Embed Size (px)
Citation preview
Paints &Coatings
Technological innovation in the paint industry has moved into high gear, bringing with it a complex array of new paints and sophisticated methods of applying them. In response to spiralling energy and feedstock &, and increasingly stringent pollution regulations, North American paint manufacturers and equip- ment euppliers have revamped their tools to coat better, faster, with less pollution and using less energy.
Not only has operating effi- ciency improved, but in many t8888 operating caste have ddp- ped. Yet despite the abundance of commercially available low- polluting equipment options, widespread implementation of such low-waf3te technologies lags eeveral &pa behind.
There can be no question that modernization iil m y paintirqj facility will cost money. However, because many expenditures in pollution prevention will result in increased painting efficiency, such expenditures can be viewed as an investment that yields an economic return, rather than as just a drain of money.
In many of the smaller busi- nesses, the company president may find himself repairing equipment and training stafF as well as drumming up business and keeping the accounts in order. Given the stresses of daily life in a small business, it is sometimes

128 Paints & Coatings
difficult to take the time to assess the eflicjenqy of .the company's processes. It must be recognized however, that if a company is not maximizing its processing effi- ciency, the resultant waste can cut deeply into company profits.
A fugt step in pollution preven- tion taken by any company, no matter how small, is to amem the overall efficiency of the existing procesees. This can be determined by comparing raw material inputs with product and waste outputs. If the quantity of product and known waste outputs do not match the material inputs, i t indica& that some materials are escaping un- noticed from the company's opera- tion. This is particularly trouble- some in coatings operations which use solvenbbased paints and sol- vent degreasing systems. Because solventa evaporate readily at room temperature, a company may un- wittingly lose thousands of dollars worth of solvents to the atmos- phere each year. Many improvements in process
efficiency are readily affordable by even small businesses. For exam- ple, induetrial painters employing conventional air atomized spray equipment would be surprised to realize that as little as 30% of the paint sprayed actually reaches the target Installing elec- trostatic spray equipment will more than double the efficiency of paint transfer, as well as save the company money through reduced paint costa and disposal charges.'
In other instances, the capital cost of new equipment is beyond the financing capabilities of small business. In such instances, small businesses would benefit through well-placed tax breaks and technology transfer programmes.
Improving the rate of paint transfer to the target object goes a long way in minimizing the amount of paint sludge requiring ultimate disposal.
Another strategy to keep paint overspray out of the landfill site is to recycle it. Some paint for- mulators will recycle paint for their clients. For large and medium-sized companies, the economic pay-back is increased by recycling overspray directly on the premise^.^
-1 i r .--1: ...-- .,.:*I.
environmental and health regula- tions in North America has triggered the paint industry to develop several non-solvent coat- ing systems. Water-borne paints that replace solvent-borne paints are doing 80 at a profit in many instances. Coating innovations such as powder coating and elec- trodipping virtually eliminate the production of paint sludge. UV- curable paints both eliminate sol- vents and significantly reduce energy mts.
In the future, the paint industry may well have to grapple with two major challenges. One is to con- tinue to identify and substitute lesa hazardous constituents for
many of the coating products cur- rently in widespread use. The second challenge is to lessen the dependence on petrochemical feedstocks and shift to a manufac- turing system based on renewable resources. In the meantime, the paint industry must be encour- aged and assisted to install exist- ing, commercially available equipment to minimize environ- mental pollution.
Industry Profile
The Canadian paint industry, also known as the coatings indus- try, includea paint manufacturing
Table 1
Types of Products Made by the Paint and Coatings lndusfry
Architectural Coatings (applied on-site)
lnterior w a t e r - h e Exterior water-bome lnterior solvent-bome Exterior solvent-bome Architectural lacquers
Industrial Coatings (factory applied)
Automotive finishes Truck and bus finishes Other transportation finishes, e.g. aircraft, railroad Marine coabhgs, including off-shore structures Appliance finishes Wood furniture and fixture finishes Wood and composition board flat stock finishes Sheet, strip and coil coatings on metals Metal decorating, e.g. can, container and closure coatings Machinery and equipment finishes Metal furniture and fixture coatings Paper and paperboard coatings Insulating varnishes Magnet wire coatings
Special Purpose Coatings
lndustrial maintenance paints - interior, exterior Metallic paints, e .g. aluminum, zinc, bronze Traffic paints Automobile refinish coatings Machinery refinish coatings Marine refinish coatings Aerosol paints Roof coatings
- ___ Multicolor paints
,. Paints & Coatings 129
I
~
and paint application. The terms p i n t s and coatings are used inter- changeably in many cases. In the past, when paints were applied predominantly by brush or with a spray gun, the term paint was preferred. More recently, with the development of new coating methods such as electrodeposition and powder coating, the term coating is gaining wider usage.
Statistics Canada identifies 150 Canadian companies involved in the manufacture of paint in 1978; over half of which are located in Ontario.5 The industry is charac- terized by relatively small com- panies. Almost half the Canadian plants have fewer than 50 employees, while 7% have more than 100 employee^.^ There is a tendency for paint formulating plants to be located in urban centres, close to consumers.
The number of companies in- volved in the application of paint is more difficult to identify be- cause many paint operations are embedded in a larger manufactur- ing operation. Paint application operations are distinguished as architectural or industrial. The architectural category includes on-site painting of homes, offices and other buildings (see Table 1). Industrial amlication includes
other vehicii, appliances, furni- ture, pre-coated building mate- rials, metals, packaging and machinery. By 1978, industrial consumption of paint had surpas- sed domestic uses.'
Sources of Waste
Paint Manufacture
The manufacture of paints and coatings consists of mixing vari- ous raw materials in batch opera- tions. Raw materials include pigments, pigment extenders, solvents, resins or vehicles, and miscellaneous additives. The manufacture of pigments, solvents and other paint components is carried out by the chemical man- ufacturing industry, which is characterized by complex and large scale chemical synthesis processes.
Because the formulation of paints is essentially a mixing and
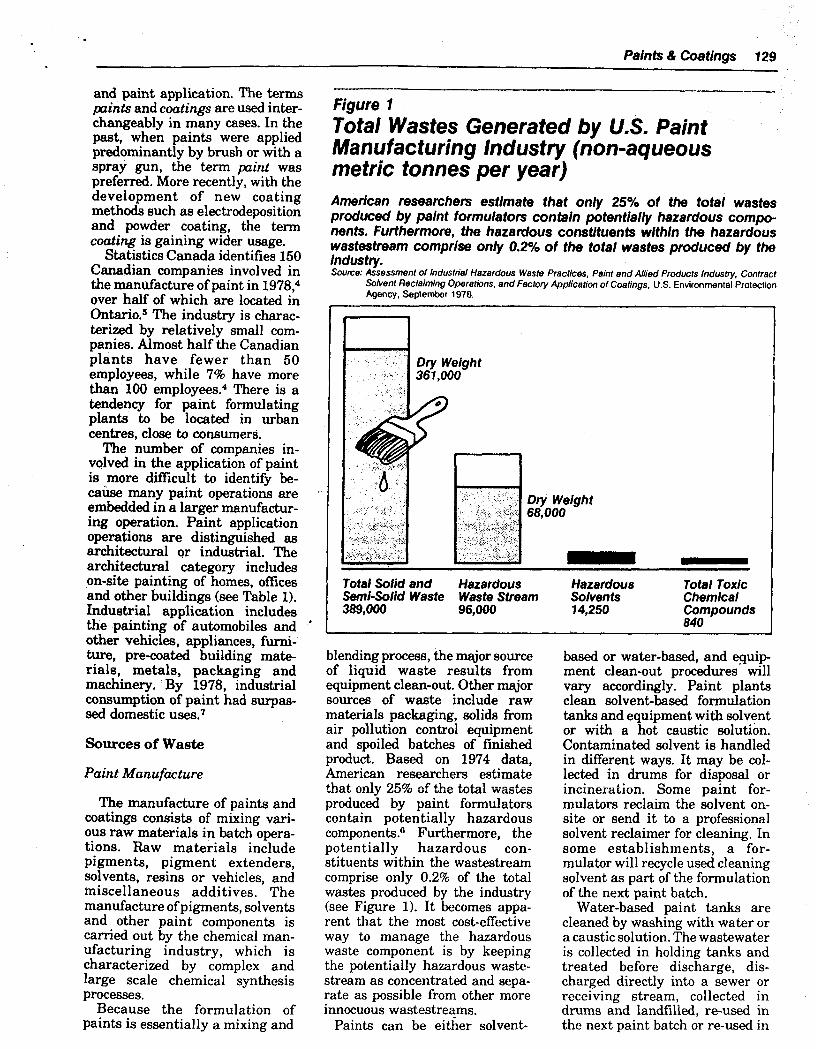
-- Figure 1 Total Wastes Generated by US. Paint Manufacturing Industry @on-aqueous metric tonnes per year) American researchers estimate that on/y 25% of the total wastes produced by paint formulators contain potential& hazardous compo- nents. furthermore, the hazardous constituents within the hazardous wastestream comprise only 0.2% of the total wastes produced by the industry. Source Assessment of lndustflal Hazardous Waste Practfcas, Paint and Allied Products Industry, Contract
Solvent Reclaiming operatons. and Factory Apphcahon olCmhngs. U S Enwronmental Protection Agency, September 1978
r
Dry Weight 68,000
~ ~ ~
Total Solid and Hazardous Hazardous Total Toxic Semi-Solid Waste Waste Stream Solvents Chemical 3 8 9 9 0 96,,ooo 74,250 Compounds
840
blending process, the major source of liquid waste resulb from equipment clean-out. Other major sources of waste include raw materials packaging, solids from air pollution control equipment and spoiled batches of finished product. Based on 1974 data, American researchers estimate
p r o d u d by paint formulators contain potentially hazardous components? Furthermore, the potentially hazardous con- stituents within the wastestream comprise only 0.2% of the total wastes produced by the industry (see Figure 1). It becomes appa- rent that the most cost-effective way to manage the hazardous waste component is by keeping the potentially hazardous waste- stream as concentrated and sepa- rate as possible from other more innocuous wastestreams.
