal R
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Roscada 1/2” a 2” Uniones Roscadas
3” y mayores Soldado a tope 3” y mayores Bridadas
CONEXIONES RAMALES TABLA A
VENTEO YDRENAJE
3/4” a 1 1/2” 3000# conexión de rosca normal detubo (NPT) con válvula de compuertaterminales 3/4” roscado hembra x roscadohembra, Crane 428
INSTRUMENTO
Presión 3/4” 3000# conexión de rosca normal de tubo(NPT) con válvula de compuerta terminales 3/4”roscado hembra x roscado hembra, Crane 428
Flujo 1/2” conexión de rosca normal de tubo (NPT)conectada con válvula de compuerta 1/2”roscada
Temperatura 1” Rosca Normal de Tubo (NPT)
NOTAS:
1. Los accesorios negros y bridas deben ser limpiados y galvanizados en frío con “Galvacon” oequivalente después de su fabricación.
2. Se podrán usar bridas de desplazamiento en lugar de cuello soldado cuando por motivos deespacio así se requiera.
3. Toda tubería que requiera ser enterrada debe ser recubierta y envuelta de acuero con laEspecificación de Ingeniería PDVSA O–201.
4. Las válvulas de mariposa podrán ser usadas como una válvula primaria para bloqueo yestrangulamiento. Las válvulas de compuerta serán secundarias para bloqueo. Las válvulas detamaño grande para uso en atmósfera de plantas de azufre serán solamente válvulas de mariposa.
5. Las válvulas de extremos roscados de tamaño pequeño para usarse en plantas con atmósferassulfúricas deben ser como se indica a continuación:
1/2” a 2” Compuerta (cuña sólida) tapa y cuerpo de hierro colado, vástago con acerobañado de niquel, Crane 488
1/2” a 2” Bola (300#) cuerpo de acero al carbono, asientos y sellos TFE, JamesburyClincher.
1/2” a 2” Retención (deslizante) cuerpo de hierro maleable, cubierta y disco, Crane346–1/2
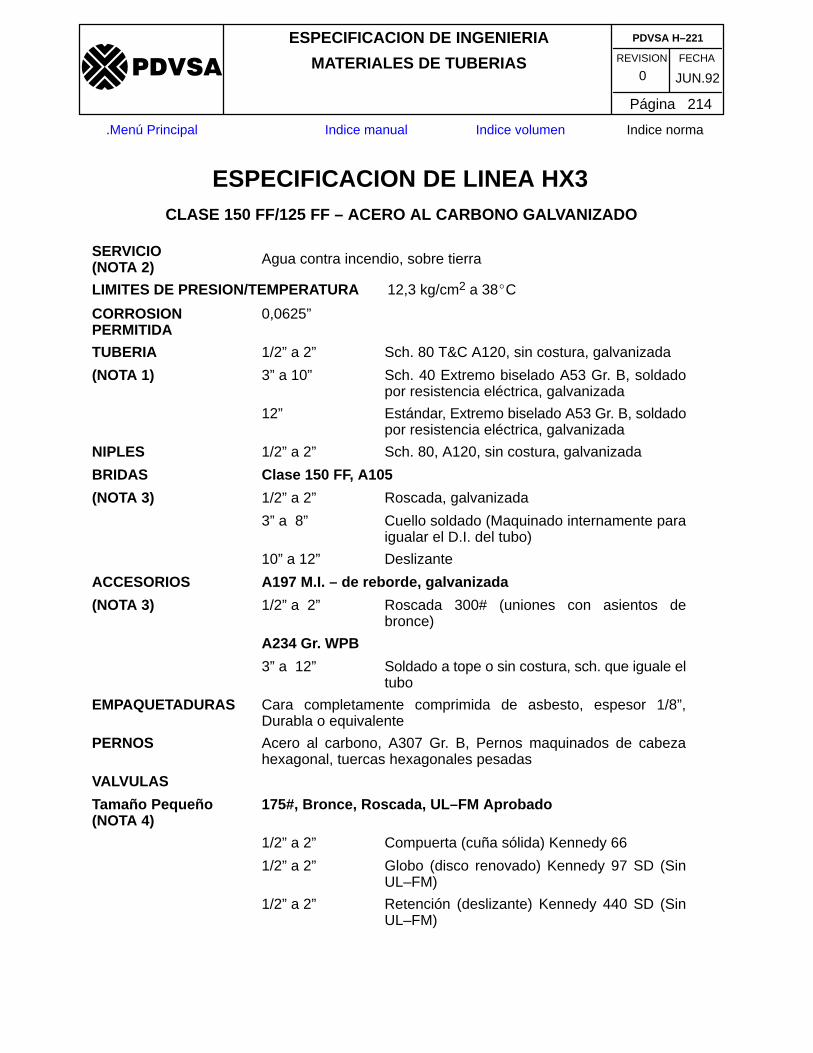
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 214
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA HX3CLASE 150 FF/125 FF – ACERO AL CARBONO GALVANIZADO
SERVICIO(NOTA 2) Agua contra incendio, sobre tierra
LIMITES DE PRESION/TEMPERATURA 12,3 kg/cm2 a 38�C
CORROSION PERMITIDA
0,0625”
TUBERIA 1/2” a 2” Sch. 80 T&C A120, sin costura, galvanizada
(NOTA 1) 3” a 10” Sch. 40 Extremo biselado A53 Gr. B, soldadopor resistencia eléctrica, galvanizada
12” Estándar, Extremo biselado A53 Gr. B, soldadopor resistencia eléctrica, galvanizada
NIPLES 1/2” a 2” Sch. 80, A120, sin costura, galvanizada
BRIDAS Clase 150 FF, A105
(NOTA 3) 1/2” a 2” Roscada, galvanizada
3” a 8” Cuello soldado (Maquinado internamente paraigualar el D.I. del tubo)
10” a 12” Deslizante
ACCESORIOS A197 M.I. – de reborde, galvanizada
(NOTA 3) 1/2” a 2” Roscada 300# (uniones con asientos debronce)
A234 Gr. WPB
3” a 12” Soldado a tope o sin costura, sch. que iguale eltubo
EMPAQUETADURAS Cara completamente comprimida de asbesto, espesor 1/8”,Durabla o equivalente
PERNOS Acero al carbono, A307 Gr. B, Pernos maquinados de cabezahexagonal, tuercas hexagonales pesadas
VALVULAS
Tamaño Pequeño(NOTA 4)
175#, Bronce, Roscada, UL–FM Aprobado
1/2” a 2” Compuerta (cuña sólida) Kennedy 66
1/2” a 2” Globo (disco renovado) Kennedy 97 SD (SinUL–FM)
1/2” a 2” Retención (deslizante) Kennedy 440 SD (SinUL–FM)
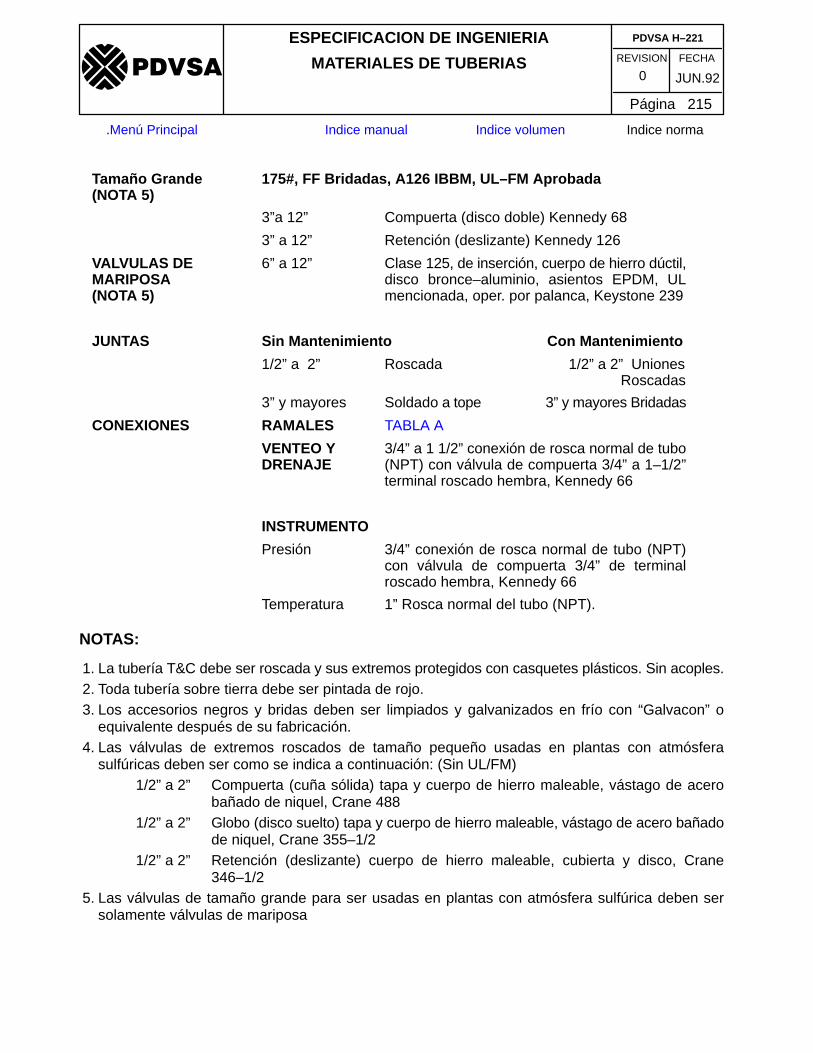
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 215
�����
.Menú Principal Indice manual Indice volumen Indice norma
Tamaño Grande (NOTA 5)
175#, FF Bridadas, A126 IBBM, UL–FM Aprobada
3”a 12” Compuerta (disco doble) Kennedy 68
3” a 12” Retención (deslizante) Kennedy 126
VALVULAS DE MARIPOSA (NOTA 5)
6” a 12” Clase 125, de inserción, cuerpo de hierro dúctil,disco bronce–aluminio, asientos EPDM, ULmencionada, oper. por palanca, Keystone 239
JUNTAS Sin Mantenimiento Con Mantenimiento
1/2” a 2” Roscada 1/2” a 2” Uniones Roscadas
3” y mayores Soldado a tope 3” y mayores Bridadas
CONEXIONES RAMALES TABLA A
VENTEO YDRENAJE
3/4” a 1 1/2” conexión de rosca normal de tubo(NPT) con válvula de compuerta 3/4” a 1–1/2”terminal roscado hembra, Kennedy 66
INSTRUMENTO
Presión 3/4” conexión de rosca normal de tubo (NPT)con válvula de compuerta 3/4” de terminalroscado hembra, Kennedy 66
Temperatura 1” Rosca normal del tubo (NPT).
NOTAS:
1. La tubería T&C debe ser roscada y sus extremos protegidos con casquetes plásticos. Sin acoples.2. Toda tubería sobre tierra debe ser pintada de rojo.3. Los accesorios negros y bridas deben ser limpiados y galvanizados en frío con “Galvacon” o
equivalente después de su fabricación.4. Las válvulas de extremos roscados de tamaño pequeño usadas en plantas con atmósfera
sulfúricas deben ser como se indica a continuación: (Sin UL/FM)1/2” a 2” Compuerta (cuña sólida) tapa y cuerpo de hierro maleable, vástago de acero
bañado de niquel, Crane 4881/2” a 2” Globo (disco suelto) tapa y cuerpo de hierro maleable, vástago de acero bañado
de niquel, Crane 355–1/21/2” a 2” Retención (deslizante) cuerpo de hierro maleable, cubierta y disco, Crane
346–1/25. Las válvulas de tamaño grande para ser usadas en plantas con atmósfera sulfúrica deben ser
solamente válvulas de mariposa
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 216
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA SZ1
CLASE 150 FF FRP
SERVICIO(NOTA 1 y 2) Proceso como se menciona en el Indice
LIMITES DE PRESION/TEMPERATURA 2,8 kg/cm2 a 66�C
CORROSION PERMITIDA
0,00”
TUBERIA 1 1/2” a 16” Tubería de Resina Termo–fundida Reforzado(RTRP) ASTM D2310 tipo I, Gr. 1, Clase C,filamento devanado, extremos macho x machoo macho x hembra. (Bondstrand 2000 oequivalente) o ASTM D2310 tipo II, Gr. 1, Clase1, Clase C, colado centrifugamente, extremosplanos. (Fibercast Serie OG–2025 oequivalente).
BRIDAS 1 1/2” a 16” Clase 150, cara plana, enchufe, tipo cemento.Material de Resina igual a la tubería.
ACCESORIOS 1 1/2” a 16” Enchufe cementado o bridado, como searequerido. Material de Resina equivalente a latubería.
EMPAQUETADURAS 1 1/2” a 16” Cara completa de Neopreno espesor 3/16”.Durómetro Máximo de Orilla para Neoprenoserá 50 en Orillas de Escala A.
PERNOS 1 1/2” a 16” Acero al carbono, A307 Gr. B, pernosmaquinados de cabeza hexagonal, tuercashexagonales pesadas. Se deben usararandelas de acero inoxidable debajo de todaslas cabezas y tuercas. Las arandelas seránsegún ANSI B27.2, Tipo A, planas extrechasestándar.
VALVULAS DETAPON
1” a 3” Clase 150 RF, hierro dúctil, recubrimiento FEP,operada por palanca, Tufline 061
4” a 16” Igual que arriba. Operada por engranaje,Tufline 061 EG.
VALVULAS DE MARIPOSA
3” a 4” Clase 150 RF, de orejas, cuerpo de hierro dúctil,revestimiento TFE, Garlock Gar–Seal 100
6” a 16” Igual que arriba. Operada por engranaje.
VALVULAS DERETENCION
1” a 3” Clase 150 RF, cuerpo de hierro dúctil,recubrimiento FEB, bola retención tipo “Y”, bolaPTFE, Tufline 071
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 217
�����
.Menú Principal Indice manual Indice volumen Indice norma
4” a 8” Clase 150 RF, cuerpo de hierro dúctil,recubrimiento FEP, tipo inserción deslizante.Tufline 070
JUNTAS Sin Mantenimiento Con Mantenimiento
1 1/2” a 16” Enchufe cementado 1 1/2” a 16” Bridadas
NOTAS:
1. Las tuberías, y bridas de accesorios, deben ser suministradas por el mismo fabricante.2. Para instalación de tubería FRP, refierase a los procedimientos recomendados por el fabricante.
El aseguramiento de la tubería FRP se realizará de acuerdo con ANSI B31.3, Sección A327.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 218
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA SZ2CLASE 150 RF – ACERO AL CARBONO REVESTIDO CON FEP
SERVICIO Acido Hidroclorídrico (30 al 35%)
LIMITES DE PRESION/TEMPERATURA 5,27 kg/cm2 a 66�C
CORROSION PERMITIDA
0,00”
TUBERIA (NOTAS 1, 2, 3, 4, 7 y 8)
1” a 6” Clase 150, tuberías prefabricadas bridadas dejunta solapada, longitud máxima 20 pies, aceroal carbono revestido con FEP.
Sch.40 Acero al carbono. Recubrimiento deespesor estándar. Resistoflex Fluoroflex F oequivalente
BRIDAS DE ORIFICIO Use dos tes de instrumentos con pernos entre dos bridas.
ACCESORIOS(NOTAS 1, 3, 4, 5, 7 y 8)
1” a 6” Clase 150 RF Bridada, hierro dúctil revestidocon FEP. Resistoflex Fluoroflex F o equivalente.
PERNOS Acero de aleación, espárragos A193 Gr. B7; tuercas hexagonalespesadas A194 Gr. 2H.
VALVULAS DE BLOQUE
1” a 4” Válvula de tapón, Clase 150 RF, cuerpo dehierro dúctil, recubrimiento epóxico,recubrimiento FEP Tufline 061
(NOTA 6) 6” Válvula de mariposa, Clase 150 RF, de orejas,cuerpo de hierro dúctil, operada por engranaje,recubrimiento TFE, Garlock Gar–Seal 100.
VALVULAS DERETENCION
1” a 3” Cuerpo de hierro dúctil, Clase 150 RF,revestimiento FEP, bola retención tipo “Y”, bolaPTFE. Tufline 071.
4” a 6” Cuerpo de hierro dúctil, Clase 150 RF,revestimiento FEP, tipo inserción deslizante.Tufline 070
INSTRUMENTO, VENTEO, DRENAJE YVALVULAS DE PRUEBA
Use válvulas de tapón bridadas de 1”. Tufline061
CONEXIONES DE RAMALES Use tes y reductores o tes reductora pararamales
CONEXIONES DE INSTRUMENTOS Use tes o tes de instrumentos con salidabridada de 1”.
PROTECTORES DE BRIDAS (NOTA 1)
Fibra de vidrio impregnado con teflón, tipo deamarrar, con ventana indicadora. Ramco“Spra–Gard”.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 219
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS:
1. Los protectores de bridas deben ser usados en todas las juntas bridadas.2. Minimice las cantidades de tuberías prefabricadas cortas de diferentes longitudes.3. Cuando se realice la unión entre una brida revestida de teflón y una brida de otro material, se debe
usar una empaquetadura de Viton.4. Cuando se indique “o equivalente” deben ser Resistoflex, Dow, Peabody Dore. Los accesorios
deben ser suministrados con las mismas dimensiones indicadas en los planos de diseño.5. No se puede usar tes Resistofles “Low Profile”.6. Los espaciadores de anillo PTFE de 1/2” de espesor pueden ser usados en ambos lados de la
válvula de mariposa. El D.I. del espaciador debe ser 1/8” mayor que el D.E. del disco.7. La instalación debe realizarse en estricto acuerdo con los procedimientos recomendados por el
fabricante.8. Los PTFE y PFA pueden ser sustituidos por FEP cuando FEP no este disponible en el accesorio
o tubería prefabricada. Las dimensiones de los accesorios no deben cambiar.
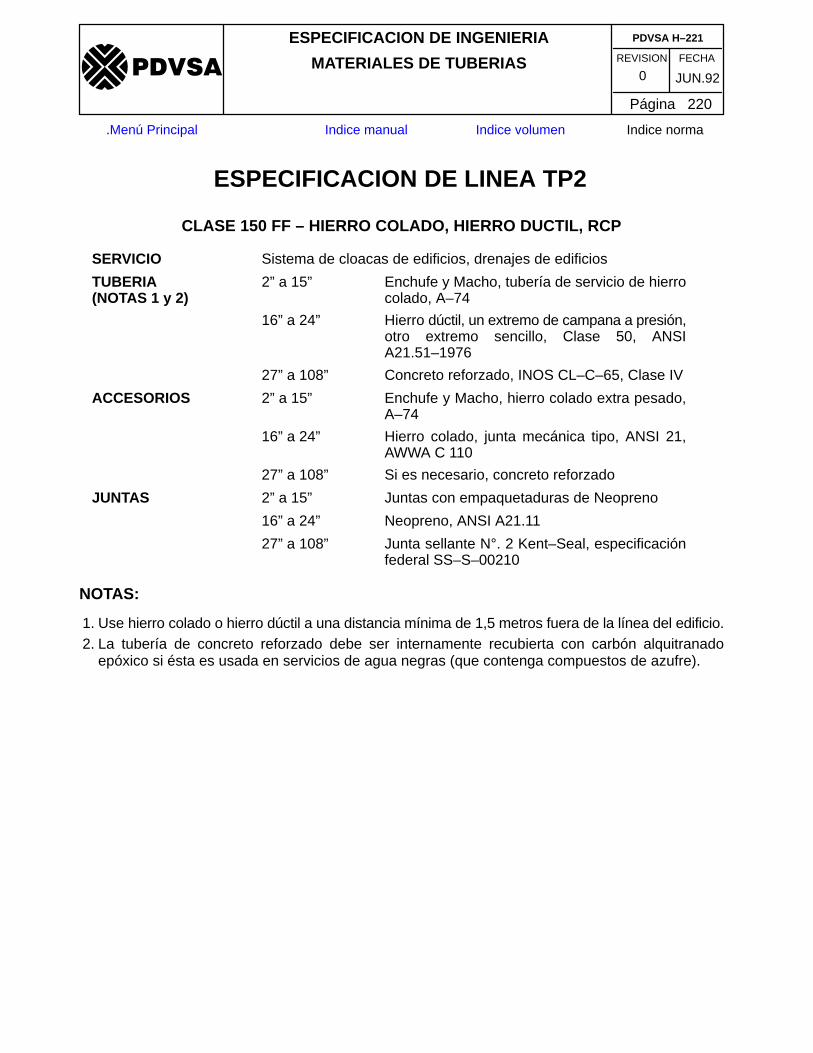
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 220
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.ESPECIFICACION DE LINEA TP2
CLASE 150 FF – HIERRO COLADO, HIERRO DUCTIL, RCP
SERVICIO Sistema de cloacas de edificios, drenajes de edificios
TUBERIA (NOTAS 1 y 2)
2” a 15” Enchufe y Macho, tubería de servicio de hierrocolado, A–74
16” a 24” Hierro dúctil, un extremo de campana a presión,otro extremo sencillo, Clase 50, ANSIA21.51–1976
27” a 108” Concreto reforzado, INOS CL–C–65, Clase IV
ACCESORIOS 2” a 15” Enchufe y Macho, hierro colado extra pesado,A–74
16” a 24” Hierro colado, junta mecánica tipo, ANSI 21,AWWA C 110
27” a 108” Si es necesario, concreto reforzado
JUNTAS 2” a 15” Juntas con empaquetaduras de Neopreno
16” a 24” Neopreno, ANSI A21.11
27” a 108” Junta sellante N°. 2 Kent–Seal, especificaciónfederal SS–S–00210
NOTAS:
1. Use hierro colado o hierro dúctil a una distancia mínima de 1,5 metros fuera de la línea del edificio.2. La tubería de concreto reforzado debe ser internamente recubierta con carbón alquitranado
epóxico si ésta es usada en servicios de agua negras (que contenga compuestos de azufre).
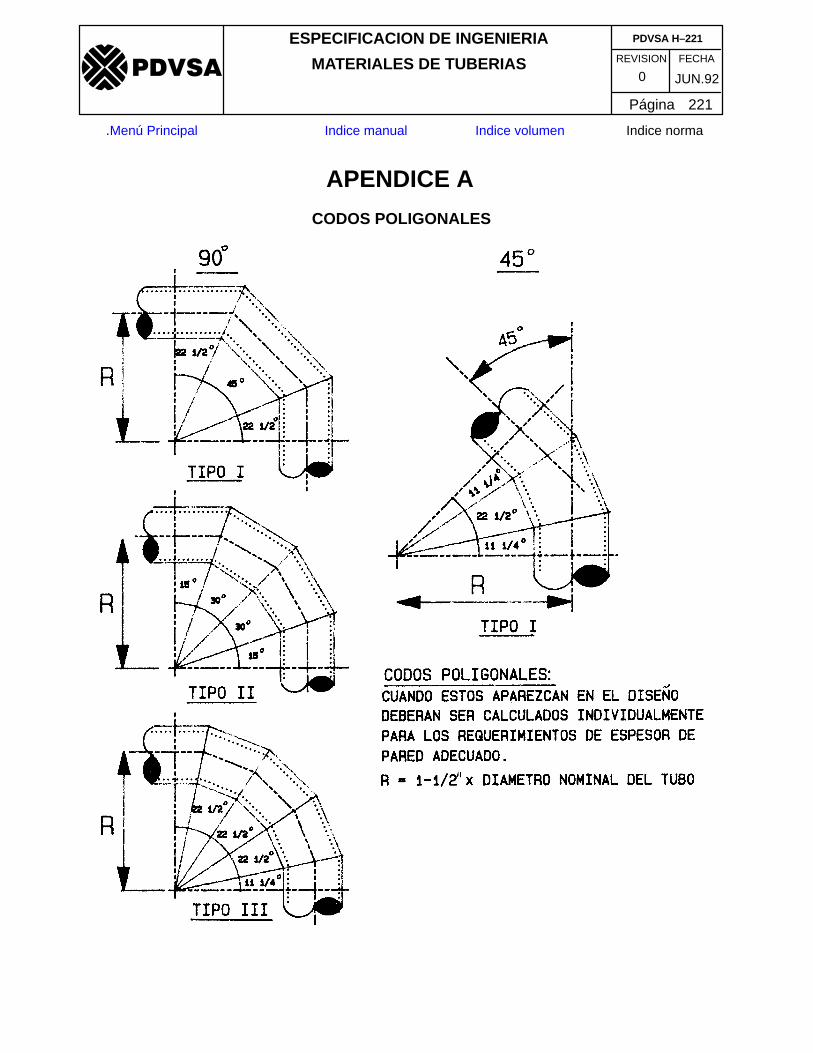
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 221
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE A
CODOS POLIGONALES
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 222
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE N� I
CRITERIOS DE SELECCION DE TUBERIA
1 ALCANCE
1.1 Este Apéndice No. I cubre los requerimientos obligatorios que rigen la seleccióndel material, los tamaños permitidos y el espesor de tubería y la temperatura ypresión de diseño para tuberías de metal usadas dentro de los límites depropiedad de la ubicación de planta.
1.2 Este Apéndice no cubre el material específico, diseño ni requerimientos defabricación para las siguientes tuberías no metálicas y los revestimientos nometálicos para tubería de metal:
a. Tubería de Asbesto Cementob. Tubería Plásticac. Tubería de Concretod. Revestimientos de Cementoe. Revestimientos Plásticosf. Revestimientos Fundiblesg. Revestimientos de Goma
2 RESUMEN DE REQUERIMIENTOS ADICIONALES
2.1 La Tabla 1 contiene los códigos y normas que deben ser usados con esteApéndice.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 223
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 1.
CODIGOS Y NORMAS
CODIGO ASME
SECCION VIII – Recipientes a Presión, División 1
NORMAS ANSI
B 2.1 – Rosca de tubería (excepto sello seco)
B 31.3 – Tubería de Planta Química y Refinería de Petróleo
NORMAS ANSI / AWWA
C 106 – Tubería de Hierro Colado, Moldes de Metal Fundidos por Centrífugaspara Agua u Otros Líquidos
C 108 – Tubería de Hierro Colado, Moldes Recubiertos de Arena Fundidos porCentrífugas para Agua u Otros Líquidos
C 151 – Tubería de Hierro Moldeable, Moldes de Metal o Recubiertos de ArenaFundidos por Centrífugas, para Agua u Otros Líquidos
NORMAS API
5 L – Tubería de Línea
5 LS – Tubería de Línea Soldada en Espiral
NORMAS ASTM
A 53 – Tubería de Acero, Vaciada en Negro y Caliente, recubierta de Cinc,Soldada y sin Costura
A 106 – Tubería de Acero al Carbón sin Costura para Servicio de AltaTemperatura
A 312 – Tubería de Acero Inoxidable Austenítico sin Costura y Soldada
A 333 – Tubería de Acero sin Costura y Soldadas para Servicio de BajaTemperatura
A 335 – Tubería de Acero de Aleación Ferrítica para Servicio de AltaTemperatura
A 358 – Tubería de Acero de Aleación Austenítica de Cromo y Niquel soldadopor Fusión Eléctrica para Servicio de Alta Temperatura
A 426 – Tubería de Acero de Aleación Ferrítica Fundida por Centrífuga paraServicio de Alta Temperatura
A 451 – Tubería de Acero Austenítico Fundida por Centrífugas para Servicio deAlta Temperatura
A 671 – Tubería de Acero Soldada por Fusión Eléctrica para TemperaturasAtmosféricas y menores.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 224
�����
.Menú Principal Indice manual Indice volumen Indice norma
A 672 – Tubería de Acero Soldada por Fusión Eléctrica para Servicio de AltaPresión a Temperaturas Moderadas
A 691 – Tubería de ACero al Carbón y de Aleación, Soldada porFusión Eléctricapara Servicio de Alta Presión a Altas Temperaturas.
B 165 – Tubería y Tubo de Aleación de Niquel y Cobre (UNS NO4400) sinCostura
B 167 – Tubería y Tubo de Aleación de Niquel, Cromo y Hierro sin Costura
B 241 – Tubería de Aleación de Aluminio sin Costura y Tubo Extrusionado sinCostura
D 1889 – Anillos de Goma para Tubería de Asbesto – Cemento
2.2 Toda tubería dentro de los límites de propiedad de la planta deberá cumplir conlos requisitos de la Norma ANSI B31.1 con las siguientes excepciones:
a. Los requisitos adicionales para “Servicio de Fluido Categoría M” no seránaplicados a menos que sea especificado.
b. Las tuberías para calderas de vapor que estén dentro de la jurisdicción delCódigo ASME, Sección I, deberán cumplir con ese Código.
2.3 Tubería de pared gruesa. El Ingeniero de la Filial debe aprobar el uso de tuberíasde 20 pulgadas NPS (500 m) o menores con un espesor de pared mayor que elcalibre 160 o doble extra fuerte (cualquiera que tenga el mayor espesor), ocualquier tubería con un espesor de pared mayor a 2 pulgadas (50 mm).
2.4 El Contratista deberá establecer un sistema de “Control de Material Recibidos”que asegure que los materiales recibidos en el sitio de construcción estándebidamente identificados. Además el sistema de control de materiales deberáasegurar que sólo los materiales propuestos son usados para la construcción.
3 DEFINICIONES3.1 La temperatura máxima de diseño del fluido contenido en una tubería, a menos
que se especifique lo contrario, deberán determinarse a partir de lastemperaturas de diseño especificadas para el equipo que está conectado por latubería, tomando en cuenta la dirección del flujo.
3.2 El servicio de agua, usado aquí, incluye la clasificación de servicio de la líneahasta, la clase 150 de la Clasificación ANSI inclusive, y la temperatura de diseñode 150�C (300�F). Excluye todas las líneas de agua de alimentación de calderay de condensado de alta presión.
4 MATERIAL4.1 Normas aplicables. Dependiendo del material, la tubería deberá regirse por los
siguientes requerimientos:
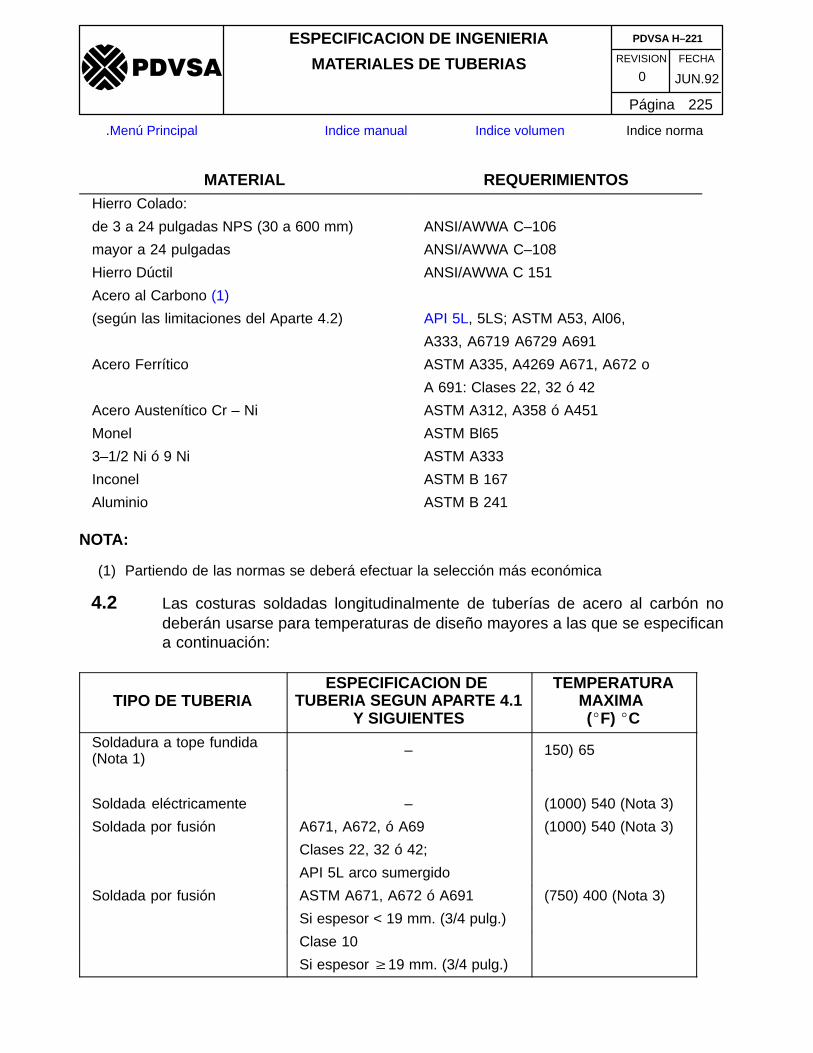
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 225
�����
.Menú Principal Indice manual Indice volumen Indice norma
MATERIAL REQUERIMIENTOSHierro Colado:
de 3 a 24 pulgadas NPS (30 a 600 mm) ANSI/AWWA C–106
mayor a 24 pulgadas ANSI/AWWA C–108
Hierro Dúctil ANSI/AWWA C 151
Acero al Carbono (1)
(según las limitaciones del Aparte 4.2) API 5L, 5LS; ASTM A53, Al06,
A333, A6719 A6729 A691
Acero Ferrítico ASTM A335, A4269 A671, A672 o
A 691: Clases 22, 32 ó 42
Acero Austenítico Cr – Ni ASTM A312, A358 ó A451
Monel ASTM Bl65
3–1/2 Ni ó 9 Ni ASTM A333
Inconel ASTM B 167
Aluminio ASTM B 241
NOTA:
(1) Partiendo de las normas se deberá efectuar la selección más económica
4.2 Las costuras soldadas longitudinalmente de tuberías de acero al carbón nodeberán usarse para temperaturas de diseño mayores a las que se especificana continuación:
TIPO DE TUBERIAESPECIFICACION DE
TUBERIA SEGUN APARTE 4.1Y SIGUIENTES
TEMPERATURAMAXIMA (�F) �C
Soldadura a tope fundida (Nota 1)
– 150) 65
Soldada eléctricamente – (1000) 540 (Nota 3)
Soldada por fusión A671, A672, ó A69 (1000) 540 (Nota 3)
Clases 22, 32 ó 42;
API 5L arco sumergido
Soldada por fusión ASTM A671, A672 ó A691 (750) 400 (Nota 3)
Si espesor < 19 mm. (3/4 pulg.)
Clase 10
Si espesor �19 mm. (3/4 pulg.)
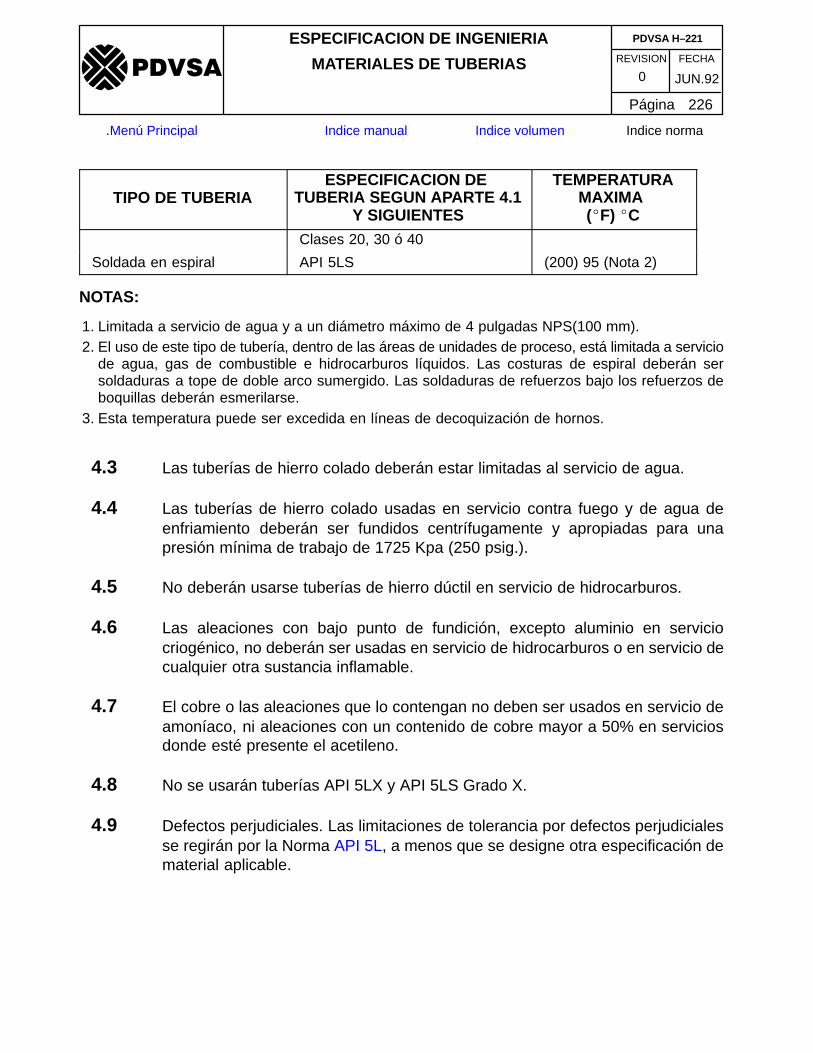
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 226
�����
.Menú Principal Indice manual Indice volumen Indice norma
TIPO DE TUBERIATEMPERATURA
MAXIMA ( �F) �C
ESPECIFICACION DE TUBERIA SEGUN APARTE 4.1
Y SIGUIENTESClases 20, 30 ó 40
Soldada en espiral API 5LS (200) 95 (Nota 2)
NOTAS:
1. Limitada a servicio de agua y a un diámetro máximo de 4 pulgadas NPS(100 mm).2. El uso de este tipo de tubería, dentro de las áreas de unidades de proceso, está limitada a servicio
de agua, gas de combustible e hidrocarburos líquidos. Las costuras de espiral deberán sersoldaduras a tope de doble arco sumergido. Las soldaduras de refuerzos bajo los refuerzos deboquillas deberán esmerilarse.
3. Esta temperatura puede ser excedida en líneas de decoquización de hornos.
4.3 Las tuberías de hierro colado deberán estar limitadas al servicio de agua.
4.4 Las tuberías de hierro colado usadas en servicio contra fuego y de agua deenfriamiento deberán ser fundidos centrífugamente y apropiadas para unapresión mínima de trabajo de 1725 Kpa (250 psig.).
4.5 No deberán usarse tuberías de hierro dúctil en servicio de hidrocarburos.
4.6 Las aleaciones con bajo punto de fundición, excepto aluminio en serviciocriogénico, no deberán ser usadas en servicio de hidrocarburos o en servicio decualquier otra sustancia inflamable.
4.7 El cobre o las aleaciones que lo contengan no deben ser usados en servicio deamoníaco, ni aleaciones con un contenido de cobre mayor a 50% en serviciosdonde esté presente el acetileno.
4.8 No se usarán tuberías API 5LX y API 5LS Grado X.
4.9 Defectos perjudiciales. Las limitaciones de tolerancia por defectos perjudicialesse regirán por la Norma API 5L, a menos que se designe otra especificación dematerial aplicable.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 227
�����
.Menú Principal Indice manual Indice volumen Indice norma
5 DISEÑO
DIAMETRO DE TUBERIAS
5.1 El diámetro mínimo de tubería deberá ser 1/2 pulgada NPS (15 mm).
5.2 Mínimo diámetro interno de tubería deberá ser 0,250 pulgada (6,35 mm).
5.3 Diámetros prohibidos. No se deberá usar tuberías de 1–1/4, 2–1/2 y 5 pulgadasNPS (32 y 125 mm) de diámetros, ni tuberías de 2–1/2 pulgadas NPS (65 mm)dentro de los límites de área de unidades de proceso.
5.4 Las conexiones de equipos mecánicos o instrumentos de 1–1/4, 2–1/2 ó 5pulgadas NPS (32, 65 ó 125 mm) deberán ser cambiadas a un diámetro permitidode tubería, inmediatamente adyacente al equipo.
JUNTAS DE LINEA Y CURVAS EN TUBERIAS
5.5 Espesor máximo de pared de codos. Un límite máximo de espesor de 30% porencima de valor nominal, deberá especificarse para los codos de diámetrosmayores de 12 pulgadas NPS (300 mm) para evitar rigidez excesiva.
5.6 Juntas roscadas o soldadas a enchufe deberán limitarse a tuberías de diámetrode 2 pulgadas NPS (50 mm) o menores.
5.7 Las tuberías superficiales de hierro colado deberán tener juntas bridadas, quepueden ser fundidas integralmente con la tubería, o de acero al carbón roscadas.
5.8 Las curvas en tubería deberán cumplir con los siguiente requisitos:
a. Tanto las tuberías sin costuras como las soldadas se pueden transformar encurvas, exceptuando las de tipo de soldadura a tope fundida.
b. El radio de curvatura de las curvas de tubería deberán ser iguales a por lomenos 5 veces el diámetro nominal de la tubería.Las curvas de tubería se deberán usar para tuberías de diámetro pequeñoen lugar de codos soldados, a menos que sea impráctico.
5.9 Los codos poligonales se podrán usar donde el diámetro de tubería exceda de12 pulgadas NPS (300 mm) y deberán cumplir con los siguientes requisitos:
a. Las curvas que excedan de 45 grados deberán tener al menos 3 piezas (2cortes de inglete), con no menos de 4 veces el espesor.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 228
�����
.Menú Principal Indice manual Indice volumen Indice norma
b. Los codos deberán tener un radio de curvatura por lo menos igual al diámetronominal de tubería.
c. El diámetro máximo de codo poligonal (mitad del cambio de dirección) deberáser de 22–1/2 grados hasta 1380 KPA (200 psig.) de presión de diseño, 15grados hasta 2760 KPA (400 psig.) y 11–1/4 grados por encima de 2760 KPA(400 psig.).
