Embed Size (px)
Citation preview

Compostable Bags at European Anaerobic Digestion Facilities
State of the Art and Margins for Optimization
October 30, 2012
Rhodes Yepsen

Outline 1. Background on Novamont 2. European Guidelines For Packaging in
Composting and AD 3. AD Technology Considerations 4. Case Study From Italy 5. Summary

!"#$%&''&()$
! *(+,%()-.'$%&''&()$&'$-($/)0$'(1"2()'$-($3)+&#()%3)-,1$4#(513%'$56$03+31(4&)7$4#(0"8-'$9#(%$!"#"$%&'"(!%$()%*"!+%',(-.(%/!+01'*1!%'(-!+/+#:$%&)&%&;&)7$4('-<8()'"%3#$=,'-3$,)0$"'&)7$1(=$3)+&#()%3)-,1$&%4,8-$4#(83''3'>$
! *(+,%()-$3)8("#,73'$-?3$-#,)'&2()$9#(%$,$4#(0"8-$5,'30$38()(%6$-($,$,2,*")(&%,"3("0-#-)2>$

@,-3#<A&BC$D(%4('-,5&1&-6$

European Guidelines: Packaging For Composting and AD
• Highest and best use for residential food waste – source separation, first sent to anaerobic digestion, followed by aerobic composting
• Compostable bags needed for capturing high volumes of food waste with low contamination – What is impact of compostable bags in AD systems?
• European standards: – EN 13432 (packaging) – EN 14995 (non-packaging)

EN 13423 & EN 14995 • Guidance on how to measure anaerobic degradation
– No pass level fixed, since optional for compliance – If disintegration and biodegradation are not completed during
fermentation, they will be during subsequent aerobic composting stage
• Behavior of compostable plastics in AD environment depends on several variables, including: 1. Temperature (thermophilic/mesophilic) 2. Solids retention time 3. Composition of the material 4. Shape and thickness of item 5. Pretreatment configuration

Biowaste Pretreatment Options For AD
Technology
Hydropulping Screw Press/ Mash Separation
Size Reduction + Screening
Shredding/ Mixing Pre-Aeration
Wet X X
Dry – plug flow X
Dry – batch X
• Pretreatment typically generates biogenic and non-biogenic residue (not entering fermentation process)!
• Amount can be greater than 10% by weight of incoming feedstock!" With low contamination, these materials are largely biogenic
and are potentially suitable for composting!

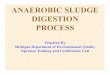
• Route 1: Maximum energy and material recovery, as well as best utilization of compostable bags
• Route 2: Maximum material recovery and use of compostable bags
• Route 3: Non-optimal, caused by external factors (e.g., plastic contamination) or internal factors (e.g., absence of composting for stabilization of digestate) " Switching from Route 3 to
either Route 1 or 2 leads to higher efficiency in capture of energy and material resources E("-3$F!
E("-3$G$
E("-3$H!
AI!JKLMN!
OEN<MENKM@N*M!LMKPN!
K*KNE!AID$$QIPNLMI!*!
AI!PKL!
D(%4('-,513$41,'28'!
'(#-30$("-!
456!
ENLIQRNL! QIPNLMKMN!
L"&-,513$9(#!D(%4('2)7! 456!
$78!
D!@O!LMI*P!
QILO!LKS!
D!@O!LM!
$78!
Routes for Compostable Bags

Case Study: Wet AD in Italy • Wet AD systems typically work with continuous feeding
and pumpable substrates – Total Solids (TS) content 12-15%, particle size less than a half-inch (<10 mm)
• Common pretreatment option is to add liquid to increase available surface area of organic material, brought into suspension – Hydropulping
• Case Study of Biofor Energia Srl based in Castelleone, Italy

Facility Profile • Wet AD system codigesting agricultural waste and
municipal source separated food waste (SSO) • Owned and operated by Biofor Energia Srl
– Joint venture between publically owned local waste management company and three local farmers (deliver ag waste and take back digestate for land application)
• Designed and built by Biotec Sistemi Srl, a partner and licensee of BTA International
• Capacity of 110,200 tons/year – In 2011 it treated manure (75,000 tons), SSO (22,000 tons),
packaged food waste (6,600 tons) and silage (6,600 tons)

Focus: Residential SSO
Intensive Source Separated Organics (ISSO) #Maximize organics diversion from landfill #Reduce food scraps in trash to less than 10%
-collection frequency -carts and containers -compostable bags -clear communication

ISSO Collection System
1. Vented kitchen pail and certified compostable bags are used to collect food scraps
2. Small curbside bin just for food waste!Organics collection 1-3 per week; trash once per week or biweekly (to achieve high capture rates) !
3. Small collection vehicles (w/o compaction) haul the organics to transfer stations

The bagged food waste is delivered to the AD facility
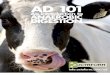
A front-end loader places the bags on a conveyor belt that feeds the BTA pulper

The hydropulper is already filled with process water • No shredding or bag opening is necessary: the bags get ripped
open during the pulping process

• Pulped waste is separated according to natural buoyancy and sedimentation – Solid organic components are reduced to fibers by shearing
forces and brought into suspension
• Three fractions are generated: 1. Organic suspension, sent to the grit removal system to take out fine
sands, pasteurization (70°C for min. 1 hr), then anaerobic digestion 2. Heavy fraction (stones, bones, metals, etc.) removed on the bottom 3. Light fraction (plastics, textiles, organic fibers, etc.) skimmed off
by a rake, then dewatered by a screw press.
Currently, the light, heavy and fine sand fractions all go to disposal.

BTA hydropulper (4 output fractions)
Where do the compostable bags end up? !

Waste Analysis: December 2011 First: Waste composition of bagged food waste " Three samples: total weight of 608 lbs, with an average
contamination rate of 1.3% (S = 0.52). " 126 bags in the three samples: 5 non-compostable plastic, and 121
certified compostable (EN 13423). " Of the 121 compostable bags, 67 were dedicated food waste bags,
54 were compostable shopping bags reused to collect food scraps

Waste Analysis, cont’d Second: Presence of compostable plastics in pretreatment output: " Heavy fraction from the pulper " Fine sand from the grit removal " Light fraction skimmed by rake, after dewatering by screw press " Organic suspension, after grit removal, before pasteurization
• Samples taken to laboratory for processing: – Oven drying to constant weight at 58°C – Manual separation of distinguishable plastic fragments (if any) – Extraction in chloroform (compostable polyesters solubilized) – FT-IR spectroscopy analysis

Analysis Results Heavy fraction: Fingerprint of edible oils, no peaks associated to compostable polyesters Fine sand fraction: No peaks associated to compostable polyesters
Light fraction (after dewatering): Manual sorting revealed variety of materials, including compostable polyesters (detail on next slide) Organic suspension: Fingerprint of edible oils, no peaks associated to compostable polyesters

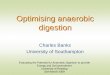
Light Fraction (after dewatering, manual sorting, and chloroform extraction with
FT-IR analysis


Conclusions • No compostable polyesters found in the organic
suspension, the heavy fraction or fine sand fraction – All compostable plastic residues were in light fraction
• Compostable plastics were 13.5% of total light fraction, after dewatering
• Polyethylene was 3% of total light fraction – High quality collected feedstock with low contamination
• Remaining light fraction appears to be mostly biogenic materials (fibers, skins, feathers, woody materials).
• Further research is needed, but 97% of light fraction is potentially recoverable through composting.

Thank You
Rhodes Yepsen Novamont North America, Inc.
www.Novamont.com/NorthAmerica [email protected]
610-401-6666