Embed Size (px)
Citation preview

Research ArticleParameter Optimization and Prediction Model of InductionHeating for Large-Diameter Pipe
Xiurong Fang Jia Lu JunfengWang and Jinhui Yang
School of Mechanical Engineering Xirsquoan University of Science and Technology Xirsquoan 710054 China
Correspondence should be addressed to Xiurong Fang fangxr098163com
Received 26 July 2018 Revised 6 October 2018 Accepted 1 November 2018 Published 26 November 2018
Guest Editor Arshad Afzal
Copyright copy 2018 Xiurong Fang et al This is an open access article distributed under the Creative Commons Attribution Licensewhich permits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
The parameters of induction heating of large-diameter pipes have a direct effect on the final processing quality of the elbow and thecomplexity of multifield coupling of magnetothermal force in induction heating can make it impossible to quantitatively optimizethe design parameters of the induction heating device In this paper X80 pipeline steel induction heating is taken as the researchobject and a corresponding numerical model is established The influence of induction heating process parameters on the heatingtemperature of pipeline steel under the skin effect is determined First the influence of process parameters on the heating effect ofpipeline steel is quantified by orthogonal testThen taking the optimum temperaturedifference between the inner and outer wall ofX80 pipeline steel during the induction heating process as a target the optimal process parameter set of the pipe induction heatingis determined by using neural network genetic algorithm Finally comparing the relevant test criteria of the regression equationthe optimummathematical predictionmodel of the outer wall temperatureof the pipe induction heating process is obtained whichprovides a theoretical basis for optimization of the process parameters of the pipe-based induction heating device
1 Introduction
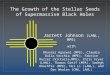
The induction heating of pipe is one of the common tech-niques for production of elbows thanks to its rapid heatingeasy cooling small thinning rate of wall thickness andeasy adjustment of the bending radius of elbow In theactual project of oil and gas transmission engineeringthe bending of large-diameter pipes in oil and gastransportation pipe network is mostly processed byhydraulic push-type induction heating pipe bendingmachine The system diagram is shown in Figure 1 [1]and the specific induction heating diagram is shown inFigure 2 [2] It is required to realize continuous operationof propulsion997888rarrheating997888rarrbending997888rarrcooling997888rarrformingwhile the induction heating device fulfills the local heatingof the pipe when the pipe bending machine is working[3] At present many researchers have conducted a lotof studies on the bending process of different materialsthe mechanical properties and the microstructure ofthe bent pipe [4ndash7] However the influence of variousparameters on the heating effect of the induction heating
forming process for large-diameter pipe is not yet clear Thedetailed theoretical guidance and basis for the selection andoptimization of design parameters on the induction heatingdevice are not yet available Thus it is impossible to ensurea reasonable matching between the heating time of the pipeand the pushing speed of the hydraulic cylinder resultingin the fact that the reliability of the pipe quality cannot beguaranteed [8] Therefore the induction heating device ofthe pipe has become one of the important factors affectingthe final processing quality of the elbow In this paper theoptimization of the process parameters of pipe inductionheating is investigated bymeans of numerical simulation andmathematical methods
2 Analysis on Induction HeatingParameters of Pipes
The basic principle of induction heating is shown in Figure 3the coil is connected to the heating power source and analternating magnetic field is generated in the pipe whenthe alternating current in the heating power source flows
HindawiMathematical Problems in EngineeringVolume 2018 Article ID 8430578 12 pageshttpsdoiorg10115520188430578
2 Mathematical Problems in Engineering
movable crossbeam induction coil
hydraulic cylinder support roller tube blank front holder turning arm
Figure 1 Structure of the bend of induction heating pipe bending machine
Figure 2 Specific induction heating
Alternating magnetic field
Induction coil
Pipe
Heating
i
power
supply
Figure 3 Schematic diagram of pipe induction heating
through the coil Under the action of the alternating magneticfield vortex current is generated inside the pipe and thevortex current and alternating current in the induction coilhave opposite directions with the same frequency When thevortex current passes through the pipe the pipe generates alarge amount of Joule heat under the action of the material
resistance so that the pipe temperature rises rapidly toachieve the purpose of heating [9]
It can be seen that electromagnetic induction is used togenerate vortex current heating in the conductor to realize theheating of the work piece Therefore by the electromagneticinduction law (1) the Joule-Electric law (2) and technical
Mathematical Problems in Engineering 3
requirements of the large-diameter pipe induction heatingforming device we can obtain the main influential factors onthe heating effect of the pipe such as the induction frequencycurrent density and air gap [10]
119890 = minus119873119889Φ119889119905 (1)
119876 = 0241198942119877119905 (2)
where 119873 is the number of turns of the induction coil Qis Joule heat (unit is J) i is the effective value of inductioncurrent (unit isA) R is conductor resistance (unit isΩ) and 119905is the time of the current flowing through the conductor (unitis s)
Taking the elbow forming of X80 pipeline steel [11]with diameter Φ1219mm and wall thickness 120575 27mm as anexample the numerical modeling of induction heating iscarried out
21Mathematical Model of Induction Heating ElectromagneticField In the numerical calculation of finite element themathematical model of the induction heating vortex currentfield for the heated workpiece area can be obtained bythe control equation (Maxwell equations) and the magneticvector-scalar potential (997888rarr119860-Φ) theory of the induction heatingelectromagnetic field [12ndash14]
nabla times 1120583nabla times 997888rarr119860 minus nabla1120583 (nabla sdot 997888rarr119860) + 120590120597
997888rarr119860120597119905 + 120590nablaΦ = 0 (3)
nabla2Φ + 120597120597119905 (nabla sdot 997888rarr119860) = 0 (4)
997888rarr119869119890 = minus120590120597997888rarr119860120597119905 minus 120590nablaΦ (5)
where nabla is Hamilton operator 120583 is magnetic conductivity(Hm) 120590 is material conductivity (Sm) 120576 is capacitivity(Fm) 997888rarr119860 is magnetic vector potential Φ is scalar potentialand 997888rarr119869119890 is induction vortex current density vector (A1198982)
In order to ensure the continuity condition of the fieldquantity at the interface of different media consider theboundary condition as a ferromagnetic boundary with sur-face current density 997888rarr119869 The expression is shown as
997888rarr119899 times ( 1120583nabla times 997888rarr119860) = minus997888rarr119869 (6)
22 Mathematical Model of Induction Heating TemperatureField It is assumed that the Joule heat generated by thevortex current in the alternating magnetic field is completelyconverted into its own heat that is the induced currentJoule heat obtained by the electromagnetic field is used as aninternal heat source to heat the workpiece and the heatingprocess is an unsteady heat conduction process [15 16] Basedon Fourierrsquos law and the first law of thermodynamics [17] the
differential form of the transient temperature field governingequation in induction heating can be derived
120588119888120597119879120597119905 minus 120597120597119909 (120582119909 120597119879120597119909) minus 120597
120597119910 (120582119910 120597119879120597119910 ) minus 120597120597119911 (120582119911
120597119879120597119911 )
minus 119902V = 0(7)
where120582 is thermal conductivity (W(msdot∘C))T is temperaturefield distribution function 119902V is intensity of the heat source ofinduction vortex current in the pipeline (Wm3)120588 ismaterialdensity (Kg1198983) c is the specific heat capacity of material(J(Kgsdot K))
Use the Newton convection boundary as a temperatureboundary condition
minus120582120597119879120597119899 = ℎ (119879 minus 1198790) (8)
where 119899 refers to the normal direction on the boundary 120582 isthermal conductivity (Wmsdot∘C) h is convective heat transfercoefficient (Wm2sdotK) T is work surface temperature (K) and1198790 indicates ambient temperature (K)
23 Coupling of Induction Heating Electromagnetic Field-Temperature Field The induction heating is involved in theinteraction of two physical fields of electromagnetic fieldand temperature field The complexity of solving the magne-tothermal coupling problemmakes it difficult to obtain accu-rate solutions for many engineering issues [18] Hopefullythe large-scale finite element numerical simulation softwarecan be used for engineers to solve complex problems onthe basis of theoretical analysis This paper is aimed at thecharacteristics of induction heating magneto-thermal cou-pling of large-diameter pipes We adopt ABAQUS softwareto solve the magneto-thermal coupling issue by sequentialcoupling [19] First the vortex current is obtained in theelectromagnetic field then the Joule heat of the workpieceunder the action of vortex current field is got Eventually theJoule heat is used as the temperature field input conditionto obtain the temperature distribution on the workpieceThe analysis process of magnetothermal coupling during theinduction heating is shown in Figure 4
24 Building of Numerical Model The geometric model ofpipe induction heating consists of three parts X80 pipeinduction coil and air Since the pipe is only involved inthe solution of temperature field it is assumed that in thesolution of the electromagnetic field the physical propertiesof thematerial corresponding to the induction coil and air arenot affected by the temperature change Since the X80 pipeinduction coil and air together constitute the electromagneticpath in the induction heating process the thermal propertyparameters of the relative magnetoconductivity resistivityspecific heat capacity thermal conductivity density etccorresponding to the three parts should be considered insolving the electromagnetic field (as shown in Table 1) Thematerial of induction coil is T3 copper its resistivity is 175 times10minus8Ω∙m and the relative magneto-conductivity is 1 As air is
4 Mathematical Problems in Engineering
Table 1 The thermal properties of X80
Temperature(∘C)
RelativePermeability 120583
Resistivity 120588(10minus6Ωsdotm)
Specific Heat 119862119901(JKgsdot∘C)
Thermal Conductivity119870 (Wmsdot∘C)
Density120588(Kgm3)
Emissivity119862119904(Jm2sK4)
0 200 0195 450 474 7896 125 198 0202 450 462 7896 0998100 194 0251 479 437 7870 0996200 186 0336 520 403 7849 0992300 179 0434 564 38 7824 0987400 167 0539 612 359 7796 0983500 156 0659 668 338 7769 0978600 139 0792 785 317 7744 0978700 93 0947 936 284 7716 0879800 1 1073 848 259 7691 0648900 1 1164 655 235 7665 05941000 1 1199 620 239 7639 0535
Start
Establish Model
Establishelectromagnetic field
analysis options
Establish temperaturefield analysis options
Computeelectromagnetic field
Compute temperaturefield
End
Enter electromagneticfield analysis options
Clear electromagneticfield analysis options
enter temperature fieldanalysis options
Read electromagneticfield analysis options
Read temperature field
Figure 4 Analysis process of magnetothermal coupling during theinduction heating
not affected by the current the relative magnetoconductivityshould be set as 1 when performing numerical simulation
It is one of the important influential factors on the qualityof the pipe to reasonably match the heating time of the pipeand the pushing speed of the hydraulic cylinder during thebending process of the large-diameter pipe (see Figure 1)Thus in order to further study the problem of matching theinduction heating time with the pushing speed the finiteelement model is built in Cartesian coordinate system Atthe same time considering that the large-diameter pipe andits applied load are axisymmetric 14 of the pipe is used tobuild a finite element model The working loads are appliedto the model according to the characteristics of each physicalfield the corresponding analysis steps solution variablesand boundary conditions are setup different grid types areselected to mesh the model (the unit type of EMC3D8 isselected in the electromagnetic field and the unit type ofDC3D8 is selected in the temperature field) In order toensure the accuracy and convergence of the calculation thepipe mesh is refined as shown in Figure 5
3 Results Analysis
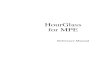
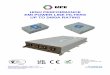
31 Analysis of Numerical Simulation Results In order tovisually display the dynamic changes of the electromagneticfield and temperature field inside the pipe during the heatingprocess the main parameters such as current frequency(=1000Hz) current density (J=6 times 107Am2) and air gap(d=30mm) are determined according to the engineeringpractice and the distribution clouds of the Joule heat andtemperature of the pipe under induction heating are obtainedthrough simulation (see Figures 6 and 7) and the curves oftemperature for the inner and outer wall of the pipe withthe times are shown in Figure 8 It can be seen that thedistribution of Joule heat and temperature on the pipe is thatthe outer wallrsquos is much greater than that of the inner wall due
Mathematical Problems in Engineering 5
airinduction coilpipe
(a)
airinduction coilpipeX
Y
Z
(b) (c)
Figure 5 Numerical model of induction heating for thin-walled pipe (a) Geometric model (b) Finite element model (c) Finite elementmodel of the pipe
EMJH(Avg 75)
+1307e+09+1198e+09+1089e+09+9802e+08+8713e+08+7624e+08+6535e+08+5445e+08+4356e+08+3267e+08+2178e+08+1089e+08+4984e-20
Figure 6 Distribution cloud of Joule heat in pipe (Unit J)
NT11+7574e+02+6943e+02+6312e+02+5681e+02+5049e+02+4418e+02+3787e+02+3156e+02+2525e+02+1894e+02+1262e+02+6312e+01+1554e-04
Step Step-1Increment 982
Step Time = 2000
Primary Var NT11
Figure 7 Distribution cloud of temperature in pipe (Unit∘C)
to the effects of skin effect proximity effect and ring effectin the induction heating process [20] which ultimately leadsto the greater temperatures difference of the inner and outerwalls of the pipe causing a great inconvenience to the pushingspeed of the elbowwhich in turn affects the quality of the pipebending
700
600
500
400
300
200
100
0
minus100
0 2 4 6 8 10 12 14 16 18 20
Time (s)
Outer WallInner Wall
Tem
pera
ture
(∘C)
Figure 8 Temperature curves of the inner and outer wall of pipewith the times
It can be seen from Figure 8 that although there isunevenness in the temperature rise of the inner and outerwalls in the pipe the difference in temperatures betweenthe inner and outer walls tends to be stable as the increaseof heating time Therefore by parameter optimization thedifference in temperature gradient between the inner andouter walls of the pipe is reduced as much as possible
In order to further explore the relationship between thecurrent frequency current density air gap and pipe heatingeffect the control variable method is used to change the threeprocess parameters for simulation calculation The results areshown in Figure 9
Figure 9 shows the effect of the current frequency currentdensity and the air gap between coil and pipe on thetemperature rise of the inner and outer wall of the piperespectively It can be seen from the figure although thatrelationship between the variation of parameters and thetemperature of the inner and outer wall of the pipe is basicallylinear the influence of three parameters on the heating effectof pipe cannot be quantified Moreover the temperaturedifference between the inner and outer wall of the pipe is thekey quantity thus it is necessary to analyze the variation ruleof the temperature difference between the inner and outerwall of the pipe to find the optimal parameter group
32 Parameter Optimization Based on Orthogonal Test Design
321 Orthogonal Test Design for Induction Heating of PipeThe three process parameters of the current frequency
6 Mathematical Problems in Engineering
Outer WallInner Wall
800 1000 1200 1400 1600600Current Frequency (Hz)
0100200300400500600700800900
10001100
Tem
pera
ture
(∘C)
(a)
Outer WallInner Wall
0100200300400500600700800900
10001100
Tem
pera
ture
(∘C)
55 60 65 7050Current Density (107AG2)
(b)
Outer WallInner Wall
20 30 40 5010Air Gap (mm)
0100200300400500600700800900
100011001200
Tem
pera
ture
(∘C)
(c)
Figure 9 Relationship between three parameters and the inner and outer wall temperatureof pipe (a) Current frequency (b) Current density(c) Air gap between pipe and induction coil
Table 2 Test parameters and levels
LevelFactor
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
1 600 5times107 102 800 55times107 203 1000 6times107 304 1200 65times107 405 1500 7times107 50
current density and air gap are the factors of the orthogonaltest [21] and each factor is set at 5 levels as shown in Table 2
It can be seen from Table 2 that there is a total of 125experimental parameter combinations and the orthogonaltest is mainly used to analyze the primary and secondaryrelationship of the influence of various process parameters onthe heating effect Therefore according to the orthogonalityand the engineering practice some parameter groups withthe characteristics of ldquouniform dispersion neatness andcomparabilityrdquo are selected as the representative ones for theexperiment
In the orthogonal experimental analysis the Taguchidesign method is used to neglect the interaction betweendifferent process parameters the L25 (56) orthogonal tableis selected and the empty column is adopted as the errorcolumn According to the 25 sets of parameters selected inTable 3 the numerical simulation analysis of the inductionheating of X80 pipe (Φ1219mm wall thickness 27mm) iscarried out to obtain the temperatures of the inner and outerwalls of the pipe The orthogonal experimental scheme isdesigned with the temperatures of the inner and outer wallsof the pipe as the test indexes (see Table 3)
322 Analysis of the Orthogonal Test Results of InductionHeating of Pipe The variance method is used to determinethe significant degree and contribution rate of the influence ofvarious process parameters on the heating effect of medium-frequency induction heating of large-diameter pipes and
the primary and secondary relationship of the influence ofvarious process parameters on the heating effect is obtainedThen we use the range analysis to verify the primary andsecondary relationships again to provide a guidance forengineering process design
(1) Variance Analysis The analysis results of the influence ofeach parameter on temperatures of the inner and outer wallsof the pipe are shown in Tables 4 and 5
(2) Range Analysis First the comprehensive mean andrange of each factor are obtained and then the primaryand secondary relationships of the influence of the processparameters on the heating effect are got by comparing theextremes [22] The range analysis of the inner and outerwall temperatures of the pipe under different levels in theorthogonal test is shown in Table 6
According to the analysis results of Tables 4 and 5 whenthe temperature of the inner and outer walls of the pipe istaken as an index the influence of the current frequency andcurrent density on the index is significant and the influenceof the air gap on the index is extremely significant And in themedium-frequency induction heating of the pipe the influ-ential degree of each process parameter on the heating effectof the pipe is air gapgtcurrent densitygtcurrent frequencyFrom the range R corresponding to each process parameterin Table 6 it can be concluded that the influential degreeof the process parameters on the heating effect of the pipeis consistent with the variance analysis result which furtherverifies the accuracy of the obtained results Compared withthe range analysis the contribution rate of each processparameter to the survey indicators is defined more clearly bythe variance analysis
It can be known from the engineering that when theinduction heating temperatures of the outer wall of the pipeare 900sim1000∘C [23] and the difference between the inner andouter wall temperature is small the final processing qualityof the elbow is better Combined with the above analysis abetter process parameter group can be initially determinedas current frequency 1500Hz current density 55 times 107 Am2 and air gap 10mm
Mathematical Problems in Engineering 7
Table 3 Orthogonal test design scheme and numerical calculation results
Test No
Factor Test Index
CurrentFrequency (Hz)
Current Density(Am2)
Interval(mm)
Outer WallTemperature
(∘C)
Inner WallTemperature
(∘C)1 1(600) 1(5times107) 1(10) 649 1272 1(600) 2(55times107) 2(20) 618 1253 1(600) 3(6times107) 3(30) 574 1194 1(600) 4(65times107) 4(40) 528 1145 1(600) 5(7times107) 5(50) 474 1056 2(800) 1(5times107) 2(20) 587 1217 2(800) 2(55times107) 3(30) 569 1208 2(800) 3(6times107) 4(40) 546 1179 2(800) 4(65times107) 5(50) 508 11310 2(800) 5(7times107) 1(10) 1526 21511 3(1000) 1(5times107) 3(30) 532 11412 3(1000) 2(55times107) 4(40) 528 11513 3(1000) 3(6times107) 5(50) 508 11314 3(1000) 4(65times107) 1(10) 1420 20815 3(1000) 5(7times107) 2(20) 1349 20516 4(1200) 1(5times107) 4(40) 509 11217 4(1200) 2(55times107) 5(50) 508 11418 4(1200) 3(6times107) 1(10) 1319 20119 4(1200) 4(65times107) 2(20) 1297 20220 4(1200) 5(7times107) 3(30) 1248 20021 5(1500) 1(5times107) 5(50) 510 11522 5(1500) 2(55times107) 1(10) 989 17323 5(1500) 3(6times107) 2(20) 1255 20024 5(1500) 4(65times107) 3(30) 1253 20225 5(1500) 5(7times107) 4(40) 1239 204
Table 4 Variance analysis results of the orthogonal test of temperatures for pipersquos outer wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0996 025 3163 2128 lowastCurrentDensity 4 149 0372 4732 3184 lowastAir Gap 4 21 0525 6668 4486 lowastlowastError 12 0095 0008 ndash 202Total 24 4671 1155 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
33 Process Parameter Optimization Based on Neural Net-work and Genetic Algorithm Theorthogonal experiment candetermine the influence degree of the process parameters onthe temperature of the inner and outer walls of the pipe andjudge the better parameter group from the existing processparameter group However it is difficult to obtain the globaloptimal process parameters for the multiparameter groupproblems which affect the actual engineering We use BP
neural network method to establish the mapping relationshipbetween the induction heating process parameters and thetemperatures of the inner and outer walls of the pipe [24 25]The data is trained to predict the heating effect of all combi-nations of process parameters within the variation range andthe process parameters are optimized by genetic algorithm[26 27] Thus the global optimal process parameter groupis obtained
8 Mathematical Problems in Engineering
Table 5 Variance analysis results of orthogonal test of temperatures for pipersquos inner wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0478 012 3777 2578 lowastCurrentDensity 4 0589 0147 4647 3172 lowastAir Gap 4 0751 0188 5926 4045 lowastlowastError 12 0038 0003 ndash 205Total 24 1856 0458 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
Table 6 Range analysis results of orthogonal test for pipersquos outer wall temperature
Outer Wall Temperature (∘C) Inner Wall Temperature (∘C)Current
FrequencyCurrentDensity Air Gap Current
FrequencyCurrentDensity Air Gap
K1 5686 5574 11806 118 1176 1848K2 7472 6424 10212 1372 1294 1706K3 8674 8404 8352 151 150 151K4 9762 10012 670 1658 1678 1324K5 10492 11672 5016 1788 1858 112R 4806 6098 679 608 68 728Note K1simK5 represent the average temperature of each factor at each level and R is range
Current frequence f
Current density J
Air gap d
Hidden layerInput Output
Outer walltemperature T1
Inner walltemperature T2
Figure 10 Structure of pipe induction heating BP neural network
331 Prediction Model Based on BP Neural Network Thecurrent frequency current density and air gap are selectedas the network model input and the outer and inner walltemperatures 1198791 and 1198792 of the pipe are taken as output tobuild a three-layer BP neural network model The networkstructure is shown in Figure 10
The data (see Table 3) obtained by numerical simulationis used as a training sample and the sample is trained byrunning a BP neural network program The training target isselected as 0000001 and the learning rate is 01 The trainingof the network model is shown in Figure 11 When the
iteration is 274 times the training is finished with the systemerror of 975times 10minus7 thus its error is within the expected rangeand the network output is more accurate
In order to verify the accuracy of the training predictionresults the five new sets of process parameters are rese-lected as test samples for training prediction and numericalsimulation The training prediction results and numericalsimulation results are shown in Table 7
According to the above results in Table 7 the errorbetween the prediction data and the simulation data is within3 which indicates that the prediction accuracy of the BP
Mathematical Problems in Engineering 9
Table 7 Error between numerical simulation and BP neural network training
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
OuterWall Temperature1198791(∘C) Inner Wall Temperature1198792(∘C)Simulation Prediction Error Simulation Prediction Error
1200 6times107 30 883 8625 23 164 16329 0431500 6times107 30 1043 10365 062 183 18535 131000 55times107 30 640 6382 028 132 13067 11000 65times107 30 900 8945 061 167 16340 211000 7times107 30 1070 10793 087 184 18071 18
minus
minus
minus
Syste
m er
ror
0 50 100 150 200 250
Number of iterations
TrainGoal
Figure 11 BP neural network training error curve
neural network for the heating effect is higher and theprediction result is close to the actual situation
332 Optimization of Induction Heating Parameters Basedon Genetic Algorithm The population with a size of 50 isselected and the binary code is adoptedThe crossover proba-bility and mutation probability are 075 and 001 respectivelyThe BP neural network prediction result is used as the fitnessfunction to control the temperature of the inner and outerwalls of the pipe [28 29]The genetic algorithmwith 100 timesof iteration is designed to optimize the process parametersof pipe induction heating The software is used to iterativelycalculate the BP neural network and genetic algorithm jointoptimization program After 100 iterations the target fitnessis shown in Figure 12
It can be seen from the Figure 12 that after 30 iterationsthe fitness value of the temperature difference between theinner and outer wall under the processable condition ismaintained at 751 meanwhile the temperature 1198791 of theouter wall and the temperature 1198792 of the inner wall is 923∘Cand 172∘C respectively The process parameter group thatis superior to the orthogonal test in the induction heatingprocess of the pipe is obtained with the current frequencycurrent density and air gap which are 1460Hz 565 times107Am2 and 15mm respectively
Fitness curve840
830
820
810
800
790
780
770
760
7500 10 20 30 40 50 60 70 80 90 100
Evolutionary algebra
Adap
tabi
lity
Figure 12 Genetic algorithm optimization process
34 Pipeline Induction Heating Prediction Model Based onRegression Analysis Through the aforementioned analysisand calculation the selection of optimal parameter groupfor the induction heating parameter design can be realizedbut In order to further guide the engineering practice aprediction model of pipe induction heating is necessaryIn this paper the regression analysis of the data obtainedfrom numerical simulation is carried out to determine areasonable mathematical model for the prediction of theouter wall temperature which provides a certain theoreticalguidance for the actual processing The data obtained fromthe numerical simulation of medium-frequency inductionheating of large-diameter pipe are taken as samples andthe process parameters that influence the induction heatingeffect of pipe materials such as current frequency (Hz)current density J (Am2) and air gap d (mm) are seen asindependent variables while the outer wall temperature ofthe pipe is seen as the dependent variable Subsequentlytwo regression models are established for prediction of thepipe outer wall temperature 119879 on the basis of combiningthe feature of sample data It can be seen from Figure 9that the process parameters and the temperature of theinner and outer walls show a linear change law thereby aregression Model I is established However considering themagnitude difference of the selected values of each parameter
10 Mathematical Problems in Engineering
Table 8 Results of regression analysis
Model I 119879 = 1198870119891 + 1198871119869 + 1198872119889 + 119862 Model II 119879 = 119862119891119887011986911988711198891198872Regression Coefficients (0525 3092times10minus5 -17184 -1049604) (-33103 0642 2061 -0481)Sum of Residuals 1815752825 0295Return Square Sum 3712511687 4915Correlation Coefficientr2 0953 0943
F-test Value 129515 120585P 1029times10minus20 223times10minus19
20
15
10
5
0
Freq
uenc
y
minus4 minus2 0 2
Regression Standardized Residual
(a) Model I
Freq
uenc
y
Regression Standardized Residual
12
10
8
6
4
2
0
minus4 minus3 minus2 minus1 0 1 2
(b) Model II
Figure 13 Regression standardized residual histogram
the logarithmic conversion of the sample data is performed tobuild a regression Model II [30]
Regression Model I 119879 = 1198870 + 1198871119869 + 1198872119889 + 119862Regression Model II 119879 = 119862119887011986911988711198891198872
Assume that the above two regression models meet thefollowing conditions
(1) 120576119894 sim 119873(0 1205902) 119862119900V(120576119894 120576119895) = 0 119894 = 119895(2) The selected variables are not random and have no
multiple linear relationship with each other(3) There is a linear relationship between the dependent
variable 119879 and the transformed independent variable in theregression model II
The two regression models are analyzed and solved by amultiple regression calculation program and the results areshown in Table 8
The regression equations obtained by stepwise regressioncalculation are as follows
Equation of Model I 119879 = 0525119891 + 3092 times10minus5119869-17184119889-1049604Equation of Model II 119879 = 119890minus3310306421198692061119889minus0481
It can be seen from Figure 13 that although the normalizedresiduals of Model I and Model II are basically normal distri-bution comprehensive analysis of the calculation results ofTable 8 including the correlation coefficient sum of squaredresiduals and F-test value It can been seen that Model I hasan optimal fitting degree thus the regression equation (1) ischosen as the mathematical model for predicting the outerwall temperature of large-diameter pipe during the medium-frequency induction heating In order to verify the accuracyof the regression models five sets of process parametersare taken as test samples for the numerical simulation andregressionmodel predictionThe results are shown in Table 9
It can be seen from Table 9 that errors between the simu-lated data and predicted data are within 5 The error valueneeds to be determined according to industry standardsHowever it is worth noting that the mathematical model ofthe outer wall temperature prediction can accurately reflectthe mapping relationship between the process parameters ofthe induction heating and the outer wall temperatures of thepipe The mathematical model of the outer wall temperatureprediction for large-diameter pipe in the induction heatingprocess has certain significance for guiding engineeringpractice
Mathematical Problems in Engineering 11
Table 9 Errors between the numerical simulation and regression model prediction
Current Frequency119891(Hz)
Current Density119869(Am2) Air Gap 119889(mm) Outer Wall Temperature T (∘C)
Simulation Return Error1200 6times107 30 883 9201 421500 6times107 30 1043 10776 321000 55times107 30 640 6605 31800 6times107 30 683 7101 401000 6times107 40 626 6432 27
4 Conclusions
(1) Based on the basic theory of induction heating andanalysis of induction heating forming process for large-diameter X80 pipe the magnetic-thermal coupling issuein the heating process is simulated by sequential couplingmethodThe influential law of each grouprsquos induction heatingprocess parameters (current frequency current density andair gap) on the temperature of the inner and outer walls ofthe pipe has been obtained
(2) Taking the induction heating process parameters asthe test factors we carry out the orthogonal test designof the process parameters with the difference of the innerand outer wall temperature of the pipe as the evaluationindex the influential degree of each process parameter onthe heating effect is determined as air gapgtcurrent densitygtcurrent frequency and the optimized process parameter setsfor the heating bending of the pipe have been obtainedusing the neural network genetic algorithm with the currentfrequency current density and air gap which are 1460Hz565 times 107Am2 and 15mm respectively
