Embed Size (px)
Citation preview
Adhesive Contaminants in Secondary Fibre Utilisation
John H. Klungness, Chemical Engineer
USDA Forest Service Forest Products Laboratory One Gifford Pinchot Drive Madison, WI 53705-2398 U.S.A.
October 1992
Prepared for publication in Proceedings of the Pira Conference Paperboard-the Technology and the Future, Birmingham, West Midlands, UK. 11-12 November 1992
Keywords: Adhesion, adhesives, classification, control systems, hot melts, impurities, lattices, properties, reclaimed fibres, wastepapers.
The Forest Products Laboratory is maintained in cooperation with the University of Wisconsin. This article was written and prepared by U.S. Government employees on official time, and it is therefore in the public domain and not subject to copyright.
ADHESIVE CONTAMINANTS IN SECONDARY FIBRE UTILISATION1
John H. Klungness Chemical Engineer USDA Forest Service Forest Products Laboratory2
One Gifford Pinchot Drive Madison, WI 53705-2398 U.S.A.
ABSTRACT
A variety of adhesive contaminants (stickies) are encountered in wastepapers. To use wastepaper in paperboard production, stickies must be controlled. The properties and control methods of adhesive contaminants are discussed here. Specifically, control methods include furnish selection, improved pulping and deflaking, welldesigned screening and cleaning systems, and dispersion or additives to detackify or stabilize stickies, or both. The possible application of a new technology for controlling stickies is also discussed. Also, test methods for measuring contaminants in pulps are reviewed.
INTRODUCTION
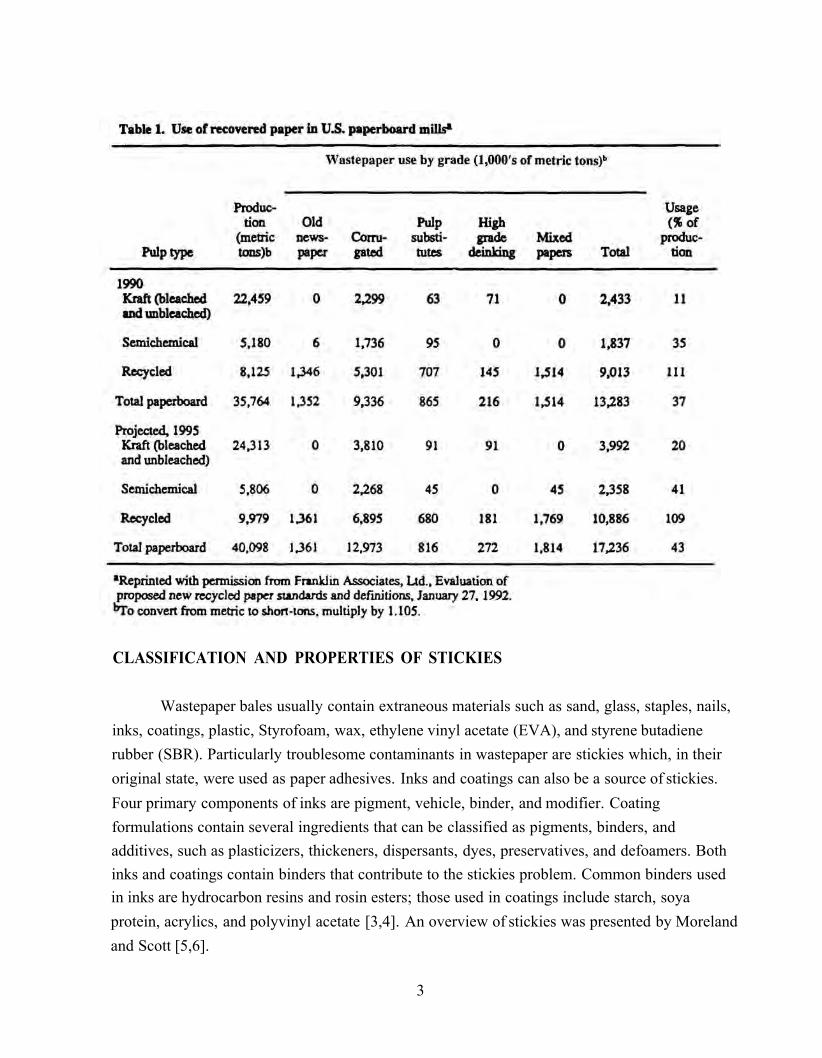
To facilitate the use of wastepaper in paperboard production, stickies (sticky contaminants from synthetic adhesives) must be controlled [1]. Large amounts of wastepaper are used in U.S. paperboard manufacture (Table 1), and the amount is projected to increase. The current level of 36 x 106 t of paperboard production per year is projected to reach 40 x 106 t per year in 1995. This is about a 12% increase in production. But this includes an even greater percentage increase in the use of wastepaper from the current 13 x 106 t to 17 x 106 t over the same period, for a 30% increase [2]. Most grades of wastepaper available are used in the production of the various grades of paperboard.