5.10 Las tuberías subterráneas de hierro colado con juntas de campana y espita sepueden ajustar con anillos de goma. Los anillos deberán ser según la normaASTM D 1869, goma sintética de tipo resistente al aceite.
TEMPERATURA Y PRESION DE DISEÑO
5.11 La temperatura de diseño del metal para tuberías deberá establecerse comosigue:
a. Para componentes de tubería aislados externamente, la temperatura dediseño del metal deberá ser la temperatura máxima de diseño del fluidocontenido.
b. Para componentes de tubería sin aislante (externamente) ni recubiertos(internamente) con temperaturas de fluido de 0�C (32�F)y mayores. Latemperatura de diseño de metal deberá ser la temperatura máxima de diseñodel fluido contenido, reducida por los siguientes porcentajes:
COMPONENTE AL %TUBERIA Y ACCESORIOS SOLDABLES 5
VALVULAS BRIDADAS Y ACCESORIOS BRIDADOS 10
BRIDAS (LINEA) 10
AEMPACADURAS (JUNTAS DE LINEA) 10
APERNADO (JUNTAS DE LINEA) 20
EMPACADURA (TAPA DE VALVULA) 15
APERNADO (TAPA DE VALVULA) 30
c. La temperatura de diseño del metal para componentes de tubería, sinaislante (externamente) ni recubiertos (internamente), con temperatura defluido menores a 0�C (32�F), deberá ser igual a la temperatura de diseño delfluido contenido.
d. La temperatura de diseño para tuberías recubiertas y aisladas internamente,podrá ser especificada o calculada usando la temperatura ambiente máximay vientos iguales a cero.
5.12 La presión de diseño para tuberías deberá ser consistente con la presión dediseño de los recipientes y equipos a los cuales se haya conectada, y lassiguientes observaciones:
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 229
�����
.Menú Principal Indice manual Indice volumen Indice norma
a. Protegidas por un mecanismo de alivio de presión (AP). La presión de diseñodeberá ser igual a la presión calibrada del mecanismo de AP que protege alsistema mas el gradiente estático y el diferencial de presión requeridos parael flujo en el mecanismo de AP.
b. No protegidas por un mecanismo de alivio de presión (AP). La presión dediseño para cualquier sección de tubería no protegida por un mecanismo deAP dederá ser igual a la presión máxima que puede desarrollarse comoresultado de falla de la válvula de control, paro de la bomba, cierre inadvertidode la válvula y presión estática.
5.13 Para tubería sujeta a presión de paro de bomba y no protegida por un mecanismode AP , la estimación aceptable de presion de diseño es aquella mayor de:
a. Presion normal de succión de la bomba más 120% de la presión diferencialnormal de la bomba.
b. Presión máxima de succión de la bomba más presión diferencial normal dela bomba.
Una presión de diseño menor que la determinada por el aparte a. arriba, esaceptable si la bomba suministrada tiene una presión diferencial de cierre menorque 120% de la presión diferencial normal. La presión de diseño, de las bombassuministradas con una presión diferencial de cierre mayor que 120% de la presióndiferencial normal, es aceptable, si se determina según el aparte a. arriba,siempre que el diseno satisfaga los requerimientos de la Norma ANSI B31.3,párrafo 302.2.4.
5.14 La presión de diseño, para compomentes de tubería operando a presionespostivas de 100 kpa (15 lb/pulg2 manométrica) o menores, deberá ser igual a lapresión operativa más 15 kpa (2 lb/pulg.2 manométrica), pero no menos de 110kpa (16 lb/puIg.2 manométrica) o la presión de diseño requerida en el párrafo5.12.
5.15 Las tuberias y componentes entre válvulas de doble bloque deberán serapropiadas para la clasificación más severa de línea en cualquiera de los ladosde la instalación de válvulas de doble bloque.
TOLERANCIA DE CORROSION Y ESPESOR MAXIMO
5.16 Las tolerancias de corrosión no deberan ser menores que los valores mínimosabajo indicados. Para tubería de extremo roscado, la tolerancia de profundidadde rosca indicada se deberá agregar a la tolerancia de corrosión.
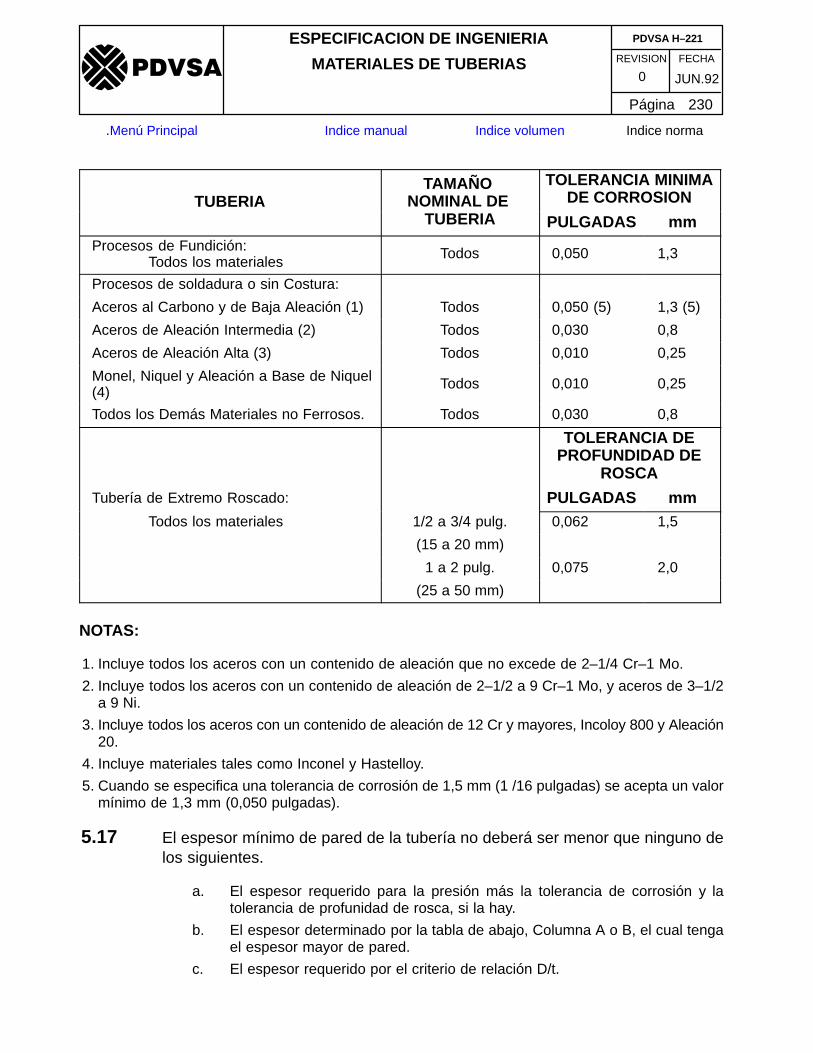
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 230
�����
.Menú Principal Indice manual Indice volumen Indice norma
TUBERIATAMAÑO
NOMINAL DE TOLERANCIA MINIMA
DE CORROSIONTUBERIATUBERIA PULGADAS mm
Procesos de Fundición:Todos los materiales
Todos 0,050 1,3
Procesos de soldadura o sin Costura:
Aceros al Carbono y de Baja Aleación (1) Todos 0,050 (5) 1,3 (5)
Aceros de Aleación Intermedia (2) Todos 0,030 0,8
Aceros de Aleación Alta (3) Todos 0,010 0,25
Monel, Niquel y Aleación a Base de Niquel(4)
Todos 0,010 0,25
Todos los Demás Materiales no Ferrosos. Todos 0,030 0,8
TOLERANCIA DEPROFUNDIDAD DE
ROSCA
Tubería de Extremo Roscado: PULGADAS mmTodos los materiales 1/2 a 3/4 pulg. 0,062 1,5
(15 a 20 mm)
1 a 2 pulg. 0,075 2,0
(25 a 50 mm)
NOTAS:
1. Incluye todos los aceros con un contenido de aleación que no excede de 2–1/4 Cr–1 Mo.
2. Incluye todos los aceros con un contenido de aleación de 2–1/2 a 9 Cr–1 Mo, y aceros de 3–1/2a 9 Ni.
3. Incluye todos los aceros con un contenido de aleación de 12 Cr y mayores, Incoloy 800 y Aleación20.
4. Incluye materiales tales como Inconel y Hastelloy.
5. Cuando se especifica una tolerancia de corrosión de 1,5 mm (1 /16 pulgadas) se acepta un valormínimo de 1,3 mm (0,050 pulgadas).
5.17 El espesor mínimo de pared de la tubería no deberá ser menor que ninguno delos siguientes.
a. El espesor requerido para la presión más la tolerancia de corrosión y latolerancia de profunidad de rosca, si la hay.
b. El espesor determinado por la tabla de abajo, Columna A o B, el cual tengael espesor mayor de pared.
c. El espesor requerido por el criterio de relación D/t.
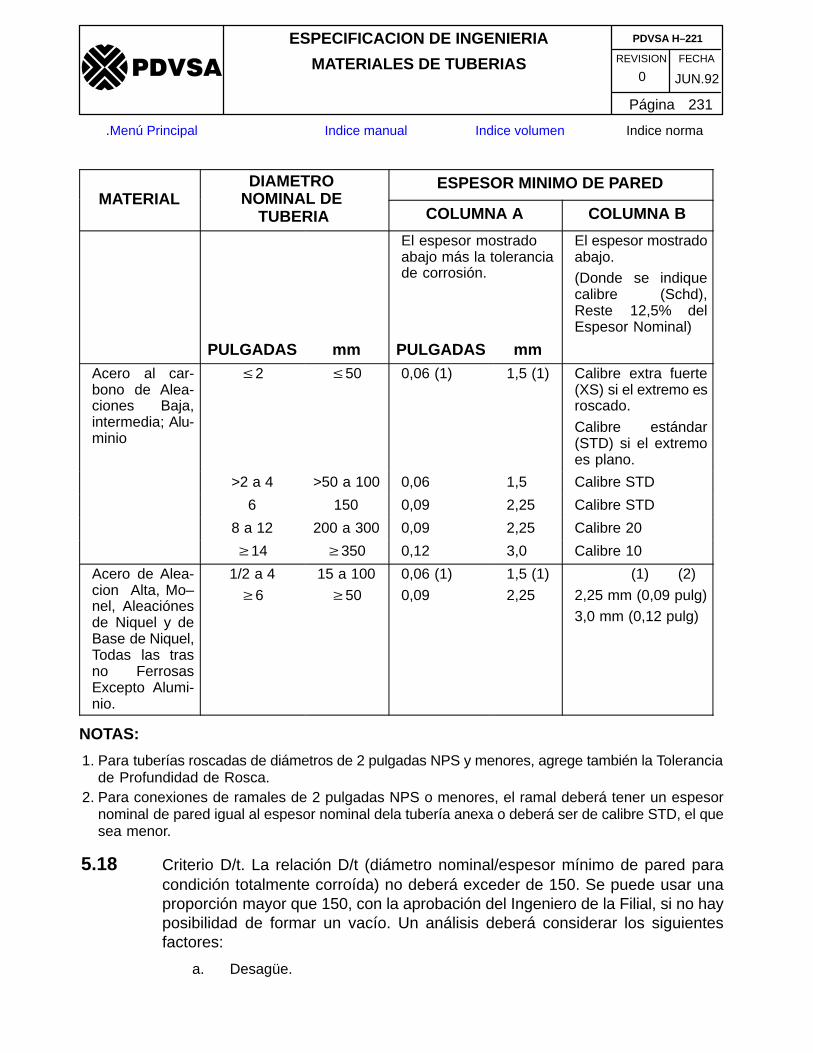
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 231
�����
.Menú Principal Indice manual Indice volumen Indice norma
DIAMETRO ESPESOR MINIMO DE PAREDMATERIAL NOMINAL DE
TUBERIA COLUMNA A COLUMNA B
El espesor mostradoabajo más la toleranciade corrosión.
El espesor mostradoabajo.(Donde se indiquecalibre (Schd),Reste 12,5% delEspesor Nominal)
PULGADAS mm PULGADAS mmAcero al car-bono de Alea-ciones Baja,intermedia; Alu-minio
�2 �50 0,06 (1) 1,5 (1) Calibre extra fuerte(XS) si el extremo esroscado.
Calibre estándar(STD) si el extremoes plano.
>2 a 4 >50 a 100 0,06 1,5 Calibre STD
6 150 0,09 2,25 Calibre STD
8 a 12 200 a 300 0,09 2,25 Calibre 20
�14 �350 0,12 3,0 Calibre 10
Acero de Alea-cion Alta, Mo–nel, Aleaciónesde Niquel y deBase de Niquel,Todas las trasno FerrosasExcepto Alumi-nio.
1/2 a 4
�6
15 a 100
�50
0,06 (1)
0,09
1,5 (1)
2,25
(1) (2)
2,25 mm (0,09 pulg)3,0 mm (0,12 pulg)
NOTAS:
1. Para tuberías roscadas de diámetros de 2 pulgadas NPS y menores, agrege también la Toleranciade Profundidad de Rosca.
2. Para conexiones de ramales de 2 pulgadas NPS o menores, el ramal deberá tener un espesornominal de pared igual al espesor nominal dela tubería anexa o deberá ser de calibre STD, el quesea menor.
5.18 Criterio D/t. La relación D/t (diámetro nominal/espesor mínimo de pared paracondición totalmente corroída) no deberá exceder de 150. Se puede usar unaproporción mayor que 150, con la aprobación del Ingeniero de la Filial, si no hayposibilidad de formar un vacío. Un análisis deberá considerar los siguientesfactores:
a. Desagüe.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 232
�����
.Menú Principal Indice manual Indice volumen Indice norma
b. Succión de bomba bloqueda.c. Condensación súbita.d. Velocidad de descarga vs. Velocidad de vaporización del producto.e. La existencia de un sistema de rupturas de vacío.
NOTA:
1. Cuando el vacío sea una condición normal de diseño, la Norma ANSI B31.3 deberá regir losespesores requeridos.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 233
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE N� II
TUBERIAS PLASTICAS Y RECUBIERTAS DE PLASTICO
1 ALCANCE
1.1 Este Apéndice No. II cubre los requerímientos obligatorios que rigen la selecciónde materiales, el diseño, las inspecciones y las pruebas de tuberías plásticas yrecubiertas de plástico. Este cubre:
a. Tubería termoplástica.b. Tubería de metal ferroso recubierta de termoplástico.c. Tubería de resina reforzada por termofraguado (TRRT)
1.2 Un asterisco (*) indica que se requiere una decisión por parte del comprador oque éste suministra información adicional.
2 RESUMEN DE REQUERIMIENTOS ADICIONALES
2.1 La Tabla 1 contiene los códigos y normas que se deberán usar con este Apéndice,según como lo especifique el comprador.
CODIGOS Y NORMAS
CODIGO ASMECódigo Caso N–155 (1792) – Tubería de Fibra de Vidrio, Reforzada por Termofraguado
– Tubería de Resina, Sección III, División I
NORMA ANSIB 31.3 – Tubería para Plantas Químicas y Refinerías de Petróleo
NORMA ASTMC 585 – Laminados de Plástico Reforzado para Estructuras
Auto Soportadas para Uso en Ambiente Químico
D 638 – Propiedades de Tracción de los Plásticos
D 729 – Compuestos Moldeados de Cloruro de Vinilideno
D 1599 – Resistencia de Ruptura de Corta Duración de Tuberías, Tubosy Accesorios Plásticos
D 2105 – Propiedades de Tracción Longitudinal de Tubos y Tuberías dePlástico Termofraguado Reforzado
D 2146 – Materiales de Plástico Propileno para Moldes y Extrusión
D 2310 – Tubería de Resina Termofraguada Reforzada Hecha a Máquina
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 234
�����
.Menú Principal Indice manual Indice volumen Indice norma
D 3035 – Tuberías de Plástico (SDR–PR) de Polietileno (PE) Basado enDiámetro Externo Controlado
D 3222 – Materiales de Moldeo y Extrucción de Fluoruro Polivinilideno(PVDF)
D 3299 – Tanques de Poliester Reforzado con Fibra de Vidrio de Filamen-tos Tejidos Resistentes a los Químicos
F 423 – Tuberías y Accesorios de Metal Ferroso Recubiertos de Plás-tico, Politetrafluoro Etileno (PTFE)
F 491 – Tuberías y Accesorios de Metal Ferroso Recubiertosde Plás-tico, Polifluoruro de Vinilideno (PVDF)
F 492 – Tuberías y Accesorios de Metal Ferroso Recubiertas de PlásticoPropileno y Prolipropileno (PP)
F 546 – Tuberías y Accesorios de Metal Ferroso Recubiertas de PlásticoCopolimero (FEP) Perfluoro (Etileno–Propileno)
NORMA API5 LR – Tubería de línea de Resina Temofraguada Reforzada (RTRP)
5 LE – Tubería de línea de Polietileno (PE)
2.2 Las tuberías de Polietileno de Alta Densidad (HDPE) mayores a 6 pulgadas NPS(150 mm) deberán satisfacer los requerimientos de la Norma ASTM D 3035. Losgradientes de presión permitidos no deberán exceder aquellos especificadospara la Dimensión Estándar mostrada en ASTM D3035 para Polietileno Tipo III,Grado P34 Clase C. Los requerimientos de pruebas de presión de ruptura ypresión sostenida serán los especificados para PE 3406.
2.3 La tubería de resina termofraguada reforzada por encima de 12 pulgadas NPS(300 mm) deberán estar conformes con lo siguiente:
a. Tipo RTRP 12 EW según la Norma ASTM D 2310
b. Construcción de Laminado según ASTM D 3299 sub–párrafo 5.3.1
c. Resistencia de ruptura de corta duración de 241 MPa (35.000Psi) mínimosegún la Norma ASTM D 1599
d. Resistencia axial 62 MPa (6.000 Psi) mínimo según la Norma ASTMD 2105
e. * Las sugerencias para usar otros tipos de tuberías de resina termofraguadareforzada (RTRP). según ASTM D2310, se deberán someter al compradorpara que sean aprobadas por el Ingeniero de la Filial.
3 DEFINICIONES
3.1 * La temperatura de diseño deberá ser la temperatura máxima del fluido que seencontrará durante el servicio.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 235
�����
.Menú Principal Indice manual Indice volumen Indice norma
3.2 * La presión de díseño deberá ser la presion en las condiciones más severas depresión y temperatura coincidentes, internas o externas, que se esperan en lasoperaciones normales.
4 MATERIALES
4.1 * Las especificaciones de materiales para tuberías y accesorios Plásticosdeberán estar limitados a los Grados de Cloruro de Polivinilo (PVC). Polietileno(PE) y RTRP indicados en la Norma ANSI B31.3 o en API 5 LR y API 5 LE. Lasproposiciones para el uso de materiales alternos se deberán someter alcomprador para su aprobación por el ingeniero de la Filial.
4.2 Las resinas para tuberías y accesorios recubiertos de polípropileno (PP) deberánseleccionarse de acuerdo con la Norma ASTM F 492, excepto que el uso deresinas preparadas con fibra de vidrio sólo se permite para los accesorios.
4.3 Las tuberías de línea y accesorios recubiertos de “Saran” termoplástico deberánsatisfacer los requerimientos de la Norma ASTM F 423 excepto en cuanto a lasespecificaciones de la resina y los subpárrafos 6.1.1 y 6.1.2. Los requerimientospertinentes a las resinas deberán cumplir con la Norma ASTM D 729.
4.4 Las válvulas y accesorios de hierro maleable recubiertas de plástico pueden serusados dentro de los siguientes limites:
a. En cualquier lugar fuera de los límites de unidades de proceso exceptodentro, e incluyendo la primera válvula de bloqueo fuera de tanques quemanejan hidrocarburos con un punto de ignición de 55�C o menor.
b. Dentro de los límites de proceso donde todos los fluidos dentro del bloquetienen una temperatura máxima de operación por debajo de su punto deignicion.
5 DISEÑO
5.1 En servicios de fluido inflamable o combustible no se deberán usar tuberías deplástico.
5.2 Las secciones de tuberías con revestimiento del PTFF no deberán exceder de3 m, ni de 6 m para otros revestimientos plásticos, de esta manera se limita eldiferencial de expansión térmico entre la tubería y el revestimiento.
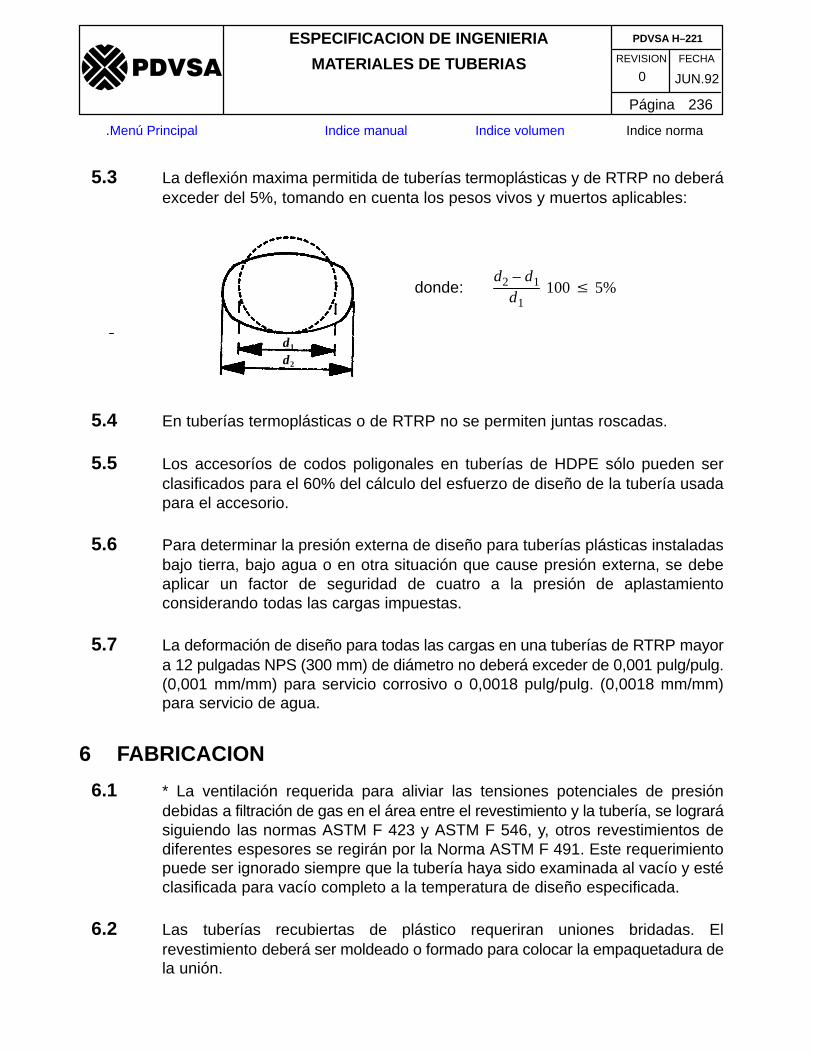
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 236
�����
.Menú Principal Indice manual Indice volumen Indice norma
5.3 La deflexión maxima permitida de tuberías termoplásticas y de RTRP no deberáexceder del 5%, tomando en cuenta los pesos vivos y muertos aplicables:
donde:d2 – d1
d1100 � 5%
d1
d2
5.4 En tuberías termoplásticas o de RTRP no se permiten juntas roscadas.
5.5 Los accesoríos de codos poligonales en tuberías de HDPE sólo pueden serclasificados para el 60% del cálculo del esfuerzo de diseño de la tubería usadapara el accesorio.
5.6 Para determinar la presión externa de diseño para tuberías plásticas instaladasbajo tierra, bajo agua o en otra situación que cause presión externa, se debeaplicar un factor de seguridad de cuatro a la presión de aplastamientoconsiderando todas las cargas impuestas.
5.7 La deformación de diseño para todas las cargas en una tuberías de RTRP mayora 12 pulgadas NPS (300 mm) de diámetro no deberá exceder de 0,001 pulg/pulg.(0,001 mm/mm) para servicio corrosivo o 0,0018 pulg/pulg. (0,0018 mm/mm)para servicio de agua.
6 FABRICACION
6.1 * La ventilación requerida para aliviar las tensiones potenciales de presióndebidas a filtración de gas en el área entre el revestimiento y la tubería, se lograrásiguiendo las normas ASTM F 423 y ASTM F 546, y, otros revestimientos dediferentes espesores se regirán por la Norma ASTM F 491. Este requerimientopuede ser ignorado siempre que la tubería haya sido examinada al vacío y estéclasificada para vacío completo a la temperatura de diseño especificada.
6.2 Las tuberías recubiertas de plástico requeriran uniones bridadas. Elrevestimiento deberá ser moldeado o formado para colocar la empaquetadura dela unión.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 237
�����
.Menú Principal Indice manual Indice volumen Indice norma
7 INSTALACION
7.1 El Vendedor deberá suministrar los valores de torque de pernos para prevenirdaños al revestimiento. Los pernos se deberán apretar con una llave de torqueapropiada para asegurar que estos valores no se excedan.
7.2 * Se permiten espaciadores plásticos entre tuberías recubiertas de plástico yotros tipos de equipo bridado. Los especiadores mayores a 1/2 pulgada (13 mm)deberán ser blindados. La ubicación de los espaciadores se deberá indicar en losplanos de “como fabricado”.
7.3 Las tuberías de HDPE (Poliletileno) se deberán acoplar sólo con soldadura defusión por calor mediante máquinas especiales suministradas por el Vendedor.Las bridas deberán usarse, según se requieran, para conectarlas a sistemasdisímiles.
7.4 Las juntas de RTRP en tuberías superficiales deberán hacerse según elprocedimiento recomendado por el fabricante, exceptuando la resistencia deunión que deberá ser igual a la resistencia longitudinal de la tubería, cuando éstase examine de acuerdo a la Norma ASTM D 2105. Si se usan solapamientos deresina de fibra de vidrio y la brecha entre los extremos de tubería excede del 10%del diámetro de ésta, el solapamiento deberá tener una resistencia de tracción,según la Norma ASTM D 638, igual a la resistencia elástica de la tubería,
7.5 Las uniones de campana y de espita que usen sellos elastoméricos sonaceptables para tuberías subterráneas de RTRP, siempre que se proporcioneuna tolerancia de expansión y contracción térmica para evitar separaciones enservicio.
8 INSPECCION Y PRUEBAS
8.1 Todas las grietas, inclusiones de materiales carbonizados e inclusiones demateriales de relleno no fundidos se consideran defectos y deberán serreparados o reemplazados.
8.2 Tuberías unidas por solvente o adhesivas. Las protuberancias de cemento oadhesivo que excedan del 25% del espesor de pared deberán ser removidos.
8.3 Unión de tuberías de plástico sólido. Será causa de rechazo las áreas no rellenaso despegadas.
8.4 Tuberías unidas por fusión de calor. Las protuberancias de material de relleno ode base que excedan del 25% del espesor de pared deberán ser removidos.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 238
�����
.Menú Principal Indice manual Indice volumen Indice norma
8.5 Tuberías y accesorios recubiertas termoplásticamente. La inspección se deberáefectuar en los talleres del Fabricante de acuerdo a la Especificación ASTMaplicable. Se requieren las pruebas hidrostáticas y electrostáticas, a menos quese permita elegir una sola opción.
8.6 Las tuberías plásticas no se deberán examinar hidrostáticamente hasta quetodas las uniones por fusión se hayan enfriado a temperatura ambiente y lascementadas con solvente hayan cuajado totalmente.
8.7 La inspección de tuberías y accesorios de RTRP se deberá efectuar de acuerdocon el Código ASME Caso N–155 (1792), tablas 2900 1 a 4.
9 PREPARACION PARA DESPACHO
9.1 Protección de Aperturas. Luego de completada la inspección todas las tuberíasy accesorios se deberán preparar para su despacho, de la siguiente manera:
a. Las bridas deberán ser protegidas con tapas de madera o cartón piedra quecubra toda la superficie de la empaquetadura y aseguradas con 4 pernosajustados a mano.
b. Las conexiones de extremo roscado o de enchufe de extremo soldado sedeberán proteger con tapones de madera o plásticos o casquetes.
9.2 Las tuberías termoplásticas se deberán despachar sobre bastidores o suequivalente que dé un soporte continuo y prevengan las dobladuras o pliegues.
9.3 Las tuberías y accesorios plásticos o recubriertos de plástico no deberán serembarcados, manejados o almacenados a temperaturas menores al límitemínimo recomendado en la Norma ANSI B 31.3, Apéndice F, para el gradoespecífico de plástico bajo consideración.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 239
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE N° III
BRIDAS, EMPACADURAS, PERNOS Y ACCESORIOS
1 ALCANCE
1.1 Este Apéndice No. III cubre los requerimientos obligatorios para la selección deaccesorios, bridas, revestimientos de bridas, empaquetaduras y pernos detuberías, así como también boquillas bridadas de equipo y bocas de visita.
1.2 Las bridas de orificio no están dentro del alcance de este Apéndice.
2 RESUMEN DE REQUERIMIENTOS ADICIONALES
2.1 La Tabla 1 indica las especificaciones y normas que deberán usarse con esteApéndice.
TABLA 1. ESPECIFICACIONES Y NORMAS
NORMAS API601 Empaquetaduras Metálicas para tuberías con Doble Chaqueta Corrugada y Deva-
nado en Espiral.
605 Bridas de Acero al Carbono de Diámetro Grande
NORMAS ASTMA 193 Materiales de Pernos de Acero de Aleación y Acero inoxidable para Servicios de
Altas Temperaturas.
A 194 Tuerces para Pernos de Aceros al Carbono y de Aleación para Servicios de AltaPresión y Alta Temperaturas.
A 307 Suitadores Estándar Roscados Externamente de Acero al Carbono
A 320 Materiales de Pernado de Acero de Aleación para Servicio de BajaTemperatura
D 2000 Productos de Goma en Aplicaciones Automotores
NORMAS ANSI/AWWAC 110 Accesorios de Hierro Gris y Hierro Dúctil, de 3 hasta 48 pulgadas, para Agua y Otros
Líquidos
NORMAS ANSIB 16.1 Bridas de Tubería y Accesorios Bridados de Hierro Colado, Clase 25, 125, 250 y
800
B 16.3 Accesorios Roscados de Hierro Dúctil, Clase 150 y 300
B 16.5 Bridas de Tubería y Accesorios Rridados de Acero
B 16.9 Accesorios Soldados a Tope de Acero Forjado Elaborados en Fábrica
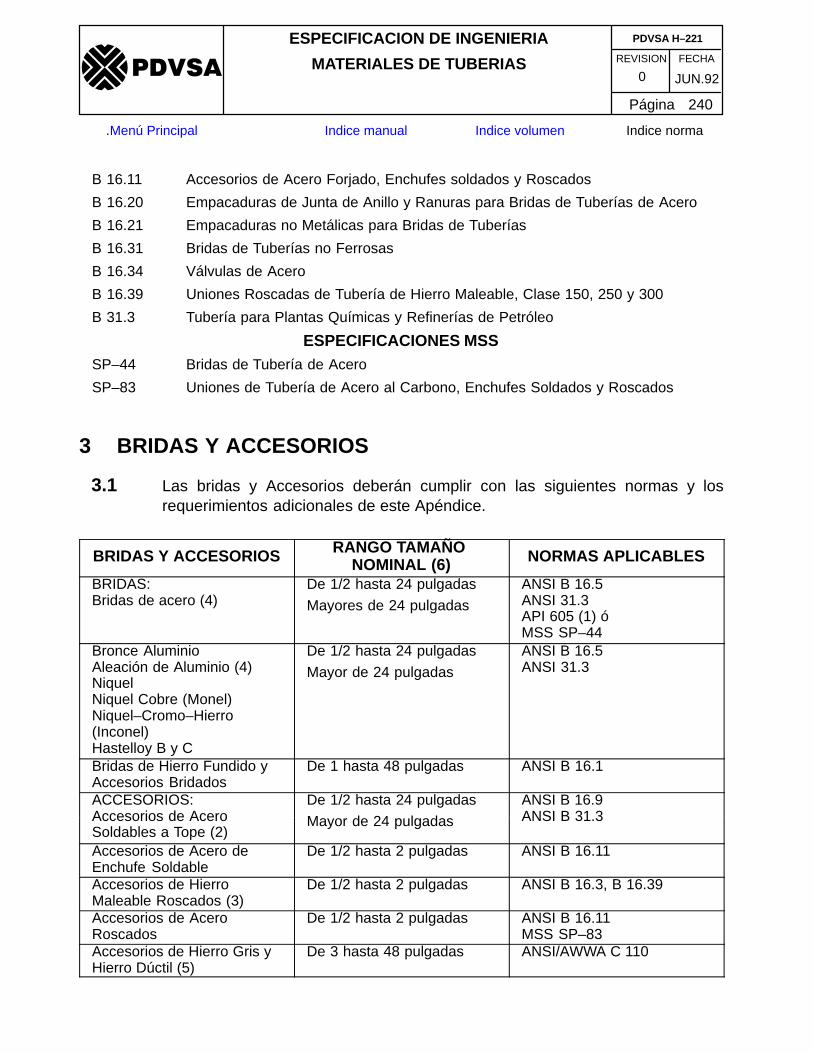
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 240
�����
.Menú Principal Indice manual Indice volumen Indice norma
B 16.11 Accesorios de Acero Forjado, Enchufes soldados y Roscados
B 16.20 Empacaduras de Junta de Anillo y Ranuras para Bridas de Tuberías de Acero
B 16.21 Empacaduras no Metálicas para Bridas de Tuberías
B 16.31 Bridas de Tuberías no Ferrosas
B 16.34 Válvulas de Acero
B 16.39 Uniones Roscadas de Tubería de Hierro Maleable, Clase 150, 250 y 300
B 31.3 Tubería para Plantas Químicas y Refinerías de Petróleo
ESPECIFICACIONES MSSSP–44 Bridas de Tubería de Acero
SP–83 Uniones de Tubería de Acero al Carbono, Enchufes Soldados y Roscados
3 BRIDAS Y ACCESORIOS
3.1 Las bridas y Accesorios deberán cumplir con las siguientes normas y losrequerimientos adicionales de este Apéndice.
BRIDAS Y ACCESORIOS RANGO TAMAÑO NOMINAL (6) NORMAS APLICABLES
BRIDAS:Bridas de acero (4)
De 1/2 hasta 24 pulgadas
Mayores de 24 pulgadas
ANSI B 16.5 ANSI 31.3 API 605 (1) ó MSS SP–44
Bronce AluminioAleación de Aluminio (4)NiquelNiquel Cobre (Monel)Niquel–Cromo–Hierro(Inconel)Hastelloy B y C
De 1/2 hasta 24 pulgadas
Mayor de 24 pulgadas
ANSI B 16.5 ANSI 31.3
Bridas de Hierro Fundido yAccesorios Bridados
De 1 hasta 48 pulgadas ANSI B 16.1
ACCESORIOS: De 1/2 hasta 24 pulgadas ANSI B 16.9 Accesorios de AceroSoldables a Tope (2)
Mayor de 24 pulgadas ANSI B 31.3
Accesorios de Acero deEnchufe Soldable
De 1/2 hasta 2 pulgadas ANSI B 16.11
Accesorios de HierroMaleable Roscados (3)
De 1/2 hasta 2 pulgadas ANSI B 16.3, B 16.39
Accesorios de AceroRoscados
De 1/2 hasta 2 pulgadas ANSI B 16.11 MSS SP–83
Accesorios de Hierro Gris yHierro Dúctil (5)
De 3 hasta 48 pulgadas ANSI/AWWA C 110
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 241
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS:
1. Estas bridas no están diseñadas para esfuerzos totales de tubería. Las bridas API 605 estándiseñadas para un momento nominal tal como se define en API 605, aparte A.9
2. El uso de accesorios fundidos requiere de la aprobación del ingeniero de la Filial.3. Limitado para líneas de petróleo y de servicio ubicadas fuera de los límites de área de la unidad
de proceso4. Se debe confirmar por cálculo la conveniencia de bridas para servicio bajo resistencias de flexión,
cuando el diámetro exceda de 16 pulgadas NPS (400 mm) y la temperatura de diseño de la tuberíaexceda de 400�C (750�F); y para todas las temperaturas cuando el diámetro exceda de 24pulgadas NPS (600 mm)
5. El hierro gris está limitado a servicios de agua. El hierro dúctil está limitado a servicio distinto ahidrocarburo.
6. Equivalentes métricos:pulgadas – 1/2 1 2 3 24 48
mm – 15 25 50 80 600 1200
3.2 Los límites de diseño para empaquetaduras de bridas deberán ser los queaparecen en la Tabla 2.
3.3 Las uniones bridadas en las conexiones de válvulas a tuberías, que usanmateriales según las Normas ANSI B 16.5 y ANSI B 16.34, deberán ser revisadaspara probar su compatibilidad de clasificación de temperatura y presión encondiciones de diseño de bridas entre estas dos normas.
REQUERIMIENTOS ADICIONALES
3.4 El acabado de cara de brida deberá ser segun la Norma ANSI B 16.5, exceptoque las bridas de cara alzada que incluyen ciego permanente, tal como el tipo delente (figura 8), deberán tener un acabado de cara aserrado que consista en 20a 40 ranuras de 25 mm, 0,05 a 0,13 mm de profundidad cortado espiralmente oconcéntricamente con una herramienta de extremo redondo.
3.5 El uso de brida de junta de solape esta sujeto a las siguientes limitacíones:
a. Ellas no deberán ser usadas cuando el esfuerzo longitudinal combinado enel punto de unión de la tubería con el extremo soldable para brida deslizante(que resulta de la expansión de presión, peso y expansión térmica) excedael esfuerzo básico tolerable indicada en la Norma ANSI B 31.3, a la mismatemperatura de diseño de la tubería.
b. La brida puede ser de un material diferente al de la tubería siempre y cuandono ocurra corrosión galvánica. (Por ejemplo bridas de acero al carbono sepueden usar en extremos soldables para bridas deslizantes de 18 Cr 8 Ni enservicio superficial).
c. El trozo final para las bridas de junta de solape, si es fabricado por soldadura,deberá hacerse con soldadura de penetración completa.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 242
�����
.Menú Principal Indice manual Indice volumen Indice norma
3.6 El uso de bridas de deslizamiento esta sujeto a las siguientes limitaciones:
a. No deberán estar sometidas a temperaturas por encima de 400�C donde latolerancia especificada de corrosión exceda de 3,2 mm (1/8 pulg.).
b. Para servicios con una condición de operación de presión parcial dehidrógeno por encima de 690 Kpa, las bridas deberán ser instaladaspre–taladradas con un hueco de 3,2 mm (1/8 pulgada) de diámetro, paraventilar el espacio ente el diámetro externo de la tubería y el diámetro internode la brida.
c. No se deberán usar bridas de aleación de aluminio.
3.7 Se permitirá usar bridas de acero roscadas en tuberías de acero de diámetro igualo menor de 150 mm NPS (6 pulg.) en servicio de agua y aire con temperatura dediseño igual o menor de 120�C.
3.8 Se permitirá el uso de bridas de hierro colado siempre que sean integrales atuberías o equipos de este material.
3.9 Las bridas roscadas para tuberías de hierro colado deberán ser de acero. Lasbridas destinadas a tuberías iguales o mayores de 350 mm NPS (14 pulg.)deberán ser lo suficientemente gruesas para compensar la pérdida de materialdurante el empalme.
3.10 Las bridas de acero apareadas a bridas de hierro colado deberán ser de caraplana y deberán usar empaquetaduras de cara completa.
3.11 Las bridas y accesorios de aluminio deberán ser forjados o mecánizados. No sedeberán usar fundiciones.
3.12 Las bridas eléctricamente aisladas deberán emplear una empaquetaduracentral, corrugada, impregnada con fenólico o su equivalente. Las unionesdeberán hacerse mayores de la empacadura central, manguitos de pernos yarandelas aislantes, y acero de refuerzo. Los manguitos aislantes y las arandelasse deberán usar en ambos extremos de cada pernos de brida.
Las bridas de aislamiento son requeridas para:
a. Si stemas de protección catódica.b. Protección para corrientes estáticas indeseadas en líneas usadas para carga
y descarga de tanqueros o gabarras que transportan productos, que tenganun punto de inflamación de chispa de 55�C y menores; o un punto deinflamación de chispa por encima de 55�C, si tales productos son calentadosa una temperatura por encima o alrededor de 8�C de su punto de inflamación.La instalación deberá ser de forma tal que la tubería a bordo estéeléctricamente aislada de la tubería del muelle.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 243
�����
.Menú Principal Indice manual Indice volumen Indice norma
3.13 El diseño de brida y pernado deberá tomar en cuenta las siguientes limitacionespara las aplicaciones de servicios limitadas:
a. Temperaturas de operación de fluidos por debajo de los 45�C. El material depernado, o el diseño de pernado, debe compensarla contracción diferencialde las bridas y pernos (para que el cambio de presión en las empacadurasde asiento no produzcan filtración).
b. Brida de acero inoxidable austenítico. La selección de material de pernadodeberá estar limitada a una temperatura máxima de operación de fluido de593�C para pernos de acero ferrítico y 454�C para perno de acero inoxidableaustenítico.El material de pernado o diseño de pernado, o ambos para temperaturasmayores a estos límites deberán ser aprobados por el Ingeniero de la Filial.
c. Se permite el aislamiento térmico de servicio caliente para las bridas dondetodas las siguientes condiciones se satisfacen.