(3) The linear regression models of two types of pipetemperature have been built based on the simulation resultsof different heating parameters By comparing and analyzingthe relevant test standards of each regression equation wehave obtained the mathematical model of the outer walltemperature prediction during the induction heating processof the pipe
(4) From the bend forming practice of X80 pipe thenumerical simulation process parameters sets are somewhatlimited Hopefully our mathematical analysis method is of areferential significance for practical engineering
Data Availability
The data used to support the findings of this study areavailable from the corresponding author upon request
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
This work was supported by National Natural Science Foun-dation of China (NSFC) (no 51775427)
References
[1] R X Fang andW S Cao ldquoThe research of hydraulic technologyfor large caliber medium frequency heating pipe hydraulicbending machinerdquo Chinese Hydraulics amp Pneumatics 2010
[2] X Fang J Wang and W Cao ldquoInduction heating of large-diameter thin-walled elbow based on skin effectrdquo Oil amp GasStorage and Transportation vol 36 no 8 pp 958ndash963 2017
[3] X Fang X Meng and H Fan ldquoResearch on Ultra-low andConstant Speed Hydraulic Control System of Large Push-bending Style Pipe BenderrdquoMachine Tool amp Hydraulics vol 19pp 61ndash64 2017
[4] C Pandey M M Mahapatra P Kumar N Saini and J GThakre ldquoNano-size Particle Evolution During Heat Treatmentof P91 Steel and Their Effect on Micro Hardnessrdquo Transactionsof the Indian Institute of Metals pp 1ndash8 2017
[5] C Pandey and M M Mahapatra ldquoEffect of Heat Treatment onMicrostructure and Hot Impact Toughness of Various Zonesof P91 Welded Pipesrdquo Journal of Materials Engineering andPerformance vol 25 no 6 pp 2195ndash2210 2016
[6] C Zheng H Liu X Ding and Q Fu ldquoHorizontal Vibration ofa Large-Diameter Pipe Pile in Viscoelastic Soilrdquo MathematicalProblems in Engineering vol 2013 Article ID 269493 13 pages2013
[7] C Pandey M Mahapatra P Kumar et al ldquoSome studies on P91steel and their weldmentsrdquo Journal of Alloys amp Compounds vol743 pp 332ndash364 2018
[8] S Q Pan X U Zhe and H E Bi-Shi ldquoA Study on TemperatureControl for the Billet Electromagnetic Induction Heating Basedon Simulationrdquo Industrial Heating vol 41 no 6 pp 25ndash28 2012
[9] H Du J Li and Y Qu ldquoMathematical Modeling of Eddy-Current Loss for a New Induction Heating DevicerdquoMathemat-ical Problems in Engineering vol 2014 Article ID 923745 7pages 2014
[10] Y Wang C Liu and X Wang ldquoInfluence of induction coilparameter on temperature field of steel plate and choosing ofcoil sizerdquo Jinshu RechuliHeat Treatment of Metals vol 41 no 4pp 178ndash182 2016
[11] T D S Antonino P B Guimaraes R D A Alecio et alldquoMeasurements of theThermophysical Properties of the API 5LX80rdquoMaterials SciencesampApplications vol 5 no 8 pp 617ndash6272014
[12] Y H Zhang Numerical Simulation of Induction Heating Tem-perature Field Jiangnan University 2008
[13] Z QianZhe Numerical Simulation and Experimental Study onInduction Heating Process of Steel Bar Production Line NorthChina Electric Power University 2013
12 Mathematical Problems in Engineering
[14] Z Tianxu Numerical analysis and experimental study ondynamic medium frequency induction heating process of highfrequency straight seam welded pipe Yanshan University 2016
[15] Y Chenguang Numerical Simulation of Variable Power Induc-tion Heating of 42CrMo Steel Shaft Parts Yanshan University2010
[16] S WenjieNumerical simulation and experimental study on elec-tromagnetic field and temperature field of large-diameter moltensilicon single crystal growth equipment Zhejiang University2013
[17] J L Fleming and J Moser ldquoA Fourier Approach to Model Elec-tromagnetic Fields Scattered by a Buried Rectangular CavityrdquoMathematical Problems in Engineering vol 2009 Article ID937327 22 pages 2009
[18] X Yi L Li J Yue et al ldquoSimulation of coupling of electromag-netic and thermal of intermediate frequency induction heatingof pipelinerdquoHeat Treatment of Metals vol 41 no 7 pp 154ndash1582016
[19] H U Jun J Chen and L I Ming ldquoResearch on DrawingTechnology of High-strength Steel Rectangular Box Based onABAQUSrdquo Hot Working Technology 2014
[20] S Liu H Shi and L Feng ldquoTransformer harmonic loss modelconsidering skin effect and proximity effectrdquo Dianli ZidonghuaShebeiElectric Power Automation Equipment vol 35 no 3 pp133ndash139 2015
[21] Z Zhao and S-Y Zhang ldquoSelf-adaptive step sequential-interaction method and its application in transient-fields cou-pling problemsrdquo Jisuanji Jicheng Zhizao XitongComputer Inte-grated Manufacturing Systems CIMS vol 17 no 7 pp 1404ndash1414 2011
[22] Z Wang W Yang and Y Song ldquoThe RS analysis and appli-cation in the oil-gas gathering and transportation processrdquoPetroleum Exploration amp Development vol 37 no 5 pp 618ndash622 2010
[23] C Pandey A Giri and M M Mahapatra ldquoEvolution of phasesin P91 steel in various heat treatment conditions and theireffect on microstructure stability and mechanical propertiesrdquoMaterials Science amp Engineering A vol 664 pp 58ndash74 2016
[24] S Wang N Zhang L Wu and Y Wang ldquoWind speedforecasting based on the hybrid ensemble empirical modedecomposition and GA-BP neural network methodrdquo Journal ofRenewable Energy vol 94 pp 629ndash636 2016
[25] Z Sun H Yang and Z Tang ldquoMicrostructural evolutionmodelof TA15 titanium alloy based on BP neural network methodand application in isothermal deformationrdquo ComputationalMaterials Science vol 50 no 2 pp 308ndash318 2010
[26] C Bharathi D Rekha and V Vijayakumar ldquoGenetic AlgorithmBased Demand Side Management for Smart Gridrdquo WirelessPersonal Communications vol 93 no 2 pp 481ndash502 2017
[27] H S Madraswala and A S Deshpande ldquoGenetic algorithmsolution to unit commitment problemrdquo in Proceedings of the2017 International Conference on Nascent Technologies in Engi-neering ICNTE 2017 India January 2017
[28] S Pal S K Pal andA K Samantaray ldquoArtificial neural networkmodeling of weld joint strength prediction of a pulsed metalinert gas welding process using arc signalsrdquo Journal of MaterialsProcessing Technology vol 202 no 1-3 pp 464ndash474 2008
[29] J Tang ldquoStudy on temperature control effect with pipe-coolingof thick inverted T-shaped concrete pier-wall during construc-tionrdquoWater Resources amp Hydropower Engineering 2017
[30] C Pandey A Giri and M M Mahapatra ldquoOn the predictionof effect of direction of welding on bead geometry and residualdeformation of double-sided fillet weldsrdquo International Journalof Steel Structures vol 16 no 2 pp 333ndash345 2016
Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom

2 Mathematical Problems in Engineering
movable crossbeam induction coil
hydraulic cylinder support roller tube blank front holder turning arm
Figure 1 Structure of the bend of induction heating pipe bending machine
Figure 2 Specific induction heating
Alternating magnetic field
Induction coil
Pipe
Heating
i
power
supply
Figure 3 Schematic diagram of pipe induction heating
through the coil Under the action of the alternating magneticfield vortex current is generated inside the pipe and thevortex current and alternating current in the induction coilhave opposite directions with the same frequency When thevortex current passes through the pipe the pipe generates alarge amount of Joule heat under the action of the material
resistance so that the pipe temperature rises rapidly toachieve the purpose of heating [9]
It can be seen that electromagnetic induction is used togenerate vortex current heating in the conductor to realize theheating of the work piece Therefore by the electromagneticinduction law (1) the Joule-Electric law (2) and technical
Mathematical Problems in Engineering 3
requirements of the large-diameter pipe induction heatingforming device we can obtain the main influential factors onthe heating effect of the pipe such as the induction frequencycurrent density and air gap [10]
119890 = minus119873119889Φ119889119905 (1)
119876 = 0241198942119877119905 (2)
where 119873 is the number of turns of the induction coil Qis Joule heat (unit is J) i is the effective value of inductioncurrent (unit isA) R is conductor resistance (unit isΩ) and 119905is the time of the current flowing through the conductor (unitis s)
Taking the elbow forming of X80 pipeline steel [11]with diameter Φ1219mm and wall thickness 120575 27mm as anexample the numerical modeling of induction heating iscarried out
21Mathematical Model of Induction Heating ElectromagneticField In the numerical calculation of finite element themathematical model of the induction heating vortex currentfield for the heated workpiece area can be obtained bythe control equation (Maxwell equations) and the magneticvector-scalar potential (997888rarr119860-Φ) theory of the induction heatingelectromagnetic field [12ndash14]
nabla times 1120583nabla times 997888rarr119860 minus nabla1120583 (nabla sdot 997888rarr119860) + 120590120597
997888rarr119860120597119905 + 120590nablaΦ = 0 (3)
nabla2Φ + 120597120597119905 (nabla sdot 997888rarr119860) = 0 (4)
997888rarr119869119890 = minus120590120597997888rarr119860120597119905 minus 120590nablaΦ (5)
where nabla is Hamilton operator 120583 is magnetic conductivity(Hm) 120590 is material conductivity (Sm) 120576 is capacitivity(Fm) 997888rarr119860 is magnetic vector potential Φ is scalar potentialand 997888rarr119869119890 is induction vortex current density vector (A1198982)
In order to ensure the continuity condition of the fieldquantity at the interface of different media consider theboundary condition as a ferromagnetic boundary with sur-face current density 997888rarr119869 The expression is shown as
997888rarr119899 times ( 1120583nabla times 997888rarr119860) = minus997888rarr119869 (6)
22 Mathematical Model of Induction Heating TemperatureField It is assumed that the Joule heat generated by thevortex current in the alternating magnetic field is completelyconverted into its own heat that is the induced currentJoule heat obtained by the electromagnetic field is used as aninternal heat source to heat the workpiece and the heatingprocess is an unsteady heat conduction process [15 16] Basedon Fourierrsquos law and the first law of thermodynamics [17] the
differential form of the transient temperature field governingequation in induction heating can be derived
120588119888120597119879120597119905 minus 120597120597119909 (120582119909 120597119879120597119909) minus 120597
120597119910 (120582119910 120597119879120597119910 ) minus 120597120597119911 (120582119911
120597119879120597119911 )
minus 119902V = 0(7)
where120582 is thermal conductivity (W(msdot∘C))T is temperaturefield distribution function 119902V is intensity of the heat source ofinduction vortex current in the pipeline (Wm3)120588 ismaterialdensity (Kg1198983) c is the specific heat capacity of material(J(Kgsdot K))
Use the Newton convection boundary as a temperatureboundary condition
minus120582120597119879120597119899 = ℎ (119879 minus 1198790) (8)
where 119899 refers to the normal direction on the boundary 120582 isthermal conductivity (Wmsdot∘C) h is convective heat transfercoefficient (Wm2sdotK) T is work surface temperature (K) and1198790 indicates ambient temperature (K)
23 Coupling of Induction Heating Electromagnetic Field-Temperature Field The induction heating is involved in theinteraction of two physical fields of electromagnetic fieldand temperature field The complexity of solving the magne-tothermal coupling problemmakes it difficult to obtain accu-rate solutions for many engineering issues [18] Hopefullythe large-scale finite element numerical simulation softwarecan be used for engineers to solve complex problems onthe basis of theoretical analysis This paper is aimed at thecharacteristics of induction heating magneto-thermal cou-pling of large-diameter pipes We adopt ABAQUS softwareto solve the magneto-thermal coupling issue by sequentialcoupling [19] First the vortex current is obtained in theelectromagnetic field then the Joule heat of the workpieceunder the action of vortex current field is got Eventually theJoule heat is used as the temperature field input conditionto obtain the temperature distribution on the workpieceThe analysis process of magnetothermal coupling during theinduction heating is shown in Figure 4
24 Building of Numerical Model The geometric model ofpipe induction heating consists of three parts X80 pipeinduction coil and air Since the pipe is only involved inthe solution of temperature field it is assumed that in thesolution of the electromagnetic field the physical propertiesof thematerial corresponding to the induction coil and air arenot affected by the temperature change Since the X80 pipeinduction coil and air together constitute the electromagneticpath in the induction heating process the thermal propertyparameters of the relative magnetoconductivity resistivityspecific heat capacity thermal conductivity density etccorresponding to the three parts should be considered insolving the electromagnetic field (as shown in Table 1) Thematerial of induction coil is T3 copper its resistivity is 175 times10minus8Ω∙m and the relative magneto-conductivity is 1 As air is
4 Mathematical Problems in Engineering
Table 1 The thermal properties of X80
Temperature(∘C)
RelativePermeability 120583
Resistivity 120588(10minus6Ωsdotm)
Specific Heat 119862119901(JKgsdot∘C)
Thermal Conductivity119870 (Wmsdot∘C)
Density120588(Kgm3)
Emissivity119862119904(Jm2sK4)
0 200 0195 450 474 7896 125 198 0202 450 462 7896 0998100 194 0251 479 437 7870 0996200 186 0336 520 403 7849 0992300 179 0434 564 38 7824 0987400 167 0539 612 359 7796 0983500 156 0659 668 338 7769 0978600 139 0792 785 317 7744 0978700 93 0947 936 284 7716 0879800 1 1073 848 259 7691 0648900 1 1164 655 235 7665 05941000 1 1199 620 239 7639 0535
Start
Establish Model
Establishelectromagnetic field
analysis options
Establish temperaturefield analysis options
Computeelectromagnetic field
Compute temperaturefield
End
Enter electromagneticfield analysis options
Clear electromagneticfield analysis options
enter temperature fieldanalysis options
Read electromagneticfield analysis options
Read temperature field
Figure 4 Analysis process of magnetothermal coupling during theinduction heating
not affected by the current the relative magnetoconductivityshould be set as 1 when performing numerical simulation
It is one of the important influential factors on the qualityof the pipe to reasonably match the heating time of the pipeand the pushing speed of the hydraulic cylinder during thebending process of the large-diameter pipe (see Figure 1)Thus in order to further study the problem of matching theinduction heating time with the pushing speed the finiteelement model is built in Cartesian coordinate system Atthe same time considering that the large-diameter pipe andits applied load are axisymmetric 14 of the pipe is used tobuild a finite element model The working loads are appliedto the model according to the characteristics of each physicalfield the corresponding analysis steps solution variablesand boundary conditions are setup different grid types areselected to mesh the model (the unit type of EMC3D8 isselected in the electromagnetic field and the unit type ofDC3D8 is selected in the temperature field) In order toensure the accuracy and convergence of the calculation thepipe mesh is refined as shown in Figure 5
3 Results Analysis
31 Analysis of Numerical Simulation Results In order tovisually display the dynamic changes of the electromagneticfield and temperature field inside the pipe during the heatingprocess the main parameters such as current frequency(=1000Hz) current density (J=6 times 107Am2) and air gap(d=30mm) are determined according to the engineeringpractice and the distribution clouds of the Joule heat andtemperature of the pipe under induction heating are obtainedthrough simulation (see Figures 6 and 7) and the curves oftemperature for the inner and outer wall of the pipe withthe times are shown in Figure 8 It can be seen that thedistribution of Joule heat and temperature on the pipe is thatthe outer wallrsquos is much greater than that of the inner wall due
Mathematical Problems in Engineering 5
airinduction coilpipe
(a)
airinduction coilpipeX
Y
Z
(b) (c)
Figure 5 Numerical model of induction heating for thin-walled pipe (a) Geometric model (b) Finite element model (c) Finite elementmodel of the pipe
EMJH(Avg 75)
+1307e+09+1198e+09+1089e+09+9802e+08+8713e+08+7624e+08+6535e+08+5445e+08+4356e+08+3267e+08+2178e+08+1089e+08+4984e-20
Figure 6 Distribution cloud of Joule heat in pipe (Unit J)
NT11+7574e+02+6943e+02+6312e+02+5681e+02+5049e+02+4418e+02+3787e+02+3156e+02+2525e+02+1894e+02+1262e+02+6312e+01+1554e-04
Step Step-1Increment 982
Step Time = 2000
Primary Var NT11
Figure 7 Distribution cloud of temperature in pipe (Unit∘C)
to the effects of skin effect proximity effect and ring effectin the induction heating process [20] which ultimately leadsto the greater temperatures difference of the inner and outerwalls of the pipe causing a great inconvenience to the pushingspeed of the elbowwhich in turn affects the quality of the pipebending
700
600
500
400
300
200
100
0
minus100
0 2 4 6 8 10 12 14 16 18 20
Time (s)
Outer WallInner Wall
Tem
pera
ture
(∘C)
Figure 8 Temperature curves of the inner and outer wall of pipewith the times
It can be seen from Figure 8 that although there isunevenness in the temperature rise of the inner and outerwalls in the pipe the difference in temperatures betweenthe inner and outer walls tends to be stable as the increaseof heating time Therefore by parameter optimization thedifference in temperature gradient between the inner andouter walls of the pipe is reduced as much as possible
In order to further explore the relationship between thecurrent frequency current density air gap and pipe heatingeffect the control variable method is used to change the threeprocess parameters for simulation calculation The results areshown in Figure 9
Figure 9 shows the effect of the current frequency currentdensity and the air gap between coil and pipe on thetemperature rise of the inner and outer wall of the piperespectively It can be seen from the figure although thatrelationship between the variation of parameters and thetemperature of the inner and outer wall of the pipe is basicallylinear the influence of three parameters on the heating effectof pipe cannot be quantified Moreover the temperaturedifference between the inner and outer wall of the pipe is thekey quantity thus it is necessary to analyze the variation ruleof the temperature difference between the inner and outerwall of the pipe to find the optimal parameter group
32 Parameter Optimization Based on Orthogonal Test Design
321 Orthogonal Test Design for Induction Heating of PipeThe three process parameters of the current frequency
6 Mathematical Problems in Engineering
Outer WallInner Wall
800 1000 1200 1400 1600600Current Frequency (Hz)
0100200300400500600700800900
10001100
Tem
pera
ture
(∘C)
(a)
Outer WallInner Wall
0100200300400500600700800900
10001100
Tem
pera
ture
(∘C)
55 60 65 7050Current Density (107AG2)
(b)
Outer WallInner Wall
20 30 40 5010Air Gap (mm)
0100200300400500600700800900
100011001200
Tem
pera
ture
(∘C)
(c)
Figure 9 Relationship between three parameters and the inner and outer wall temperatureof pipe (a) Current frequency (b) Current density(c) Air gap between pipe and induction coil
Table 2 Test parameters and levels
LevelFactor
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
1 600 5times107 102 800 55times107 203 1000 6times107 304 1200 65times107 405 1500 7times107 50
current density and air gap are the factors of the orthogonaltest [21] and each factor is set at 5 levels as shown in Table 2
It can be seen from Table 2 that there is a total of 125experimental parameter combinations and the orthogonaltest is mainly used to analyze the primary and secondaryrelationship of the influence of various process parameters onthe heating effect Therefore according to the orthogonalityand the engineering practice some parameter groups withthe characteristics of ldquouniform dispersion neatness andcomparabilityrdquo are selected as the representative ones for theexperiment
In the orthogonal experimental analysis the Taguchidesign method is used to neglect the interaction betweendifferent process parameters the L25 (56) orthogonal tableis selected and the empty column is adopted as the errorcolumn According to the 25 sets of parameters selected inTable 3 the numerical simulation analysis of the inductionheating of X80 pipe (Φ1219mm wall thickness 27mm) iscarried out to obtain the temperatures of the inner and outerwalls of the pipe The orthogonal experimental scheme isdesigned with the temperatures of the inner and outer wallsof the pipe as the test indexes (see Table 3)
322 Analysis of the Orthogonal Test Results of InductionHeating of Pipe The variance method is used to determinethe significant degree and contribution rate of the influence ofvarious process parameters on the heating effect of medium-frequency induction heating of large-diameter pipes and
the primary and secondary relationship of the influence ofvarious process parameters on the heating effect is obtainedThen we use the range analysis to verify the primary andsecondary relationships again to provide a guidance forengineering process design
(1) Variance Analysis The analysis results of the influence ofeach parameter on temperatures of the inner and outer wallsof the pipe are shown in Tables 4 and 5
(2) Range Analysis First the comprehensive mean andrange of each factor are obtained and then the primaryand secondary relationships of the influence of the processparameters on the heating effect are got by comparing theextremes [22] The range analysis of the inner and outerwall temperatures of the pipe under different levels in theorthogonal test is shown in Table 6
According to the analysis results of Tables 4 and 5 whenthe temperature of the inner and outer walls of the pipe istaken as an index the influence of the current frequency andcurrent density on the index is significant and the influenceof the air gap on the index is extremely significant And in themedium-frequency induction heating of the pipe the influ-ential degree of each process parameter on the heating effectof the pipe is air gapgtcurrent densitygtcurrent frequencyFrom the range R corresponding to each process parameterin Table 6 it can be concluded that the influential degreeof the process parameters on the heating effect of the pipeis consistent with the variance analysis result which furtherverifies the accuracy of the obtained results Compared withthe range analysis the contribution rate of each processparameter to the survey indicators is defined more clearly bythe variance analysis
It can be known from the engineering that when theinduction heating temperatures of the outer wall of the pipeare 900sim1000∘C [23] and the difference between the inner andouter wall temperature is small the final processing qualityof the elbow is better Combined with the above analysis abetter process parameter group can be initially determinedas current frequency 1500Hz current density 55 times 107 Am2 and air gap 10mm
Mathematical Problems in Engineering 7
Table 3 Orthogonal test design scheme and numerical calculation results
Test No
Factor Test Index
CurrentFrequency (Hz)
Current Density(Am2)
Interval(mm)
Outer WallTemperature
(∘C)
Inner WallTemperature
(∘C)1 1(600) 1(5times107) 1(10) 649 1272 1(600) 2(55times107) 2(20) 618 1253 1(600) 3(6times107) 3(30) 574 1194 1(600) 4(65times107) 4(40) 528 1145 1(600) 5(7times107) 5(50) 474 1056 2(800) 1(5times107) 2(20) 587 1217 2(800) 2(55times107) 3(30) 569 1208 2(800) 3(6times107) 4(40) 546 1179 2(800) 4(65times107) 5(50) 508 11310 2(800) 5(7times107) 1(10) 1526 21511 3(1000) 1(5times107) 3(30) 532 11412 3(1000) 2(55times107) 4(40) 528 11513 3(1000) 3(6times107) 5(50) 508 11314 3(1000) 4(65times107) 1(10) 1420 20815 3(1000) 5(7times107) 2(20) 1349 20516 4(1200) 1(5times107) 4(40) 509 11217 4(1200) 2(55times107) 5(50) 508 11418 4(1200) 3(6times107) 1(10) 1319 20119 4(1200) 4(65times107) 2(20) 1297 20220 4(1200) 5(7times107) 3(30) 1248 20021 5(1500) 1(5times107) 5(50) 510 11522 5(1500) 2(55times107) 1(10) 989 17323 5(1500) 3(6times107) 2(20) 1255 20024 5(1500) 4(65times107) 3(30) 1253 20225 5(1500) 5(7times107) 4(40) 1239 204
Table 4 Variance analysis results of the orthogonal test of temperatures for pipersquos outer wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0996 025 3163 2128 lowastCurrentDensity 4 149 0372 4732 3184 lowastAir Gap 4 21 0525 6668 4486 lowastlowastError 12 0095 0008 ndash 202Total 24 4671 1155 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
33 Process Parameter Optimization Based on Neural Net-work and Genetic Algorithm Theorthogonal experiment candetermine the influence degree of the process parameters onthe temperature of the inner and outer walls of the pipe andjudge the better parameter group from the existing processparameter group However it is difficult to obtain the globaloptimal process parameters for the multiparameter groupproblems which affect the actual engineering We use BP
neural network method to establish the mapping relationshipbetween the induction heating process parameters and thetemperatures of the inner and outer walls of the pipe [24 25]The data is trained to predict the heating effect of all combi-nations of process parameters within the variation range andthe process parameters are optimized by genetic algorithm[26 27] Thus the global optimal process parameter groupis obtained
8 Mathematical Problems in Engineering
Table 5 Variance analysis results of orthogonal test of temperatures for pipersquos inner wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0478 012 3777 2578 lowastCurrentDensity 4 0589 0147 4647 3172 lowastAir Gap 4 0751 0188 5926 4045 lowastlowastError 12 0038 0003 ndash 205Total 24 1856 0458 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
Table 6 Range analysis results of orthogonal test for pipersquos outer wall temperature
Outer Wall Temperature (∘C) Inner Wall Temperature (∘C)Current
FrequencyCurrentDensity Air Gap Current
FrequencyCurrentDensity Air Gap
K1 5686 5574 11806 118 1176 1848K2 7472 6424 10212 1372 1294 1706K3 8674 8404 8352 151 150 151K4 9762 10012 670 1658 1678 1324K5 10492 11672 5016 1788 1858 112R 4806 6098 679 608 68 728Note K1simK5 represent the average temperature of each factor at each level and R is range
Current frequence f
Current density J
Air gap d
Hidden layerInput Output
Outer walltemperature T1
Inner walltemperature T2
Figure 10 Structure of pipe induction heating BP neural network
331 Prediction Model Based on BP Neural Network Thecurrent frequency current density and air gap are selectedas the network model input and the outer and inner walltemperatures 1198791 and 1198792 of the pipe are taken as output tobuild a three-layer BP neural network model The networkstructure is shown in Figure 10
The data (see Table 3) obtained by numerical simulationis used as a training sample and the sample is trained byrunning a BP neural network program The training target isselected as 0000001 and the learning rate is 01 The trainingof the network model is shown in Figure 11 When the
iteration is 274 times the training is finished with the systemerror of 975times 10minus7 thus its error is within the expected rangeand the network output is more accurate
In order to verify the accuracy of the training predictionresults the five new sets of process parameters are rese-lected as test samples for training prediction and numericalsimulation The training prediction results and numericalsimulation results are shown in Table 7
According to the above results in Table 7 the errorbetween the prediction data and the simulation data is within3 which indicates that the prediction accuracy of the BP
Mathematical Problems in Engineering 9
Table 7 Error between numerical simulation and BP neural network training
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
OuterWall Temperature1198791(∘C) Inner Wall Temperature1198792(∘C)Simulation Prediction Error Simulation Prediction Error
1200 6times107 30 883 8625 23 164 16329 0431500 6times107 30 1043 10365 062 183 18535 131000 55times107 30 640 6382 028 132 13067 11000 65times107 30 900 8945 061 167 16340 211000 7times107 30 1070 10793 087 184 18071 18
minus
minus
minus
Syste
m er
ror
0 50 100 150 200 250
Number of iterations
TrainGoal
Figure 11 BP neural network training error curve
neural network for the heating effect is higher and theprediction result is close to the actual situation
332 Optimization of Induction Heating Parameters Basedon Genetic Algorithm The population with a size of 50 isselected and the binary code is adoptedThe crossover proba-bility and mutation probability are 075 and 001 respectivelyThe BP neural network prediction result is used as the fitnessfunction to control the temperature of the inner and outerwalls of the pipe [28 29]The genetic algorithmwith 100 timesof iteration is designed to optimize the process parametersof pipe induction heating The software is used to iterativelycalculate the BP neural network and genetic algorithm jointoptimization program After 100 iterations the target fitnessis shown in Figure 12
It can be seen from the Figure 12 that after 30 iterationsthe fitness value of the temperature difference between theinner and outer wall under the processable condition ismaintained at 751 meanwhile the temperature 1198791 of theouter wall and the temperature 1198792 of the inner wall is 923∘Cand 172∘C respectively The process parameter group thatis superior to the orthogonal test in the induction heatingprocess of the pipe is obtained with the current frequencycurrent density and air gap which are 1460Hz 565 times107Am2 and 15mm respectively
Fitness curve840
830
820
810
800
790
780
770
760
7500 10 20 30 40 50 60 70 80 90 100
Evolutionary algebra
Adap
tabi
lity
Figure 12 Genetic algorithm optimization process
34 Pipeline Induction Heating Prediction Model Based onRegression Analysis Through the aforementioned analysisand calculation the selection of optimal parameter groupfor the induction heating parameter design can be realizedbut In order to further guide the engineering practice aprediction model of pipe induction heating is necessaryIn this paper the regression analysis of the data obtainedfrom numerical simulation is carried out to determine areasonable mathematical model for the prediction of theouter wall temperature which provides a certain theoreticalguidance for the actual processing The data obtained fromthe numerical simulation of medium-frequency inductionheating of large-diameter pipe are taken as samples andthe process parameters that influence the induction heatingeffect of pipe materials such as current frequency (Hz)current density J (Am2) and air gap d (mm) are seen asindependent variables while the outer wall temperature ofthe pipe is seen as the dependent variable Subsequentlytwo regression models are established for prediction of thepipe outer wall temperature 119879 on the basis of combiningthe feature of sample data It can be seen from Figure 9that the process parameters and the temperature of theinner and outer walls show a linear change law thereby aregression Model I is established However considering themagnitude difference of the selected values of each parameter
10 Mathematical Problems in Engineering
Table 8 Results of regression analysis
Model I 119879 = 1198870119891 + 1198871119869 + 1198872119889 + 119862 Model II 119879 = 119862119891119887011986911988711198891198872Regression Coefficients (0525 3092times10minus5 -17184 -1049604) (-33103 0642 2061 -0481)Sum of Residuals 1815752825 0295Return Square Sum 3712511687 4915Correlation Coefficientr2 0953 0943
F-test Value 129515 120585P 1029times10minus20 223times10minus19
20
15
10
5
0
Freq
uenc
y
minus4 minus2 0 2
Regression Standardized Residual
(a) Model I
Freq
uenc
y
Regression Standardized Residual
12
10
8
6
4
2
0
minus4 minus3 minus2 minus1 0 1 2
(b) Model II
Figure 13 Regression standardized residual histogram
the logarithmic conversion of the sample data is performed tobuild a regression Model II [30]
Regression Model I 119879 = 1198870 + 1198871119869 + 1198872119889 + 119862Regression Model II 119879 = 119862119887011986911988711198891198872
Assume that the above two regression models meet thefollowing conditions
(1) 120576119894 sim 119873(0 1205902) 119862119900V(120576119894 120576119895) = 0 119894 = 119895(2) The selected variables are not random and have no
multiple linear relationship with each other(3) There is a linear relationship between the dependent
variable 119879 and the transformed independent variable in theregression model II
The two regression models are analyzed and solved by amultiple regression calculation program and the results areshown in Table 8
The regression equations obtained by stepwise regressioncalculation are as follows
Equation of Model I 119879 = 0525119891 + 3092 times10minus5119869-17184119889-1049604Equation of Model II 119879 = 119890minus3310306421198692061119889minus0481