Paints can be either solvent-
that only 35% Gf ?he bb! Tasks
based or water-based, and quip- ment clean-out procedures will vary accordingly. Paint plants clean solvent-based formulation tanks and equipment with solvent or with a hot caustic solution. Contaminated solvent is handled in different ways. It may be col- lected in drums for disposal or incineration. Some paint for- mulators reclaim the solvent on- site or send i t to a professional solvent reclaimer for cleaning. In some establishments, a for- mulator will recycle used cleaning solvent as part of the formulation of the next paint batch.
Water-based paint tanks are cleaned by washing with water or a caustic solution. The wastewater is collected in holding tanks and treated before discharge, dis- charged directly into a sewer or receiving stream, collected in drums and landfilled, re-used in the next paint batch or re-used in
130 Paints & Coatings
the washing operation. I t is estimated that 90% of the
solid wastes produced by paint manufacturers consists of raw materials packaging, including paper bags, plastic containers and metal Although the con- tainers are innocuous in them- selves, they may contain an ounce or more of potentially hazardous pigments or other toxic substances that cling to the packaging.
Paint formulators typically use pigments in powder form. Pigment d u d trapped by fdter bags in plant ventilation system is a source of small amounts of potentially hazardow waste. Where such equipment was installed, 6 pounds of duetwere collected for every 1000 gallons of paint produced.e The quantity of waste derived
from spoiled batches, spills, out- of-date stock and other discarded products will vary from plant to plant. The quantity disposed is not usually related to production, but rather to housekeeping, produc- tion scheduling and the degree of axre wed by the ~perators.~
Paint Application
One of the major sources of pollution during paint application is from solvent-borne paints, which typically contain 60 to 80% solvent by volume. As the paint dries, all of the solvent evaporates and becomes a potential air pollu- tion and health problem. The United States Environmental Protection Agency estimated in a
recent study that 60.7 billion kilograms of volatile organic com- pounds are emitted annually from stationary source8 in the United States. The paint application in- dustry accounts for 10 to 16% of this total output.‘ only 1 to 296 of the solvent emistiions produd by the paint industry result from the paint manufacturing eector. The remaining 98 to99% is emitted at the point of application?
Another signifkant murca of waste is from paint overspray, cleansut equipment and paint packaging which may yield waste solvents, pigments and other con- stituents. Paint formulatiom may include potentially hazardous constituenta such as xylene, to- luene, methylene chloride, cad- mium, lead, zinc, chromium and cobalt.8
Health and Environmental Concerns
The variety in paint colours and formulations seems endless. With more than 1500 pigments to choose &om? and an even greater number of solvents, resins, firn- gicides, and other additives to mix in, scientists are just scratching the surface in understanding the health effects of many of these compounds. The John Hopkins University School of Public Health (Baltimore, Maryland) and the International Brotherhood of Painters and Allied Trades (Washington, New York) are cur-
rently investigating potential health hazards associated with coatings and solvents.9 Because of the lag time between
commercialization of a new paint formulation and verification of its health effects on paint applicators, potentially hazardous coatings may be in current use. Aa the hazard is identified and verified, the paint manufacturing industry responds by replacing a hazardous ingredient with a less hazardous chemical. Usually, however, many years elapae bebeen the entry of a new formulation to the market place and verification of ita nega- tive impact on people exposed to it.
Many industrial paint facilities still use manually operated spray guns which atomize the paint into a veqy fine spray. By inhaling the fjne paint mist, the worker is doubly at risk because of inhala- tion of both solvent vapours and potentially toxic constituents in the paint itself. Painters exposed to solvent-based paints for long periods of time show symptoms of toxicity such as dizziness, headache, blurred vision slurred speech and impaired mem- OIy.10,11.12
Solvents are of environmental concern because many of them are photochemically reactive, result- ing in smog formation. Regulatory pressure tn reduce solvent content in paint coupled with increasing solvent costs has accelerated the development and implementation of non-solvent coating systems.

Paint Manufacturing Two mqjor strategies to abate
pollution in the formulation of paint are more exacting blending operations, and more efficient equipment clean-out procedures. The computer is emerging as a viable and cost-effective tool in assisting even smaller companies to blend new formulations with a minimum number of spoiled batches.
1. Computer Assistance
Unlike many other small businesses, the paint formulator keeps on hand hundreds of diffe- rent raw materials and inter- mediates required to mix custom- specified batches of paint. And, unlike other small businesses, finished product wastes due t o , spoiled batches and colour mis- matches are much higher than for other manufacturing sectors wherequality control can be snore predictable.
To assist in making a complex job simpler, incmwing numbers of Canadian paint manufacturers, from small to large, are installing computer capacity to enhance everything fi" colour matching, to controlling raw materials in- ventory. By taking the guesswork out of colour matching, a company not only reduces the quantity of spoiled batches that needs to be disposed, but also saves company time, money and raw materials.
A computer can determine pig- ment volumes required in a new formulation, or can colour match to an existing shade. And, for those pigments identified to be potentially toxic and threatened by regulation, a computer can select a suitable pigment replace- ment. By programming in pig- ment mat, the computer can come
up with the cheapest pigment combination while maintaining product quality.
A computer can optimize scheduling of production sequ- ences so aa to minimize equipment clean-out needs. A computer can also assist in reworking a spoiled batch into something marketable by recording its composition and indicating what ingredients need to be added to make it saleable. Because the computer can be pro- grammed to keep track of the raw materials and finished goods in- ventory, it can reduce the fre- quency of having to dispose of oubof-date warehouse stock. The increased efficiency in formulat- ing pain@ means that a company can reduce its stock of raw mate- riais and finished goods, a proposi- tion welcomed particularly by smaller operations.
Some medium-sized fume such as Kelcoatings (London, Ontario) have been using computers for formulation and batch costing for some time. others, including XYZ Paints (Cambridge, Ontario) are planning major investments in computer ~apability. '~
For large companies such as C-I-L Paints (Toronto, Ontario) and Sico Inc. (Montreal, Quebec), computers are invaluable in both the lab and accounting 0 f i ~ e . l ~ Keeping track of raw materials and price data on a daily basis, as well as optimizing production scheduling, is just one more way to survive in a competitive market while minimizing pollution.
2. Equipment Clean-Out
Many of the smaller paint plants still clean portable mixing tanks and paint drums by hand with strong sol~ents . '~ Use of
solvents is not only potentially hazardous to worker health, but is costly a~ well.
