Embed Size (px)
Citation preview
PRACTICAL, AVAILABLE TECHNOLOGY
Plant closes loop on its wastewater treatment Mississippi Chemical turns out 6 million pounds of
fertilizer products each day, and handles millions of gallons of water in making its various products
One of the world’s most complete fertilizer facilities, the Pascagoula production facility of Mississippi Chemical, operates around the clock-24 hours a day, seven days a week, 365 days a year. During some of these 24-h days, the facility produces 3200 tons of 100% sulfuric acid, more than 3000 tons of granular fertilizers, 1200 tons of 100% phosphoric acid (equivalent to 850 tons of P z O ~ ) , and 560 tons of anhydrous ammonia. The facility is a large-volume producer of NPK (nitrogen, phosphorus, potassi- um) “mixed” fertilizers.
Since 1973, Mississippi Chemical has invested nearly $64 million a t this facility-$28.4 million for expansion and modifications to production fa- cilities and $35.6 million for environ- mental improvement programs. The facility employs about 600 non-union employees. In addition, the company’s environmental protection activity re- quires a staff of 28 technical special- ists. Mississippi Chemical General Manager, Jim Gambrell, says, “The wastewater treatment system at Pas- cagoula, Mississippi, is one of the most expensive, most comprehensive, and most advanced plants ever built in the U S . ”
Mississippi Chemical President Tom Parry estimates that the new wastewater facilities, which alone cost $22 million and became operational last year, would increase the cost of the product by $6-$6.50 per ton. In addi- tion, it would cost the company $500 000 annually to maintain and operate the environmental protection system.
To get an idea of this mammoth project, Area Supervisor, Luther Compton, says, “the project required
25 000 feet of pipe, 20 miles of elec- trical wire, and employed 22 sub-con- tractors”. Nearly two years were in- volved in the engineering design and treatability studies and another two years lapsed in physically building the new system and putting it into opera- tion.
Air-water team consultants The wastewater treatment opera-
tion, involving ten separate systems, was engineered by Weston Environ- mental Consultants-Designers (Westchester, PA). The air emissions were engineered by Teller Environ- mental Systems, Inc. (Worchester, MA). These two engineering consult- ing firms worked in conjunction with one another. The air emissions were treated, scrubbed, and wound up in the wastewater, which was recycled and reused.
General manager Gambrell ‘‘. . .most adcanced plant in U S . ”
The objective of the Teller Compa- ny in its air improvement was to design scrubbing equipment that would re- move the solid particulates, ammonia, fluorine and other objectionable mat- ter contained in the various gas and vapor streams from the three NPK plants and the phosphoric acid plant so that the resultant emissions to the at- mosphere would meet EPA require- ments. The Teller Company designed facilities to meet all environmental air standards at increased rates of pro- duction and the recovery efficiencies of all three NPK plants were upgrad- ed.
Mississippi Chemical’s new waste- water treatment complex has 10 water treating units. It handles millions of gallons of water daily, primarily for cooling and scrubbing. With the Weston System, no water used in the manufacturing processes, or which falls on the plant area as rain, will enter nearby Bayou Casotte.
Now, with the Weston design, pro- cess water is treated and recycled and used over and over again. Only treated water that has had the pollutants re- moved is discharged into the bayou.
The control of fluorine and phos- phate levels in this loop is essential. If the fluorine level in the water gets above a certain value, the fluorine es- capes to the air and could become an air pollution problem. The fluorine is kept in the water by adding caustic to the circulating loop. Typically, process water at a pH of 3-3.5 and 110 O F
leaves the phosphoric acid plant for the cooling tower and returns a t a pH of 5.5 and 90 O F after caustic treatment. The fluorine is removed from the cooling tower water by adding lime to a slip stream of the loop. An essential
260 Environmental Science & Technology
part of this loop is the use of some two miles of F R P (fiberglass reinforced plastic) piping ranging from 4-24 inches in diameter.
A closed-loop water system handles all the cooling requirements of the three NPK units. After providing these units with gas-scrubbing devices, the water picked up ammonia, dust, and fluorine. The water is now recirculated in a loop to eliminate water pollution. This loop minimizes water pollution, and at the same time creates a water balance, minimizes water usage, and conserves chemicals used to clean the water.
A slip stream of the cooling water is what is treated. The control of pH minimizes equipment corrosion and the caustic addition prevents the es- cape of fluorine vapors.
