Embed Size (px)
Citation preview

PCMI 3002 | September 2016
Photo Chemical Machining Institute
Photoresists in Photo Chemical Machining Applications

- 2 -
Photo Chemical Machining Institute
Photo Chemical Machining Institute11 Robert Toner Blvd., #234North Attleboro, MA 02763
Phone: 508-385-0085Fax: 508-232-6005
2 PCMI is the source for tracking PCM trends, business developments and competitive factors.
2 PCMI is dedicated to helping companies involved in photo chemical machining technology!
2 PCMI will help your business grow!
2 PCMI assists its members in staying current with technology developments!
2 PCMI publications cover a broad range of subjects from process information and latest equipment technology through to market applications!
2 PCMI promotional materials provide members with the tools they need to educate academics and customers about pcm technology.
2 PCMI members include: contract manufacturers producers, suppliers of equipment, chemistry, metal, tooling; consultants, environmental advisors; and, university and college professors.

- 3 -
The purpose of this PCMI Technical Manual is to make information available to users and designers of Photo Chemical Machined Parts. The manual contains a compilation of valuable and useful data pertinent to the problems encountered in the application of photo chemical machinery principles.
The data is reviewed and edited by many industry experts, and the decision to publish the material is by approval of the PCMI Board of Directors.
The content of this booklet was updated by the PCMI Education Committee.
The original work was compiled by the following people:
Emeritus Professor David Allen Ken Bridges M. Lane Hilland Wes Pittenger Rudy SedlakKen SwitzerHeimeran Von Stauffenberg
Photoresists in Photo Chemical Machining Applications

- 4 -
Table of Contents
Introduction ----------------------------------------------------------------------------------------------------------- 5 - 6
Storage and handling of photoresists --------------------------------------------------------------------------- 7
Application environment ------------------------------------------------------------------------------------------- 7
General processing steps ------------------------------------------------------------------------------------------- 7
Substrate cleaning --------------------------------------------------------------------------------------------------- 7 - 9
Liquid photoresists application methods ----------------------------------------------------------------------- 9 - 10
ED resists --------------------------------------------------------------------------------------------------------------- 10 - 11
Dry film photoresists application methods -------------------------------------------------------------------- 11 - 12
Photoresist exposure ------------------------------------------------------------------------------------------------ 12 - 14
Direct laser imaging ------------------------------------------------------------------------------------------------- 14
Developing ------------------------------------------------------------------------------------------------------------- 14 - 16
Post image cure ------------------------------------------------------------------------------------------------------ 16
Etching ------------------------------------------------------------------------------------------------------------------ 16 - 17
Plating ------------------------------------------------------------------------------------------------------------------ 17
Stripping ---------------------------------------------------------------------------------------------------------------- 17 - 18
Conclusion ------------------------------------------------------------------------------------------------------------- 18
List of PCMI Educational Publications --------------------------------------------------------------------------- 19

- 5 -
Photoresists have always been and will continue to be an essential part of material processing in the Photochemical Machining Industry (PCMI). Image definition is a critical aspect of forming chemically etched parts. Photoresists form the desired pattern and act as an etch resist to define that pattern. The technology has evolved through the last century resulting in high-resolution resists that cover a multitude of applications. They are available in two basic forms, liquid and dry film. Though they are applied differently to the metal substrates, they have many of the same basic processing principles once they are adhered to the metal surface. Liquid resists are photopolymers that are applied by various techniques such that an even coating is distributed over the metal surface. Dry film is a photopolymer resist that has been coated to a controlled thickness on polyester by the dry film manufacturer. An interleaf sheet of polyethylene is applied after the coating on polyester to allow the dry film to be supplied in roll form.
All photoresists are made up of photopolymers designed to withstand etching and plating solutions. The term “photo” is appropriate because they respond to light, usually in the UV wavelength range of 300 to 400 nanometers. The imaging response of the photoresist is designated as either negative or positive acting depending on response of the photopolymer to the light source. Once the resist is exposed to light, it is placed in a developing solution designed to differentiate between the exposed and non-exposed areas, so that only the desired image remains. Negative acting photoresists polymerize (cure) when exposed to the light source, resulting in a more chemically resistant nature. The polymerization also causes the resist to increase its adhesion to the metal substrate.
Therefore with negative acting resists, areas exposed to light remain on the metal substrate after developing to act as a protecting film that will resist the etchants.
Positive acting resists have an opposite response when exposed to the light source. The area exposed to light becomes soluble in the developing solution. Therefore with positive acting resists, areas exposed to light dissolve in the developing process leaving the unexposed portions of the resist to act as the etch resist. Liquid resists are available in both positive and negative acting forms, while dry film is usually limited to a negative acting form. Positive acting dry films have been introduced, but because of limited market potential, most suppliers have withdrawn their offerings, at this time.
The selection of a positive or negative acting photoresist depends on the desired application. Positive acting resists typically exhibits improved image resolution as compared to negative acting resists, but are significantly slower in exposure, more difficult to process in developing and stripping, and have a much more expensive base price. In addition, positive resists have the characteristic that they can be imaged, processed through etching, re-imaged with a secondary image and re-processed to form multiple etch depths.
The base polymer chemistry of most photoresists is epoxy, acrylic or a blend of each. Acrylic based resists are easier to process through the PCM process because of faster exposure responses and faster stripping, but do not offer the chemical resistance of epoxy based resists. Epoxy based resists are typically used in resist that would be considered permanent, such as solder masks, therefore not stripped off after processing.
Introduction