From both an economic and safety perspective, it is more de- sirable to use a high pm-essure alkali cleaning system than sol- vents. Although a number of commercial systems are available, an adequate system can be instal- led by plant maintenance person- nel without too much expense, according to Alun Morris of the L. V. Lomas Chemical Company (Toronto, Ontario)." Before cleaning the mixing tank, as much wet paint should be removed as possible to minimize contamina- tion of the washing solution. Wet paint clinging to the container wallsduringpainttranefercanbe wiped free using a rubber squeegee.
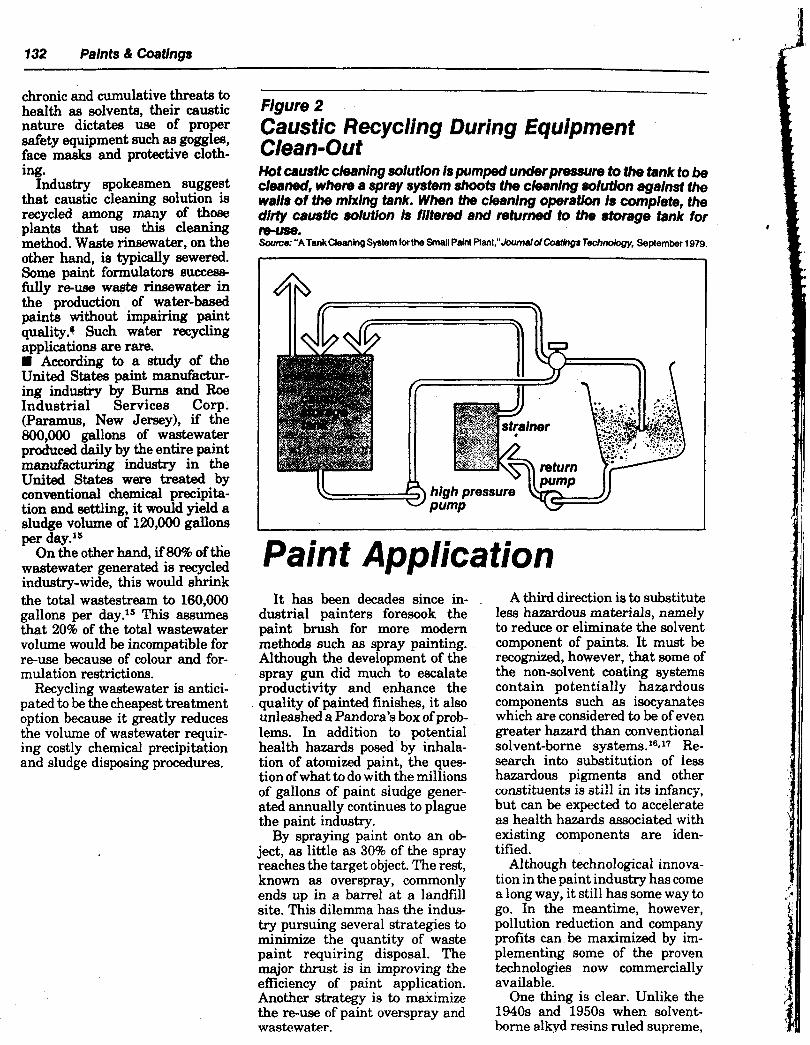
Caustic cleaning sblution is &red and heated i na special tank (see Figure 2). The hot caustic solution is pumped under lnwsure to the tank to be cleaned. A rotating jet or spray nozzle syatem shoots cleaning solution against the walls, top and bottom of the mixing tank. When the cleaning operation is complete, the dirty caustic solution is fdtered through n 8t;raining * d t d returned to the storage tank for re-uae.14 The paint mixing tank is then rinsed with hot water.
The system can be modifred to wash 5-gallon pails and 45-gallon drum by inverting them over a spray nozzle. By installing an air micro-switch that would open an air-operated valve only once the container is inverted over the spray nozzle, operator safety is enhanced. A drain pan located beneath the cleaning area collects waste cleaning solution for re- u6e.14
Although alkali cleaning solu- tions do not Dre.qPnt the gama
132 Paints & Coatings
chronic and cumulative threats to health as solvents, their caustic nature dictates use of proper safety equipment mch as goggles, face masks and protective cloth- ing.
Industry spokesmen suggest that caustic cleaning solution is recycled among many of those plants that use this cleaning method. Waste rinsewater, on the other hand, is typically sewered. Some paint formulators success- fully muse waste rinsewater in the production of water-based paints without impairing paint quality.! Such water recycling applications are rare. H Accordrng to a study of the United States paint mandactur- ing industry by Burns and Roe Industrial Services Corp. (Paramus, New Jersey), if the s00,OOO gallons of wastewater produced daily by the entire paint mandacturing industry in the United S t a h were treated by conventional chemical precipita- tion and settling, it would yield a sludge volume of 120,OOO gallons per day.I5
On the other hand, if8096 of the wastewater generated is recycled industry-wide, this would shrink the total wastestream to 160,000 gallons per day.15 This assumes that 20% of the total wastewater volume would be incompatible for reuse because of colour and for- mulation restrictions.
Recycling wastewater is antici- pated to be the cheapest treatment option because it greatly reduces the volume of wastewater requir- ing costly chemical precipitation and sludge disposing procedures.
Flgure 2 Caustic Recycling During Equipment Clean-Out Hot caustic cleaning solutlon Is pumped under pressure to the tank to be cleaned, where a spray system shoots the cleaning solution against the walls of the mixlng tank. When the cleaning operation is complete, the dirty caustic solutlon Is flitamd and mtumed to the storage tank for "e. Sou~:"ATankCleanlngSystemforthe Small Pain!Piant,"Joumddcodnga Tecdmibgy, September 1979.
I I fr \\ I I II
Paint Application I t has been decades since in-
dustrial painters foresook the paint brush for more modern methods such as spray painting. Although the development of the spray gun did much to escalate productivity and enhance the quality of painted finishes, it also unleashed a Pandora's box of prob- lems. In addition to potential health hazards posed by inhala- tion of atomized paint, the ques- tion of what to do with the millions of gallons of paint siudge gener- ated annually continues to plague the paint industry.
By spraying paint onto an ob ject, as little as 30% of the spray reaches the target object. The rest, known as overspray, commonly ends up in a barrel at a landfill site. This dilemma has the indus- try pursuing several strategies to minimize the quantity of waste paint requiring disposal. The major thrust is in improving the efficiency of paint application. Another strategy is to maximize the re-use of paint overspray and wastewater.
, A third direction is to substitute less hazardous materials, namely to reduce or eliminate the solvent component of paints. It must be recognwd, however, that some of the non-solvent coating systems contain potentially hazardous components such as isocyanates which are considered to be of even greater hazard than conventional solvent-borne systems.16.17 Re- search into substitution of less hazardous pigments and other cuiiyiitilents is atill in its infancy, but can be expected to accelerate as health hazards associated with existing components are iden- tified.
Although technological innova- tion in the paint industry has come a long way, it still has some way to go. In the meantime, however, pollution reduction and company profits can be maximized by im- plementing some of the proven technologies now commercially available.
One thing is clear. Unlike the 1940s and 1950s when solvent- borne alkyd resins ruled supreme,
1 .
Paints & Coatings 133
no single coating type will capture the entire coatings market. In an age of cost cutting and greater environmental awareness, in- dustrial finishers will have to make their selections in terms of end-use requirements and condi- tions specific to their own opera- tions.*8
1. New Coating Types
Paintmakers are tackling the solvent problem by formulating coatings with substantially leas or no volatile organic solvents. Low solvent and solventrfree paint sys- tems include high-solids emulsion paints, twepart catalyzed sys- tems that convert fully to film, and solution types made of pre-polymers, co-solvents and water l 9 V 2 O (see Figure 3).