1Portions of this paper are taken directly, by permission, from Progress in Paper Recycling, Vol. No. 1, pp. 54-63, November 1991, and from Materials Interactions Relevant to Recycling Wood-Based Materials, published by Materials Research Society. 2The Forest Products Laboratory is maintained in cooperation with the University of Wisconsin. This article was written and prepared by U.S. Government employees on official time, and it is therefore in the public domain and not subject to copyright.
2
CLASSIFICATION AND PROPERTIES OF STICKIES
Wastepaper bales usually contain extraneous materials such as sand, glass, staples, nails, inks, coatings, plastic, Styrofoam, wax, ethylene vinyl acetate (EVA), and styrene butadiene rubber (SBR). Particularly troublesome contaminants in wastepaper are stickies which, in their original state, were used as paper adhesives. Inks and coatings can also be a source of stickies. Four primary components of inks are pigment, vehicle, binder, and modifier. Coating formulations contain several ingredients that can be classified as pigments, binders, and additives, such as plasticizers, thickeners, dispersants, dyes, preservatives, and defoamers. Both inks and coatings contain binders that contribute to the stickies problem. Common binders used in inks are hydrocarbon resins and rosin esters; those used in coatings include starch, soya protein, acrylics, and polyvinyl acetate [3,4]. An overview of stickies was presented by Moreland and Scott [5,6].
3

Stickies can generally be classified into three categories: hot melts, pressure-sensitive adhesives, and lattices. Although wax can be a contaminant, it is not included separately because it is similar to and a main ingredient of most hot melts. Contaminants such as plastics and Styrofoam are also excluded from this discussion because they are not stickies.
Hot Melts
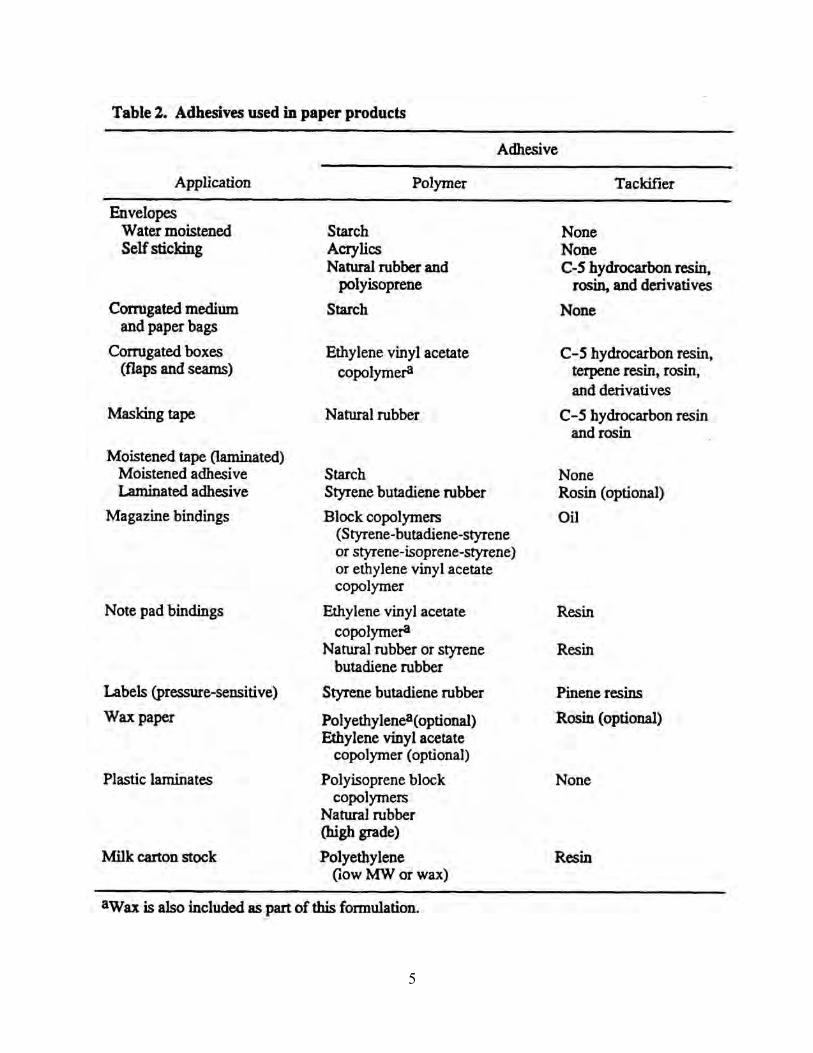
Hot melts are used in book bindings, case sealings, and moisture barriers. Many boxboards are coated with hot melts to prevent the transport of moisture. They are applied at high temperature and form bonds upon cooling. Three primary components of hot melts are vinyl acetate polymers and copolymers, tackifiers, and waxes. The tackifier improves the wettability of the hot melt, and wax is used as a bulking agent and to adjust the melting point of the hot melt. Tackifiers used in adhesives are summarized in Table 2 [7].