With this wastewater treatment system, Mississippi Chemical meets the requirements of its NPDES permit issued by the Mississippi Air and Water Pollution Control Commission. Weston engineers ensured that vapors from the wastewaters did not create an air pollution problem.
Additional air emissions corrected The Pascagoula production facility
has the world’s first 1500 ton/day (tpd) double-contact sulfuric acid
plants. These plants each have seven major air emission control innovations; the first plant was completed in 1973, the second one in 1975. The EPA has found these sulfuric acid manufac- turing plants, with a production ca- pacity of 3000 tons, among the clean- est in the U. s.
One source of air emission that was corrected was ammonium phosphate emissions from the granulation oper- ation. These emissions were eliminated by installing seven giant baghouses with fabric filters. These baghouses capture fertilizer dust before it has a chance to escape to the air. Another source of air emissions was the gran- ulation plant, in which a liquid solution of the fertilizer is solidified and made into granules. Two-stage scrubber units were added here.
Designed by Teller Environmental, this system is a dual system. In a first co-axial Venturi scrubber, bases from the production processes of drying, granulating, and neutralizing are scrubbed with liquid phosphoric acid that is recirculated. In this recycle, solid particles of fertilizer, ammonia, and fluorine are extracted from the gases. After leaving the first section, the gases are carried through the cross-flow scrubber, which has two sections.
In a first half of this scrubber, the gases are scrubbed with a weak (5%) phosphoric acid solution. Here re- maining ammonia and dust that might carry over from the Venturi scrubber are removed. About 80-90% of the fluorine in the off gases is removed a t this point. In a second section of this scrubber, the scrubbing is performed with cooling tower water. Here the remaining fluorine is removed. Almost no ammonia or dust reaches this sec- tion. The cleaned gases, mostly air and water vapor, are exhausted up the stacks.
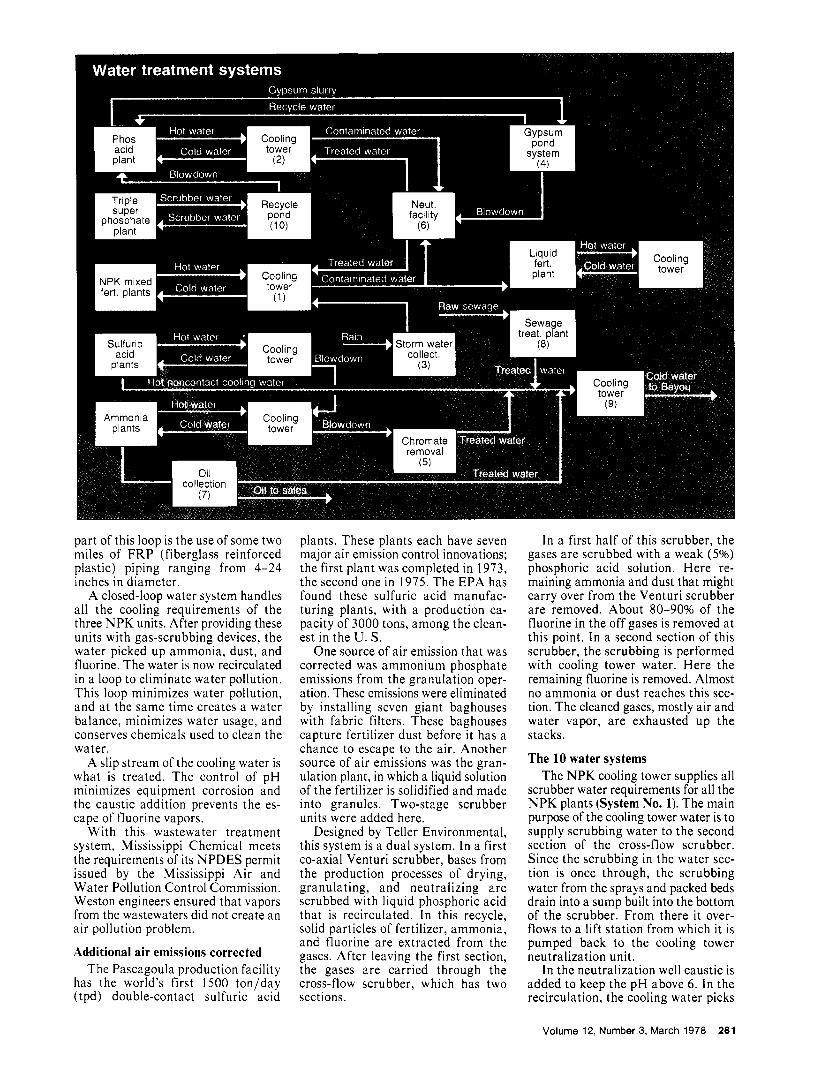
The 10 water systems The NPK cooling tower supplies all
scrubber water requirements for all the NPK plants (System No. 1). The main purpose of the cooling tower water is to supply scrubbing water to the second section of the cross-flow scrubber. Since the scrubbing in the water sec- tion is once through, the scrubbing water from the sprays and packed beds drain into a sump built into the bottom of the scrubber. From there it over- flows to a lift station from which it is pumped back to the cooling tower neutralization unit.