It can be seen from Figure 13 that although the normalizedresiduals of Model I and Model II are basically normal distri-bution comprehensive analysis of the calculation results ofTable 8 including the correlation coefficient sum of squaredresiduals and F-test value It can been seen that Model I hasan optimal fitting degree thus the regression equation (1) ischosen as the mathematical model for predicting the outerwall temperature of large-diameter pipe during the medium-frequency induction heating In order to verify the accuracyof the regression models five sets of process parametersare taken as test samples for the numerical simulation andregressionmodel predictionThe results are shown in Table 9
It can be seen from Table 9 that errors between the simu-lated data and predicted data are within 5 The error valueneeds to be determined according to industry standardsHowever it is worth noting that the mathematical model ofthe outer wall temperature prediction can accurately reflectthe mapping relationship between the process parameters ofthe induction heating and the outer wall temperatures of thepipe The mathematical model of the outer wall temperatureprediction for large-diameter pipe in the induction heatingprocess has certain significance for guiding engineeringpractice
Mathematical Problems in Engineering 11
Table 9 Errors between the numerical simulation and regression model prediction
Current Frequency119891(Hz)
Current Density119869(Am2) Air Gap 119889(mm) Outer Wall Temperature T (∘C)
Simulation Return Error1200 6times107 30 883 9201 421500 6times107 30 1043 10776 321000 55times107 30 640 6605 31800 6times107 30 683 7101 401000 6times107 40 626 6432 27
4 Conclusions
(1) Based on the basic theory of induction heating andanalysis of induction heating forming process for large-diameter X80 pipe the magnetic-thermal coupling issuein the heating process is simulated by sequential couplingmethodThe influential law of each grouprsquos induction heatingprocess parameters (current frequency current density andair gap) on the temperature of the inner and outer walls ofthe pipe has been obtained
(2) Taking the induction heating process parameters asthe test factors we carry out the orthogonal test designof the process parameters with the difference of the innerand outer wall temperature of the pipe as the evaluationindex the influential degree of each process parameter onthe heating effect is determined as air gapgtcurrent densitygtcurrent frequency and the optimized process parameter setsfor the heating bending of the pipe have been obtainedusing the neural network genetic algorithm with the currentfrequency current density and air gap which are 1460Hz565 times 107Am2 and 15mm respectively
(3) The linear regression models of two types of pipetemperature have been built based on the simulation resultsof different heating parameters By comparing and analyzingthe relevant test standards of each regression equation wehave obtained the mathematical model of the outer walltemperature prediction during the induction heating processof the pipe
(4) From the bend forming practice of X80 pipe thenumerical simulation process parameters sets are somewhatlimited Hopefully our mathematical analysis method is of areferential significance for practical engineering
Data Availability
The data used to support the findings of this study areavailable from the corresponding author upon request
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
This work was supported by National Natural Science Foun-dation of China (NSFC) (no 51775427)
References
[1] R X Fang andW S Cao ldquoThe research of hydraulic technologyfor large caliber medium frequency heating pipe hydraulicbending machinerdquo Chinese Hydraulics amp Pneumatics 2010
[2] X Fang J Wang and W Cao ldquoInduction heating of large-diameter thin-walled elbow based on skin effectrdquo Oil amp GasStorage and Transportation vol 36 no 8 pp 958ndash963 2017
[3] X Fang X Meng and H Fan ldquoResearch on Ultra-low andConstant Speed Hydraulic Control System of Large Push-bending Style Pipe BenderrdquoMachine Tool amp Hydraulics vol 19pp 61ndash64 2017
[4] C Pandey M M Mahapatra P Kumar N Saini and J GThakre ldquoNano-size Particle Evolution During Heat Treatmentof P91 Steel and Their Effect on Micro Hardnessrdquo Transactionsof the Indian Institute of Metals pp 1ndash8 2017
[5] C Pandey and M M Mahapatra ldquoEffect of Heat Treatment onMicrostructure and Hot Impact Toughness of Various Zonesof P91 Welded Pipesrdquo Journal of Materials Engineering andPerformance vol 25 no 6 pp 2195ndash2210 2016
[6] C Zheng H Liu X Ding and Q Fu ldquoHorizontal Vibration ofa Large-Diameter Pipe Pile in Viscoelastic Soilrdquo MathematicalProblems in Engineering vol 2013 Article ID 269493 13 pages2013
[7] C Pandey M Mahapatra P Kumar et al ldquoSome studies on P91steel and their weldmentsrdquo Journal of Alloys amp Compounds vol743 pp 332ndash364 2018
[8] S Q Pan X U Zhe and H E Bi-Shi ldquoA Study on TemperatureControl for the Billet Electromagnetic Induction Heating Basedon Simulationrdquo Industrial Heating vol 41 no 6 pp 25ndash28 2012
[9] H Du J Li and Y Qu ldquoMathematical Modeling of Eddy-Current Loss for a New Induction Heating DevicerdquoMathemat-ical Problems in Engineering vol 2014 Article ID 923745 7pages 2014
[10] Y Wang C Liu and X Wang ldquoInfluence of induction coilparameter on temperature field of steel plate and choosing ofcoil sizerdquo Jinshu RechuliHeat Treatment of Metals vol 41 no 4pp 178ndash182 2016
[11] T D S Antonino P B Guimaraes R D A Alecio et alldquoMeasurements of theThermophysical Properties of the API 5LX80rdquoMaterials SciencesampApplications vol 5 no 8 pp 617ndash6272014
[12] Y H Zhang Numerical Simulation of Induction Heating Tem-perature Field Jiangnan University 2008
[13] Z QianZhe Numerical Simulation and Experimental Study onInduction Heating Process of Steel Bar Production Line NorthChina Electric Power University 2013
12 Mathematical Problems in Engineering
[14] Z Tianxu Numerical analysis and experimental study ondynamic medium frequency induction heating process of highfrequency straight seam welded pipe Yanshan University 2016
[15] Y Chenguang Numerical Simulation of Variable Power Induc-tion Heating of 42CrMo Steel Shaft Parts Yanshan University2010
[16] S WenjieNumerical simulation and experimental study on elec-tromagnetic field and temperature field of large-diameter moltensilicon single crystal growth equipment Zhejiang University2013
[17] J L Fleming and J Moser ldquoA Fourier Approach to Model Elec-tromagnetic Fields Scattered by a Buried Rectangular CavityrdquoMathematical Problems in Engineering vol 2009 Article ID937327 22 pages 2009
[18] X Yi L Li J Yue et al ldquoSimulation of coupling of electromag-netic and thermal of intermediate frequency induction heatingof pipelinerdquoHeat Treatment of Metals vol 41 no 7 pp 154ndash1582016
[19] H U Jun J Chen and L I Ming ldquoResearch on DrawingTechnology of High-strength Steel Rectangular Box Based onABAQUSrdquo Hot Working Technology 2014
[20] S Liu H Shi and L Feng ldquoTransformer harmonic loss modelconsidering skin effect and proximity effectrdquo Dianli ZidonghuaShebeiElectric Power Automation Equipment vol 35 no 3 pp133ndash139 2015
[21] Z Zhao and S-Y Zhang ldquoSelf-adaptive step sequential-interaction method and its application in transient-fields cou-pling problemsrdquo Jisuanji Jicheng Zhizao XitongComputer Inte-grated Manufacturing Systems CIMS vol 17 no 7 pp 1404ndash1414 2011
[22] Z Wang W Yang and Y Song ldquoThe RS analysis and appli-cation in the oil-gas gathering and transportation processrdquoPetroleum Exploration amp Development vol 37 no 5 pp 618ndash622 2010
[23] C Pandey A Giri and M M Mahapatra ldquoEvolution of phasesin P91 steel in various heat treatment conditions and theireffect on microstructure stability and mechanical propertiesrdquoMaterials Science amp Engineering A vol 664 pp 58ndash74 2016
[24] S Wang N Zhang L Wu and Y Wang ldquoWind speedforecasting based on the hybrid ensemble empirical modedecomposition and GA-BP neural network methodrdquo Journal ofRenewable Energy vol 94 pp 629ndash636 2016
[25] Z Sun H Yang and Z Tang ldquoMicrostructural evolutionmodelof TA15 titanium alloy based on BP neural network methodand application in isothermal deformationrdquo ComputationalMaterials Science vol 50 no 2 pp 308ndash318 2010
[26] C Bharathi D Rekha and V Vijayakumar ldquoGenetic AlgorithmBased Demand Side Management for Smart Gridrdquo WirelessPersonal Communications vol 93 no 2 pp 481ndash502 2017
[27] H S Madraswala and A S Deshpande ldquoGenetic algorithmsolution to unit commitment problemrdquo in Proceedings of the2017 International Conference on Nascent Technologies in Engi-neering ICNTE 2017 India January 2017
[28] S Pal S K Pal andA K Samantaray ldquoArtificial neural networkmodeling of weld joint strength prediction of a pulsed metalinert gas welding process using arc signalsrdquo Journal of MaterialsProcessing Technology vol 202 no 1-3 pp 464ndash474 2008
[29] J Tang ldquoStudy on temperature control effect with pipe-coolingof thick inverted T-shaped concrete pier-wall during construc-tionrdquoWater Resources amp Hydropower Engineering 2017
[30] C Pandey A Giri and M M Mahapatra ldquoOn the predictionof effect of direction of welding on bead geometry and residualdeformation of double-sided fillet weldsrdquo International Journalof Steel Structures vol 16 no 2 pp 333ndash345 2016
Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom

Mathematical Problems in Engineering 3
requirements of the large-diameter pipe induction heatingforming device we can obtain the main influential factors onthe heating effect of the pipe such as the induction frequencycurrent density and air gap [10]
119890 = minus119873119889Φ119889119905 (1)
119876 = 0241198942119877119905 (2)
where 119873 is the number of turns of the induction coil Qis Joule heat (unit is J) i is the effective value of inductioncurrent (unit isA) R is conductor resistance (unit isΩ) and 119905is the time of the current flowing through the conductor (unitis s)
Taking the elbow forming of X80 pipeline steel [11]with diameter Φ1219mm and wall thickness 120575 27mm as anexample the numerical modeling of induction heating iscarried out
21Mathematical Model of Induction Heating ElectromagneticField In the numerical calculation of finite element themathematical model of the induction heating vortex currentfield for the heated workpiece area can be obtained bythe control equation (Maxwell equations) and the magneticvector-scalar potential (997888rarr119860-Φ) theory of the induction heatingelectromagnetic field [12ndash14]
nabla times 1120583nabla times 997888rarr119860 minus nabla1120583 (nabla sdot 997888rarr119860) + 120590120597
997888rarr119860120597119905 + 120590nablaΦ = 0 (3)
nabla2Φ + 120597120597119905 (nabla sdot 997888rarr119860) = 0 (4)
997888rarr119869119890 = minus120590120597997888rarr119860120597119905 minus 120590nablaΦ (5)
where nabla is Hamilton operator 120583 is magnetic conductivity(Hm) 120590 is material conductivity (Sm) 120576 is capacitivity(Fm) 997888rarr119860 is magnetic vector potential Φ is scalar potentialand 997888rarr119869119890 is induction vortex current density vector (A1198982)
In order to ensure the continuity condition of the fieldquantity at the interface of different media consider theboundary condition as a ferromagnetic boundary with sur-face current density 997888rarr119869 The expression is shown as
997888rarr119899 times ( 1120583nabla times 997888rarr119860) = minus997888rarr119869 (6)
22 Mathematical Model of Induction Heating TemperatureField It is assumed that the Joule heat generated by thevortex current in the alternating magnetic field is completelyconverted into its own heat that is the induced currentJoule heat obtained by the electromagnetic field is used as aninternal heat source to heat the workpiece and the heatingprocess is an unsteady heat conduction process [15 16] Basedon Fourierrsquos law and the first law of thermodynamics [17] the
differential form of the transient temperature field governingequation in induction heating can be derived
120588119888120597119879120597119905 minus 120597120597119909 (120582119909 120597119879120597119909) minus 120597
120597119910 (120582119910 120597119879120597119910 ) minus 120597120597119911 (120582119911
120597119879120597119911 )
minus 119902V = 0(7)
where120582 is thermal conductivity (W(msdot∘C))T is temperaturefield distribution function 119902V is intensity of the heat source ofinduction vortex current in the pipeline (Wm3)120588 ismaterialdensity (Kg1198983) c is the specific heat capacity of material(J(Kgsdot K))
Use the Newton convection boundary as a temperatureboundary condition
minus120582120597119879120597119899 = ℎ (119879 minus 1198790) (8)
where 119899 refers to the normal direction on the boundary 120582 isthermal conductivity (Wmsdot∘C) h is convective heat transfercoefficient (Wm2sdotK) T is work surface temperature (K) and1198790 indicates ambient temperature (K)
23 Coupling of Induction Heating Electromagnetic Field-Temperature Field The induction heating is involved in theinteraction of two physical fields of electromagnetic fieldand temperature field The complexity of solving the magne-tothermal coupling problemmakes it difficult to obtain accu-rate solutions for many engineering issues [18] Hopefullythe large-scale finite element numerical simulation softwarecan be used for engineers to solve complex problems onthe basis of theoretical analysis This paper is aimed at thecharacteristics of induction heating magneto-thermal cou-pling of large-diameter pipes We adopt ABAQUS softwareto solve the magneto-thermal coupling issue by sequentialcoupling [19] First the vortex current is obtained in theelectromagnetic field then the Joule heat of the workpieceunder the action of vortex current field is got Eventually theJoule heat is used as the temperature field input conditionto obtain the temperature distribution on the workpieceThe analysis process of magnetothermal coupling during theinduction heating is shown in Figure 4
24 Building of Numerical Model The geometric model ofpipe induction heating consists of three parts X80 pipeinduction coil and air Since the pipe is only involved inthe solution of temperature field it is assumed that in thesolution of the electromagnetic field the physical propertiesof thematerial corresponding to the induction coil and air arenot affected by the temperature change Since the X80 pipeinduction coil and air together constitute the electromagneticpath in the induction heating process the thermal propertyparameters of the relative magnetoconductivity resistivityspecific heat capacity thermal conductivity density etccorresponding to the three parts should be considered insolving the electromagnetic field (as shown in Table 1) Thematerial of induction coil is T3 copper its resistivity is 175 times10minus8Ω∙m and the relative magneto-conductivity is 1 As air is
4 Mathematical Problems in Engineering
Table 1 The thermal properties of X80
Temperature(∘C)
RelativePermeability 120583
Resistivity 120588(10minus6Ωsdotm)
Specific Heat 119862119901(JKgsdot∘C)
Thermal Conductivity119870 (Wmsdot∘C)
Density120588(Kgm3)
Emissivity119862119904(Jm2sK4)
0 200 0195 450 474 7896 125 198 0202 450 462 7896 0998100 194 0251 479 437 7870 0996200 186 0336 520 403 7849 0992300 179 0434 564 38 7824 0987400 167 0539 612 359 7796 0983500 156 0659 668 338 7769 0978600 139 0792 785 317 7744 0978700 93 0947 936 284 7716 0879800 1 1073 848 259 7691 0648900 1 1164 655 235 7665 05941000 1 1199 620 239 7639 0535
Start
Establish Model
Establishelectromagnetic field
analysis options
Establish temperaturefield analysis options
Computeelectromagnetic field
Compute temperaturefield
End
Enter electromagneticfield analysis options
Clear electromagneticfield analysis options
enter temperature fieldanalysis options
Read electromagneticfield analysis options
Read temperature field
Figure 4 Analysis process of magnetothermal coupling during theinduction heating
not affected by the current the relative magnetoconductivityshould be set as 1 when performing numerical simulation
It is one of the important influential factors on the qualityof the pipe to reasonably match the heating time of the pipeand the pushing speed of the hydraulic cylinder during thebending process of the large-diameter pipe (see Figure 1)Thus in order to further study the problem of matching theinduction heating time with the pushing speed the finiteelement model is built in Cartesian coordinate system Atthe same time considering that the large-diameter pipe andits applied load are axisymmetric 14 of the pipe is used tobuild a finite element model The working loads are appliedto the model according to the characteristics of each physicalfield the corresponding analysis steps solution variablesand boundary conditions are setup different grid types areselected to mesh the model (the unit type of EMC3D8 isselected in the electromagnetic field and the unit type ofDC3D8 is selected in the temperature field) In order toensure the accuracy and convergence of the calculation thepipe mesh is refined as shown in Figure 5
3 Results Analysis
31 Analysis of Numerical Simulation Results In order tovisually display the dynamic changes of the electromagneticfield and temperature field inside the pipe during the heatingprocess the main parameters such as current frequency(=1000Hz) current density (J=6 times 107Am2) and air gap(d=30mm) are determined according to the engineeringpractice and the distribution clouds of the Joule heat andtemperature of the pipe under induction heating are obtainedthrough simulation (see Figures 6 and 7) and the curves oftemperature for the inner and outer wall of the pipe withthe times are shown in Figure 8 It can be seen that thedistribution of Joule heat and temperature on the pipe is thatthe outer wallrsquos is much greater than that of the inner wall due
Mathematical Problems in Engineering 5
airinduction coilpipe
(a)
airinduction coilpipeX
Y
Z
(b) (c)
Figure 5 Numerical model of induction heating for thin-walled pipe (a) Geometric model (b) Finite element model (c) Finite elementmodel of the pipe
EMJH(Avg 75)
+1307e+09+1198e+09+1089e+09+9802e+08+8713e+08+7624e+08+6535e+08+5445e+08+4356e+08+3267e+08+2178e+08+1089e+08+4984e-20
Figure 6 Distribution cloud of Joule heat in pipe (Unit J)
NT11+7574e+02+6943e+02+6312e+02+5681e+02+5049e+02+4418e+02+3787e+02+3156e+02+2525e+02+1894e+02+1262e+02+6312e+01+1554e-04
Step Step-1Increment 982
Step Time = 2000
Primary Var NT11
Figure 7 Distribution cloud of temperature in pipe (Unit∘C)
to the effects of skin effect proximity effect and ring effectin the induction heating process [20] which ultimately leadsto the greater temperatures difference of the inner and outerwalls of the pipe causing a great inconvenience to the pushingspeed of the elbowwhich in turn affects the quality of the pipebending
700
600
500
400
300
200
100
0
minus100
0 2 4 6 8 10 12 14 16 18 20
Time (s)
Outer WallInner Wall
Tem
pera
ture
(∘C)
Figure 8 Temperature curves of the inner and outer wall of pipewith the times
It can be seen from Figure 8 that although there isunevenness in the temperature rise of the inner and outerwalls in the pipe the difference in temperatures betweenthe inner and outer walls tends to be stable as the increaseof heating time Therefore by parameter optimization thedifference in temperature gradient between the inner andouter walls of the pipe is reduced as much as possible
In order to further explore the relationship between thecurrent frequency current density air gap and pipe heatingeffect the control variable method is used to change the threeprocess parameters for simulation calculation The results areshown in Figure 9
Figure 9 shows the effect of the current frequency currentdensity and the air gap between coil and pipe on thetemperature rise of the inner and outer wall of the piperespectively It can be seen from the figure although thatrelationship between the variation of parameters and thetemperature of the inner and outer wall of the pipe is basicallylinear the influence of three parameters on the heating effectof pipe cannot be quantified Moreover the temperaturedifference between the inner and outer wall of the pipe is thekey quantity thus it is necessary to analyze the variation ruleof the temperature difference between the inner and outerwall of the pipe to find the optimal parameter group
32 Parameter Optimization Based on Orthogonal Test Design
321 Orthogonal Test Design for Induction Heating of PipeThe three process parameters of the current frequency
6 Mathematical Problems in Engineering
Outer WallInner Wall
800 1000 1200 1400 1600600Current Frequency (Hz)
0100200300400500600700800900
10001100
Tem
pera
ture
(∘C)
(a)
Outer WallInner Wall
0100200300400500600700800900
10001100
Tem
pera
ture
(∘C)
55 60 65 7050Current Density (107AG2)
(b)
Outer WallInner Wall
20 30 40 5010Air Gap (mm)
0100200300400500600700800900
100011001200
Tem
pera
ture
(∘C)
(c)
Figure 9 Relationship between three parameters and the inner and outer wall temperatureof pipe (a) Current frequency (b) Current density(c) Air gap between pipe and induction coil
Table 2 Test parameters and levels
LevelFactor
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
1 600 5times107 102 800 55times107 203 1000 6times107 304 1200 65times107 405 1500 7times107 50
current density and air gap are the factors of the orthogonaltest [21] and each factor is set at 5 levels as shown in Table 2
It can be seen from Table 2 that there is a total of 125experimental parameter combinations and the orthogonaltest is mainly used to analyze the primary and secondaryrelationship of the influence of various process parameters onthe heating effect Therefore according to the orthogonalityand the engineering practice some parameter groups withthe characteristics of ldquouniform dispersion neatness andcomparabilityrdquo are selected as the representative ones for theexperiment
In the orthogonal experimental analysis the Taguchidesign method is used to neglect the interaction betweendifferent process parameters the L25 (56) orthogonal tableis selected and the empty column is adopted as the errorcolumn According to the 25 sets of parameters selected inTable 3 the numerical simulation analysis of the inductionheating of X80 pipe (Φ1219mm wall thickness 27mm) iscarried out to obtain the temperatures of the inner and outerwalls of the pipe The orthogonal experimental scheme isdesigned with the temperatures of the inner and outer wallsof the pipe as the test indexes (see Table 3)
322 Analysis of the Orthogonal Test Results of InductionHeating of Pipe The variance method is used to determinethe significant degree and contribution rate of the influence ofvarious process parameters on the heating effect of medium-frequency induction heating of large-diameter pipes and
the primary and secondary relationship of the influence ofvarious process parameters on the heating effect is obtainedThen we use the range analysis to verify the primary andsecondary relationships again to provide a guidance forengineering process design
(1) Variance Analysis The analysis results of the influence ofeach parameter on temperatures of the inner and outer wallsof the pipe are shown in Tables 4 and 5
(2) Range Analysis First the comprehensive mean andrange of each factor are obtained and then the primaryand secondary relationships of the influence of the processparameters on the heating effect are got by comparing theextremes [22] The range analysis of the inner and outerwall temperatures of the pipe under different levels in theorthogonal test is shown in Table 6
According to the analysis results of Tables 4 and 5 whenthe temperature of the inner and outer walls of the pipe istaken as an index the influence of the current frequency andcurrent density on the index is significant and the influenceof the air gap on the index is extremely significant And in themedium-frequency induction heating of the pipe the influ-ential degree of each process parameter on the heating effectof the pipe is air gapgtcurrent densitygtcurrent frequencyFrom the range R corresponding to each process parameterin Table 6 it can be concluded that the influential degreeof the process parameters on the heating effect of the pipeis consistent with the variance analysis result which furtherverifies the accuracy of the obtained results Compared withthe range analysis the contribution rate of each processparameter to the survey indicators is defined more clearly bythe variance analysis
It can be known from the engineering that when theinduction heating temperatures of the outer wall of the pipeare 900sim1000∘C [23] and the difference between the inner andouter wall temperature is small the final processing qualityof the elbow is better Combined with the above analysis abetter process parameter group can be initially determinedas current frequency 1500Hz current density 55 times 107 Am2 and air gap 10mm
Mathematical Problems in Engineering 7
Table 3 Orthogonal test design scheme and numerical calculation results
Test No
Factor Test Index
CurrentFrequency (Hz)
Current Density(Am2)
Interval(mm)
Outer WallTemperature
(∘C)
Inner WallTemperature
(∘C)1 1(600) 1(5times107) 1(10) 649 1272 1(600) 2(55times107) 2(20) 618 1253 1(600) 3(6times107) 3(30) 574 1194 1(600) 4(65times107) 4(40) 528 1145 1(600) 5(7times107) 5(50) 474 1056 2(800) 1(5times107) 2(20) 587 1217 2(800) 2(55times107) 3(30) 569 1208 2(800) 3(6times107) 4(40) 546 1179 2(800) 4(65times107) 5(50) 508 11310 2(800) 5(7times107) 1(10) 1526 21511 3(1000) 1(5times107) 3(30) 532 11412 3(1000) 2(55times107) 4(40) 528 11513 3(1000) 3(6times107) 5(50) 508 11314 3(1000) 4(65times107) 1(10) 1420 20815 3(1000) 5(7times107) 2(20) 1349 20516 4(1200) 1(5times107) 4(40) 509 11217 4(1200) 2(55times107) 5(50) 508 11418 4(1200) 3(6times107) 1(10) 1319 20119 4(1200) 4(65times107) 2(20) 1297 20220 4(1200) 5(7times107) 3(30) 1248 20021 5(1500) 1(5times107) 5(50) 510 11522 5(1500) 2(55times107) 1(10) 989 17323 5(1500) 3(6times107) 2(20) 1255 20024 5(1500) 4(65times107) 3(30) 1253 20225 5(1500) 5(7times107) 4(40) 1239 204
Table 4 Variance analysis results of the orthogonal test of temperatures for pipersquos outer wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0996 025 3163 2128 lowastCurrentDensity 4 149 0372 4732 3184 lowastAir Gap 4 21 0525 6668 4486 lowastlowastError 12 0095 0008 ndash 202Total 24 4671 1155 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
33 Process Parameter Optimization Based on Neural Net-work and Genetic Algorithm Theorthogonal experiment candetermine the influence degree of the process parameters onthe temperature of the inner and outer walls of the pipe andjudge the better parameter group from the existing processparameter group However it is difficult to obtain the globaloptimal process parameters for the multiparameter groupproblems which affect the actual engineering We use BP
neural network method to establish the mapping relationshipbetween the induction heating process parameters and thetemperatures of the inner and outer walls of the pipe [24 25]The data is trained to predict the heating effect of all combi-nations of process parameters within the variation range andthe process parameters are optimized by genetic algorithm[26 27] Thus the global optimal process parameter groupis obtained
8 Mathematical Problems in Engineering
Table 5 Variance analysis results of orthogonal test of temperatures for pipersquos inner wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0478 012 3777 2578 lowastCurrentDensity 4 0589 0147 4647 3172 lowastAir Gap 4 0751 0188 5926 4045 lowastlowastError 12 0038 0003 ndash 205Total 24 1856 0458 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
Table 6 Range analysis results of orthogonal test for pipersquos outer wall temperature
Outer Wall Temperature (∘C) Inner Wall Temperature (∘C)Current
FrequencyCurrentDensity Air Gap Current
FrequencyCurrentDensity Air Gap
K1 5686 5574 11806 118 1176 1848K2 7472 6424 10212 1372 1294 1706K3 8674 8404 8352 151 150 151K4 9762 10012 670 1658 1678 1324K5 10492 11672 5016 1788 1858 112R 4806 6098 679 608 68 728Note K1simK5 represent the average temperature of each factor at each level and R is range
Current frequence f
Current density J
Air gap d
Hidden layerInput Output
Outer walltemperature T1
Inner walltemperature T2
Figure 10 Structure of pipe induction heating BP neural network
331 Prediction Model Based on BP Neural Network Thecurrent frequency current density and air gap are selectedas the network model input and the outer and inner walltemperatures 1198791 and 1198792 of the pipe are taken as output tobuild a three-layer BP neural network model The networkstructure is shown in Figure 10
The data (see Table 3) obtained by numerical simulationis used as a training sample and the sample is trained byrunning a BP neural network program The training target isselected as 0000001 and the learning rate is 01 The trainingof the network model is shown in Figure 11 When the
iteration is 274 times the training is finished with the systemerror of 975times 10minus7 thus its error is within the expected rangeand the network output is more accurate
In order to verify the accuracy of the training predictionresults the five new sets of process parameters are rese-lected as test samples for training prediction and numericalsimulation The training prediction results and numericalsimulation results are shown in Table 7
According to the above results in Table 7 the errorbetween the prediction data and the simulation data is within3 which indicates that the prediction accuracy of the BP
Mathematical Problems in Engineering 9
Table 7 Error between numerical simulation and BP neural network training
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
OuterWall Temperature1198791(∘C) Inner Wall Temperature1198792(∘C)Simulation Prediction Error Simulation Prediction Error
1200 6times107 30 883 8625 23 164 16329 0431500 6times107 30 1043 10365 062 183 18535 131000 55times107 30 640 6382 028 132 13067 11000 65times107 30 900 8945 061 167 16340 211000 7times107 30 1070 10793 087 184 18071 18
minus
minus
minus
Syste
m er
ror
0 50 100 150 200 250
Number of iterations
TrainGoal
Figure 11 BP neural network training error curve
neural network for the heating effect is higher and theprediction result is close to the actual situation
332 Optimization of Induction Heating Parameters Basedon Genetic Algorithm The population with a size of 50 isselected and the binary code is adoptedThe crossover proba-bility and mutation probability are 075 and 001 respectivelyThe BP neural network prediction result is used as the fitnessfunction to control the temperature of the inner and outerwalls of the pipe [28 29]The genetic algorithmwith 100 timesof iteration is designed to optimize the process parametersof pipe induction heating The software is used to iterativelycalculate the BP neural network and genetic algorithm jointoptimization program After 100 iterations the target fitnessis shown in Figure 12
It can be seen from the Figure 12 that after 30 iterationsthe fitness value of the temperature difference between theinner and outer wall under the processable condition ismaintained at 751 meanwhile the temperature 1198791 of theouter wall and the temperature 1198792 of the inner wall is 923∘Cand 172∘C respectively The process parameter group thatis superior to the orthogonal test in the induction heatingprocess of the pipe is obtained with the current frequencycurrent density and air gap which are 1460Hz 565 times107Am2 and 15mm respectively
Fitness curve840
830
820
810
800
790
780
770
760
7500 10 20 30 40 50 60 70 80 90 100
Evolutionary algebra
Adap
tabi
lity
Figure 12 Genetic algorithm optimization process
34 Pipeline Induction Heating Prediction Model Based onRegression Analysis Through the aforementioned analysisand calculation the selection of optimal parameter groupfor the induction heating parameter design can be realizedbut In order to further guide the engineering practice aprediction model of pipe induction heating is necessaryIn this paper the regression analysis of the data obtainedfrom numerical simulation is carried out to determine areasonable mathematical model for the prediction of theouter wall temperature which provides a certain theoreticalguidance for the actual processing The data obtained fromthe numerical simulation of medium-frequency inductionheating of large-diameter pipe are taken as samples andthe process parameters that influence the induction heatingeffect of pipe materials such as current frequency (Hz)current density J (Am2) and air gap d (mm) are seen asindependent variables while the outer wall temperature ofthe pipe is seen as the dependent variable Subsequentlytwo regression models are established for prediction of thepipe outer wall temperature 119879 on the basis of combiningthe feature of sample data It can be seen from Figure 9that the process parameters and the temperature of theinner and outer walls show a linear change law thereby aregression Model I is established However considering themagnitude difference of the selected values of each parameter
10 Mathematical Problems in Engineering