- 6 -
Acrylic resists can usually be removed in hydroxide based strippers, while epoxy resists strip very poorly in hydroxide based strippers and need much more aggressive chemistries for removal from the metal surface.
Epoxy resists have proven useful in etching aluminum by offering higher chemical resistance to hydroxide based aluminum etchant. They withstand the etching chemistry that normally would remove an acrylic resist. In addition, because stripping of conventional acrylic based resist in hydroxide based strippers attack the surface of aluminum during removal, epoxy resist strippers based on formic acid remove the resist but do not attack the metal surface.
Liquid resists are available in solvent or water borne chemistries, while dry film is currently available in solvent based chemistries only. The advantage of water-based chemistries is the elimination of solvent vapors during the drying process. Water borne resists are resists where the base solvent is water. These resist are made up of a synthetic polymer such as PVA (poly vinyl alcohol) or a natural colloid such as fish gelatin or casein. These resists, often referred to as “fish glue” or “casein resists”, are inexpensive but must be sensitized by inorganic compounds, such as ammonium dichromate, which produces a water insoluble product after ultraviolet cure. Developing of the resist is performed in tap water and a post developing thermal cure for 10 minutes is required prior to etching.
Liquid resists are available that develop either in aqueous or solvent solutions while dry film develops in aqueous solutions. Resists that develop in solvent solutions offer higher chemical resistance than those developed in aqueous solutions. Solvent developed dry films were available, but were removed from the market by 1990.
The selection of whether to use a liquid versus a dry film photoresist is dependent on a multitude of factors including performance, economic and environmental considerations. While dry film is more expensive per square meter of surface coated, ease of use, lower solvent emissions, elimination of the liquid resist pre-bake, and less imaging “pin holing” makes dry film very attractive for many PCM manufacturers.
Liquids are usually applied in thinner coatings making them more cost efficient for application and processing. The thinner coating of liquids and lack of the polyester “cover sheet”, which is part of the dry film system, allow liquids to achieve finer resolution features on the photographic artwork. Liquids have a typical final coating thickness between 4 to 15 microns, while dry film is supplied by the manufacturer in various increments from 15 to 100 microns.
Dry film has a 1 mil thick polyester cover sheet that acts as a protective layer through the exposure process which prevents intimate contact of the photographic artwork to the actual photoresist, thus typically limiting resolution capability.
The PCM manufacturer controls the coating quality and thickness of liquids, while the coating quality and thickness of the dry film is controlled by the dry film manufacturer.