Temp. Máx. de Operación de Fluido 290�C (1)
Presión Máx. de Diseño (600 lb/pul2 man.) 4140 KPa (1)
Material de Brida Acero al Carbono o Acero de Baja Alea-cion (hasta 5% Cr) (2)
Material de Pernado Grado B7 o B16 según párrafo 3.23
Limitaciones de Servicio de Fluido No usar para servicio de hidrógeno o ser-vicio de tóxicos tales como fenol o sulfurode hidrógeno
NOTAS:
1. Las bridas de servicio de vapor pueden estar aisladas hasta un máximo de temperatura deoperación de fluido de 400�C y una presión máxima de diseño de 4480 KPa (650 psig).
2. Para servicios de hidrocarburos, la periferia de la brida deberá estar equipada con una banda defiltración.
d. Cualquier servicio de fluido inflamable o combustible donde el sistema detubeía está recubierto por plástico o materia debajo punto de fusión (pordebajo de 370�C): la unión bridada deberá ser diseñada para prevenirfiltración bajo exposición a calor suficiente como para destruir o fundir elmaterial de recubierta (solapado sobre la cara de la brida).
e. Instalaciones de válvulas de tipo de oblea, de sistema de tuberías con unatemperatura de diseño de 200�C: el material de brida y pernado deberá serseleccionado para tener el mismo coeficiente nominal de expansión térmicaque el material del cuerpo de la válvula.
3.14 Los accesorios de soldadura de ramales integralmente reforzados, queempalman la superficie externa de la tubería principal, en tamaño de 4 pulgadasNPS (100 mm), y mayores, no se permiten bajo ninguna de las siguientescondiciones:
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 244
�����
.Menú Principal Indice manual Indice volumen Indice norma
a. La relación d/D (diámetro del ramal/diámetro de tubería corrida) exceda 0,8.b. El espesor de pared de la tubería principal sea menor de calibre 40.c. El espesor de pared sea menor a 19 mm (0,75 pulgada), donde el diámetro
externo exceda 36 pulgadas NPS (900 mm).
3.15 Las conexiones de 1–1/2 pulgadas NPS (40 mm) o menores deberán sersoldadas a la tubería principal usando un acoplamiento, o un niple de calibre 160o mayor o un accesorio de soldadura de ramal integralmente reforzado.
3.16 Los accesorios de transición patentados, de tipo de soldadura, entre aceroinoxidable y aluminio se pueden usar solamente si se ha establecido que sonequivalentes en resistencia de presión, flexión y fatiga al más débil de losmateriales de tubería a que están siendo conectados. El uso de tales accesoriosdebe ser aprobado por el ingeniero de la Filial.
EMPACADURAS
3.17 El diseño de empacaduras deberá cumplir con las siguientes normas y losrequerimientos adicionales de este Apéndice.
TIPO DE EMPACADURA NORMASAsbesto comprimido (1) (2) Espesor de 1,5 mm (1/16 pulgadas). de forma
de anillo plano, dimensiones según la NormaANSI B 16.21
Doble enchaquetada API 601 para empacaduras corrugadas
Enrrolladas en espiral API 601
Uniones de anillo ANSI B 16.20 (forma oval)
Cartón piedra ANSI B 16.21 (de forma de anillo plano)
NOTAS:
1. Las empacaduras de asbesto comprimido deberán contener un agente de liberaciónantiadherente o estar grafitados en ambos lados o tener una resistencia a tracción promediotransversalmente a la fibra, de 27,6 MPa (4000 Psi).
2. El contenido de asbesto deberá ser de un 70% (masa). El Material de unión deberá ser polímeroNBR (ASTM D 2000 tipo B.F.). Las empacaduras de metal de una sola capa corrugada no seaceptan para uniones bridadas.
3.18 Las empacaduras enchaquetadas de acero al carbono son aceptadas paratubería de acero al carbono que tenga una tolerancia máxima de corrosión de 1,5mm (0,050 pulgada).
3.19 Empacaduras enchaquetadas, de materiales distintos al acero al carbono, si latolerancia de corrosión es mayor de 1,5 mm (0,050 pulgada). El material de
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 245
�����
.Menú Principal Indice manual Indice volumen Indice norma
chaqueta seleccionado deberá estar basado en una velocidad de corrosiónmenor a 0,25 mm/a (10 mils/yr) en servicio.
3.20 El metal de las empacaduras enrolladas en espiral deberán ser de 18 Cr 8 Ni, amenos que el fluido de proceso requiera de otro materiales especiales. Paratemperatura de operación por debajo de los 45�C, el anillo central deberá sertambien de material 18 Cr 8 Ni.
3.21 Las empacaduras de anillo oval de hierro suave o de acero con bajo contenidode carbono son satisfactorias en tuberías de acero al carbono con una toleranciamáxima de 1,5 mm (0,050 pulgada).
3.22 Las empacaduras de anillos ovalados de materiales distintos al hierro suave o alacero con bajo contenido de carbono se deberán usar si la tolerancia de corrosiónes mayor de 1,5 mm (0,05 pulgada), o si la tubería es distinta a acero al carbono.El material del anillo seleccionado deberá estar basado en una velocidad decorrosión de menos de 0,24 mm/a (10 mils/yr) en servicios. La dureza del anillodeberá ser menor que la dureza de la brida. Cuando no sea posible obtener estascaracterísticas, como en el caso de varias aleaciones, la selección del materialdeberá resolverla el Ingeniero del Dueño.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 246
�����
.Menú Principal Indice manual Indice volumen Indice norma
PERNADO
3.23 El pernado deberá ser seleccionado según lo siguiente:
TEMPERATURA DE CLASIF PERNOS TUERCASDISEÑO
DEL METAL�F �C
BRIDACLASEANSI
TIPO GRADO ESPEC.ASTM GRADO ESPEC.
ASTM
– 20 a 800 –29 a 427 Cualquiera Perno B7 A 193 (5) 2 (1) A 194
>800 a 1100 >427 a 593 Cualquiera Perno B16 A 193 2H (1) A 194
1000 a 1500 538 a 815 Cualquiera Perno B8 M A 193 8M A 194
–425 a –151 –255 a –102 Cualquiera Perno B8 (4) A 320 (3) 8 A 194
–150 a –20 –101 a –29 Cualquiera Perno L7 A 320 4 (1) (2) A 194
NOTAS:
1. Las tuercas mayores a 1/2 pulgada (12 mm) no deberán ser fabricadas a partir de barras.2. Las tuercas de 1/2 pulgada y menores no deberán ser fadricadas de barras laminadas en frío.3. Se podrán usar pernos según la Norma ASTM A 193 de grado B 8 con tuercas, que cumplan con
la Norma ASTM A 194 de grado 8 como una alternativa.4. Los pernos B 8 deberán ser templados contra deformaciones.5. Se pueden usar pernos que cumplan con la Norma ASTM A 307 de grado B con tuercas, como
una alternativa a las bridas que cumplan con la Norma ANSI Clase 150 y 300 con una temperaturade diseño de metal de pernado entre –29�C a 177�C (–20�F y 350�F), en los casos donde sepuede realizar un beneficio económico.
3.24 Los pernos deberán tener rosca continua en toda su longitud.
3.25 El tamaño del perno especificado es la longitud efectiva de la rosca. Los puntosextremos redondeados o biselados no deberán ser incluidos cuando se mida ellargo de los pernos.
4 CIEGOS DE PRUERA DE TUBERIA
4.1 El espesor de los ciegos usados para pruebas hidrostática deberán cumplir conla norma ANSI B 31.3, párrafo 304.5.3, excepto que el esfuerzo permitido deberáser igual al 90% de la resistencia mínima a la fluencia especificada del material.
Los ciegos diseñados según las bases anteriores deberán ser marcados enforma permanente “SOLO CIEGO DE PRUEBA”.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 247
�����
.Menú Principal Indice manual Indice volumen Indice norma
5 PRUERA DE IMPACTO
5.1 La temperatura para las pruebas de impacto para todos los pernos L7 y lastuercas de grado 4 según la Norma ASTM A 320, deberán ser –101�C.
BRIDAS, EMPACADURAS, PERNADO Y ACCESORIOS
TABLA 2.
LIMITES DE DISEÑO PARA CARAS DE BRIDAS Y EMPACADURAS
Condic. de Diseño de BridaServicio de
FluidoClasific.
Primaria ANSI,Clase
Rango de Temperatura �F
(2) (11)
Brida Tipo de Empacadura
750 y menor RFEnrollada en espiral o deasbesto comprimido de1/16 pulgada
150 (1) Por encima de750 hasta 1.000
RF Enrollada en espiral
Por encima de1.000
RJ Anillo ovalado
Petróleo (3) o
Hidrógeno (7)–50 a 750 RF
Enrollada en espiral o deasbesto comprimido de1/16 pulgada
300, 400 y 600 Por encima de750 hasta 1.000
RFEnrollada en espiral ocorrugada doble encha-quetada
Por encima de1.000
RJ Anillo ovalado
900 y mayores Cualquiera RJ Anillo ovalado
150750 o menor RF
Enrollada en espiral o deasbesto compimido de1/16 pulgada (10)
Vapor
150Por encima de750 hasta 1.000
RF Enrollada en espiralVapor
300, 400, 600 y900
1.000 y menor RFEnrollada en espiral ocorrugada doble encha-quetada
1500 Cualquiera RJ Anillo ovalado (8)
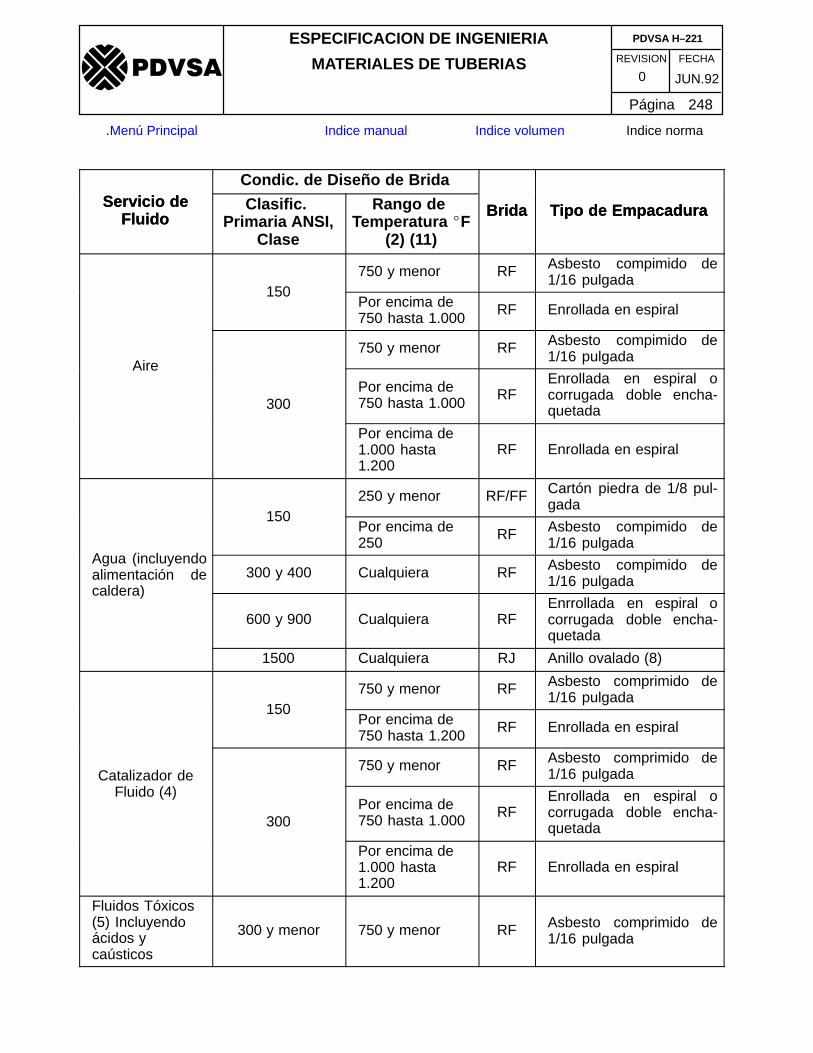
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 248
�����
.Menú Principal Indice manual Indice volumen Indice norma
Servicio deFluido Tipo de EmpacaduraBrida
Condic. de Diseño de BridaServicio de
Fluido Tipo de EmpacaduraBridaRango de Temperatura �F
(2) (11)
Clasific. Primaria ANSI,
Clase
750 y menor RF Asbesto compimido de1/16 pulgada
150Por encima de750 hasta 1.000
RF Enrollada en espiral
750 y menor RF Asbesto compimido de1/16 pulgada
Aire
300Por encima de750 hasta 1.000
RFEnrollada en espiral ocorrugada doble encha-quetada
Por encima de1.000 hasta1.200
RF Enrollada en espiral
250 y menor RF/FF Cartón piedra de 1/8 pul-gada
150Por encima de250
RF Asbesto compimido de1/16 pulgada
Agua (incluyendoalimentación de 300 y 400 Cualquiera RF Asbesto compimido de
1/16 pulgadacaldera)
600 y 900 Cualquiera RFEnrrollada en espiral ocorrugada doble encha-quetada
1500 Cualquiera RJ Anillo ovalado (8)
750 y menor RF Asbesto comprimido de1/16 pulgada
150Por encima de750 hasta 1.200
RF Enrollada en espiral
Catalizador de750 y menor RF Asbesto comprimido de
1/16 pulgadaFluido (4)
300Por encima de750 hasta 1.000
RFEnrollada en espiral ocorrugada doble encha-quetada
Por encima de1.000 hasta1.200
RF Enrollada en espiral
Fluidos Tóxicos(5) Incluyendoácidos ycaústicos
300 y menor 750 y menor RF Asbesto comprimido de1/16 pulgada
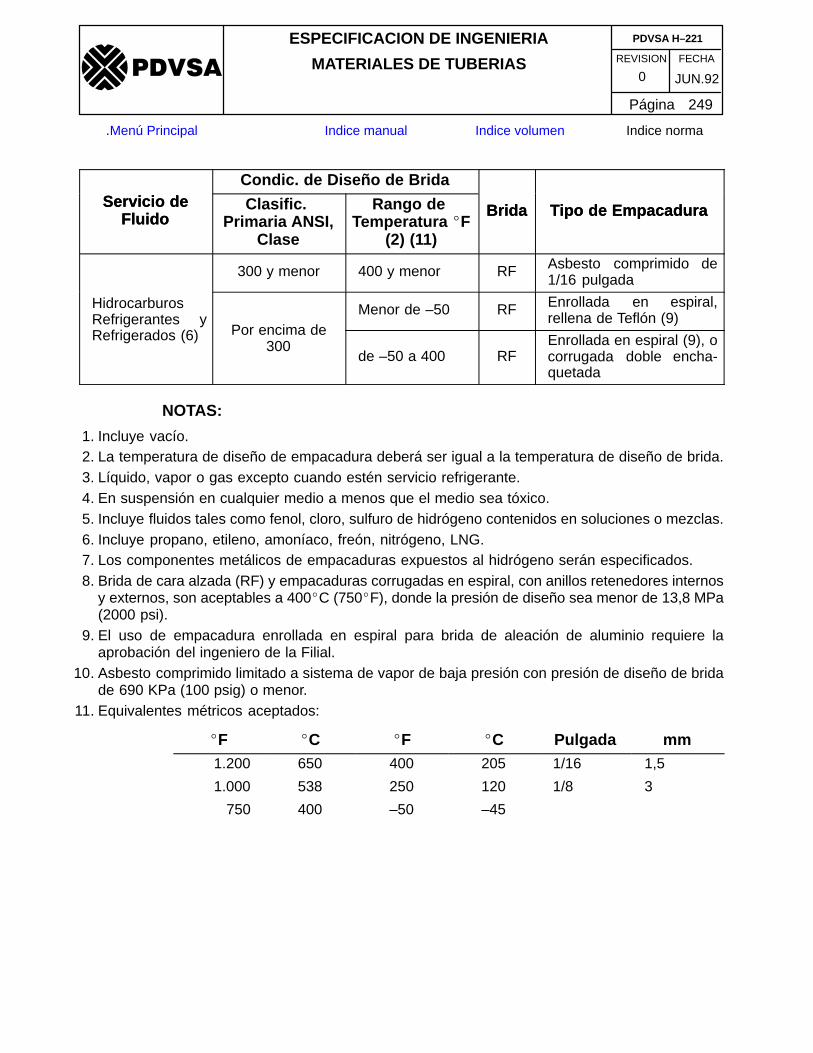
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 249
�����
.Menú Principal Indice manual Indice volumen Indice norma
Servicio deFluido Tipo de EmpacaduraBrida
Condic. de Diseño de BridaServicio de
Fluido Tipo de EmpacaduraBridaRango de Temperatura �F
(2) (11)
Clasific. Primaria ANSI,
Clase
300 y menor 400 y menor RF Asbesto comprimido de1/16 pulgada
HidrocarburosRefrigerantes y
Menor de –50 RF Enrollada en espiral,rellena de Teflón (9)
Refrigerados (6) Por encima de300
de –50 a 400 RFEnrollada en espiral (9), ocorrugada doble encha-quetada
NOTAS:
1. Incluye vacío.2. La temperatura de diseño de empacadura deberá ser igual a la temperatura de diseño de brida.3. Líquido, vapor o gas excepto cuando estén servicio refrigerante.4. En suspensión en cualquier medio a menos que el medio sea tóxico.5. Incluye fluidos tales como fenol, cloro, sulfuro de hidrógeno contenidos en soluciones o mezclas.6. Incluye propano, etileno, amoníaco, freón, nitrógeno, LNG.7. Los componentes metálicos de empacaduras expuestos al hidrógeno serán especificados.8. Brida de cara alzada (RF) y empacaduras corrugadas en espiral, con anillos retenedores internos
y externos, son aceptables a 400�C (750�F), donde la presión de diseño sea menor de 13,8 MPa(2000 psi).
9. El uso de empacadura enrollada en espiral para brida de aleación de aluminio requiere laaprobación del ingeniero de la Filial.
10. Asbesto comprimido limitado a sistema de vapor de baja presión con presión de diseño de bridade 690 KPa (100 psig) o menor.
11. Equivalentes métricos aceptados:
�F �C �F �C Pulgada mm1.200 650 400 205 1/16 1,5
1.000 538 250 120 1/8 3
750 400 –50 –45
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 250
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE N� IV
CRITERIOS DE SELECCION DE VALVULAS
1 ALCANCE1.1 Este Apéndice No. IV cubre los requerímientos obligatorios que rigen la selección
y diseño de válvulas, incluyendo el uso de válvulas de bloqueo dobles y sencillasy válvulas de purga. También cubre los requerimientos para operadoresmanuales de válvulas.
1.2 Este Apéndice también cubre los requerimientos mínimos de diseño y pruebapara válvulas no cubiertas por otros Apéndices.
2 RESUMEN DE REQUERIMIENTOS ADICIONALES2.1 La Tabla 1 lista las Normas que deben ser usada con este Apéndice.
2.2 La Tabla 2 lista las Normas y Especificaciones que deberán ser usadas con esteApéndice, para válvulas no cubiertas por otros Apéndices.
TABLA 1.
NORMA ANSI
B 156.34 Válvulas de Acero de Tipo de Compuerta
NORMA API
594 Válvulas de Retención de Tipo de Inserción
600 Válvulas de Acero de Tipo de Compuerta, Extremos Roscados o Solda-dos a Tope
602 Válvulas de Acero al Carbono Compacto de Tipo Compuerta
603 Vávulas de Tipo Compuerta, Clase 150 Resistente a la Corrosión
606 Válvulas de Acero al Carbono Compacto de Tipo Compuerta, CuerpoExtendida
TABLA 2.
NORMA API
598 Inspección y Prueba de Válvulas
ESPECIFICACION MSS
SP–25 Sistema Normal de Marcado para Accesorios, Bridas y Uniones
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 251
�����
.Menú Principal Indice manual Indice volumen Indice norma
3 DEFINICIONES
3.1 El aislamiento de equipo en línea indica la remoción del servicio de un equipo ouna unidad con proposito de reparación, limpieza o inspección mientras el restode la planta continúa operando. El equipo incluye bombas, compresores, turbinasde vapor, secadores, recipientes y calderas provistos con respaldo o aptos de serpasados por alto.
3.2 Separación de producto para prevenir contaminación. La separación de unamezcla de fluido que podría resultar en contaminación inaceptable de cualquierfluido.
3.3 Separación por seguridad. La separación por seguridad de un fluido que podríaresultar de una mezcla explosiva tal como en reactores catalíticos y válvulas debloque de sistemas de generación.
3.4 La clasificación de servicios de línea define las temperaturas de diseño, latolerancia del material y la tolerancia de corrosión de un sistema de tubería.
3.5 Materiales peligrosos, tal como se usa aquí, incluye los siguientes materiales:
a. Materiales tóxicos, fenol, sulfuro de hidrógeno, cloro.b. Material altamente corrosivo, tal como ácido, soda caústica y otros materiales
dañinos al personal.c. Fluido inflamable y combustible con temperaturas de operación por encima
de su punto de inflamación.d. Hidrocarburos livianos (con una densidad relativa menor de 68�API (0,709
kg/dm3) a 15�C y 101.325 Kpa).e. Agua de alimentación de caldera y vapor Clase ANSI 300 y mayores.
3.6 Materiales no daminos, tal como aquí se usa, incluye todos los materiales nolistados como dañinos según el párrafo 3.5.
4 MATERIALES
4.1 La selección de material de guarnición deberá regirse por lo siguiente:
a. Las válvulas de tipo de compuerta y globo de acero al carbono y aleaciónferrítica: según la Norma API 600 párrafo 3.9.
b. Las válvulas de retención de acero al carbono y aleación ferrítica: según laNorma API 594 párrafo 3.3. excepto que para los materiales de guarniciónNo. 3 y guarnición No. 8 la selección de electrodos para superficie depositariade asiento y los valores de dureza para superficie de asiento deberán sersegún la Norma API 600 párrafo 3.9.
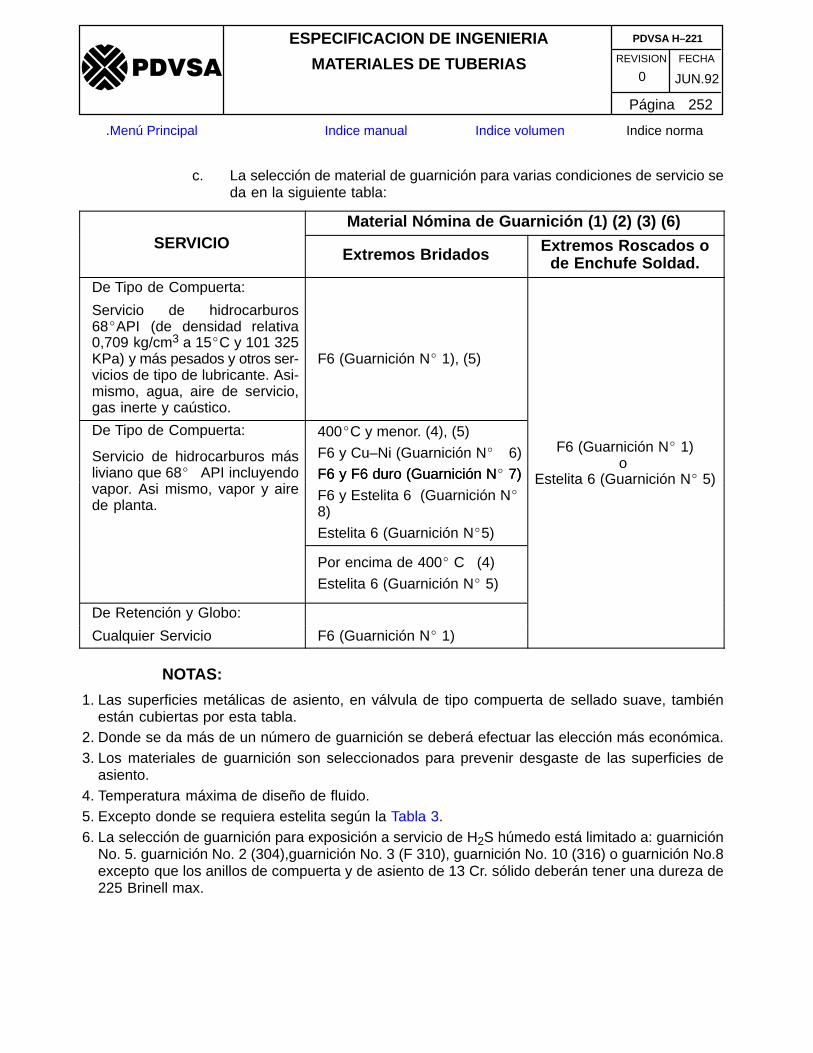
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 252
�����
.Menú Principal Indice manual Indice volumen Indice norma
c. La selección de material de guarnición para varias condiciones de servicio seda en la siguiente tabla:
Material Nómina de Guarnición (1) (2) (3) (6)SERVICIO
Extremos Bridados Extremos Roscados ode Enchufe Soldad.
De Tipo de Compuerta:
Servicio de hidrocarburos68�API (de densidad relativa0,709 kg/cm3 a 15�C y 101 325KPa) y más pesados y otros ser-vicios de tipo de lubricante. Asi-mismo, agua, aire de servicio,gas inerte y caústico.
F6 (Guarnición N� 1), (5)
De Tipo de Compuerta:
Servicio de hidrocarburos másliviano que 68� API incluyendo
400�C y menor. (4), (5)
F6 y Cu–Ni (Guarnición N� 6)F6 y F6 duro (Guarnición N� 7)
F6 (Guarnición N� 1)o
�vapor. Asi mismo, vapor y airede planta.
F6 y F6 duro (Guarnición N 7)
F6 y Estelita 6 (Guarnición N�
8)
Estelita 6 (Guarnición N�5)
Estelita 6 (Guarnición N 5)
Por encima de 400� C (4)
Estelita 6 (Guarnición N� 5)
De Retención y Globo:
Cualquier Servicio F6 (Guarnición N� 1)
NOTAS:
1. Las superficies metálicas de asiento, en válvula de tipo compuerta de sellado suave, tambiénestán cubiertas por esta tabla.
2. Donde se da más de un número de guarnición se deberá efectuar las elección más económica.3. Los materiales de guarnición son seleccionados para prevenir desgaste de las superficies de
asiento.4. Temperatura máxima de diseño de fluido.5. Excepto donde se requiera estelita según la Tabla 3.6. La selección de guarnición para exposición a servicio de H2S húmedo está limitado a: guarnición
No. 5. guarnición No. 2 (304),guarnición No. 3 (F 310), guarnición No. 10 (316) o guarnición No.8excepto que los anillos de compuerta y de asiento de 13 Cr. sólido deberán tener una dureza de225 Brinell max.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 253
�����
.Menú Principal Indice manual Indice volumen Indice norma
4.2 Las guarniciones para válvulas (cuerpo y cubierta) de acero austeníticoinoxidable, Monel y aleación de níquel deberán tener la misma química nominalque el cuerpo, excepto que la guarnición de estelita 6 (guarnición No. 5) deberáser suministrada para asientos de la compuerta y el cuerpo cuando sea requeridopor la Tabla 3 y es siempre una alternativa aceptable para superficies de asiento.
4.3 Las válvulas con guarnición Monel deberán tener un diferencial mínimo de durezade 50 HB entre las superficies de asiento.
4.4 El material usado para sellado y empaque de válvula deberá ser apropiado paralas temperatura máxima y mínima de diseño de fluido a las cuales estoscomponentes están expuesto.
4.5 Las limitaciones en el uso de cobre y de aleaciones contentivas de cobre deberánser tal como se dan más abajo para los siguientes servicios:
a. Servicios de amoníaco: No permitido.b. Servicios caústico y alcalino no se deberán usar aleaciones con un contenido
de cobre menor del 85%.c. Servicio de acetileno: aleaciones con un contenido de cobre mayor del 50%
no deberán usarse cuando el acetileno esté presente en cantidades mayoresde 1000 ppm (1000 mg/kg).
4.6 Los vástagos de válvula de acero inoxidable 17–4PH no deberán ser usados paratemperaturas de díseño mayores de 400�C.
NOTA: 17–4PH es una marca registrada de ARMCO IRON CORP.
4.7 El diseño totalmente pernado para la unión de cuerpo y cubierta de válvulas deacero de tipo de compuerta, globo y de bola, así como también la unión de cuerpoy cubierta, cuerpo y casquete de válvulas de bloque y válvula de retención,respectivamente, deberán ser sujetas a las mismas limitaciones de diseñoaplicables al pernado usado para la tubería conectora.
5 APLICACION Y SELECCION5.1 Toda válvula deberá ser apropiada para la clasificación de servicios de línea. Las
válvulas, sencillas o dobles, en un cambio de clasificación deberán serapropiadas para la clasificación más severa de línea en cualquier lado de la(s)ubicación(es) de válvula(s).
LIMITACION EN EL USO DE VALVULAS DE CUBIERTA SELLADA A PRESION
5.2 Las válvulas de cubierta sellada a presión sólo pueden ser usadas en vapor u otroservicio limpio, no corrosivo, según la Norma ANSI Clasificación 900 y mayores.Su uso debe ser aprobado por el Ingeniero de la Filial.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 254
�����
.Menú Principal Indice manual Indice volumen Indice norma
LIMITACION EN EL USO DE VALVULAS ROSCADAS Y DE SOLDADURA DEENCHUFE
5.3 Las válvulas roscadas de acero al carbono y las válvulas tipo compuerta de acerode soldadura de enchufe según la Norma API 602 o API 606, y las válvulas deglobo de acero al carbono que se ajusten a la Norma API 602 o API 606 se podránusar dentro de los siguientes límites:
a. Las válvulas deberán ser de tipo OS & Y (tornillo y acople externo) a menosque se especifique NRS (vástago no levadizo).
b. La tubería conectora es de acero al carbono.c. La clasificación de servicio de línea requiere un espesor de pared de tubería
no mayor que calibre 80.d. La tolerancia de corrosión de línea especificada es de 3 mm (1/8 de pulgada)
o menor, o la válvula tiene un espesor de metal mayor que el requerido paraigualar presiones a la tolerancia de corrosión de línea especificado.
5.4 Las fundiciones para válvulas de baja aleación (materiales P–3, P–4 y P–5) nodeberán usarse en servicio de hidrógeno con una condición de operación depresión parcial de hidrógeno por encima de 690 KPa (100 Psi).
LIMITACIONES EN EL USO DE VALVULAS SEGUN LA NORMA API 603
5.5 Las válvulas según la Norma API 603 no deberán usarse donde la tolerancia decorrosión especificada de la tubería conectora exceda de 0,8 mm (0,03 pulgadas)o donde se especifique un rango de presión mayor que la Clasifícación ANSI 150.
LIMITACIONES EN EL USO DE VALVULAS DE HIERRO DUCTIL, HIERROCOLADO Y DE ALEACION DE BAJO PUNTO DE FUSION.
5.6 Las válvulas de hierro dúctil , austenítico o ferrítico, pueden ser usadas dentro delos siguientes límites:
a. En cualquier lugar fuera de los límites de área de la unidad de procesos,excepto para las primeras válvulas de bloque que salen de tanques quemanejan hidrocarburos y que tienen un punto de inflamación de 55�C omenor.
b. Dentro de los límites de área de la unidad de proceso donde todos los fluidosdentro de ese bloque de proceso tiene una temperatura máxima de operaciónpor debajo de su punto de inflamación.
5.7 Las válvulas de hierro colado no pueden usarse en servicio de hidrocarburos,excepto en las líneas fuera de los límites de área de la unidad de proceso, quecontengan hidrocarburos de una densidad relativa de 68� API (0,709 kg/dm3 a15�C y 101.325 KPa) o mejores, donde la válvula no sea la primera válvula deobstrucción contra el tanque.
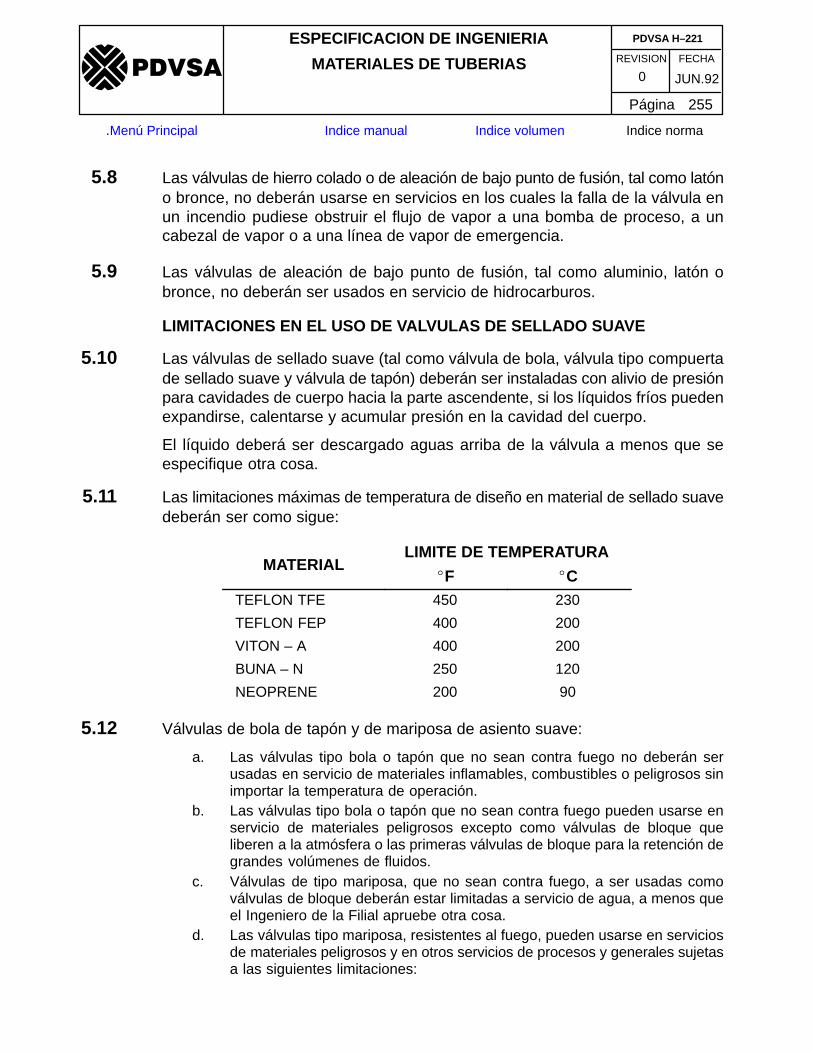
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 255
�����
.Menú Principal Indice manual Indice volumen Indice norma
5.8 Las válvulas de hierro colado o de aleación de bajo punto de fusión, tal como latóno bronce, no deberán usarse en servicios en los cuales la falla de la válvula enun incendio pudiese obstruir el flujo de vapor a una bomba de proceso, a uncabezal de vapor o a una línea de vapor de emergencia.
5.9 Las válvulas de aleación de bajo punto de fusión, tal como aluminio, latón obronce, no deberán ser usados en servicio de hidrocarburos.
LIMITACIONES EN EL USO DE VALVULAS DE SELLADO SUAVE
5.10 Las válvulas de sellado suave (tal como válvula de bola, válvula tipo compuertade sellado suave y válvula de tapón) deberán ser instaladas con alivio de presiónpara cavidades de cuerpo hacia la parte ascendente, si los líquidos fríos puedenexpandirse, calentarse y acumular presión en la cavidad del cuerpo.
El líquido deberá ser descargado aguas arriba de la válvula a menos que seespecifique otra cosa.
5.11 Las limitaciones máximas de temperatura de diseño en material de sellado suavedeberán ser como sigue:
LIMITE DE TEMPERATURAMATERIAL
�F �CTEFLON TFE 450 230
TEFLON FEP 400 200
VITON – A 400 200
BUNA – N 250 120
NEOPRENE 200 90
5.12 Válvulas de bola de tapón y de mariposa de asiento suave:
a. Las válvulas tipo bola o tapón que no sean contra fuego no deberán serusadas en servicio de materiales inflamables, combustibles o peligrosos sinimportar la temperatura de operación.
b. Las válvulas tipo bola o tapón que no sean contra fuego pueden usarse enservicio de materiales peligrosos excepto como válvulas de bloque queliberen a la atmósfera o las primeras válvulas de bloque para la retención degrandes volúmenes de fluidos.
c. Válvulas de tipo mariposa, que no sean contra fuego, a ser usadas comoválvulas de bloque deberán estar limitadas a servicio de agua, a menos queel Ingeniero de la Filial apruebe otra cosa.
d. Las válvulas tipo mariposa, resistentes al fuego, pueden usarse en serviciosde materiales peligrosos y en otros servicios de procesos y generales sujetasa las siguientes limitaciones:
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 256
�����
.Menú Principal Indice manual Indice volumen Indice norma
1. No deberán ser usadas como válvulas de bloqueo que descarguen a la atmósfera.2. No deberán usarse como las primeras válvulas de bloqueo para la retención de grandes
volúmenes de fluidos.3. El diseño deberá ser bidireccional o deberá satisfacer las presiones y temperaturas de diseño
especificados para las direcciones de flujo, preferidas y no preferidas, respectivamente.4. Donde se especifique la capacidad “de doble bloque y purga” la instalación deberá consistir de
dos válvulas con una pieza de carrete y una válvula de drenaje en el medio.
LIMITACIONES EN EL USO DE VALVULAS DE VENTURI Y DE PUERTOREDUCIDO
5.13 Las válvulas de venturi y/o de tamaño menor que el de la línea (con reductores)podrán usarse en vez de válvulas de paso completo; siempre que:
a. El incremento de caída de presión esté considerado en el diseño de latubería.
b. El módulo de sección reducida esté considerado en el diseño de flexibilidadde la tubería.
c. Tales válvulas no serán usadas en líneas horizontales inclinadas paradrenaje continuo.
d. Los drenajes estén instalados en todos puntos bajos adicionales, causadospor la instalación de tales válvulas.
e. No sean usadas en aplicaciones erosivas tales como suspensiones, sólidosfluidizados o servicios severos de incrustaciones, marinas o de coke.
f. No se usan en líneas que según las especificaciones se “limpian concochino”.
g. No se usan como válvulas de bloque asociadas con aparatos de alivio depresión y cabezales de mecheros.
LIMITACIONES EN EL USO DE VALVULAS DE TIPO INSERCION
5.14 No se deberán usar las válvulas de tipo inserción para temperatura de diseño>510�C. Esta limitación no aplica a las válvulas de tipo de agarradera.
5.15 Para temperaturas de diseño >200�C, el material de armazón de válvulas de tipoinserción deberá tener el mismo coeficiente nominal de expansión térmica queel material de pernado y las bridas adyacentes.
LIMITACIONES EN EL USO DE VALVULAS DE RETENCION DE PLACADOBLE Y SENCILLA
5.16 Las válvulas de retención de placa doble y sencilla no se deberán usar enservicios de compresores reciprocante o de bomba.
5.17 Las válvulas de retención de placa doble y sencilla deberán tener asientos desellado suave cuando todos los siguientes criterios se satisfagan:
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 257
�����
.Menú Principal Indice manual Indice volumen Indice norma
a. Se requiere cierre hermético.b. ∆ P > 3450 Kpa (500 psi )c. La tolerancia de corrosión de línea especificada exceda de 1,5 mm (1/16
pulgada).
LIMITACIONES EN EL USO DE VALVULAS DE TIPO COMPUERTA CONEXTREMOS SOLDADOS A TOPE
5.18 Las compuertas deberán ser de cuña flexible, a menos que se especifique cuñadoble o asientos de doble disco paralelo.
5.19 Si se requiere un diferencial de dureza entre las superficies de asiento, lasuperficie de asiento de la compuerta deberá ser del material más suave.
5.20 Si la tolerancia especificada de corrosión de la línea es de 3 mm (1/8 pulgada)o menor, el espesor mínimo del cuerpo deberá cumplir con la Norma ANSI B16.34
5.21 Se debe suministrar una conexión de purga del cuerpo, en la posición G o Hsegún la Norma ANSI B 16.34 figura 1, para permitir probar la válvula en su sitio.
VALVULAS PARA SERVICIO DE BAJA TEMPERATURA
5.22 Las válvulas para temperaturas de operación menores que –100�C deberántener una cubierta extendida para que el prensa estopa se remueva de la zonafría y así asegurar una protección apropiada de empaque. Las cubiertasextendidas no deberán estar aisladas.
CONEXIONES DE EXTREMO
5.23 Las válvulas roscadas y de soldadura de enchufe se permiten solamente hasta2 pulgadas NPS (50 mm).
5.24 Las válvulas de tipo de compuerta, globo, de bolas y de tapón, mayores a 2pulgadas NPS (50 mm), deberán ser bridadas, a menos que se especifiquenválvulas de extremos soldados a tope.
5.25 Las válvulas de mariposa deberán ser de tipo inserción o de tipo agarradera. Eluso de válvula de tipo extremo bridado será especificado.
