Embed Size (px)
Citation preview

Isolation and Regeneration of Cellulose Fiber from Sugarcane Bagasse
Madeline Yeo Geok Kim (23927)
A final project report submitted in the fulfillment of the requirements for the degree of
Bachelor of Science with Honours
(Resource Chemistry)
Supervisor: Dr. Chin Suk Fun
Resource Chemistry
Department of Chemistry
Faculty of Resource Science and Technology
University Malaysia Sarawak
2012
II
Declaration
I declare that this thesis entitled “Isolation and Regeneration of Cellulose Fiber from
Sugarcane Bagasse” is the result of my own research except as cited in the references. The
thesis has not been accepted for any degree and is not concurrently submitted in
candidature of any other degree.
Signature :……………………………….
Name :……………………………….
Date :……………………………….
I
Acknowledgment
First of all, I would like to thank the Department of Chemistry, Univerisiti Malaysia
Sarawak for giving me the opportunity to fulfill my Final Year Project. I really appreciate
all the materials, equipments, instruments and other facilities provided which are necessary
for the completion of my project.
I would like to express my deepest gratitude to my supervisor Dr. Chin Suk Fun for her
guidance, encouragement and concern throughout this project. She is the one who
constantly keep track on my progress and gave me a lot of precious ideas, information,
knowledge and advice on my project and report writing.
A special thank to master students of Physical Chemistry Laboratory, Kak Fiona for her
generosity in helping and give some assistance throughout the project. She easing my
burden and helping me to solve problem that arise in my project. I also like to thank my
friends, Ooi Sheue Lin and Tan Tong Ling for their assists, advice and support. This
support goes beyond academic guidance to make life enjoyable. Last but not least, I would
like to thank my family for their prayers, supports and advices when I am down and
discontentment. I appreciate the valuable experience, knowledge and laboratory skills that I
gained throughout this project.
III
Table of Contents
Page
Acknowledgment………………………………………………………………………….
Declaration…………………………………………………………………………...
Table of contents………………………………………………………………………….….
List of Abbreviations…………………………………………………………............ VI
List of Tables……………………………………………………....……………….. VII
List of Figures………………………………………..………………...………….... VIII
Abstract…………………………………………………………….………….…..... 1
1.0 Introduction……………………………………………………………………... 2
1.1 Problem statement………………………………………………….... 4
1.2 Objective……………………………………………………………... 4
2.0 Literature Review………………………………………………………………. 5
2.1 Sugarcane Bagasse…………………………………………………… 5
2.2 Cellulose……………………………………………………………... 5
2.2.1 Cell wall Composition of cellulose ……………………………. 7
2.3 Solvent System Of Isolation and Regeneration Of
8
Cellulose Fiber from Sugarcane Bagasse…………………………….
2.4 Physical Treatment of Cellulose Fibers…………………………….... 13
2.5 Biological Treatment of Cellulose Fibers……………………………. 14
2.6 Cellulose Regeneration………………………………………………. 15
I
III
II
IV
3.0 Material and Method……………………………..……………………………... 16
3.1 Material………………………………………………………………. 16
3.2 Method…………………………………………………………….…. 16
3.2.1 Pretreatment of Cellulose Material……………………………... 16
3.2.2 Dissolution of Cellulose………………………………………... 18
3.2.3 Regeneration of Cellulose………………………………………. 18
4.0 Results ……………….……………………………………………...………….. 19
4.1 Pretreatment and Isolation of Cellulose Fiber from Sugarcane
Bagasse………………………………………………………………. 19
4.2 Dissolution and Regeneration of Cellulose Fiber…………………….. 24
4.3 Percentage Yield of Regenerated Cellulose………………………...... 26
4.4 CHN analyzer………………………………………………………… 28
4.5 FTIR Spectroscopic Analysis……………………………………..….. 29
4.6 Scanning Electron Microscope (SEM) analysis……………………… 31
4.6.1 Morphology of Raw Sugarcane Bagasse……………………….. 31
4.6.2 Morphology of Isolated Cellulose………...……………………. 32
4.6.3 Morphology of Cross Section for Raw Sugarcane Bagasse
and Isolated Cellulose…………………………………...……… 34
4.6.4 Morphology of Cellulose Ultrasonicated Treated at Various
Duration………………………………………………………..... 36
4.6.5 Surface Morphology of Ultrasonic Treatmented Cellulose
Fibers ………………………………………………... …………
4.6.6 Surface Morphology of Homogenization Cellulose Fibers…….. 41
38
V
4.6.7 Morphology of Ultrasonication and Homogenization of
Cellulose ……………………….……………………………….. 44
4.6.8 Morphology of Regenerated Cellulose………………….……… 47
5.0 Discussion………………………………………………………………...…….. 48
5.1 Effects of Pretreatment of Sugarcane Bagasse with Aqueous Based