- 7 -
Proper handling and storage of all photoresist is critical. It is essential that all guidelines supplied by the manufacture be followed. Proper personal protection is required to prevent exposure to the chemistries. Process areas must be properly ventilated to remove airborne contaminates limiting exposure to the chemistries involved.
Photoresists are usually handled in safe light areas, which involve non-UV transmittal yellow light or yellow sleeves. Clear, non-UV transmittal sleeves are available to eliminate yellow lights in the area, which may aid in the inspection process of photoresists. Check with the photoresist manufacturers to determine if these sleeves offer enough protection of the photoresist to prevent premature polymerization (cure).
Application Environment
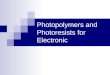
Photoresists are generally applied and processed through exposure in a clean room environment. Temperature controls are generally 70F +/- 2F with humidity controls of 50% +/-10% RH. Typically, class 10,000 environments are utilized, but environments with lower classifications may be necessary to obtain acceptable yields. It is important to remember that the classification of a room only indicates the cleanliness of the air in the room, not the cleanliness of the surfaces. Most defects in the etching environment do not come from airborne contaminates, but from surface contaminates such as tape, metal filings, clothing, resist chips, rubber gaskets, hair, skin, etc. Resist chips from the edge of the resist coated sheets are a major contributor of image defects (Figure 1).
The general processing steps for photoresists are:
• Metal preparation/precleaning• Resist application to the metal• Bake (for liquid resists)• Expose• Develop • Post cure (optional for dry film resists)• Etch, plate or electroform.• Strip
Substrate Cleaning
Proper preparation of the metal’s surface is the most important step in the processing of photoresist, but is often the most neglected. In order to assure good adhesion of the photoresist during the etching process, the metal should be pre-cleaned prior to the application of the photoresist. Cleaning and roughening the metal surface will maximize photoresist adhesion. Mild roughening of the surface by abrasive brush or other methods, such as pumice, will provide microscopic peaks on the metal surface, which will act as adhesion sites for the photoresist. The roughening should occur such that a maximum surface area is obtained.
Storage and Handling
General Process Steps
Figure 1 - Dry Film Overhang

- 8 -
Excessive roughening can limit the surface area as much as minimal roughening thus limiting adhesion of the photoresist. When tested with a surface profilometer the roughness should give approximately the following readings; Ra = 0.2 to 0.3 microns (8 to 12 micro-inches), Rz = 1.6 to 1.9 microns (100 to 128 micro-inches). Chemical cleaning should precede metal surface scrubbing in order to assure proper cleaning (Figure 2).
Mechanical scrubbing does not ensure that all contaminates, such as oil, fingerprints, oxidation, etc. are removed from the metal surface.
Depending on customer requirements for the metal surface, surface roughening may not be possible. When this is the case, pre-cleaning should involve chemistries that will properly “wet” the surface to permit proper adhesion. Liquid resists are typically less disposed to this requirement than dry film, but insuring that steps are in place to properly clean the metal will pay off during the final processing stages. One measure of proper surface preparation is, after the pre-clean process, following immersion in a tank of water the metal surface should hold a sheet of water for 30 seconds without de-wetting.
The metal surface should be tested immediately prior to resist application taking into account that a conveyor roller at the exit of a preclean line can be a major source of contamination. A more sophisticated description of a water break test is found in ASTM Standard F22-65 Test Procedure.
Most photoresists adhere best to a slightly acidic surface (pH 5.5 – 6.9). An over active acidic surface (below pH 5.5) may cause the resist to develop improperly. Therefore a typical preclean process will include an alkaline cleaner with surfactants to clean the metal of oil, fingerprints and other contaminants followed by an acid rinse to neutralize or slightly acidify the surface. Naturally, preclean chemistries should be separated with a copious water rinse. The final rinse should be de-ionized (DI) or distilled water to prevent water borne contaminates from drying on the surface. Such contaminates may either cause the resist to develop improperly or lose adhesion during etching.
The metal should be pre-cleaned just prior to resist application. If the metal is held in the general environment for an extended period prior to resist application, oxidation may form on the metal surface, which will inhibit the resist adhesion. The maximum allowable time between pre-clean and resist application will be dependent on the metal type and the atmosphere in which that the metal is stored.The typical chemical preclean line (with or without mechanical scrubbing) involves:
• Alkaline cleaner with surfactant• Water rinse• Acid rinse (typically 2-5% sulfuric acid)• Water rinse• DI water rinse• Warm air dry
Figure 1 - Chemical Clean Line