In the neutralization well caustic is added to keep the pH above 6. In the recirculation, the cooling water picks
Volume 12, Number 3, March 1978 261
pollutants resulting from the operation of the phosphoric acid manufacturing plant and four phosphoric acid con- centrators are absorbed in the water, which is treated to meet the federal standards.
Weston’s closed-loop system elimi- nated the use of bayou water and minimized thermal enrichment of the bayou water. The system is pH con- trolled to minimize equipment corro- sion problems. The escape of acidic vapors is prevented by treatment with caustic. The sodium compounds formed by reaction of the acidic pol- lutants with caustic are removed by treating a slip stream from the cooling tower with lime.
The Pascagoula facility also has an elaborate storm water collection sys- tem (System No. 3). Every drop of water falling on the 13.5-acre manu- facturing facility is collected in a series of concrete U-drains. In the manu- facture of 1 million tons of mixed fer- tilizer product in the course of a year, the nature of the raw materials and products cause the deposition of solids
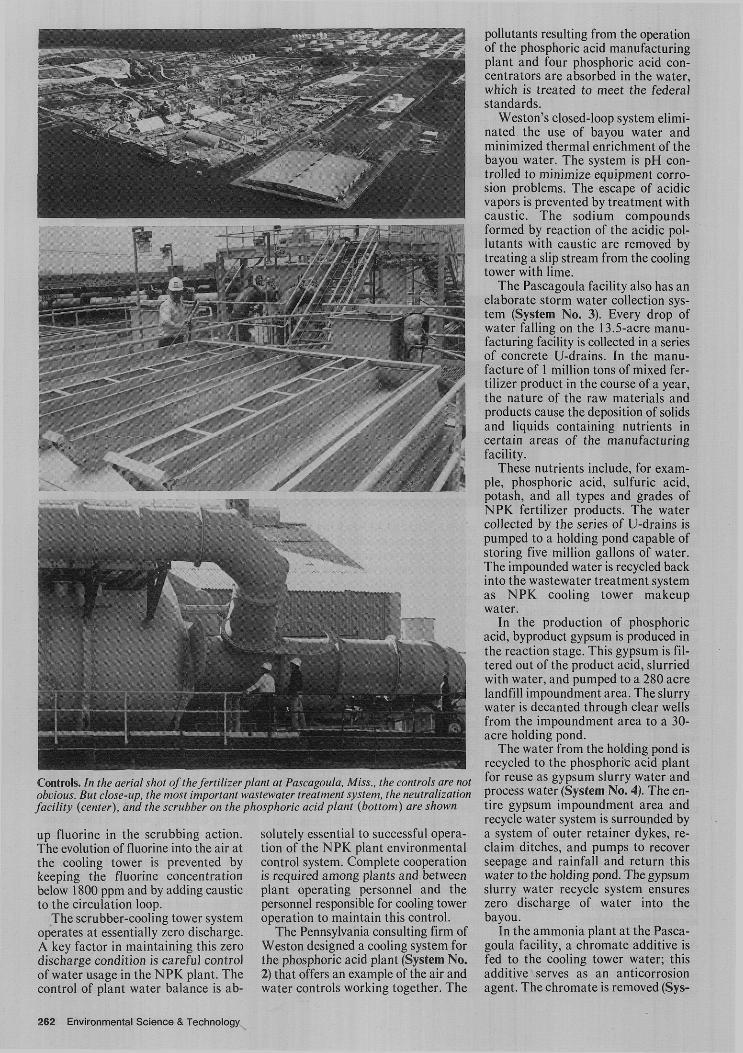
Controls. In the aerial shot ofthe fertilizerplant at Pascagoula, Miss.. the controls are not obuious. But close-up, the most important wastewater treatment system, the neutralization facility (center), and the scrubber on the phosphoric acid plant (bottom) are shown
up fluorine in the scrubbing action. The evolution of fluorine into the air at the cooling tower is prevented by keeping the fluorine concentration below 1800 ppm and by adding caustic to the circulation loop.