Solvent System…………………………………………………………….. 48
5.2 Effects of NaOH, Thiourea & Urea in Dissolution of Cellulose…………... 49
5.3 Gelation Behavior of Cellulose Solution…………………………………... 50
5.4 FTIR Analysis…………………………………………………………….... 50
5.5 Effects of Ultrasonication and Homogenization of Cellulose Fiber……….. 51
5.6 Comparison of cross sectional surface morphology of raw sugarcane
bagasse and isolated cellulose……………………………………………… 52
5.7 Coagulation Mechanism of Regenerated Cellulose………………………... 52
6.0 Conclusions and Recommendations………………..………….……..………… 54
7.0 References……………………...……………………………………………….. 55
Appendices……………………………………………….……………………........ 61
VI
List of Abbreviations
Calcium Thiocyanate
Ca(SCN)2
Celsius
⁰C
Fourier Transform Infrared Spectrophotometer
FTIR
Hydrochloric acid
HCI
Kilo Hertz
KHz/103Hz
Lithium Chloride
LiCl
Mass concentration : Mass/Volume
w/v
N-methylmorpholine-N-oxide
NMMO
N,N-dimethylacetamide
DMAC
Phosphoric acid
H3PO4
Revolutions per Minutes
Rmp
Scanning Electron Microscopy
SEM
Sodium Chlorite
NACIO2
Sodium Hydroxide
NaOH
Sulphuric acid
H2SO4
Zinc Chloride
ZnCl
1-butyl-3-methylimidazolium chloride
BMIMCl
1-ethyl-3-methylimidazolium acetate
EMIMoAc
1-ethyl-3-methylimiidazolum diethyl
phosphate
EMIMDEP
VII
List of Tables
Table Page
Table 1 Surface morphology studies on the different treatment of isolated
cellulose
17
Table 2 Experimental yield of regenerated cellulose by different volume of
ethanol
26
Table 3 CHN analyzer of cellulosic materials 28
List of Figures
Figures Page
Figure 1 Structure of Cellulose 6
Figure 2 Composition of cell wall and microfibrils consist of crystalline
and amorphous regions
7
Figure 3 The grounded sugarcane bagasse 19
Figure 4 Sugarcane bagasse treated with NaOH for 4h 20
Figure 5 Sugarcane bagasse after the treatment of sodium chlorite and
acetic acid mixture
21
Figure 6 Filtration of isolated cellulose 22
Figure 7 Drying of the cellulose fiber 23
Figure 8 Dissolution of isolated cellulose in NaOH: Thiourea: Urea
solution
24
Figure 9 The cellulose solution after cooled for 24h at -20°C 25
Figure 10 FTIR analysis of the raw sugarcane bagasse, isolated cellulose 29

VIII
and commercially available pure cellulose
Figure 11 SEM image of the surface of raw sugarcane bagasse 31
Figure 12 SEM image of the surface of isolated sugarcane bagasse 32
Figure 13 SEM images of cross section of sugarcane bagasse and
isolated cellulose
34
Figure 14 SEM images of the diameter of cellulose treated with
ultrasonic
36
Figure 15 SEM images of the diameter of cellulose treated with
homogenizer
Figure 16a SEM images of the surface morphology cellulose treated with
30s ultrasonic
38
Figure 16b SEM images of the surface morphology of cellulose treated
with 60s ultrasonic
38
Figure 16c SEM images of the surface morphology of cellulose treated
with 90s ultrasonic
39
Figure 16d SEM images of the surface morphology of cellulose treated
with 120s ultrasonic
39
Figure 17a SEM images of the surface morphology of cellulose treated
with 30s homogenizer
41
Figure 17b SEM images of the surface morphology of cellulose treated
with 60s homogenizer
41
Figure 17c SEM images of the surface morphology of cellulose treated
with 90s homogenizer
42
Figure 17d SEM images of the surface morphology of cellulose treated
with 120s homogenizer
42
IX
Figure 18a SEM images of the cellulose treated with 30s homogenization
and 30s ultrasonic
44
Figure 18b SEM images of the cellulose treated with 60s homogenization
and 60s ultrasonic
44
Figure 18c SEM images of the cellulose treated with 90s homogenization
and 90s ultrasonic
45
Figure 18d SEM images of the cellulose treated with 120s
homogenization and 120s ultrasonic
45
Figure 19 SEM image of the regenerated cellulose 47

1
Isolation and Regeneration of Cellulose Fiber from Sugarcane Bagasse
Madeline Yeo Geok Kim
Resource Chemistry Programme
Faculty of Resource Science and Technology
Universiti Malaysia Sarawak
ABSTRACT
Sugarcane bagasse is the by-product obtained after sucrose extraction from sugarcane plant. However, the
remaining bagasse is disposed and resulted in environmental pollution. Sugarcane bagasse has high
proportion of cellulose, lignin and hemicelluloses. Sodium hydroxide used to remove lignin and
hemicelluloses. Acetic acid and sodium chlorite was use to bleach the cellulose. FTIR results indicated that
lignin and hemicelluloses has removed. Mechanical treatment by ultrasonic and homogenizer on isolated
cellulose showed surface destruction on the cellulose through scanning electron microscopy (SEM) images.