At room temperature, hot melts are solid. They soften at 70°C to 120°C, depending on the amount of waxes and other ingredients. Most hot melts are insoluble in water, acidic, or alkaline solutions but dissolve readily in many organic solvents such as dichloromethane and toluene. The density of hot melts ranges between 900 and 1,000 kg/m3.
Pressure-Sensitive Adhesives
Pressure-sensitive adhesives (PSA) are primarily used on labels, tapes, and self-sealing envelopes. An important component of PSA is rubber elastomer, such as the widely used SBR or styrene-isoprene-styrene block copolymer. A tackifier improves wettability of the adhesive to the substrate, and inorganic oxides are added as fillers. Like hot melts, most PSA are insoluble in water, mild acids, and alkalies. However, they dissolve readily in many organic solvents. The density of PSA ranges from 900 to 1,100 kg/m3
Lattices Lattices are commonly used in foil lamination, heat-seal, and coating applications. They
are also used on labels for varnished surfaces. Like PSA, lattices contain a rubbery component (natural or synthetic rubber latex) and a tackifer. They are in a colloidal suspension, and appropriate additives are used to prevent agglomeration. One peculiar property of lattices is that they become sticky at high temperatures (higher than approximately 90°C). Otherwise, their properties are similar to those of PSA. They are insoluble in aqueous media but dissolve readily in organic solvents.
4
5
PROBLEMS CAUSED BY STICKIES
When stickies are present in pulps in unacceptable amounts, they cause problems with both paper machine operation and product quality. They deposit on wires, felts, press rolls, and drying cylinders. They prevent good fibre-to-fibre bonding and increase the risk of web breaks on the paper machine, particularly with newsprint and tissue grades [8,9]. Wax or hot melts can form a thin film on linerboards, giving them a slippery surface. Consequently, when the linerboard is wound, a telescoping roll results.