Conventional paints are com- posed of three basic components: a film-forming binder consisting of resins or drying oils; a volatile organic solvent or water to main- tain fluidity; and a pigment sys- tem containing colouring, opacify-
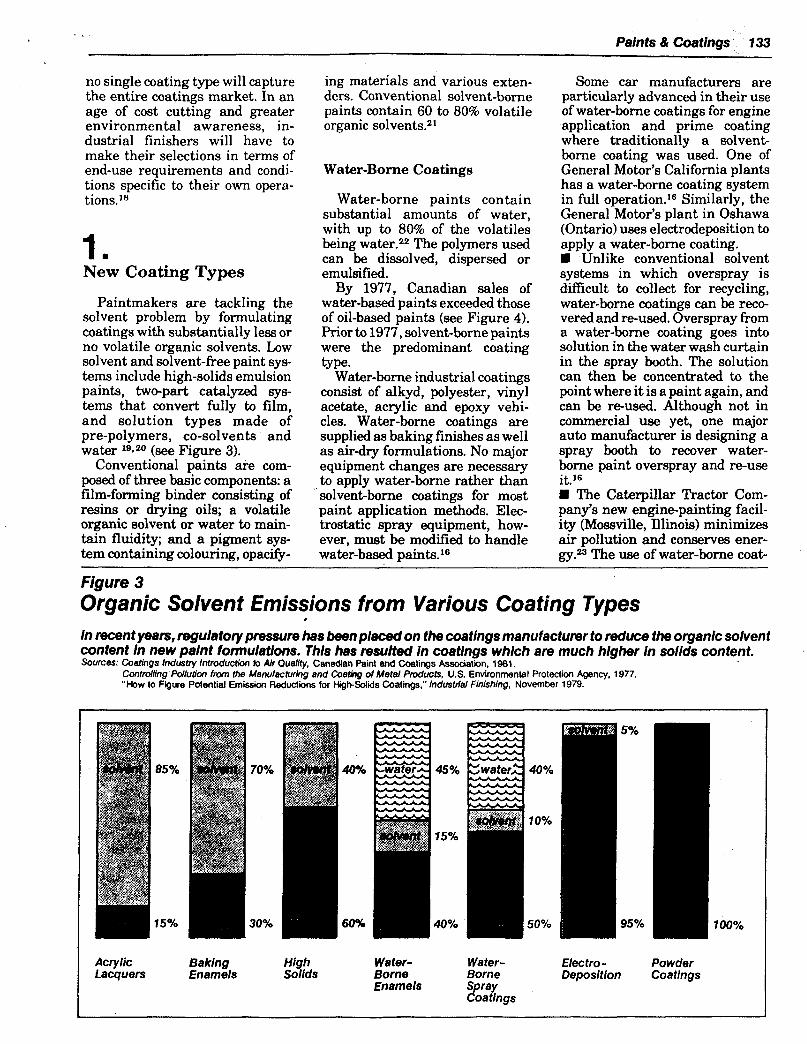
ing materials and various exten- ders. Conventional solvent-borne paints contain 60 to 80% volatile organic so1vents.Xl
Water-Borne Coatings
Water-borne paints contain substantial amounts of water, with up to 80% of the volatiles being water.22 The polymers used can be dissolved, dispersed or emulsified.
By 1977, Canadian sales of water-based paints exceeded those of oil-based paints (see Figure 4). Prior to 1977, solvent-borne paints were the predominant coating type-
Water-borne industrial coatings consist of alkyd, polyester, vinyl acetate, acrylic and epoxy vehi- cles. Water-borne coatings are supplied as baking finishes as well as air-dry formulations. No major equipment changes are necessary to apply water-borne rather than solventcborne coatings for most paint application methods. Elec- trostatic spray equipment, how- ever, must be modified to handle water-based paints.16
Some car manufacturers are particularly advanced in their use of water-borne coatings for engine application and prime coating where traditionally a solvent- borne coating was used. One of General Motor's California plants has a water-borne coating system in full operation.16 Similarly, the General Motor's plant in Oshawa (Ontario) uses electrodeposition to apply a water-borne coating. N Unlike conventional solvent systems in which overspray is difficult to collect for recycling, water-borne coatings can be rem vered and re-used. Overspray from a water-borne coating goes into solution in the water wash curtain in the spray booth. The solution can then be concentrated to the point where it is a paint again, and can be reused. Although not in commercial use yet, one major auto manuhcturer is designing a spray booth to recover water- borne paint overspray and re-use it.16 N The Caterpillar Tractor Com- pany's new enginepainting facil- ity (Mossville, Illinois) minimizes air pollution and conserves ener- gy.= The use of water-borne coat-
Figure 3 Organic Solvent Emissions from Various Coating Types In recent years, regulatory pressure has been placed on the coatings manufacturer to reduce the organic solvent content in new paint formulations. This has resulted in coatings which are much higher in solids content. Sources: Coatings Industry IntroducHOn lo Air Ouality, Canadian Paint and Coatings Assodation. 1981.
Contrdling Pdlutibn hvm the Manulecturing and Coathg of Metal Products, US. Environmental Protection Agency, 1977. "How to Figure Potential EmisMon Reductions for HighSolids Coatings."lndustriel Finishing, November 1979.
85%
15%
70X
30%
45% 40%
10%
50%
5%
95%
Acrylic Baking High Water- Water- Eiectro - Powder Lacquers Enamels Solids Borne Borne Deposition Coatings
Enamels spray Coatings
100%
1 1

134 Paints & Coafings
~~ ~
Figure 4 Shift in Canadian Paint Production (in millions of gallons) Prior to 1977, sotvent-borne paints were the predominant coating type. 8 y 1977, S8kS Of W8fer-b8sed paints exceeded tho- Of oil-besed p8infS. Source: "lndwby Statistics: Real Growth Lags But Paint Dollar Value Continues to Rise,"Coebngs Magazine.
MarchIApril 1961.
1975 1978
Water-Based Coatlngs
14.5 million gallons
r
1975
- 12 million gallons
1978
Solvent-Borne Coatings
inga holds down air pollution i while a low-temperature drying
? oven saves energy. Unlike . eolvent-based systems, the hot air in the drying oven used to cure ! water-borne paints can be recircu- lated, keeping heating costs down. Other advantages of the water- borne painting operation are re- ducedfuehazards24andinsurance costs.
High Solids Coatings
High solids coatings can actu- ally deliver more than double the usual amount of paint compared to conventional low solids or water- borne paints.=
The resins used in many coab ings are not suitable for one component high solids coatings because as the resin solids are increased, the finish becomes very viscous, making application dif- ficult. To achieve the required viscosity, the resin is kept dis- persed as discrete particles. Known as non-aqueous disper- sions, these coatings achieve a 30 to 60% solids content.2O
i
Two Component Catalyzed Coatings
Catalyzed polyurethane coat- ings contain 80% or more solids by volume. They are two component systems produced by the reaction of isocyanates and hydroxyl com- pounds, and as such need no organic solvent; The automotive indmtry has been exploring the use of polyurethane to replace solvenbborne acrylic lacquers and enamels used for topcoating. But isocyanates represent highly toxic materials which would require the industry to install costly and com- plex robots to spray aut~s.8
Radiation-Curable Coatings
Radiation-curable coatings con- tain no organic solvents and are 10096 solids! Reactive monomers are applied to a surface which is then subjected to high-energy radiation such as ultraviolet (W) light. Radiation-curable coatings now command about 12 to 15% of the curable coatings market, and are expected to capture 20% by 1985 as equipment and formula- tions improve.8
H In the W curingprocess, special phohinitiators such as thioxan- thones, acetophenone derivatives and benzoin ethers are activated by photons to provide free radicals for the polymerization reactions.
In the electron beam (EB) pro- cess, a thin coating is applied to a substrate and heated by a stream of electrons which polymerizes the coating instantly.
The infrared (IR) system is based on a thermal cure process, unlike the W and EB systems in which the curing is based on a photochemical reaction. Electrical consumption for IR is high, 20 to 50 times higher than for EB, and 10 to 20 times higher than used for UV system^.^ The advantage of using the IR process is its ability to cure thermally-sensitive coatings and difficult shapes. H Degussa Ltd. (Burlington, On- tario) has developed a painting system that eliminates the need for an organic solvent. The new technology involves a liquid pre- polymer and mixture of reactive thinners (acrylates) that are cross-linked by radiating with W lightT5 Unlike conventional sol- vent systems, the "solvent" in the Degussa system does not evapo- rate but rather becomes part of the surface coating. This solventless coating technology is well-suited for painting steel, chipboard,
styrene.%
Powder Coatings
laminates, mdboard and poly-
Powder coatings are 100% sol- ids, frequently composed of hybrid polyester epoxy or polyurethane powderTO The powder is sprayed on to the target object and baked at high temperatures to fuse the individual particles to form a continuous film. Resultant coat- ings can be very hard and resis- tant to corrosion. Because the powder does not set until it is baked, it is possible to recycle virtually all the overspray.