Furthermore, NaOH: Thiourea: Urea with the composition (8:6.5:8) was used as aqueous based solvent
system in cellulose dissolution process. Ethanol acts as a non-solvent successfully precipitate the regenerated
cellulose. The yield of regenerated cellulose increases as volume of the added ethanol increase.
Keywords: Sugarcane bagasse, Cellulose fiber, Ultrasonic, Homogenizer, Yield.
ABSTRAK
Hampas tebu adalah produk selepas pengekstrakan sukrosa daripada tanaman tebu. Tetapi, hampas-hampas
tebu ini akan dibuang selepas pengekstrakan sukrosanya dan ia akan mencermakan alam sekitar. Hempas
tebu ini mempunyai banyak selulosa, lignin dan hemiselulosa. Natrium hidroksida digunakan untuk
menghilangkan lignin dan hemisellulosa. Asid asetik dan natrium klorida digunakan untuk melunturkan
selulosa. Keputusan FTIR menunjukkan bahawa lignin dan hemisellulosa telah disingkirkan. Rawatan
mekanikal dengan menggunakan ultrasonik dan penghomogenan pada selulosa telah menunjukkan
kemusnahan pada permukaan selulosa melalui imej SEM. Tambahan pula, NaOH: Thiourea: Urea dengan
komposisi (8:6.5:8) telah digunakan sebagai sistem akueus berasaskan pelarut dalam proses pelarutan
selulosa. Etanol bertindak sebagai bukan pelarut berjaya memendakan selulosa yang dijana semula. Hasil
daripada selulosa yang dijana semula meningkat dengan peningkatan isipadu etanol.
Kata kunci: Hampas tebu, Selulosa, Ultrasonik, Penghomogenan, Hasil.
2
1.0 Introduction
Sugarcane is a green material that widely used in sugar production industry while
sugarcane bagasse is the residue of cane stalks left over after crushing and extraction of the
sugarcane juice. These wastes cause environmental pollution. Therefore, the best way to
overcome this problem is to reuse and recycle the sugarcane bagasse in terms of waste to
wealth concept (Draman et al., 2009).
Sugarcane (Saccarhum officinarum) bagasse is a residue produced in large amount by
sugar industries. Normally, 1 ton of sugarcane will generate 280 kg of bagasse, the fibrous
by-product remaining after sugar extraction from sugarcane (Sun et al., 2004). Thailand
produced nearly 70 million tons of sugarcane in 2007 and became the world third sugar
producer followed by Brazil and Australia, respectively. Nearly 600-800 million tons (dry)
of annual crop residues are available annually in China, in which sugarcane bagasse (SCB)
accounts for 70-80 million tons. In Central Asia, Middle East, and North Africa that do not
have enough supplies of wood but have an abundant supply of agricultural residues
including rice straw, sugarcane bagasses, reeds, and grass. These lignocelluloses materials
provide a low-cost feedstock for biological production of fuels and chemicals, which offer
economic, environmental, and strategic advantages (Adsul et al., 2004).
Sugarcane bagasse on a dry weight basis consists of celluloses of 43.6%, hemicelluloses of
33.8%, lignin of 18.1%, ash of 2.3% and wax of 0.8% (Sun et al., 2004). Chemically,
cellulose is a linear natural polymer of anhydroglucose units linked at the one and four
carbon atoms by β-glycosidic bonds. This is confirmed by the presence of three carboxyl
3
groups with different acidity/reactivity, secondary OH at C-2, secondary OH at C-3, and
primary OH at C-6 position, and can form various strong intermolecular and intramolecular
hydrogen bonds (Kadla & Gilbert, 2000). Cellulose cannot easily separate into readily
utilizable components due to their high crystallinity nature (Chuan et al., 2006).