Stickies can greatly influence the quality of a product, Hot melts and wax in the middle layer of a multi-ply boxboard can migrate to the top and bottom surfaces when the board is dried. After the board is wound, adjacent layers adhere to each other. The roll is then shipped to a customer who discovers a hole or defect in the board. Stickies also cause problems in high-speed printing and converting operations.
CONTROL OF STICKIES
There are five approaches to controlling stickies. These are furnish selection, improved pulping and deflaking operations, screening and cleaning, dispersion, and additives. Some of these approaches were discussed by McKinney [10] and Doshi [11].
Furnish Selection
One of the easiest ways to avoid stickies problems is to prevent them from entering the mill. Criteria must be established for acceptable and unacceptable wastepaper [12,13,14]. This information should, in turn, be communicated to wastepaper dealers to maintain the quality of incoming paper. Depending on the nature of the furnish, the final product, and specific problems or customer needs, measuring the concentration of stickies and plastics or clay and the brightness, freeness, groundwood content, or fibre length distribution may be desirable. One or
more of these indicators of wastepaper quality may be used, depending on the particular circumstances of the mill.
Improved Pulping and Deflaking
Once the wastepaper is accepted at the mill, it goes to the pulper where, through proper operating conditions and accessory equipment., it is fibrized without significant disintegration of
6
contaminants. Important parameters of this process include stock consistency, temperature, low and high pulping intensities, and configuration of the pulper.
Most modem pulpers are equipped with auxiliary equipment to remove contaminants before they are broken down into small pieces. The auxiliary equipment includes a ragger to remove wire and string, a junker for large contaminants, and a secondary pulper. A stream is bled off the secondary pulper and subjected to mild fibrizing. High-density contaminants accumulate in a chamber with a double-valve arrangement while stock is sent back to the pulper or is screened in a rotary screen. Many older pulpers are being retrofitted with these accessories [15].