Table 8 Results of regression analysis
Model I 119879 = 1198870119891 + 1198871119869 + 1198872119889 + 119862 Model II 119879 = 119862119891119887011986911988711198891198872Regression Coefficients (0525 3092times10minus5 -17184 -1049604) (-33103 0642 2061 -0481)Sum of Residuals 1815752825 0295Return Square Sum 3712511687 4915Correlation Coefficientr2 0953 0943
F-test Value 129515 120585P 1029times10minus20 223times10minus19
20
15
10
5
0
Freq
uenc
y
minus4 minus2 0 2
Regression Standardized Residual
(a) Model I
Freq
uenc
y
Regression Standardized Residual
12
10
8
6
4
2
0
minus4 minus3 minus2 minus1 0 1 2
(b) Model II
Figure 13 Regression standardized residual histogram
the logarithmic conversion of the sample data is performed tobuild a regression Model II [30]
Regression Model I 119879 = 1198870 + 1198871119869 + 1198872119889 + 119862Regression Model II 119879 = 119862119887011986911988711198891198872
Assume that the above two regression models meet thefollowing conditions
(1) 120576119894 sim 119873(0 1205902) 119862119900V(120576119894 120576119895) = 0 119894 = 119895(2) The selected variables are not random and have no
multiple linear relationship with each other(3) There is a linear relationship between the dependent
variable 119879 and the transformed independent variable in theregression model II
The two regression models are analyzed and solved by amultiple regression calculation program and the results areshown in Table 8
The regression equations obtained by stepwise regressioncalculation are as follows
Equation of Model I 119879 = 0525119891 + 3092 times10minus5119869-17184119889-1049604Equation of Model II 119879 = 119890minus3310306421198692061119889minus0481
It can be seen from Figure 13 that although the normalizedresiduals of Model I and Model II are basically normal distri-bution comprehensive analysis of the calculation results ofTable 8 including the correlation coefficient sum of squaredresiduals and F-test value It can been seen that Model I hasan optimal fitting degree thus the regression equation (1) ischosen as the mathematical model for predicting the outerwall temperature of large-diameter pipe during the medium-frequency induction heating In order to verify the accuracyof the regression models five sets of process parametersare taken as test samples for the numerical simulation andregressionmodel predictionThe results are shown in Table 9
It can be seen from Table 9 that errors between the simu-lated data and predicted data are within 5 The error valueneeds to be determined according to industry standardsHowever it is worth noting that the mathematical model ofthe outer wall temperature prediction can accurately reflectthe mapping relationship between the process parameters ofthe induction heating and the outer wall temperatures of thepipe The mathematical model of the outer wall temperatureprediction for large-diameter pipe in the induction heatingprocess has certain significance for guiding engineeringpractice
Mathematical Problems in Engineering 11
Table 9 Errors between the numerical simulation and regression model prediction
Current Frequency119891(Hz)
Current Density119869(Am2) Air Gap 119889(mm) Outer Wall Temperature T (∘C)
Simulation Return Error1200 6times107 30 883 9201 421500 6times107 30 1043 10776 321000 55times107 30 640 6605 31800 6times107 30 683 7101 401000 6times107 40 626 6432 27
4 Conclusions
(1) Based on the basic theory of induction heating andanalysis of induction heating forming process for large-diameter X80 pipe the magnetic-thermal coupling issuein the heating process is simulated by sequential couplingmethodThe influential law of each grouprsquos induction heatingprocess parameters (current frequency current density andair gap) on the temperature of the inner and outer walls ofthe pipe has been obtained
(2) Taking the induction heating process parameters asthe test factors we carry out the orthogonal test designof the process parameters with the difference of the innerand outer wall temperature of the pipe as the evaluationindex the influential degree of each process parameter onthe heating effect is determined as air gapgtcurrent densitygtcurrent frequency and the optimized process parameter setsfor the heating bending of the pipe have been obtainedusing the neural network genetic algorithm with the currentfrequency current density and air gap which are 1460Hz565 times 107Am2 and 15mm respectively
(3) The linear regression models of two types of pipetemperature have been built based on the simulation resultsof different heating parameters By comparing and analyzingthe relevant test standards of each regression equation wehave obtained the mathematical model of the outer walltemperature prediction during the induction heating processof the pipe
(4) From the bend forming practice of X80 pipe thenumerical simulation process parameters sets are somewhatlimited Hopefully our mathematical analysis method is of areferential significance for practical engineering
Data Availability
The data used to support the findings of this study areavailable from the corresponding author upon request
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
This work was supported by National Natural Science Foun-dation of China (NSFC) (no 51775427)
References
[1] R X Fang andW S Cao ldquoThe research of hydraulic technologyfor large caliber medium frequency heating pipe hydraulicbending machinerdquo Chinese Hydraulics amp Pneumatics 2010
[2] X Fang J Wang and W Cao ldquoInduction heating of large-diameter thin-walled elbow based on skin effectrdquo Oil amp GasStorage and Transportation vol 36 no 8 pp 958ndash963 2017
[3] X Fang X Meng and H Fan ldquoResearch on Ultra-low andConstant Speed Hydraulic Control System of Large Push-bending Style Pipe BenderrdquoMachine Tool amp Hydraulics vol 19pp 61ndash64 2017
[4] C Pandey M M Mahapatra P Kumar N Saini and J GThakre ldquoNano-size Particle Evolution During Heat Treatmentof P91 Steel and Their Effect on Micro Hardnessrdquo Transactionsof the Indian Institute of Metals pp 1ndash8 2017
[5] C Pandey and M M Mahapatra ldquoEffect of Heat Treatment onMicrostructure and Hot Impact Toughness of Various Zonesof P91 Welded Pipesrdquo Journal of Materials Engineering andPerformance vol 25 no 6 pp 2195ndash2210 2016
[6] C Zheng H Liu X Ding and Q Fu ldquoHorizontal Vibration ofa Large-Diameter Pipe Pile in Viscoelastic Soilrdquo MathematicalProblems in Engineering vol 2013 Article ID 269493 13 pages2013
[7] C Pandey M Mahapatra P Kumar et al ldquoSome studies on P91steel and their weldmentsrdquo Journal of Alloys amp Compounds vol743 pp 332ndash364 2018
[8] S Q Pan X U Zhe and H E Bi-Shi ldquoA Study on TemperatureControl for the Billet Electromagnetic Induction Heating Basedon Simulationrdquo Industrial Heating vol 41 no 6 pp 25ndash28 2012
[9] H Du J Li and Y Qu ldquoMathematical Modeling of Eddy-Current Loss for a New Induction Heating DevicerdquoMathemat-ical Problems in Engineering vol 2014 Article ID 923745 7pages 2014
[10] Y Wang C Liu and X Wang ldquoInfluence of induction coilparameter on temperature field of steel plate and choosing ofcoil sizerdquo Jinshu RechuliHeat Treatment of Metals vol 41 no 4pp 178ndash182 2016
[11] T D S Antonino P B Guimaraes R D A Alecio et alldquoMeasurements of theThermophysical Properties of the API 5LX80rdquoMaterials SciencesampApplications vol 5 no 8 pp 617ndash6272014
[12] Y H Zhang Numerical Simulation of Induction Heating Tem-perature Field Jiangnan University 2008
[13] Z QianZhe Numerical Simulation and Experimental Study onInduction Heating Process of Steel Bar Production Line NorthChina Electric Power University 2013
12 Mathematical Problems in Engineering
[14] Z Tianxu Numerical analysis and experimental study ondynamic medium frequency induction heating process of highfrequency straight seam welded pipe Yanshan University 2016
[15] Y Chenguang Numerical Simulation of Variable Power Induc-tion Heating of 42CrMo Steel Shaft Parts Yanshan University2010
[16] S WenjieNumerical simulation and experimental study on elec-tromagnetic field and temperature field of large-diameter moltensilicon single crystal growth equipment Zhejiang University2013
[17] J L Fleming and J Moser ldquoA Fourier Approach to Model Elec-tromagnetic Fields Scattered by a Buried Rectangular CavityrdquoMathematical Problems in Engineering vol 2009 Article ID937327 22 pages 2009
[18] X Yi L Li J Yue et al ldquoSimulation of coupling of electromag-netic and thermal of intermediate frequency induction heatingof pipelinerdquoHeat Treatment of Metals vol 41 no 7 pp 154ndash1582016
[19] H U Jun J Chen and L I Ming ldquoResearch on DrawingTechnology of High-strength Steel Rectangular Box Based onABAQUSrdquo Hot Working Technology 2014
[20] S Liu H Shi and L Feng ldquoTransformer harmonic loss modelconsidering skin effect and proximity effectrdquo Dianli ZidonghuaShebeiElectric Power Automation Equipment vol 35 no 3 pp133ndash139 2015
[21] Z Zhao and S-Y Zhang ldquoSelf-adaptive step sequential-interaction method and its application in transient-fields cou-pling problemsrdquo Jisuanji Jicheng Zhizao XitongComputer Inte-grated Manufacturing Systems CIMS vol 17 no 7 pp 1404ndash1414 2011
[22] Z Wang W Yang and Y Song ldquoThe RS analysis and appli-cation in the oil-gas gathering and transportation processrdquoPetroleum Exploration amp Development vol 37 no 5 pp 618ndash622 2010
[23] C Pandey A Giri and M M Mahapatra ldquoEvolution of phasesin P91 steel in various heat treatment conditions and theireffect on microstructure stability and mechanical propertiesrdquoMaterials Science amp Engineering A vol 664 pp 58ndash74 2016
[24] S Wang N Zhang L Wu and Y Wang ldquoWind speedforecasting based on the hybrid ensemble empirical modedecomposition and GA-BP neural network methodrdquo Journal ofRenewable Energy vol 94 pp 629ndash636 2016
[25] Z Sun H Yang and Z Tang ldquoMicrostructural evolutionmodelof TA15 titanium alloy based on BP neural network methodand application in isothermal deformationrdquo ComputationalMaterials Science vol 50 no 2 pp 308ndash318 2010
[26] C Bharathi D Rekha and V Vijayakumar ldquoGenetic AlgorithmBased Demand Side Management for Smart Gridrdquo WirelessPersonal Communications vol 93 no 2 pp 481ndash502 2017
[27] H S Madraswala and A S Deshpande ldquoGenetic algorithmsolution to unit commitment problemrdquo in Proceedings of the2017 International Conference on Nascent Technologies in Engi-neering ICNTE 2017 India January 2017
[28] S Pal S K Pal andA K Samantaray ldquoArtificial neural networkmodeling of weld joint strength prediction of a pulsed metalinert gas welding process using arc signalsrdquo Journal of MaterialsProcessing Technology vol 202 no 1-3 pp 464ndash474 2008
[29] J Tang ldquoStudy on temperature control effect with pipe-coolingof thick inverted T-shaped concrete pier-wall during construc-tionrdquoWater Resources amp Hydropower Engineering 2017
[30] C Pandey A Giri and M M Mahapatra ldquoOn the predictionof effect of direction of welding on bead geometry and residualdeformation of double-sided fillet weldsrdquo International Journalof Steel Structures vol 16 no 2 pp 333ndash345 2016
Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom

4 Mathematical Problems in Engineering
Table 1 The thermal properties of X80
Temperature(∘C)
RelativePermeability 120583
Resistivity 120588(10minus6Ωsdotm)
Specific Heat 119862119901(JKgsdot∘C)
Thermal Conductivity119870 (Wmsdot∘C)
Density120588(Kgm3)
Emissivity119862119904(Jm2sK4)
0 200 0195 450 474 7896 125 198 0202 450 462 7896 0998100 194 0251 479 437 7870 0996200 186 0336 520 403 7849 0992300 179 0434 564 38 7824 0987400 167 0539 612 359 7796 0983500 156 0659 668 338 7769 0978600 139 0792 785 317 7744 0978700 93 0947 936 284 7716 0879800 1 1073 848 259 7691 0648900 1 1164 655 235 7665 05941000 1 1199 620 239 7639 0535
Start
Establish Model
Establishelectromagnetic field
analysis options
Establish temperaturefield analysis options
Computeelectromagnetic field
Compute temperaturefield
End
Enter electromagneticfield analysis options
Clear electromagneticfield analysis options
enter temperature fieldanalysis options
Read electromagneticfield analysis options
Read temperature field
Figure 4 Analysis process of magnetothermal coupling during theinduction heating
not affected by the current the relative magnetoconductivityshould be set as 1 when performing numerical simulation
It is one of the important influential factors on the qualityof the pipe to reasonably match the heating time of the pipeand the pushing speed of the hydraulic cylinder during thebending process of the large-diameter pipe (see Figure 1)Thus in order to further study the problem of matching theinduction heating time with the pushing speed the finiteelement model is built in Cartesian coordinate system Atthe same time considering that the large-diameter pipe andits applied load are axisymmetric 14 of the pipe is used tobuild a finite element model The working loads are appliedto the model according to the characteristics of each physicalfield the corresponding analysis steps solution variablesand boundary conditions are setup different grid types areselected to mesh the model (the unit type of EMC3D8 isselected in the electromagnetic field and the unit type ofDC3D8 is selected in the temperature field) In order toensure the accuracy and convergence of the calculation thepipe mesh is refined as shown in Figure 5
3 Results Analysis
31 Analysis of Numerical Simulation Results In order tovisually display the dynamic changes of the electromagneticfield and temperature field inside the pipe during the heatingprocess the main parameters such as current frequency(=1000Hz) current density (J=6 times 107Am2) and air gap(d=30mm) are determined according to the engineeringpractice and the distribution clouds of the Joule heat andtemperature of the pipe under induction heating are obtainedthrough simulation (see Figures 6 and 7) and the curves oftemperature for the inner and outer wall of the pipe withthe times are shown in Figure 8 It can be seen that thedistribution of Joule heat and temperature on the pipe is thatthe outer wallrsquos is much greater than that of the inner wall due
Mathematical Problems in Engineering 5
airinduction coilpipe
(a)
airinduction coilpipeX
Y
Z
(b) (c)
Figure 5 Numerical model of induction heating for thin-walled pipe (a) Geometric model (b) Finite element model (c) Finite elementmodel of the pipe
EMJH(Avg 75)
+1307e+09+1198e+09+1089e+09+9802e+08+8713e+08+7624e+08+6535e+08+5445e+08+4356e+08+3267e+08+2178e+08+1089e+08+4984e-20
Figure 6 Distribution cloud of Joule heat in pipe (Unit J)
NT11+7574e+02+6943e+02+6312e+02+5681e+02+5049e+02+4418e+02+3787e+02+3156e+02+2525e+02+1894e+02+1262e+02+6312e+01+1554e-04
Step Step-1Increment 982
Step Time = 2000
Primary Var NT11
Figure 7 Distribution cloud of temperature in pipe (Unit∘C)
to the effects of skin effect proximity effect and ring effectin the induction heating process [20] which ultimately leadsto the greater temperatures difference of the inner and outerwalls of the pipe causing a great inconvenience to the pushingspeed of the elbowwhich in turn affects the quality of the pipebending
700
600
500
400
300
200
100
0
minus100
0 2 4 6 8 10 12 14 16 18 20
Time (s)
Outer WallInner Wall
Tem
pera
ture
(∘C)
Figure 8 Temperature curves of the inner and outer wall of pipewith the times
It can be seen from Figure 8 that although there isunevenness in the temperature rise of the inner and outerwalls in the pipe the difference in temperatures betweenthe inner and outer walls tends to be stable as the increaseof heating time Therefore by parameter optimization thedifference in temperature gradient between the inner andouter walls of the pipe is reduced as much as possible
In order to further explore the relationship between thecurrent frequency current density air gap and pipe heatingeffect the control variable method is used to change the threeprocess parameters for simulation calculation The results areshown in Figure 9
Figure 9 shows the effect of the current frequency currentdensity and the air gap between coil and pipe on thetemperature rise of the inner and outer wall of the piperespectively It can be seen from the figure although thatrelationship between the variation of parameters and thetemperature of the inner and outer wall of the pipe is basicallylinear the influence of three parameters on the heating effectof pipe cannot be quantified Moreover the temperaturedifference between the inner and outer wall of the pipe is thekey quantity thus it is necessary to analyze the variation ruleof the temperature difference between the inner and outerwall of the pipe to find the optimal parameter group
32 Parameter Optimization Based on Orthogonal Test Design
321 Orthogonal Test Design for Induction Heating of PipeThe three process parameters of the current frequency
6 Mathematical Problems in Engineering
Outer WallInner Wall
800 1000 1200 1400 1600600Current Frequency (Hz)
0100200300400500600700800900
10001100
Tem
pera
ture
(∘C)
(a)
Outer WallInner Wall
0100200300400500600700800900
10001100
Tem
pera
ture
(∘C)
55 60 65 7050Current Density (107AG2)
(b)
Outer WallInner Wall
20 30 40 5010Air Gap (mm)
0100200300400500600700800900
100011001200
Tem
pera
ture
(∘C)
(c)
Figure 9 Relationship between three parameters and the inner and outer wall temperatureof pipe (a) Current frequency (b) Current density(c) Air gap between pipe and induction coil
Table 2 Test parameters and levels
LevelFactor
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
1 600 5times107 102 800 55times107 203 1000 6times107 304 1200 65times107 405 1500 7times107 50
current density and air gap are the factors of the orthogonaltest [21] and each factor is set at 5 levels as shown in Table 2
It can be seen from Table 2 that there is a total of 125experimental parameter combinations and the orthogonaltest is mainly used to analyze the primary and secondaryrelationship of the influence of various process parameters onthe heating effect Therefore according to the orthogonalityand the engineering practice some parameter groups withthe characteristics of ldquouniform dispersion neatness andcomparabilityrdquo are selected as the representative ones for theexperiment
In the orthogonal experimental analysis the Taguchidesign method is used to neglect the interaction betweendifferent process parameters the L25 (56) orthogonal tableis selected and the empty column is adopted as the errorcolumn According to the 25 sets of parameters selected inTable 3 the numerical simulation analysis of the inductionheating of X80 pipe (Φ1219mm wall thickness 27mm) iscarried out to obtain the temperatures of the inner and outerwalls of the pipe The orthogonal experimental scheme isdesigned with the temperatures of the inner and outer wallsof the pipe as the test indexes (see Table 3)
322 Analysis of the Orthogonal Test Results of InductionHeating of Pipe The variance method is used to determinethe significant degree and contribution rate of the influence ofvarious process parameters on the heating effect of medium-frequency induction heating of large-diameter pipes and
the primary and secondary relationship of the influence ofvarious process parameters on the heating effect is obtainedThen we use the range analysis to verify the primary andsecondary relationships again to provide a guidance forengineering process design
(1) Variance Analysis The analysis results of the influence ofeach parameter on temperatures of the inner and outer wallsof the pipe are shown in Tables 4 and 5
(2) Range Analysis First the comprehensive mean andrange of each factor are obtained and then the primaryand secondary relationships of the influence of the processparameters on the heating effect are got by comparing theextremes [22] The range analysis of the inner and outerwall temperatures of the pipe under different levels in theorthogonal test is shown in Table 6
According to the analysis results of Tables 4 and 5 whenthe temperature of the inner and outer walls of the pipe istaken as an index the influence of the current frequency andcurrent density on the index is significant and the influenceof the air gap on the index is extremely significant And in themedium-frequency induction heating of the pipe the influ-ential degree of each process parameter on the heating effectof the pipe is air gapgtcurrent densitygtcurrent frequencyFrom the range R corresponding to each process parameterin Table 6 it can be concluded that the influential degreeof the process parameters on the heating effect of the pipeis consistent with the variance analysis result which furtherverifies the accuracy of the obtained results Compared withthe range analysis the contribution rate of each processparameter to the survey indicators is defined more clearly bythe variance analysis
It can be known from the engineering that when theinduction heating temperatures of the outer wall of the pipeare 900sim1000∘C [23] and the difference between the inner andouter wall temperature is small the final processing qualityof the elbow is better Combined with the above analysis abetter process parameter group can be initially determinedas current frequency 1500Hz current density 55 times 107 Am2 and air gap 10mm
Mathematical Problems in Engineering 7
Table 3 Orthogonal test design scheme and numerical calculation results
Test No
Factor Test Index
CurrentFrequency (Hz)
Current Density(Am2)
Interval(mm)
Outer WallTemperature
(∘C)
Inner WallTemperature
(∘C)1 1(600) 1(5times107) 1(10) 649 1272 1(600) 2(55times107) 2(20) 618 1253 1(600) 3(6times107) 3(30) 574 1194 1(600) 4(65times107) 4(40) 528 1145 1(600) 5(7times107) 5(50) 474 1056 2(800) 1(5times107) 2(20) 587 1217 2(800) 2(55times107) 3(30) 569 1208 2(800) 3(6times107) 4(40) 546 1179 2(800) 4(65times107) 5(50) 508 11310 2(800) 5(7times107) 1(10) 1526 21511 3(1000) 1(5times107) 3(30) 532 11412 3(1000) 2(55times107) 4(40) 528 11513 3(1000) 3(6times107) 5(50) 508 11314 3(1000) 4(65times107) 1(10) 1420 20815 3(1000) 5(7times107) 2(20) 1349 20516 4(1200) 1(5times107) 4(40) 509 11217 4(1200) 2(55times107) 5(50) 508 11418 4(1200) 3(6times107) 1(10) 1319 20119 4(1200) 4(65times107) 2(20) 1297 20220 4(1200) 5(7times107) 3(30) 1248 20021 5(1500) 1(5times107) 5(50) 510 11522 5(1500) 2(55times107) 1(10) 989 17323 5(1500) 3(6times107) 2(20) 1255 20024 5(1500) 4(65times107) 3(30) 1253 20225 5(1500) 5(7times107) 4(40) 1239 204
Table 4 Variance analysis results of the orthogonal test of temperatures for pipersquos outer wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0996 025 3163 2128 lowastCurrentDensity 4 149 0372 4732 3184 lowastAir Gap 4 21 0525 6668 4486 lowastlowastError 12 0095 0008 ndash 202Total 24 4671 1155 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
33 Process Parameter Optimization Based on Neural Net-work and Genetic Algorithm Theorthogonal experiment candetermine the influence degree of the process parameters onthe temperature of the inner and outer walls of the pipe andjudge the better parameter group from the existing processparameter group However it is difficult to obtain the globaloptimal process parameters for the multiparameter groupproblems which affect the actual engineering We use BP
neural network method to establish the mapping relationshipbetween the induction heating process parameters and thetemperatures of the inner and outer walls of the pipe [24 25]The data is trained to predict the heating effect of all combi-nations of process parameters within the variation range andthe process parameters are optimized by genetic algorithm[26 27] Thus the global optimal process parameter groupis obtained
8 Mathematical Problems in Engineering
Table 5 Variance analysis results of orthogonal test of temperatures for pipersquos inner wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0478 012 3777 2578 lowastCurrentDensity 4 0589 0147 4647 3172 lowastAir Gap 4 0751 0188 5926 4045 lowastlowastError 12 0038 0003 ndash 205Total 24 1856 0458 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
Table 6 Range analysis results of orthogonal test for pipersquos outer wall temperature
Outer Wall Temperature (∘C) Inner Wall Temperature (∘C)Current
FrequencyCurrentDensity Air Gap Current
FrequencyCurrentDensity Air Gap
K1 5686 5574 11806 118 1176 1848K2 7472 6424 10212 1372 1294 1706K3 8674 8404 8352 151 150 151K4 9762 10012 670 1658 1678 1324K5 10492 11672 5016 1788 1858 112R 4806 6098 679 608 68 728Note K1simK5 represent the average temperature of each factor at each level and R is range
Current frequence f
Current density J
Air gap d
Hidden layerInput Output
Outer walltemperature T1
Inner walltemperature T2
Figure 10 Structure of pipe induction heating BP neural network
331 Prediction Model Based on BP Neural Network Thecurrent frequency current density and air gap are selectedas the network model input and the outer and inner walltemperatures 1198791 and 1198792 of the pipe are taken as output tobuild a three-layer BP neural network model The networkstructure is shown in Figure 10
The data (see Table 3) obtained by numerical simulationis used as a training sample and the sample is trained byrunning a BP neural network program The training target isselected as 0000001 and the learning rate is 01 The trainingof the network model is shown in Figure 11 When the
iteration is 274 times the training is finished with the systemerror of 975times 10minus7 thus its error is within the expected rangeand the network output is more accurate
In order to verify the accuracy of the training predictionresults the five new sets of process parameters are rese-lected as test samples for training prediction and numericalsimulation The training prediction results and numericalsimulation results are shown in Table 7
According to the above results in Table 7 the errorbetween the prediction data and the simulation data is within3 which indicates that the prediction accuracy of the BP
Mathematical Problems in Engineering 9
Table 7 Error between numerical simulation and BP neural network training
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
OuterWall Temperature1198791(∘C) Inner Wall Temperature1198792(∘C)Simulation Prediction Error Simulation Prediction Error
1200 6times107 30 883 8625 23 164 16329 0431500 6times107 30 1043 10365 062 183 18535 131000 55times107 30 640 6382 028 132 13067 11000 65times107 30 900 8945 061 167 16340 211000 7times107 30 1070 10793 087 184 18071 18
minus
minus
minus
Syste
m er
ror
0 50 100 150 200 250
Number of iterations
TrainGoal
Figure 11 BP neural network training error curve
neural network for the heating effect is higher and theprediction result is close to the actual situation
332 Optimization of Induction Heating Parameters Basedon Genetic Algorithm The population with a size of 50 isselected and the binary code is adoptedThe crossover proba-bility and mutation probability are 075 and 001 respectivelyThe BP neural network prediction result is used as the fitnessfunction to control the temperature of the inner and outerwalls of the pipe [28 29]The genetic algorithmwith 100 timesof iteration is designed to optimize the process parametersof pipe induction heating The software is used to iterativelycalculate the BP neural network and genetic algorithm jointoptimization program After 100 iterations the target fitnessis shown in Figure 12
It can be seen from the Figure 12 that after 30 iterationsthe fitness value of the temperature difference between theinner and outer wall under the processable condition ismaintained at 751 meanwhile the temperature 1198791 of theouter wall and the temperature 1198792 of the inner wall is 923∘Cand 172∘C respectively The process parameter group thatis superior to the orthogonal test in the induction heatingprocess of the pipe is obtained with the current frequencycurrent density and air gap which are 1460Hz 565 times107Am2 and 15mm respectively
Fitness curve840
830
820
810
800
790
780
770
760
7500 10 20 30 40 50 60 70 80 90 100
Evolutionary algebra
Adap
tabi
lity
Figure 12 Genetic algorithm optimization process
34 Pipeline Induction Heating Prediction Model Based onRegression Analysis Through the aforementioned analysisand calculation the selection of optimal parameter groupfor the induction heating parameter design can be realizedbut In order to further guide the engineering practice aprediction model of pipe induction heating is necessaryIn this paper the regression analysis of the data obtainedfrom numerical simulation is carried out to determine areasonable mathematical model for the prediction of theouter wall temperature which provides a certain theoreticalguidance for the actual processing The data obtained fromthe numerical simulation of medium-frequency inductionheating of large-diameter pipe are taken as samples andthe process parameters that influence the induction heatingeffect of pipe materials such as current frequency (Hz)current density J (Am2) and air gap d (mm) are seen asindependent variables while the outer wall temperature ofthe pipe is seen as the dependent variable Subsequentlytwo regression models are established for prediction of thepipe outer wall temperature 119879 on the basis of combiningthe feature of sample data It can be seen from Figure 9that the process parameters and the temperature of theinner and outer walls show a linear change law thereby aregression Model I is established However considering themagnitude difference of the selected values of each parameter
10 Mathematical Problems in Engineering
Table 8 Results of regression analysis
Model I 119879 = 1198870119891 + 1198871119869 + 1198872119889 + 119862 Model II 119879 = 119862119891119887011986911988711198891198872Regression Coefficients (0525 3092times10minus5 -17184 -1049604) (-33103 0642 2061 -0481)Sum of Residuals 1815752825 0295Return Square Sum 3712511687 4915Correlation Coefficientr2 0953 0943
F-test Value 129515 120585P 1029times10minus20 223times10minus19
20
15
10
5
0
Freq
uenc
y
minus4 minus2 0 2
Regression Standardized Residual
(a) Model I
Freq
uenc
y
Regression Standardized Residual
12
10
8
6
4
2
0
minus4 minus3 minus2 minus1 0 1 2
(b) Model II
Figure 13 Regression standardized residual histogram
the logarithmic conversion of the sample data is performed tobuild a regression Model II [30]
Regression Model I 119879 = 1198870 + 1198871119869 + 1198872119889 + 119862Regression Model II 119879 = 119862119887011986911988711198891198872
Assume that the above two regression models meet thefollowing conditions
(1) 120576119894 sim 119873(0 1205902) 119862119900V(120576119894 120576119895) = 0 119894 = 119895(2) The selected variables are not random and have no
multiple linear relationship with each other(3) There is a linear relationship between the dependent
variable 119879 and the transformed independent variable in theregression model II
The two regression models are analyzed and solved by amultiple regression calculation program and the results areshown in Table 8
The regression equations obtained by stepwise regressioncalculation are as follows
Equation of Model I 119879 = 0525119891 + 3092 times10minus5119869-17184119889-1049604Equation of Model II 119879 = 119890minus3310306421198692061119889minus0481
It can be seen from Figure 13 that although the normalizedresiduals of Model I and Model II are basically normal distri-bution comprehensive analysis of the calculation results ofTable 8 including the correlation coefficient sum of squaredresiduals and F-test value It can been seen that Model I hasan optimal fitting degree thus the regression equation (1) ischosen as the mathematical model for predicting the outerwall temperature of large-diameter pipe during the medium-frequency induction heating In order to verify the accuracyof the regression models five sets of process parametersare taken as test samples for the numerical simulation andregressionmodel predictionThe results are shown in Table 9
It can be seen from Table 9 that errors between the simu-lated data and predicted data are within 5 The error valueneeds to be determined according to industry standardsHowever it is worth noting that the mathematical model ofthe outer wall temperature prediction can accurately reflectthe mapping relationship between the process parameters ofthe induction heating and the outer wall temperatures of thepipe The mathematical model of the outer wall temperatureprediction for large-diameter pipe in the induction heatingprocess has certain significance for guiding engineeringpractice
Mathematical Problems in Engineering 11
Table 9 Errors between the numerical simulation and regression model prediction
Current Frequency119891(Hz)
Current Density119869(Am2) Air Gap 119889(mm) Outer Wall Temperature T (∘C)
Simulation Return Error1200 6times107 30 883 9201 421500 6times107 30 1043 10776 321000 55times107 30 640 6605 31800 6times107 30 683 7101 401000 6times107 40 626 6432 27
4 Conclusions
(1) Based on the basic theory of induction heating andanalysis of induction heating forming process for large-diameter X80 pipe the magnetic-thermal coupling issuein the heating process is simulated by sequential couplingmethodThe influential law of each grouprsquos induction heatingprocess parameters (current frequency current density andair gap) on the temperature of the inner and outer walls ofthe pipe has been obtained