- 9 -
In order to promote increased photoresist adhesion or condition metal surfaces that are difficult for photoresists to adhere to, additional pre-clean steps, such as conversion coatings known as “pickling”, may be employed. Typically, a nitric acid etch of steel will increased roughness and consequently improves mechanical adhesion of the resist. Also, the surface may be treated using a phosphate or chromate conversion process. Since these treatments can affect the etching rate of the metal, care must be taken to obtain the proper balance of improved resist adhesion without excess loss of etch rate. The treated metal sheet must be thoroughly rinsed in DI water prior to drying to avoid any problem with the resist coating application.
The deposit of the liquid photoresist onto the metal surface is dependent on the qualities of the photoresist and the application method used. Various application methods include dip coating, spray coating, spin coating, curtain coating, and roller coating. After the photoresist is applied, it must be pre-baked to allow handling during subsequent processing.
Dip coating is the most common for PCM applications and is typically the easiest and least expensive of the available methods (Figure 3).
During dip coating, the metal sheet is dipped into a tank containing liquid photoresist. The metal sheet is withdrawn at a controlled rate from the tank.
Dip coating applies the photoresist to both sides of the metal. The coating thickness is proportional to the withdrawal speed with a good control of coating thickness being possible. The photoresist thickness can be decreased by increasing the withdrawal speed or increased by slowing the withdrawal speed. The solids and viscosity of the liquid photoresist will limit maximum and minimum thickness.
Usual withdrawal speeds are 4 to 12 inches per minute. The photoresist thickness will generally be thicker at the bottom of the sheet than at the top because the photoresist will flow downward before drying sets the resist. This wedge effect is less at the lower speed, but generally a small wedge effect can be tolerated. With proper temperature, viscosity, and withdrawal control, variation in the resist thickness across the working area can be held to a minimum. If necessary to reduce the wedge effect further (using a negative photoresist), the sheet can be dried and re-dipped in the reverse direction. A positive resist cannot be re-dipped because the first coating will dissolve away during the second application.
Control of viscosity is also very important, as this will change the coating thickness. Temperature will change viscosity. After the photoresist has reached the proper temperature, the viscosity should be checked. Solvent must be added to compensate for evaporation losses from the tank of photoresist.
Periodic batch filtration is recommended for all photoresists used in dip tanks.
Dip coating with controlled withdrawal from the liquid efficiently applies photoresist to both sides of the metal. Figure 3 - Dip Coater
Liquid PhotoresistApplication Methods

- 10 -
The withdrawal rate and viscosity of the liquid photoresist control the thickness and evenness of the coating. The equipment must have good speed controls with no irregularities or chatter.
A slight speed irregularity such as gear chatter will result in a coating irregularity as the metal sheet is withdrawn from the photoresist
Spray coating uses an applicator similar to a paint spray system to coat the metal surface. Coating thickness and quality is controlled by air pressure, atomization of the photoresist at the nozzle, length of spray time and viscosity of the photoresist. Double side spray coaters are available.
In spin coating a liquid resist is applied to the center of a horizontally spinning metal plate. The spinning action’s centrifugal force forces the liquid resist to coat the metal surface. The rate of mechanical spin and viscosity of the photoresist controls the coating thickness and quality. Spin coating coats one side of the metal per application.
Curtain coating utilizes a piece of equipment that causes the liquid resist to flow as a liquid curtain through which the metal plate is passed. The speed of the coating conveyor and viscosity of the photoresist control the coating thickness and quality. Curtain coating coats one side of the metal per pass.
Roller coating utilizes a piece of equipment that causes the metal sheet to pick up a photoresist deposition as it is conveyed through coating rollers (Figure4).
The standard equipment has a horizontal transfer rubber roller with small grooves cut into the rubber. A “doctor” bar with dams on the ends and in contact with the roll forms a reservoir for photoresist. The photoresist is pumped from a holding container through a filter to one end of the reservoir, and an outlet at the other end of the doctor bar returns the photoresist to the holding container.
Pressure of the doctor bar against the grooved rubber roller determines the thickness of photoresist maintained in the grooves as the roller revolves.
The speed of the conveyor, the depth and angle of the coating rollers grooves, the pressure of the doctor bar and the viscosity of the photoresist control the coating thickness and quality. Double-sided roller coaters are available.
ED Resists
Anaphoretic electrodeposited (ED) resists are typically water borne resists, which are applied by electro-deposition. Upon application of a direct current, charged micelles containing all the components of the resist migrate to the conductive substrate to form a uniform coating. The thickness of the resist is affected by many factors; the most important being bath temperature and resist concentration.
Prior to application of the resist, the panels must be clean and free of all organic and ionic contaminants. Failure to remove these materials will result in pinholes and non-uniform coatings.
Following the resist coating, the panels are rinsed in a conservation rinse, which removes the resist solids dragged out of the coatingtank.
Figure 4 - Roller Coater