Another pulper that is gaining popularity, particularly for newsprint deinking, is the drum pulper [16,17,18]. Because of the absence of a high-speed rotor, the drum pulper does not have any cutting action. As a result, many contaminants, like plastics and book bindings, remain virtually intact and are rejected by the associated rotary screen.
Recently, steam explosion pulping has been proposed for defibring wastepapers [19,20]. In this pulper, loose wastepapers are subjected to steam at about 2,800 Wa and 200°C. When the pressure is released, the material explodes and defibres. Contaminants, stickies, and inks are also dispersed in this pulper. Long-term performance of the pulp on the paper machine remains to be evaluated.
Screening and Cleaning
In the screening and cleaning approach, come screens with holes and fine screens with slots are used to remove contaminants, based primarily on their size [21-30]. Holes are generally 1.55 mm wide or larger, although some screens have a 1.38-mm-wide hole. Fine screens have slots with widths ranging from 0.20 to 0.60 mm. As slot size decreases, contaminant removal increases but so does fibre loss [31,32].
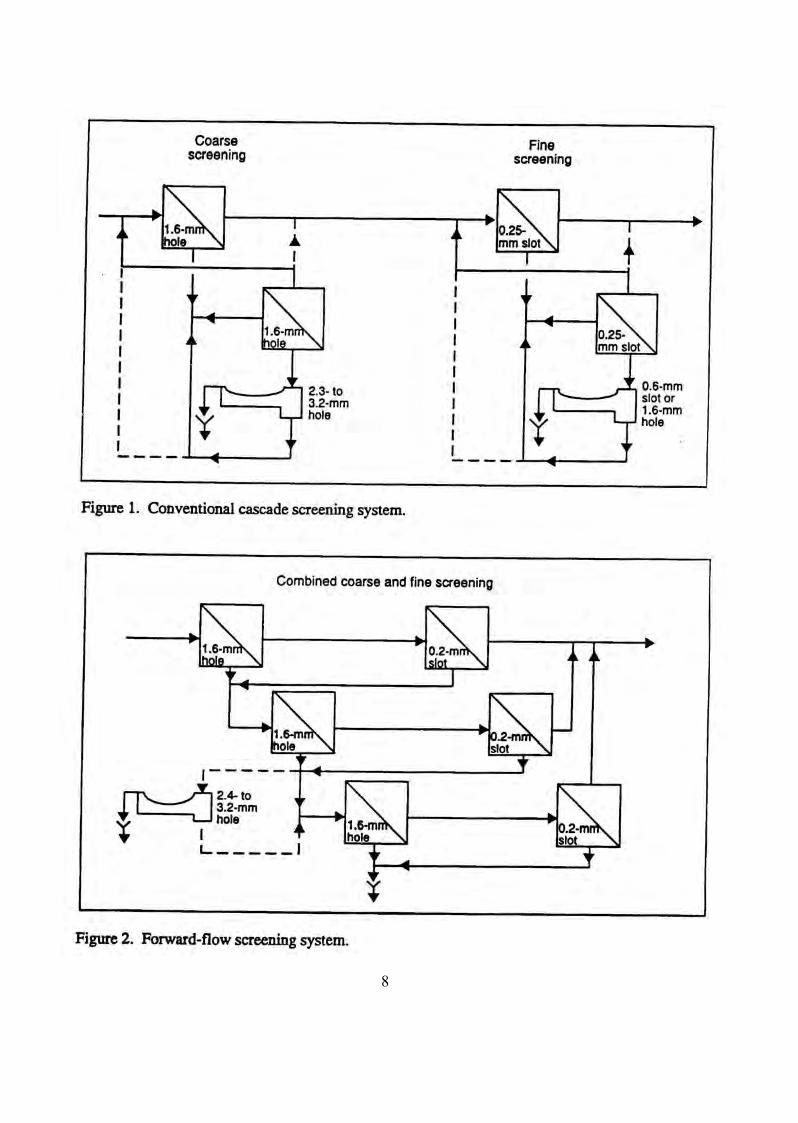
Most pressure screens operate with mass reject ratios of 15% to 30%. To minimize fibre loss, second and third screening stages must be utilised. The arrangement of these screens is very important to the contaminant removal efficiency of the system. In a conventional cascade system (Fig. 1), recirculation of contaminants between stages is quite common, but this can be detrimental to overall system efficiency. The use of a forward-flow arrangement is recommended whenever possible to avoid this problem [33,34,35,36].
One way to accomplish a forward flow is shown in Figure 2. Both the primary and secondary stages have coarse and fine screens with openings of identical size. Secondary slotted screen accepts are moved forward. Depending on the nature of the furnish and the concentration of contaminants, a scalping screen (a coarse screen with larger holes than those of the primary or secondary stage screens) is used in the third stage, followed by a coarse screen and fine slotted
7
8
screen. By moving third-stage, slotted-screen accepts forward, the recirculation of contaminants is avoided. Capacity requirements are reduced in all three stages by not recycling accepts from the secondary or tertiary stages back to the primary stage.
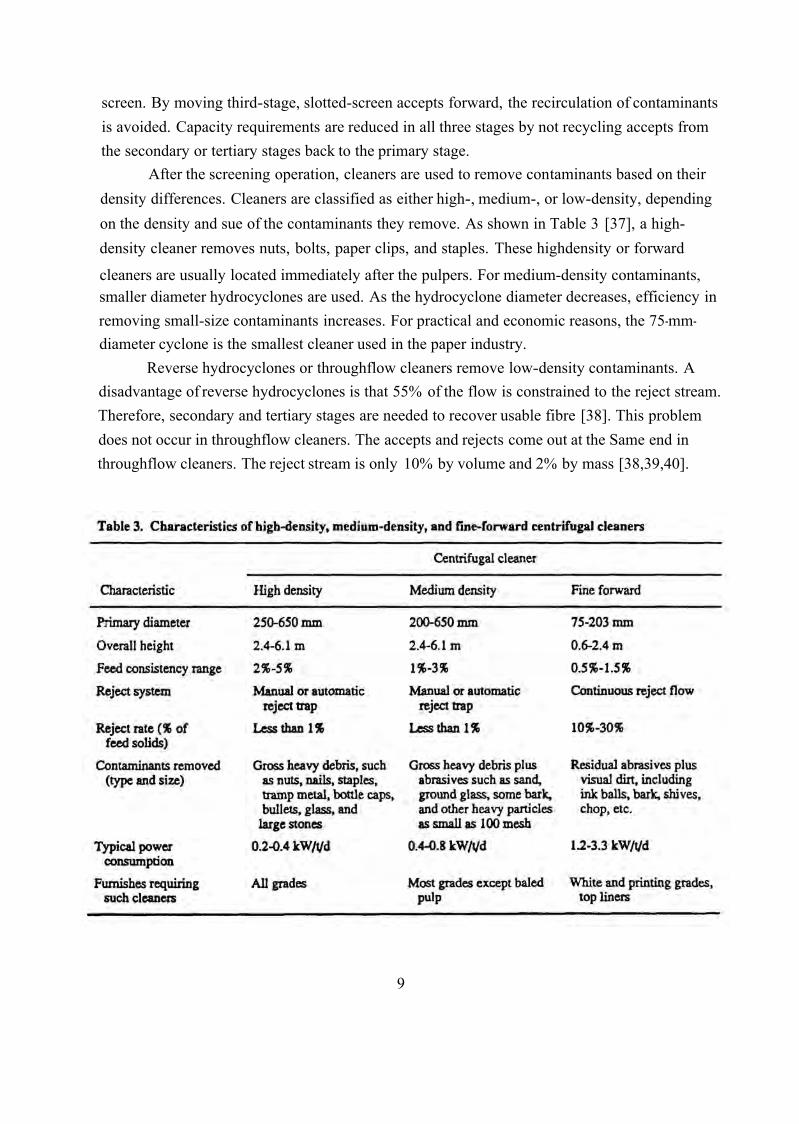