5.26 Las válvulas con extremos soldados de enchufe que requieran tratamientotérmico posterior de la soldadura (PWHT) a la tubería, deberá tener extensionesde 150 mm (6 pulgadas de largo) soldados en los enchufes de la válvula y
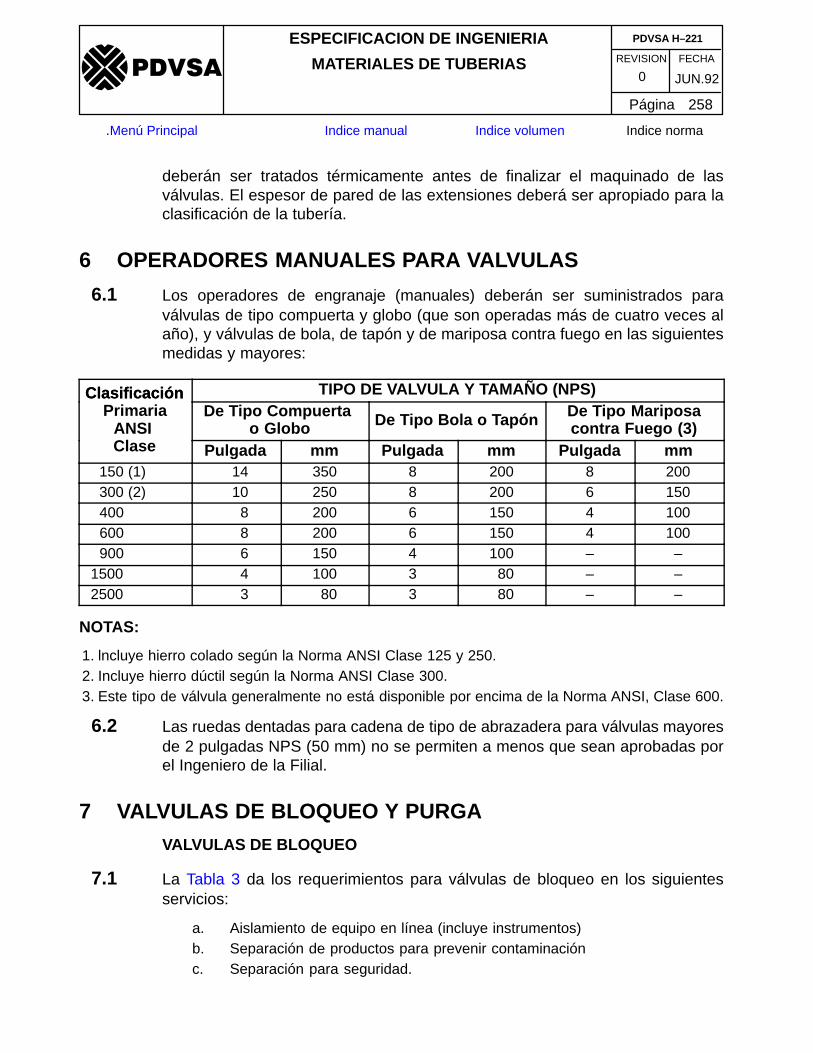
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 258
�����
.Menú Principal Indice manual Indice volumen Indice norma
deberán ser tratados térmicamente antes de finalizar el maquinado de lasválvulas. El espesor de pared de las extensiones deberá ser apropiado para laclasificación de la tubería.
6 OPERADORES MANUALES PARA VALVULAS
6.1 Los operadores de engranaje (manuales) deberán ser suministrados paraválvulas de tipo compuerta y globo (que son operadas más de cuatro veces alaño), y válvulas de bola, de tapón y de mariposa contra fuego en las siguientesmedidas y mayores:
Clasificación TIPO DE VALVULA Y TAMAÑO (NPS)ClasificaciónPrimaria
ANSI De Tipo Compuerta
o Globo De Tipo Bola o Tapón De Tipo Mariposacontra Fuego (3)
Clase Pulgada mm Pulgada mm Pulgada mm 150 (1) 14 350 8 200 8 200 300 (2) 10 250 8 200 6 150 400 8 200 6 150 4 100 600 8 200 6 150 4 100 900 6 150 4 100 – –1500 4 100 3 80 – –2500 3 80 3 80 – –
NOTAS:
1. lncluye hierro colado según la Norma ANSI Clase 125 y 250.2. Incluye hierro dúctil según la Norma ANSI Clase 300.3. Este tipo de válvula generalmente no está disponible por encima de la Norma ANSI, Clase 600.
6.2 Las ruedas dentadas para cadena de tipo de abrazadera para válvulas mayoresde 2 pulgadas NPS (50 mm) no se permiten a menos que sean aprobadas porel Ingeniero de la Filial.
7 VALVULAS DE BLOQUEO Y PURGAVALVULAS DE BLOQUEO
7.1 La Tabla 3 da los requerimientos para válvulas de bloqueo en los siguientesservicios:
a. Aislamiento de equipo en línea (incluye instrumentos)b. Separación de productos para prevenir contaminaciónc. Separación para seguridad.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 259
�����
.Menú Principal Indice manual Indice volumen Indice norma
d. Servicios de sólidos en suspensión con contenidos de sólidos mayores a11,98 kg/m3 (0,16 lb/gal)
e. Aplicaciones de servicios generales
VALVULAS DE PURGA
7.2 Las válvulas de purga deberán ser ubicadas según lo siguiente:
a. Entre todas las válvulas dobles con la excepción de conexiones de tomas deinstrumentos.
b. En el cuerpo de la válvula de bloqueo (posición G o H según la Norma ANSIB 16.34fFigura 1, para válvula de tipo compuerta), para todas las siguientes:1. Válvulas de tipo compuerta de sellado suave, de tapón y de bola2. Válvulas de tipo compuerta de disco doble3. Válvulas con extremo soldado a tope
c. En el cuerpo de la válvula (posicion G o H según la Norma ANSI B 16.34 figura1, para válvulas de tipo compuerta), para todas las “válvulas de bloqueodiferentes a las listadas en el párrafo B de arriba, excepto:1. Válvulas de bloqueo en conexiones de tomas de instrumentos.2. Válvulas de bloqueo que tengan una clasificación según la Norma ANSI
Clase 150, por debajo de las 12 pulgadas NPS (300mm) instaladaspara aislamiento de equipo en línea.
3. Válvulas de bloqueo simple usadas para servicios generales.d. Para válvula de bloqueo con clasificación según la Norma ANSI Clase 150,
por debajo de 12 pulgadas NPS, se deberá ubicar una purga entre la válvulade bloque y el equipo a ser aislado. Una válvula de drenaje ya instalado enesta posición es suficiente para satisfacer los requerimientos.
7.3 Las válvulas de purga asociados con las válvulas de obstrucción, y que estánnormalmente en la posición cerrada, deberán ser taponadas
8 REQUERIMIENTOS ADICIONALES PARA VALVULAS NOCUBIERTAS POR OTROS APENDICES
8.1 Los materiales de cuerpo y cubierta de válvulas no cubiertas por las Normas APIdeberán ser aprobados por el Ingeniero de la Filial.
8.2 Para válvulas de acero al carbono acero de aleación ferrítico y (cuerpo ycubierta), se acepta como sustituto del 13 Cr., el acero inoxidable 17–4PH, envástagos de válvula cuando están tratados térmicamente según el siguienteprocedimiento:
a. Tratamiento de solución a 1040�C y templados en aceite. El horno secalentará a 1040�C antes de cargar las partes: el acero debe ser calentadorápidamente hasta el rango de 840 a 950�C.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 260
�����
.Menú Principal Indice manual Indice volumen Indice norma
b. Enfríe el material a menos de 32�C antes del endurecimiento porprecipitación.
c. Alternativa: 1) Endurezca a 620�C por 4 horas y deje enfriar al aire.Alternativa: 2) Endurezca a 760�C por 2 horas y deje enfriar al aire.
d. Enfrie el material a menos de 32�C antes del 2do. ciclo de endurecimiento.e. Endurezca a 620�C por 4 horas y enfrie al aire.
8.3 El espesor mínimo de cuerpo para válvulas de acero deberá satisfacer losrequerimientos mínimos de la Norma ANSI B 16.34 para la temperatura y presiónde diseño especificados. Si la tolerancia de corrosión de la línea especificada,excede de 3 mm (1/8 de pulgadas), se deberá agregar al cuerpo de la válvula unatolerancia de corrosión adicional en la cantidad de la tolerancia de corrosión delínea especificado que exceda de 3 mm (1/8 de pulgada).
8.4 Las válvulas se deberán analizar según la Norma API 598. La prueba dehermeticidad a alta presión se especificará solamente para válvula prototipo. Unaválvula se deberá considerar como un prototipo si:
a. El fabricante ha efectuado cambios significantes al diseño normal.b. El fabricante no tiene experiencia previa con el modelo de válvula particular.
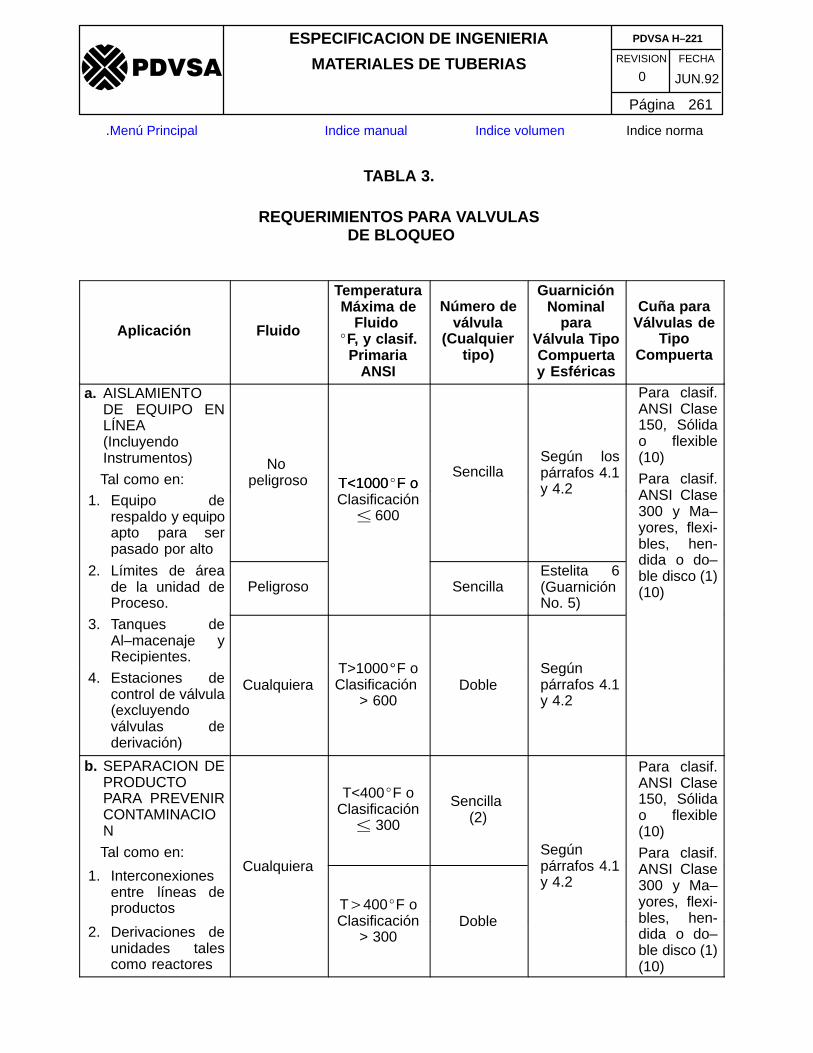
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 261
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 3.
REQUERIMIENTOS PARA VALVULAS DE BLOQUEO
Aplicación Fluido
TemperaturaMáxima de
Fluido �F, y clasif.
PrimariaANSI
Número deválvula
(Cualquiertipo)
GuarniciónNominal
paraVálvula TipoCompuertay Esféricas
Cuña paraVálvulas de
TipoCompuerta
a. AISLAMIENTODE EQUIPO ENLÍNEA(IncluyendoInstrumentos)
Tal como en:No
peligroso T<1000�F oSencilla
Según lospárrafos 4.1
Para clasif.ANSI Clase150, Sólidao flexible(10)
Para clasif.
1. Equipo derespaldo y equipoapto para serpasado por alto
T<1000 F oClasificación
� 600
y 4.2 ANSI Clase300 y Ma–yores, flexi-bles, hen-
2. Límites de áreade la unidad deProceso.
Peligroso SencillaEstelita 6(GuarniciónNo. 5)
dida o do–ble disco (1)(10)
3. Tanques deAl–macenaje yRecipientes.
�4. Estaciones de
control de válvula(excluyendoválvulas dederivación)
CualquieraT>1000�F oClasificación
> 600Doble
Segúnpárrafos 4.1y 4.2
b. SEPARACION DEPRODUCTOPARA PREVENIRCONTAMINACION
Tal como en:
T<400�F oClasificación
� 300
Sencilla (2)
Según
Para clasif.ANSI Clase150, Sólidao flexible(10)
Para clasif.
1. Interconexionesentre líneas deproductos
Cualquiera
T�400�F o
párrafos 4.1y 4.2
ANSI Clase300 y Ma–yores, flexi-
2. Derivaciones deunidades talescomo reactores
Clasificación> 300
Doble bles, hen-dida o do–ble disco (1)(10)
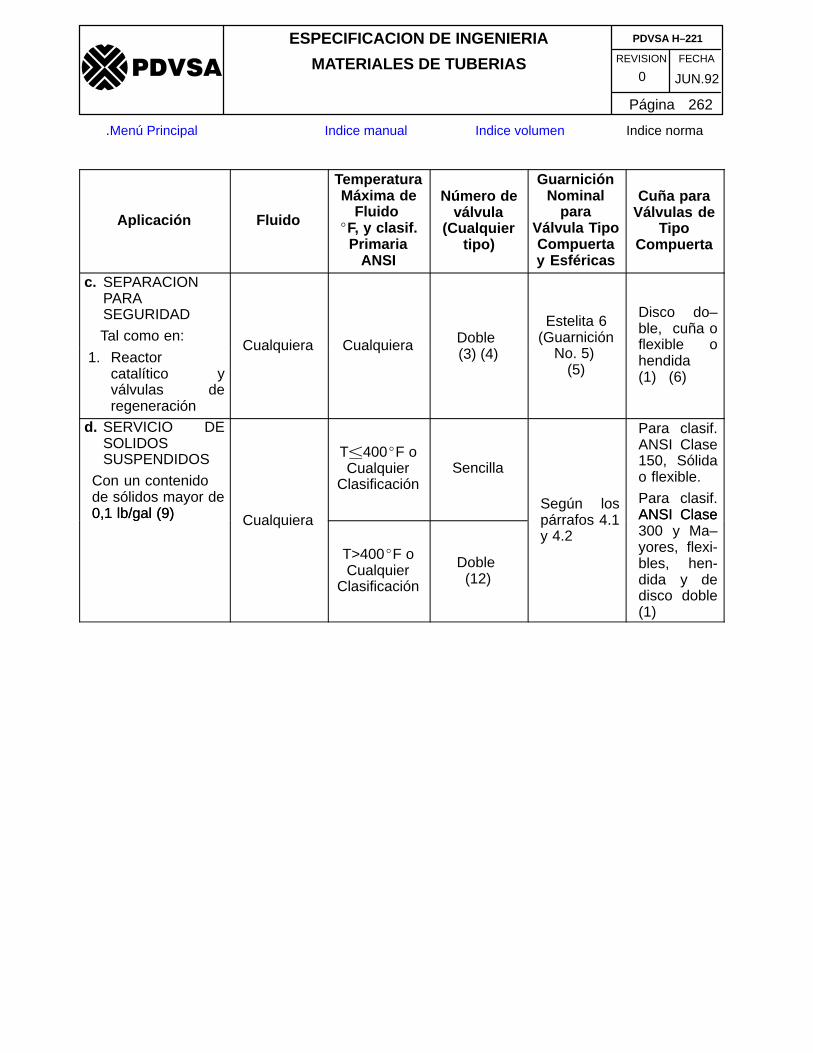
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 262
�����
.Menú Principal Indice manual Indice volumen Indice norma
Aplicación
Cuña paraVálvulas de
TipoCompuerta
GuarniciónNominal
paraVálvula TipoCompuertay Esféricas
Número deválvula
(Cualquiertipo)
TemperaturaMáxima de
Fluido �F, y clasif.
PrimariaANSI
Fluido
c. SEPARACIONPARASEGURIDAD
Tal como en: Doble Estelita 6
(Guarnición
Disco do–ble, cuña o
1. Reactorcatalítico yválvulas deregeneración
Cualquiera Cualquiera(3) (4) No. 5)
(5)
flexible ohendida (1) (6)
d. SERVICIO DESOLIDOSSUSPENDIDOS
Con un contenidode sólidos mayor de0,1 lb/gal (9)
T�400�F oCualquier
ClasificaciónSencilla
Según los
Para clasif.ANSI Clase150, Sólidao flexible.
Para clasif.ANSI Clase0,1 lb/gal (9) Cualquiera
T>400�F oCualquier
Clasificación
Doble (12)
párrafos 4.1y 4.2
ANSI Clase300 y Ma–yores, flexi-bles, hen-dida y dedisco doble(1)
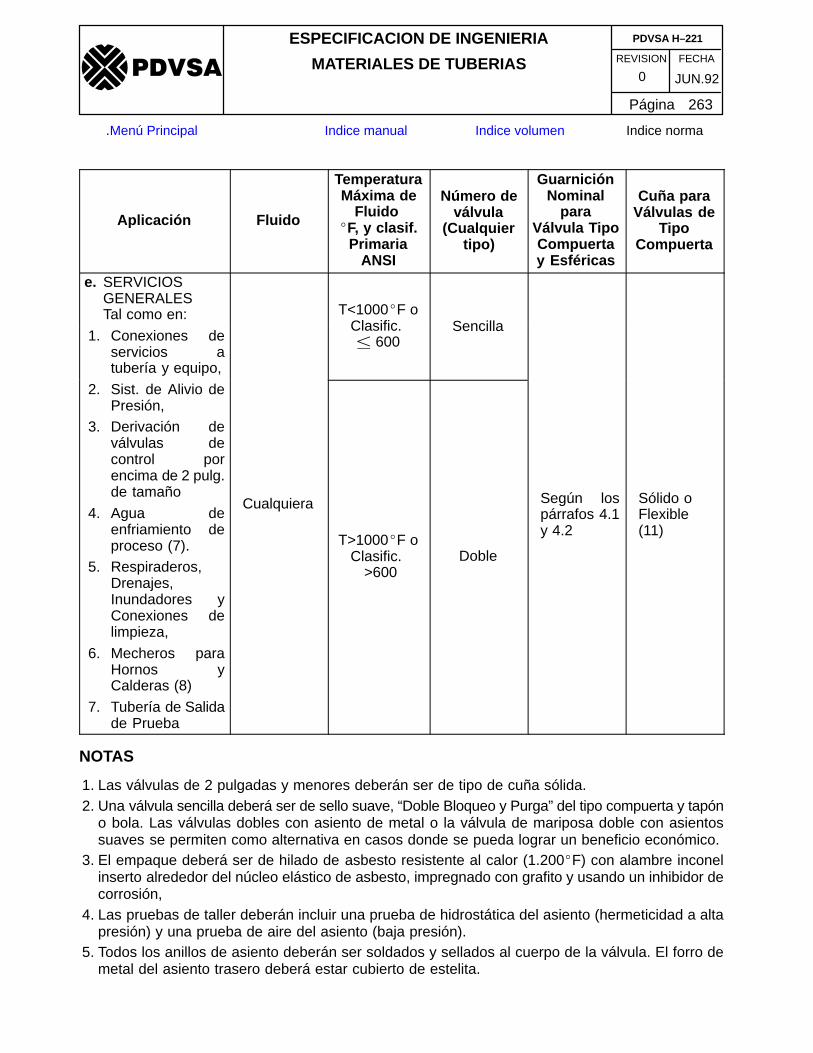
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 263
�����
.Menú Principal Indice manual Indice volumen Indice norma
Aplicación
Cuña paraVálvulas de
TipoCompuerta
GuarniciónNominal
paraVálvula TipoCompuertay Esféricas
Número deválvula
(Cualquiertipo)
TemperaturaMáxima de
Fluido �F, y clasif.
PrimariaANSI
Fluido
e. SERVICIOSGENERALES Tal como en: T<1000�F o
1. Conexiones deservicios atubería y equipo,
Clasific. � 600
Sencilla
2. Sist. de Alivio dePresión,
3. Derivación deválvulas decontrol porencima de 2 pulg.de tamaño
4. Agua deenfriamiento deproceso (7).
5. Respiraderos,Drenajes,Inundadores yConexiones delimpieza,
6. Mecheros paraHornos yCalderas (8)
7. Tubería de Salidade Prueba
Cualquiera
T>1000�F oClasific.
>600Doble
Según lospárrafos 4.1y 4.2
Sólido oFlexible(11)
NOTAS
1. Las válvulas de 2 pulgadas y menores deberán ser de tipo de cuña sólida.2. Una válvula sencilla deberá ser de sello suave, “Doble Bloqueo y Purga” del tipo compuerta y tapón
o bola. Las válvulas dobles con asiento de metal o la válvula de mariposa doble con asientossuaves se permiten como alternativa en casos donde se pueda lograr un beneficio económico.
3. El empaque deberá ser de hilado de asbesto resistente al calor (1.200�F) con alambre inconelinserto alrededor del núcleo elástico de asbesto, impregnado con grafito y usando un inhibidor decorrosión,
4. Las pruebas de taller deberán incluir una prueba de hidrostática del asiento (hermeticidad a altapresión) y una prueba de aire del asiento (baja presión).
5. Todos los anillos de asiento deberán ser soldados y sellados al cuerpo de la válvula. El forro demetal del asiento trasero deberá estar cubierto de estelita.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 264
�����
.Menú Principal Indice manual Indice volumen Indice norma
6. Las válvulas cuyo ciclo es de 10 veces o más al año deberán tener guías de cuña recubierta conestelita No. 6.
7. Las válvulas de mariposa de asiento suave se pueden usar, de 4 pulgadas de tamaño y mayores.8. Son aceptables las válvulas de bola o de tapón.9. Se deberá suministrar un indicador de válvula que dé una indicación positiva de la posición
totalmente cerrado.10. Las cuñas para válvulas de tipo compuerta de hierro colado y hierro dúctil deberán ser sólidas,
o de disco doble, según la Norma ANSI Clase 150; la de disco doble sólo para clasificacionesmayores.
11. Las cuñas para hierro dúctil y hierro colado deben ser sólidas o de disco doble.12. Aplica solamente para aislamiento de equipo en línea y tubería de toma de muestra. El número
de válvulas de bloqueo para otros servicios de sólidos de suspensión deberá ser el mismo queel de los servicios que no son de suspensión, basado en las aplicaciones específicas según estaTabla.
EQUIVALENTES METRICOS ACEPTABLES
PULGADAS 2NPS 4NPS 400�F 1000�F 1200�F 0,1 LB/GAL
mm 50 100 205�C 540�C 650�C 119,98 kg/m3
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 265
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE N° V
VALVULA DE ACERO DE TIPO COMPUERTA
1 ALCANCE
1.1 Este Apéndice No. 5 cubre los requerimiento obligatorios que rigen diseño einspección de válvulas de acero de tipo compuerta suminisatrada según la NormaAPI 600 y Válvula de acero tipo venturi de compuerta suministrada seún la NormaAPI 597.
2 RESUMEN DE REQUERIMIENTOS ADICIONALES
2.1 La Tabla 1 lista las normas que deberán usarse con este Apéndice.
2.2 La Tabla 2 lista las normas que deberán usarse con este Apéndice según loespecifique el comprador.
TABLA 1.
NORMAS
NORMA API597. Válvula de acero de tipo venturi de compuerta.
598. Inspección y prueba de válvulas.
600. Válvula de acero de tipo compuerta, bridadas o de sol-dadura tope.
TABLA 2.
NORMA
NORMA ANSIBl6.34 Válvula de acero
3 DEFINICIONES
3.1 Sello suave se define como anillo de sellado suave suplementario en cada unode los asientos de cuerpo o en la compuerta.
3.2 Los aceros de fácil maquinado son aquéllos que contienen cualquiera de lossiguientes elementos en las cantidades señaladas:
a. > 0,06% fósforo
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 266
�����
.Menú Principal Indice manual Indice volumen Indice norma
b. > 0,06% azufrec. Adiciones de plomo por encima de 0,05%d. Adiciones de selenio por encima de 0,05%
4 MATERIALES
4.1 Válvulas de acero inoxidable austenítico (cuerpo y cubierta):
a. El pernado de prensaestopa y de guarnición deberá tener la misma químicanominal que el cuerpo, excepto que la estelita 6 (guarnición No. 5) deberá sersuministrada para superficie de asiento cuando se especifique, y es siempreuna alternativa aceptable para superficie de asiento.
b. El material de pernado de cubierta será especificado del mismo material queel del pernado usado para conectar tuberías.
4.2 Se acepta para vástago de válvula acero inoxidable 17–4PH, cuando esté tratadotérmicamente, según el siguiente procedimiento:
NOTA: 17–4PH es una marca registrada de ARMCO IRON CORP.
a. Tratamiento de solución a 1040�C y templado en aceite. El horno deberáestar a 1040�C antes de cargar las partes. El acero deberá ser calentadorápidamente a través del rango de 840 a 950�C.
b. Enfrie el material por debajo de 32�C antes del endurecimiento porprecipitación.
c. Alternativa 1: Endurezca a 620�C por 4 horas y enfrie al aire.Alternativa 2: Endurezca a 760�C por 2 horas y enfrie al aire.
d. Enfrie el material a menos de 32�C antes del segundo ciclo deendurecimiento.
e. Endurezca a 620�C por 4 horas y enfrie al aire.
5 DISEÑO
5.1 Las válvulas deberán ser según la Norma API 600 y los requerimientosadicionales de este Apéndice.
5.2 Las válvulas deberán tener extremos bridados y deberán ser OS&Y (tornillo ypuente externos). Las desviaciones de estos requerimientos, si existen, deberánser especificados.
5.3 La compuerta deberá ser de cuña sólida de tipo de plano o flexible, a menos quese especifiquen cuña dividida o asiento de tipo paralelo de disco doble.
5.4 La clasificación de brida, caras y acabado serán especificados.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 267
�����
.Menú Principal Indice manual Indice volumen Indice norma
5.5 Las válvulas de sello suave y de disco doble deberán ser suministradas con unapurga del cuerpo en las posiciones G ó H (según laNorma ANSI B 16.34) comose especifica.
5.6 Cuando se especifican ruedas dentadas para cadenas, ellas deberán ser de tipodiente de rueda para cadena de reborde ajustable, montado directamente. Lasruedas dentadas para cadena de tipo abrazadera no se permiten a menos quese especifiquen.
5.7 Las empacaduras de metal de capa simple corrugada no son aceptables paraunión de brida de tapa.
REQUERIMIENTOS ADICIONALES PARA VALVULAS DE SELLADO SUAVE
5.8 Los asientos de metal deberán ser diseñados y fresados para suministrar unacapacidad de sello Positiva hasta en el caso en el que el sellado suave seadestruido por fuego.
5.9 La altura del sello por encima de la superficie de metal del asiento deberá sercomo sigue:
ALTURAMATERIAL
PULGADA MMTeflón: Tipo de anillo en 0 (0,010 MAX) 0,25
Teflón: Exceptuando los tipos de anillo en0
(0,003 a 0,008)
(0,003 a 0,008)
0,08 a 0,2
0,08 a 0,2
5.10 La corredera de desgaste no podrá ser menor que el requerido según losiguiente:
DIAMETRO DE LA VALVULA, NPS CURSO MINIMO DE DESGASTE
PULGADA MM PULGADA MM 1/2 a 1–1/2 15 a 40 3/16 5
2 a 6 50 a 150 5/16 8
8 a 24 200 a 600 1/2 12
5.11 El ancho del sello deberá ser de 2,5 a 6 m (0,094 a 0,250 pulgada). El asiento totalde metal por fuera del sello no deberá ser menor del ancho del sello suave.
5.12 El sello suave deberá ser diselado para soportar un mínimo de 2000 ciclos deoperación a una presión de clasificación de válvula a 38�C sin daño o
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 268
�����
.Menú Principal Indice manual Indice volumen Indice norma
indicaciones de fluencia, según se evidencia por el esparciamiento del asiento demetal.
5.13 La válvula deberá suministrar hermeticidad del asiento, con la purga del cuerpoabierta, sin ninguna filtración y a cualquier presión dentro e igual al rango depresión de la válvula a 38�C.
5.14 Cuando sea especificado, las válvulas deberán ser suministradas con un aliviode presión para las cavidades del cuerpo si los líquidos pueden expandirse eincrementar la presión en el cuerpo, debido al incremento de temperatura en ellíquido. El líquido debe ser drenado hacía la parte aguas arriba de la válvula amenos que se especifique otra cosa. El diseño final deberá ser aprobado por laFilial.
6 INSPECCION Y PRUEBA
6.1 El término inspector, tal como se usa en este Apéndice, se refiere alRepresentante de la Filial.
6.2 Las pruebas de hermeticidad a alta presion se llevarán a cabo como sigue:
TIPO DE VALVULA NUMERO DE VALVULAS A SER INSPECCIONADAS
DE SELLADO SUAVE TODAS
ASIENTO DE METAL A METAL: TODAS
DISCO DOBLE, SOLIDO, HENDI-DO
O DISCO FLEXIBLE MINIMO DE 10% (MINIMO DE UNA) DECADA TIPO Y TAMAÑO EN LA ORDEN (1)
CUALQUIER DISEÑO DE PRO-TOTIPO
TODAS
NOTA:
1. Si la velocidad de filtración excede los limites de la Norma API 598, un mínimo de 3 válvulasadicionales, de cada tamaño y tipo en la orden, deberán ser probadas. Si la velocidad de filtraciónse excede en estas válvulas entonces se deberán probar todas las válvulas.
6.3 Se deberán conducir pruebas de asiento de baja presión con la descarga de aireun poco por debajo de la superficie del agua para facilitar la determinación develocidades de filtración.
6.4 Si se especifica una purga del cuerpo en posición G ó H (ANSI B 16.34), losprocedimientos de prueba para hermeticidad de alta presión y prueba de asiento
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 269
�����
.Menú Principal Indice manual Indice volumen Indice norma
de baja presión, deberán ser según la Norma API 598, párrafo 4.3.1.3, y lafiltración deberá ser medida a través de la purga del cuerpo abierto. Para válvulassin purga de cuerpo el procedimiento deberá ser según la Norma API 598 párrafo4.3.1.1.
6.5 Reguerimientos Adicionales para Válvulas de Sellado Suavea. Para verificar la capacidad del asiento de metal de proveer un cierre positivo,
un mínimo de 5% (mínimo de una válvula) de cada tipo y tamaño en la ordendeberán ser probadas por hermeticidad de presión alta y asiento de bajapresión, según la Norma API 598, sin el sello suave en su lugar. La válvulade prueba deberá ser abierta y cerrada una vez antes de estas pruebas.
b. La prueba de hermeticidad a presión alta deberá ser llevada a cabo con aguaa una presión no menor que la clasificación de presión de la válvula a 38�C.Con los sellos suaves en su lugar, no se permiten filtraciones en ninguna delas pruebas de hermeticidad de presión alta o de asiento de baja presión.
6.6 Torque de cierre durante las pruebas. Para válvulas operadas con rueda manualo con engranaje, el torque de cierre no deberá ser mayor que el que se obtienepor el cierre manual. Para válvulas operadas con motor, las pruebas deberán serconducidas con el torque de cierre del vastago que no exceda el torque de cierrede diseño.
6.7 Las pruebas de presión de las válvulas deberán cumplir con este Apéndice y conla Norma API 598, excepto que las presiones de prueba deberán estar basadasen la Norma ANSI B 16.34, clasificaciones de presión fría a 38�C en vez de laNorma ANSI B l6.5 (1968) los rangos referenciados en la Norma API 598.
7 REQUERIMIENTOS ADICIONALES PARA VALVULAS DEALEACION BAJA EN SERVICIO DE HIDROGENO Y VALVULADE ACERO INOXIDABLE AUSTENITICO EN SERVICIO DEALTA PRESION
VALVULAS DE BAJA ALEACION EN SERVICIO DE HIDROGENO
7.1 Cuando se especifica servicio de hidrógeno las válvulas de fundiciones de bajaaleación baja (materiales de números P. 3, 4 y 5) deberán ser examinadas porpartículas magnéticas y radiografiado.
VALVULAS DE ACERO INOXIDABLES AUSTENITICO EN SERVICIO DE ALTAPRESION
7.2 Las válvulas de fundiciones de acero inoxidable austenítico, con una clasificaciónsegún la Norma ANSI clase 1500 y 2500, deberán ser examinadas por líquidopenetrante y radiográficamente.
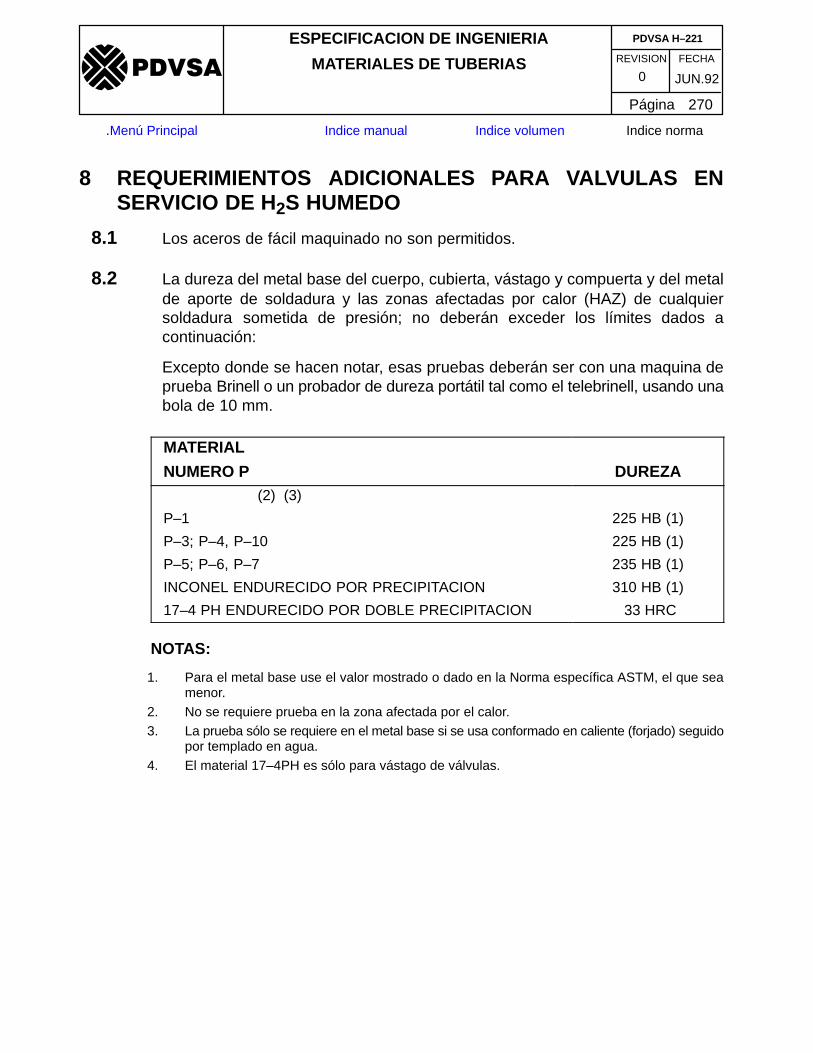
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 270
�����
.Menú Principal Indice manual Indice volumen Indice norma
8 REQUERIMIENTOS ADICIONALES PARA VALVULAS ENSERVICIO DE H2S HUMEDO
8.1 Los aceros de fácil maquinado no son permitidos.
8.2 La dureza del metal base del cuerpo, cubierta, vástago y compuerta y del metalde aporte de soldadura y las zonas afectadas por calor (HAZ) de cualquiersoldadura sometida de presión; no deberán exceder los límites dados acontinuación:
Excepto donde se hacen notar, esas pruebas deberán ser con una maquina deprueba Brinell o un probador de dureza portátil tal como el telebrinell, usando unabola de 10 mm.
MATERIAL
NUMERO P DUREZA(2) (3)
P–1 225 HB (1)
P–3; P–4, P–10 225 HB (1)
P–5; P–6, P–7 235 HB (1)
INCONEL ENDURECIDO POR PRECIPITACION 310 HB (1)
17–4 PH ENDURECIDO POR DOBLE PRECIPITACION 33 HRC
NOTAS:
1. Para el metal base use el valor mostrado o dado en la Norma específica ASTM, el que seamenor.
2. No se requiere prueba en la zona afectada por el calor.3. La prueba sólo se requiere en el metal base si se usa conformado en caliente (forjado) seguido
por templado en agua.4. El material 17–4PH es sólo para vástago de válvulas.
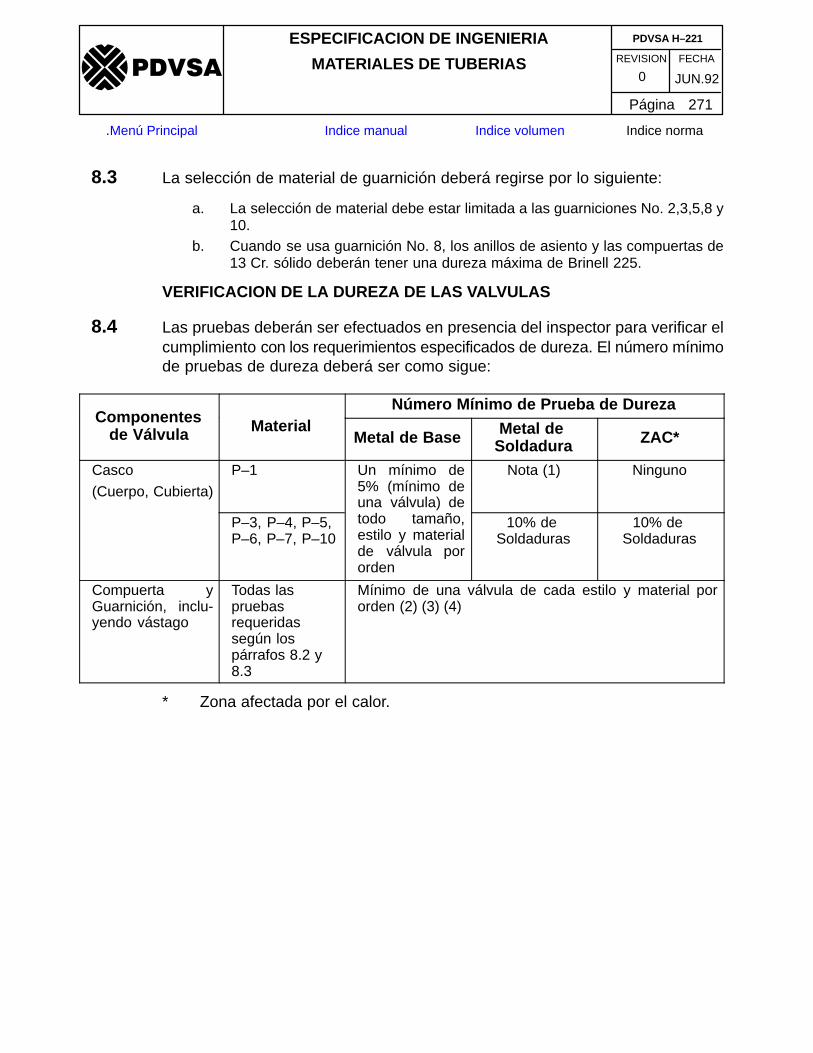
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 271
�����
.Menú Principal Indice manual Indice volumen Indice norma
8.3 La selección de material de guarnición deberá regirse por lo siguiente:
a. La selección de material debe estar limitada a las guarniciones No. 2,3,5,8 y10.
b. Cuando se usa guarnición No. 8, los anillos de asiento y las compuertas de13 Cr. sólido deberán tener una dureza máxima de Brinell 225.
VERIFICACION DE LA DUREZA DE LAS VALVULAS
8.4 Las pruebas deberán ser efectuados en presencia del inspector para verificar elcumplimiento con los requerimientos especificados de dureza. El número mínimode pruebas de dureza deberá ser como sigue:
Número Mínimo de Prueba de DurezaComponentes
de Válvula MaterialMetal de Base Metal de
Soldadura ZAC*
Casco
(Cuerpo, Cubierta)
P–1 Un mínimo de5% (mínimo deuna válvula) de
Nota (1) Ninguno
P–3, P–4, P–5,P–6, P–7, P–10
todo tamaño,estilo y materialde válvula pororden
10% de Soldaduras
10% de Soldaduras
Compuerta yGuarnición, inclu-yendo vástago
Todas laspruebasrequeridassegún lospárrafos 8.2 y8.3
Mínimo de una válvula de cada estilo y material pororden (2) (3) (4)
* Zona afectada por el calor.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 272
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTAS:
1. Examine el 10% de las soldaduras efectuadas por:a. El proceso SMAW usando metal de aporte ferrítico distinto a clase E–60–70
XX según AWS A.5.1.b. Los procesos GTAW (TIG) y GMAW (MIG o MAG) usando metal de relleno
distinto a E70S–1 hasta E70S–5 según AWS A 5.18.c. El proceso de arco sumergido y alambre de metal de aporte A1 con un flujo
activo o alambre de metal de aporte A2 con flujo neutro. Pruebe el 100% delas soldaduras por proceso de arco sumergido usando A2 y flujo activo.
2. El vendedor puede verificar la dureza inspeccionando componentes de guarnición distintos deaquellos en la orden, los cuales han sido fabricados (fabricación y tratamiento térmíco) iguales alos suministrados.
3. Se requiere la certificación de materiales por parte del vendedor.4. Las pruebas de dureza de Brinell no deberán usarse para vástagos de válvulas. El método de
medida de dureza propuesto por el vendedor deberá entregarse a la Filial para su aprobación porel Ingeniero del Diseño.