(2) Taking the induction heating process parameters asthe test factors we carry out the orthogonal test designof the process parameters with the difference of the innerand outer wall temperature of the pipe as the evaluationindex the influential degree of each process parameter onthe heating effect is determined as air gapgtcurrent densitygtcurrent frequency and the optimized process parameter setsfor the heating bending of the pipe have been obtainedusing the neural network genetic algorithm with the currentfrequency current density and air gap which are 1460Hz565 times 107Am2 and 15mm respectively
(3) The linear regression models of two types of pipetemperature have been built based on the simulation resultsof different heating parameters By comparing and analyzingthe relevant test standards of each regression equation wehave obtained the mathematical model of the outer walltemperature prediction during the induction heating processof the pipe
(4) From the bend forming practice of X80 pipe thenumerical simulation process parameters sets are somewhatlimited Hopefully our mathematical analysis method is of areferential significance for practical engineering
Data Availability
The data used to support the findings of this study areavailable from the corresponding author upon request
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
This work was supported by National Natural Science Foun-dation of China (NSFC) (no 51775427)
References
[1] R X Fang andW S Cao ldquoThe research of hydraulic technologyfor large caliber medium frequency heating pipe hydraulicbending machinerdquo Chinese Hydraulics amp Pneumatics 2010
[2] X Fang J Wang and W Cao ldquoInduction heating of large-diameter thin-walled elbow based on skin effectrdquo Oil amp GasStorage and Transportation vol 36 no 8 pp 958ndash963 2017
[3] X Fang X Meng and H Fan ldquoResearch on Ultra-low andConstant Speed Hydraulic Control System of Large Push-bending Style Pipe BenderrdquoMachine Tool amp Hydraulics vol 19pp 61ndash64 2017
[4] C Pandey M M Mahapatra P Kumar N Saini and J GThakre ldquoNano-size Particle Evolution During Heat Treatmentof P91 Steel and Their Effect on Micro Hardnessrdquo Transactionsof the Indian Institute of Metals pp 1ndash8 2017
[5] C Pandey and M M Mahapatra ldquoEffect of Heat Treatment onMicrostructure and Hot Impact Toughness of Various Zonesof P91 Welded Pipesrdquo Journal of Materials Engineering andPerformance vol 25 no 6 pp 2195ndash2210 2016
[6] C Zheng H Liu X Ding and Q Fu ldquoHorizontal Vibration ofa Large-Diameter Pipe Pile in Viscoelastic Soilrdquo MathematicalProblems in Engineering vol 2013 Article ID 269493 13 pages2013
[7] C Pandey M Mahapatra P Kumar et al ldquoSome studies on P91steel and their weldmentsrdquo Journal of Alloys amp Compounds vol743 pp 332ndash364 2018
[8] S Q Pan X U Zhe and H E Bi-Shi ldquoA Study on TemperatureControl for the Billet Electromagnetic Induction Heating Basedon Simulationrdquo Industrial Heating vol 41 no 6 pp 25ndash28 2012
[9] H Du J Li and Y Qu ldquoMathematical Modeling of Eddy-Current Loss for a New Induction Heating DevicerdquoMathemat-ical Problems in Engineering vol 2014 Article ID 923745 7pages 2014
[10] Y Wang C Liu and X Wang ldquoInfluence of induction coilparameter on temperature field of steel plate and choosing ofcoil sizerdquo Jinshu RechuliHeat Treatment of Metals vol 41 no 4pp 178ndash182 2016
[11] T D S Antonino P B Guimaraes R D A Alecio et alldquoMeasurements of theThermophysical Properties of the API 5LX80rdquoMaterials SciencesampApplications vol 5 no 8 pp 617ndash6272014
[12] Y H Zhang Numerical Simulation of Induction Heating Tem-perature Field Jiangnan University 2008
[13] Z QianZhe Numerical Simulation and Experimental Study onInduction Heating Process of Steel Bar Production Line NorthChina Electric Power University 2013
12 Mathematical Problems in Engineering
[14] Z Tianxu Numerical analysis and experimental study ondynamic medium frequency induction heating process of highfrequency straight seam welded pipe Yanshan University 2016
[15] Y Chenguang Numerical Simulation of Variable Power Induc-tion Heating of 42CrMo Steel Shaft Parts Yanshan University2010
[16] S WenjieNumerical simulation and experimental study on elec-tromagnetic field and temperature field of large-diameter moltensilicon single crystal growth equipment Zhejiang University2013
[17] J L Fleming and J Moser ldquoA Fourier Approach to Model Elec-tromagnetic Fields Scattered by a Buried Rectangular CavityrdquoMathematical Problems in Engineering vol 2009 Article ID937327 22 pages 2009
[18] X Yi L Li J Yue et al ldquoSimulation of coupling of electromag-netic and thermal of intermediate frequency induction heatingof pipelinerdquoHeat Treatment of Metals vol 41 no 7 pp 154ndash1582016
[19] H U Jun J Chen and L I Ming ldquoResearch on DrawingTechnology of High-strength Steel Rectangular Box Based onABAQUSrdquo Hot Working Technology 2014
[20] S Liu H Shi and L Feng ldquoTransformer harmonic loss modelconsidering skin effect and proximity effectrdquo Dianli ZidonghuaShebeiElectric Power Automation Equipment vol 35 no 3 pp133ndash139 2015
[21] Z Zhao and S-Y Zhang ldquoSelf-adaptive step sequential-interaction method and its application in transient-fields cou-pling problemsrdquo Jisuanji Jicheng Zhizao XitongComputer Inte-grated Manufacturing Systems CIMS vol 17 no 7 pp 1404ndash1414 2011
[22] Z Wang W Yang and Y Song ldquoThe RS analysis and appli-cation in the oil-gas gathering and transportation processrdquoPetroleum Exploration amp Development vol 37 no 5 pp 618ndash622 2010
[23] C Pandey A Giri and M M Mahapatra ldquoEvolution of phasesin P91 steel in various heat treatment conditions and theireffect on microstructure stability and mechanical propertiesrdquoMaterials Science amp Engineering A vol 664 pp 58ndash74 2016
[24] S Wang N Zhang L Wu and Y Wang ldquoWind speedforecasting based on the hybrid ensemble empirical modedecomposition and GA-BP neural network methodrdquo Journal ofRenewable Energy vol 94 pp 629ndash636 2016
[25] Z Sun H Yang and Z Tang ldquoMicrostructural evolutionmodelof TA15 titanium alloy based on BP neural network methodand application in isothermal deformationrdquo ComputationalMaterials Science vol 50 no 2 pp 308ndash318 2010
[26] C Bharathi D Rekha and V Vijayakumar ldquoGenetic AlgorithmBased Demand Side Management for Smart Gridrdquo WirelessPersonal Communications vol 93 no 2 pp 481ndash502 2017
[27] H S Madraswala and A S Deshpande ldquoGenetic algorithmsolution to unit commitment problemrdquo in Proceedings of the2017 International Conference on Nascent Technologies in Engi-neering ICNTE 2017 India January 2017
[28] S Pal S K Pal andA K Samantaray ldquoArtificial neural networkmodeling of weld joint strength prediction of a pulsed metalinert gas welding process using arc signalsrdquo Journal of MaterialsProcessing Technology vol 202 no 1-3 pp 464ndash474 2008
[29] J Tang ldquoStudy on temperature control effect with pipe-coolingof thick inverted T-shaped concrete pier-wall during construc-tionrdquoWater Resources amp Hydropower Engineering 2017
[30] C Pandey A Giri and M M Mahapatra ldquoOn the predictionof effect of direction of welding on bead geometry and residualdeformation of double-sided fillet weldsrdquo International Journalof Steel Structures vol 16 no 2 pp 333ndash345 2016
Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom

Mathematical Problems in Engineering 5
airinduction coilpipe
(a)
airinduction coilpipeX
Y
Z
(b) (c)
Figure 5 Numerical model of induction heating for thin-walled pipe (a) Geometric model (b) Finite element model (c) Finite elementmodel of the pipe
EMJH(Avg 75)
+1307e+09+1198e+09+1089e+09+9802e+08+8713e+08+7624e+08+6535e+08+5445e+08+4356e+08+3267e+08+2178e+08+1089e+08+4984e-20
Figure 6 Distribution cloud of Joule heat in pipe (Unit J)
NT11+7574e+02+6943e+02+6312e+02+5681e+02+5049e+02+4418e+02+3787e+02+3156e+02+2525e+02+1894e+02+1262e+02+6312e+01+1554e-04
Step Step-1Increment 982
Step Time = 2000
Primary Var NT11
Figure 7 Distribution cloud of temperature in pipe (Unit∘C)
to the effects of skin effect proximity effect and ring effectin the induction heating process [20] which ultimately leadsto the greater temperatures difference of the inner and outerwalls of the pipe causing a great inconvenience to the pushingspeed of the elbowwhich in turn affects the quality of the pipebending
700
600
500
400
300
200
100
0
minus100
0 2 4 6 8 10 12 14 16 18 20
Time (s)
Outer WallInner Wall
Tem
pera
ture
(∘C)
Figure 8 Temperature curves of the inner and outer wall of pipewith the times
It can be seen from Figure 8 that although there isunevenness in the temperature rise of the inner and outerwalls in the pipe the difference in temperatures betweenthe inner and outer walls tends to be stable as the increaseof heating time Therefore by parameter optimization thedifference in temperature gradient between the inner andouter walls of the pipe is reduced as much as possible
In order to further explore the relationship between thecurrent frequency current density air gap and pipe heatingeffect the control variable method is used to change the threeprocess parameters for simulation calculation The results areshown in Figure 9
Figure 9 shows the effect of the current frequency currentdensity and the air gap between coil and pipe on thetemperature rise of the inner and outer wall of the piperespectively It can be seen from the figure although thatrelationship between the variation of parameters and thetemperature of the inner and outer wall of the pipe is basicallylinear the influence of three parameters on the heating effectof pipe cannot be quantified Moreover the temperaturedifference between the inner and outer wall of the pipe is thekey quantity thus it is necessary to analyze the variation ruleof the temperature difference between the inner and outerwall of the pipe to find the optimal parameter group
32 Parameter Optimization Based on Orthogonal Test Design
321 Orthogonal Test Design for Induction Heating of PipeThe three process parameters of the current frequency
6 Mathematical Problems in Engineering
Outer WallInner Wall
800 1000 1200 1400 1600600Current Frequency (Hz)
0100200300400500600700800900
10001100
Tem
pera
ture
(∘C)
(a)
Outer WallInner Wall
0100200300400500600700800900
10001100
Tem
pera
ture
(∘C)
55 60 65 7050Current Density (107AG2)
(b)
Outer WallInner Wall
20 30 40 5010Air Gap (mm)
0100200300400500600700800900
100011001200
Tem
pera
ture
(∘C)
(c)
Figure 9 Relationship between three parameters and the inner and outer wall temperatureof pipe (a) Current frequency (b) Current density(c) Air gap between pipe and induction coil
Table 2 Test parameters and levels
LevelFactor
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
1 600 5times107 102 800 55times107 203 1000 6times107 304 1200 65times107 405 1500 7times107 50
current density and air gap are the factors of the orthogonaltest [21] and each factor is set at 5 levels as shown in Table 2
It can be seen from Table 2 that there is a total of 125experimental parameter combinations and the orthogonaltest is mainly used to analyze the primary and secondaryrelationship of the influence of various process parameters onthe heating effect Therefore according to the orthogonalityand the engineering practice some parameter groups withthe characteristics of ldquouniform dispersion neatness andcomparabilityrdquo are selected as the representative ones for theexperiment
In the orthogonal experimental analysis the Taguchidesign method is used to neglect the interaction betweendifferent process parameters the L25 (56) orthogonal tableis selected and the empty column is adopted as the errorcolumn According to the 25 sets of parameters selected inTable 3 the numerical simulation analysis of the inductionheating of X80 pipe (Φ1219mm wall thickness 27mm) iscarried out to obtain the temperatures of the inner and outerwalls of the pipe The orthogonal experimental scheme isdesigned with the temperatures of the inner and outer wallsof the pipe as the test indexes (see Table 3)
322 Analysis of the Orthogonal Test Results of InductionHeating of Pipe The variance method is used to determinethe significant degree and contribution rate of the influence ofvarious process parameters on the heating effect of medium-frequency induction heating of large-diameter pipes and
the primary and secondary relationship of the influence ofvarious process parameters on the heating effect is obtainedThen we use the range analysis to verify the primary andsecondary relationships again to provide a guidance forengineering process design
(1) Variance Analysis The analysis results of the influence ofeach parameter on temperatures of the inner and outer wallsof the pipe are shown in Tables 4 and 5
(2) Range Analysis First the comprehensive mean andrange of each factor are obtained and then the primaryand secondary relationships of the influence of the processparameters on the heating effect are got by comparing theextremes [22] The range analysis of the inner and outerwall temperatures of the pipe under different levels in theorthogonal test is shown in Table 6
According to the analysis results of Tables 4 and 5 whenthe temperature of the inner and outer walls of the pipe istaken as an index the influence of the current frequency andcurrent density on the index is significant and the influenceof the air gap on the index is extremely significant And in themedium-frequency induction heating of the pipe the influ-ential degree of each process parameter on the heating effectof the pipe is air gapgtcurrent densitygtcurrent frequencyFrom the range R corresponding to each process parameterin Table 6 it can be concluded that the influential degreeof the process parameters on the heating effect of the pipeis consistent with the variance analysis result which furtherverifies the accuracy of the obtained results Compared withthe range analysis the contribution rate of each processparameter to the survey indicators is defined more clearly bythe variance analysis
It can be known from the engineering that when theinduction heating temperatures of the outer wall of the pipeare 900sim1000∘C [23] and the difference between the inner andouter wall temperature is small the final processing qualityof the elbow is better Combined with the above analysis abetter process parameter group can be initially determinedas current frequency 1500Hz current density 55 times 107 Am2 and air gap 10mm
Mathematical Problems in Engineering 7
Table 3 Orthogonal test design scheme and numerical calculation results
Test No
Factor Test Index
CurrentFrequency (Hz)
Current Density(Am2)
Interval(mm)
Outer WallTemperature
(∘C)
Inner WallTemperature
(∘C)1 1(600) 1(5times107) 1(10) 649 1272 1(600) 2(55times107) 2(20) 618 1253 1(600) 3(6times107) 3(30) 574 1194 1(600) 4(65times107) 4(40) 528 1145 1(600) 5(7times107) 5(50) 474 1056 2(800) 1(5times107) 2(20) 587 1217 2(800) 2(55times107) 3(30) 569 1208 2(800) 3(6times107) 4(40) 546 1179 2(800) 4(65times107) 5(50) 508 11310 2(800) 5(7times107) 1(10) 1526 21511 3(1000) 1(5times107) 3(30) 532 11412 3(1000) 2(55times107) 4(40) 528 11513 3(1000) 3(6times107) 5(50) 508 11314 3(1000) 4(65times107) 1(10) 1420 20815 3(1000) 5(7times107) 2(20) 1349 20516 4(1200) 1(5times107) 4(40) 509 11217 4(1200) 2(55times107) 5(50) 508 11418 4(1200) 3(6times107) 1(10) 1319 20119 4(1200) 4(65times107) 2(20) 1297 20220 4(1200) 5(7times107) 3(30) 1248 20021 5(1500) 1(5times107) 5(50) 510 11522 5(1500) 2(55times107) 1(10) 989 17323 5(1500) 3(6times107) 2(20) 1255 20024 5(1500) 4(65times107) 3(30) 1253 20225 5(1500) 5(7times107) 4(40) 1239 204
Table 4 Variance analysis results of the orthogonal test of temperatures for pipersquos outer wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0996 025 3163 2128 lowastCurrentDensity 4 149 0372 4732 3184 lowastAir Gap 4 21 0525 6668 4486 lowastlowastError 12 0095 0008 ndash 202Total 24 4671 1155 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
33 Process Parameter Optimization Based on Neural Net-work and Genetic Algorithm Theorthogonal experiment candetermine the influence degree of the process parameters onthe temperature of the inner and outer walls of the pipe andjudge the better parameter group from the existing processparameter group However it is difficult to obtain the globaloptimal process parameters for the multiparameter groupproblems which affect the actual engineering We use BP
neural network method to establish the mapping relationshipbetween the induction heating process parameters and thetemperatures of the inner and outer walls of the pipe [24 25]The data is trained to predict the heating effect of all combi-nations of process parameters within the variation range andthe process parameters are optimized by genetic algorithm[26 27] Thus the global optimal process parameter groupis obtained
8 Mathematical Problems in Engineering
Table 5 Variance analysis results of orthogonal test of temperatures for pipersquos inner wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0478 012 3777 2578 lowastCurrentDensity 4 0589 0147 4647 3172 lowastAir Gap 4 0751 0188 5926 4045 lowastlowastError 12 0038 0003 ndash 205Total 24 1856 0458 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
Table 6 Range analysis results of orthogonal test for pipersquos outer wall temperature
Outer Wall Temperature (∘C) Inner Wall Temperature (∘C)Current
FrequencyCurrentDensity Air Gap Current
FrequencyCurrentDensity Air Gap
K1 5686 5574 11806 118 1176 1848K2 7472 6424 10212 1372 1294 1706K3 8674 8404 8352 151 150 151K4 9762 10012 670 1658 1678 1324K5 10492 11672 5016 1788 1858 112R 4806 6098 679 608 68 728Note K1simK5 represent the average temperature of each factor at each level and R is range
Current frequence f
Current density J
Air gap d
Hidden layerInput Output
Outer walltemperature T1
Inner walltemperature T2
Figure 10 Structure of pipe induction heating BP neural network
331 Prediction Model Based on BP Neural Network Thecurrent frequency current density and air gap are selectedas the network model input and the outer and inner walltemperatures 1198791 and 1198792 of the pipe are taken as output tobuild a three-layer BP neural network model The networkstructure is shown in Figure 10
The data (see Table 3) obtained by numerical simulationis used as a training sample and the sample is trained byrunning a BP neural network program The training target isselected as 0000001 and the learning rate is 01 The trainingof the network model is shown in Figure 11 When the
iteration is 274 times the training is finished with the systemerror of 975times 10minus7 thus its error is within the expected rangeand the network output is more accurate
In order to verify the accuracy of the training predictionresults the five new sets of process parameters are rese-lected as test samples for training prediction and numericalsimulation The training prediction results and numericalsimulation results are shown in Table 7
According to the above results in Table 7 the errorbetween the prediction data and the simulation data is within3 which indicates that the prediction accuracy of the BP
Mathematical Problems in Engineering 9
Table 7 Error between numerical simulation and BP neural network training
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
OuterWall Temperature1198791(∘C) Inner Wall Temperature1198792(∘C)Simulation Prediction Error Simulation Prediction Error
1200 6times107 30 883 8625 23 164 16329 0431500 6times107 30 1043 10365 062 183 18535 131000 55times107 30 640 6382 028 132 13067 11000 65times107 30 900 8945 061 167 16340 211000 7times107 30 1070 10793 087 184 18071 18
minus
minus
minus
Syste
m er
ror
0 50 100 150 200 250
Number of iterations
TrainGoal
Figure 11 BP neural network training error curve
neural network for the heating effect is higher and theprediction result is close to the actual situation
332 Optimization of Induction Heating Parameters Basedon Genetic Algorithm The population with a size of 50 isselected and the binary code is adoptedThe crossover proba-bility and mutation probability are 075 and 001 respectivelyThe BP neural network prediction result is used as the fitnessfunction to control the temperature of the inner and outerwalls of the pipe [28 29]The genetic algorithmwith 100 timesof iteration is designed to optimize the process parametersof pipe induction heating The software is used to iterativelycalculate the BP neural network and genetic algorithm jointoptimization program After 100 iterations the target fitnessis shown in Figure 12
It can be seen from the Figure 12 that after 30 iterationsthe fitness value of the temperature difference between theinner and outer wall under the processable condition ismaintained at 751 meanwhile the temperature 1198791 of theouter wall and the temperature 1198792 of the inner wall is 923∘Cand 172∘C respectively The process parameter group thatis superior to the orthogonal test in the induction heatingprocess of the pipe is obtained with the current frequencycurrent density and air gap which are 1460Hz 565 times107Am2 and 15mm respectively
Fitness curve840
830
820
810
800
790
780
770
760
7500 10 20 30 40 50 60 70 80 90 100
Evolutionary algebra
Adap
tabi
lity
Figure 12 Genetic algorithm optimization process
34 Pipeline Induction Heating Prediction Model Based onRegression Analysis Through the aforementioned analysisand calculation the selection of optimal parameter groupfor the induction heating parameter design can be realizedbut In order to further guide the engineering practice aprediction model of pipe induction heating is necessaryIn this paper the regression analysis of the data obtainedfrom numerical simulation is carried out to determine areasonable mathematical model for the prediction of theouter wall temperature which provides a certain theoreticalguidance for the actual processing The data obtained fromthe numerical simulation of medium-frequency inductionheating of large-diameter pipe are taken as samples andthe process parameters that influence the induction heatingeffect of pipe materials such as current frequency (Hz)current density J (Am2) and air gap d (mm) are seen asindependent variables while the outer wall temperature ofthe pipe is seen as the dependent variable Subsequentlytwo regression models are established for prediction of thepipe outer wall temperature 119879 on the basis of combiningthe feature of sample data It can be seen from Figure 9that the process parameters and the temperature of theinner and outer walls show a linear change law thereby aregression Model I is established However considering themagnitude difference of the selected values of each parameter
10 Mathematical Problems in Engineering
Table 8 Results of regression analysis
Model I 119879 = 1198870119891 + 1198871119869 + 1198872119889 + 119862 Model II 119879 = 119862119891119887011986911988711198891198872Regression Coefficients (0525 3092times10minus5 -17184 -1049604) (-33103 0642 2061 -0481)Sum of Residuals 1815752825 0295Return Square Sum 3712511687 4915Correlation Coefficientr2 0953 0943
F-test Value 129515 120585P 1029times10minus20 223times10minus19
20
15
10
5
0
Freq
uenc
y
minus4 minus2 0 2
Regression Standardized Residual
(a) Model I
Freq
uenc
y
Regression Standardized Residual
12
10
8
6
4
2
0
minus4 minus3 minus2 minus1 0 1 2
(b) Model II
Figure 13 Regression standardized residual histogram
the logarithmic conversion of the sample data is performed tobuild a regression Model II [30]
Regression Model I 119879 = 1198870 + 1198871119869 + 1198872119889 + 119862Regression Model II 119879 = 119862119887011986911988711198891198872
Assume that the above two regression models meet thefollowing conditions
(1) 120576119894 sim 119873(0 1205902) 119862119900V(120576119894 120576119895) = 0 119894 = 119895(2) The selected variables are not random and have no
multiple linear relationship with each other(3) There is a linear relationship between the dependent
variable 119879 and the transformed independent variable in theregression model II
The two regression models are analyzed and solved by amultiple regression calculation program and the results areshown in Table 8
The regression equations obtained by stepwise regressioncalculation are as follows
Equation of Model I 119879 = 0525119891 + 3092 times10minus5119869-17184119889-1049604Equation of Model II 119879 = 119890minus3310306421198692061119889minus0481
It can be seen from Figure 13 that although the normalizedresiduals of Model I and Model II are basically normal distri-bution comprehensive analysis of the calculation results ofTable 8 including the correlation coefficient sum of squaredresiduals and F-test value It can been seen that Model I hasan optimal fitting degree thus the regression equation (1) ischosen as the mathematical model for predicting the outerwall temperature of large-diameter pipe during the medium-frequency induction heating In order to verify the accuracyof the regression models five sets of process parametersare taken as test samples for the numerical simulation andregressionmodel predictionThe results are shown in Table 9
It can be seen from Table 9 that errors between the simu-lated data and predicted data are within 5 The error valueneeds to be determined according to industry standardsHowever it is worth noting that the mathematical model ofthe outer wall temperature prediction can accurately reflectthe mapping relationship between the process parameters ofthe induction heating and the outer wall temperatures of thepipe The mathematical model of the outer wall temperatureprediction for large-diameter pipe in the induction heatingprocess has certain significance for guiding engineeringpractice
Mathematical Problems in Engineering 11
Table 9 Errors between the numerical simulation and regression model prediction
Current Frequency119891(Hz)
Current Density119869(Am2) Air Gap 119889(mm) Outer Wall Temperature T (∘C)
Simulation Return Error1200 6times107 30 883 9201 421500 6times107 30 1043 10776 321000 55times107 30 640 6605 31800 6times107 30 683 7101 401000 6times107 40 626 6432 27
4 Conclusions
(1) Based on the basic theory of induction heating andanalysis of induction heating forming process for large-diameter X80 pipe the magnetic-thermal coupling issuein the heating process is simulated by sequential couplingmethodThe influential law of each grouprsquos induction heatingprocess parameters (current frequency current density andair gap) on the temperature of the inner and outer walls ofthe pipe has been obtained
(2) Taking the induction heating process parameters asthe test factors we carry out the orthogonal test designof the process parameters with the difference of the innerand outer wall temperature of the pipe as the evaluationindex the influential degree of each process parameter onthe heating effect is determined as air gapgtcurrent densitygtcurrent frequency and the optimized process parameter setsfor the heating bending of the pipe have been obtainedusing the neural network genetic algorithm with the currentfrequency current density and air gap which are 1460Hz565 times 107Am2 and 15mm respectively
(3) The linear regression models of two types of pipetemperature have been built based on the simulation resultsof different heating parameters By comparing and analyzingthe relevant test standards of each regression equation wehave obtained the mathematical model of the outer walltemperature prediction during the induction heating processof the pipe
(4) From the bend forming practice of X80 pipe thenumerical simulation process parameters sets are somewhatlimited Hopefully our mathematical analysis method is of areferential significance for practical engineering
Data Availability
The data used to support the findings of this study areavailable from the corresponding author upon request
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
This work was supported by National Natural Science Foun-dation of China (NSFC) (no 51775427)
References
[1] R X Fang andW S Cao ldquoThe research of hydraulic technologyfor large caliber medium frequency heating pipe hydraulicbending machinerdquo Chinese Hydraulics amp Pneumatics 2010
[2] X Fang J Wang and W Cao ldquoInduction heating of large-diameter thin-walled elbow based on skin effectrdquo Oil amp GasStorage and Transportation vol 36 no 8 pp 958ndash963 2017
[3] X Fang X Meng and H Fan ldquoResearch on Ultra-low andConstant Speed Hydraulic Control System of Large Push-bending Style Pipe BenderrdquoMachine Tool amp Hydraulics vol 19pp 61ndash64 2017
[4] C Pandey M M Mahapatra P Kumar N Saini and J GThakre ldquoNano-size Particle Evolution During Heat Treatmentof P91 Steel and Their Effect on Micro Hardnessrdquo Transactionsof the Indian Institute of Metals pp 1ndash8 2017
[5] C Pandey and M M Mahapatra ldquoEffect of Heat Treatment onMicrostructure and Hot Impact Toughness of Various Zonesof P91 Welded Pipesrdquo Journal of Materials Engineering andPerformance vol 25 no 6 pp 2195ndash2210 2016
[6] C Zheng H Liu X Ding and Q Fu ldquoHorizontal Vibration ofa Large-Diameter Pipe Pile in Viscoelastic Soilrdquo MathematicalProblems in Engineering vol 2013 Article ID 269493 13 pages2013
[7] C Pandey M Mahapatra P Kumar et al ldquoSome studies on P91steel and their weldmentsrdquo Journal of Alloys amp Compounds vol743 pp 332ndash364 2018
[8] S Q Pan X U Zhe and H E Bi-Shi ldquoA Study on TemperatureControl for the Billet Electromagnetic Induction Heating Basedon Simulationrdquo Industrial Heating vol 41 no 6 pp 25ndash28 2012
[9] H Du J Li and Y Qu ldquoMathematical Modeling of Eddy-Current Loss for a New Induction Heating DevicerdquoMathemat-ical Problems in Engineering vol 2014 Article ID 923745 7pages 2014
[10] Y Wang C Liu and X Wang ldquoInfluence of induction coilparameter on temperature field of steel plate and choosing ofcoil sizerdquo Jinshu RechuliHeat Treatment of Metals vol 41 no 4pp 178ndash182 2016
[11] T D S Antonino P B Guimaraes R D A Alecio et alldquoMeasurements of theThermophysical Properties of the API 5LX80rdquoMaterials SciencesampApplications vol 5 no 8 pp 617ndash6272014
[12] Y H Zhang Numerical Simulation of Induction Heating Tem-perature Field Jiangnan University 2008
[13] Z QianZhe Numerical Simulation and Experimental Study onInduction Heating Process of Steel Bar Production Line NorthChina Electric Power University 2013
12 Mathematical Problems in Engineering
[14] Z Tianxu Numerical analysis and experimental study ondynamic medium frequency induction heating process of highfrequency straight seam welded pipe Yanshan University 2016
[15] Y Chenguang Numerical Simulation of Variable Power Induc-tion Heating of 42CrMo Steel Shaft Parts Yanshan University2010
[16] S WenjieNumerical simulation and experimental study on elec-tromagnetic field and temperature field of large-diameter moltensilicon single crystal growth equipment Zhejiang University2013
[17] J L Fleming and J Moser ldquoA Fourier Approach to Model Elec-tromagnetic Fields Scattered by a Buried Rectangular CavityrdquoMathematical Problems in Engineering vol 2009 Article ID937327 22 pages 2009
[18] X Yi L Li J Yue et al ldquoSimulation of coupling of electromag-netic and thermal of intermediate frequency induction heatingof pipelinerdquoHeat Treatment of Metals vol 41 no 7 pp 154ndash1582016
[19] H U Jun J Chen and L I Ming ldquoResearch on DrawingTechnology of High-strength Steel Rectangular Box Based onABAQUSrdquo Hot Working Technology 2014
[20] S Liu H Shi and L Feng ldquoTransformer harmonic loss modelconsidering skin effect and proximity effectrdquo Dianli ZidonghuaShebeiElectric Power Automation Equipment vol 35 no 3 pp133ndash139 2015
[21] Z Zhao and S-Y Zhang ldquoSelf-adaptive step sequential-interaction method and its application in transient-fields cou-pling problemsrdquo Jisuanji Jicheng Zhizao XitongComputer Inte-grated Manufacturing Systems CIMS vol 17 no 7 pp 1404ndash1414 2011
[22] Z Wang W Yang and Y Song ldquoThe RS analysis and appli-cation in the oil-gas gathering and transportation processrdquoPetroleum Exploration amp Development vol 37 no 5 pp 618ndash622 2010
[23] C Pandey A Giri and M M Mahapatra ldquoEvolution of phasesin P91 steel in various heat treatment conditions and theireffect on microstructure stability and mechanical propertiesrdquoMaterials Science amp Engineering A vol 664 pp 58ndash74 2016
[24] S Wang N Zhang L Wu and Y Wang ldquoWind speedforecasting based on the hybrid ensemble empirical modedecomposition and GA-BP neural network methodrdquo Journal ofRenewable Energy vol 94 pp 629ndash636 2016
[25] Z Sun H Yang and Z Tang ldquoMicrostructural evolutionmodelof TA15 titanium alloy based on BP neural network methodand application in isothermal deformationrdquo ComputationalMaterials Science vol 50 no 2 pp 308ndash318 2010
[26] C Bharathi D Rekha and V Vijayakumar ldquoGenetic AlgorithmBased Demand Side Management for Smart Gridrdquo WirelessPersonal Communications vol 93 no 2 pp 481ndash502 2017
[27] H S Madraswala and A S Deshpande ldquoGenetic algorithmsolution to unit commitment problemrdquo in Proceedings of the2017 International Conference on Nascent Technologies in Engi-neering ICNTE 2017 India January 2017
[28] S Pal S K Pal andA K Samantaray ldquoArtificial neural networkmodeling of weld joint strength prediction of a pulsed metalinert gas welding process using arc signalsrdquo Journal of MaterialsProcessing Technology vol 202 no 1-3 pp 464ndash474 2008