After the screening operation, cleaners are used to remove contaminants based on their density differences. Cleaners are classified as either high-, medium-, or low-density, depending on the density and sue of the contaminants they remove. As shown in Table 3 [37], a high-density cleaner removes nuts, bolts, paper clips, and staples. These highdensity or forward
cleaners are usually located immediately after the pulpers. For medium-density contaminants, smaller diameter hydrocyclones are used. As the hydrocyclone diameter decreases, efficiency in removing small-size contaminants increases. For practical and economic reasons, the 75-mm-diameter cyclone is the smallest cleaner used in the paper industry.
Reverse hydrocyclones or throughflow cleaners remove low-density contaminants. A disadvantage of reverse hydrocyclones is that 55% of the flow is constrained to the reject stream. Therefore, secondary and tertiary stages are needed to recover usable fibre [38]. This problem does not occur in throughflow cleaners. The accepts and rejects come out at the Same end in throughflow cleaners. The reject stream is only 10% by volume and 2% by mass [38,39,40].
9
However, the contaminant removal efficiency of reverse hydrocyclones is usually higher than that of the throughflow cleaners. Another problem with throughflow cleaners is that they are prone to plugging because of the narrow gap at the exit. Rotating body cleaners, introduced recently in North America, are effective for removing lowdensity contaminants [41]. The reject ratio of these cleaners is so low that there is no need for a second or third stage.
There are other types of cleaners available. One is the core bleed cleaner, which removes both high- and lowdensity contaminants in a single unit operation. Highdensity contaminants are removed through underflow, and low-density contaminants are concentrated in the center and removed through the core tube. Accepts are removed through the annular space. These cleaners were discussed further by Moreland [42].
Dispersion
The objective in dispersion is to break up contaminants and inks further so they will not be visible in the final product [43,44,45]. Important parameters to consider in dispersion are consistency, temperature, and pressure. Consistencies of 25% to 30% are used while temperatures range from 70°C to 80°C at atmospheric pressure. In some instances, higher temperatures are used.