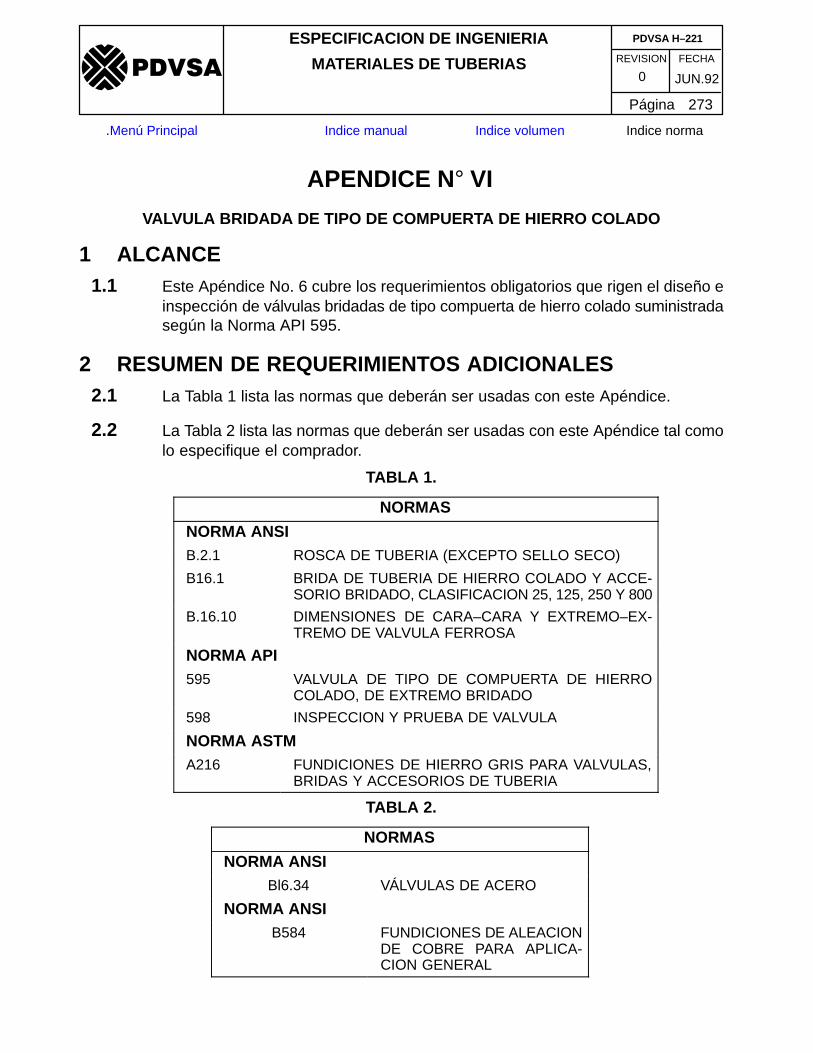
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 273
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE N° VI
VALVULA BRIDADA DE TIPO DE COMPUERTA DE HIERRO COLADO
1 ALCANCE1.1 Este Apéndice No. 6 cubre los requerimientos obligatorios que rigen el diseño e
inspección de válvulas bridadas de tipo compuerta de hierro colado suministradasegún la Norma API 595.
2 RESUMEN DE REQUERIMIENTOS ADICIONALES2.1 La Tabla 1 lista las normas que deberán ser usadas con este Apéndice.
2.2 La Tabla 2 lista las normas que deberán ser usadas con este Apéndice tal comolo especifique el comprador.
TABLA 1.
NORMAS
NORMA ANSIB.2.1 ROSCA DE TUBERIA (EXCEPTO SELLO SECO)
B16.1 BRIDA DE TUBERIA DE HIERRO COLADO Y ACCE-SORIO BRIDADO, CLASIFICACION 25, 125, 250 Y 800
B.16.10 DIMENSIONES DE CARA–CARA Y EXTREMO–EX-TREMO DE VALVULA FERROSA
NORMA API595 VALVULA DE TIPO DE COMPUERTA DE HIERRO
COLADO, DE EXTREMO BRIDADO
598 INSPECCION Y PRUEBA DE VALVULA
NORMA ASTMA216 FUNDICIONES DE HIERRO GRIS PARA VALVULAS,
BRIDAS Y ACCESORIOS DE TUBERIA
TABLA 2.
NORMAS
NORMA ANSIBl6.34 VÁLVULAS DE ACERO
NORMA ANSIB584 FUNDICIONES DE ALEACION
DE COBRE PARA APLICA-CION GENERAL
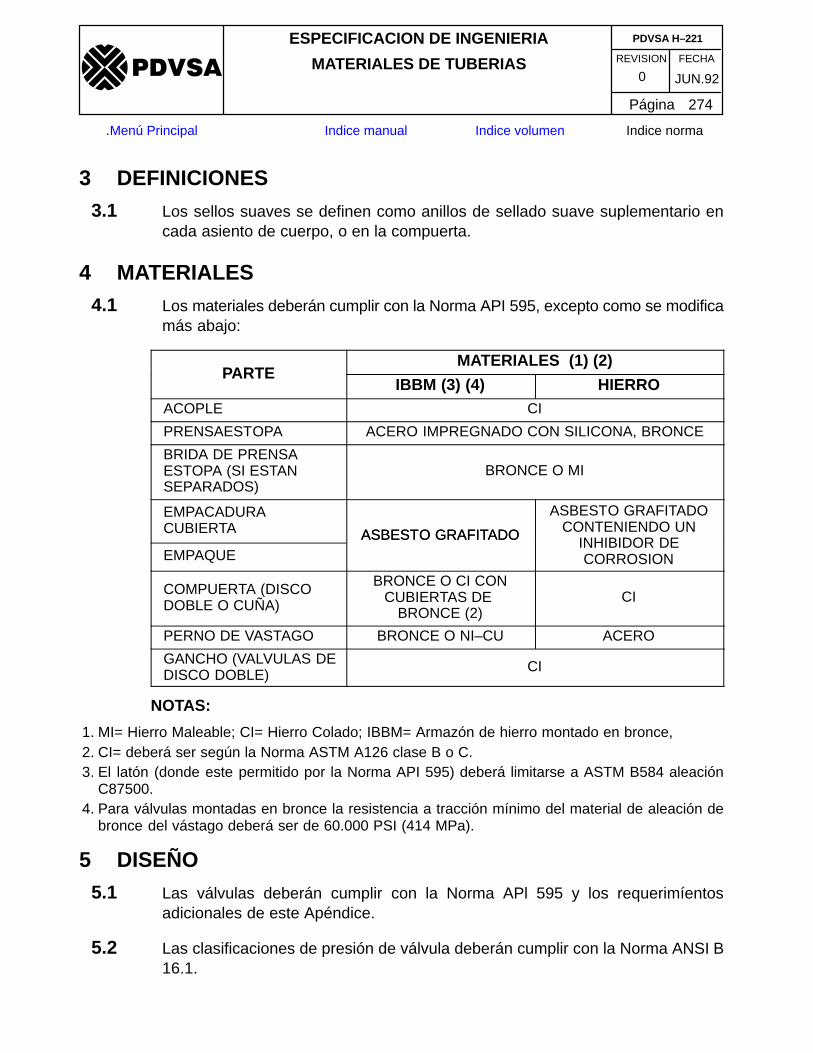
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 274
�����
.Menú Principal Indice manual Indice volumen Indice norma
3 DEFINICIONES3.1 Los sellos suaves se definen como anillos de sellado suave suplementario en
cada asiento de cuerpo, o en la compuerta.
4 MATERIALES4.1 Los materiales deberán cumplir con la Norma API 595, excepto como se modifica
más abajo:
MATERIALES (1) (2)PARTE
IBBM (3) (4) HIERROACOPLE CI
PRENSAESTOPA ACERO IMPREGNADO CON SILICONA, BRONCE
BRIDA DE PRENSAESTOPA (SI ESTANSEPARADOS)
BRONCE O MI
EMPACADURACUBIERTA ASBESTO GRAFITADO
ASBESTO GRAFITADOCONTENIENDO UN
EMPAQUEASBESTO GRAFITADO INHIBIDOR DE
CORROSION
COMPUERTA (DISCODOBLE O CUÑA)
BRONCE O CI CONCUBIERTAS DE
BRONCE (2)CI
PERNO DE VASTAGO BRONCE O NI–CU ACERO
GANCHO (VALVULAS DEDISCO DOBLE)
CI
NOTAS:
1. MI= Hierro Maleable; CI= Hierro Colado; IBBM= Armazón de hierro montado en bronce,2. CI= deberá ser según la Norma ASTM A126 clase B o C.3. El latón (donde este permitido por la Norma API 595) deberá limitarse a ASTM B584 aleación
C87500.4. Para válvulas montadas en bronce la resistencia a tracción mínimo del material de aleación de
bronce del vástago deberá ser de 60.000 PSI (414 MPa).
5 DISEÑO5.1 Las válvulas deberán cumplir con la Norma APl 595 y los requerimíentos
adicionales de este Apéndice.
5.2 Las clasificaciones de presión de válvula deberán cumplir con la Norma ANSI B16.1.
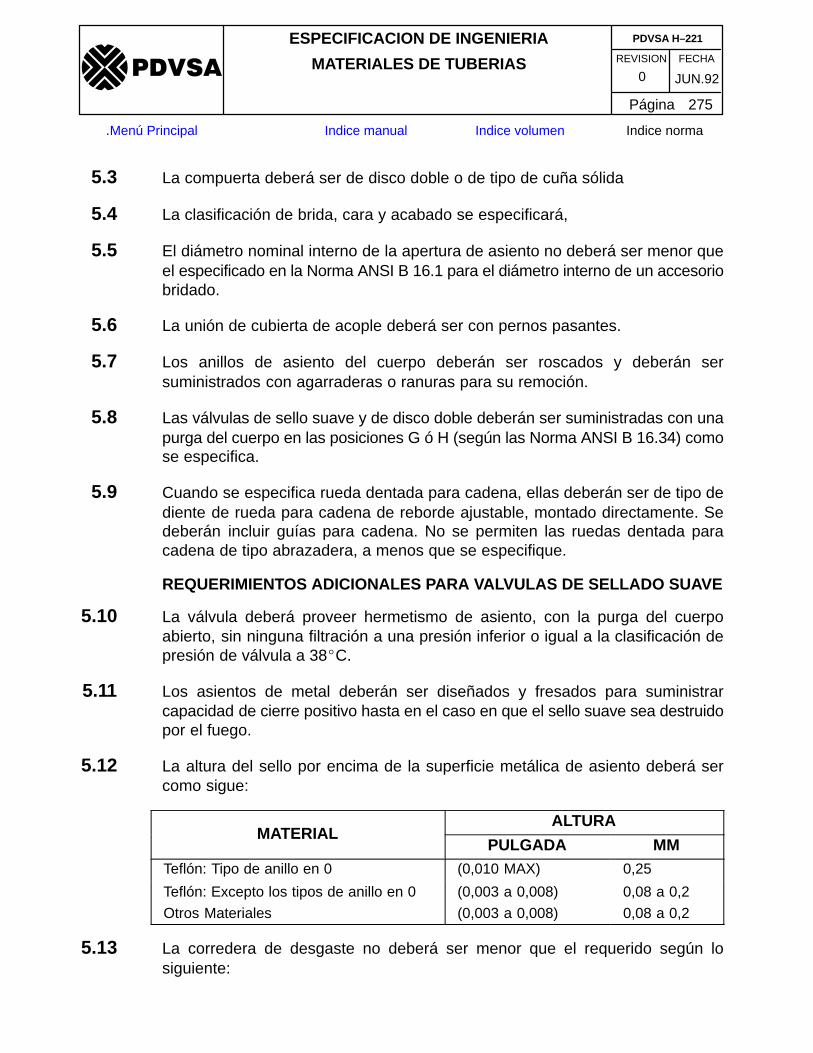
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 275
�����
.Menú Principal Indice manual Indice volumen Indice norma
5.3 La compuerta deberá ser de disco doble o de tipo de cuña sólida
5.4 La clasificación de brida, cara y acabado se especificará,
5.5 El diámetro nominal interno de la apertura de asiento no deberá ser menor queel especificado en la Norma ANSI B 16.1 para el diámetro interno de un accesoriobridado.
5.6 La unión de cubierta de acople deberá ser con pernos pasantes.
5.7 Los anillos de asiento del cuerpo deberán ser roscados y deberán sersuministrados con agarraderas o ranuras para su remoción.
5.8 Las válvulas de sello suave y de disco doble deberán ser suministradas con unapurga del cuerpo en las posiciones G ó H (según las Norma ANSI B 16.34) comose especifica.
5.9 Cuando se especifica rueda dentada para cadena, ellas deberán ser de tipo dediente de rueda para cadena de reborde ajustable, montado directamente. Sedeberán incluir guías para cadena. No se permiten las ruedas dentada paracadena de tipo abrazadera, a menos que se especifique.
REQUERIMIENTOS ADICIONALES PARA VALVULAS DE SELLADO SUAVE
5.10 La válvula deberá proveer hermetismo de asiento, con la purga del cuerpoabierto, sin ninguna filtración a una presión inferior o igual a la clasificación depresión de válvula a 38�C.
5.11 Los asientos de metal deberán ser diseñados y fresados para suministrarcapacidad de cierre positivo hasta en el caso en que el sello suave sea destruidopor el fuego.
5.12 La altura del sello por encima de la superficie metálica de asiento deberá sercomo sigue:
ALTURAMATERIAL
PULGADA MMTeflón: Tipo de anillo en 0 (0,010 MAX) 0,25
Teflón: Excepto los tipos de anillo en 0
Otros Materiales
(0,003 a 0,008)
(0,003 a 0,008)
0,08 a 0,2
0,08 a 0,2
5.13 La corredera de desgaste no deberá ser menor que el requerido según losiguiente:
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 276
�����
.Menú Principal Indice manual Indice volumen Indice norma
DIAMETRO DE LA VALVULA, NPS CURSO MINIMO DE DESGASTE
PULGADA MM PULGADA MM2 a 6 50 a 150 5/16 8
8 a 24 200 a 600 1/2 12
5.14 El ancho del sello deberá ser de 2,5 a 6 mm (0,094 a 0,250 pulgadas). Elremanente total del asiento de metal no deberá ser menor que el ancho del sellosuave.
5.15 El sello suave deberá ser diseñado para soportar un mínimo de 2000 ciclos deoperación a la presión de la clasificación de la válvula a 38�C; sin daño oindicaciones de fluencia, según se evidencia por el esparciamiento del asiento demetal.
5.16 Cuando se especifiquen, las válvulas deberán ser suministradas con un alivio depresión para las cavidades del cuerpo, si los líquidos pueden expandirse eincrementar la presión en el cuerpo, debido al incremento de temperatura en ellíquido. El líquido debe ser drenado hacia aguas arriba de la válvula a menos quese especifique otra cosa. El diseño final deberá ser aprobado por el comprador.
6 INSPECCION Y PRUEBA6.1 Las pruebas de presión del casco deberán cumplir con la Norma ANSI B 16.1.
6.2 Las pruebas de hermeticidad de alta presión deberán ser conducida como sigue:
TIPO DE VALVULA NUMERO DE VALVULAS A SER PROBADAS
DE SELLADO SUAVE TODAS
ASIENTO DE METAL A METAL: TODAS
DISCO DOBLESOLIDO
MINIMO DE 10% (MINIMO DE UNA VAL-VULA) DE CADA TIPO Y TAMAÑO EN LAORDEN (1)
CUALQUIER DISEÑO DE PRO-TOTIPO
TODAS
NOTA:
1. Si la velocidad de filtración excede los límites de la Norma API 598, un mínimo de 3 válvulasadicionales de cada tamaño y tipo en la orden deberán ser probadas. Si la velocidad de filtraciónes excedida en estas válvulas, entonces, deberán probarse todas las válvulas.
6.3 Las pruebas de asiento de baja presión deberán llevarse a cabo con el desaguede aire un poco por debajo de la superficie del agua para facilitar la determinaciónde las velocidades de filtracíón.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 277
�����
.Menú Principal Indice manual Indice volumen Indice norma
6.4 Si se especifica purga del cuerpo en la posicion G ó H (ANSI B 16.34) elprocedimiento de prueba para hermeticidad de alta presión y prueba de asientode baja presión deberán cumplir con la Norma API 598, párrafo 4.3.1.3, y lafiltración deberá medirse a través del drenaje del cuerpo abierto.
Para válvula sin purga de cuerpo, los procedimientos de prueba deberán cumplircon la Norma API 598 parráfo 4.3.1.1.
6.5 Requerimientos Adicionales para Válvulas de Sello Suavea. Para verificar la capacidad, del asiento de metal, de suministrar cierre
positivo, un mínimo de 5% (mínimo de una válvula) de cada tipo y tamaño enla orden deberá ser probado por hermeticidad de alta presión y asiento debaja presión, según la Norma API 598, sin el sello suave en su sitio. La válvulade prueba deberá ser abierta y cerrada por lo menos una vez antes de estaspruebas.
b. Las pruebas de hermeticidad de alta presión deberán llevarse acabo conagua a una presión no menor que la presión de la clasificación de la válvulaa 38�C. Con los sellos suaves en su lugar, no se permite filtración ni en laprueba de hermeticidad de alta presión ni en la prueba de asiento de bajapresión,
6.6 Torque de cierre durante las pruebas. Para válvulas operadas con volante manualo con engranaje el torque de cierre no deberá ser mayor que el que se obtienepor el cierre manual. Para válvula operada con motor, las pruebas deberán serconducidas con el torque de cierre del vástago que no exceda el torque de cierrede diseño.
6.7 Las pruebas de presión de válvula deberán cumplir con este Apéndice y con laNorma API 598, excepto que las presiones de prueba deberán estar basadas enla Norma ANSI B 16.34 clasificaciones de presión fría a 38�C en vez de la NormaANSI B 16.5 (1968) los rangos referenciales en la Norma API 598.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 278
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE N° VII
VALVULA DE HIERRO DUCTIL BRIDADA DE TIPO COMPUERTA
1 ALCANCE
1.1 Este Apéndice No. 7 cubre los requerimientos obligatorios que rige el diseño einspección de válvulas de hierro dúctil, bridadas, de tipo de compuertasuministradas según la Norma API 604.
2 RESUMEN DE REQUERIMIENTOS ADICIONALES
2.1 La Tabla 1 lista las normas que deberán ser usada con este Apéndice.
2.2 La Tabla 2 lista las normas que deberán ser usadas con este Apéndice tal comolo especifique el comprador.
TABLA 1.
NORMAS
NORMAS API598 INSPECCION Y PRUEBA DE VALVULA
604 VALVULA DE HIERRO DUCTIL, DE TIPO DE COM-PUERTA, EXTREMOS BRIDADOS
TABLA 2.
NORMAS
NORMA ANSIB16.34 VÁLVULA DE ACERO
3 DEFINICIONES
3.1 Sellos suaves se definen como anillos suplementarios de sellado suave en cadaasiento del cuerpo o compuerta.
3.2 Los aceros de fácil maquinado son aquellos que contiene cualquiera de lossiguientes elementos en las cantidades mostradas:
a. 0,06% fósforob. 0,06% azufrec. Adiciones de plomo por encima de 0,05%
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 279
�����
.Menú Principal Indice manual Indice volumen Indice norma
d. Adiciones de selenio por encima de 0,05%
4 MATERIALES4.1 Válvulas montadas en bronce. La resistencia mínima a tracción del material del
vástago de aleación de bronce deberá ser de 414 MPa (60.000 psi).
4.2 El acero inoxidable 17–4PH se acepta para vástago de válvula, cuando estátratado térmicamente según el siguiente procedimiento:
NOTAS: 17–4PH es una marca registrada de ARMCO STEEL CORP.
a. Tratado de solución a 1040�C y templado en aceite. El horno deberá estara 1040�C antes de cargar las partes. El acero debe ser calentadorápidamente a través del rango de 840 a 950�C.
b. Enfríe el material por debajo de 32�C, antes del endurecimiento porprecipitación.
c. Alternativa 1: endurezca a 620�C por 4 horas y enfríe al aire.Alternativa 2: endurezca a 760�C por 2 horas y enfríe al aire.
d. Enfríe el material por debajo de 32�C antes del 2do. ciclo de endurecimiento.e. Endurezca a 620�C por 4 horas y enfríe al aire.
5 DISEÑO5.1 Las válvulas deberán cumplir con la Norma API 604 y los requerimientos
adicionales de este Apéndice.
5.2 La compuerta deberá ser de cuña sólida o de tipo de disco doble.
5.3 Las válvulas de sello suave y de disco doble deberán ser suministradas con purgade cuerpo en las posiciones G o H (ANSI B 16.34), según se especifique.
5.4 La clasificación de brida, cara y acabado se especificará.
5.5 Cuando se especifican ruedas dentadas para cadena, ellas deberán ser de tipode rueda dentada para cadena, de reborde ajustable, montado directamente. Sedeberán incluir guías para cadena. Las ruedas dentadas de tipo de abrazaderano se permiten a menos que se especifiquen.
5.6 La válvula deberá suministrar hermetismo de asiento con el drenaje del cuerpoabierto, sin ninguna filtración, a cualquier presión dentro e igual a la presión declasificación de válvula a 38�C.
5.7 Los asientos de metal deberán ser diseñados y maquinados para suministrarcapacidad positiva de cierre aún en el caso de que los sellos suaves seandestruidos por fuego.
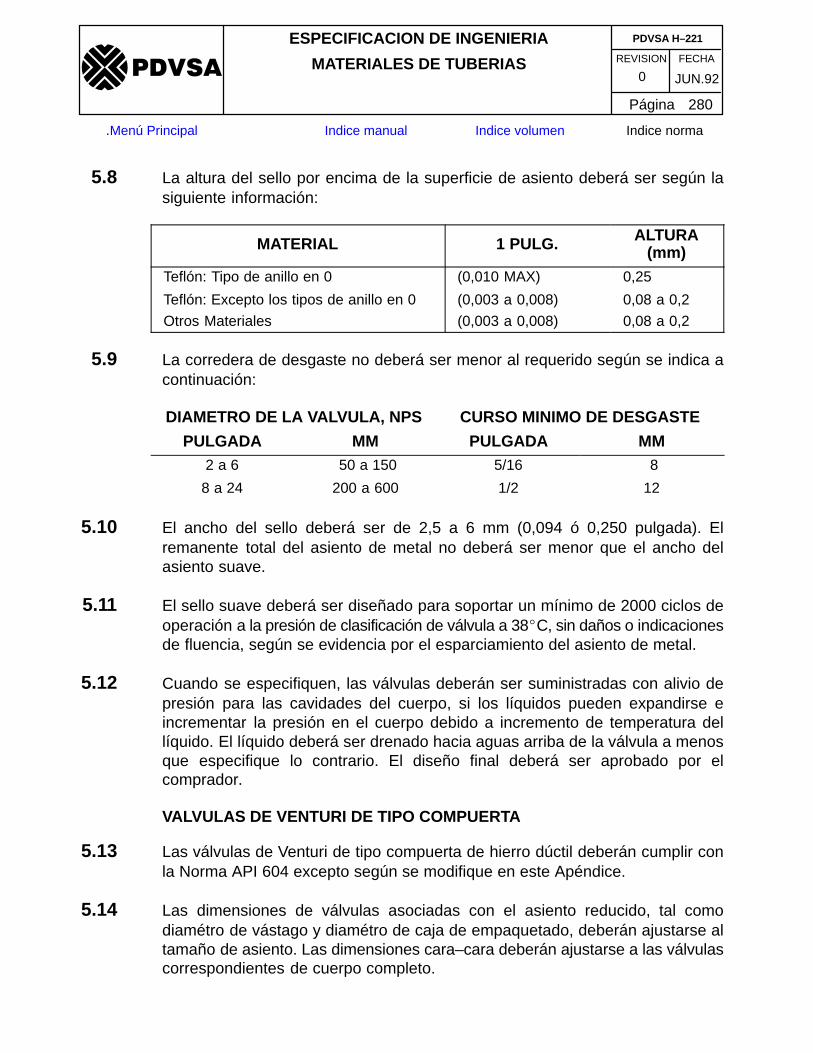
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 280
�����
.Menú Principal Indice manual Indice volumen Indice norma
5.8 La altura del sello por encima de la superficie de asiento deberá ser según lasiguiente información:
MATERIAL 1 PULG. ALTURA(mm)
Teflón: Tipo de anillo en 0 (0,010 MAX) 0,25
Teflón: Excepto los tipos de anillo en 0
Otros Materiales
(0,003 a 0,008)
(0,003 a 0,008)
0,08 a 0,2
0,08 a 0,2
5.9 La corredera de desgaste no deberá ser menor al requerido según se indica acontinuación:
DIAMETRO DE LA VALVULA, NPS CURSO MINIMO DE DESGASTE
PULGADA MM PULGADA MM2 a 6 50 a 150 5/16 8
8 a 24 200 a 600 1/2 12
5.10 El ancho del sello deberá ser de 2,5 a 6 mm (0,094 ó 0,250 pulgada). Elremanente total del asiento de metal no deberá ser menor que el ancho delasiento suave.
5.11 El sello suave deberá ser diseñado para soportar un mínimo de 2000 ciclos deoperación a la presión de clasificación de válvula a 38�C, sin daños o indicacionesde fluencia, según se evidencia por el esparciamiento del asiento de metal.
5.12 Cuando se especifiquen, las válvulas deberán ser suministradas con alivio depresión para las cavidades del cuerpo, si los líquidos pueden expandirse eincrementar la presión en el cuerpo debido a incremento de temperatura dellíquido. El líquido deberá ser drenado hacia aguas arriba de la válvula a menosque especifique lo contrario. El diseño final deberá ser aprobado por elcomprador.
VALVULAS DE VENTURI DE TIPO COMPUERTA
5.13 Las válvulas de Venturi de tipo compuerta de hierro dúctil deberán cumplir conla Norma API 604 excepto según se modifique en este Apéndice.
5.14 Las dimensiones de válvulas asociadas con el asiento reducido, tal comodiamétro de vástago y diamétro de caja de empaquetado, deberán ajustarse altamaño de asiento. Las dimensiones cara–cara deberán ajustarse a las válvulascorrespondientes de cuerpo completo.
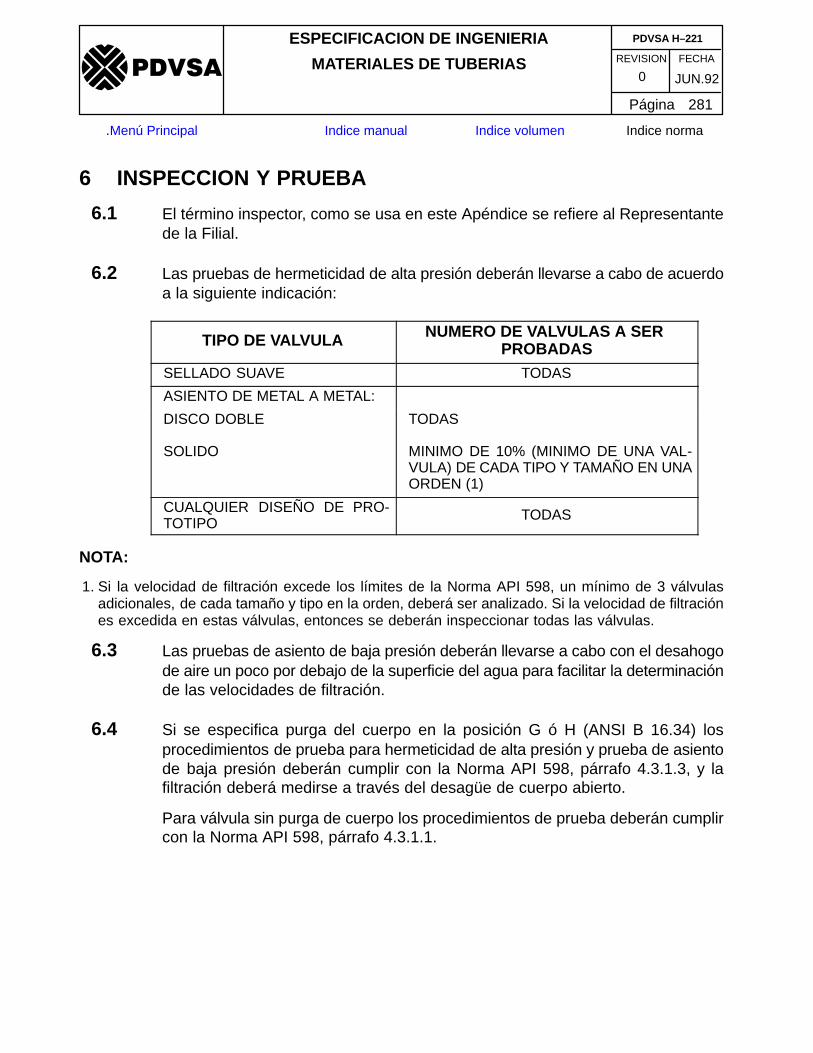
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 281
�����
.Menú Principal Indice manual Indice volumen Indice norma
6 INSPECCION Y PRUEBA
6.1 El término inspector, como se usa en este Apéndice se refiere al Representantede la Filial.
6.2 Las pruebas de hermeticidad de alta presión deberán llevarse a cabo de acuerdoa la siguiente indicación:
TIPO DE VALVULA NUMERO DE VALVULAS A SER PROBADAS
SELLADO SUAVE TODAS
ASIENTO DE METAL A METAL:
DISCO DOBLE
SOLIDO
TODAS
MINIMO DE 10% (MINIMO DE UNA VAL-VULA) DE CADA TIPO Y TAMAÑO EN UNAORDEN (1)
CUALQUIER DISEÑO DE PRO-TOTIPO
TODAS
NOTA:
1. Si la velocidad de filtración excede los límites de la Norma API 598, un mínimo de 3 válvulasadicionales, de cada tamaño y tipo en la orden, deberá ser analizado. Si la velocidad de filtraciónes excedida en estas válvulas, entonces se deberán inspeccionar todas las válvulas.
6.3 Las pruebas de asiento de baja presión deberán llevarse a cabo con el desahogode aire un poco por debajo de la superficie del agua para facilitar la determinaciónde las velocidades de filtración.
6.4 Si se especifica purga del cuerpo en la posición G ó H (ANSI B 16.34) losprocedimientos de prueba para hermeticidad de alta presión y prueba de asientode baja presión deberán cumplir con la Norma API 598, párrafo 4.3.1.3, y lafiltración deberá medirse a través del desagüe de cuerpo abierto.
Para válvula sin purga de cuerpo los procedimientos de prueba deberán cumplircon la Norma API 598, párrafo 4.3.1.1.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 282
�����
.Menú Principal Indice manual Indice volumen Indice norma
6.5 Requerimientos Adicionales para Válvula de Sello Suave
a. Para verificar la capacidad, del asiento de metal, de suministrar cierrepositivo, un mínimo de 5% (mínimo de una válvula) de cada tipo y tamaño enla orden, deberá ser probado por hermeticidad de alta presión y asiento debaja presión, según la Norma API 598, sin el sello suave en su sitio. La válvulade prueba deberá ser abierta y cerrada por lo menos una vez antes de estaspruebas.
b. Las pruebas de hermeticidad de alta presión deberán llevarse a cabo conagua a una presión no menor que la presión de la clasificación de válvula a38�C. Con los sellos suaves en su lugar, no se permiten filtraciones ni en laprueba de hermeticidad de alta presión ni en la prueba de asiento de bajapresión.
6.6 Torque de cierre durante las pruebas. Para válvulas operadas con volante manualo con engranaje, el torque de cierre no deberá ser mayor que el que se obtienepor el cierre manual del vástago. Para válvulas operadas con motor, las pruebasdeben realizarse con un torque de cierre del vástago que no exceda el torque decierre de diseño.
6.7 La prueba mecánica en hierro dúctil elaborada en especímenes de bloque dequilla serán considerados representantes de la fundición sólo si la dureza de labarra de prueba está dentro de 15 HB de la fundición representada. Para estepropósito las dimensiones de la barrade prueba deberán aproximarse a lasección más pesada de la fundición. La falla de una segunda barra de prueba,de satisfacer este requerimiento, constituirá causa de rechazo de las fundiciones.
6.8 Las pruebas de presión de válvula deberán cumplir con este Apéndice y con laNorma API 598 excepto en ANSI B 16.34 clasificaciones de presión fría a 38�C,en vez de la Norma ANSI B 16.5 (1968) los rangos referenciados en la NormaANSI 598.
7 REQUERIMIENTOS ADICIONALES PARA VALVULAS ENSERVICIO DE H2S HUMEDO
7.1 No se permiten aceros de fácil maquinado.
7.2 El acero al carbono, o el 13 Cr. sólido, usado para compuerta o guarnición,incluyendo el vástago, deberán tener una dureza máxima Brinell de 225. El acero17–4PH (usado para vástago de válvula) deberá tener una dureza máximaRockwell C 33.
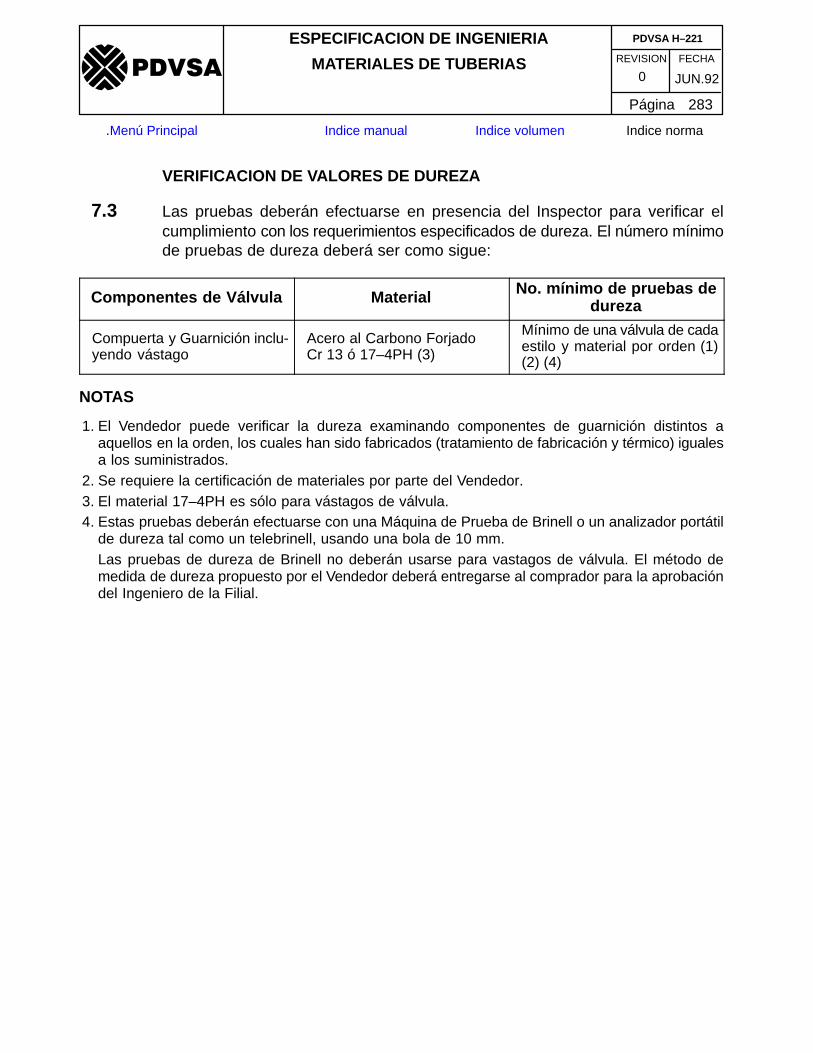
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 283
�����
.Menú Principal Indice manual Indice volumen Indice norma
VERIFICACION DE VALORES DE DUREZA
7.3 Las pruebas deberán efectuarse en presencia del Inspector para verificar elcumplimiento con los requerimientos especificados de dureza. El número mínimode pruebas de dureza deberá ser como sigue:
Componentes de Válvula Material No. mínimo de pruebas dedureza
Compuerta y Guarnición inclu-yendo vástago
Acero al Carbono Forjado Cr 13 ó 17–4PH (3)
Mínimo de una válvula de cadaestilo y material por orden (1)(2) (4)
NOTAS
1. El Vendedor puede verificar la dureza examinando componentes de guarnición distintos aaquellos en la orden, los cuales han sido fabricados (tratamiento de fabricación y térmico) igualesa los suministrados.
2. Se requiere la certificación de materiales por parte del Vendedor.3. El material 17–4PH es sólo para vástagos de válvula.4. Estas pruebas deberán efectuarse con una Máquina de Prueba de Brinell o un analizador portátil
de dureza tal como un telebrinell, usando una bola de 10 mm.Las pruebas de dureza de Brinell no deberán usarse para vastagos de válvula. El método demedida de dureza propuesto por el Vendedor deberá entregarse al comprador para la aprobacióndel Ingeniero de la Filial.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 284
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE N° VIII
VALVULAS DE TIPO COMPUERTA ROSCADAS Y DE SOLDADURA DE ENCHUFE
1 ALCANCE
1.1 Este Apéndice No. VIll cubre los requerimientos obligatorios que rigen el diseñoe inspección de válvulas de acero de tipo compuerta roscada y de soldadura deenchufe de 1/2 pulgada hasta 2 pulgadas NPS (15 mm hasta 50 mm).
2 RESUMEN DE REQUERIMIENTOS ADICIONALES
2.1 La Tabla 1 lista las especificaciones o normas que deberán usarse con esteApéndice.
2.2 La Tabla 2 lista las normas que deberán usarse con este Apéndice tal como loespecifique el comprador
TABLA 1.
ESPECIFICACIONES Y NORMAS
NORMA ANSIB.1.1 Rosca de Tornillo de Pulgada Unificada
B.2.1 Rosca de Tubería (Excepto Sello Seco)
B16.11 Accesorios de Acero Forjado de Soldadura de EnchufeY Roscados
B.16.34 Válvula de Acero
NORMA API598 Inspección y Prueba de Válvula
602 Válvula de Acero al Carbono Compacto de Tipo Com-puerta
NORMA ASTMA193 Materiales de Pernado de Acero y Aleado y Acero Inoxi-
dable para Servicio de Alta Temperatura
A194 Tuercas de Acero al Carbono y Aleados para Pernospara Servicios de Alta Presión y Alta Temperatura
ESPECIFICACIONES MSSSP 25 Norma de Marcaje para Válvulas, Accesorios, Bridas y
Uniones
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 285
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 2.
NORMAS
NORMA API606 Válvulas de Acero al Carnono Compacto de Tipo Com-
puerta – Cuerpo Extendido
NORMA ASTMA 182 Bridas de Tubería, Accesorios Forjados, Válvulas y Par-
tes de Aceros Forjado y de Aleación Laminado para Ser-vicios de Alta Temperatura
A 217 Fundiciones de Aceros Inoxidables Martensíticos y deAleación apropiadas para Partes Sujetas a Presión paraServicios de Alta Temperatura
A 320 Materiales de Pernado de Acero Aleado para Serviciosde Baja Temperatura
A 351 Fundiciones de Acero Austenítico para Servicio de AltaTemperatura
3 DEFINICION3.1 Los aceros de fácil maquinado son aquéllos que continen cualquiera de los
siguientes elementos en las cantidades mostradas:
a. 0,06% fósforob. 0,06% azufrec. Adiciones de plomo por encima de 0.05%d. Adiciones de selenio por encima de 0,05%.
4 MATERIALES4.1 Los materiales para válvulas de acero al carbono y aleación ferrítica, excepto
para materiales de guarnición, deberán ser como sigue:
COMPONENTE TIPO DE MATERIALCuerpo y Cubierta Normas ASTM según ANSI B 16.34
Vástago Acero forjado Cr 13
Empaque del Vástago Asbesto lubricado apropiado para servicio de vapor opetróleo a 400�C de temperatura del empaque
Pernos de Cubierta ASTM a 193 Grado B 7
Tuercas de Cubierta ASTM a 194 Grado 2 ó 2H
Pernos del Prensaes-topa
Acero inoxidable
Volante Manual Acero, Hierro maleable o dúctil
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 286
�����
.Menú Principal Indice manual Indice volumen Indice norma
4.2 Para vástagos de válvulas se acepta el acero inoxidable 17–4PH, cuando estátratado térmicamente según el siguiente procedimiento:
NOTA: El 17–4PH es una marca registrada de ARMCO IRON CORP.
a. Tratamiento de solución a 1040�C y templado en aceite. El horno debe estaren 1040�C antes de cargar las partes. El acero debe ser calentadorápidamente a través del rango de 840 a 950�C.
b. Enfríe el material por debajo de 32�C antes del endurecimiento porprecipitación.
c. Alternativa 1: Endurezca a 620�C por 4 horas y enfríe al aire2: Endurezca a 760�C por 2 horas y enfríe al aire.
d. Enfríe el material por debajo de 32�C antes del segundo ciclo deendurecimiento.
e. Endurezca a 620�C por 4 horas y enfríe al agua.
4.3 Los materiales de guarnición, excepto el vástago, deberán cumplir con losiguiente para el No. DE GUARNICION especificado:
No. de Guarnición Dureza deAsiento Tipo de
Especificación ASTM Típica(Grado)
Guarnición Nominal Brinell, Min Material Fundida Forjada1 F6 (1) 13 Cr A 217 (CA 15) A 182 (F6)2 304 (4) 18 Cr 8 Ni A 351 (CF8) A 182 (F304)3 F310 (4) 25 Cr 20 Ni – A 182 (F310)4 F6 duro 750 (6) 13 Cr duro NOTA (2)
5 Cubiertadura
350 (6) Igual a Estelita 6
250 (5) 13 Cr A 217 (CA 15) A 182 (F6)6 F6 y Cu – Ni 175 (5) Cu – Ni NOTA (3)
350 (5) 13 Cr duro A 217 (CA 15) A 182 (F6)7 F6 y F6 duro 750 (5) 13 Cr NOTA (2)
F6 y 300 (5) 13 Cr A 217 (CA 15) A 182 (F6)8
F6 yCubierta
dura 350 (5) Igual a Estelita 6
9 Monel (4) Aleación deCu – Ni
NOTA (7)
10 316 (4) 18 Cr 8 Ni A 351 (CF8M) A 182 (F316)
NOTAS:
1. Asientos de cuerpo y compuerta de 250 HB, mínimo, con un diferencialmínimo de 50 HB entre losasientos de cuerpo y compuerta.