- 11 -
This conservation rinse is ultra-filtered and returned to the resist coating tank. The coated panels are then rinsed with de-ionized water and blown dry with air knives.
These resists are typically developed in a mild sodium carbonate solution and stripped in a mild sodium hydroxide solution. Exposure levels range from 200 to 400 mJ/cm2.
Dry Film Photoresist Application Methods
Dry film photoresist application methods:Dry film photoresists are supplied as a roll of a highly viscous photopolymer sandwiched between a layer of polyester and polyethylene.
The manufacturer usually supplies the particular photopolymer in multiple thicknesses, ranging from 30 microns (1.2mils) to 50 microns (2 mils). Occasionally, a photopolymer is supplied from 15 microns (0.6 mils) to 100 microns (4.0 mils), depending on the intended application. The polyethylene (inner plastic wrap) is removed prior to the adherence of the dry film to the substrate.
In order to obtain proper adhesion, heat and pressure are applied to the dry film against the substrate. A dry film laminator is typically used to apply the photopolymer (Figure 5).
This piece of equipment automatically removes the polyethylene layer and transports the substrate through its rollers applying the dry film to both sides of the pre-cleaned substrate. Dry film laminators can be purchased into which the substrates are manually fed and the photoresist is manually trimmed or substrates can be automatically fed and the photo resist is automatically trimmed (Figure 6).
The lamination rollers are set at a predetermined heat (approximately 100oC) and a predetermined pressure (1 to 5 bars), depending on the equipment. During application it is best not to think of dry film as “dry”, but as a very viscous liquid. Heat and pressure, at a recommended speed (1-3 meters per minute) cause the dry film to liquefy and flow into the microscopic surface texture of the substrate resulting in its adhesion. In addition, some photopolymers have chemical adhesion bonding chemistries.
The factors that result in proper adhesion are roller temperature, speed and pressure. Too little heat or too fast a roller speed will result in low adhesion; therefore it is recommended that substrates above 10 mils be preheated to approximately 60oC prior to lamination. Too much heat or too slow a roller speed will cause the photopolymer to polymerize prematurely, resulting in incomplete developing. Figure 5 - Manual Laminator
Figure 6 - Auto Laminator

- 12 -
Too little pressure will result in incomplete adhesion. Too much pressure will cause the lamination rollers to bow resulting in unequally distributed pressure throughout the panel width. Since the pressure is distributed through the width of the panel, panel width does play a secondary role in proper adhesion.
Wet lamination is sometimes employed to aid in adhesion and dry film conformation to the metal surface. This technique requires a thin sheet of water (preferably distilled) be placed on the substrate’s surface prior to lamination. With heat and pressure, the dry film polymer and water commingle acting similar to the original photopolymer. Not all dry film photopolymers can be used in wet lamination processes. Wet lamination techniques typically use slower lamination speeds and lower temperatures. They also require additional process control to be properly implemented.
The polyester sheet (outer plastic wrap) stays on the photopolymer through the exposure process to act as a protective barrier against abrasion and the adverse effects of oxygen during the polymerization process.
After dry film photoresist lamination, panels should be stacked in a vertical manner to prevent unwanted defects from forming in the soft, malleable dry film.
Photoresist Exposure
Placing a photographic artwork on the resist-coated panel and exposing it to a UV light source defines the etched pattern. In masked off areas, the photographic artwork must provide enough density so that the UV light cannot penetrate it. With dry film photoresists, the polyester cover sheet remains intact during the exposure process to prevent oxygen from inhibiting the cure. The artwork is placed in intimate contact with the panel in an exposure frame of a UV light source (Figure 7).
Typically, artworks are placed on both sides of the panel to provide images on opposing sides with the artwork emulsion against the photoresist. The artworks are aligned to each other and the panel is placed in between the artworks. In order to obtain intimate contact of the artwork to the panel, a vacuum is applied to the exposure frame. Typically, with polyester on glass type exposure frames, a vacuum of 25 inches of mercury is applied to provide contact. A vacuum draw time of 10 to 60 seconds may be necessary to apply a proper vacuum. When there is a proper vacuum, Newton rings or interference patterns of light will appear. Once pressure is applied to the exposure frame surface, the Newton rings should remain intact without distortion. Make sure that a channel of shims is placed in the exposure frame to provide a gap between the polyester and the glass thus allowing the vacuum source direct access to the panel. If glass-on-glass frames are used, significantly less vacuum is applied to prevent damage to the glass. The glass frame manufacturer recommends vacuum levels. Occasionally, shims are placed within the glass frames to prevent bowing of the glass, which may result in loss of intimate contact. Best results are usually obtained if the shim is 2 to 3 mils thicker than the coated panel and placed approximately 3/4 inches from the panel. Shims should be placed in a picture frame pattern around the panel and take up as much of the open space in the glass frame as possible.
Figure 7 - Exposure Unit