One application of dispersion is breaking up waxes or hot melts in old corrugated container stock Another application is deinking wastepaper furnishes. With the advances in printing technology, some of the newer inks, such as noncontact toner, are believed to be bonded to the paper, and these inks appear as specks in the final product. However, dispersion of ink particles into smaller particles does decrease sheet brightness. Because of this, dispersion should be followed by an ink removal step to improve brightness.
Additives
Another strategy for controlling stickies is using chemical additives. There are many types of additives available, and they can be classified according to their physical state and chemical nature. These additives include talc, solvents and dispersants, cationic polymers, synthetic fibres, zirconium compounds, and alum sequestering agents.
Talc-Talc consists of superimposed layers of magnesium sheets sandwiched between silica plates [46]. These plates are held together by weak Van der Waal's forces, giving talc a soft and slippery feel. One of the important characteristics of talc is a hydrophobic surface and hydrophilic edge. The hydrophobic surface has an affinity for stickies, and the hydrophilic edge
10
allows easy dispersion of the talc in water. For talc to be effective, it should be as pure as possible because impurities reduce the affinity of the surface for organic material. Talc should be added to a deink storage chest to allow time for the talc to contact and detackify the stickies. About 0.6% to 1.9% of talc is generally used, based on ovendry weight of the fibres. Talc is ineffective on stickies that are not tacky at the headbox temperature but become tacky at the dryer temperature. Most talc should be retained in the sheet to avoid excessive concentration in the white water.
Solvents and Dispersants- Dispersants are classified as either anionic or nonionic surfactants/polymers [5,47-50]. Anionic dispersants keep small stickies suspended in a slurry by negatively charging them to repel other negatively charged stickies. Nonionic dispersants are generally long-chain molecules with one hydrophobic and one hydrophilic end. When a secondary fibre slurry is mixed with a nonionic dispersant, the hydrophobic end will attach to a stickie, leaving the hydrophilic end exposed to water with no affinity for stickies. Thus, agglomeration of stickies is prevented. Dispersants mixed with appropriate solvents can help in defibring wet-strength papers. Some dispersants are sensitive to pH, temperature, and the presence of other chemicals and should be selected based on their compatibility with the existing system. Environmental concerns like toxicity, odor, and flammability should also be considered when selecting these chemicals.
Cationic Polymers- Stickies and other colloidal particles in the pulp slurry can be adsorbed onto fibres by cationic polymers [48]. These polymers can be added at the thick stock chest, fan pump, or headbox. Thus, adding cationic polymers can prevent buildup of stickies in the white water system. Another application of cationic polymers is spraying them on paper machine wires to minimize the deposition of stickies [51]. These polymers passify the wire. Some products are also available for spraying on felts.
Synthetic Fibres- Synthetic fibres, such as polypropylene fibres, have an affinity for ink and organic contaminants and can be used to scavenge these items from a pulping system [7]. They are especially useful with tacky stickies. Like most additives, synthetic fibres should be added well before the headbox. The recommended initial dosage is about 0.1%, based on ovendry fibre weight, which increases to 0.3% if necessary. Synthetic fibres are effective only at the temperature and pH where stickies are the most tacky. Therefore, like talc, synthetic fibres may be ineffective on stickies that are not tacky at headbox temperatures but become tacky at dryer temperatures. Synthetic fibres do not bond well with cellulose fibres and may cause problems during paper machine operation. Because of this, their use has been limited.
11
Zirconium Compounds-Zirconium compounds detackify stickies from hot melts and PSA, with most stickies ending up in the final product [52]. Small amounts of this compound can also be found in white water because of their adsorption on fines. These compounds are available in liquid form. Any excess can accumulate in the white water where they prevent the buildup of stickies because of white water closure. Zirconium compounds are most effective at high dosages, with 1 kg/t recommended. Like most additives, they should be added as far upstream from the headbox as possible and should be selected for the pH range of interest. They are not as effective in detackifying stickies when a combination of hot melts and PSA is encountered.