Cellulose in sugarcane bagasse is isolated by celluloses dissolution of an aqueous based
solvent system. However, there are only a limited number of common solvents in which
cellulose is soluble (Heinze & Liebert, 1689); solvents include, carbon disulfide, N,N-
dimethylacetamide/lithium chloride (DMAC/LiCl), concentrated inorganic salt (ZnCl/H2O,
Ca(SCN)2/H2O) and mineral acids (H2SO4/H3PO4), or molten salt hydrates (LiClO4.3H2O,
NaSCN/KSCN/LiSCN/H2O). The efficiency of existing methods for dissolving and
derivitizing cellulose can be improved by the present of suitable solvents such as N-
methylmorpholine-N-oxide (NMMO), used as a solvent for non-derivitizing dissolution of
cellulose for the production of lyocell fibers (Swatloski et al., 2002). However, the cost,
toxicity, stability and difficulty for solvent recovery need to be taken into consideration.
Therefore, an aqueous based solvent system is preferable for cellulose dissolution.
In this study, cellulose was dissolved in the NaOH/thiourea/urea aqueous solution and
regenerated by using ethanol. The morphology and chemical structural of the cellulose
were characterized and the yields of the regenerated cellulose were calculated.
4
1.1 Problem Statement
A few factors of the solvent system used to extract cellulose from sugarcane bagasse
needed to consider factor such as cost, toxicity, environmental friendly and solvent
recovery. After much consideration, the cellulose is isolated in the acidified sodium
chlorite and acetic acid. On the contrary, the condition of cellulose to dissolve in aqueous
based solvent system was carried out. Apart from this, the length of time for physical
treatment of cellulose is important in order to have better effects of destruction on the cell
wall of cellulose. Intensive washing of the regenerated cellulose was done to remove
impurities on the surface of regenerated cellulose.
1.2 Objectives
(1) To isolate cellulose from sugarcane bagasse by alkaline hydrolysis treatment.
(2) To determine the optimal condition for the dissolution of cellulose dissolved in the
aqueous solvent system.
(3) To determine the surface morphology and yield of regenerated cellulose.
5
2.0 Literature Review
2.1 Sugarcane Bagasse
The use of renewable resources, such as sugarcane bagasse, as starting materials for the
production of various chemicals, has increased in recent years. Sugarcane bagasse is a
residue produced in huge amounts by the sugar and alcohol industries, which has found in
wide applications as fuel for boilers to recover energy (Sene et al., 2002). Alternative
promising application include its use as low-cost animal feedstock, as raw material for
biological production of fuels, chemicals, and food additives, such as vanillin (Mathew &
Abraham, 2005) and xylitol (Carvalho et al., 2003,2005 ; Santos et al., 2003,2005a), and
even as cell support in different bioprocesses (Pandey et al., 2000 ; Sene et al, 2002).
Sugarcane bagasse consist of approximately 51.1% fibers and 47.5% medulla. The dried
fibre containes 51.1% cellulose, 28.5% hemicelluloses, 20.2% lignin and 3% other
components (Bertoti et al., 2009).
2.2 Cellulose
Cellulose is the most abundant renewable resource in the world. The cellulose-contaning
materials and their derivatives have been widely use. Apart from the use of unmodified
cellulose-containing materials, such as rice straw and cotton, the cellulose can be extracted
from its primitive resources (for example, lignocellulosic materials) and then processed
into its derivatives via chemical, enzymatic or microbiological method (Kirk-Othmer,
1993). Many literatures describe the preparation of cellulose derivatives and their
applications. However, the full potential of cellulose not yet been exploited for four main
6
reasons: the historical shift to petroleum-based polymers from the 1940s onward, the lack
of an environmental-friendly method to extract cellulose from its primitive resources, the
difficulty in modifying cellulose properties, and the limited number of solvents that readily
dissolve cellulose.