- 13 -
Exposure to UV light and a developing solution define the etched pattern. In order to change the chemically resistive state of the photopolymer and define a desired image to be etched, the photopolymer is exposed to UV light. When a positive acting photoresist is exposed to UV light, internal bonds degrade thus allowing the exposed area to be washed away by the developing solution. Conversely, a negative acting photoresist will polymerize upon exposure to UV light, thus increasing the chemical resistance of the resist. Therefore, with a negative acting photoresist, the area exposed to UV light will resist the developing solution while the unexposed area will develop away.
All photoresist manufacturers have a recommended exposure range for their photoresists. These ranges are to be used as a general guide to determine the proper exposure. The range is typically set in reference to a photographic density step tablet and/or UV radiometer (Figure 8). Because of potentially large fluctuations in radiometer settings, initial settings of the photoresists should be based on processing a step tablet. Radiometers should be used as a reference only after the proper exposure level is established with the step tablet. Once the radiometer setting is established, occasional reference checks with a step tablet are recommended to avoid improper exposure levels from drifts in the radiometer.
To determine the proper exposure value with a density step tablet, place the step tablet in a clear area of the artwork in between the working artwork and the photoresist. The tablet is placed in between the artwork and the photoresist to account for any density variations of the artwork media. (Note: It does not matter whether the step tablet is placed in between the artwork and the panel or on top of the artwork as long as the density variation of the artwork media is allowed to influence the final exposure outcome.) With positive acting resists, step readings will decrease as exposure energy increases. Conversely, with negative acting resists step readings will increase as the exposure energy increases. The Stouffer Graphics 21 Step density tablet works on a very simple principle that the density of each step is the square root of 2 higher than the previous step (Figure 9).
Therefore, in order to increase the exposure step by one step, the exposure energy must be raised by the square root of 2 or 1.4 times.
In order to increase the exposure step by two steps, the exposure energy must be raise by the square root of 2 squared or 2.0 times. Since not all photoresists are linear in regards to the exposure response, this principle is a rough “rule of thumb” for increasing and decreasing exposure values.
Figure 8 - Radiometer
Figure 9 - Stouffer Step Wedge

- 14 -
Once the step tablet has been exposed, it is developed in the developing solution. Since changes in the developing solutions can give slight variations in the results of the step tablet reading, developing parameters, such as time, temperature, pH and concentration should be held as constant as possible.
In order to obtain the optimal resolution results from the photoresist, a multitude of factors must be held in steady state. These factors include exposure time, intimate contact of the photo-tool to the resist coated panel, density and quality of the artwork’s emulsion edge, and collimation of the light source. Collimation of the light sources occurs from a variety of mechanical methods. These include point sources, reflectors, mirrors, “egg crates”, “honey combed tubes”, and lenses. When selecting a light source, tests should be performed to determine its appropriateness with the photoresist media you are using. Optimal resolution is a double edged sword in that the ability to produce exceptionally fine artwork resolution also allows the resolution of exceptionally fine dust particles and debris in the exposure frame, thus producing more etch pits in the metal surface.
Direct Laser Imaging
Direct laser imaging involves the image writing of the pattern directly to the photoresist without the use of a photo-tool. The desired image is rastered on to the photoresist from a UV laser. The speed and output of the equipment is dependent on the movement of the laser beam and the photosensitivity of the photoresist.
Typical photoresists with an expose sensitivity of 8 to 12 mJ/cm2 are employed to maximize productivity of the laser units.
The main advantages of direct laser imaging are the elimination of the photo-tool, flexibility of image changes for prototyping, and reduction of imaged-in pinholes in the photoresist coating.
Developing
The developing process is a very important part of the image definition. It defines the photoresist image by removing uncured photoresist from the panel surface. Various developing media have been available over the past years, but most developing systems have converted to “green” environmentally friendly systems. While the benefits to the environment are obvious, the disadvantages are loss of chemical resistance of the photoresist due to the discontinuance of certain developing systems, such as solvent based developers. Most developing solutions are aqueous based. They are made up of carbonates for negative acting photoresists and hydroxides for positive acting photoresists. Limited amounts of semi-aqueous resists still exist, but most will be discontinued in the near future.
Positive acting photoresists are developed in hydroxide based solutions. Since hydroxide based solutions will also strip the photoresist, proper hydroxide concentrations in the developing solutions are critical to successful photoresist development.
Negative acting photoresists are developed in carbonate based solutions and stripped in hydroxide-based solutions. Sodium carbonate is the basic chemical used in developing. Typically a 1% by weight solution at 85F is used to develop away the uncured area of the photoresist.