2. Cubierta endurecida por nitruración a un espesor de 127 �m (0,005 pulgada mínima).3. La Norma del Fabricante con un mínimo de 30% Ni.4. Dureza de acuerdo a la normal del Fabricante.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 287
�����
.Menú Principal Indice manual Indice volumen Indice norma
5. El diferencial de dureza entre los asientos de cuerpo y compuerta deberán ser de acuerdo a lanorma del Fabricante.
6. No se requiere diferencial de dureza entre las superficies de asiento de cuerpo y compuerta.7. Norma del Fabricante
4.4 Válvulas de acero inoxidable austenítico (cuerpo y cubierta)
a. Las guarniciones, prensaestopas, bridas de prensaestopas y pernados deprensaestopas deberán ser de la misma química nominal del cuerpo, exceptoque se deberá suministrar Estelita 6 (Guarnición No. 5), cuando asi seespecifique, para las superficies de asiento, y es siempre una alternativaaceptable para superficie de asiento,
b. El material de pernado de la cubierta deberá ser endurecido por deformacióny ser de la misma química nominal que el cuerpo, a menos que se especifiquelo contrario para bridas de cubierta con pernos pasantes.
5 DISEÑO
5.1 El diseño de valvula deberá cumplir con los siguientes requerimientos para lacategoría especificada:
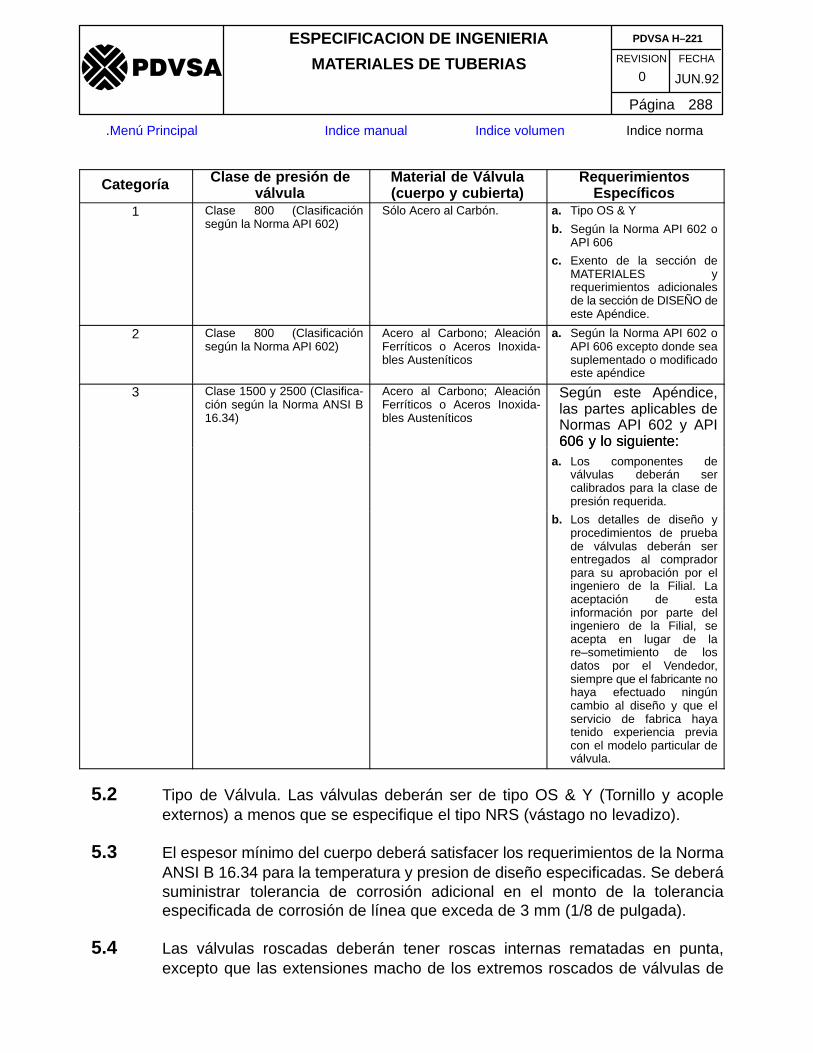
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 288
�����
.Menú Principal Indice manual Indice volumen Indice norma
Categoría Clase de presión deválvula
Material de Válvula(cuerpo y cubierta)
RequerimientosEspecíficos
1 Clase 800 (Clasificaciónsegún la Norma API 602)
Sólo Acero al Carbón. a. Tipo OS & Y
b. Según la Norma API 602 oAPI 606
c. Exento de la sección deMATERIALES yrequerimientos adicionalesde la sección de DISEÑO deeste Apéndice.
2 Clase 800 (Clasificaciónsegún la Norma API 602)
Acero al Carbono; AleaciónFerríticos o Aceros Inoxida-bles Austeníticos
a. Según la Norma API 602 oAPI 606 excepto donde seasuplementado o modificadoeste apéndice
3 Clase 1500 y 2500 (Clasifica-ción según la Norma ANSI B16.34)
Acero al Carbono; AleaciónFerríticos o Aceros Inoxida-bles Austeníticos
Según este Apéndice,las partes aplicables deNormas API 602 y API606 y lo siguiente:606 y lo siguiente:
a. Los componentes deválvulas deberán sercalibrados para la clase depresión requerida.
b. Los detalles de diseño yprocedimientos de pruebade válvulas deberán serentregados al compradorpara su aprobación por elingeniero de la Filial. Laaceptación de estainformación por parte delingeniero de la Filial, seacepta en lugar de lare–sometimiento de losdatos por el Vendedor,siempre que el fabricante nohaya efectuado ningúncambio al diseño y que elservicio de fabrica hayatenido experiencia previacon el modelo particular deválvula.
5.2 Tipo de Válvula. Las válvulas deberán ser de tipo OS & Y (Tornillo y acopleexternos) a menos que se especifique el tipo NRS (vástago no levadizo).
5.3 El espesor mínimo del cuerpo deberá satisfacer los requerimientos de la NormaANSI B 16.34 para la temperatura y presion de diseño especificadas. Se deberásuministrar tolerancia de corrosión adicional en el monto de la toleranciaespecificada de corrosión de línea que exceda de 3 mm (1/8 de pulgada).
5.4 Las válvulas roscadas deberán tener roscas internas rematadas en punta,excepto que las extensiones macho de los extremos roscados de válvulas de
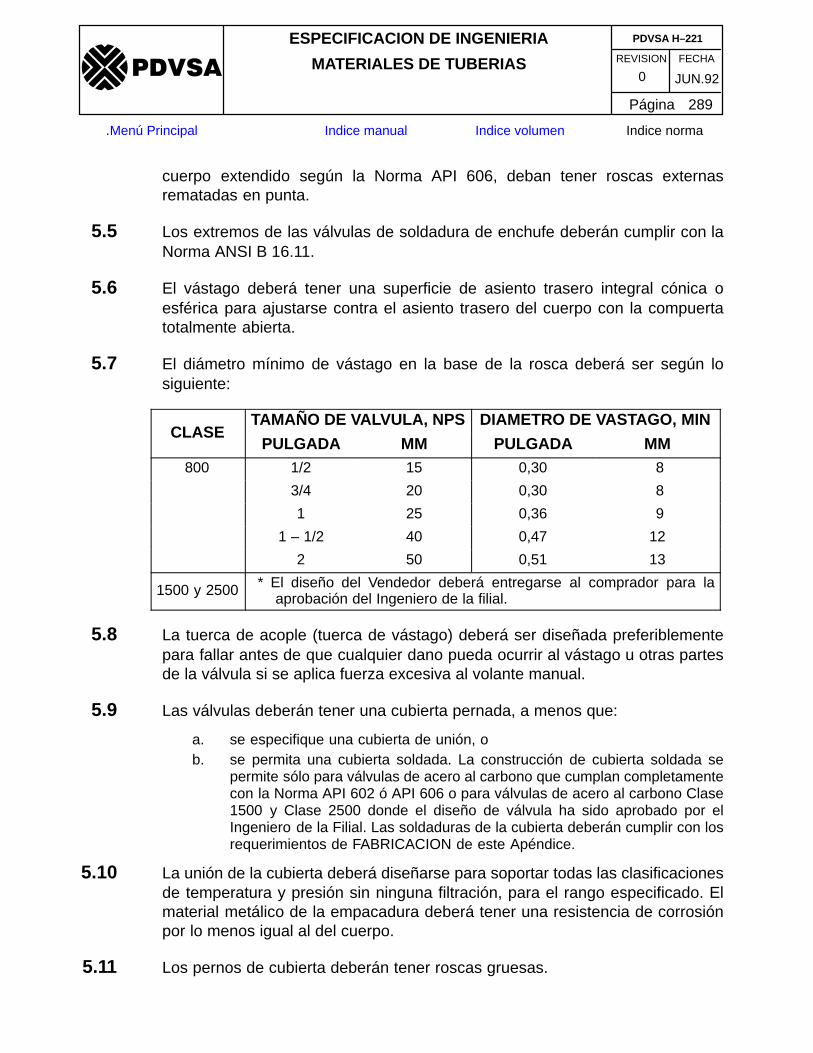
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 289
�����
.Menú Principal Indice manual Indice volumen Indice norma
cuerpo extendido según la Norma API 606, deban tener roscas externasrematadas en punta.
5.5 Los extremos de las válvulas de soldadura de enchufe deberán cumplir con laNorma ANSI B 16.11.
5.6 El vástago deberá tener una superficie de asiento trasero integral cónica oesférica para ajustarse contra el asiento trasero del cuerpo con la compuertatotalmente abierta.
5.7 El diámetro mínimo de vástago en la base de la rosca deberá ser según losiguiente:
TAMAÑO DE VALVULA, NPS DIAMETRO DE VASTAGO, MINCLASE
PULGADA MM PULGADA MM800 1/2 15 0,30 8
3/4 20 0,30 8
1 25 0,36 9
1 – 1/2 40 0,47 12
2 50 0,51 13
1500 y 2500 * El diseño del Vendedor deberá entregarse al comprador para la aprobación del Ingeniero de la filial.
5.8 La tuerca de acople (tuerca de vástago) deberá ser diseñada preferiblementepara fallar antes de que cualquier dano pueda ocurrir al vástago u otras partesde la válvula si se aplica fuerza excesiva al volante manual.
5.9 Las válvulas deberán tener una cubierta pernada, a menos que:
a. se especifique una cubierta de unión, ob. se permita una cubierta soldada. La construcción de cubierta soldada se
permite sólo para válvulas de acero al carbono que cumplan completamentecon la Norma API 602 ó API 606 o para válvulas de acero al carbono Clase1500 y Clase 2500 donde el diseño de válvula ha sido aprobado por elIngeniero de la Filial. Las soldaduras de la cubierta deberán cumplir con losrequerimientos de FABRICACION de este Apéndice.
5.10 La unión de la cubierta deberá diseñarse para soportar todas las clasificacionesde temperatura y presión sin ninguna filtración, para el rango especificado. Elmaterial metálico de la empacadura deberá tener una resistencia de corrosiónpor lo menos igual al del cuerpo.
5.11 Los pernos de cubierta deberán tener roscas gruesas.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 290
�����
.Menú Principal Indice manual Indice volumen Indice norma
5.12 Las ruedas dentadas para cadena deberán ser de tipo de diente de rueda paracadena de reborde ajustable. Se deberán incluir guías para cadena.
6 FABRICACION
6.1 Sí se especifican válvulas de soldadura de enchufe con extensiones soldadasque requieran tratamiento térmico después de soldados (PWHT):
a. Los extremos soldados deberán ser de 150 mm (6 pulgadas) de largo.b. El montaje de cuerpo y extremo soldado tocón de válvula deberá ser tratado
térmicamente antes de terminar el maquinado de las válvulas.
6.2 Cubiertas Soldadas:
a. No se permite la soldadura de cubierta por rayo de electrones.b. Las soldaduras de cubierta deberán tener una dureza máxima de Brinell de
225.c. El fabricante de válvulas deberá demostrar, a satisfacción del Ingeniero de la
Filial, que puede obtener penetración adecuada de soldadura con elprocedimiento seleccionado para la soldadura de cubierta.
7 REQUERIMIENTOS ADICIONALES PARA VALVULAS ENSERVICIO DE H2S HUMEDO
7.1 No se permiten aceros de fácil maquinado.
7.2 La dureza del material base del cuerpo, cubierta, vástago y compuerta; y delmetal de soldadura y de la zona afectada por calor (HAZ) de cualquier soldadurasujeta a presión; no deberá exceder los límites que se dan abajo.
Excepto donde se haga notar, estas pruebas se efectuarán con una Máquina deAnálisis Brinell o un analizador portátil de dureza tal como un Telebrineller,usando una bola de 10 mm. Las pruebas en el vástago de válvula se deberánefectuar con una Máquina de Análisis Rockwell usando una escala “C” de dureza.
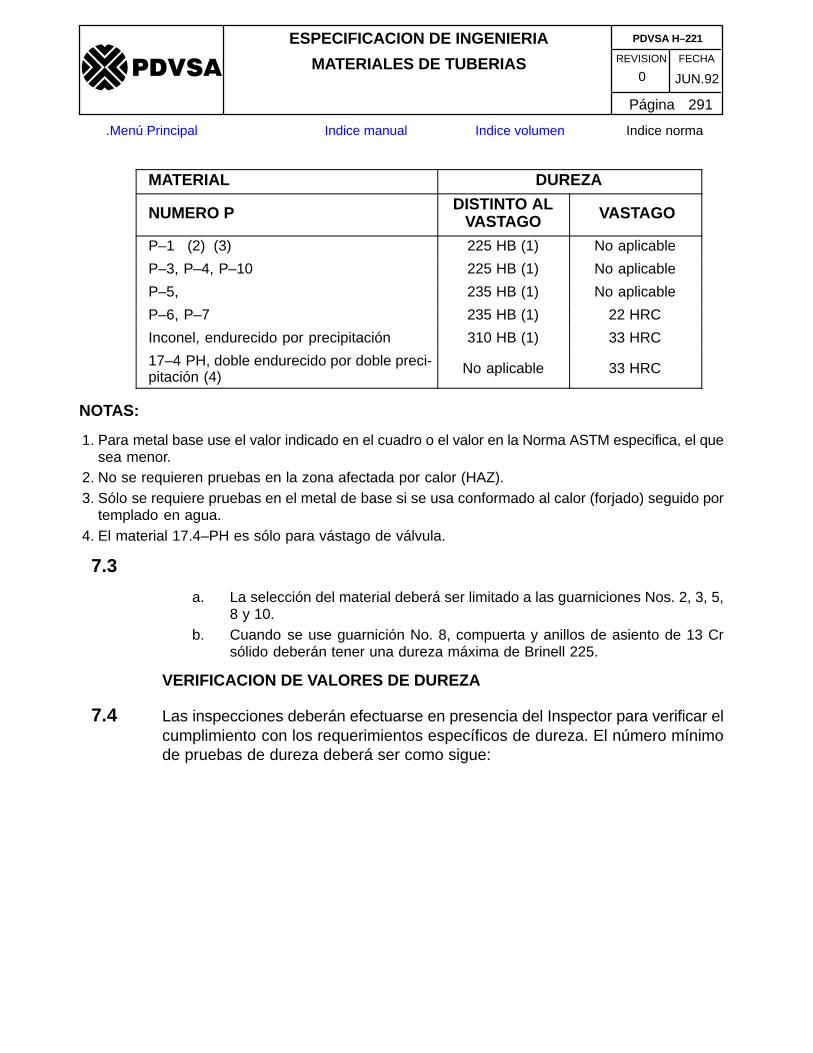
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 291
�����
.Menú Principal Indice manual Indice volumen Indice norma
MATERIAL DUREZA
NUMERO P DISTINTO ALVASTAGO VASTAGO
P–1 (2) (3) 225 HB (1) No aplicable
P–3, P–4, P–10 225 HB (1) No aplicable
P–5, 235 HB (1) No aplicable
P–6, P–7 235 HB (1) 22 HRC
Inconel, endurecido por precipitación 310 HB (1) 33 HRC
17–4 PH, doble endurecido por doble preci-pitación (4)
No aplicable 33 HRC
NOTAS:
1. Para metal base use el valor indicado en el cuadro o el valor en la Norma ASTM especifica, el quesea menor.
2. No se requieren pruebas en la zona afectada por calor (HAZ).3. Sólo se requiere pruebas en el metal de base si se usa conformado al calor (forjado) seguido por
templado en agua.4. El material 17.4–PH es sólo para vástago de válvula.
7.3
a. La selección del material deberá ser limitado a las guarniciones Nos. 2, 3, 5,8 y 10.
b. Cuando se use guarnición No. 8, compuerta y anillos de asiento de 13 Crsólido deberán tener una dureza máxima de Brinell 225.
VERIFICACION DE VALORES DE DUREZA
7.4 Las inspecciones deberán efectuarse en presencia del Inspector para verificar elcumplimiento con los requerimientos específicos de dureza. El número mínimode pruebas de dureza deberá ser como sigue:
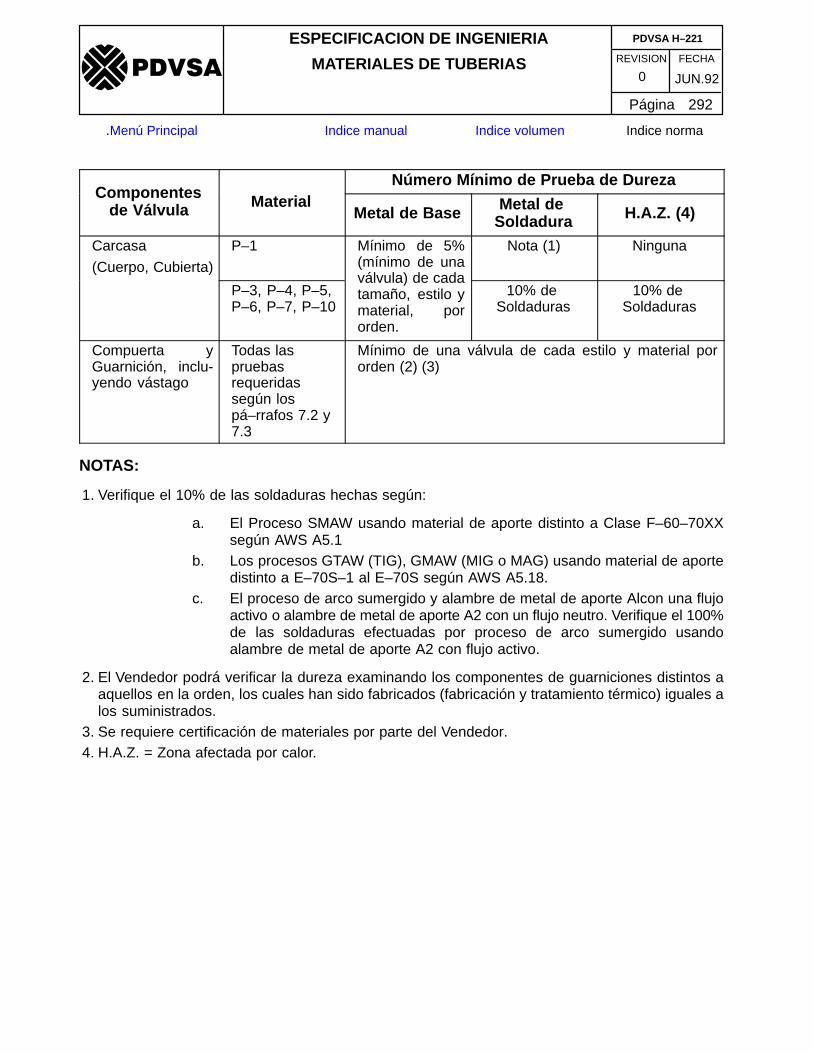
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 292
�����
.Menú Principal Indice manual Indice volumen Indice norma
Número Mínimo de Prueba de DurezaComponentes
de Válvula MaterialMetal de Base Metal de
Soldadura H.A.Z. (4)
Carcasa
(Cuerpo, Cubierta)
P–1 Mínimo de 5%(mínimo de una
Nota (1) Ninguna
P–3, P–4, P–5,P–6, P–7, P–10
válvula) de cadatamaño, estilo ymaterial, pororden.
10% de Soldaduras
10% de Soldaduras
Compuerta yGuarnición, inclu-yendo vástago
Todas laspruebasrequeridassegún lospá–rrafos 7.2 y7.3
Mínimo de una válvula de cada estilo y material pororden (2) (3)
NOTAS:
1. Verifique el 10% de las soldaduras hechas según:
a. El Proceso SMAW usando material de aporte distinto a Clase F–60–70XXsegún AWS A5.1
b. Los procesos GTAW (TIG), GMAW (MIG o MAG) usando material de aportedistinto a E–70S–1 al E–70S según AWS A5.18.
c. El proceso de arco sumergido y alambre de metal de aporte Alcon una flujoactivo o alambre de metal de aporte A2 con un flujo neutro. Verifique el 100%de las soldaduras efectuadas por proceso de arco sumergido usandoalambre de metal de aporte A2 con flujo activo.
2. El Vendedor podrá verificar la dureza examinando los componentes de guarniciones distintos aaquellos en la orden, los cuales han sido fabricados (fabricación y tratamiento térmico) iguales alos suministrados.
3. Se requiere certificación de materiales por parte del Vendedor.4. H.A.Z. = Zona afectada por calor.
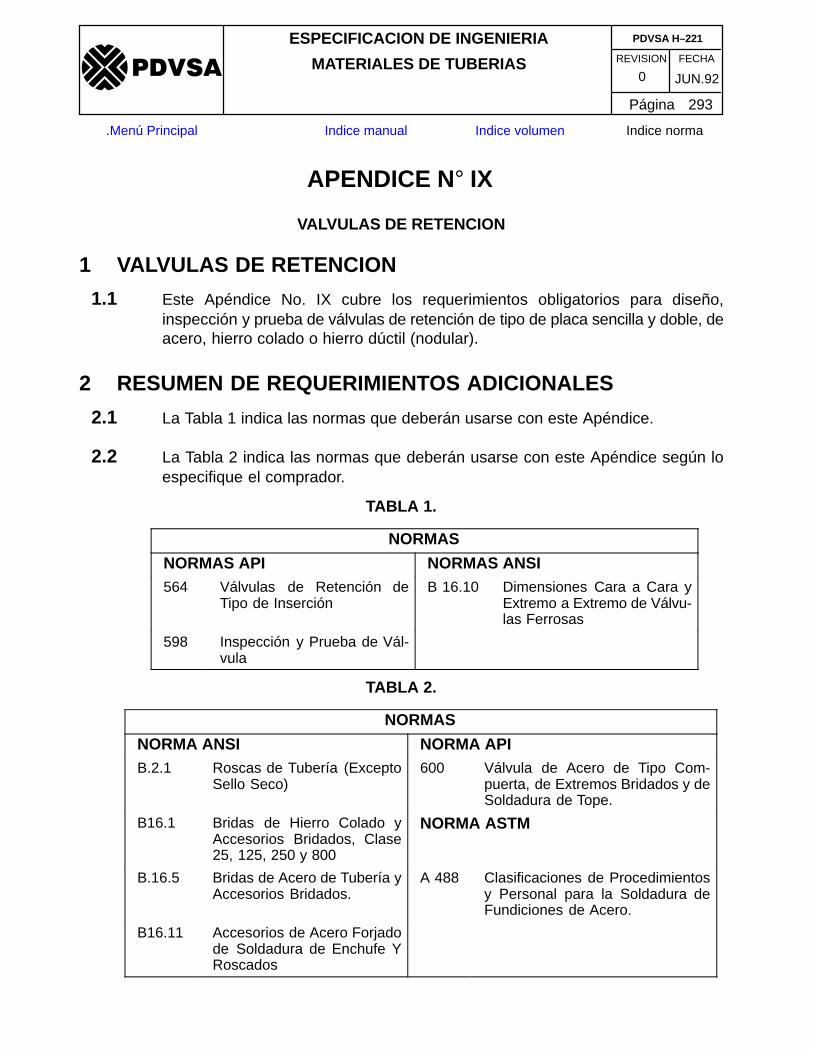
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 293
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE N° IX
VALVULAS DE RETENCION
1 VALVULAS DE RETENCION
1.1 Este Apéndice No. IX cubre los requerimientos obligatorios para diseño,inspección y prueba de válvulas de retención de tipo de placa sencilla y doble, deacero, hierro colado o hierro dúctil (nodular).
2 RESUMEN DE REQUERIMIENTOS ADICIONALES
2.1 La Tabla 1 indica las normas que deberán usarse con este Apéndice.
2.2 La Tabla 2 indica las normas que deberán usarse con este Apéndice según loespecifique el comprador.
TABLA 1.
NORMAS
NORMAS API NORMAS ANSI564 Válvulas de Retención de
Tipo de InserciónB 16.10 Dimensiones Cara a Cara y
Extremo a Extremo de Válvu-las Ferrosas
598 Inspección y Prueba de Vál-vula
TABLA 2.
NORMAS
NORMA ANSI NORMA APIB.2.1 Roscas de Tubería (Excepto
Sello Seco)600 Válvula de Acero de Tipo Com-
puerta, de Extremos Bridados y deSoldadura de Tope.
B16.1 Bridas de Hierro Colado yAccesorios Bridados, Clase25, 125, 250 y 800
NORMA ASTM
B.16.5 Bridas de Acero de Tubería yAccesorios Bridados.
A 488 Clasificaciones de Procedimientosy Personal para la Soldadura deFundiciones de Acero.
B16.11 Accesorios de Acero Forjadode Soldadura de Enchufe YRoscados
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 294
�����
.Menú Principal Indice manual Indice volumen Indice norma
3 DEFINICION
3.1 Los aceros de fácil maquinado son aquellos que contienen cualquiera de lossiguientes elementos en las cantidades semaladas:
a. > 0,06% fósforob. >0,06% azufrec. Agregados adiciones de plomo por encima de 0,05%d. Agregados adiciones de selenio por encima de 0,05%
4 MATERIALES
4.1 Los materiales de guarnición deberán cumplir con la Norma API 594 aparte 3.3correspondiente No. de Guarnición especificado, y las siguientes observaciones:
a. Los materiales de Guarnición No. 3 (F310) y Guarnición No. 8 (F6/Estelita 6),la selección de electrodos para superficies de asiento depositadas y losvalores de dureza para superficies de asiento deberán cumplir con la NormaAPI 600 aparte 3.9.
b. El material de los asientos suaves deberá especificarse.
4.2 El material de pernado de la tapa deberá especificarse, y deberá ser de la mismaespecificación de material que el pernado usado para conectar la tuberíaconectora.
5 DISEÑO
5.1 Las clasificaciones de presión y temperatura para válvulas de hierro coladodeberán cumplir con la Norma ANSI B 16.1
5.2 Las válvulas deberán ser del tipo auto obturantes (asistidas por la gravedad o porresorte) y no deberán depender de un reverso de flujo para que se efectúe elcierre.
5.3 Las válvulas de retención bridadas deberán tener una tapa a pernado.
5.4 Las clasificaciones de bridas, cara y acabado serán especificados.
5.5 Para temperaturas de diseño >315�C, los pasadores roscados de válvulas detipo de inserción de placa doble y sencilla deberán ser selladas con soldadura sicontiene cualquiera de las siguientes:
a. Fluidos inflamables y combustibles con temperaturas operativas por encimade su punto de inflamación.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 295
�����
.Menú Principal Indice manual Indice volumen Indice norma
b. Hidrocarburos livianos (más livianos que 68 grados API, densidad relativa de0,709).
c. Hidrógeno.
5.6 Las válvulas roscadas deberán tener roscas internas cónicas.
5.7 Para uniones bridadas de la tapa no son aceptables las empacaduras de capasencilla de metal corrugado.
6 INSPECCION Y PRUEBA
6.1 El término inspector, tal como se usa en este Apéndice, se refiere alrepresentante de la Filial.
6.2 Las pruebas de presión se deberán llevar a cabo según la Norma API 598. Paraaplicaciones específicas se pueden usar los requerimientos de presión deprueba, según la Norma API 594, con aprobación del Ingeniero de la Filial.
Una prueba de hermeticidad de alta presión deberá especificarse sólo para laválvula prototipo.
Una válvula se deberá considerar como un prototipo sí:
a. El fabricante ha hecho cambios significativos al diseño normal.b. El fabricante no tiene experiencia previa con el modelo particular de válvula.
6.3 Las reparaciones en el casco de una válvula de acero fundido o forjado deberáncumplir con la Norma ASTM A 488.
6.4 No se deberán reparar los defectos encontrados en fundiciones de hierro coladoo dúctil y no deberán usarse las fundiciones defectuosas.
6.5 Si se especifica cierre hermético, no se permitirá filtración en la prueba de asientode baja presión.
7 REQUERIMIENTOS ADICIONALES PARA VALVULAS DEBAJA ALEACION EN SERVICIO DE HIIDROGENO YVALVULAS DE ACERO INOXIDABLE AUSTENITICO ENSERVICIO DE ALTA PRESION
7.1 Cuando se especifica servicio de hidrógeno, las fundiciones de válvula de bajaaleación (materiales de números P 3, 4 y 5) deberán ser examinados por partículamagnética y radiográficamente.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 296
�����
.Menú Principal Indice manual Indice volumen Indice norma
7.2 Las válvulas de fundiciones de acero inoxidable austenítico, con una clasificaciónde ANSI Clase 1500 y 2500, deberán ser examinadas por líquido penetrante yradiográficamente.
8 REQUERIMIENTOS ADICIONALES PARA VALVULAS ENSERVICIO DE H2S
8.1 No se permiten aceros de fácil maquinado.
8.2 La dureza del metal base del cuerpo, cubierta, placa de cierre y del metal desoldadura y la zona afectada por calor (HAZ) de cualquier soldadura sometida apresión no deberá exceder de los límites dados abajo.
Estas pruebas deberán efectuarse con una Máquina de Prueba de Brinell o unanalizador portátil de dureza tal como un Telebrineller, usando una bola de 10mm.
MATERIAL
NUMERO PDUREZA DE BRINEL (1)
P–1 (2) (3) 225
P–3, P–4, P–10 225
P–5, P–6, P–7 235
Inconel, Endurecido por Precipitación 310
NOTAS:
1. Norma ASTM específica, el cual sea menor.2. No se requiere prueba en la zona afectada por calor (HAZ).3. Sólo se requiere prueba en el metal base, si se usa conformado al calor (forjado) seguido por
templado en agua.
8.3 La selección del material de guarnición deberá regirse por lo siguiente:
a. La selección de material deberá limitarse a Guarniciones Nos. 2, 3, 5, 8 y 10.b. Cuando se usa Guarnición No. 8, la compuerta de 13 Cr sólido y los anillos
de asiento deberán tener una dureza máxima Rrinell de 225.
VERIFICACION DE VALORES DE DUREZA
8.4 Las pruebas se deberán efectuar en presencia de Inspector para verificar elcumplimiento con los requerimientos específicos de dureza. El número mínimode pruebas de dureza deberá ser como sigue:
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 297
�����
.Menú Principal Indice manual Indice volumen Indice norma
Número Mínimo de Prueba de DurezaComponentes
de Válvula MaterialMetal de Base Metal de
Soldadura HAZ (4)
Carcasa
(Cuerpo, tapa)
P–1 Mínimo de 5%(mínimo de una
Nota (1) Ninguna
P–3, P–4, P–5,P–6, P–7, P–10
válvula) de cadatamaño, estilo ymaterial, de vál-vula por orden.
10% de Soldaduras
10% de Soldaduras
Guarnición y placade cierre
Todas laspruebasrequeridassegún lospá–rrafos 8.2 y8.3
Mínimo una válvula por cada estilo y material por orden(2) (3)
NOTAS:
1. Verificar el 10% de las válvulas hechas por:a. El proceso SMAW usando metal de llenado diferente a Clase E–60–70XX
según AWS A 5.1b. Los procesos TIG o MIG usando metal de llenado diferente a E 70S 1 al 5.c. Procesos de arco sumergido y alambre A1, con un flujo activo o alambre A2
con un flujo neutro. Verifique el 100% de las soldaduras para procesos dearco sumergido usando alambre A2 y flujo activo.
2. El Vendedor podrá verificar la dureza probando los componentes de guarnición diferentes aaquellos en la orden, los cuales han sido fabricados iguales (fabricación y tratamiento térmico) aaquellos suministrados.
3. Se requiere la certificación de materiales por parte del Vendedor.4. HAZ: Zona afectada por calor.
8.5 Las válvulas estándar de sello suave del fabricante deberán ser marcadas orotuladas permanentemente con la clasificación de presión y temperatura de laválvula a 38�C y a la clasificación máxima de temperatura.
8.6 Las válvulas de extremo soldado, de soldadura de enchufe y roscadas querequieran soldadura de sello, si son del tipo de sello suave, deberán sersuministradas con un rótulo de precaución que requiera la remoción de todos losmateriales de sellado suave de la válvula antes de la soldadura.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 298
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE N° X
VALVULAS DE BOLA DE SELLADO SUAVE DE TIPO “CONTRA FUEGO”
1 ALCANCEEste Apéndice No. X cubre los requerímientos obligatorios que rigen el diseño einspección de válvulas de acero de bola de sellado suave, contra fuego.
2 RESUMEN DE REQUERIMIENTOS ADICIONALES
2.1 La Tabla 1 lista las Normas y Especificaciones que deberán ser usadas con esteApéndice
2.2 La Tabla 2 lista las Normas que deberán ser usadas con este Apéndice según loespecifique el comprador.
TABLA 1.
ESPECIFICACIONES Y NORMAS
NORMA ANSIB.16.34 Válvula de Acero
B 31.3 Tuberías de Refinería de Petróleo
NORMA API598 Inspección y Prueba de Válvula
600 Válvula de Acero al Carbono de Tipo Compuerta, deExtremos Bridados o de Soldadura a Tope
NORMA ASTMA193 Materiales de Pernado de Acero y Aleado y Acero Inoxi-
dable para Servicio de Alta Temperatura
A194 Tuercas de Acero al Carbono y Aleados para Pernospara Servicios de Alta Presión y Alta Temperatura
ESPECIFICACIONES MSSSP 25 Sistema Normal de Marcaje para Válvulas, Accesorios,
Bridas y Uniones
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 299
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 2.
NORMAS
NORMA ANSIB 2.1 Roscas de Tuberías (Excepto sello seco)
B 16.11 Accesorios de Acero Forjado, de Soldadura de Enchufey Roscados
B 16.25 Extremos Soldados a Tope
3 DEFINICIONES
3.1 Una válvula de bola de sellado suave se define como una válvula no lubricada queusa una bola (que opera como un obturador), y que tiene anillos primarios de sellosuave en el contacto de asiento con la bola.
3.2 Un diseño “Contra Fuego” es una en el cual el asiento secundario de acero escapaz de soportar una presión igual a la presión de sellado de la válvula a 38�Cy dentro de las proporciones tolerables de filtración, luego de una exposición de15 minutos a un fuego de hidrocarburo.
3.3 Los aceros de fácil maquinado son aquellos que contienen cualquiera de lossiguientes elementos en las cantidades señaladas:
a. > 0,06% fósforob. >0,06% azufrec. Adiciones de plomo por encima de 0,05%d. Adiciones de selenio por encima de 0,05%
4 MATERIALES
4.1 Son aceptables los anillos de sello suave y los sellos de vástago suplementariode anillo “O”, de cubierta y de cuerpo, hechos de Teflón virgen, modificado oreforzado con fibra de vidrio. Los materiales alternos deberán ser superiores alTeflón para la clasificación de servicio de línea.
4.2 Los límites de servicio para válvulas de sello suave deberán cumplir con lasclasificaciones de presión y temperatura de sello de válvula recomendadas porel fabricante y deberán satisfacer la temperatura y presión de diseñoespecificadas por el comprador. Los límites de temperatura no deberán excederde 230�C para el Teflón TFE, o 200�C para el Teflón FEP.
4.3 Los materiales de cuerpo y cubierta deberán cumplir con las especificacionesASTM aplicables listadas en la Tabla 1 de la Norma ANSI B 16.34.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 300
�����
.Menú Principal Indice manual Indice volumen Indice norma
4.4 El pernado de cuerpo y cubierta deberá ser al menos igual a ASTM A 193, grado97, con tuercas ASTM A 194 grado 2 ó 2H.
4.5 Los pernos del prensaestopa deberán ser de 13 Cr como mínimo.
4.6 El material del vástago deberá ser como sigue:
a. 13 Cr. excepto para válvula con cuerpo de acero inoxidable austenítíco.b. 18 Cr 8 Ni, para válvulas con cuerpo de acero inoxidable austenítico.c. El acero inoxidable 17–4PH es un sustituto aceptable para el 13 Cr
(configuración de vástago solo o configuración integral de bola y vástago)cuando esté tratado térmicamente según el siguiente procedimiento.
NOTA: 17–4PH es una marca registrada de ARMCO IRON CORP.
1. Tratamiento de solución a 1040�C y templado en aceite. El horno debe estar a 1040�C antes decargar las partes. El acero debe ser calentado rápidamente a través del rango de 840 a 950�C.
2. Enfríe el material por debajo de 32�C antes del endurecimiento por precipitación.3. Alternativa
1: Endurezca a 620�C por 4 horas y enfríe al aire.2: Endurezca a 760�C por 2 horas y enfríe al aire.
4. Enfríe el material por debajo de 32�C antes del segundo ciclo de endurecimiento.5. Endurezca a 620�C por 4 horas y enfríe al aire.
4.7 El empaque del vástago deberá ser de tipo de asbesto lubricado y deberácontener un inhibidor de corrosión.
4.8 Los materiales de bola deberán ser como sigue:
a. 13 Cr, excepto para válvulas con armazones de Cr 18 Ni 8.b. 18 Cr Ni 8.c. Acero al carbono recubierto con Cr 13 Ni 8, de un grosor mínimo de acabado
de 1,5 mm (0,060 pulgada).d. No son aceptables las bolas cromadas.
4.9 La manilla de la válvula deberá ser resistente al calor y capaz de soportarexposición directa al fuego sin tornarse inoperable.
5 DISEÑO
5.1 Las válvulas con extremos soldados, o con extremos roscados que requieransoldaduras de sello, deberán permitir el reemplazo del sello suave y de la bolasin cortar las conexiones extremas para remover la válvula de la tuberíaconectora.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 301
�����
.Menú Principal Indice manual Indice volumen Indice norma
5.2 Las dimensiones de cara a cara deberán ser las estándar del fabricante.
5.3 El espesor mínimo del cuerpo de la válvula deberá satisfacer los requerimientosde espesor de la Norma ANSI B 16.34 para la presión y la temperatura de diseñoespecificadas.
5.4 Si la tolerancia especificada de corrosión para la tubería conectada es mayor de3 mm (1/8 de pulgada), se deberá suministrar una tolerancia adicional decorrosión para el cuerpo de la válvula en el valor de la tolerancia especificada decorrosión de línea que exceda de 3 mm (1/8 de pulgada).
5.5 Los anillos de sello suave deberán suministrarse en los lados aguas arriba y abajode la bola.
5.6 Se deberán suministrar asientos de acero en el cuerpo de la válvula, quesumplementen a los anillos de sello suave, para protección en caso de que elfuego destruya el material de sello suave. Los asientos secundarios de acero sedeberán diseñar para proteger a los sellos suaves del desgaste inducido por laapertura y cierre de la válvula.
5.7 El montaje de prensaestopa deberá ser del tipo donde el vástago esverdaderamente retenido en la válvula cuando se re–empaca la válvula bajopresión.
5.8 Los diseños de bola distintos a los tipos completamente esféricos deberánsatisfacer todos los requerimientos de este Apéndice y ser aprobados por elIngeniero de la Filial.
EXTREMOS DE VALVULA
5.9 Los extremos deberán ser roscados, de soldadura de enchufe o bridados segúnse especifique. Los extremos bridados deberán conformarse a losrequerimientos de la Norma API 600, aparte 2.1.3.
5.10 Las válvulas roscadas deberán tener roscas internas cónicas.
5.11 Si se especifican válvulas soldadas con enchufe con extensión soldados querequieran tratamiento térmico posterior a la soldadura (PWHT):
a. Los extremos deberán ser de 150 mm (6 pulgadas) de largo.b. El cuerpo de la válvula y el Niple deberán ser tratados térmicamente antes de
finalizar el fresado de las válvulas.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 302
�����
.Menú Principal Indice manual Indice volumen Indice norma
5.12 La clasificación de brída, de extremo, cara y acabado se especificaran.
SELLADO DE UNIONES Y VASTAGOS
5.13 Las uniones, empacaduras y pernado de cubierta deberán cumplir con la NormaAPI 600, apartes 2.2.2. 2.2.3 y 2.2.4. Las empacaduras de cubierta deberáncumplir con la Norma API 600, aparte 3.3, exceptuando las empacaduras demetal corrugado de capa sencilla las cuales no son aceptables.
5.14 Las uniones, empacaduras y pernado de cuerpo deberán cumplir con la NormaAPI 600, aparte 2.2.3. 2.2.4 y 3.3. Las uniones deberán ser de tipo macho yhembra, lengüeta y ranura o uniones de anillo. Se pueden usar empacaduras deespiral enrollada.