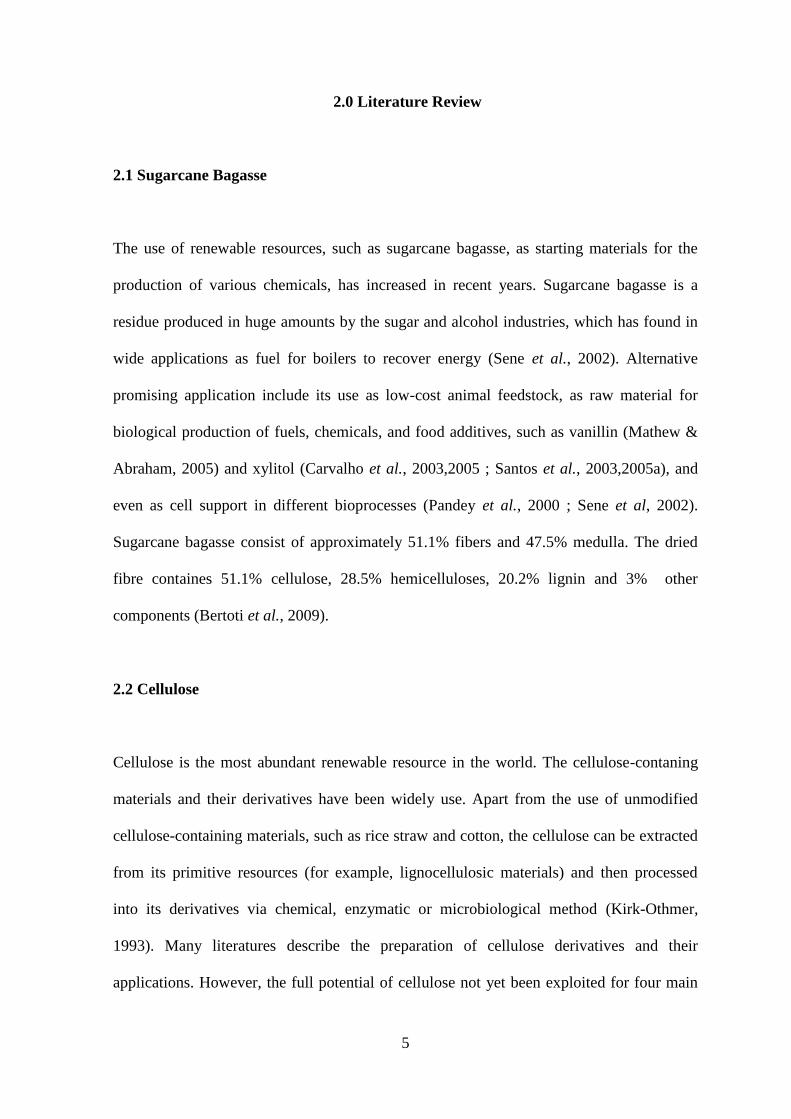
Figure 1: Structure of Cellulose (Cellulose, n.d)
Cellulose is composed of β-(1 4) - linked β-glucopyranosyl units with three hydroxyl
groups, which can form strong inter- and intra- molecular hydrogen bonds (Figure 1).
Therefore, cellulose does not easily dissolve in common solvents and does not melt before
thermal degradation (Klemm et al., 2005).
7
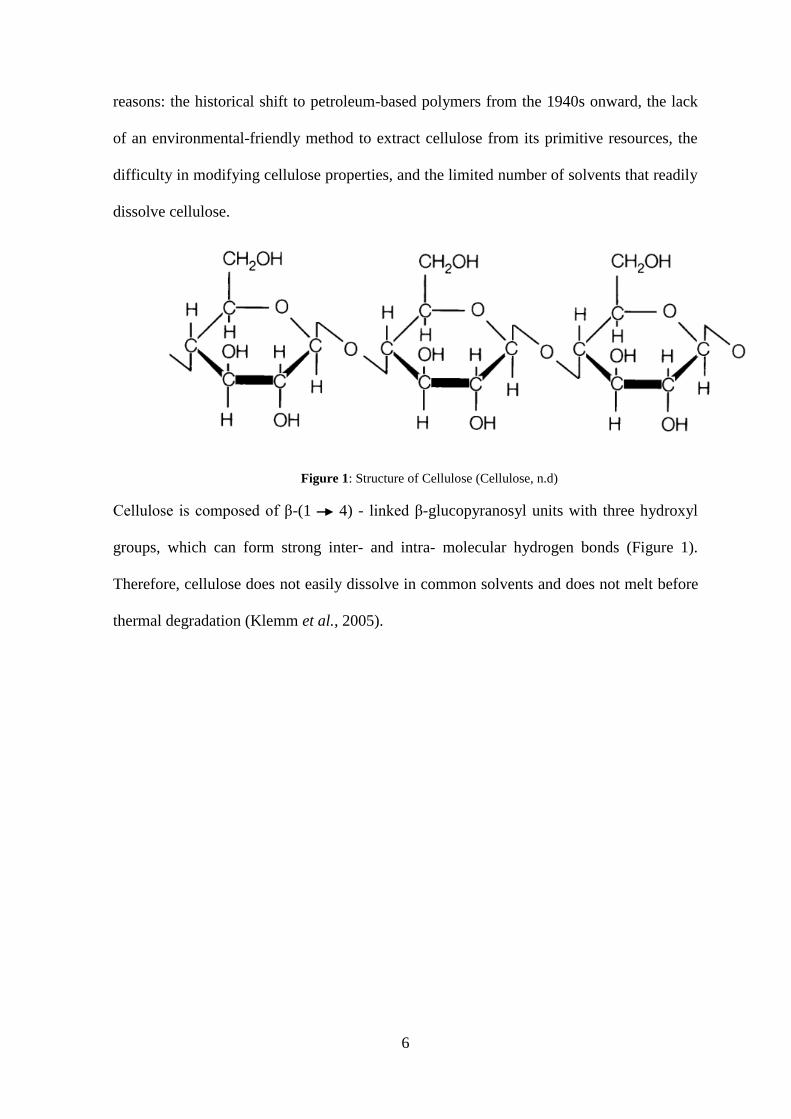
2.2.1 Cell Wall Composition of Cellulose
The cell wall of the cellulose consists of repeated crystalline structures result from the
aggregation of microfilbrils. These microfilbrils are surrounded by hemicelluloses and
lignin. Hemicelluloses and lignin is the amorphous region of matrix in the cellulose.