[29] J Tang ldquoStudy on temperature control effect with pipe-coolingof thick inverted T-shaped concrete pier-wall during construc-tionrdquoWater Resources amp Hydropower Engineering 2017
[30] C Pandey A Giri and M M Mahapatra ldquoOn the predictionof effect of direction of welding on bead geometry and residualdeformation of double-sided fillet weldsrdquo International Journalof Steel Structures vol 16 no 2 pp 333ndash345 2016
Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom

6 Mathematical Problems in Engineering
Outer WallInner Wall
800 1000 1200 1400 1600600Current Frequency (Hz)
0100200300400500600700800900
10001100
Tem
pera
ture
(∘C)
(a)
Outer WallInner Wall
0100200300400500600700800900
10001100
Tem
pera
ture
(∘C)
55 60 65 7050Current Density (107AG2)
(b)
Outer WallInner Wall
20 30 40 5010Air Gap (mm)
0100200300400500600700800900
100011001200
Tem
pera
ture
(∘C)
(c)
Figure 9 Relationship between three parameters and the inner and outer wall temperatureof pipe (a) Current frequency (b) Current density(c) Air gap between pipe and induction coil
Table 2 Test parameters and levels
LevelFactor
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
1 600 5times107 102 800 55times107 203 1000 6times107 304 1200 65times107 405 1500 7times107 50
current density and air gap are the factors of the orthogonaltest [21] and each factor is set at 5 levels as shown in Table 2
It can be seen from Table 2 that there is a total of 125experimental parameter combinations and the orthogonaltest is mainly used to analyze the primary and secondaryrelationship of the influence of various process parameters onthe heating effect Therefore according to the orthogonalityand the engineering practice some parameter groups withthe characteristics of ldquouniform dispersion neatness andcomparabilityrdquo are selected as the representative ones for theexperiment
In the orthogonal experimental analysis the Taguchidesign method is used to neglect the interaction betweendifferent process parameters the L25 (56) orthogonal tableis selected and the empty column is adopted as the errorcolumn According to the 25 sets of parameters selected inTable 3 the numerical simulation analysis of the inductionheating of X80 pipe (Φ1219mm wall thickness 27mm) iscarried out to obtain the temperatures of the inner and outerwalls of the pipe The orthogonal experimental scheme isdesigned with the temperatures of the inner and outer wallsof the pipe as the test indexes (see Table 3)
322 Analysis of the Orthogonal Test Results of InductionHeating of Pipe The variance method is used to determinethe significant degree and contribution rate of the influence ofvarious process parameters on the heating effect of medium-frequency induction heating of large-diameter pipes and
the primary and secondary relationship of the influence ofvarious process parameters on the heating effect is obtainedThen we use the range analysis to verify the primary andsecondary relationships again to provide a guidance forengineering process design
(1) Variance Analysis The analysis results of the influence ofeach parameter on temperatures of the inner and outer wallsof the pipe are shown in Tables 4 and 5
(2) Range Analysis First the comprehensive mean andrange of each factor are obtained and then the primaryand secondary relationships of the influence of the processparameters on the heating effect are got by comparing theextremes [22] The range analysis of the inner and outerwall temperatures of the pipe under different levels in theorthogonal test is shown in Table 6
According to the analysis results of Tables 4 and 5 whenthe temperature of the inner and outer walls of the pipe istaken as an index the influence of the current frequency andcurrent density on the index is significant and the influenceof the air gap on the index is extremely significant And in themedium-frequency induction heating of the pipe the influ-ential degree of each process parameter on the heating effectof the pipe is air gapgtcurrent densitygtcurrent frequencyFrom the range R corresponding to each process parameterin Table 6 it can be concluded that the influential degreeof the process parameters on the heating effect of the pipeis consistent with the variance analysis result which furtherverifies the accuracy of the obtained results Compared withthe range analysis the contribution rate of each processparameter to the survey indicators is defined more clearly bythe variance analysis
It can be known from the engineering that when theinduction heating temperatures of the outer wall of the pipeare 900sim1000∘C [23] and the difference between the inner andouter wall temperature is small the final processing qualityof the elbow is better Combined with the above analysis abetter process parameter group can be initially determinedas current frequency 1500Hz current density 55 times 107 Am2 and air gap 10mm
Mathematical Problems in Engineering 7
Table 3 Orthogonal test design scheme and numerical calculation results
Test No
Factor Test Index
CurrentFrequency (Hz)
Current Density(Am2)
Interval(mm)
Outer WallTemperature
(∘C)
Inner WallTemperature
(∘C)1 1(600) 1(5times107) 1(10) 649 1272 1(600) 2(55times107) 2(20) 618 1253 1(600) 3(6times107) 3(30) 574 1194 1(600) 4(65times107) 4(40) 528 1145 1(600) 5(7times107) 5(50) 474 1056 2(800) 1(5times107) 2(20) 587 1217 2(800) 2(55times107) 3(30) 569 1208 2(800) 3(6times107) 4(40) 546 1179 2(800) 4(65times107) 5(50) 508 11310 2(800) 5(7times107) 1(10) 1526 21511 3(1000) 1(5times107) 3(30) 532 11412 3(1000) 2(55times107) 4(40) 528 11513 3(1000) 3(6times107) 5(50) 508 11314 3(1000) 4(65times107) 1(10) 1420 20815 3(1000) 5(7times107) 2(20) 1349 20516 4(1200) 1(5times107) 4(40) 509 11217 4(1200) 2(55times107) 5(50) 508 11418 4(1200) 3(6times107) 1(10) 1319 20119 4(1200) 4(65times107) 2(20) 1297 20220 4(1200) 5(7times107) 3(30) 1248 20021 5(1500) 1(5times107) 5(50) 510 11522 5(1500) 2(55times107) 1(10) 989 17323 5(1500) 3(6times107) 2(20) 1255 20024 5(1500) 4(65times107) 3(30) 1253 20225 5(1500) 5(7times107) 4(40) 1239 204
Table 4 Variance analysis results of the orthogonal test of temperatures for pipersquos outer wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0996 025 3163 2128 lowastCurrentDensity 4 149 0372 4732 3184 lowastAir Gap 4 21 0525 6668 4486 lowastlowastError 12 0095 0008 ndash 202Total 24 4671 1155 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
33 Process Parameter Optimization Based on Neural Net-work and Genetic Algorithm Theorthogonal experiment candetermine the influence degree of the process parameters onthe temperature of the inner and outer walls of the pipe andjudge the better parameter group from the existing processparameter group However it is difficult to obtain the globaloptimal process parameters for the multiparameter groupproblems which affect the actual engineering We use BP
neural network method to establish the mapping relationshipbetween the induction heating process parameters and thetemperatures of the inner and outer walls of the pipe [24 25]The data is trained to predict the heating effect of all combi-nations of process parameters within the variation range andthe process parameters are optimized by genetic algorithm[26 27] Thus the global optimal process parameter groupis obtained
8 Mathematical Problems in Engineering
Table 5 Variance analysis results of orthogonal test of temperatures for pipersquos inner wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0478 012 3777 2578 lowastCurrentDensity 4 0589 0147 4647 3172 lowastAir Gap 4 0751 0188 5926 4045 lowastlowastError 12 0038 0003 ndash 205Total 24 1856 0458 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
Table 6 Range analysis results of orthogonal test for pipersquos outer wall temperature
Outer Wall Temperature (∘C) Inner Wall Temperature (∘C)Current
FrequencyCurrentDensity Air Gap Current
FrequencyCurrentDensity Air Gap
K1 5686 5574 11806 118 1176 1848K2 7472 6424 10212 1372 1294 1706K3 8674 8404 8352 151 150 151K4 9762 10012 670 1658 1678 1324K5 10492 11672 5016 1788 1858 112R 4806 6098 679 608 68 728Note K1simK5 represent the average temperature of each factor at each level and R is range
Current frequence f
Current density J
Air gap d
Hidden layerInput Output
Outer walltemperature T1
Inner walltemperature T2
Figure 10 Structure of pipe induction heating BP neural network
331 Prediction Model Based on BP Neural Network Thecurrent frequency current density and air gap are selectedas the network model input and the outer and inner walltemperatures 1198791 and 1198792 of the pipe are taken as output tobuild a three-layer BP neural network model The networkstructure is shown in Figure 10
The data (see Table 3) obtained by numerical simulationis used as a training sample and the sample is trained byrunning a BP neural network program The training target isselected as 0000001 and the learning rate is 01 The trainingof the network model is shown in Figure 11 When the
iteration is 274 times the training is finished with the systemerror of 975times 10minus7 thus its error is within the expected rangeand the network output is more accurate
In order to verify the accuracy of the training predictionresults the five new sets of process parameters are rese-lected as test samples for training prediction and numericalsimulation The training prediction results and numericalsimulation results are shown in Table 7
According to the above results in Table 7 the errorbetween the prediction data and the simulation data is within3 which indicates that the prediction accuracy of the BP
Mathematical Problems in Engineering 9
Table 7 Error between numerical simulation and BP neural network training
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
OuterWall Temperature1198791(∘C) Inner Wall Temperature1198792(∘C)Simulation Prediction Error Simulation Prediction Error
1200 6times107 30 883 8625 23 164 16329 0431500 6times107 30 1043 10365 062 183 18535 131000 55times107 30 640 6382 028 132 13067 11000 65times107 30 900 8945 061 167 16340 211000 7times107 30 1070 10793 087 184 18071 18
minus
minus
minus
Syste
m er
ror
0 50 100 150 200 250
Number of iterations
TrainGoal
Figure 11 BP neural network training error curve
neural network for the heating effect is higher and theprediction result is close to the actual situation
332 Optimization of Induction Heating Parameters Basedon Genetic Algorithm The population with a size of 50 isselected and the binary code is adoptedThe crossover proba-bility and mutation probability are 075 and 001 respectivelyThe BP neural network prediction result is used as the fitnessfunction to control the temperature of the inner and outerwalls of the pipe [28 29]The genetic algorithmwith 100 timesof iteration is designed to optimize the process parametersof pipe induction heating The software is used to iterativelycalculate the BP neural network and genetic algorithm jointoptimization program After 100 iterations the target fitnessis shown in Figure 12
It can be seen from the Figure 12 that after 30 iterationsthe fitness value of the temperature difference between theinner and outer wall under the processable condition ismaintained at 751 meanwhile the temperature 1198791 of theouter wall and the temperature 1198792 of the inner wall is 923∘Cand 172∘C respectively The process parameter group thatis superior to the orthogonal test in the induction heatingprocess of the pipe is obtained with the current frequencycurrent density and air gap which are 1460Hz 565 times107Am2 and 15mm respectively
Fitness curve840
830
820
810
800
790
780
770
760
7500 10 20 30 40 50 60 70 80 90 100
Evolutionary algebra
Adap
tabi
lity
Figure 12 Genetic algorithm optimization process
34 Pipeline Induction Heating Prediction Model Based onRegression Analysis Through the aforementioned analysisand calculation the selection of optimal parameter groupfor the induction heating parameter design can be realizedbut In order to further guide the engineering practice aprediction model of pipe induction heating is necessaryIn this paper the regression analysis of the data obtainedfrom numerical simulation is carried out to determine areasonable mathematical model for the prediction of theouter wall temperature which provides a certain theoreticalguidance for the actual processing The data obtained fromthe numerical simulation of medium-frequency inductionheating of large-diameter pipe are taken as samples andthe process parameters that influence the induction heatingeffect of pipe materials such as current frequency (Hz)current density J (Am2) and air gap d (mm) are seen asindependent variables while the outer wall temperature ofthe pipe is seen as the dependent variable Subsequentlytwo regression models are established for prediction of thepipe outer wall temperature 119879 on the basis of combiningthe feature of sample data It can be seen from Figure 9that the process parameters and the temperature of theinner and outer walls show a linear change law thereby aregression Model I is established However considering themagnitude difference of the selected values of each parameter
10 Mathematical Problems in Engineering
Table 8 Results of regression analysis
Model I 119879 = 1198870119891 + 1198871119869 + 1198872119889 + 119862 Model II 119879 = 119862119891119887011986911988711198891198872Regression Coefficients (0525 3092times10minus5 -17184 -1049604) (-33103 0642 2061 -0481)Sum of Residuals 1815752825 0295Return Square Sum 3712511687 4915Correlation Coefficientr2 0953 0943
F-test Value 129515 120585P 1029times10minus20 223times10minus19
20
15
10
5
0
Freq
uenc
y
minus4 minus2 0 2
Regression Standardized Residual
(a) Model I
Freq
uenc
y
Regression Standardized Residual
12
10
8
6
4
2
0
minus4 minus3 minus2 minus1 0 1 2
(b) Model II
Figure 13 Regression standardized residual histogram
the logarithmic conversion of the sample data is performed tobuild a regression Model II [30]
Regression Model I 119879 = 1198870 + 1198871119869 + 1198872119889 + 119862Regression Model II 119879 = 119862119887011986911988711198891198872
Assume that the above two regression models meet thefollowing conditions
(1) 120576119894 sim 119873(0 1205902) 119862119900V(120576119894 120576119895) = 0 119894 = 119895(2) The selected variables are not random and have no
multiple linear relationship with each other(3) There is a linear relationship between the dependent
variable 119879 and the transformed independent variable in theregression model II
The two regression models are analyzed and solved by amultiple regression calculation program and the results areshown in Table 8
The regression equations obtained by stepwise regressioncalculation are as follows
Equation of Model I 119879 = 0525119891 + 3092 times10minus5119869-17184119889-1049604Equation of Model II 119879 = 119890minus3310306421198692061119889minus0481
It can be seen from Figure 13 that although the normalizedresiduals of Model I and Model II are basically normal distri-bution comprehensive analysis of the calculation results ofTable 8 including the correlation coefficient sum of squaredresiduals and F-test value It can been seen that Model I hasan optimal fitting degree thus the regression equation (1) ischosen as the mathematical model for predicting the outerwall temperature of large-diameter pipe during the medium-frequency induction heating In order to verify the accuracyof the regression models five sets of process parametersare taken as test samples for the numerical simulation andregressionmodel predictionThe results are shown in Table 9
It can be seen from Table 9 that errors between the simu-lated data and predicted data are within 5 The error valueneeds to be determined according to industry standardsHowever it is worth noting that the mathematical model ofthe outer wall temperature prediction can accurately reflectthe mapping relationship between the process parameters ofthe induction heating and the outer wall temperatures of thepipe The mathematical model of the outer wall temperatureprediction for large-diameter pipe in the induction heatingprocess has certain significance for guiding engineeringpractice
Mathematical Problems in Engineering 11
Table 9 Errors between the numerical simulation and regression model prediction
Current Frequency119891(Hz)
Current Density119869(Am2) Air Gap 119889(mm) Outer Wall Temperature T (∘C)
Simulation Return Error1200 6times107 30 883 9201 421500 6times107 30 1043 10776 321000 55times107 30 640 6605 31800 6times107 30 683 7101 401000 6times107 40 626 6432 27
4 Conclusions
(1) Based on the basic theory of induction heating andanalysis of induction heating forming process for large-diameter X80 pipe the magnetic-thermal coupling issuein the heating process is simulated by sequential couplingmethodThe influential law of each grouprsquos induction heatingprocess parameters (current frequency current density andair gap) on the temperature of the inner and outer walls ofthe pipe has been obtained
(2) Taking the induction heating process parameters asthe test factors we carry out the orthogonal test designof the process parameters with the difference of the innerand outer wall temperature of the pipe as the evaluationindex the influential degree of each process parameter onthe heating effect is determined as air gapgtcurrent densitygtcurrent frequency and the optimized process parameter setsfor the heating bending of the pipe have been obtainedusing the neural network genetic algorithm with the currentfrequency current density and air gap which are 1460Hz565 times 107Am2 and 15mm respectively
(3) The linear regression models of two types of pipetemperature have been built based on the simulation resultsof different heating parameters By comparing and analyzingthe relevant test standards of each regression equation wehave obtained the mathematical model of the outer walltemperature prediction during the induction heating processof the pipe
(4) From the bend forming practice of X80 pipe thenumerical simulation process parameters sets are somewhatlimited Hopefully our mathematical analysis method is of areferential significance for practical engineering
Data Availability
The data used to support the findings of this study areavailable from the corresponding author upon request
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
This work was supported by National Natural Science Foun-dation of China (NSFC) (no 51775427)
References
[1] R X Fang andW S Cao ldquoThe research of hydraulic technologyfor large caliber medium frequency heating pipe hydraulicbending machinerdquo Chinese Hydraulics amp Pneumatics 2010
[2] X Fang J Wang and W Cao ldquoInduction heating of large-diameter thin-walled elbow based on skin effectrdquo Oil amp GasStorage and Transportation vol 36 no 8 pp 958ndash963 2017
[3] X Fang X Meng and H Fan ldquoResearch on Ultra-low andConstant Speed Hydraulic Control System of Large Push-bending Style Pipe BenderrdquoMachine Tool amp Hydraulics vol 19pp 61ndash64 2017
[4] C Pandey M M Mahapatra P Kumar N Saini and J GThakre ldquoNano-size Particle Evolution During Heat Treatmentof P91 Steel and Their Effect on Micro Hardnessrdquo Transactionsof the Indian Institute of Metals pp 1ndash8 2017
[5] C Pandey and M M Mahapatra ldquoEffect of Heat Treatment onMicrostructure and Hot Impact Toughness of Various Zonesof P91 Welded Pipesrdquo Journal of Materials Engineering andPerformance vol 25 no 6 pp 2195ndash2210 2016
[6] C Zheng H Liu X Ding and Q Fu ldquoHorizontal Vibration ofa Large-Diameter Pipe Pile in Viscoelastic Soilrdquo MathematicalProblems in Engineering vol 2013 Article ID 269493 13 pages2013
[7] C Pandey M Mahapatra P Kumar et al ldquoSome studies on P91steel and their weldmentsrdquo Journal of Alloys amp Compounds vol743 pp 332ndash364 2018
[8] S Q Pan X U Zhe and H E Bi-Shi ldquoA Study on TemperatureControl for the Billet Electromagnetic Induction Heating Basedon Simulationrdquo Industrial Heating vol 41 no 6 pp 25ndash28 2012
[9] H Du J Li and Y Qu ldquoMathematical Modeling of Eddy-Current Loss for a New Induction Heating DevicerdquoMathemat-ical Problems in Engineering vol 2014 Article ID 923745 7pages 2014
[10] Y Wang C Liu and X Wang ldquoInfluence of induction coilparameter on temperature field of steel plate and choosing ofcoil sizerdquo Jinshu RechuliHeat Treatment of Metals vol 41 no 4pp 178ndash182 2016
[11] T D S Antonino P B Guimaraes R D A Alecio et alldquoMeasurements of theThermophysical Properties of the API 5LX80rdquoMaterials SciencesampApplications vol 5 no 8 pp 617ndash6272014
[12] Y H Zhang Numerical Simulation of Induction Heating Tem-perature Field Jiangnan University 2008
[13] Z QianZhe Numerical Simulation and Experimental Study onInduction Heating Process of Steel Bar Production Line NorthChina Electric Power University 2013
12 Mathematical Problems in Engineering
[14] Z Tianxu Numerical analysis and experimental study ondynamic medium frequency induction heating process of highfrequency straight seam welded pipe Yanshan University 2016
[15] Y Chenguang Numerical Simulation of Variable Power Induc-tion Heating of 42CrMo Steel Shaft Parts Yanshan University2010
[16] S WenjieNumerical simulation and experimental study on elec-tromagnetic field and temperature field of large-diameter moltensilicon single crystal growth equipment Zhejiang University2013
[17] J L Fleming and J Moser ldquoA Fourier Approach to Model Elec-tromagnetic Fields Scattered by a Buried Rectangular CavityrdquoMathematical Problems in Engineering vol 2009 Article ID937327 22 pages 2009
[18] X Yi L Li J Yue et al ldquoSimulation of coupling of electromag-netic and thermal of intermediate frequency induction heatingof pipelinerdquoHeat Treatment of Metals vol 41 no 7 pp 154ndash1582016
[19] H U Jun J Chen and L I Ming ldquoResearch on DrawingTechnology of High-strength Steel Rectangular Box Based onABAQUSrdquo Hot Working Technology 2014
[20] S Liu H Shi and L Feng ldquoTransformer harmonic loss modelconsidering skin effect and proximity effectrdquo Dianli ZidonghuaShebeiElectric Power Automation Equipment vol 35 no 3 pp133ndash139 2015
[21] Z Zhao and S-Y Zhang ldquoSelf-adaptive step sequential-interaction method and its application in transient-fields cou-pling problemsrdquo Jisuanji Jicheng Zhizao XitongComputer Inte-grated Manufacturing Systems CIMS vol 17 no 7 pp 1404ndash1414 2011
[22] Z Wang W Yang and Y Song ldquoThe RS analysis and appli-cation in the oil-gas gathering and transportation processrdquoPetroleum Exploration amp Development vol 37 no 5 pp 618ndash622 2010
[23] C Pandey A Giri and M M Mahapatra ldquoEvolution of phasesin P91 steel in various heat treatment conditions and theireffect on microstructure stability and mechanical propertiesrdquoMaterials Science amp Engineering A vol 664 pp 58ndash74 2016
[24] S Wang N Zhang L Wu and Y Wang ldquoWind speedforecasting based on the hybrid ensemble empirical modedecomposition and GA-BP neural network methodrdquo Journal ofRenewable Energy vol 94 pp 629ndash636 2016
[25] Z Sun H Yang and Z Tang ldquoMicrostructural evolutionmodelof TA15 titanium alloy based on BP neural network methodand application in isothermal deformationrdquo ComputationalMaterials Science vol 50 no 2 pp 308ndash318 2010
[26] C Bharathi D Rekha and V Vijayakumar ldquoGenetic AlgorithmBased Demand Side Management for Smart Gridrdquo WirelessPersonal Communications vol 93 no 2 pp 481ndash502 2017
[27] H S Madraswala and A S Deshpande ldquoGenetic algorithmsolution to unit commitment problemrdquo in Proceedings of the2017 International Conference on Nascent Technologies in Engi-neering ICNTE 2017 India January 2017
[28] S Pal S K Pal andA K Samantaray ldquoArtificial neural networkmodeling of weld joint strength prediction of a pulsed metalinert gas welding process using arc signalsrdquo Journal of MaterialsProcessing Technology vol 202 no 1-3 pp 464ndash474 2008
[29] J Tang ldquoStudy on temperature control effect with pipe-coolingof thick inverted T-shaped concrete pier-wall during construc-tionrdquoWater Resources amp Hydropower Engineering 2017
[30] C Pandey A Giri and M M Mahapatra ldquoOn the predictionof effect of direction of welding on bead geometry and residualdeformation of double-sided fillet weldsrdquo International Journalof Steel Structures vol 16 no 2 pp 333ndash345 2016
Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom

Mathematical Problems in Engineering 7
Table 3 Orthogonal test design scheme and numerical calculation results
Test No
Factor Test Index
CurrentFrequency (Hz)
Current Density(Am2)
Interval(mm)
Outer WallTemperature
(∘C)
Inner WallTemperature
(∘C)1 1(600) 1(5times107) 1(10) 649 1272 1(600) 2(55times107) 2(20) 618 1253 1(600) 3(6times107) 3(30) 574 1194 1(600) 4(65times107) 4(40) 528 1145 1(600) 5(7times107) 5(50) 474 1056 2(800) 1(5times107) 2(20) 587 1217 2(800) 2(55times107) 3(30) 569 1208 2(800) 3(6times107) 4(40) 546 1179 2(800) 4(65times107) 5(50) 508 11310 2(800) 5(7times107) 1(10) 1526 21511 3(1000) 1(5times107) 3(30) 532 11412 3(1000) 2(55times107) 4(40) 528 11513 3(1000) 3(6times107) 5(50) 508 11314 3(1000) 4(65times107) 1(10) 1420 20815 3(1000) 5(7times107) 2(20) 1349 20516 4(1200) 1(5times107) 4(40) 509 11217 4(1200) 2(55times107) 5(50) 508 11418 4(1200) 3(6times107) 1(10) 1319 20119 4(1200) 4(65times107) 2(20) 1297 20220 4(1200) 5(7times107) 3(30) 1248 20021 5(1500) 1(5times107) 5(50) 510 11522 5(1500) 2(55times107) 1(10) 989 17323 5(1500) 3(6times107) 2(20) 1255 20024 5(1500) 4(65times107) 3(30) 1253 20225 5(1500) 5(7times107) 4(40) 1239 204
Table 4 Variance analysis results of the orthogonal test of temperatures for pipersquos outer wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0996 025 3163 2128 lowastCurrentDensity 4 149 0372 4732 3184 lowastAir Gap 4 21 0525 6668 4486 lowastlowastError 12 0095 0008 ndash 202Total 24 4671 1155 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
33 Process Parameter Optimization Based on Neural Net-work and Genetic Algorithm Theorthogonal experiment candetermine the influence degree of the process parameters onthe temperature of the inner and outer walls of the pipe andjudge the better parameter group from the existing processparameter group However it is difficult to obtain the globaloptimal process parameters for the multiparameter groupproblems which affect the actual engineering We use BP
neural network method to establish the mapping relationshipbetween the induction heating process parameters and thetemperatures of the inner and outer walls of the pipe [24 25]The data is trained to predict the heating effect of all combi-nations of process parameters within the variation range andthe process parameters are optimized by genetic algorithm[26 27] Thus the global optimal process parameter groupis obtained
8 Mathematical Problems in Engineering
Table 5 Variance analysis results of orthogonal test of temperatures for pipersquos inner wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0478 012 3777 2578 lowastCurrentDensity 4 0589 0147 4647 3172 lowastAir Gap 4 0751 0188 5926 4045 lowastlowastError 12 0038 0003 ndash 205Total 24 1856 0458 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
Table 6 Range analysis results of orthogonal test for pipersquos outer wall temperature
Outer Wall Temperature (∘C) Inner Wall Temperature (∘C)Current
FrequencyCurrentDensity Air Gap Current
FrequencyCurrentDensity Air Gap
K1 5686 5574 11806 118 1176 1848K2 7472 6424 10212 1372 1294 1706K3 8674 8404 8352 151 150 151K4 9762 10012 670 1658 1678 1324K5 10492 11672 5016 1788 1858 112R 4806 6098 679 608 68 728Note K1simK5 represent the average temperature of each factor at each level and R is range
Current frequence f
Current density J
Air gap d
Hidden layerInput Output
Outer walltemperature T1
Inner walltemperature T2
Figure 10 Structure of pipe induction heating BP neural network
331 Prediction Model Based on BP Neural Network Thecurrent frequency current density and air gap are selectedas the network model input and the outer and inner walltemperatures 1198791 and 1198792 of the pipe are taken as output tobuild a three-layer BP neural network model The networkstructure is shown in Figure 10
The data (see Table 3) obtained by numerical simulationis used as a training sample and the sample is trained byrunning a BP neural network program The training target isselected as 0000001 and the learning rate is 01 The trainingof the network model is shown in Figure 11 When the
iteration is 274 times the training is finished with the systemerror of 975times 10minus7 thus its error is within the expected rangeand the network output is more accurate
In order to verify the accuracy of the training predictionresults the five new sets of process parameters are rese-lected as test samples for training prediction and numericalsimulation The training prediction results and numericalsimulation results are shown in Table 7
According to the above results in Table 7 the errorbetween the prediction data and the simulation data is within3 which indicates that the prediction accuracy of the BP
Mathematical Problems in Engineering 9
Table 7 Error between numerical simulation and BP neural network training
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
OuterWall Temperature1198791(∘C) Inner Wall Temperature1198792(∘C)Simulation Prediction Error Simulation Prediction Error
1200 6times107 30 883 8625 23 164 16329 0431500 6times107 30 1043 10365 062 183 18535 131000 55times107 30 640 6382 028 132 13067 11000 65times107 30 900 8945 061 167 16340 211000 7times107 30 1070 10793 087 184 18071 18
minus
minus
minus
Syste
m er
ror
0 50 100 150 200 250
Number of iterations
TrainGoal
Figure 11 BP neural network training error curve
neural network for the heating effect is higher and theprediction result is close to the actual situation
332 Optimization of Induction Heating Parameters Basedon Genetic Algorithm The population with a size of 50 isselected and the binary code is adoptedThe crossover proba-bility and mutation probability are 075 and 001 respectivelyThe BP neural network prediction result is used as the fitnessfunction to control the temperature of the inner and outerwalls of the pipe [28 29]The genetic algorithmwith 100 timesof iteration is designed to optimize the process parametersof pipe induction heating The software is used to iterativelycalculate the BP neural network and genetic algorithm jointoptimization program After 100 iterations the target fitnessis shown in Figure 12
It can be seen from the Figure 12 that after 30 iterationsthe fitness value of the temperature difference between theinner and outer wall under the processable condition ismaintained at 751 meanwhile the temperature 1198791 of theouter wall and the temperature 1198792 of the inner wall is 923∘Cand 172∘C respectively The process parameter group thatis superior to the orthogonal test in the induction heatingprocess of the pipe is obtained with the current frequencycurrent density and air gap which are 1460Hz 565 times107Am2 and 15mm respectively
Fitness curve840
830
820
810
800
790
780
770
760
7500 10 20 30 40 50 60 70 80 90 100
Evolutionary algebra
Adap
tabi
lity
Figure 12 Genetic algorithm optimization process
34 Pipeline Induction Heating Prediction Model Based onRegression Analysis Through the aforementioned analysisand calculation the selection of optimal parameter groupfor the induction heating parameter design can be realizedbut In order to further guide the engineering practice aprediction model of pipe induction heating is necessaryIn this paper the regression analysis of the data obtainedfrom numerical simulation is carried out to determine areasonable mathematical model for the prediction of theouter wall temperature which provides a certain theoreticalguidance for the actual processing The data obtained fromthe numerical simulation of medium-frequency inductionheating of large-diameter pipe are taken as samples andthe process parameters that influence the induction heatingeffect of pipe materials such as current frequency (Hz)current density J (Am2) and air gap d (mm) are seen asindependent variables while the outer wall temperature ofthe pipe is seen as the dependent variable Subsequentlytwo regression models are established for prediction of thepipe outer wall temperature 119879 on the basis of combiningthe feature of sample data It can be seen from Figure 9that the process parameters and the temperature of theinner and outer walls show a linear change law thereby aregression Model I is established However considering themagnitude difference of the selected values of each parameter
10 Mathematical Problems in Engineering
Table 8 Results of regression analysis
Model I 119879 = 1198870119891 + 1198871119869 + 1198872119889 + 119862 Model II 119879 = 119862119891119887011986911988711198891198872Regression Coefficients (0525 3092times10minus5 -17184 -1049604) (-33103 0642 2061 -0481)Sum of Residuals 1815752825 0295Return Square Sum 3712511687 4915Correlation Coefficientr2 0953 0943
F-test Value 129515 120585P 1029times10minus20 223times10minus19
20
15
10
5
0
Freq
uenc
y
minus4 minus2 0 2
Regression Standardized Residual
(a) Model I
Freq
uenc
y
Regression Standardized Residual
12
10
8
6
4
2
0
minus4 minus3 minus2 minus1 0 1 2
(b) Model II
Figure 13 Regression standardized residual histogram
the logarithmic conversion of the sample data is performed tobuild a regression Model II [30]