- 15 -
Rinsing the developing solution from the panel surface stops the developing action and helps to set the resist’s imaged edge definition. Rinsing chambers and times should be at least 50-100% of that of the developer. Hard water rinsing is more effective than soft water or DI water rinsing. Occasionally, a mild acid rinse module is added after the first water rinse to stop the developing action, set the resist sidewall and clean up the panel surface. Photoresists have different levels of adhesion promoter chemistries within them which help promote chemical adhesion of the resist to the substrate surface. An acid rinse employed directly after the first water rinse is much more effective in removing these adhesion promoters than acid rinses employed after the panel has be dried in the developing system.
Naturally, a water rinse would follow the acid rinse prior to drying the panel. It is very important to assure that all the developing solution is rinsed from the panel prior to the acid rinse. If the developing solution is not properly rinsed, scumming of the photoresist on the panel surface will result when the developing solution comes in contact with the acid rinse.
The panel should be completely dried after the developing process prior to subsequent processing. This will help prevent contamination of subsequent chemical solutions. Occasionally, partially cured photoresist from the sidewall will contaminate etching solutions and over a period of time may result in a tar like substance that will inhibit proper etching of the metal surface. Carbon treatment of the etching solutions may be needed to remove such “tar" like deposits from the etching solution. Post developing acid rinsing will also help to prevent these deposits from forming.
Sodium carbonate in the monohydrate form is recommended because of its quality and consistency of pH. Potassium carbonate has become a desirable substitute because it develops slightly faster and has a slightly longer developing life as compared to sodium carbonate. Potassium carbonate comes either in powder or liquid form.
Proprietary developers have become very popular because of consistency of incoming materials and ease of use. Most proprietary developers contain the base carbonate solutions with additional surfactants to increase solution life and developing speed. In addition, some solutions incorporate hydroxides in the developing solution to increase speed and extend developer life, but these solutions can be very aggressive on photoresist sidewalls and need to be monitored closely for optimal performance.
Most photoresist require spraying of the developing solutions onto the photoresist surface to perform the developing action. Typically, photoresist manufacturers recommend that the breakpoint in the developer be maintained at approximately 50%. This means that the uncured photoresist is developed off in the first half of the conveyorized developer while the second half of the developer cycle is used to ensure complete developing of all areas of the panel and proper cleanliness of the panel surface. Most horizontal developing systems required slightly more spray pressure from the top manifolds than the bottom manifolds. Higher pressure on the top manifold eliminates “the puddling effect” and helps to transport the panel on the conveyor. Typical developer spray pressures range from 25 to 40 psi.

- 16 -
Time, temperature, spray pressure, pH, active carbonate concentration and total carbonate concentration control the carbonate developer’s performance. Active carbonate concentration and pH are interrelated. As the photoresist is developed, active carbonate and pH will drop. A typical developing range is 10.5 to 11.2 pH.
The developing solution effectiveness can be calculated by determining the active carbonate in the solution. Even though the active carbonate will vary by photoresist loading in the solution, total carbonate readings should remain constant. When controlling the developer activity by a feed and bleed type system, total carbonate of the solution must be held constant. Therefore the fresh developing solution bled into the developer will have a higher active carbonate reading but the same total carbonate reading as the working solution.
When normal UV curing of a photoresist is not adequate to withstand the desired etching or plating process, post image curing is often an option. Post image cure can be accomplished either by additional exposure to UV light or exposure to heat. Any time additional cure of the photoresist is added to the process, additional stripping time and difficulty should be anticipated.
Post image UV cure is simply accomplished by re-exposing the panel to a UV light source. Unlike the initial exposure, collimation of the light source is not necessary. Therefore, any UV light source, including high intensity UV curing units can be employed. Caution on the amount of additional UV cure must be taken since excessive cure can have a negative effect causing loss of adhesion of the photoresist to the substrate.
Post image heat cure can be accomplished in two ways. The heat cycle can be employed either prior to or after developing. The conventional method is to heat cure the photoresist on the substrate after developing. Panels are racked in an oven for additional cure.
If the photoresist bond is marginal, shrinkage of the photoresist at the imaged foot of the sidewall during heat cure can cause lifting of the sidewall. In order to avoid this effect, the photoresist is subjected to heat post image exposure but prior to developing. Since the developing process has not defined the resist foot, heat curing and bonding can take place without lifting at the foot of the sidewall. Typically temperatures of 200F for 10 minutes are used to post cure the resist. Caution must be taken not to cure the non-polymerized resist areas, which would result in incomplete developing or developer scumming.
Etchants are usually sprayed onto the substrate surface to perform the etching action (Figure 10). There is no universal photoresist for all etchants, although all photoresists stand up to ferric chloride, which is the most common etchant. For special etchants, contact the photoresist manufacturer for recommendations.
EtchingPost Image Cure
Figure 10 - Etch Line