2. Increasing Paint Transfer Efficiency
Paint transfer efficiency refers to the percentage of paint applied
that actuaily reaches the target object.*'' Paint transfer efficiencies for different application methods are listed in Table 2.
Spray Painting
Conventional Air-Atomized Spray Painting
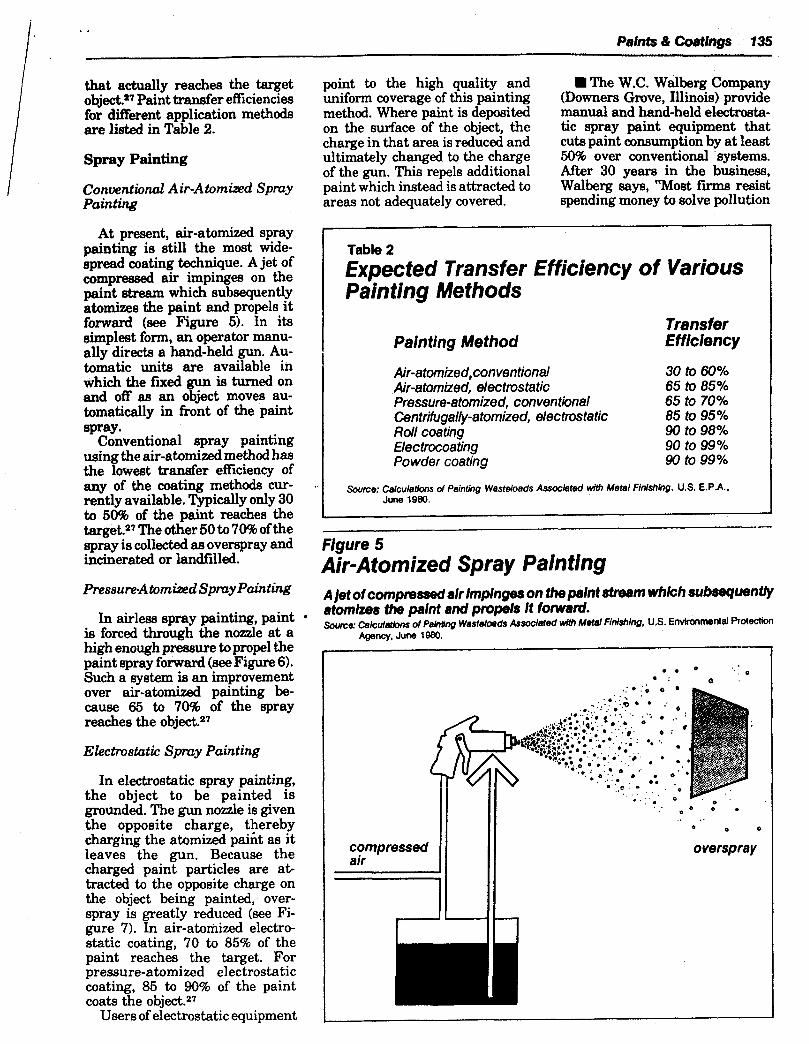
At present, a i r - a t o d spray painting is still the most wide- spread coating technique. A jet of compressed air impinges on the paint stream which subsequently atomizes the paint and propels it forward (see Figure 5). In its simplest form, an operator manu- ally directs a hand-held gun. Au- tomatic units are available in which the fxed gun is turned on and off as an object moves au- tomatically in front of the paint spray.
Conventional spray painting using the air-atomized method has the lowest transfer efficiency of any of the coating methods cur- rently available. Typically only 30 to 50% of the paint reaches the target.27 The other 60 to 70% of the spray is collected as overspray and incinerated or lanNilled.
PressuwAtomkd Spray Painting
is forced through the nozzle at a high enough pressure to propel the paint spray forward (see Figure 6). Such a system is an improvement over air-atomized painting be- cause 65 to 70% of the spray reaches the
Electrostatic Spray Painting
In airless spray painting, paint
In electrostatic spray painting, the object to be painted is grounded. "he gun nozzle is given the opposite charge, thereby charging the atomized p a h t as it leaves the gun. Because the charged paint particles are at- tracted to the opposite charge on the object being painted, over- spray is greatly reduced (see Fi- gure 7). In air-atomized electro- static coating, 70 to 85% of the paint reaches the target. For pressure-atomized electrostatic coating, 85 to 90% of the paint coats the object.*'
Users of electrostatic equipment
point to the high quality and uniform coverage of this painting method. Where paint is deposited on the surface of the object, the charge in that area is reduced and ultimately changed to the charge of the gun. This repels additional paint which instead is attracted to areas not adequately covered.
The W.C. Walberg Company (Downers Grove, Illinois) provide manual and hand-held electrosta- tic spray paint equipment that cuts paint consumption by at least 50% over conventional systems. After 30 years in the business, Walberg says, 'Most firms resist spending money to solve pollution
Table 2 Expected Transfer Efficiency of Various Painting Methods
Painting Method Transfer Efficiency
Air-atomized, conventional 30 to 60% Air-atomized, electrostatic 65 to 85% Pressure-atomized, conventional 65 to 70% Centrifugally-atomized, electrostatic 85 to 95% Rdl coating 90 to 98% Electrwating 90 to 99% Powder coating 90 to 99%
Source: Calculellons d Painting Wasteloads Associated wlttr Metal Finishing. U.S. E.P.A.. June 1980.
Figure 5
A jet of comprerwed 8if impinges on the p in t stream which subsequently stomhes the paint and propels it fonuard.
Air-Atomized Spray Painting
Source Cakulatk)ns d W n g Wastdoeds Assocleted wlttr Metd Hnishlng, US. Environmental Protection Agency, June 1980.
. a 0 ' . 0 a : e .
overspray

136 Peints & CoaUngs
Figure 6 Pressure Atomized Spray Painting In a/r/ess spray painting, paint is fotced through the nozzle at high enough pressure to prop/ the paint forward. Soume: Calculalkms of PahUng Wasteloads A s d a t e d wilt, Metal Fldshhg, US. Environmental Rotecticm
Agency, June 1980.
. . : ’ . . . * a .. ::.
Figure 7 Electrostatic Spray Painting The obwt to be painted 1s grounded and the paint is given the opposite charge. Overspray is greatly reduced because the paint is attracted to the opposite charge on the object being painted. Source: ca/cu/at&m dPclhUnp Wasteloads Associated with Metal FmhMng, U S Enwronmental Protwbon
Agency.Junel980.
... 9. . . . . . .. - .
high . . . 5 - .
ground
..
Automatlc electmstatic spray system. A dmph piupin connecthm brings high voitage to the gun for high-solids or other hlgh resistance paints. Watsrrbome paints rsquire no dlrect high voltage connection to the gun dnce it k applied directly to the fiuM suppry system.
problems but do not hesitate to spend money if they can recover the investment in a short period of time. We don’t sell a system unless the pay-back period is less than two years.”