5.15 El Vendedor deberá certificar que las uniones de cuerpo en válvulas de cuerpode piezas múltiples, son capaces de soportar cargas impuestas por un sistemade tubería totalmente tensado, sin resultar en ninguna filtración de uniones. Unsistema de tubería totalmente tensado tiene la temperatura y presión de la válvulaa 38�C y la máxima temperatura de operación.
5.16 Las válvulas de extremo soldado, de soldadura de enchufe y las válvulas deextremo roscado que requieran soldadura de sellado, deberán ser suministradascon un rótulo de precaución que requiera la remoción de todos los materiales desellado suave de la válvula antes de la soldadura.
5.17 Certificación “Contra Fuego”. Las uniones de cuerpo y cubierta, los sellos devástago y los asientos deberán ser certificados “Contra Fuego” para flujo enambas direcciones.
VASTAGO DE VALVULA
5.18 Se debe suministrar un indicador de posición de bola para el vástago de válvula.
5.19 Alineación del indicador de posición de bola. La forma del vástago deberá ser talque no sea posible la desalineacíón del indicador de la posición de bola. Losretenedores de vástago deberán suministrar una verdadera alineación de la bolacon los asientos, y asegurar la adecuada instalación de la manilla.
ALIVIO DE PRESION Y DERRAMES DEL CUERPO
5.20 Cuando se especifique, las válvulas deberán ser suministradas con alivio depresión para las cavidades del cuerpo, si los líquidos pueden expandirse e
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 303
�����
.Menú Principal Indice manual Indice volumen Indice norma
incrementar la presión en el cuerpo debido al incremento de temperatura dellíquido. El líquido deberá ser drenado hacia aguas arriba de la válvula, a menosque se especifique lo contrario. El diseño final deberá ser aprobado por elcomprador.
5.21 Cuando se especifique, las válvulas deberán ser suministradas con purga delcuerpo. La válvula deberá suministrar hermetismo del asiento con la purga delcuerpo abierto, sin ninguna filtración, y a una presión inferior o igual a laclasificación de sellado de válvula.
IDENTIFICACION Y ROTULADO
5.22 Marcaje. Todas las válvulas deberán ser marcadas “Contra Fuego”.
5.23 Las válvulas normales del fabricante deberán ser marcadas permanentementeo rotuladas con la clasificación de temperatura y presión de la válvula a 38�C yla temperatura máxima de operación.
5.24 Las válvulas de extremos soldados de soldadura de enchufe y de extremosroscados que requieran soldadura de sello, deberán ser suministradas con unrótulo de precaución que requiera la remoción de todos los materiales de sellosuave de la válvula antes de la soldadura.
6 INSPECCION Y PRUEBA6.1 Cada válvula deberá ser verificada según la Norma API 598 y lo siguiente:
a. La prueba de asiento de baja presión deberá ser llevada a cabo con la bolay los asientos secos y libres de aceite, grasa o cualquier lubricante y con eldesahogo de aire un poco por debajo de una superficie de agua para facilitarla determinación de velocidades de filtración.
b. Se requiere la prueba de hermeticidad de Alta Presión, excepto para válvulasde extremos roscados o de soldadura de enchufe sin purga de cuerpo. Laprueba deberá ser llevada a cabo con agua a una presión no menor que lapresión de clasificación de sello de la válvula a 38�C.
c. Si se especifica purga de cuerpo, el procedimiento de prueba paraHermeticidad de Alta Presión y Prueba de Asiento de Baja Presión deberáncumplir con la Norma API 598, aparte 4.3.1.3 y la filtración deberá ser medidaa través de la purga del cuerpo abierto. Para válvulas sin purga del cuerpo,el procedimiento de prueba deberá cumplir con la Norma API 598, aparte4.3.1.1.
d. No se permite filtración ni en la Prueba de Hermeticidad de Alta Presión ni enla Prueba de Asiento de Baja Presión.
6.2 La certificación “Contra Fuego” deberá incluir pruebas “Contra Fuego” querepresenten todos los tamaños y clasificaciones de presión para cada modelo deválvula.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 304
�����
.Menú Principal Indice manual Indice volumen Indice norma
Una válvula de prueba puede también servir como certificación para todas lassiguiente válvulas del mismo diseño mecánico y el mismo material:
a. Válvulas de un tamaño nominal de tubería más grande y un tamaño nominalde tubería más pequeño con una clasificación de presión una clase más bajaque la de la válvula de pruebas, y
b. Válvulas desde un tamaño nominal de tubería más grande hasta un tamañonominal de tubería más pequeño con una clasificación de presión una clasemás baja que la de la válvula de prueba.
La evidencia de certificaciones previas “Contra Fuego” pueden ser entregadasal Comprador para su aprobación por el Ingeniero de la Filial.
6.3 Las pruebas “Contra Fuego” deben ser presenciadas por el Inspector. Aceptaciónprevia de certificación por parte del Ingeniero de la Filial es aceptable en lugar derecalificación para válvulas idénticas .
6.4 El procedimiento de prueba “Contra Fuego” y la velocidad aceptable de filtracióndeberán ser como sigue:
a. La válvula deberá exponerse al fuego por un período suficiente de tiempopara asegurar que los anillos de sello suave y el vástago suplementario deanillo en “O”, y los sellos de cubierta y cuerpo estarán completamentedescompuestos o desintegrados. El metal de válvula deberá alcanzar unatemperatura mínima de 650�C. El tiempo total de exposición no deberá sermenor de 15 minutos.
b. El aparato de prueba del montaje de prueba deberá ser según la Fig. 1.c. La válvula deberá ser montada con el vástago en la posicion vertical hacía
arriba.d. No se permite ajuste de prensaestopa una vez comenzada la prueba.e. La válvula deberá someterse a la prueba de fuego con la bola en la posición
abierta.f. El cuerpo de la válvula y el orificio de la bola deberán llenarse con
hidrocarburo líquido antes del comienzo de la prueba. Se puede usarKerosene.
g. Se deberá mantenerse una presión ínterna mínima de 170 KPa (25psig)durante la exposición al fuego.
h. Luego de extinguido el fuego se deberán efectuar las siguientes pruebas, enel orden señalado:
1. Se deberá probar la operabilidad de la válvula abriéndola y cerrándola un mínimo de 3 veces,dentro de los 5 minutos después de extinguido el fuego.
2. La válvula deberá cerrarse y someterse a una prueba hidrostática de baja presión de 70 KPa (10psig) y se deberá medirla velocidad de filtración.
3. La válvula deberá someterse a una prueba hidrostática de hermeticidad de alta presión a unapresión no menor que la presión de clasificación de sello de la válvula a 38�C y deberá medirsela velocidad de filtración.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 305
�����
.Menú Principal Indice manual Indice volumen Indice norma
i. Mientras la válvula es expuesta al fuego o durante las pruebas hidrostáticasde presión alta o baja, cualquier filtración no deberá exceder lo siguiente:
A través de los asientos: 0,4 cm3/min por mm de diámetro
(10 cm3/min por pulgada de diámetro).En ningún caso mayor de 4 cm3/ min(100 cm3/min).
Sello de vástago: Durante la exposición al fuego, la filtra-ción no deberá producir llamas mayo-res de 100 mm (4 pulgadas) de altura.
Durante la prueba hidrostática, la filtra-ción deberá ser despreciable.
Juntas de cuerpo o cubierta: La filtración debe ser despreciable.
j. Una vez completadas las pruebas, se deberá desmantelar la válvula para suinspección, para asegurar que los componentes de sello suave se handescompuesto o desintegrado.
6.5 El término Inspector, tal como se usa en este Apéndice, se refiere alrepresentante de la Filial.
6.6 Las pruebas de presión de válvula deberán cumplir con este Apéndice y con laNorma API 598, excepto que las presiones de prueba deberán estar basadas enla Norma ANSI B 16.34, clasificación de presión fría a 38�C, en vez de lasclasificaciones de la Norma ANSI B 16.5 (1968) referenciadas en la Norma API598.
7 REQUERIMIENTOS ADICIONALES PARA VALVULAS ENSERVICIO DE H2S HUMEDO
7.1 No se permiten aceros de fácil maquinado.
7.2 La dureza del metal base del cuerpo, cubierta, bola, vástago, del metal desoldadura y de la zona afectada por el calor (HAZ) de cualquier soldadurasometida a presión; no deberá exceder de los límites dados abajo.
Excepto donde se haga notar, estas pruebas se deberán efectuar con unamáquina de Prueba de Brinell o con un probador portátil de dureza tal como unTelebrineller, usando una bola de 10 mm.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 306
�����
.Menú Principal Indice manual Indice volumen Indice norma
MATERIAL
NUMERO P DUREZAP.1 (2) (3) 225 HB (1)
P.3, P.4, P.10 225 HB (1)
P.5, P–6, P–7 235 HB (1)
Inconel, endurecido por precipitación 310 HB (1)
17–4 PH, doble endurecido por doble precipitación (4) 33 HRC
NOTAS:
1. Para metal base use el valor indicado en el cuadro o el valor dado en la Norma ASTM específica,el que sea menor.
2. No se requiere prueba en la zona afectada por calor (H.A.Z).3. Sólo se requiere pruebas en el metal de base, si se usa conformado en caliente (forjado) seguido
de templado con agua.4. El material 17.4–PH es sólo para vástago de válvula (incluyendo configuraciones de bola integral
y de vástago).
7.3 Las bolas de 13 Cr deberán tener una dureza máxima Brinell de 225.
VERIFICACION DE VALOR DE DUREZA
7.4 Las pruebas deberán llevarse a cabo en presencia del Inspector para verificar elcumplimiento con los requerimientos específicos de dureza. El número mínimode pruebas de dureza deberá ser como sigue:
Número Mínimo de Pruebas de DurezaComponentes
de Válvula MaterialMetal de Base Metal de
Soldadura H.A.Z. (5)
Casco
(Cuerpo y
P–1 Mínimo de 5%(mínimo de una
Nota (1) Ninguna
cubierta) P–3, P–4, P–5,P–6, P–7, P–10
válvula) de cadatamaño, estilo ymaterial, por or–den.
10% de Soldaduras
10% de Soldaduras
Bola 13 Cr, 17–4PH
Vástago Todas laspruebasrequeridassegún los aparte7.2
Mínimo de una válvula de cada estilo y material, pororden (2) (3) (4)
NOTAS:
1. Verifique el 10% de las soldaduras efectuadas por:
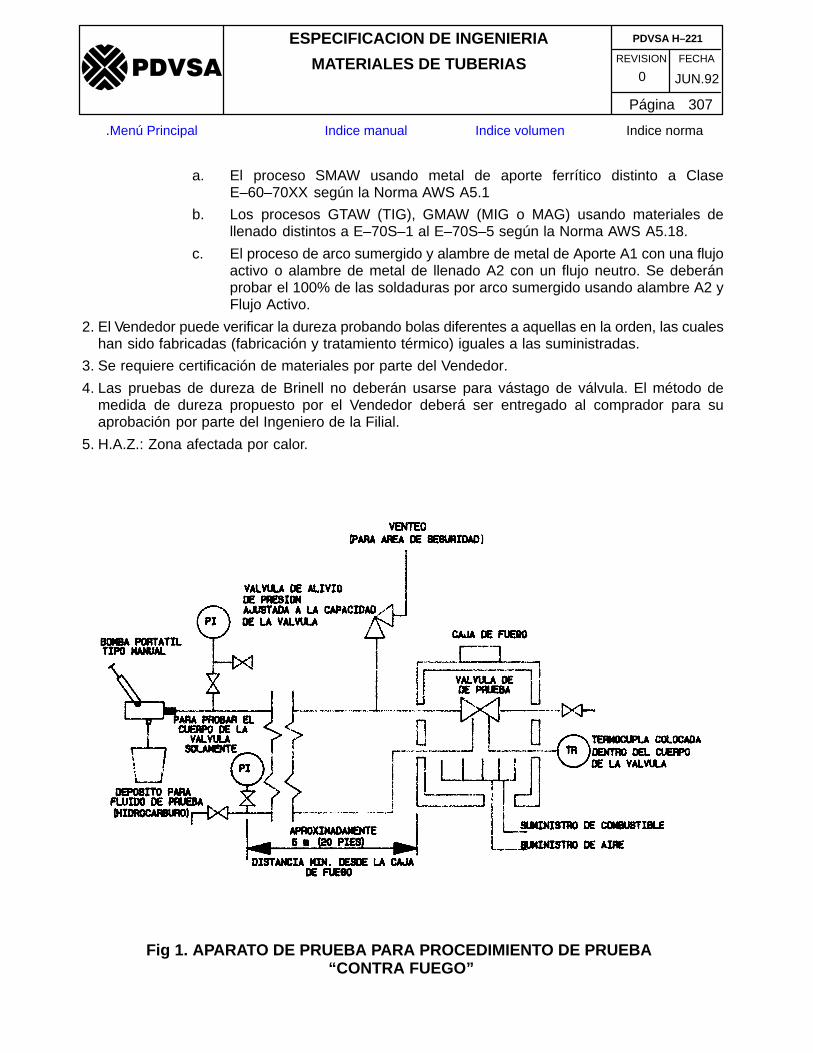
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 307
�����
.Menú Principal Indice manual Indice volumen Indice norma
a. El proceso SMAW usando metal de aporte ferrítico distinto a ClaseE–60–70XX según la Norma AWS A5.1
b. Los procesos GTAW (TIG), GMAW (MIG o MAG) usando materiales dellenado distintos a E–70S–1 al E–70S–5 según la Norma AWS A5.18.
c. El proceso de arco sumergido y alambre de metal de Aporte A1 con una flujoactivo o alambre de metal de llenado A2 con un flujo neutro. Se deberánprobar el 100% de las soldaduras por arco sumergido usando alambre A2 yFlujo Activo.
2. El Vendedor puede verificar la dureza probando bolas diferentes a aquellas en la orden, las cualeshan sido fabricadas (fabricación y tratamiento térmico) iguales a las suministradas.
3. Se requiere certificación de materiales por parte del Vendedor.
4. Las pruebas de dureza de Brinell no deberán usarse para vástago de válvula. El método demedida de dureza propuesto por el Vendedor deberá ser entregado al comprador para suaprobación por parte del Ingeniero de la Filial.
5. H.A.Z.: Zona afectada por calor.
Fig 1. APARATO DE PRUEBA PARA PROCEDIMIENTO DE PRUEBA “CONTRA FUEGO”
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 308
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE N° XI
VALVULAS DE TAPON
1 ALCANCEEste Apéndice No. XI cubre los requerimientos obligatorios que rigen el diseñoe inspección de válvulas de tapón; de acero, hierro colado y hierro dúctil.
2 RESUMEN DE REQUERIMIENTOS ADICIONALES2.1 La Tabla 1 lista las Normas que deberán ser usadas con este Apéndice,
especificadas por el Comprador.
TABLA 1
ESPECIFICACIONES Y NORMAS
NORMA API593 Válvulas de Tapón de Hierro Dúctil
598 Inspección y Prueba de Válvula
599 Válvula de Tapón de Acero, de Extremos Bridados o deSoldadura a Tope
NORMA ASTMA126 Fundiciones de Hierro Gris para Válvulas, Bridas y Acce-
sorios de Tubería
A307 Sujetadores Normales de Acero al Carbono RoscadosInterna y Externamente
A 395 Fundiciones Retentoras de Presión de Hierro FerríticoDúctil para uso a Temperaturas Elevadas
NORMA ANSIB.2.1 Rosca de Tubería (Excepto Sello Seco)
B16.1 Bridas de Tubería y Accesorios Bridados de HierroColado 25, 125, 250 y 800
B.16.34 Válvulas de Acero
3 DEFINICIONES3.1 Una válvula de tapón de sellado suave se define como una válvula no lubricada
recubierta con un material no metálico, o que tiene los anillos primarios de sellosuave del asiento en contacto con el tapón.
3.2 Un diseño “Contra Fuego” es uno en el cual el asiento secundario de acero escapaz de soportar una presión igual a la presión de sello de la válvula a 38�C y
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 309
�����
.Menú Principal Indice manual Indice volumen Indice norma
dentro de las velocidades tolerables de filtración, luego de una exposición por 15minutos a un fuego de hidrocarburos.
3.3 Los aceros de fácil maquinado son aquéllos que contienen cualquiera de lossiguientes elementos en las cantidades señaladas:
a. >0,06% fósforob. >0,06% azufrec. Adiciones de plomo por encima de 0,05%d. Adiciones de selenio por encima de 0,05%
4 MATERIALES4.1 Las válvulas de tapón deberán ser de acero, hierro dúctil o hierro colado según
se especifique.
4.2 Las válvulas de hierro colado. El material del tapón y de cuerpo deberá ser segúnla Norma ASTM A 126. El material de pernado deberá ser según la Norma ASTMA 307, Grado B.
4.3 Los límites de servicio para válvulas de sellado suave deberán cumplir con lasclasificaciones de presión y temperatura de sellado de válvula recomendadas porel fabricante, y deberán satisfacer la temperatura y presión de diseñoespecificadas por el Comprador. Los límites de temperatura no deberán exceder:230�C para Teflón TFE ó 200�C para Teflón FEP y Vitón.
4.4 El acero inoxidable 17–4PH es aceptable para vástago de válvula(oconfiguración integral del tapón y vástago) cuando esté tratado térmicamentesegún el siguiente procedimiento:
NOTA: 17–4PH es una marca registrada de ARMCO IRON CORP.a. Tratamiento de solución a 1040�C y templado en aceite. El horno debe estar
a 1040�C antes de cargar las partes. El acero debe ser calentadorapidamente a través del rango de 840 a 950�C.
b. Enfríe el material por debajo de 32�C antes del endurecimiento porprecipitación.
c. Alternativa 1: Endurezca a 620�C por 4 horas y enfríe al aire.2: Endurezca a 760�C por 2 horas y enfríe al aire.
d. Enfríe el material por debajo de 32�C antes del segundo ciclo deendurecimiento.
e. Endurezca a 620�C por 4 horas y enfríe al aire.
5 DISEÑO5.1 Las válvulas de tapón deberán cumplir con los requerimientos adicionales de este
Apéndice y lo siguiente:
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 310
�����
.Menú Principal Indice manual Indice volumen Indice norma
MATERIALRANGO DE TAMAÑO
NOMINALCLASIF.
PRIMARIANORMAS
APLICABLESMATERIALPULGADA MM ANSI, CLASE (1)
Hierro Colado 1 a 48 25 a 1200 125 y 250 ANSI B 16.1 (2)
Hierro Dúctil 1–1/2 a 24 40 a 600 150 a 300 API 593
Acero 1 a 24 25 a 600 150 y 2500 API 599
NOTAS:
1. El diseño de válvulas mayores deberá generalmente cumplir con estas normas y deberán seraprobado por el Ingeniero de la Filial.
2. Las bridas, el espesor del cuerpo, las clasificaciones de presión y las presiones de prueba de lacarcasa deberán cumplir con esta norma.
5.2 Las válvulas deberán ser del tipo lubricadas o no lubricadas, según seespecifique.
5.3 Válvulas “Contra Fuego”. Cuando se especifica diseño “Contra Fuego”, lasválvulas de acero y de hierro dúctil (nodular) recubiertas con material suave nometálico deberán ser de un diseño tal que suministre vástago y unión de cubierta“Contra Fuego” que prevengan filtración externa. Los asientos secundarios demetal deberán restringir el flujo dentro de las velocidades tolerables de filtraciónen caso de que los sellos suaves sean destruidos por fuego. Las uniones decubierta, los sellos de vástago y los asientos deberán estar certificados “ContraFuego” para flujo en ambas direcciones.
5.4 Las válvulas mayores de 2 pulgadas NPS (50 mm) deberán estar bridadas.Cualquier desviación de este requerimiento, si la hubiera, deberá serespecificada.
5.5 Los extremos en válvulas de 2 pulgadas NPS (50 mm) y menores deberán serroscadas, de soldadura de enchufe o bridadas según se especifique.
5.6 Las válvulas roscadas deberán tener roscas internas cónicas
5.7 La clasificación, cara y acabado de brida será especificado.
5.8 No son aceptables para uniones de bridas de cubierta las empacaduras de metalcorrugado de capa sencilla.
5.9 Cuando se especifican ruedas dentadas para cadenas, ellas deberán ser del tipode borde de diente de rueda de cadena ajustable, montada directamente. Las
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 311
�����
.Menú Principal Indice manual Indice volumen Indice norma
guías para cadenas deberán incluirse. No se permiten las ruedas dentadas paracadenas del tipo de abrazadera, a menos que se especifique.
5.10 La operación de rueda manual, operador de motor o palanca (manilla) seráespecificada.
INDICACION DE POSICION DE OBTURADOR
5.11 Se deberá suministrar un indicador de posición para el vástago de válvula.
Alineación del indicador de posición del obturador. La forma del vástago deberáser tal que no sea posible una desalineación del indicador de posición delobturador. Los Retenedores del vástago deberán suministrar una verdaderaalineación del obturador con los asientos, y asegurar la instalación apropiada dela manilla.
REQUERIMIENTOS ADICIONALES PARA VALVULAS DE SELLO SUAVE
5.12 Cuando se especifique, las válvulas deberán suministrarse con alivio de presiónpara las cavidades del cuerpo si los líquidos pueden expandirse e incrementarla presión en el cuerpo debido a incremento de temperatura del líquido. El líquidodeberá ser drenado hacia aguas arriba de la válvula, a menos que se especifiqueotra cosa. El diseño final deberá ser aprobado por el Comprador.
5.13 Cuando se especifique, las válvulas de sello suave deberán suministrarse conpurga del cuerpo. La válvula deberá suministrar hermetismo con la purga delcuerpo abierta, sín ninguna filtración, y a cualquier presión inferior e igual a lapresión de clasificación de sello de la válvula a 38�C.
6 INSPECCION Y PRUEBA
6.1 El término Inspector, tal como se usa en este Apéndice, se refiere alrepresentante de la Filial
6.2 Las pruebas de hermeticidad de alta presión deberán llevarse a cabo como sigue:
TIPO DE VALVULA NUMERO DE VALVULAS A SER PROBADAS
SELLO SUAVE TODAS
ASIENTO DE METAL A METAL: MINIMO DE 10% (MINIMO DE UNA VAL-VULA) DE CADA TIPO Y TAMAÑO EN UNAORDEN (1)
CUALQUIER DISEÑO DE PRO-TOTIPO
TODAS
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 312
�����
.Menú Principal Indice manual Indice volumen Indice norma
NOTA:
1. Si la velocidad de filtración excede los límites de la Norma API 598, se deberá probar un mínimode 3 válvulas adicionales de cada tamaño y tipo en la orden. Si la velocidad de filtración esexcedida en estas válvulas, entonces se deberán probar todas las válvulas.
6.3 Las pruebas de asiento de Baja Presión se deberán llevar a cabo con la descargade aire un poco por debajo de una superficie de agua para facilitar ladeterminación de velocidades de filtración.
6.4 Si se específica purga de cuerpo, el procedimiento de verificación para lasPruebas de Asiento de Alta Presión y de Asiento de Baja Presión deberán cumplircon la Norma API 598, aparte 4.3.1.3, y la filtración deberán medirse a través dela purga del cuerpo abierto.
6.5 Para válvulas sin purga de cuerpo el procedimiento de verificación deberá cumplircon la Norma API 598, aparte 4.3.1.
6.6 Requerimientos adicionales para válvulas de sello suave. La prueba deHermeticidad de Alta Presión deberá ser llevada a cabo con agua a una presiónno menor que la presión de clasificación de sello de la válvula a 38�C. No sepermite filtraciones en la prueba de Alta Presión ni en la prueba de Asientos deBaja Presión.
6.7 Las pruebas mecánicas sobre hierro dúctil hecho sobre muestras de bloque deprueba serán considerados representativos de la fundición sólo si la dureza dela barra de prueba está dentro de 15 HB de la fundición que representa. Para estepropósito, las dimensiones de la barra de prueba deben aproximarse a la secciónmás pesada de la fundición. La falla de una segunda barra de prueba, parasatisfacer el requerimiento, constituirá causa para rechazo de la fundición.
6.8 Las pruebas de presión de válvula deberán cumplir con este Apéndice y la NormaAPI 598, excepto que las presiones de prueba deberán estar basadas én laNorma ANSI B 16.34 clasificaciones de presión fría a 38�C en vez de lasclasificaciones de la Norma ANSI B 16.5 (1968) referenciadas en API 598.
REQUERIMIENTOS ADICIONALES PARA VALVULAS EN SERVICIO DEHTDROGENO Y VALVULAS DE ACERO INOXIDABLE AUSTENITICO ENSERVICIO DE ALTA PRESION
7 VALVULAS DE BAJA ALEACION EN SERVICIO DEHIDROGENO
7.1 Cuando se específica servicio de hidrógeno, las fundiciones de válvula de bajaaleación (materiales de números P 3, 4 y 5) deberán ser examinados por partículamagnética y radiográficamente.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 313
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS DE ACERO INOXIDABLE AUSTENITICO EN SERVIClO DE ALTAPRESION
7.2 Las válvulas de fundiciones de acero inoxidable austenítico, con una clasificaciónde ANSI Clase 1500 y 2500, deberán ser examinadas por líquidos penetrantesy radiográficamente.
8 REQUERIMIENTOS ADICIONALES PARA VALVULAS ENSERVICIO DE H2S HUMEDO
8.1 No se permiten acero de fácil maquinado.
8.2 La dureza del metal base del cuerpo, cubierta, tapón, vástago y del metal desoldadura y de la zona afectada por calor (HAZ) de cualquier soldadura sujeta apresión, no deberá exceder los límites dados abajo.
Excepto donde se haga notar, estas pruebas deberán llevarse a cabo con unaMáquina de Prueba de Brinell o un verificador portátil de dureza tal como unTelebrineller, usando una bola de 10 mm.
Número Mínimo de Pruebas de DurezaComponentes
de Válvula MaterialMetal de Base Metal de
Soldadura H.A.Z. (5)
Carcasa
(Cuerpo y Cu–
P–1 Mínimo de 5%(mínimo de una
Nota (1) Ninguna
bierta) P–3, P–4, P–5,P–6, P–7, P–10
válvula) de cadatamaño, estilo ymaterial de vál-vula, por orden.
10% de lasSoldaduras
10% de lasSoldaduras
Tapón Acero alcarbo–noforjado, 17–4PH
Vástago Todas laspruebasrequeridassegún los aparte8.2
Mínimo de una válvula de cada estilo y material pororden (2) (3)
NOTAS:
1. Verifique el 10% de las soldaduras hechas por:a. El Proceso SMAW usando material de Aporte ferrítico distinto a Clase
E–60–70XX según la Norma AWS A5.1b. Los procesos GTAW (TIG), GMAW (MIG o MAG) usando metal de llenado
distinto a E–70S–1 hasta E–70S–5 según la Norma AWS A5.18.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 314
�����
.Menú Principal Indice manual Indice volumen Indice norma
c. Procesos de arco sumergido y alambre de metal de aporte A1 con un flujoactivo o alambre de metal de aporte A2 con un flujo neutro. Verifique el 100%de las soldaduras para procesos de arco sumergido usando alambre de metalde aporte A2 con flujo activo.
2. El Vendedor podrá verificar la dureza probando tapones distintos a aquellos en la orden, los cualeshan sido fabricados (fabricación y tratamiento térmico) iguales a los suministrados.
3. Se requiere certificación de materiales por parte del Vendedor.4. Las pruebas de dureza de Brinell no deberán usarse para vástago de válvula .El metodo de
medida de dureza propuesto por el Vendedor deberá ser entregado al comprador para laaprobación por parte del ingeniero de la Filial.
5. H.A.Z.: Zona afectada por calor.
9 REQUERIMIENTOS ADICIONALES PARA CERTIFICACION“CONTRA FUEGO” DE VALVULAS DE SELLO SUAVE
9.1 La certificación “Contra Fuego” deberá incluir pruebas “Contra Fuego” querepresenten todos los tamaños y clasificaciones de presión para cada modelo deválvula. Una válvula de prueba puede también servir como certificación paratodas las válvulas siguientes del mismo diseño mecánico y material:
a. Válvulas de un tamaño nominal de tubería mayor y un tamaño nominal detubería menor con la misma clase de clasificación de presión como la válvulade prueba, y
b. Válvulas desde un tamaño nominal de tubería mayor hasta un tamañonominal de tubería menor, con una clasificación de presión deuna clasemenor que la de la válvula de prueba.Evidencia de certificación previa “Contra Fuego” por métodos alternospueden ser entregados al Comprador para aprobación porparte del Ingenierode la Filial.
9.2 Las pruebas “Contra Fuego” deberán ser presenciadas por el Inspector.Aceptación previa de certificación por parte del Ingeniero de la Filial se acepta enlugar de una recalificación para válvulas idénticas.
9.3 El procedimiento de pruebas “Contra Fuego” y la velocidad aceptable de filtracióndeberán ser como sigue:
a. La válvula deberá exponerse al fuego por un período suficiente de tiempopara asegurar que los anillos de sello suave, anillo en “O” del vástagosuplementario y los sellos de cubierta estarán completamentedescompuestos o desintegrados. El tiempo total de exposición no deberá sermenor de 15 minutos.
b. El aparato de prueba del montaje de prueba deberá ser como en la Fig. 1.c. La válvula deberá ser montada con el vástago en la posición vertical
ascendente.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 315
�����
.Menú Principal Indice manual Indice volumen Indice norma
d. No se permite ajuste del prensaestopa una vez comenzada la prueba.e. La válvula deberá someterse a la prueba de fuego con el obturador en la
posición abierta.f. El cuerpo de válvula y el orificio del tapón deberán llenarse con hidrocarburo
antes del comienzo de la prueba. Se puede usar Kerosene.g. Se deberá mantener una presión interna mínima de 170 KPa (25psig) durante
la exposición al fuego.h. Luego de extinguido el fuego, se deberán llevar a cabo las siguientes
pruebas, en el orden señalado:1. La válvula se deberá probar que opera, cerrándola y abriendola un mínimo de 3 veces dentro de
los 5 minutos de extinguida la llama.2. La válvula deberá cerrarse y ser sometida a una prueba hidrostática de baja presión de 70 KPa
(10 psig), y medir la velocidad de filtración.3. La válvula deberá someterse a una prueba de hermeticidad de alta presión a una presión no menor
que la presión de clasificación de sello de la válvula a 38�C, y medir la velocidad de filtración.i. Mientras la válvula está expuesta al fuego, o durante las pruebas
hidrostáticas de presión baja o alta, cualquier filtración no deberá exceder losiguiente:
A través de los asientos: 0,4 cm3/min por mm de diámetro
(10 cm3/min por pulgada de diámetro).En ningún caso mayor de 4 cm3/ min(100 cm3/min).
Sello de vástago: Durante la exposición al fuego, la filtra-ción no deberá producir llamas mayo-res de 100 mm (4 pulgadas) de altura.Durante la prueba hidrostática, la filtra-ción deberá ser despreciable.
Uniones de la cubierta: La filtración debe ser despreciable.
j. Una vez completadas las pruebas, se deberá desmantelar para su inspecciónpara asegurar que los componentes de sello suave están descompuestos odesintegrados.
10 IDENTIFICACION Y ROTULADO DE VALVULAS DE SELLADOSUAVE
10.1 Marcaje. Todas las válvulas “Contra Fuego” deberán marcarse como tales.
10.2 Las válvulas estándar del fabricante deberán ser marcadas permanentemente orotuladas con la clasificación de temperatura y presión de válvula a 38�C y a latemperatura máxima.
10.3 Las válvulas de extremos soldados, enchufe soldado y roscadas, que requieransoldaduras de sello, deberán suministrarse con un rótulo de precaución que
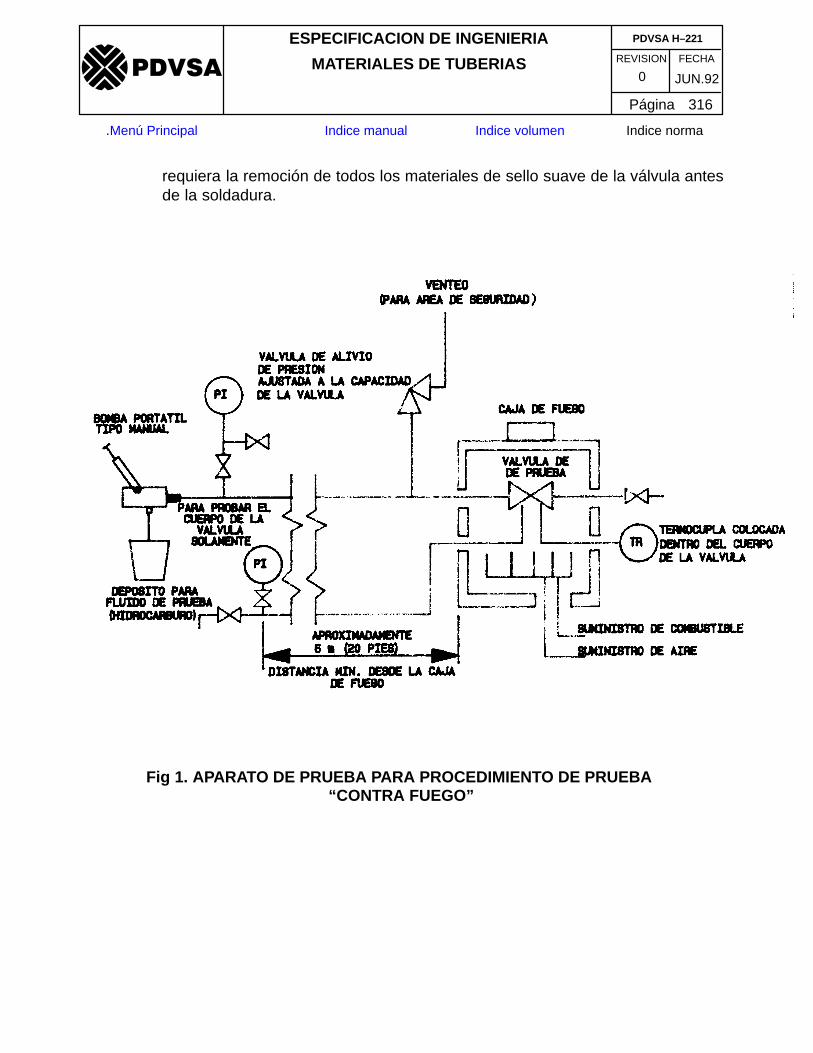
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 316
�����
.Menú Principal Indice manual Indice volumen Indice norma
requiera la remoción de todos los materiales de sello suave de la válvula antesde la soldadura.
Fig 1. APARATO DE PRUEBA PARA PROCEDIMIENTO DE PRUEBA “CONTRA FUEGO”
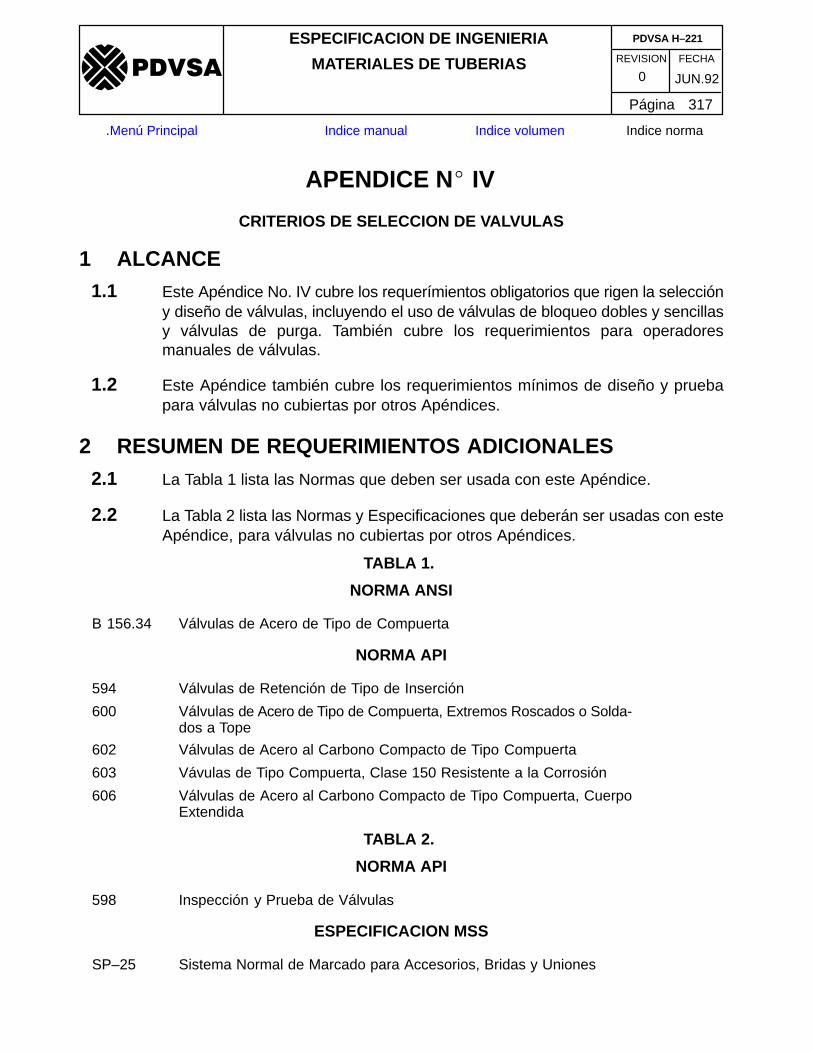
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 317
�����
.Menú Principal Indice manual Indice volumen Indice norma
1.APENDICE N� IV
CRITERIOS DE SELECCION DE VALVULAS
1 ALCANCE1.1 Este Apéndice No. IV cubre los requerímientos obligatorios que rigen la selección
y diseño de válvulas, incluyendo el uso de válvulas de bloqueo dobles y sencillasy válvulas de purga. También cubre los requerimientos para operadoresmanuales de válvulas.
1.2 Este Apéndice también cubre los requerimientos mínimos de diseño y pruebapara válvulas no cubiertas por otros Apéndices.
2 RESUMEN DE REQUERIMIENTOS ADICIONALES2.1 La Tabla 1 lista las Normas que deben ser usada con este Apéndice.
2.2 La Tabla 2 lista las Normas y Especificaciones que deberán ser usadas con esteApéndice, para válvulas no cubiertas por otros Apéndices.
TABLA 1.
NORMA ANSI
B 156.34 Válvulas de Acero de Tipo de Compuerta
NORMA API
594 Válvulas de Retención de Tipo de Inserción
600 Válvulas de Acero de Tipo de Compuerta, Extremos Roscados o Solda-dos a Tope
602 Válvulas de Acero al Carbono Compacto de Tipo Compuerta
603 Vávulas de Tipo Compuerta, Clase 150 Resistente a la Corrosión
606 Válvulas de Acero al Carbono Compacto de Tipo Compuerta, CuerpoExtendida
TABLA 2.
NORMA API
598 Inspección y Prueba de Válvulas
ESPECIFICACION MSS
SP–25 Sistema Normal de Marcado para Accesorios, Bridas y Uniones
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 318
�����
.Menú Principal Indice manual Indice volumen Indice norma
3 DEFINICIONES
3.1 El aislamiento de equipo en línea indica la remoción del servicio de un equipo ouna unidad con proposito de reparación, limpieza o inspección mientras el restode la planta continúa operando. El equipo incluye bombas, compresores, turbinasde vapor, secadores, recipientes y calderas provistos con respaldo o aptos de serpasados por alto.
3.2 Separación de producto para prevenir contaminación. La separación de unamezcla de fluido que podría resultar en contaminación inaceptable de cualquierfluido.
3.3 Separación por seguridad. La separación por seguridad de un fluido que podríaresultar de una mezcla explosiva tal como en reactores catalíticos y válvulas debloque de sistemas de generación.
3.4 La clasificación de servicios de línea define las temperaturas de diseño, latolerancia del material y la tolerancia de corrosión de un sistema de tubería.
3.5 Materiales peligrosos, tal como se usa aquí, incluye los siguientes materiales:
a. Materiales tóxicos, fenol, sulfuro de hidrógeno, cloro.b. Material altamente corrosivo, tal como ácido, soda caústica y otros materiales
dañinos al personal.c. Fluido inflamable y combustible con temperaturas de operación por encima
de su punto de inflamación.d. Hidrocarburos livianos (con una densidad relativa menor de 68�API (0,709
kg/dm3) a 15�C y 101.325 Kpa).e. Agua de alimentación de caldera y vapor Clase ANSI 300 y mayores.
3.6 Materiales no daminos, tal como aquí se usa, incluye todos los materiales nolistados como dañinos según el párrafo 3.5.
4 MATERIALES
4.1 La selección de material de guarnición deberá regirse por lo siguiente:
a. Las válvulas de tipo de compuerta y globo de acero al carbono y aleaciónferrítica: según la Norma API 600 párrafo 3.9.
b. Las válvulas de retención de acero al carbono y aleación ferrítica: según laNorma API 594 párrafo 3.3. excepto que para los materiales de guarniciónNo. 3 y guarnición No. 8 la selección de electrodos para superficie depositariade asiento y los valores de dureza para superficie de asiento deberán sersegún la Norma API 600 párrafo 3.9.