Regression Model I 119879 = 1198870 + 1198871119869 + 1198872119889 + 119862Regression Model II 119879 = 119862119887011986911988711198891198872
Assume that the above two regression models meet thefollowing conditions
(1) 120576119894 sim 119873(0 1205902) 119862119900V(120576119894 120576119895) = 0 119894 = 119895(2) The selected variables are not random and have no
multiple linear relationship with each other(3) There is a linear relationship between the dependent
variable 119879 and the transformed independent variable in theregression model II
The two regression models are analyzed and solved by amultiple regression calculation program and the results areshown in Table 8
The regression equations obtained by stepwise regressioncalculation are as follows
Equation of Model I 119879 = 0525119891 + 3092 times10minus5119869-17184119889-1049604Equation of Model II 119879 = 119890minus3310306421198692061119889minus0481
It can be seen from Figure 13 that although the normalizedresiduals of Model I and Model II are basically normal distri-bution comprehensive analysis of the calculation results ofTable 8 including the correlation coefficient sum of squaredresiduals and F-test value It can been seen that Model I hasan optimal fitting degree thus the regression equation (1) ischosen as the mathematical model for predicting the outerwall temperature of large-diameter pipe during the medium-frequency induction heating In order to verify the accuracyof the regression models five sets of process parametersare taken as test samples for the numerical simulation andregressionmodel predictionThe results are shown in Table 9
It can be seen from Table 9 that errors between the simu-lated data and predicted data are within 5 The error valueneeds to be determined according to industry standardsHowever it is worth noting that the mathematical model ofthe outer wall temperature prediction can accurately reflectthe mapping relationship between the process parameters ofthe induction heating and the outer wall temperatures of thepipe The mathematical model of the outer wall temperatureprediction for large-diameter pipe in the induction heatingprocess has certain significance for guiding engineeringpractice
Mathematical Problems in Engineering 11
Table 9 Errors between the numerical simulation and regression model prediction
Current Frequency119891(Hz)
Current Density119869(Am2) Air Gap 119889(mm) Outer Wall Temperature T (∘C)
Simulation Return Error1200 6times107 30 883 9201 421500 6times107 30 1043 10776 321000 55times107 30 640 6605 31800 6times107 30 683 7101 401000 6times107 40 626 6432 27
4 Conclusions
(1) Based on the basic theory of induction heating andanalysis of induction heating forming process for large-diameter X80 pipe the magnetic-thermal coupling issuein the heating process is simulated by sequential couplingmethodThe influential law of each grouprsquos induction heatingprocess parameters (current frequency current density andair gap) on the temperature of the inner and outer walls ofthe pipe has been obtained
(2) Taking the induction heating process parameters asthe test factors we carry out the orthogonal test designof the process parameters with the difference of the innerand outer wall temperature of the pipe as the evaluationindex the influential degree of each process parameter onthe heating effect is determined as air gapgtcurrent densitygtcurrent frequency and the optimized process parameter setsfor the heating bending of the pipe have been obtainedusing the neural network genetic algorithm with the currentfrequency current density and air gap which are 1460Hz565 times 107Am2 and 15mm respectively
(3) The linear regression models of two types of pipetemperature have been built based on the simulation resultsof different heating parameters By comparing and analyzingthe relevant test standards of each regression equation wehave obtained the mathematical model of the outer walltemperature prediction during the induction heating processof the pipe
(4) From the bend forming practice of X80 pipe thenumerical simulation process parameters sets are somewhatlimited Hopefully our mathematical analysis method is of areferential significance for practical engineering
Data Availability
The data used to support the findings of this study areavailable from the corresponding author upon request
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
This work was supported by National Natural Science Foun-dation of China (NSFC) (no 51775427)
References
[1] R X Fang andW S Cao ldquoThe research of hydraulic technologyfor large caliber medium frequency heating pipe hydraulicbending machinerdquo Chinese Hydraulics amp Pneumatics 2010
[2] X Fang J Wang and W Cao ldquoInduction heating of large-diameter thin-walled elbow based on skin effectrdquo Oil amp GasStorage and Transportation vol 36 no 8 pp 958ndash963 2017
[3] X Fang X Meng and H Fan ldquoResearch on Ultra-low andConstant Speed Hydraulic Control System of Large Push-bending Style Pipe BenderrdquoMachine Tool amp Hydraulics vol 19pp 61ndash64 2017
[4] C Pandey M M Mahapatra P Kumar N Saini and J GThakre ldquoNano-size Particle Evolution During Heat Treatmentof P91 Steel and Their Effect on Micro Hardnessrdquo Transactionsof the Indian Institute of Metals pp 1ndash8 2017
[5] C Pandey and M M Mahapatra ldquoEffect of Heat Treatment onMicrostructure and Hot Impact Toughness of Various Zonesof P91 Welded Pipesrdquo Journal of Materials Engineering andPerformance vol 25 no 6 pp 2195ndash2210 2016
[6] C Zheng H Liu X Ding and Q Fu ldquoHorizontal Vibration ofa Large-Diameter Pipe Pile in Viscoelastic Soilrdquo MathematicalProblems in Engineering vol 2013 Article ID 269493 13 pages2013
[7] C Pandey M Mahapatra P Kumar et al ldquoSome studies on P91steel and their weldmentsrdquo Journal of Alloys amp Compounds vol743 pp 332ndash364 2018
[8] S Q Pan X U Zhe and H E Bi-Shi ldquoA Study on TemperatureControl for the Billet Electromagnetic Induction Heating Basedon Simulationrdquo Industrial Heating vol 41 no 6 pp 25ndash28 2012
[9] H Du J Li and Y Qu ldquoMathematical Modeling of Eddy-Current Loss for a New Induction Heating DevicerdquoMathemat-ical Problems in Engineering vol 2014 Article ID 923745 7pages 2014
[10] Y Wang C Liu and X Wang ldquoInfluence of induction coilparameter on temperature field of steel plate and choosing ofcoil sizerdquo Jinshu RechuliHeat Treatment of Metals vol 41 no 4pp 178ndash182 2016
[11] T D S Antonino P B Guimaraes R D A Alecio et alldquoMeasurements of theThermophysical Properties of the API 5LX80rdquoMaterials SciencesampApplications vol 5 no 8 pp 617ndash6272014
[12] Y H Zhang Numerical Simulation of Induction Heating Tem-perature Field Jiangnan University 2008
[13] Z QianZhe Numerical Simulation and Experimental Study onInduction Heating Process of Steel Bar Production Line NorthChina Electric Power University 2013
12 Mathematical Problems in Engineering
[14] Z Tianxu Numerical analysis and experimental study ondynamic medium frequency induction heating process of highfrequency straight seam welded pipe Yanshan University 2016
[15] Y Chenguang Numerical Simulation of Variable Power Induc-tion Heating of 42CrMo Steel Shaft Parts Yanshan University2010
[16] S WenjieNumerical simulation and experimental study on elec-tromagnetic field and temperature field of large-diameter moltensilicon single crystal growth equipment Zhejiang University2013
[17] J L Fleming and J Moser ldquoA Fourier Approach to Model Elec-tromagnetic Fields Scattered by a Buried Rectangular CavityrdquoMathematical Problems in Engineering vol 2009 Article ID937327 22 pages 2009
[18] X Yi L Li J Yue et al ldquoSimulation of coupling of electromag-netic and thermal of intermediate frequency induction heatingof pipelinerdquoHeat Treatment of Metals vol 41 no 7 pp 154ndash1582016
[19] H U Jun J Chen and L I Ming ldquoResearch on DrawingTechnology of High-strength Steel Rectangular Box Based onABAQUSrdquo Hot Working Technology 2014
[20] S Liu H Shi and L Feng ldquoTransformer harmonic loss modelconsidering skin effect and proximity effectrdquo Dianli ZidonghuaShebeiElectric Power Automation Equipment vol 35 no 3 pp133ndash139 2015
[21] Z Zhao and S-Y Zhang ldquoSelf-adaptive step sequential-interaction method and its application in transient-fields cou-pling problemsrdquo Jisuanji Jicheng Zhizao XitongComputer Inte-grated Manufacturing Systems CIMS vol 17 no 7 pp 1404ndash1414 2011
[22] Z Wang W Yang and Y Song ldquoThe RS analysis and appli-cation in the oil-gas gathering and transportation processrdquoPetroleum Exploration amp Development vol 37 no 5 pp 618ndash622 2010
[23] C Pandey A Giri and M M Mahapatra ldquoEvolution of phasesin P91 steel in various heat treatment conditions and theireffect on microstructure stability and mechanical propertiesrdquoMaterials Science amp Engineering A vol 664 pp 58ndash74 2016
[24] S Wang N Zhang L Wu and Y Wang ldquoWind speedforecasting based on the hybrid ensemble empirical modedecomposition and GA-BP neural network methodrdquo Journal ofRenewable Energy vol 94 pp 629ndash636 2016
[25] Z Sun H Yang and Z Tang ldquoMicrostructural evolutionmodelof TA15 titanium alloy based on BP neural network methodand application in isothermal deformationrdquo ComputationalMaterials Science vol 50 no 2 pp 308ndash318 2010
[26] C Bharathi D Rekha and V Vijayakumar ldquoGenetic AlgorithmBased Demand Side Management for Smart Gridrdquo WirelessPersonal Communications vol 93 no 2 pp 481ndash502 2017
[27] H S Madraswala and A S Deshpande ldquoGenetic algorithmsolution to unit commitment problemrdquo in Proceedings of the2017 International Conference on Nascent Technologies in Engi-neering ICNTE 2017 India January 2017
[28] S Pal S K Pal andA K Samantaray ldquoArtificial neural networkmodeling of weld joint strength prediction of a pulsed metalinert gas welding process using arc signalsrdquo Journal of MaterialsProcessing Technology vol 202 no 1-3 pp 464ndash474 2008
[29] J Tang ldquoStudy on temperature control effect with pipe-coolingof thick inverted T-shaped concrete pier-wall during construc-tionrdquoWater Resources amp Hydropower Engineering 2017
[30] C Pandey A Giri and M M Mahapatra ldquoOn the predictionof effect of direction of welding on bead geometry and residualdeformation of double-sided fillet weldsrdquo International Journalof Steel Structures vol 16 no 2 pp 333ndash345 2016
Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom

8 Mathematical Problems in Engineering
Table 5 Variance analysis results of orthogonal test of temperatures for pipersquos inner wall
Sources ofVariance
Degree ofFreedom
Sum ofSquares Mean Square F Contribution
Rate () Significance
CurrentFrequency 4 0478 012 3777 2578 lowastCurrentDensity 4 0589 0147 4647 3172 lowastAir Gap 4 0751 0188 5926 4045 lowastlowastError 12 0038 0003 ndash 205Total 24 1856 0458 ndash 100Note lowast indicates that the difference is significant lowastlowast indicates that the difference is extremely significant
Table 6 Range analysis results of orthogonal test for pipersquos outer wall temperature
Outer Wall Temperature (∘C) Inner Wall Temperature (∘C)Current
FrequencyCurrentDensity Air Gap Current
FrequencyCurrentDensity Air Gap
K1 5686 5574 11806 118 1176 1848K2 7472 6424 10212 1372 1294 1706K3 8674 8404 8352 151 150 151K4 9762 10012 670 1658 1678 1324K5 10492 11672 5016 1788 1858 112R 4806 6098 679 608 68 728Note K1simK5 represent the average temperature of each factor at each level and R is range
Current frequence f
Current density J
Air gap d
Hidden layerInput Output
Outer walltemperature T1
Inner walltemperature T2
Figure 10 Structure of pipe induction heating BP neural network
331 Prediction Model Based on BP Neural Network Thecurrent frequency current density and air gap are selectedas the network model input and the outer and inner walltemperatures 1198791 and 1198792 of the pipe are taken as output tobuild a three-layer BP neural network model The networkstructure is shown in Figure 10
The data (see Table 3) obtained by numerical simulationis used as a training sample and the sample is trained byrunning a BP neural network program The training target isselected as 0000001 and the learning rate is 01 The trainingof the network model is shown in Figure 11 When the
iteration is 274 times the training is finished with the systemerror of 975times 10minus7 thus its error is within the expected rangeand the network output is more accurate
In order to verify the accuracy of the training predictionresults the five new sets of process parameters are rese-lected as test samples for training prediction and numericalsimulation The training prediction results and numericalsimulation results are shown in Table 7
According to the above results in Table 7 the errorbetween the prediction data and the simulation data is within3 which indicates that the prediction accuracy of the BP
Mathematical Problems in Engineering 9
Table 7 Error between numerical simulation and BP neural network training
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
OuterWall Temperature1198791(∘C) Inner Wall Temperature1198792(∘C)Simulation Prediction Error Simulation Prediction Error
1200 6times107 30 883 8625 23 164 16329 0431500 6times107 30 1043 10365 062 183 18535 131000 55times107 30 640 6382 028 132 13067 11000 65times107 30 900 8945 061 167 16340 211000 7times107 30 1070 10793 087 184 18071 18
minus
minus
minus
Syste
m er
ror
0 50 100 150 200 250
Number of iterations
TrainGoal
Figure 11 BP neural network training error curve
neural network for the heating effect is higher and theprediction result is close to the actual situation
332 Optimization of Induction Heating Parameters Basedon Genetic Algorithm The population with a size of 50 isselected and the binary code is adoptedThe crossover proba-bility and mutation probability are 075 and 001 respectivelyThe BP neural network prediction result is used as the fitnessfunction to control the temperature of the inner and outerwalls of the pipe [28 29]The genetic algorithmwith 100 timesof iteration is designed to optimize the process parametersof pipe induction heating The software is used to iterativelycalculate the BP neural network and genetic algorithm jointoptimization program After 100 iterations the target fitnessis shown in Figure 12
It can be seen from the Figure 12 that after 30 iterationsthe fitness value of the temperature difference between theinner and outer wall under the processable condition ismaintained at 751 meanwhile the temperature 1198791 of theouter wall and the temperature 1198792 of the inner wall is 923∘Cand 172∘C respectively The process parameter group thatis superior to the orthogonal test in the induction heatingprocess of the pipe is obtained with the current frequencycurrent density and air gap which are 1460Hz 565 times107Am2 and 15mm respectively
Fitness curve840
830
820
810
800
790
780
770
760
7500 10 20 30 40 50 60 70 80 90 100
Evolutionary algebra
Adap
tabi
lity
Figure 12 Genetic algorithm optimization process
34 Pipeline Induction Heating Prediction Model Based onRegression Analysis Through the aforementioned analysisand calculation the selection of optimal parameter groupfor the induction heating parameter design can be realizedbut In order to further guide the engineering practice aprediction model of pipe induction heating is necessaryIn this paper the regression analysis of the data obtainedfrom numerical simulation is carried out to determine areasonable mathematical model for the prediction of theouter wall temperature which provides a certain theoreticalguidance for the actual processing The data obtained fromthe numerical simulation of medium-frequency inductionheating of large-diameter pipe are taken as samples andthe process parameters that influence the induction heatingeffect of pipe materials such as current frequency (Hz)current density J (Am2) and air gap d (mm) are seen asindependent variables while the outer wall temperature ofthe pipe is seen as the dependent variable Subsequentlytwo regression models are established for prediction of thepipe outer wall temperature 119879 on the basis of combiningthe feature of sample data It can be seen from Figure 9that the process parameters and the temperature of theinner and outer walls show a linear change law thereby aregression Model I is established However considering themagnitude difference of the selected values of each parameter
10 Mathematical Problems in Engineering
Table 8 Results of regression analysis
Model I 119879 = 1198870119891 + 1198871119869 + 1198872119889 + 119862 Model II 119879 = 119862119891119887011986911988711198891198872Regression Coefficients (0525 3092times10minus5 -17184 -1049604) (-33103 0642 2061 -0481)Sum of Residuals 1815752825 0295Return Square Sum 3712511687 4915Correlation Coefficientr2 0953 0943
F-test Value 129515 120585P 1029times10minus20 223times10minus19
20
15
10
5
0
Freq
uenc
y
minus4 minus2 0 2
Regression Standardized Residual
(a) Model I
Freq
uenc
y
Regression Standardized Residual
12
10
8
6
4
2
0
minus4 minus3 minus2 minus1 0 1 2
(b) Model II
Figure 13 Regression standardized residual histogram
the logarithmic conversion of the sample data is performed tobuild a regression Model II [30]
Regression Model I 119879 = 1198870 + 1198871119869 + 1198872119889 + 119862Regression Model II 119879 = 119862119887011986911988711198891198872
Assume that the above two regression models meet thefollowing conditions
(1) 120576119894 sim 119873(0 1205902) 119862119900V(120576119894 120576119895) = 0 119894 = 119895(2) The selected variables are not random and have no
multiple linear relationship with each other(3) There is a linear relationship between the dependent
variable 119879 and the transformed independent variable in theregression model II
The two regression models are analyzed and solved by amultiple regression calculation program and the results areshown in Table 8
The regression equations obtained by stepwise regressioncalculation are as follows
Equation of Model I 119879 = 0525119891 + 3092 times10minus5119869-17184119889-1049604Equation of Model II 119879 = 119890minus3310306421198692061119889minus0481
It can be seen from Figure 13 that although the normalizedresiduals of Model I and Model II are basically normal distri-bution comprehensive analysis of the calculation results ofTable 8 including the correlation coefficient sum of squaredresiduals and F-test value It can been seen that Model I hasan optimal fitting degree thus the regression equation (1) ischosen as the mathematical model for predicting the outerwall temperature of large-diameter pipe during the medium-frequency induction heating In order to verify the accuracyof the regression models five sets of process parametersare taken as test samples for the numerical simulation andregressionmodel predictionThe results are shown in Table 9
It can be seen from Table 9 that errors between the simu-lated data and predicted data are within 5 The error valueneeds to be determined according to industry standardsHowever it is worth noting that the mathematical model ofthe outer wall temperature prediction can accurately reflectthe mapping relationship between the process parameters ofthe induction heating and the outer wall temperatures of thepipe The mathematical model of the outer wall temperatureprediction for large-diameter pipe in the induction heatingprocess has certain significance for guiding engineeringpractice
Mathematical Problems in Engineering 11
Table 9 Errors between the numerical simulation and regression model prediction
Current Frequency119891(Hz)
Current Density119869(Am2) Air Gap 119889(mm) Outer Wall Temperature T (∘C)
Simulation Return Error1200 6times107 30 883 9201 421500 6times107 30 1043 10776 321000 55times107 30 640 6605 31800 6times107 30 683 7101 401000 6times107 40 626 6432 27
4 Conclusions
(1) Based on the basic theory of induction heating andanalysis of induction heating forming process for large-diameter X80 pipe the magnetic-thermal coupling issuein the heating process is simulated by sequential couplingmethodThe influential law of each grouprsquos induction heatingprocess parameters (current frequency current density andair gap) on the temperature of the inner and outer walls ofthe pipe has been obtained
(2) Taking the induction heating process parameters asthe test factors we carry out the orthogonal test designof the process parameters with the difference of the innerand outer wall temperature of the pipe as the evaluationindex the influential degree of each process parameter onthe heating effect is determined as air gapgtcurrent densitygtcurrent frequency and the optimized process parameter setsfor the heating bending of the pipe have been obtainedusing the neural network genetic algorithm with the currentfrequency current density and air gap which are 1460Hz565 times 107Am2 and 15mm respectively
(3) The linear regression models of two types of pipetemperature have been built based on the simulation resultsof different heating parameters By comparing and analyzingthe relevant test standards of each regression equation wehave obtained the mathematical model of the outer walltemperature prediction during the induction heating processof the pipe
(4) From the bend forming practice of X80 pipe thenumerical simulation process parameters sets are somewhatlimited Hopefully our mathematical analysis method is of areferential significance for practical engineering
Data Availability
The data used to support the findings of this study areavailable from the corresponding author upon request
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
This work was supported by National Natural Science Foun-dation of China (NSFC) (no 51775427)
References
[1] R X Fang andW S Cao ldquoThe research of hydraulic technologyfor large caliber medium frequency heating pipe hydraulicbending machinerdquo Chinese Hydraulics amp Pneumatics 2010
[2] X Fang J Wang and W Cao ldquoInduction heating of large-diameter thin-walled elbow based on skin effectrdquo Oil amp GasStorage and Transportation vol 36 no 8 pp 958ndash963 2017
[3] X Fang X Meng and H Fan ldquoResearch on Ultra-low andConstant Speed Hydraulic Control System of Large Push-bending Style Pipe BenderrdquoMachine Tool amp Hydraulics vol 19pp 61ndash64 2017
[4] C Pandey M M Mahapatra P Kumar N Saini and J GThakre ldquoNano-size Particle Evolution During Heat Treatmentof P91 Steel and Their Effect on Micro Hardnessrdquo Transactionsof the Indian Institute of Metals pp 1ndash8 2017
[5] C Pandey and M M Mahapatra ldquoEffect of Heat Treatment onMicrostructure and Hot Impact Toughness of Various Zonesof P91 Welded Pipesrdquo Journal of Materials Engineering andPerformance vol 25 no 6 pp 2195ndash2210 2016
[6] C Zheng H Liu X Ding and Q Fu ldquoHorizontal Vibration ofa Large-Diameter Pipe Pile in Viscoelastic Soilrdquo MathematicalProblems in Engineering vol 2013 Article ID 269493 13 pages2013
[7] C Pandey M Mahapatra P Kumar et al ldquoSome studies on P91steel and their weldmentsrdquo Journal of Alloys amp Compounds vol743 pp 332ndash364 2018
[8] S Q Pan X U Zhe and H E Bi-Shi ldquoA Study on TemperatureControl for the Billet Electromagnetic Induction Heating Basedon Simulationrdquo Industrial Heating vol 41 no 6 pp 25ndash28 2012
[9] H Du J Li and Y Qu ldquoMathematical Modeling of Eddy-Current Loss for a New Induction Heating DevicerdquoMathemat-ical Problems in Engineering vol 2014 Article ID 923745 7pages 2014
[10] Y Wang C Liu and X Wang ldquoInfluence of induction coilparameter on temperature field of steel plate and choosing ofcoil sizerdquo Jinshu RechuliHeat Treatment of Metals vol 41 no 4pp 178ndash182 2016
[11] T D S Antonino P B Guimaraes R D A Alecio et alldquoMeasurements of theThermophysical Properties of the API 5LX80rdquoMaterials SciencesampApplications vol 5 no 8 pp 617ndash6272014
[12] Y H Zhang Numerical Simulation of Induction Heating Tem-perature Field Jiangnan University 2008
[13] Z QianZhe Numerical Simulation and Experimental Study onInduction Heating Process of Steel Bar Production Line NorthChina Electric Power University 2013
12 Mathematical Problems in Engineering
[14] Z Tianxu Numerical analysis and experimental study ondynamic medium frequency induction heating process of highfrequency straight seam welded pipe Yanshan University 2016
[15] Y Chenguang Numerical Simulation of Variable Power Induc-tion Heating of 42CrMo Steel Shaft Parts Yanshan University2010
[16] S WenjieNumerical simulation and experimental study on elec-tromagnetic field and temperature field of large-diameter moltensilicon single crystal growth equipment Zhejiang University2013
[17] J L Fleming and J Moser ldquoA Fourier Approach to Model Elec-tromagnetic Fields Scattered by a Buried Rectangular CavityrdquoMathematical Problems in Engineering vol 2009 Article ID937327 22 pages 2009
[18] X Yi L Li J Yue et al ldquoSimulation of coupling of electromag-netic and thermal of intermediate frequency induction heatingof pipelinerdquoHeat Treatment of Metals vol 41 no 7 pp 154ndash1582016
[19] H U Jun J Chen and L I Ming ldquoResearch on DrawingTechnology of High-strength Steel Rectangular Box Based onABAQUSrdquo Hot Working Technology 2014
[20] S Liu H Shi and L Feng ldquoTransformer harmonic loss modelconsidering skin effect and proximity effectrdquo Dianli ZidonghuaShebeiElectric Power Automation Equipment vol 35 no 3 pp133ndash139 2015
[21] Z Zhao and S-Y Zhang ldquoSelf-adaptive step sequential-interaction method and its application in transient-fields cou-pling problemsrdquo Jisuanji Jicheng Zhizao XitongComputer Inte-grated Manufacturing Systems CIMS vol 17 no 7 pp 1404ndash1414 2011
[22] Z Wang W Yang and Y Song ldquoThe RS analysis and appli-cation in the oil-gas gathering and transportation processrdquoPetroleum Exploration amp Development vol 37 no 5 pp 618ndash622 2010
[23] C Pandey A Giri and M M Mahapatra ldquoEvolution of phasesin P91 steel in various heat treatment conditions and theireffect on microstructure stability and mechanical propertiesrdquoMaterials Science amp Engineering A vol 664 pp 58ndash74 2016
[24] S Wang N Zhang L Wu and Y Wang ldquoWind speedforecasting based on the hybrid ensemble empirical modedecomposition and GA-BP neural network methodrdquo Journal ofRenewable Energy vol 94 pp 629ndash636 2016
[25] Z Sun H Yang and Z Tang ldquoMicrostructural evolutionmodelof TA15 titanium alloy based on BP neural network methodand application in isothermal deformationrdquo ComputationalMaterials Science vol 50 no 2 pp 308ndash318 2010
[26] C Bharathi D Rekha and V Vijayakumar ldquoGenetic AlgorithmBased Demand Side Management for Smart Gridrdquo WirelessPersonal Communications vol 93 no 2 pp 481ndash502 2017
[27] H S Madraswala and A S Deshpande ldquoGenetic algorithmsolution to unit commitment problemrdquo in Proceedings of the2017 International Conference on Nascent Technologies in Engi-neering ICNTE 2017 India January 2017
[28] S Pal S K Pal andA K Samantaray ldquoArtificial neural networkmodeling of weld joint strength prediction of a pulsed metalinert gas welding process using arc signalsrdquo Journal of MaterialsProcessing Technology vol 202 no 1-3 pp 464ndash474 2008
[29] J Tang ldquoStudy on temperature control effect with pipe-coolingof thick inverted T-shaped concrete pier-wall during construc-tionrdquoWater Resources amp Hydropower Engineering 2017
[30] C Pandey A Giri and M M Mahapatra ldquoOn the predictionof effect of direction of welding on bead geometry and residualdeformation of double-sided fillet weldsrdquo International Journalof Steel Structures vol 16 no 2 pp 333ndash345 2016
Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom

Mathematical Problems in Engineering 9
Table 7 Error between numerical simulation and BP neural network training
Current Frequency119891(Hz)
Current Density119869(Am2)
Air Gap119889(mm)
OuterWall Temperature1198791(∘C) Inner Wall Temperature1198792(∘C)Simulation Prediction Error Simulation Prediction Error
1200 6times107 30 883 8625 23 164 16329 0431500 6times107 30 1043 10365 062 183 18535 131000 55times107 30 640 6382 028 132 13067 11000 65times107 30 900 8945 061 167 16340 211000 7times107 30 1070 10793 087 184 18071 18
minus
minus
minus
Syste
m er
ror
0 50 100 150 200 250
Number of iterations
TrainGoal
Figure 11 BP neural network training error curve
neural network for the heating effect is higher and theprediction result is close to the actual situation
332 Optimization of Induction Heating Parameters Basedon Genetic Algorithm The population with a size of 50 isselected and the binary code is adoptedThe crossover proba-bility and mutation probability are 075 and 001 respectivelyThe BP neural network prediction result is used as the fitnessfunction to control the temperature of the inner and outerwalls of the pipe [28 29]The genetic algorithmwith 100 timesof iteration is designed to optimize the process parametersof pipe induction heating The software is used to iterativelycalculate the BP neural network and genetic algorithm jointoptimization program After 100 iterations the target fitnessis shown in Figure 12
It can be seen from the Figure 12 that after 30 iterationsthe fitness value of the temperature difference between theinner and outer wall under the processable condition ismaintained at 751 meanwhile the temperature 1198791 of theouter wall and the temperature 1198792 of the inner wall is 923∘Cand 172∘C respectively The process parameter group thatis superior to the orthogonal test in the induction heatingprocess of the pipe is obtained with the current frequencycurrent density and air gap which are 1460Hz 565 times107Am2 and 15mm respectively
Fitness curve840
830
820
810
800
790
780
770
760
7500 10 20 30 40 50 60 70 80 90 100
Evolutionary algebra
Adap
tabi
lity
Figure 12 Genetic algorithm optimization process
34 Pipeline Induction Heating Prediction Model Based onRegression Analysis Through the aforementioned analysisand calculation the selection of optimal parameter groupfor the induction heating parameter design can be realizedbut In order to further guide the engineering practice aprediction model of pipe induction heating is necessaryIn this paper the regression analysis of the data obtainedfrom numerical simulation is carried out to determine areasonable mathematical model for the prediction of theouter wall temperature which provides a certain theoreticalguidance for the actual processing The data obtained fromthe numerical simulation of medium-frequency inductionheating of large-diameter pipe are taken as samples andthe process parameters that influence the induction heatingeffect of pipe materials such as current frequency (Hz)current density J (Am2) and air gap d (mm) are seen asindependent variables while the outer wall temperature ofthe pipe is seen as the dependent variable Subsequentlytwo regression models are established for prediction of thepipe outer wall temperature 119879 on the basis of combiningthe feature of sample data It can be seen from Figure 9that the process parameters and the temperature of theinner and outer walls show a linear change law thereby aregression Model I is established However considering themagnitude difference of the selected values of each parameter
10 Mathematical Problems in Engineering
Table 8 Results of regression analysis
Model I 119879 = 1198870119891 + 1198871119869 + 1198872119889 + 119862 Model II 119879 = 119862119891119887011986911988711198891198872Regression Coefficients (0525 3092times10minus5 -17184 -1049604) (-33103 0642 2061 -0481)Sum of Residuals 1815752825 0295Return Square Sum 3712511687 4915Correlation Coefficientr2 0953 0943
F-test Value 129515 120585P 1029times10minus20 223times10minus19
20
15
10
5
0
Freq
uenc
y
minus4 minus2 0 2
Regression Standardized Residual
(a) Model I
Freq
uenc
y
Regression Standardized Residual
12
10
8
6
4
2
0
minus4 minus3 minus2 minus1 0 1 2
(b) Model II
Figure 13 Regression standardized residual histogram
the logarithmic conversion of the sample data is performed tobuild a regression Model II [30]
Regression Model I 119879 = 1198870 + 1198871119869 + 1198872119889 + 119862Regression Model II 119879 = 119862119887011986911988711198891198872
Assume that the above two regression models meet thefollowing conditions
(1) 120576119894 sim 119873(0 1205902) 119862119900V(120576119894 120576119895) = 0 119894 = 119895(2) The selected variables are not random and have no
multiple linear relationship with each other(3) There is a linear relationship between the dependent
variable 119879 and the transformed independent variable in theregression model II
The two regression models are analyzed and solved by amultiple regression calculation program and the results areshown in Table 8
The regression equations obtained by stepwise regressioncalculation are as follows
Equation of Model I 119879 = 0525119891 + 3092 times10minus5119869-17184119889-1049604Equation of Model II 119879 = 119890minus3310306421198692061119889minus0481
It can be seen from Figure 13 that although the normalizedresiduals of Model I and Model II are basically normal distri-bution comprehensive analysis of the calculation results ofTable 8 including the correlation coefficient sum of squaredresiduals and F-test value It can been seen that Model I hasan optimal fitting degree thus the regression equation (1) ischosen as the mathematical model for predicting the outerwall temperature of large-diameter pipe during the medium-frequency induction heating In order to verify the accuracyof the regression models five sets of process parametersare taken as test samples for the numerical simulation andregressionmodel predictionThe results are shown in Table 9