Alum Sequestering Agents- Alum is used to ensure good retention or uniform sizing of fibres in the pulping system. However, an excessive amount can lead to coagulation of stickies in the secondary fibre stock Also, when the pH changes suddenly, excess alum can precipitate on solid surfaces. Sequestering agents can be used to scavenge excess aluminum ions that could later be available if alum concentration decreased [53]. However, agglomeration of stickies occurs even in the absence of excess alum. Stickies also accumulate and agglomerate in stagnant areas of tanks, pipes, and partly open valves. In these cases, the addition of sequestering agents is little help.
NEW TECHNOLOGY
High-shear-field separation under laminar flow conditions has been investigated at the USDA Forest Service, Forest Products Laboratory. The results were reported in a series of publications [54-58]. Experiments to date have used a disk geometry to demonstrate the separations possible with high-shear-field separation. A disk separator with a 152-mm diameter and disk rotation at about 5,000 rpm exhibit good contaminant removal for many contaminants from pulp slurries at about 1.0% consistency.
Researchers reported that high-shear-field separation could be used for fibre recovery from reject streams for papermills that recycle wastepaper. Subjecting the reject pulp slurries to high-shear-field separation as a final process step before discarding the rejects would be beneficial to paper manufacturers in two ways.
The most obvious benefit for paper manufacturers would be the reduction of disposal costs plus the value of the recovered fibre. Ideally, the recovered fibre would be sufficiently clean to feed forward in the papermaking system. If not, the recovered fibre could be reintroduced at the beginning of the stock preparation process for complete stock processing again. Another alternative would be for the recovered fibre to be sold to a mill that produces a grade with higher tolerances for contaminants.
12
Another benefit would be that an efficient fibre recovery system would permit the paper manufacturer to use more and higher quality wastepaper. For most paper manufacturers, the cost of fibre is the highest manufacturing cost. An efficient fibre recovery system would permit significant savings to the paper manufacturer by permitting the purchase of lower cost fibre.
Throughput capacity for a single 152-mm-diameter disk is at 0.25 t per day on a dry pulp basis. Efforts to increase the throughput to commercial scale throughputs of 3 to 5 t per day (dry basis) using the disk geometry have not been completely satisfactory.
TEST METHODS
No single satisfactory contaminant measuring method exists, nor has any method been widely adopted [59]. Many factors contribute to the complexity of method requirements, including the great variations between the many wastepaper grades, which contain heterogeneous and everchanging contaminants, and the wide range of paper grades made from recycled wastepaper, which vary vastly in their tolerance for contaminants. A variety of contaminant measuring methods are used by different groups (manufacturing, technical service, and equipment development), and each group has different measuring needs.
Usually, stickies test methods are developed for a specific application. A compilation of stickies test methods was recently published by Forester [60]. Forester compiled 11 methods that cover the range usually needed. People in need of a test method for a given situation can refer to these for ideas on how to develop a suitable test method.
Ling and others [61] modified a method originally developed by Doshi [11]. The Ling method measures the weight of stickies attracted to microfoam collectors from a pulp slurry. The Ling method has been used for three major types of stickies: hot melts, contact adhesives, and laser inks.
Hacker described a method for contrast enhancement of stickies in handsheet samples prior to image analysis [62]. The method used an aqueous ink to dye the pulp fibre to enhance the contrast between stickies and pulp. Hacker documented how the method was used to evaluate a stock preparation system improvement for recycling old corrugated containers.
CONCLUDING REMARKS
Stickies are a major problem in recycling wastepaper, but many approaches can be used for controlling them. These include both mechanical methods (screening, cleaning, and dispersion) and chemical methods (solvents, synthetic fibres, zirconium compounds, and other
13
additives). By understanding the kinds of stickies that may be encountered and their properties, their impact on the papermaking process and resulting product can be greatly minimized.
In the future, cooperation and communication among paper mills, equipment suppliers, manufacturers of inks, coatings, and adhesives, and chemical suppliers can greatly advance recycling technology. The ultimate goal is to formulate inks, coatings, and adhesives to be effective and economical and, at the Same time, allow for easy removal of stickies in the recycling process.
LITERATURE CITED
14
15
Printed on Recycled Paper
16