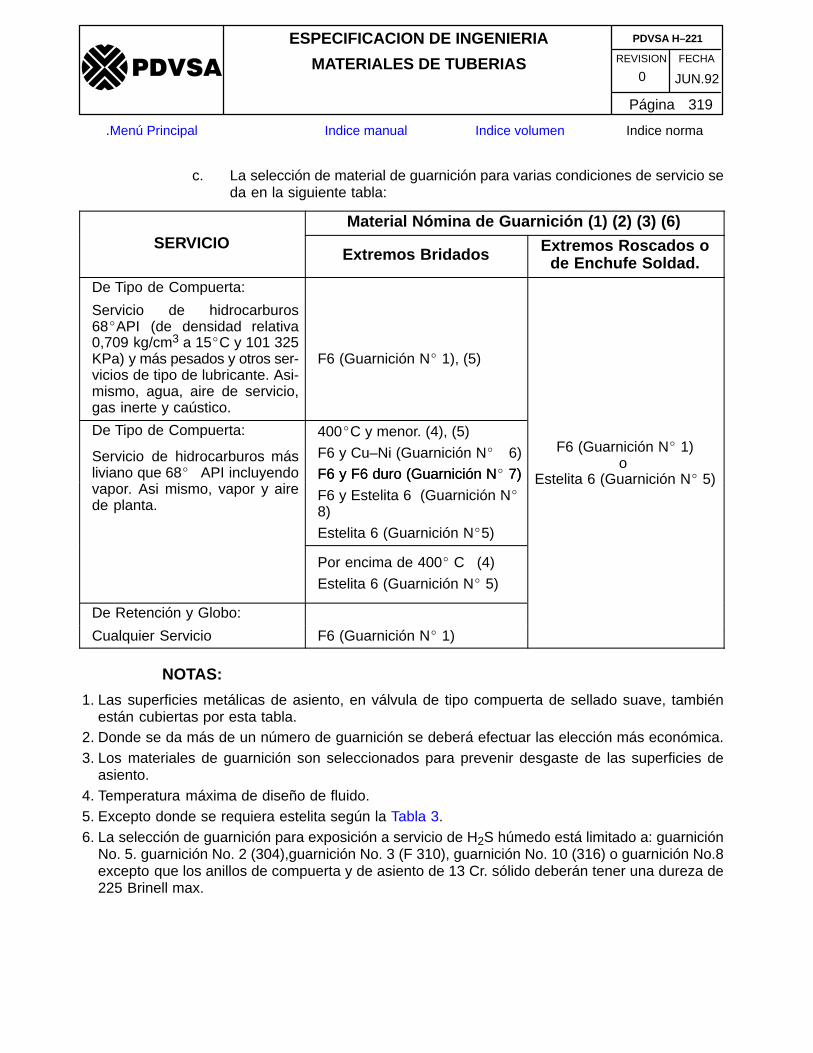
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 319
�����
.Menú Principal Indice manual Indice volumen Indice norma
c. La selección de material de guarnición para varias condiciones de servicio seda en la siguiente tabla:
Material Nómina de Guarnición (1) (2) (3) (6)SERVICIO
Extremos Bridados Extremos Roscados ode Enchufe Soldad.
De Tipo de Compuerta:
Servicio de hidrocarburos68�API (de densidad relativa0,709 kg/cm3 a 15�C y 101 325KPa) y más pesados y otros ser-vicios de tipo de lubricante. Asi-mismo, agua, aire de servicio,gas inerte y caústico.
F6 (Guarnición N� 1), (5)
De Tipo de Compuerta:
Servicio de hidrocarburos másliviano que 68� API incluyendo
400�C y menor. (4), (5)
F6 y Cu–Ni (Guarnición N� 6)F6 y F6 duro (Guarnición N� 7)
F6 (Guarnición N� 1)o
�vapor. Asi mismo, vapor y airede planta.
F6 y F6 duro (Guarnición N 7)
F6 y Estelita 6 (Guarnición N�
8)
Estelita 6 (Guarnición N�5)
Estelita 6 (Guarnición N 5)
Por encima de 400� C (4)
Estelita 6 (Guarnición N� 5)
De Retención y Globo:
Cualquier Servicio F6 (Guarnición N� 1)
NOTAS:
1. Las superficies metálicas de asiento, en válvula de tipo compuerta de sellado suave, tambiénestán cubiertas por esta tabla.
2. Donde se da más de un número de guarnición se deberá efectuar las elección más económica.3. Los materiales de guarnición son seleccionados para prevenir desgaste de las superficies de
asiento.4. Temperatura máxima de diseño de fluido.5. Excepto donde se requiera estelita según la Tabla 3.6. La selección de guarnición para exposición a servicio de H2S húmedo está limitado a: guarnición
No. 5. guarnición No. 2 (304),guarnición No. 3 (F 310), guarnición No. 10 (316) o guarnición No.8excepto que los anillos de compuerta y de asiento de 13 Cr. sólido deberán tener una dureza de225 Brinell max.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 320
�����
.Menú Principal Indice manual Indice volumen Indice norma
4.2 Las guarniciones para válvulas (cuerpo y cubierta) de acero austeníticoinoxidable, Monel y aleación de níquel deberán tener la misma química nominalque el cuerpo, excepto que la guarnición de estelita 6 (guarnición No. 5) deberáser suministrada para asientos de la compuerta y el cuerpo cuando sea requeridopor la Tabla 3 y es siempre una alternativa aceptable para superficies de asiento.
4.3 Las válvulas con guarnición Monel deberán tener un diferencial mínimo de durezade 50 HB entre las superficies de asiento.
4.4 El material usado para sellado y empaque de válvula deberá ser apropiado paralas temperatura máxima y mínima de diseño de fluido a las cuales estoscomponentes están expuesto.
4.5 Las limitaciones en el uso de cobre y de aleaciones contentivas de cobre deberánser tal como se dan más abajo para los siguientes servicios:
a. Servicios de amoníaco: No permitido.b. Servicios caústico y alcalino no se deberán usar aleaciones con un contenido
de cobre menor del 85%.c. Servicio de acetileno: aleaciones con un contenido de cobre mayor del 50%
no deberán usarse cuando el acetileno esté presente en cantidades mayoresde 1000 ppm (1000 mg/kg).
4.6 Los vástagos de válvula de acero inoxidable 17–4PH no deberán ser usados paratemperaturas de díseño mayores de 400�C.
NOTA: 17–4PH es una marca registrada de ARMCO IRON CORP.
4.7 El diseño totalmente pernado para la unión de cuerpo y cubierta de válvulas deacero de tipo de compuerta, globo y de bola, así como también la unión de cuerpoy cubierta, cuerpo y casquete de válvulas de bloque y válvula de retención,respectivamente, deberán ser sujetas a las mismas limitaciones de diseñoaplicables al pernado usado para la tubería conectora.
5 APLICACION Y SELECCION5.1 Toda válvula deberá ser apropiada para la clasificación de servicios de línea. Las
válvulas, sencillas o dobles, en un cambio de clasificación deberán serapropiadas para la clasificación más severa de línea en cualquier lado de la(s)ubicación(es) de válvula(s).
LIMITACION EN EL USO DE VALVULAS DE CUBIERTA SELLADA A PRESION
5.2 Las válvulas de cubierta sellada a presión sólo pueden ser usadas en vapor u otroservicio limpio, no corrosivo, según la Norma ANSI Clasificación 900 y mayores.Su uso debe ser aprobado por el Ingeniero de la Filial.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 321
�����
.Menú Principal Indice manual Indice volumen Indice norma
LIMITACION EN EL USO DE VALVULAS ROSCADAS Y DE SOLDADURA DEENCHUFE
5.3 Las válvulas roscadas de acero al carbono y las válvulas tipo compuerta de acerode soldadura de enchufe según la Norma API 602 o API 606, y las válvulas deglobo de acero al carbono que se ajusten a la Norma API 602 o API 606 se podránusar dentro de los siguientes límites:
a. Las válvulas deberán ser de tipo OS & Y (tornillo y acople externo) a menosque se especifique NRS (vástago no levadizo).
b. La tubería conectora es de acero al carbono.c. La clasificación de servicio de línea requiere un espesor de pared de tubería
no mayor que calibre 80.d. La tolerancia de corrosión de línea especificada es de 3 mm (1/8 de pulgada)
o menor, o la válvula tiene un espesor de metal mayor que el requerido paraigualar presiones a la tolerancia de corrosión de línea especificado.
5.4 Las fundiciones para válvulas de baja aleación (materiales P–3, P–4 y P–5) nodeberán usarse en servicio de hidrógeno con una condición de operación depresión parcial de hidrógeno por encima de 690 KPa (100 Psi).
LIMITACIONES EN EL USO DE VALVULAS SEGUN LA NORMA API 603
5.5 Las válvulas según la Norma API 603 no deberán usarse donde la tolerancia decorrosión especificada de la tubería conectora exceda de 0,8 mm (0,03 pulgadas)o donde se especifique un rango de presión mayor que la Clasifícación ANSI 150.
LIMITACIONES EN EL USO DE VALVULAS DE HIERRO DUCTIL, HIERROCOLADO Y DE ALEACION DE BAJO PUNTO DE FUSION.
5.6 Las válvulas de hierro dúctil , austenítico o ferrítico, pueden ser usadas dentro delos siguientes límites:
a. En cualquier lugar fuera de los límites de área de la unidad de procesos,excepto para las primeras válvulas de bloque que salen de tanques quemanejan hidrocarburos y que tienen un punto de inflamación de 55�C omenor.
b. Dentro de los límites de área de la unidad de proceso donde todos los fluidosdentro de ese bloque de proceso tiene una temperatura máxima de operaciónpor debajo de su punto de inflamación.
5.7 Las válvulas de hierro colado no pueden usarse en servicio de hidrocarburos,excepto en las líneas fuera de los límites de área de la unidad de proceso, quecontengan hidrocarburos de una densidad relativa de 68� API (0,709 kg/dm3 a15�C y 101.325 KPa) o mejores, donde la válvula no sea la primera válvula deobstrucción contra el tanque.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 322
�����
.Menú Principal Indice manual Indice volumen Indice norma
5.8 Las válvulas de hierro colado o de aleación de bajo punto de fusión, tal como latóno bronce, no deberán usarse en servicios en los cuales la falla de la válvula enun incendio pudiese obstruir el flujo de vapor a una bomba de proceso, a uncabezal de vapor o a una línea de vapor de emergencia.
5.9 Las válvulas de aleación de bajo punto de fusión, tal como aluminio, latón obronce, no deberán ser usados en servicio de hidrocarburos.
LIMITACIONES EN EL USO DE VALVULAS DE SELLADO SUAVE
5.10 Las válvulas de sellado suave (tal como válvula de bola, válvula tipo compuertade sellado suave y válvula de tapón) deberán ser instaladas con alivio de presiónpara cavidades de cuerpo hacia la parte ascendente, si los líquidos fríos puedenexpandirse, calentarse y acumular presión en la cavidad del cuerpo.
El líquido deberá ser descargado aguas arriba de la válvula a menos que seespecifique otra cosa.
5.11 Las limitaciones máximas de temperatura de diseño en material de sellado suavedeberán ser como sigue:
LIMITE DE TEMPERATURAMATERIAL
�F �CTEFLON TFE 450 230
TEFLON FEP 400 200
VITON – A 400 200
BUNA – N 250 120
NEOPRENE 200 90
5.12 Válvulas de bola de tapón y de mariposa de asiento suave:
a. Las válvulas tipo bola o tapón que no sean contra fuego no deberán serusadas en servicio de materiales inflamables, combustibles o peligrosos sinimportar la temperatura de operación.
b. Las válvulas tipo bola o tapón que no sean contra fuego pueden usarse enservicio de materiales peligrosos excepto como válvulas de bloque queliberen a la atmósfera o las primeras válvulas de bloque para la retención degrandes volúmenes de fluidos.
c. Válvulas de tipo mariposa, que no sean contra fuego, a ser usadas comoválvulas de bloque deberán estar limitadas a servicio de agua, a menos queel Ingeniero de la Filial apruebe otra cosa.
d. Las válvulas tipo mariposa, resistentes al fuego, pueden usarse en serviciosde materiales peligrosos y en otros servicios de procesos y generales sujetasa las siguientes limitaciones:
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 323
�����
.Menú Principal Indice manual Indice volumen Indice norma
1. No deberán ser usadas como válvulas de bloqueo que descarguen a la atmósfera.2. No deberán usarse como las primeras válvulas de bloqueo para la retención de grandes
volúmenes de fluidos.3. El diseño deberá ser bidireccional o deberá satisfacer las presiones y temperaturas de diseño
especificados para las direcciones de flujo, preferidas y no preferidas, respectivamente.4. Donde se especifique la capacidad “de doble bloque y purga” la instalación deberá consistir de
dos válvulas con una pieza de carrete y una válvula de drenaje en el medio.
LIMITACIONES EN EL USO DE VALVULAS DE VENTURI Y DE PUERTOREDUCIDO
5.13 Las válvulas de venturi y/o de tamaño menor que el de la línea (con reductores)podrán usarse en vez de válvulas de paso completo; siempre que:
a. El incremento de caída de presión esté considerado en el diseño de latubería.
b. El módulo de sección reducida esté considerado en el diseño de flexibilidadde la tubería.
c. Tales válvulas no serán usadas en líneas horizontales inclinadas paradrenaje continuo.
d. Los drenajes estén instalados en todos puntos bajos adicionales, causadospor la instalación de tales válvulas.
e. No sean usadas en aplicaciones erosivas tales como suspensiones, sólidosfluidizados o servicios severos de incrustaciones, marinas o de coke.
f. No se usan en líneas que según las especificaciones se “limpian concochino”.
g. No se usan como válvulas de bloque asociadas con aparatos de alivio depresión y cabezales de mecheros.
LIMITACIONES EN EL USO DE VALVULAS DE TIPO INSERCION
5.14 No se deberán usar las válvulas de tipo inserción para temperatura de diseño>510�C. Esta limitación no aplica a las válvulas de tipo de agarradera.
5.15 Para temperaturas de diseño >200�C, el material de armazón de válvulas de tipoinserción deberá tener el mismo coeficiente nominal de expansión térmica queel material de pernado y las bridas adyacentes.
LIMITACIONES EN EL USO DE VALVULAS DE RETENCION DE PLACADOBLE Y SENCILLA
5.16 Las válvulas de retención de placa doble y sencilla no se deberán usar enservicios de compresores reciprocante o de bomba.
5.17 Las válvulas de retención de placa doble y sencilla deberán tener asientos desellado suave cuando todos los siguientes criterios se satisfagan:
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 324
�����
.Menú Principal Indice manual Indice volumen Indice norma
a. Se requiere cierre hermético.b. ∆ P > 3450 Kpa (500 psi )c. La tolerancia de corrosión de línea especificada exceda de 1,5 mm (1/16
pulgada).
LIMITACIONES EN EL USO DE VALVULAS DE TIPO COMPUERTA CONEXTREMOS SOLDADOS A TOPE
5.18 Las compuertas deberán ser de cuña flexible, a menos que se especifique cuñadoble o asientos de doble disco paralelo.
5.19 Si se requiere un diferencial de dureza entre las superficies de asiento, lasuperficie de asiento de la compuerta deberá ser del material más suave.
5.20 Si la tolerancia especificada de corrosión de la línea es de 3 mm (1/8 pulgada)o menor, el espesor mínimo del cuerpo deberá cumplir con la Norma ANSI B16.34
5.21 Se debe suministrar una conexión de purga del cuerpo, en la posición G o Hsegún la Norma ANSI B 16.34 figura 1, para permitir probar la válvula en su sitio.
VALVULAS PARA SERVICIO DE BAJA TEMPERATURA
5.22 Las válvulas para temperaturas de operación menores que –100�C deberántener una cubierta extendida para que el prensa estopa se remueva de la zonafría y así asegurar una protección apropiada de empaque. Las cubiertasextendidas no deberán estar aisladas.
CONEXIONES DE EXTREMO
5.23 Las válvulas roscadas y de soldadura de enchufe se permiten solamente hasta2 pulgadas NPS (50 mm).
5.24 Las válvulas de tipo de compuerta, globo, de bolas y de tapón, mayores a 2pulgadas NPS (50 mm), deberán ser bridadas, a menos que se especifiquenválvulas de extremos soldados a tope.
5.25 Las válvulas de mariposa deberán ser de tipo inserción o de tipo agarradera. Eluso de válvula de tipo extremo bridado será especificado.
5.26 Las válvulas con extremos soldados de enchufe que requieran tratamientotérmico posterior de la soldadura (PWHT) a la tubería, deberá tener extensionesde 150 mm (6 pulgadas de largo) soldados en los enchufes de la válvula y
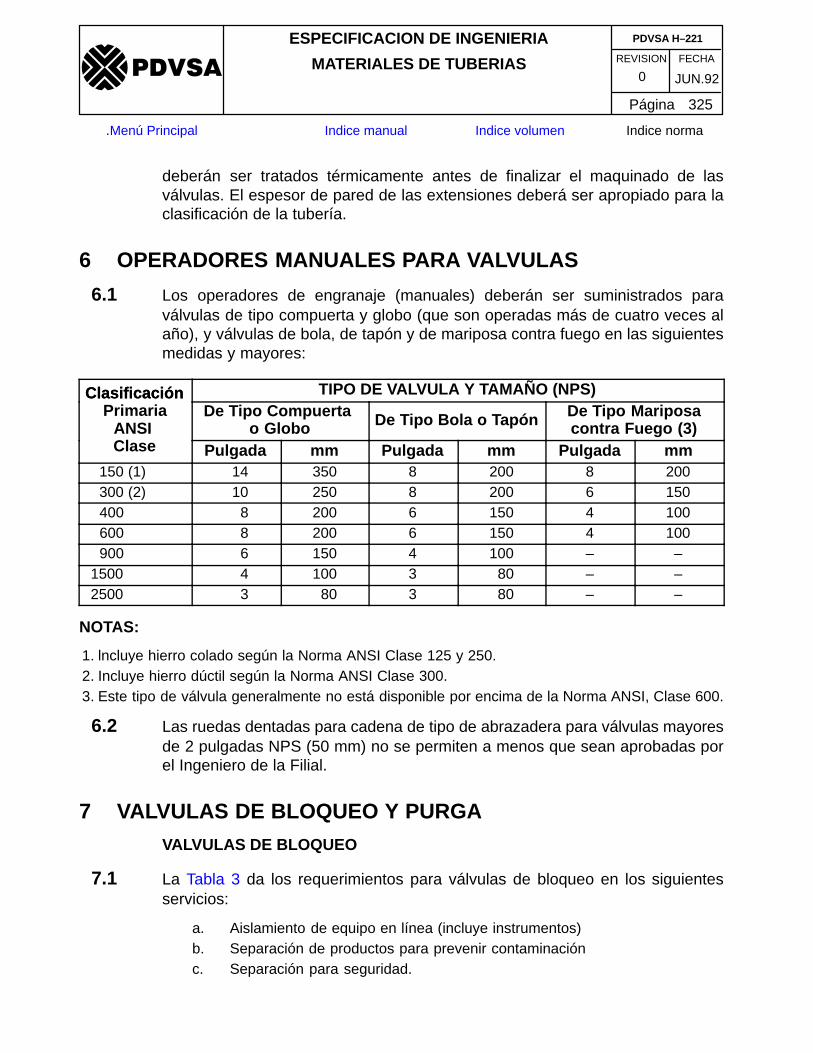
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 325
�����
.Menú Principal Indice manual Indice volumen Indice norma
deberán ser tratados térmicamente antes de finalizar el maquinado de lasválvulas. El espesor de pared de las extensiones deberá ser apropiado para laclasificación de la tubería.
6 OPERADORES MANUALES PARA VALVULAS
6.1 Los operadores de engranaje (manuales) deberán ser suministrados paraválvulas de tipo compuerta y globo (que son operadas más de cuatro veces alaño), y válvulas de bola, de tapón y de mariposa contra fuego en las siguientesmedidas y mayores:
Clasificación TIPO DE VALVULA Y TAMAÑO (NPS)ClasificaciónPrimaria
ANSI De Tipo Compuerta
o Globo De Tipo Bola o Tapón De Tipo Mariposacontra Fuego (3)
Clase Pulgada mm Pulgada mm Pulgada mm 150 (1) 14 350 8 200 8 200 300 (2) 10 250 8 200 6 150 400 8 200 6 150 4 100 600 8 200 6 150 4 100 900 6 150 4 100 – –1500 4 100 3 80 – –2500 3 80 3 80 – –
NOTAS:
1. lncluye hierro colado según la Norma ANSI Clase 125 y 250.2. Incluye hierro dúctil según la Norma ANSI Clase 300.3. Este tipo de válvula generalmente no está disponible por encima de la Norma ANSI, Clase 600.
6.2 Las ruedas dentadas para cadena de tipo de abrazadera para válvulas mayoresde 2 pulgadas NPS (50 mm) no se permiten a menos que sean aprobadas porel Ingeniero de la Filial.
7 VALVULAS DE BLOQUEO Y PURGAVALVULAS DE BLOQUEO
7.1 La Tabla 3 da los requerimientos para válvulas de bloqueo en los siguientesservicios:
a. Aislamiento de equipo en línea (incluye instrumentos)b. Separación de productos para prevenir contaminaciónc. Separación para seguridad.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 326
�����
.Menú Principal Indice manual Indice volumen Indice norma
d. Servicios de sólidos en suspensión con contenidos de sólidos mayores a11,98 kg/m3 (0,16 lb/gal)
e. Aplicaciones de servicios generales
VALVULAS DE PURGA
7.2 Las válvulas de purga deberán ser ubicadas según lo siguiente:
a. Entre todas las válvulas dobles con la excepción de conexiones de tomas deinstrumentos.
b. En el cuerpo de la válvula de bloqueo (posición G o H según la Norma ANSIB 16.34fFigura 1, para válvula de tipo compuerta), para todas las siguientes:1. Válvulas de tipo compuerta de sellado suave, de tapón y de bola2. Válvulas de tipo compuerta de disco doble3. Válvulas con extremo soldado a tope
c. En el cuerpo de la válvula (posicion G o H según la Norma ANSI B 16.34 figura1, para válvulas de tipo compuerta), para todas las “válvulas de bloqueodiferentes a las listadas en el párrafo B de arriba, excepto:1. Válvulas de bloqueo en conexiones de tomas de instrumentos.2. Válvulas de bloqueo que tengan una clasificación según la Norma ANSI
Clase 150, por debajo de las 12 pulgadas NPS (300mm) instaladaspara aislamiento de equipo en línea.
3. Válvulas de bloqueo simple usadas para servicios generales.d. Para válvula de bloqueo con clasificación según la Norma ANSI Clase 150,
por debajo de 12 pulgadas NPS, se deberá ubicar una purga entre la válvulade bloque y el equipo a ser aislado. Una válvula de drenaje ya instalado enesta posición es suficiente para satisfacer los requerimientos.
7.3 Las válvulas de purga asociados con las válvulas de obstrucción, y que estánnormalmente en la posición cerrada, deberán ser taponadas
8 REQUERIMIENTOS ADICIONALES PARA VALVULAS NOCUBIERTAS POR OTROS APENDICES
8.1 Los materiales de cuerpo y cubierta de válvulas no cubiertas por las Normas APIdeberán ser aprobados por el Ingeniero de la Filial.
8.2 Para válvulas de acero al carbono acero de aleación ferrítico y (cuerpo ycubierta), se acepta como sustituto del 13 Cr., el acero inoxidable 17–4PH, envástagos de válvula cuando están tratados térmicamente según el siguienteprocedimiento:
a. Tratamiento de solución a 1040�C y templados en aceite. El horno secalentará a 1040�C antes de cargar las partes: el acero debe ser calentadorápidamente hasta el rango de 840 a 950�C.
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 327
�����
.Menú Principal Indice manual Indice volumen Indice norma
b. Enfríe el material a menos de 32�C antes del endurecimiento porprecipitación.
c. Alternativa: 1) Endurezca a 620�C por 4 horas y deje enfriar al aire.Alternativa: 2) Endurezca a 760�C por 2 horas y deje enfriar al aire.
d. Enfrie el material a menos de 32�C antes del 2do. ciclo de endurecimiento.e. Endurezca a 620�C por 4 horas y enfrie al aire.
8.3 El espesor mínimo de cuerpo para válvulas de acero deberá satisfacer losrequerimientos mínimos de la Norma ANSI B 16.34 para la temperatura y presiónde diseño especificados. Si la tolerancia de corrosión de la línea especificada,excede de 3 mm (1/8 de pulgadas), se deberá agregar al cuerpo de la válvula unatolerancia de corrosión adicional en la cantidad de la tolerancia de corrosión delínea especificado que exceda de 3 mm (1/8 de pulgada).
8.4 Las válvulas se deberán analizar según la Norma API 598. La prueba dehermeticidad a alta presión se especificará solamente para válvula prototipo. Unaválvula se deberá considerar como un prototipo si:
a. El fabricante ha efectuado cambios significantes al diseño normal.b. El fabricante no tiene experiencia previa con el modelo de válvula particular.
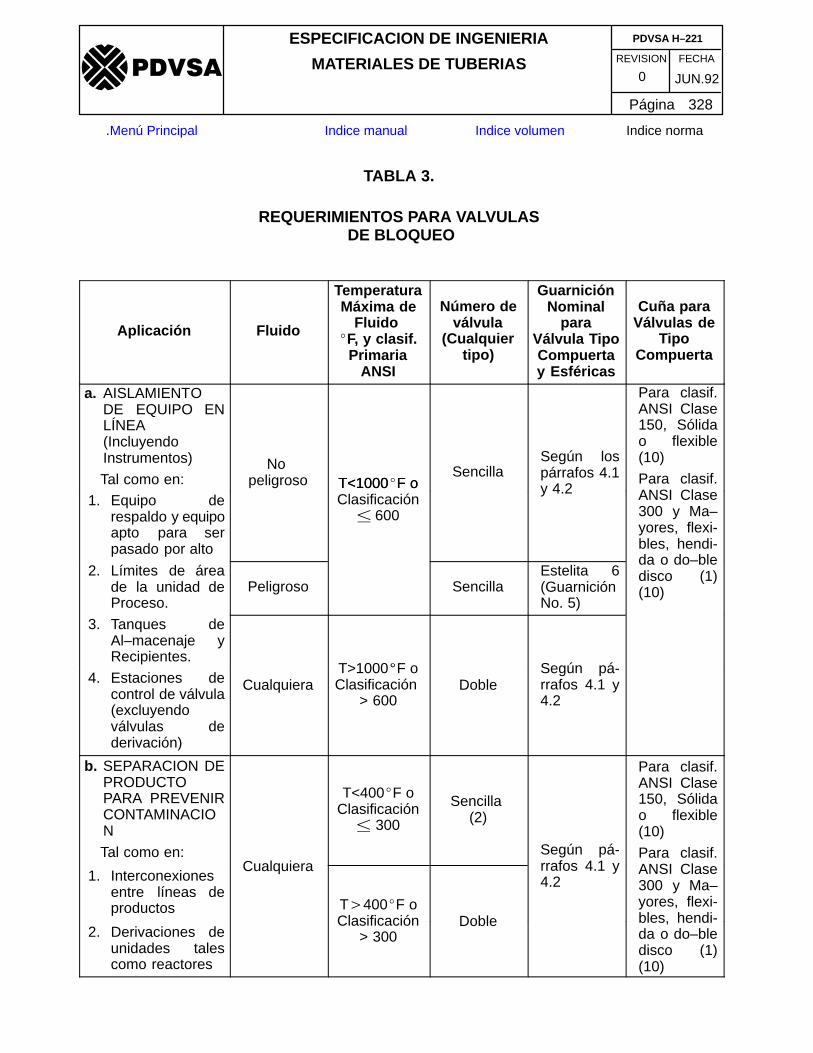
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 328
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 3.
REQUERIMIENTOS PARA VALVULAS DE BLOQUEO
Aplicación Fluido
TemperaturaMáxima de
Fluido �F, y clasif.
PrimariaANSI
Número deválvula
(Cualquiertipo)
GuarniciónNominal
paraVálvula TipoCompuertay Esféricas
Cuña paraVálvulas de
TipoCompuerta
a. AISLAMIENTODE EQUIPO ENLÍNEA(IncluyendoInstrumentos)
Tal como en:No
peligroso T<1000�F oSencilla
Según lospárrafos 4.1
Para clasif.ANSI Clase150, Sólidao flexible(10)
Para clasif.
1. Equipo derespaldo y equipoapto para serpasado por alto
T<1000 F oClasificación
� 600
y 4.2 ANSI Clase300 y Ma–yores, flexi-bles, hendi-
2. Límites de áreade la unidad deProceso.
Peligroso SencillaEstelita 6(GuarniciónNo. 5)
da o do–bledisco (1)(10)
3. Tanques deAl–macenaje yRecipientes.
�4. Estaciones de
control de válvula(excluyendoválvulas dederivación)
CualquieraT>1000�F oClasificación
> 600Doble
Según pá-rrafos 4.1 y4.2
b. SEPARACION DEPRODUCTOPARA PREVENIRCONTAMINACION
Tal como en:
T<400�F oClasificación
� 300
Sencilla (2)
Según pá-
Para clasif.ANSI Clase150, Sólidao flexible(10)
Para clasif.
1. Interconexionesentre líneas deproductos
Cualquiera
T�400�F o
rrafos 4.1 y4.2
ANSI Clase300 y Ma–yores, flexi-
2. Derivaciones deunidades talescomo reactores
Clasificación> 300
Doble bles, hendi-da o do–bledisco (1)(10)
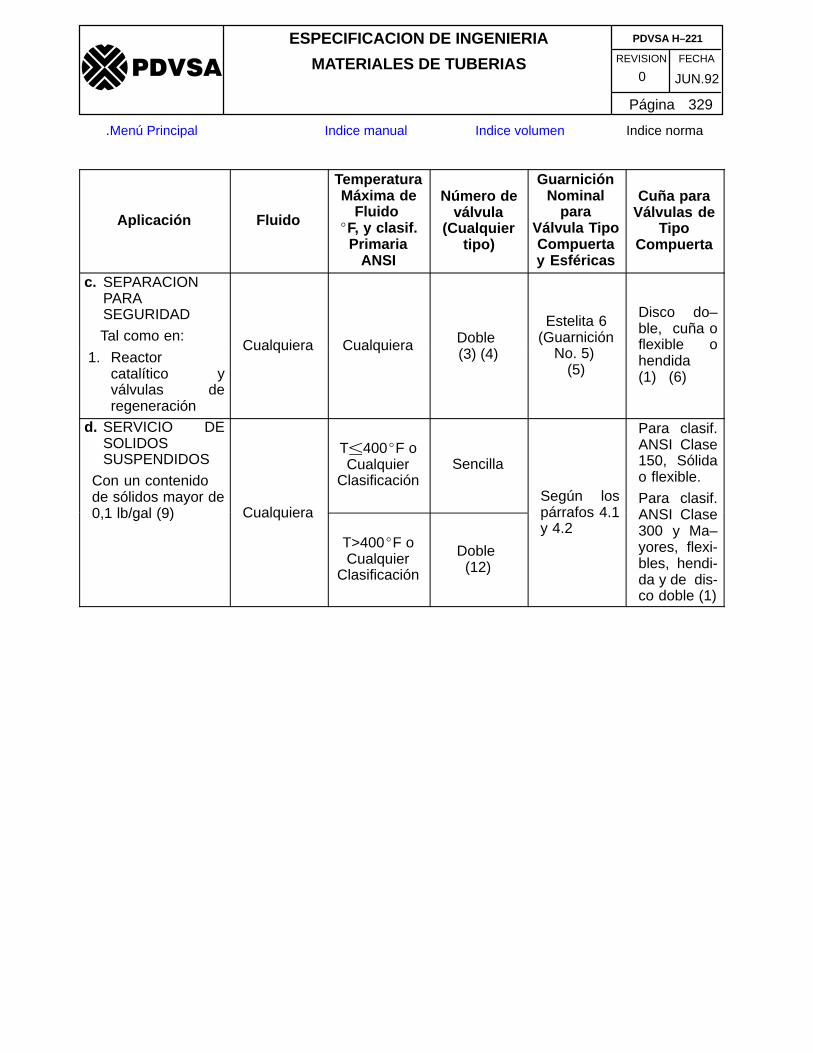
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 329
�����
.Menú Principal Indice manual Indice volumen Indice norma
Aplicación
Cuña paraVálvulas de
TipoCompuerta
GuarniciónNominal
paraVálvula TipoCompuertay Esféricas
Número deválvula
(Cualquiertipo)
TemperaturaMáxima de
Fluido �F, y clasif.
PrimariaANSI
Fluido
c. SEPARACIONPARASEGURIDAD
Tal como en: Doble Estelita 6
(Guarnición
Disco do–ble, cuña o
1. Reactorcatalítico yválvulas deregeneración
Cualquiera Cualquiera(3) (4) No. 5)
(5)
flexible ohendida (1) (6)
d. SERVICIO DESOLIDOSSUSPENDIDOS
Con un contenidode sólidos mayor de
T�400�F oCualquier
ClasificaciónSencilla
Según los
Para clasif.ANSI Clase150, Sólidao flexible.
Para clasif.0,1 lb/gal (9) Cualquiera
T>400�F oCualquier
Clasificación
Doble (12)
párrafos 4.1y 4.2
ANSI Clase300 y Ma–yores, flexi-bles, hendi-da y de dis-co doble (1)
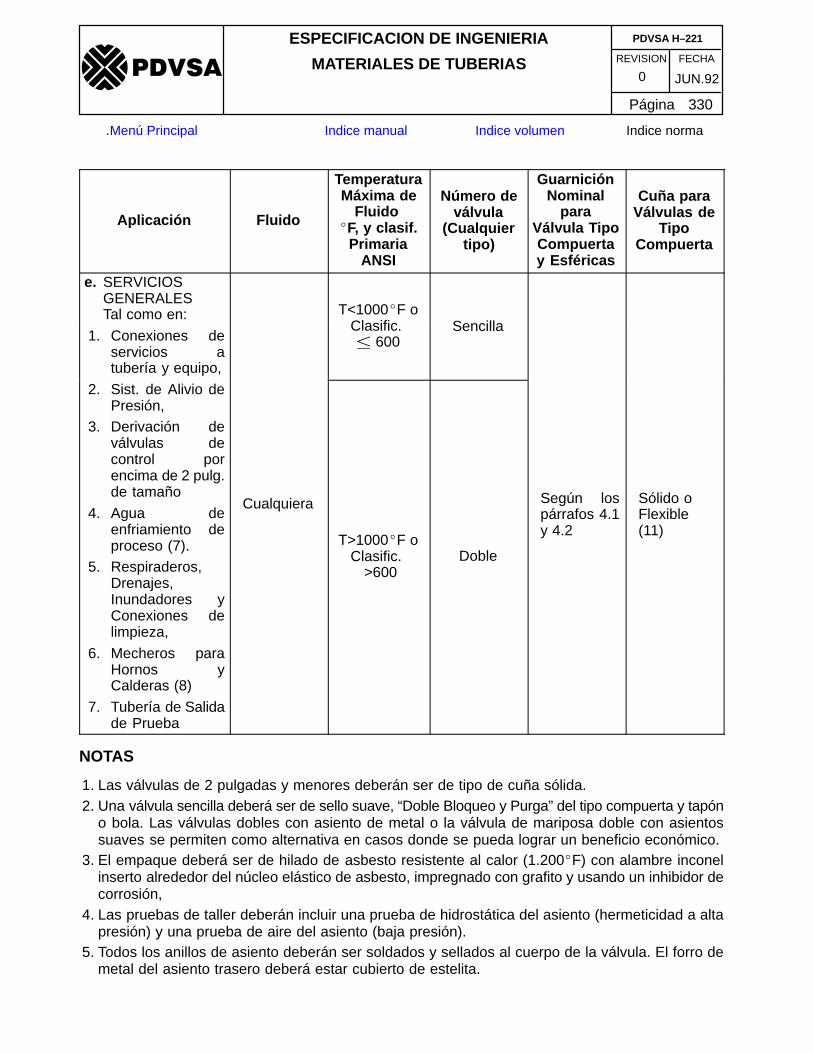
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 330
�����
.Menú Principal Indice manual Indice volumen Indice norma
Aplicación
Cuña paraVálvulas de
TipoCompuerta
GuarniciónNominal
paraVálvula TipoCompuertay Esféricas
Número deválvula
(Cualquiertipo)
TemperaturaMáxima de
Fluido �F, y clasif.
PrimariaANSI
Fluido
e. SERVICIOSGENERALES Tal como en: T<1000�F o
1. Conexiones deservicios atubería y equipo,
Clasific. � 600
Sencilla
2. Sist. de Alivio dePresión,
3. Derivación deválvulas decontrol porencima de 2 pulg.de tamaño
4. Agua deenfriamiento deproceso (7).
5. Respiraderos,Drenajes,Inundadores yConexiones delimpieza,
6. Mecheros paraHornos yCalderas (8)
7. Tubería de Salidade Prueba
Cualquiera
T>1000�F oClasific.
>600Doble
Según lospárrafos 4.1y 4.2
Sólido oFlexible(11)
NOTAS
1. Las válvulas de 2 pulgadas y menores deberán ser de tipo de cuña sólida.2. Una válvula sencilla deberá ser de sello suave, “Doble Bloqueo y Purga” del tipo compuerta y tapón
o bola. Las válvulas dobles con asiento de metal o la válvula de mariposa doble con asientossuaves se permiten como alternativa en casos donde se pueda lograr un beneficio económico.
3. El empaque deberá ser de hilado de asbesto resistente al calor (1.200�F) con alambre inconelinserto alrededor del núcleo elástico de asbesto, impregnado con grafito y usando un inhibidor decorrosión,
4. Las pruebas de taller deberán incluir una prueba de hidrostática del asiento (hermeticidad a altapresión) y una prueba de aire del asiento (baja presión).
5. Todos los anillos de asiento deberán ser soldados y sellados al cuerpo de la válvula. El forro demetal del asiento trasero deberá estar cubierto de estelita.
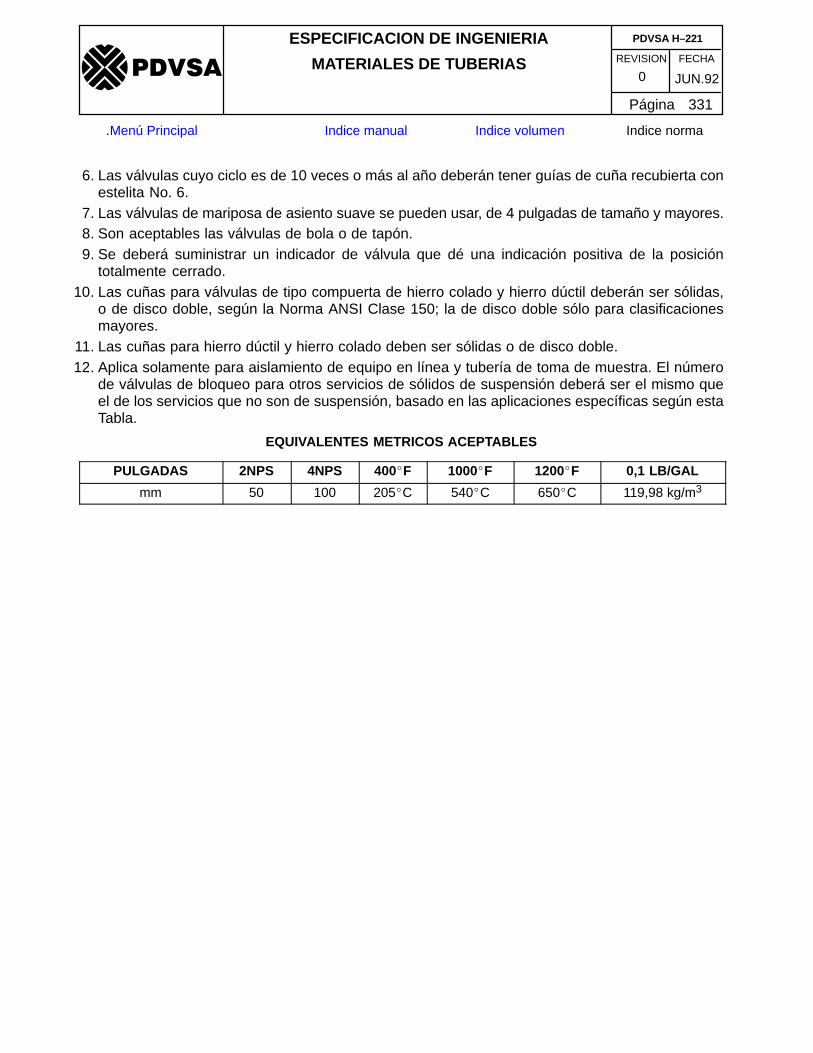
REVISION FECHA
ESPECIFICACION DE INGENIERIA
MATERIALES DE TUBERIASJUN.920
PDVSA H–221
Página 331
�����
.Menú Principal Indice manual Indice volumen Indice norma
6. Las válvulas cuyo ciclo es de 10 veces o más al año deberán tener guías de cuña recubierta conestelita No. 6.
7. Las válvulas de mariposa de asiento suave se pueden usar, de 4 pulgadas de tamaño y mayores.8. Son aceptables las válvulas de bola o de tapón.9. Se deberá suministrar un indicador de válvula que dé una indicación positiva de la posición
totalmente cerrado.10. Las cuñas para válvulas de tipo compuerta de hierro colado y hierro dúctil deberán ser sólidas,
o de disco doble, según la Norma ANSI Clase 150; la de disco doble sólo para clasificacionesmayores.
11. Las cuñas para hierro dúctil y hierro colado deben ser sólidas o de disco doble.12. Aplica solamente para aislamiento de equipo en línea y tubería de toma de muestra. El número
de válvulas de bloqueo para otros servicios de sólidos de suspensión deberá ser el mismo queel de los servicios que no son de suspensión, basado en las aplicaciones específicas según estaTabla.
EQUIVALENTES METRICOS ACEPTABLES
PULGADAS 2NPS 4NPS 400�F 1000�F 1200�F 0,1 LB/GAL
mm 50 100 205�C 540�C 650�C 119,98 kg/m3





