According to Walberg, the pla& tics and wood industries are still spraying with conventional spray equipment. Non-conductive items such as wood and plastic can be sprayed electrostatically if con- ductive water-bome coatings me used. But this would necessitate a shift away from conventional solvent-borne paints, a shift the industry has been reluctant to make. B Flexsteel Industries (Dubuque, Iowa) changed from a conven- tional air spray to an electrostatic finishing system at its furniture plant.= In doing so, the company reduced overspray by 40% and saved itself $15,000 a year in new paint costs. Pay-back for the Binks (Chicago, Illinois) manual elec- trostatic equipment is estimated at less than two v e a r ~ . * ~
Paints & Coatings 137
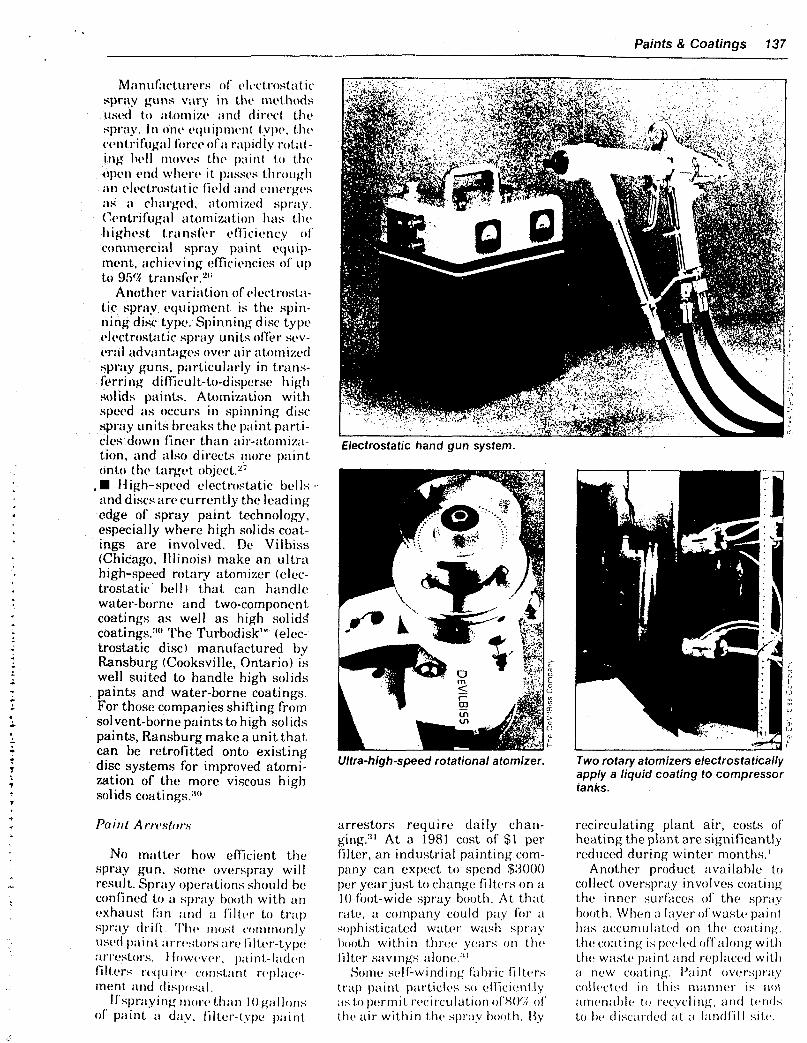
M:inuf~ictirrrrs of’ cbl(~ct t-ostat ic s;pr;iy guns vary in thc nicthods ustd to ;itoniizc. ; i n d direct t h ~ spr:iy. In oti(1 cqitipnicwt typb. t tic.
ing lwli niows thc- p ; i i n t to t h c t open rnti w h c ~ c ~ it p;issw through ;in clcct roskit ic f i ~ l d and i*~tiw-g(~s
(’vntrifugiil ;itomiz:itioti tias t I i ( 1
t i i g ti c s t t ra n s f i t r c1 f‘fi c i P n cy (1 I’ corilI~iercii\l spray paint cq ti i p- mcnt, achieving eficicwcios of up to 95!‘4 triinsfi.r.2”‘
Anothw varitition of clectrostii- tic spray equipment is the spin- ning disc typc. Spinning disc type ~1cctrost;itic spray units ofGr sov- w i t adviint;igcs ovw ;i i r a torn izcd sprily guns, particu1;irly in trans- forri ng dif~cult-to-disperse high ~ o l ids pili tits. Atomimtion with specd :is occurs i n spinning disc
units brcaks thc p;iint parti- clcs down finor than :iir-atoniixli- tion. iind iilso directs mor(’ piiint onto tho tarcibt objcct.’7
, High-spwd electrostatic bclls m d discs arc~currently the leading cdge of spray paint technoloky, especially where high solids coat- ings are involved. De Vilbiss (Chicago, Illinois) make an ultra high-speed rotary atomizer (c1lec- trostatir hell) that can handlc water-borne and two-component coatings as well as high solidS coati rigs.:"' The Turbod i sklH (el ec- trostat ic disc manufactured by Ransburg (Cooksville, Ontario) is well suited to handle high solids paints and wa ter-borne coatings. For those companies shifting from solvent-borne paints to high sol ids paints, Ransburg make a unit that can be retrofitted onto existing disc systems for improved atomi- zation of the more viscous high solids coatings.:”’
rcwtrifiig:;il filrc(. ofii r;iptdl.v rotiit-
;IS ii chi irgd, atomized spr:iy.
Electrostatic hand gun system.
1 Ultra-high-speed rotational atomizer.
arrestors require daily chan- ging.:” At a 1981 cost of $1 per filter, an industrial painting com- pany can expect to spend $3000 per year just to change fi Itc5r.s on a IO-foot-wide spray booth. A t that riite, ;I company could p ; ~ y for :I soph isticwtcd wator w:isti spr:iy I)ooth within ttirec. vwrs on th t . filtw savings alone.:”
Sonitr ~(llf-winding f;it)ric filtcnrs tr;tp paint piirticl(>~ so c!fiicic!ntly ;is to ptrrmit. rc.c*ircuIation of’H0‘d of’ the. uir within tht. s p ~ i v hooth. 13.y
Two rotary atomizers electrostatically apply a liquid coating to compressor tanks.
recirculating plant air, costs of heating the plant are significantly reduced during winter months.’
Another product ava ila hle to collect overspr;iy involves coil ti iig the inner surfiiccs of t h e spray booth. When ;I layor or‘wastch paint tias ;iccu rnu 1;itcd o n thc. co;i t.i i ~ g , the coating is p o c . I c d of’f’along with thc. waste paint and rcplaccd with :I now co;iting. Paint ovcrspr.:iv eolloctcd in t,his iiiitniic1r is r i o t
:irnon;it)lc. t o r t y v c l ing, and t(*rids to hi disc:irdcd a t ;i Iiindf’iII sit(,.
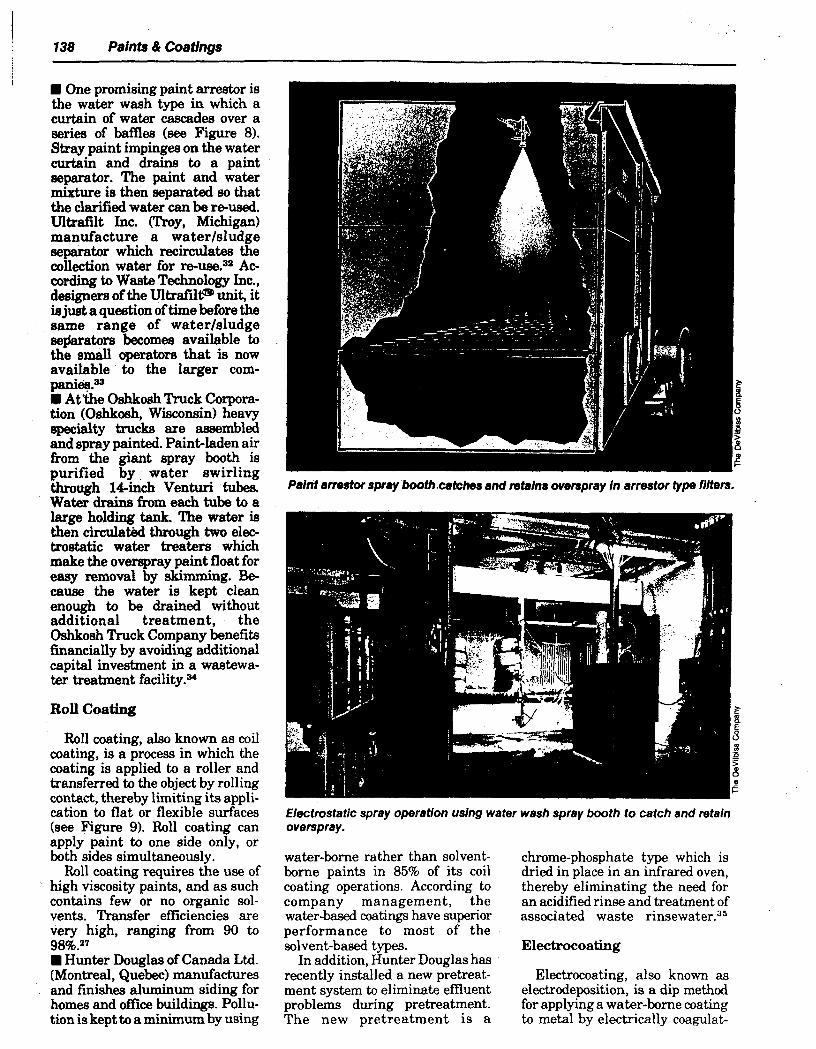
138 Paints & Coatlngs I I One promising paint arrestor is
the water wash type in which a curtain of water cascades over a aeries of baffles (me Figure 8). Stray paint impinges on the water curtain and drains to a paint separator. The paint and water mixture is then separated 80 that the c ld ied water can be reused. Ultra6lt Inc. (Troy, Michigan) manufacture a waterlsludge separator which recirculates the collection water for r e - w . 3 2 Ac- cording to Waste Technology Inc., designers of the UltrafW@ unit, it is just a question of time before the same range of waterlaludge ae&trabra becomea available to the small operators that is now available to the larger com- pani*.=
At'the Oshkosh Truck Corpora- tion (Oshkwh, Wisconsin) heavy specialty trucks are =&led and spray painted. Paint-laden air &om the giant spray booth is purified by water swirling through 14inch Venturi tubes. Water drainsf" eachtube to a h g e holding tank. The water is then circulatkd through two elec- trostatic water treaters which make the overspray paint float for easy removal by skimming. Be- cause the water is kept clean enough to be drained without additional treatment, the oshkosh Truck Company benefits financially by avoiding additional capital investment in a wastewa- ter treatment facility.34
Roll Coating
Roll coating, also known as coil coating, is a process in which the coating is applied to a roller and transferred to the object by rolling contact, thereby limiting its appli- cation to flat or flexible surfaces (see Figure 9). Roll coating can apply paint to one side only, or both sides simultaneously.