Several layers can be divided in the cell wall (Figure 2) : Warty wall (W), secondary cell
wall (S) (secondary cell wall is further divided into S1, S2, S3 layer), primary cell wall (P)
and lastly is the middle lamella (ML) (Frone et al., 2011).
Figure 2: Composition of cell wall and microfibrils consist of crystalline and amorphous regions
(Frone, Panaitescu, & Donescu, 2011).
8
2.3 Solvent System of Isolation and Regeneration of Cellulose Fiber from Sugarcane
Bagasse
Generally, the pretreatment processes such as applying high temperature, pressure, acids or
bases, and organic solvents to disrupt the lignin seal and cellulose crystalline structure of
lignocellulosic material. Most of the pretreatment methods have their disadvantage in
large-scale application. For example, the dilute acid process generates toxic byproducts,
such as furfural and aldehydes, which not only significantly reduced the sugar yield, poison
enzymatic hydrolysis and biofuels fermentation. In addition, steam explosion operated at
high temperature and pressure to achieve fibrillation, requires costly capital investment for
equipments. Organosolvent method, using organic solvents at high temperature to dissolve
the lignin, requires solvent recovery and high cost of capital investment (Chia & Cheng,
2009).
According to Knauf and Moniruzzam (2004), there are several processes that can be used
to release and or/purify lignin components from biomass. However, each process uses
several chemical agents to extract materials from lignocellulosic biomass and produces
other materials with different composition and properties. There are two main chemical
processes of biomass hydrolysis, which use acids and bases, whose choice mainly depends
on the material structure and characteristics desired for the products to be recovered.
Among the many aqueous and non-aqueous cellulose solvent system reported in the past
three decades, N-methyl-morpholine-N-oxide, NMMO/H2O system is the most powerful in
obtaining high concentration solution and has been commercialized to produce Tencel or
Lyocell fibers (Jin et al., 2007). In the commercially Lyocell process, N-methyl-
9
morpholine-N-oxide (NMMO) is used as direct solvent for cellulose as a modern industrial
fiber-making technology (Fink et al., 2001). The direct dissoultion of cellulose without
chemical derivatization and the almost complete recovery of the NMMO are the main
feature of Lyocell process. NMMO is able to dissolve cellulose due to high polarity of its
N-O bond, which breaks the hydrogen bond network of the cellulose and forms hydrogen
bonds with the solute (Rosenau et al., 2002). However, this innovative technology also
produces considerable amounts of byproducts and the expensive solvent requires effective
recovery. Thus it is not suitable for replacing viscous technology completely (Fink et al.,
2001).
According to Swatloski et al (2002) as early as 1934, Graenacher discovered that molten
N-ethylpyridinium chloride, in the presence of nitrogen-containing bases, can be used to
dissolve cellulose. This is the first example of cellulose dissolution using ionic liquids.
Ionic liquids are salts with low melting point and is founded in liquid state at room
temperature (Zhu et al., 2006). They are generally thermally stable, non-volatile and non-
flammable (Hermanutz et al., 2008). Due to these properties, researchers have classified
them as green solvents attributed to their environmental amiable nature compare to the
conventional organic solvents. The regenerated cellulose from ionic liquids has founded to
be more amorphous and porous which prevent it from enzymatic attack (Li et al., 2009).