The scrubber-cooling tower system operates a t essentially zero discharge. A key factor in maintaining this zero discharge condition is careful control of water usage in the NPK plant. The control of plant water balance is ab-
262 Environmental Science & Technology
solutely essential to successful opera- tion of the NPK plant environmental control system. Complete cooperation is required among plants and between plant operating personnel and the personnel responsible for cooling tower operation to maintain this control.
The Pennsylvania consulting firm of Weston designed a cooling system for the phosphoric acid plant (System No. 2) that offers an example of the air and water controls working together. The
for reuse as gypsum slurry water and process water (System No. 4). The en- tire gypsum impoundment area and recycle water system is surrounded by a system of outer retainer dykes, re- claim ditches, and pumps to recover seepage and rainfall and return this water to the holding pond. Thegypsum slurry water recycle system ensures zero discharge of water into the bayou.
In the ammonia plant a t the Pasca- goula facility, a chromate additive is fed to the cooling tower water; this additive serves as an anticorrosion agent. The chromate is removed (Sys-
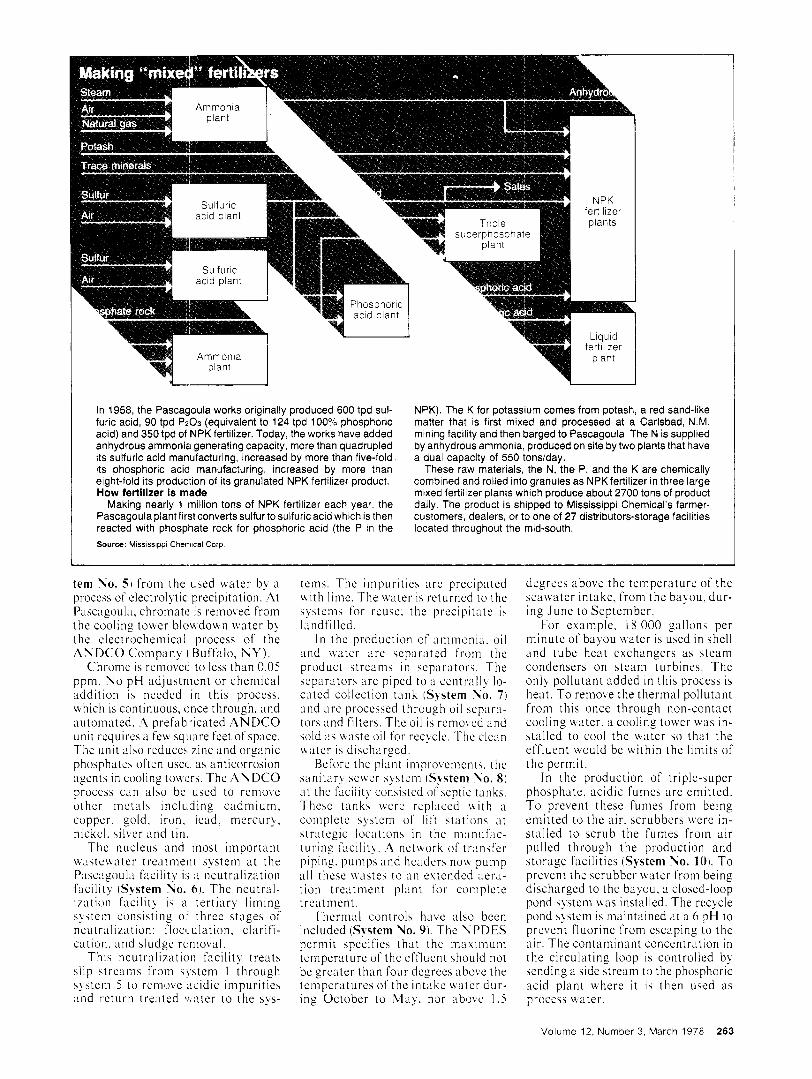
In 1958, the Pascagoula works originally produced 600 tpd sul- furic acid, 90 tpd P203 (equivalent to 124 tpd 100% phosphoric acid) and 350 tpd of NPK fertilizer. Today, the works have added anhydrous ammonia generating capacity, more than quadrupled its sulfuric acid manufacturing, increased by more than five-fold its phosphoric acid manufacturing, increased by more than eight-fold its production of its granulated NPK fertilizer product. How fertilizer is made
Making nearly 1 million tons of NPK fertilizer each year, the Pascagoula plant first converts sulfur to sulfuric acid which is then reacted with phosphate rock for phosphoric acid (the P in the Source: Mississippi Chemical Corp.