Roll coating requires the use of high viscosity paints, and as such contains few or no organic sol- vents. Transfer efficiencies are very high, ranging from 90 to 98%
Hunter Douglas of Canada Ltd. (Montreal, Quebec) manufacturea and finishes aluminum siding for homes and oEce buildings. Pollu- tion is kept to a minimum by using
Paint arrestor spray booth.catchea and retains overspray In armator type filters.
EIectrostatic spray operation using water wash spray booth to catch and retain overspray.
water-borne rather than solvent- borne paints in 85% of its coil coating operations. According to company management, the water-based coatings have superior performance to most of the solvent-based types.
In addition, Hunter Douglas has recently installed a new pretreat- ment system to eliminate emuent problems during pretreatment. The new pretreatment i s a
chrome-phosphate type which is dried in place in an infrared oven, thereby eliminating the need for an acidified rinse and treatment of associated waste r i n ~ e w a t e r . ~ ~
Electrocoating
Electrocoating, also known as electrodeposition, is a dip method for applying a water-borne coating to metal by electrically mgulat-
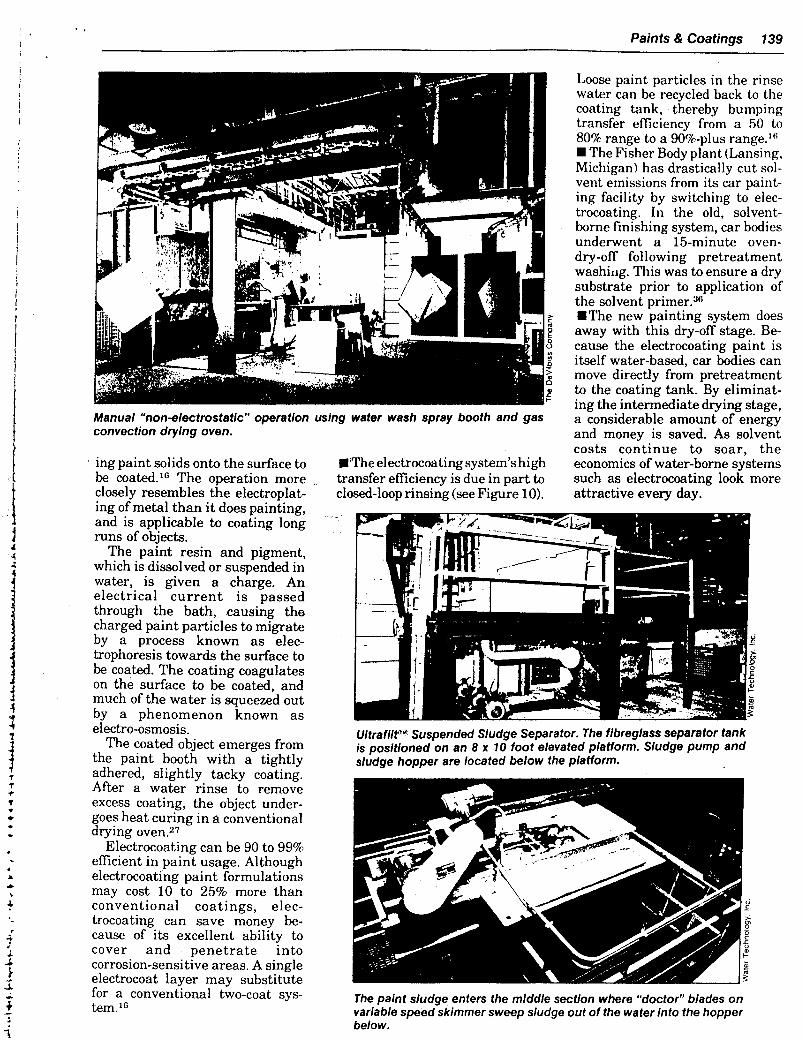
* . Paints & Coatings 739
Manual “non-electrostetlc” operation using water wash spray booth and gas convection drying oven.
ing paint solids onto the surface to be coated.lG The operation more ,
closely resembles the electroplat- ing of metal than it does painting, and is applicable to coating long runs of objects.
The paint resin and pigment, which is dissolved or suspended in water, is given a charge. An electrical current is passed through the bath, causing the charged paint particles to migrate by a process known as elec- trophoresis towards the surface to be coated. The coating coagulates on the surface to be coated, and much of the water is squeezed out by a phenomenon known as
a considerable amount ofenergy and money is saved. As solvent costs continue to soar, the economics of water-borne systems such as electrocoating look more attractive every day.
.The electrocoatingsystem’s high transfer efficiency is due in part to closed-loop rinsing (see Figure 10).
electro-osmosis. The coated object emerges from
the paint booth with a tightly adhered, slightly tacky coating. After a water rinse t o remove excess coating, the object under- goes heat curing in a conventional drying oven.27
Electrocoating can be 90 to 99% efficient in paint usage. Although electrocoating paint formulations may cost 10 to 25% more than conventional coatings, elec- trocoating can save money be- cause of its excellent ability to cover and penetrate into corrosion-sensitive areas. A single electrocoat layer may substitute
UltrafilP Suspended Sludge Separator. The flbreglass separator tank is positioned on an 8 x 10 foot elevated platform. Sludge pump and sludge hopper are located below the platform.
for a conventional two-coat sys- tem.16
The paint sludge enters the middle section where “doctor“ blades on variable speed skimmer sweep sludge out of the water into the hopper below.