Meanwhile, ionic liquids could act as delignification agent in which its reduce the cellulose
crystallinity (Zhao et al., 2010). Besides that, ionic liquids have found to be recyclable and
they could be reused for several times without affecting their performances in dissolution
of cellulose (Li et al., 2008). The solubility of ionic liquids namely 1-butyl-3-
methylimidazolium chloride (BMIM Cl), 1-ethyl-3-methylimidazolium acetate (EMIM
oAc) and 1-ethyl-3-methylimidazolium diethyl phosphate (EMIM DEP) in the
10
pretreatment of sugarcane bagasse was demonstrated by Yoon et al., (2010). Initial toxicity
studies appear to suggest that small exposures to 1-butyl-3-methylimidazolium chloride
posses limited health problem (Swatloski et al., 2004). Cuprammonium technology is
another traditional technique used to prepare cellulose products in which its will generates
heavy metals residues that are difficult to dispose (Fushimi et al., 1996). The high cost of
copper and the difficulties in its economical recirculation are serious limitations to its use.
Acidified sodium chlorite frequently used to delignify wood as Green et al. (1963)
demonstrated an initial step in the isolation of cellulose. However, chlorinating agents (e.g.
NaClO2) associated with environmental concerns have led to the increased use of more
environmentally benign agents for delignification such as hydrogen peroxide or an acetic
acid-nitric acid mixture in both elemental chlorine-free (ECF) and totally chlorine-free
(TCF) in isolation sequences (Crampton et al., 1938 ; Brendel et al., 2000). Bleaching of
mechanical pulps by using hydrogen peroxide is widely used under alkaline conditions
(Allison & Graham, 1989). Currently, there is also a growing interest in the use of
hydrogen peroxide as one of the oxidants replacing chlorine-based reagents with the
development of totally chlorine-free bleaching technologies (Choudents et al., 1996). It
generally accepted that perhydroxyl anion HOO ̄ is the most important active species
involved in the suspension of chromophores in lignin macromolecules (Rutkowski, 1994).
On the other hand, radicals such as OH• and O2 •− produced at high pH levels can
participate in lignin degradation and hemicelluloses dissolution (Sun et al., 2002; Wojciak
et al., 2002 ; Sun et al., 2004). Sequential treatment of dewaxed sugarcane bagasse with
water, NaOH and H2O2 with or without ultrasonic irradiation, resulted in dissolution or
degradation of 95.5 and 94.7% of the original hemicelluloses, and 91.7 and 90.2% of the
original lignin, yielding 44.7 and 45.9% cellulose respectively. In comparison, treatment
11
with sonication time for 40 min solubilized 0.8 and 1.5% higher of the original
hemicelluloses and lignin, respectively. This slightly higher efficiency of the ultrasound-
assisted extraction can be explained by increased accessibility and extractability of the
hemicellulosic and lignin component on the cell wall by the mechanical action of the
ultrasound (Hromadkova et al., 1999; Sun & Tomkinson, 2002). Unfortunately, hydrogen
peroxide can reacts with variety of substances. Therefore, hydrogen peroxide usually
diluted during transportation. Exposure to hydrogen peroxide takes place through
inhalation of damp or mist, through food uptake and through skin and eye contact.
Hydrogen peroxide can irritate the eyes, skin and mucous membranes. Permanent eye
damage will occur if exposures of the eyes to concentration of 5% or more of hydrogen
peroxide (Peroxide, n.d.). Therefore, dissolution of cellulose by hydrogen peroxide is not
practical.
Acidified sodium chlorite was used to delignify wood as an initaial step in the isolation of
pure cellulose, and chlorine is widely used as a bleaching agent in the pulp or cellulose
industry (Kempf & Dence, 1970). However, in aqueous media their reaction with
lignocellulosic materials will results in aromatic substitution, in some cases accompanied
by displacement of side chains, and quinonoid structures will form in oxidation reaction
(Simson et al., 1978). Its reaction with lignin is fast compared with its reaction with
cellulose. However, damages to the fibres during usual conditions of chlorine bleaching
will occur due to its rate of reaction (Singh, 1990).
In recent years, the environmental risks associated with the traditional delignification and
bleaching using elemental chlorine promotes the development of new systems free from
element chlorine or totally chlorine-free. Treatment of sugarcane bagasse with 80% acetic
12
acid and 70% nitric acid (10/1,v/v) mixture at 110 and 120 °C for 20 min removed most of
the lignin, non-cellulose polysaccharides and other components, yielding 43.6 and 43.0%
pure cellulose, which equal or rather close to the value of α–cellulose in sugarcane bagasse
(43.6%). The increase in the yield reported here might be because of the use of one-step
protocol to minimize cellulose loss, since the method for two-step protocal to isolate
involves a sodium chlorite delignification as the first stage followed by extraction with
alkali to remove hemicellulose (Sun et al., 2004).