It can be seen from Table 9 that errors between the simu-lated data and predicted data are within 5 The error valueneeds to be determined according to industry standardsHowever it is worth noting that the mathematical model ofthe outer wall temperature prediction can accurately reflectthe mapping relationship between the process parameters ofthe induction heating and the outer wall temperatures of thepipe The mathematical model of the outer wall temperatureprediction for large-diameter pipe in the induction heatingprocess has certain significance for guiding engineeringpractice
Mathematical Problems in Engineering 11
Table 9 Errors between the numerical simulation and regression model prediction
Current Frequency119891(Hz)
Current Density119869(Am2) Air Gap 119889(mm) Outer Wall Temperature T (∘C)
Simulation Return Error1200 6times107 30 883 9201 421500 6times107 30 1043 10776 321000 55times107 30 640 6605 31800 6times107 30 683 7101 401000 6times107 40 626 6432 27
4 Conclusions
(1) Based on the basic theory of induction heating andanalysis of induction heating forming process for large-diameter X80 pipe the magnetic-thermal coupling issuein the heating process is simulated by sequential couplingmethodThe influential law of each grouprsquos induction heatingprocess parameters (current frequency current density andair gap) on the temperature of the inner and outer walls ofthe pipe has been obtained
(2) Taking the induction heating process parameters asthe test factors we carry out the orthogonal test designof the process parameters with the difference of the innerand outer wall temperature of the pipe as the evaluationindex the influential degree of each process parameter onthe heating effect is determined as air gapgtcurrent densitygtcurrent frequency and the optimized process parameter setsfor the heating bending of the pipe have been obtainedusing the neural network genetic algorithm with the currentfrequency current density and air gap which are 1460Hz565 times 107Am2 and 15mm respectively
(3) The linear regression models of two types of pipetemperature have been built based on the simulation resultsof different heating parameters By comparing and analyzingthe relevant test standards of each regression equation wehave obtained the mathematical model of the outer walltemperature prediction during the induction heating processof the pipe
(4) From the bend forming practice of X80 pipe thenumerical simulation process parameters sets are somewhatlimited Hopefully our mathematical analysis method is of areferential significance for practical engineering
Data Availability
The data used to support the findings of this study areavailable from the corresponding author upon request
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
This work was supported by National Natural Science Foun-dation of China (NSFC) (no 51775427)
References
[1] R X Fang andW S Cao ldquoThe research of hydraulic technologyfor large caliber medium frequency heating pipe hydraulicbending machinerdquo Chinese Hydraulics amp Pneumatics 2010
[2] X Fang J Wang and W Cao ldquoInduction heating of large-diameter thin-walled elbow based on skin effectrdquo Oil amp GasStorage and Transportation vol 36 no 8 pp 958ndash963 2017
[3] X Fang X Meng and H Fan ldquoResearch on Ultra-low andConstant Speed Hydraulic Control System of Large Push-bending Style Pipe BenderrdquoMachine Tool amp Hydraulics vol 19pp 61ndash64 2017
[4] C Pandey M M Mahapatra P Kumar N Saini and J GThakre ldquoNano-size Particle Evolution During Heat Treatmentof P91 Steel and Their Effect on Micro Hardnessrdquo Transactionsof the Indian Institute of Metals pp 1ndash8 2017
[5] C Pandey and M M Mahapatra ldquoEffect of Heat Treatment onMicrostructure and Hot Impact Toughness of Various Zonesof P91 Welded Pipesrdquo Journal of Materials Engineering andPerformance vol 25 no 6 pp 2195ndash2210 2016
[6] C Zheng H Liu X Ding and Q Fu ldquoHorizontal Vibration ofa Large-Diameter Pipe Pile in Viscoelastic Soilrdquo MathematicalProblems in Engineering vol 2013 Article ID 269493 13 pages2013
[7] C Pandey M Mahapatra P Kumar et al ldquoSome studies on P91steel and their weldmentsrdquo Journal of Alloys amp Compounds vol743 pp 332ndash364 2018
[8] S Q Pan X U Zhe and H E Bi-Shi ldquoA Study on TemperatureControl for the Billet Electromagnetic Induction Heating Basedon Simulationrdquo Industrial Heating vol 41 no 6 pp 25ndash28 2012
[9] H Du J Li and Y Qu ldquoMathematical Modeling of Eddy-Current Loss for a New Induction Heating DevicerdquoMathemat-ical Problems in Engineering vol 2014 Article ID 923745 7pages 2014
[10] Y Wang C Liu and X Wang ldquoInfluence of induction coilparameter on temperature field of steel plate and choosing ofcoil sizerdquo Jinshu RechuliHeat Treatment of Metals vol 41 no 4pp 178ndash182 2016
[11] T D S Antonino P B Guimaraes R D A Alecio et alldquoMeasurements of theThermophysical Properties of the API 5LX80rdquoMaterials SciencesampApplications vol 5 no 8 pp 617ndash6272014
[12] Y H Zhang Numerical Simulation of Induction Heating Tem-perature Field Jiangnan University 2008
[13] Z QianZhe Numerical Simulation and Experimental Study onInduction Heating Process of Steel Bar Production Line NorthChina Electric Power University 2013
12 Mathematical Problems in Engineering
[14] Z Tianxu Numerical analysis and experimental study ondynamic medium frequency induction heating process of highfrequency straight seam welded pipe Yanshan University 2016
[15] Y Chenguang Numerical Simulation of Variable Power Induc-tion Heating of 42CrMo Steel Shaft Parts Yanshan University2010
[16] S WenjieNumerical simulation and experimental study on elec-tromagnetic field and temperature field of large-diameter moltensilicon single crystal growth equipment Zhejiang University2013
[17] J L Fleming and J Moser ldquoA Fourier Approach to Model Elec-tromagnetic Fields Scattered by a Buried Rectangular CavityrdquoMathematical Problems in Engineering vol 2009 Article ID937327 22 pages 2009
[18] X Yi L Li J Yue et al ldquoSimulation of coupling of electromag-netic and thermal of intermediate frequency induction heatingof pipelinerdquoHeat Treatment of Metals vol 41 no 7 pp 154ndash1582016
[19] H U Jun J Chen and L I Ming ldquoResearch on DrawingTechnology of High-strength Steel Rectangular Box Based onABAQUSrdquo Hot Working Technology 2014
[20] S Liu H Shi and L Feng ldquoTransformer harmonic loss modelconsidering skin effect and proximity effectrdquo Dianli ZidonghuaShebeiElectric Power Automation Equipment vol 35 no 3 pp133ndash139 2015
[21] Z Zhao and S-Y Zhang ldquoSelf-adaptive step sequential-interaction method and its application in transient-fields cou-pling problemsrdquo Jisuanji Jicheng Zhizao XitongComputer Inte-grated Manufacturing Systems CIMS vol 17 no 7 pp 1404ndash1414 2011
[22] Z Wang W Yang and Y Song ldquoThe RS analysis and appli-cation in the oil-gas gathering and transportation processrdquoPetroleum Exploration amp Development vol 37 no 5 pp 618ndash622 2010
[23] C Pandey A Giri and M M Mahapatra ldquoEvolution of phasesin P91 steel in various heat treatment conditions and theireffect on microstructure stability and mechanical propertiesrdquoMaterials Science amp Engineering A vol 664 pp 58ndash74 2016
[24] S Wang N Zhang L Wu and Y Wang ldquoWind speedforecasting based on the hybrid ensemble empirical modedecomposition and GA-BP neural network methodrdquo Journal ofRenewable Energy vol 94 pp 629ndash636 2016
[25] Z Sun H Yang and Z Tang ldquoMicrostructural evolutionmodelof TA15 titanium alloy based on BP neural network methodand application in isothermal deformationrdquo ComputationalMaterials Science vol 50 no 2 pp 308ndash318 2010
[26] C Bharathi D Rekha and V Vijayakumar ldquoGenetic AlgorithmBased Demand Side Management for Smart Gridrdquo WirelessPersonal Communications vol 93 no 2 pp 481ndash502 2017
[27] H S Madraswala and A S Deshpande ldquoGenetic algorithmsolution to unit commitment problemrdquo in Proceedings of the2017 International Conference on Nascent Technologies in Engi-neering ICNTE 2017 India January 2017
[28] S Pal S K Pal andA K Samantaray ldquoArtificial neural networkmodeling of weld joint strength prediction of a pulsed metalinert gas welding process using arc signalsrdquo Journal of MaterialsProcessing Technology vol 202 no 1-3 pp 464ndash474 2008
[29] J Tang ldquoStudy on temperature control effect with pipe-coolingof thick inverted T-shaped concrete pier-wall during construc-tionrdquoWater Resources amp Hydropower Engineering 2017
[30] C Pandey A Giri and M M Mahapatra ldquoOn the predictionof effect of direction of welding on bead geometry and residualdeformation of double-sided fillet weldsrdquo International Journalof Steel Structures vol 16 no 2 pp 333ndash345 2016
Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom

10 Mathematical Problems in Engineering
Table 8 Results of regression analysis
Model I 119879 = 1198870119891 + 1198871119869 + 1198872119889 + 119862 Model II 119879 = 119862119891119887011986911988711198891198872Regression Coefficients (0525 3092times10minus5 -17184 -1049604) (-33103 0642 2061 -0481)Sum of Residuals 1815752825 0295Return Square Sum 3712511687 4915Correlation Coefficientr2 0953 0943
F-test Value 129515 120585P 1029times10minus20 223times10minus19
20
15
10
5
0
Freq
uenc
y
minus4 minus2 0 2
Regression Standardized Residual
(a) Model I
Freq
uenc
y
Regression Standardized Residual
12
10
8
6
4
2
0
minus4 minus3 minus2 minus1 0 1 2
(b) Model II
Figure 13 Regression standardized residual histogram
the logarithmic conversion of the sample data is performed tobuild a regression Model II [30]
Regression Model I 119879 = 1198870 + 1198871119869 + 1198872119889 + 119862Regression Model II 119879 = 119862119887011986911988711198891198872
Assume that the above two regression models meet thefollowing conditions
(1) 120576119894 sim 119873(0 1205902) 119862119900V(120576119894 120576119895) = 0 119894 = 119895(2) The selected variables are not random and have no
multiple linear relationship with each other(3) There is a linear relationship between the dependent
variable 119879 and the transformed independent variable in theregression model II
The two regression models are analyzed and solved by amultiple regression calculation program and the results areshown in Table 8
The regression equations obtained by stepwise regressioncalculation are as follows
Equation of Model I 119879 = 0525119891 + 3092 times10minus5119869-17184119889-1049604Equation of Model II 119879 = 119890minus3310306421198692061119889minus0481
It can be seen from Figure 13 that although the normalizedresiduals of Model I and Model II are basically normal distri-bution comprehensive analysis of the calculation results ofTable 8 including the correlation coefficient sum of squaredresiduals and F-test value It can been seen that Model I hasan optimal fitting degree thus the regression equation (1) ischosen as the mathematical model for predicting the outerwall temperature of large-diameter pipe during the medium-frequency induction heating In order to verify the accuracyof the regression models five sets of process parametersare taken as test samples for the numerical simulation andregressionmodel predictionThe results are shown in Table 9
It can be seen from Table 9 that errors between the simu-lated data and predicted data are within 5 The error valueneeds to be determined according to industry standardsHowever it is worth noting that the mathematical model ofthe outer wall temperature prediction can accurately reflectthe mapping relationship between the process parameters ofthe induction heating and the outer wall temperatures of thepipe The mathematical model of the outer wall temperatureprediction for large-diameter pipe in the induction heatingprocess has certain significance for guiding engineeringpractice
Mathematical Problems in Engineering 11
Table 9 Errors between the numerical simulation and regression model prediction
Current Frequency119891(Hz)
Current Density119869(Am2) Air Gap 119889(mm) Outer Wall Temperature T (∘C)
Simulation Return Error1200 6times107 30 883 9201 421500 6times107 30 1043 10776 321000 55times107 30 640 6605 31800 6times107 30 683 7101 401000 6times107 40 626 6432 27
4 Conclusions
(1) Based on the basic theory of induction heating andanalysis of induction heating forming process for large-diameter X80 pipe the magnetic-thermal coupling issuein the heating process is simulated by sequential couplingmethodThe influential law of each grouprsquos induction heatingprocess parameters (current frequency current density andair gap) on the temperature of the inner and outer walls ofthe pipe has been obtained
(2) Taking the induction heating process parameters asthe test factors we carry out the orthogonal test designof the process parameters with the difference of the innerand outer wall temperature of the pipe as the evaluationindex the influential degree of each process parameter onthe heating effect is determined as air gapgtcurrent densitygtcurrent frequency and the optimized process parameter setsfor the heating bending of the pipe have been obtainedusing the neural network genetic algorithm with the currentfrequency current density and air gap which are 1460Hz565 times 107Am2 and 15mm respectively
(3) The linear regression models of two types of pipetemperature have been built based on the simulation resultsof different heating parameters By comparing and analyzingthe relevant test standards of each regression equation wehave obtained the mathematical model of the outer walltemperature prediction during the induction heating processof the pipe
(4) From the bend forming practice of X80 pipe thenumerical simulation process parameters sets are somewhatlimited Hopefully our mathematical analysis method is of areferential significance for practical engineering
Data Availability
The data used to support the findings of this study areavailable from the corresponding author upon request
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
This work was supported by National Natural Science Foun-dation of China (NSFC) (no 51775427)
References
[1] R X Fang andW S Cao ldquoThe research of hydraulic technologyfor large caliber medium frequency heating pipe hydraulicbending machinerdquo Chinese Hydraulics amp Pneumatics 2010
[2] X Fang J Wang and W Cao ldquoInduction heating of large-diameter thin-walled elbow based on skin effectrdquo Oil amp GasStorage and Transportation vol 36 no 8 pp 958ndash963 2017
[3] X Fang X Meng and H Fan ldquoResearch on Ultra-low andConstant Speed Hydraulic Control System of Large Push-bending Style Pipe BenderrdquoMachine Tool amp Hydraulics vol 19pp 61ndash64 2017
[4] C Pandey M M Mahapatra P Kumar N Saini and J GThakre ldquoNano-size Particle Evolution During Heat Treatmentof P91 Steel and Their Effect on Micro Hardnessrdquo Transactionsof the Indian Institute of Metals pp 1ndash8 2017
[5] C Pandey and M M Mahapatra ldquoEffect of Heat Treatment onMicrostructure and Hot Impact Toughness of Various Zonesof P91 Welded Pipesrdquo Journal of Materials Engineering andPerformance vol 25 no 6 pp 2195ndash2210 2016
[6] C Zheng H Liu X Ding and Q Fu ldquoHorizontal Vibration ofa Large-Diameter Pipe Pile in Viscoelastic Soilrdquo MathematicalProblems in Engineering vol 2013 Article ID 269493 13 pages2013
[7] C Pandey M Mahapatra P Kumar et al ldquoSome studies on P91steel and their weldmentsrdquo Journal of Alloys amp Compounds vol743 pp 332ndash364 2018
[8] S Q Pan X U Zhe and H E Bi-Shi ldquoA Study on TemperatureControl for the Billet Electromagnetic Induction Heating Basedon Simulationrdquo Industrial Heating vol 41 no 6 pp 25ndash28 2012
[9] H Du J Li and Y Qu ldquoMathematical Modeling of Eddy-Current Loss for a New Induction Heating DevicerdquoMathemat-ical Problems in Engineering vol 2014 Article ID 923745 7pages 2014
[10] Y Wang C Liu and X Wang ldquoInfluence of induction coilparameter on temperature field of steel plate and choosing ofcoil sizerdquo Jinshu RechuliHeat Treatment of Metals vol 41 no 4pp 178ndash182 2016
[11] T D S Antonino P B Guimaraes R D A Alecio et alldquoMeasurements of theThermophysical Properties of the API 5LX80rdquoMaterials SciencesampApplications vol 5 no 8 pp 617ndash6272014
[12] Y H Zhang Numerical Simulation of Induction Heating Tem-perature Field Jiangnan University 2008
[13] Z QianZhe Numerical Simulation and Experimental Study onInduction Heating Process of Steel Bar Production Line NorthChina Electric Power University 2013
12 Mathematical Problems in Engineering
[14] Z Tianxu Numerical analysis and experimental study ondynamic medium frequency induction heating process of highfrequency straight seam welded pipe Yanshan University 2016
[15] Y Chenguang Numerical Simulation of Variable Power Induc-tion Heating of 42CrMo Steel Shaft Parts Yanshan University2010
[16] S WenjieNumerical simulation and experimental study on elec-tromagnetic field and temperature field of large-diameter moltensilicon single crystal growth equipment Zhejiang University2013
[17] J L Fleming and J Moser ldquoA Fourier Approach to Model Elec-tromagnetic Fields Scattered by a Buried Rectangular CavityrdquoMathematical Problems in Engineering vol 2009 Article ID937327 22 pages 2009
[18] X Yi L Li J Yue et al ldquoSimulation of coupling of electromag-netic and thermal of intermediate frequency induction heatingof pipelinerdquoHeat Treatment of Metals vol 41 no 7 pp 154ndash1582016
[19] H U Jun J Chen and L I Ming ldquoResearch on DrawingTechnology of High-strength Steel Rectangular Box Based onABAQUSrdquo Hot Working Technology 2014
[20] S Liu H Shi and L Feng ldquoTransformer harmonic loss modelconsidering skin effect and proximity effectrdquo Dianli ZidonghuaShebeiElectric Power Automation Equipment vol 35 no 3 pp133ndash139 2015
[21] Z Zhao and S-Y Zhang ldquoSelf-adaptive step sequential-interaction method and its application in transient-fields cou-pling problemsrdquo Jisuanji Jicheng Zhizao XitongComputer Inte-grated Manufacturing Systems CIMS vol 17 no 7 pp 1404ndash1414 2011
[22] Z Wang W Yang and Y Song ldquoThe RS analysis and appli-cation in the oil-gas gathering and transportation processrdquoPetroleum Exploration amp Development vol 37 no 5 pp 618ndash622 2010
[23] C Pandey A Giri and M M Mahapatra ldquoEvolution of phasesin P91 steel in various heat treatment conditions and theireffect on microstructure stability and mechanical propertiesrdquoMaterials Science amp Engineering A vol 664 pp 58ndash74 2016
[24] S Wang N Zhang L Wu and Y Wang ldquoWind speedforecasting based on the hybrid ensemble empirical modedecomposition and GA-BP neural network methodrdquo Journal ofRenewable Energy vol 94 pp 629ndash636 2016
[25] Z Sun H Yang and Z Tang ldquoMicrostructural evolutionmodelof TA15 titanium alloy based on BP neural network methodand application in isothermal deformationrdquo ComputationalMaterials Science vol 50 no 2 pp 308ndash318 2010
[26] C Bharathi D Rekha and V Vijayakumar ldquoGenetic AlgorithmBased Demand Side Management for Smart Gridrdquo WirelessPersonal Communications vol 93 no 2 pp 481ndash502 2017
[27] H S Madraswala and A S Deshpande ldquoGenetic algorithmsolution to unit commitment problemrdquo in Proceedings of the2017 International Conference on Nascent Technologies in Engi-neering ICNTE 2017 India January 2017
[28] S Pal S K Pal andA K Samantaray ldquoArtificial neural networkmodeling of weld joint strength prediction of a pulsed metalinert gas welding process using arc signalsrdquo Journal of MaterialsProcessing Technology vol 202 no 1-3 pp 464ndash474 2008
[29] J Tang ldquoStudy on temperature control effect with pipe-coolingof thick inverted T-shaped concrete pier-wall during construc-tionrdquoWater Resources amp Hydropower Engineering 2017
[30] C Pandey A Giri and M M Mahapatra ldquoOn the predictionof effect of direction of welding on bead geometry and residualdeformation of double-sided fillet weldsrdquo International Journalof Steel Structures vol 16 no 2 pp 333ndash345 2016
Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom

Mathematical Problems in Engineering 11
Table 9 Errors between the numerical simulation and regression model prediction
Current Frequency119891(Hz)
Current Density119869(Am2) Air Gap 119889(mm) Outer Wall Temperature T (∘C)
Simulation Return Error1200 6times107 30 883 9201 421500 6times107 30 1043 10776 321000 55times107 30 640 6605 31800 6times107 30 683 7101 401000 6times107 40 626 6432 27
4 Conclusions
(1) Based on the basic theory of induction heating andanalysis of induction heating forming process for large-diameter X80 pipe the magnetic-thermal coupling issuein the heating process is simulated by sequential couplingmethodThe influential law of each grouprsquos induction heatingprocess parameters (current frequency current density andair gap) on the temperature of the inner and outer walls ofthe pipe has been obtained
(2) Taking the induction heating process parameters asthe test factors we carry out the orthogonal test designof the process parameters with the difference of the innerand outer wall temperature of the pipe as the evaluationindex the influential degree of each process parameter onthe heating effect is determined as air gapgtcurrent densitygtcurrent frequency and the optimized process parameter setsfor the heating bending of the pipe have been obtainedusing the neural network genetic algorithm with the currentfrequency current density and air gap which are 1460Hz565 times 107Am2 and 15mm respectively
(3) The linear regression models of two types of pipetemperature have been built based on the simulation resultsof different heating parameters By comparing and analyzingthe relevant test standards of each regression equation wehave obtained the mathematical model of the outer walltemperature prediction during the induction heating processof the pipe
(4) From the bend forming practice of X80 pipe thenumerical simulation process parameters sets are somewhatlimited Hopefully our mathematical analysis method is of areferential significance for practical engineering
Data Availability
The data used to support the findings of this study areavailable from the corresponding author upon request
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
This work was supported by National Natural Science Foun-dation of China (NSFC) (no 51775427)
References
[1] R X Fang andW S Cao ldquoThe research of hydraulic technologyfor large caliber medium frequency heating pipe hydraulicbending machinerdquo Chinese Hydraulics amp Pneumatics 2010
[2] X Fang J Wang and W Cao ldquoInduction heating of large-diameter thin-walled elbow based on skin effectrdquo Oil amp GasStorage and Transportation vol 36 no 8 pp 958ndash963 2017
[3] X Fang X Meng and H Fan ldquoResearch on Ultra-low andConstant Speed Hydraulic Control System of Large Push-bending Style Pipe BenderrdquoMachine Tool amp Hydraulics vol 19pp 61ndash64 2017
[4] C Pandey M M Mahapatra P Kumar N Saini and J GThakre ldquoNano-size Particle Evolution During Heat Treatmentof P91 Steel and Their Effect on Micro Hardnessrdquo Transactionsof the Indian Institute of Metals pp 1ndash8 2017
[5] C Pandey and M M Mahapatra ldquoEffect of Heat Treatment onMicrostructure and Hot Impact Toughness of Various Zonesof P91 Welded Pipesrdquo Journal of Materials Engineering andPerformance vol 25 no 6 pp 2195ndash2210 2016
[6] C Zheng H Liu X Ding and Q Fu ldquoHorizontal Vibration ofa Large-Diameter Pipe Pile in Viscoelastic Soilrdquo MathematicalProblems in Engineering vol 2013 Article ID 269493 13 pages2013
[7] C Pandey M Mahapatra P Kumar et al ldquoSome studies on P91steel and their weldmentsrdquo Journal of Alloys amp Compounds vol743 pp 332ndash364 2018
[8] S Q Pan X U Zhe and H E Bi-Shi ldquoA Study on TemperatureControl for the Billet Electromagnetic Induction Heating Basedon Simulationrdquo Industrial Heating vol 41 no 6 pp 25ndash28 2012
[9] H Du J Li and Y Qu ldquoMathematical Modeling of Eddy-Current Loss for a New Induction Heating DevicerdquoMathemat-ical Problems in Engineering vol 2014 Article ID 923745 7pages 2014
[10] Y Wang C Liu and X Wang ldquoInfluence of induction coilparameter on temperature field of steel plate and choosing ofcoil sizerdquo Jinshu RechuliHeat Treatment of Metals vol 41 no 4pp 178ndash182 2016
[11] T D S Antonino P B Guimaraes R D A Alecio et alldquoMeasurements of theThermophysical Properties of the API 5LX80rdquoMaterials SciencesampApplications vol 5 no 8 pp 617ndash6272014
[12] Y H Zhang Numerical Simulation of Induction Heating Tem-perature Field Jiangnan University 2008
[13] Z QianZhe Numerical Simulation and Experimental Study onInduction Heating Process of Steel Bar Production Line NorthChina Electric Power University 2013
12 Mathematical Problems in Engineering
[14] Z Tianxu Numerical analysis and experimental study ondynamic medium frequency induction heating process of highfrequency straight seam welded pipe Yanshan University 2016
[15] Y Chenguang Numerical Simulation of Variable Power Induc-tion Heating of 42CrMo Steel Shaft Parts Yanshan University2010
[16] S WenjieNumerical simulation and experimental study on elec-tromagnetic field and temperature field of large-diameter moltensilicon single crystal growth equipment Zhejiang University2013
[17] J L Fleming and J Moser ldquoA Fourier Approach to Model Elec-tromagnetic Fields Scattered by a Buried Rectangular CavityrdquoMathematical Problems in Engineering vol 2009 Article ID937327 22 pages 2009
[18] X Yi L Li J Yue et al ldquoSimulation of coupling of electromag-netic and thermal of intermediate frequency induction heatingof pipelinerdquoHeat Treatment of Metals vol 41 no 7 pp 154ndash1582016
[19] H U Jun J Chen and L I Ming ldquoResearch on DrawingTechnology of High-strength Steel Rectangular Box Based onABAQUSrdquo Hot Working Technology 2014
[20] S Liu H Shi and L Feng ldquoTransformer harmonic loss modelconsidering skin effect and proximity effectrdquo Dianli ZidonghuaShebeiElectric Power Automation Equipment vol 35 no 3 pp133ndash139 2015
[21] Z Zhao and S-Y Zhang ldquoSelf-adaptive step sequential-interaction method and its application in transient-fields cou-pling problemsrdquo Jisuanji Jicheng Zhizao XitongComputer Inte-grated Manufacturing Systems CIMS vol 17 no 7 pp 1404ndash1414 2011
[22] Z Wang W Yang and Y Song ldquoThe RS analysis and appli-cation in the oil-gas gathering and transportation processrdquoPetroleum Exploration amp Development vol 37 no 5 pp 618ndash622 2010
[23] C Pandey A Giri and M M Mahapatra ldquoEvolution of phasesin P91 steel in various heat treatment conditions and theireffect on microstructure stability and mechanical propertiesrdquoMaterials Science amp Engineering A vol 664 pp 58ndash74 2016
[24] S Wang N Zhang L Wu and Y Wang ldquoWind speedforecasting based on the hybrid ensemble empirical modedecomposition and GA-BP neural network methodrdquo Journal ofRenewable Energy vol 94 pp 629ndash636 2016
[25] Z Sun H Yang and Z Tang ldquoMicrostructural evolutionmodelof TA15 titanium alloy based on BP neural network methodand application in isothermal deformationrdquo ComputationalMaterials Science vol 50 no 2 pp 308ndash318 2010
[26] C Bharathi D Rekha and V Vijayakumar ldquoGenetic AlgorithmBased Demand Side Management for Smart Gridrdquo WirelessPersonal Communications vol 93 no 2 pp 481ndash502 2017
[27] H S Madraswala and A S Deshpande ldquoGenetic algorithmsolution to unit commitment problemrdquo in Proceedings of the2017 International Conference on Nascent Technologies in Engi-neering ICNTE 2017 India January 2017
[28] S Pal S K Pal andA K Samantaray ldquoArtificial neural networkmodeling of weld joint strength prediction of a pulsed metalinert gas welding process using arc signalsrdquo Journal of MaterialsProcessing Technology vol 202 no 1-3 pp 464ndash474 2008
[29] J Tang ldquoStudy on temperature control effect with pipe-coolingof thick inverted T-shaped concrete pier-wall during construc-tionrdquoWater Resources amp Hydropower Engineering 2017
[30] C Pandey A Giri and M M Mahapatra ldquoOn the predictionof effect of direction of welding on bead geometry and residualdeformation of double-sided fillet weldsrdquo International Journalof Steel Structures vol 16 no 2 pp 333ndash345 2016
Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom

12 Mathematical Problems in Engineering
[14] Z Tianxu Numerical analysis and experimental study ondynamic medium frequency induction heating process of highfrequency straight seam welded pipe Yanshan University 2016
[15] Y Chenguang Numerical Simulation of Variable Power Induc-tion Heating of 42CrMo Steel Shaft Parts Yanshan University2010
[16] S WenjieNumerical simulation and experimental study on elec-tromagnetic field and temperature field of large-diameter moltensilicon single crystal growth equipment Zhejiang University2013
[17] J L Fleming and J Moser ldquoA Fourier Approach to Model Elec-tromagnetic Fields Scattered by a Buried Rectangular CavityrdquoMathematical Problems in Engineering vol 2009 Article ID937327 22 pages 2009
[18] X Yi L Li J Yue et al ldquoSimulation of coupling of electromag-netic and thermal of intermediate frequency induction heatingof pipelinerdquoHeat Treatment of Metals vol 41 no 7 pp 154ndash1582016
[19] H U Jun J Chen and L I Ming ldquoResearch on DrawingTechnology of High-strength Steel Rectangular Box Based onABAQUSrdquo Hot Working Technology 2014
[20] S Liu H Shi and L Feng ldquoTransformer harmonic loss modelconsidering skin effect and proximity effectrdquo Dianli ZidonghuaShebeiElectric Power Automation Equipment vol 35 no 3 pp133ndash139 2015
[21] Z Zhao and S-Y Zhang ldquoSelf-adaptive step sequential-interaction method and its application in transient-fields cou-pling problemsrdquo Jisuanji Jicheng Zhizao XitongComputer Inte-grated Manufacturing Systems CIMS vol 17 no 7 pp 1404ndash1414 2011
[22] Z Wang W Yang and Y Song ldquoThe RS analysis and appli-cation in the oil-gas gathering and transportation processrdquoPetroleum Exploration amp Development vol 37 no 5 pp 618ndash622 2010
[23] C Pandey A Giri and M M Mahapatra ldquoEvolution of phasesin P91 steel in various heat treatment conditions and theireffect on microstructure stability and mechanical propertiesrdquoMaterials Science amp Engineering A vol 664 pp 58ndash74 2016
[24] S Wang N Zhang L Wu and Y Wang ldquoWind speedforecasting based on the hybrid ensemble empirical modedecomposition and GA-BP neural network methodrdquo Journal ofRenewable Energy vol 94 pp 629ndash636 2016
[25] Z Sun H Yang and Z Tang ldquoMicrostructural evolutionmodelof TA15 titanium alloy based on BP neural network methodand application in isothermal deformationrdquo ComputationalMaterials Science vol 50 no 2 pp 308ndash318 2010
[26] C Bharathi D Rekha and V Vijayakumar ldquoGenetic AlgorithmBased Demand Side Management for Smart Gridrdquo WirelessPersonal Communications vol 93 no 2 pp 481ndash502 2017
[27] H S Madraswala and A S Deshpande ldquoGenetic algorithmsolution to unit commitment problemrdquo in Proceedings of the2017 International Conference on Nascent Technologies in Engi-neering ICNTE 2017 India January 2017
[28] S Pal S K Pal andA K Samantaray ldquoArtificial neural networkmodeling of weld joint strength prediction of a pulsed metalinert gas welding process using arc signalsrdquo Journal of MaterialsProcessing Technology vol 202 no 1-3 pp 464ndash474 2008
[29] J Tang ldquoStudy on temperature control effect with pipe-coolingof thick inverted T-shaped concrete pier-wall during construc-tionrdquoWater Resources amp Hydropower Engineering 2017
[30] C Pandey A Giri and M M Mahapatra ldquoOn the predictionof effect of direction of welding on bead geometry and residualdeformation of double-sided fillet weldsrdquo International Journalof Steel Structures vol 16 no 2 pp 333ndash345 2016
Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom

Hindawiwwwhindawicom Volume 2018
MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Mathematical Problems in Engineering
Applied MathematicsJournal of
Hindawiwwwhindawicom Volume 2018
Probability and StatisticsHindawiwwwhindawicom Volume 2018
Journal of
Hindawiwwwhindawicom Volume 2018
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawiwwwhindawicom Volume 2018
OptimizationJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Engineering Mathematics
International Journal of
Hindawiwwwhindawicom Volume 2018
Operations ResearchAdvances in
Journal of
Hindawiwwwhindawicom Volume 2018
Function SpacesAbstract and Applied AnalysisHindawiwwwhindawicom Volume 2018
International Journal of Mathematics and Mathematical Sciences
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018Volume 2018
Numerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisNumerical AnalysisAdvances inAdvances in Discrete Dynamics in
Nature and SocietyHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom
Dierential EquationsInternational Journal of
Volume 2018
Hindawiwwwhindawicom Volume 2018
Decision SciencesAdvances in
Hindawiwwwhindawicom Volume 2018
AnalysisInternational Journal of
Hindawiwwwhindawicom Volume 2018
Stochastic AnalysisInternational Journal of
Submit your manuscripts atwwwhindawicom