- 17 -
Certain photoresists can be used in plating applications. The chemistries of these resists have been specifically formulated to deliver optimal performance in a plating environment. Most plating resists are designed to resist acid based plating solutions, but some are acceptable in alkaline plating applications. Adhesions to the base substrate along with proper plating chemistry parameters are the keys to successful plating resistance. Failure to properly process the photoresist will result in lifting of the resist during the plating cycle resulting in under-plating of the resist.
Stripping is the removal of the polymerized photopolymer from the metal surface after the resist has performed its functions of resisting the processing chemistries. With the elimination of most solvent processable photoresists from the industry, aqueous processable photoresists are typically removed with a hot caustic based solution.
Basic stripping solutions contain 2 to 5% caustics and are processed at 130F. Sodium hydroxide will strip faster and cleaner than potassium hydroxide, but the resist will be removed in a larger particle or sheet, which makes it difficult to filter from the stripping solution.
Replacing the sodium or potassium hydroxide with monoethanolamine (MEA) increases stripping speed and decreases resist particle sizes making them more filterable (Figure 12).
PlatingThe manufacturer controls free acid content of ferric chloride. Addition of excessive amounts of hydrochloric acid to increase the etching speed can have a deleterious effect on the photoresist and titanium equipment, and is not recommended (Figure 11).
Poor cleaning or improper metal treatment, thin photoresist coating, or insufficient post bake (if necessary) will show up in etching failure. If the photoresist softens after rinsing the etched part with water, a borderline condition exists. Check the entire procedure to determine the fault and correct it immediately.
Poor adhesion to the metal is indicated if the etched metal edge is rounded. The photoresist should protect the etched edge so that it has a sharp and distinct corner.
Poor adhesion may require a conversion coating applied to the metal prior to resist coating. The photoresist manufacturer can make specific recommendations.
Figure 11 - Resist LiftStripping

- 18 -
Quickly filtering resist particles from the stripping solution with greatly extend its effective life.
A major concern with using caustic stripping solutions is the oxidation of a copper or copper alloy surface after the removal of the photoresist. Antioxidant chemistries (chelates) can be added to the stripping solution to help reduce the oxidation. The chelates dissolve the copper oxide, but in doing so transfer copper to the stripping solution. As the copper builds up in the solution the chelates become less effective requiring replenishment of the stripping solution. A properly balanced set of anti-tarnish ingredients in the stripper will prevent oxidation of the copper surface and keep dissolved copper at low levels in the solution.
The chemistries and characteristics of the photopolymer that make it able to withstand harsh etching or plating chemistries, usually make it more difficult to remove in the stripping process. For example, adhesion promoters that promote adhesion of the photopolymer to the substrate’s surface often are difficult to remove completely from that surface.
In addition, certain dyes react with iron-based metals that result in staining during stripping. Often a carbon based “organo-metallic” stain is left behind after the stripping process and needs special attention to make the substrate surface aesthetically or functionally viable. Therefore, many PCM manufacturers turn to proprietary stripping solutions containing phase transfer catalyst chemistries such as Choline or Tetra Methyl Ammonium Hydroxide (TMAH) for fast stripping of the photoresists with minimal contamination left on the substrate surface. These amines are very expensive but result in very fast stripping and small resist particles.
Stripping can be done in a tray, tank, or a conveyorized spray line. Stripping times are dependent on the photoresist type, amount of cure, thickness of resist, type of stripping chemistry, stripping solution parameters, stripper agitation, etc.
With the general elimination of solvent processable resists and consequently their strong chemical resistance, proper selection and processing of the photoresist becomes a more critical consideration than in the past. When properly selected and processed, photoresists will deliver optimal performance in the particular PCM application.
Figure 13 - Stripped Resist Filter
Conclusion

- 19 -
Other Educational Material and Publications Available from PCMI
2 PCMI 1004 -- Terms and Definitions in Photo Chemical Machining
2 PCMI 3004 -- Choosing the Right Tool for the Job.
2 Power point presentation prepared by Emeritus Professor David Allen designed for teachers to introduce PCM to engineering students;
2 Three-minute animated video providing an overview of the PCM process;
2 Sample etched parts representing a cross section of the wide range of parts that can be produced by PCM; and,
2 PCMI Technical Journal (Published twice per year.)

- 20 -
Photo Chemical Machining Institute11 Robert Toner Blvd., #234North Attleboro, MA 02763
Phone: 508-385-0085Fax: 508-232-6005