NPK). The K for potassium comes from potash, a red sand-like matter that is first mixed and processed at a Carlsbad, N.M. mining facility and then barged to Pascagoula. The N is supplied by anhydrous ammonia, produced on site by two plants that have a dual capacity of 550 tonsiday.
These raw materials, the N, the P, and the K are chemically combined and rolled into granules as NPKfertilizer in three large mixed fertilizer plants which produce about 2700 tons of product daily. The product is shipped to Mississippi Chemical's farmer- customers, dealers, or to one of 27 distributors-storage facilities located throughout the mid-south.
(em Yo. 5) from the used water by a process of electrolytic precipitation. At I%scngoul:i. chromate i s removed from the cooling tower blowdown water b? the electrochemical process of the , \NDCO Company (Buffalo, h Y ) .
Chrorne is removetl to less than 0.05 ppm. U o p H adjustriiimt or chemical addition is needed i n this process. 1.i hich is continuous, once through. and automated. A prefabricated ANDCO u n i t requires a few sqtiare feet of space. The uni t also reduce:, zinc and organic phosphates often usec. as anticorrosion agents in cooling towers. The AUDCO process can also be used to reniove other metals inclL.ding cadmium. copper. gold, iron. lead. mercury. nickel. silLer and tin.
The nucleus and most important 1,castcwitter treatmenl. system a t the iascqgoula facility i!; ;i neutralization facil i ty (System No. 6). The neutral- iration facilit! is a tertiar! liming :,!stein consisting o ' three stages of n e u t r ;I I i 721 t ion : fl oci: LI 1 a t ion. c la r i f i- cation. and sludge rcnioval.
This n eu t ra I i z a t io n faci 1 it y treats slip htreanis from sj'stem I through :))'stein 5 to reniove acidic impurities and return treated vv;iter to the sys-
tems. The impurities a r e precipated Liith lime. The water is rcturned to the systems for reuse: the precipitate is I ;i n d f i I I ed .
I n the production of ammonia. oil and water arc separatlcd from the product stream5 i n separator?. The separators are piped to ;I centrall\ lo- cated collection tank (System So. 7 ) and are processed through oil separli- tors and filters. The oil is removed and sold a s waste oil for recJcle. The clean Mater is discharged.
Before the plant improvements. the 'ten1 (Sjs tem Yo. 81
a t the facilitl. consisted of septic tanks. These tanks were replaced ui th a complete sl'stem of lif: stations a t 5tr:itegic locations in the manufac- turing EacilitJ. .;Z netv,ork of transfer piping. punips and headers no\\ pump all these Liastes to an extended aera- t i o n t r e ;I t ni e n t p l a n t 1'0 r co m p l e t e t rea t ni en t .
Thermal controls ha!;e also been included (System No. 9) . The \ PDES permit spec i fies that the ni a x i in u in tcmpcrature of the effluent should not be greater than four degrees a b w e the temperatures of the intake water dur- ing October to May. nor above 1 .5
degrees above the temperature of the seawater intake, from the bayou, dur- ing June to September.
For example. 18 000 gallons per minute of bayou ivater is used in shell and tube heat exchangers as steam condensers on steam turbines. The on11 pollutant added in this process is heat. To remove the thermal pollutant from this once through non-contact cooling hater . a cooling tower was i n - stalled to cool the uater so that the effluent would be uithin the limits of the permit.
I n the production of triple-super phosphate. acidic fumes are emitted. T o prevent these fumes from being emitted to the air. scrubbers were i n - stalled to scrub the fumes from air pulled through the production and storage facilities (System So. 1 0 ) . T o prevent the scrubber \rater from being discharged to the bayou. a closed-loop pond system was installed. The recycle pond system is maintained a t a 6 ;?H to prevent fluorine from escaping to the air. The contaminant concentration in the circulating loop is controlled by sending a side stream to the phosphoric acid plant uhere it is then uscd as process nater .
Volume 12, Number 3, March 1978 263