The solubiltiy of microcrystalline cellulose and steam-exploded cellulose in aquoes NaOH
systems had been demostrated by Isogai and Atalla (1998) in which native cellulose pulps
have very limited solubility. Zhang’s group (Zhang et al., 2001 ; Zhang et al., 2004; Zhou
et al., 2004; Cai & Zhang, 2006) and Weng et al. (2008) successfully developed aqueous
NaOH solution systems with either urea or thiourea for cotton liner dissolution. The
optimal solubility was found with either 7/12/81 NaOH/urea/H2O or 9.5/4.5/86
NaOH/thiourea/H2O in compositions. Both solvent systems were inexpensive and less
toxic, but the precise structure of the solvent complex involved still not clearly understood.
Recently, Zhang et al. (2010) developed a new complex aqueous solvent consisted of
NaOH, urea and thiourea and was able to dissolve cellulose quickly when pre-cooled to
temperature between -8 and -12°C (Jin et al., 2007). The results show that the rapid
dissolution behavior and solubility of cellulose in aqueous NaOH/urea/thiourea solution at
a 8/8/6.5 mass ratio composition and pre-cooled to -10°C was aided by vigorous stirring
for 3 min and further dissolution at -2 to -0°C for 7-10 min (Zhang et al., 2010).
13
2.4 Physical Treatment of Cellulose Fibers
Physical treatment toward the cellulose was employed in this project. There are several
physical treatment used as a mechanical destruction toward the cell wall of cellulose fiber.
The most commonly used method is ultrasonication. Mason and Lorimer (2002) define that
ultrasonic is a sound that having a higher frequency that human hearing range such as >20
kHz. Ultrasound is able to degrade polymeric sequences and particularly in synthetic
materials that dissolved in various solvent (Wang & Cheng 2009). Acid hydrolysis is
combined with ultrasonic treatment had been demonstrated by Filson and Andoh (2009) in
order to obtain nano-cellulose fibers with an average diameter between 21-23nm. A few
parameters needed to achieve a high dispersion such as temperature and concentration of
the disperser, intensity at the tip of probe, pressure, volume and shape of vessel used.
Ultrasonic is widely used due to these properties and it is used in various applications such
as preservation of food, various washing processes, medicine, chemistry (degassing and
dispersion) (Wang & Cheng, 2009). Regenerated cellulose, pure cellulose, microcrystalline
cellulose and native cellulose had undergone this treatment in which resulting in a mixture
of micro and nano-cellulose fibers (Wang & Cheng, 2009).
Homogenization is another way of mechanical treatment that brings about irreversible
changes in the fibers (Herrick et al., 1982). It increases the bonding potential by modifying
of their morphology and size (Herrick et al., 1982). In the homogenization process, the
fibers were subjected to large pressure drop with shearing and impact forces (Herrick et al.,
1982). The combination of forces allowed the fiber to form a high degree of
microfibrillation of cellulose fibers and results in microfibrilated cellulose (MFC) (Herrick
14
et al., 1982). Microfibrillated cellulose is a type of lose morphology developed by Turbak
et al. (1983) in the early 1980s.
According to Frone et al. (2011), by using microwave can obtain disintegration of cellulose
fibers up to nano-scale. However, there is a disadvantage of using this method due to the
obtained material is highly degraded and the nano-fibers strength characteristics are low
(Frone, et al., 2011).
Gamma ray irradiation of cellulose fibers allowed the separation of gas mixture (25-30% H;
13-18% CO, 45-58% CO2 and 2-3% CH4) due to the depolymerisation, dehydrogenation
and glucoside chains destruction effects (Frone et al., 2011). By analyzing the molar mass
and polydispersity of the irradiated cellulose fibers with gel permeation chromatography
technique, it was concluded that the cellulose destruction by high-energy radiation affects
the molecular structure of the secondary structure and supramolecular structure of the
cellulose fibers (Frone et al., 2011).
2.5 Biological Treatment of Cellulose Fibers
Cellulose materials undergo degradation process under enzymatic action. Since cellulose
has great stability and high crystallinity, the destruction of cellulose is due to the primary
structure of chemical component. Lignin limits the availability of the cellulose material and
its act as a physical barrier in cellulose. The presence of microorganism such as bacteria









![Utilization of Crab Shell Derived Chitosan for Production of Gallic … · 2018-09-30 · carboxymethyl cellulose to form nanoparticles via ionic gelation [14, 15a]. Gallic acid (GAL)](https://img.pdfslide.us/doc/110x75/5e36e6fcd2f73c11f4507333/utilization-of-crab-shell-derived-chitosan-for-production-of-gallic-2018-09-30.jpg)