. *
740 Palnts & Coatlngs
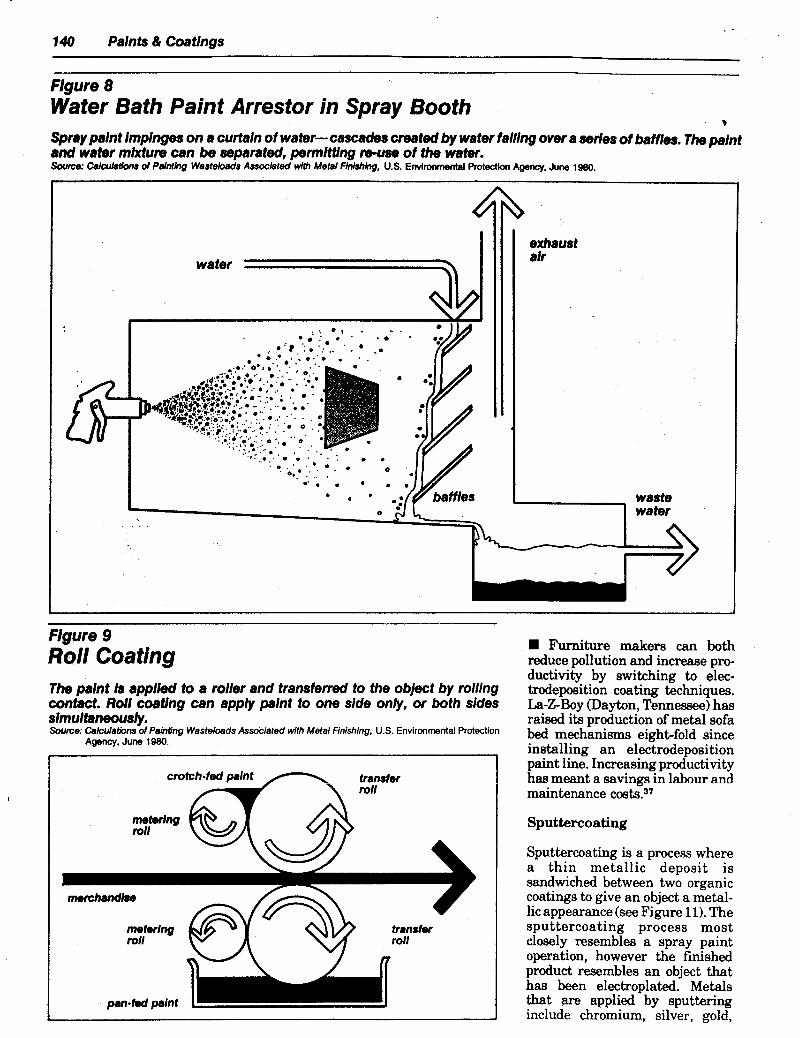
Figure 8
Spray palnt lmplngeti on a curtaln of water- cascades created by water falling over a serles of baffles. The paint and water mMum can be separated, penn/tt/ng IY)-USB of the water.
w Water Bath Paint Arrestor in Spray Booth
Source: Cda1/8f /o~ ol Pslnthg Wastelosde Awockrted MUI Metal F M h g , U.S. EnviroMlental ProtecuOn Agency, June 1980.
4 . . . . : . .;:*. . . e . ' j '. . . ',. .. . . ' . .
exhaust alr
waste -1 water
Figure 9
The palnt is applied to a roller and transferred to the object by rolling contact. Roll coating can apply palnt to one side only, or both sides simultaneously.
Roll Coating
Source: Cakulabbns of Painffng Wasteloads Associated wfth Metd Flnrshlng. U.S. Environmental Protection Agency. June 1980.
n- \ / R
pw.lbd palnt . Furniture makers can both
reduce pollution and increase pro- ductivity by switching to elec- trodeposition coating techniques. La-%Boy (Dayton, Tennessee) has raised ita production of metal sofa bed mechanisms eight-fold since installing an electrodeposition paint line. Increasing productivity has meant a savings in labour and maintenance costs.37
Sputtercoating
Sputtercoating is a process where a thin metallic deposit is sandwiched between two organic coatings to give an object a metal- lic appearance (see Figure 11). The sputtercoating process most closely resembles a spray paint operation, however the finished product resembles an object that has been electroplated. Metals that are applied by sputtering include chromium, silver, gold,

- 1
Paints & CoaUngs 741
Figure 10
Electrocoatlng can be 90 to 99%effklent In paint usage. The high transfer effklemy Is due In part to closed-loop rinsing. Loose paint particles In the rinsewater can be recycled back to the coating tank.
The Electrocoating Process
source: cakulations d Paintina Wastebads Associated with Metal Finishing. U.S. Environmental Protection " Agency, June 1980.
rinse rinse rinse
Cheln On Edge co8tlng p m duccw base or topcoat over irwular tem producer thin (approx.- 500
angstrom) mete1 film on furn/fure shapes. corner.
Linear Pass reciprocating spray system Produces base or topcoat at 5-15 feetlminute.
Ultraviolet Curing Station Is capable of fully curing topcoat In seconds.
brass, bronze, aluminum, copper, stainless steel and rhodium.
According to Robert Rainey, operations manager at Varian's Advanced Industrial Coating Op- eration (Florence, Kentucky), sputtering is a physical phenome non that was discovered in the 1880s as a failure mode in high- voltage vacuum tubes. The metal from the cathode of the tube would "sputter" away and end up as a build-up on the glass enclosure.38
"It wasn't until the mid-19OOs that thisproblem was converted to a useful tool for the formation of thin films," says Rainey.=
Until the 19706, sputtering technology application was ham- pered by the slow rate at which the metal layer could be deposited. Since then, the development of high-rate magnetron sputkring sourceshasincreasedmetaldepos- ition rates 30-fold to a level com- patible with rapid production needs.%
The resulting metal layer is very thin, typically ranging from 500 to 1000 angstroms in thick- ness. Because thin coatings reduce the quantity of metal used, pro- duction & are shaved accord- ingly. In addition, sputtering con- sumes only one-third of the energy required in conventional electro- plating?
The base coat, the first layer to be applied, functions to level and seal the substrate as well as
Figure 7 7 Structure of a Spuff ercoat The sputtercoat Is composed of an organic base coat, a very thin metal /ayw and an organk fop coat which functions to protect the metal layer. Source: "Sputtercoating A Produdion Reakty."
PlatlngandSurfecaFinishmg. &dl 1981
-1 top coat 0.5-1.0 MIL
metal 500-1000 A"
base coat 0.51 .O MIL
I substrate I I
, . 142 Paints i3 Coatings
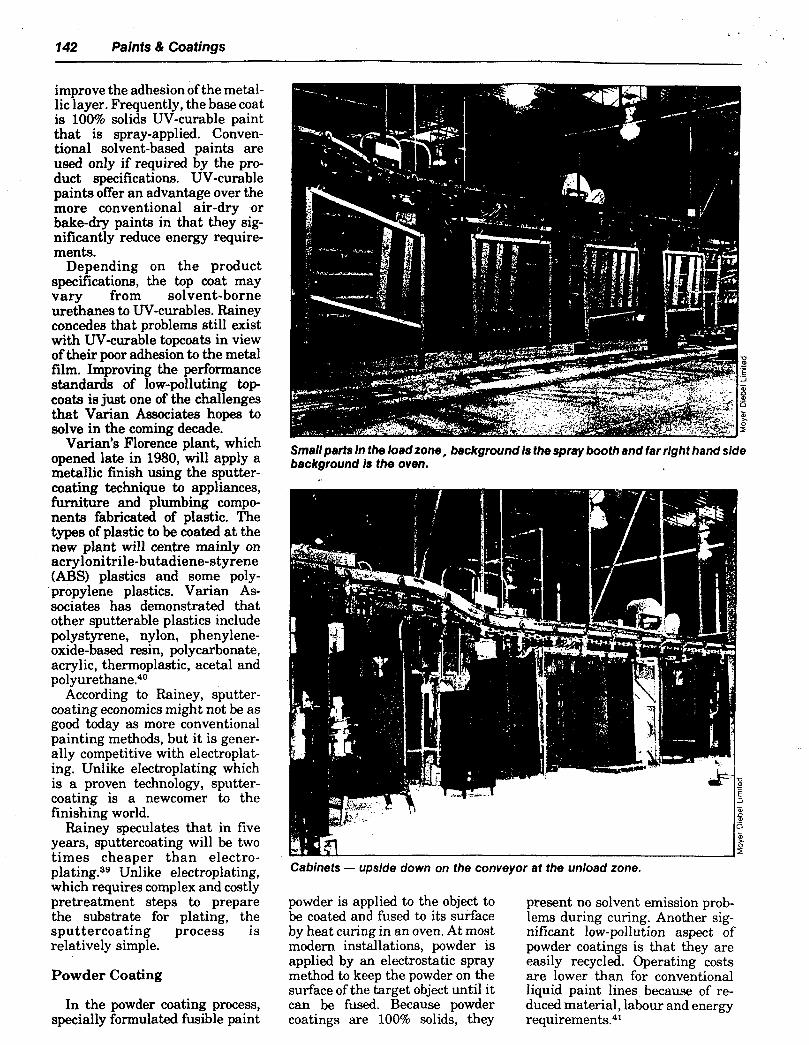
improve the adhesion of the metal- lic layer. Frequently, the base coat is 100% solids UV-curable paint that is spray-applied. Conven- tional solvent-based paints are used only if required by the pro- duct specifications. UV-curable paints offer an advantage over the more conventional air-dry or bake-dry paints in that they sig- nificantly reduce energy require- ments.
Depending on the product specifications, the top coat may vary from solvent-borne urethanes to UV-curables. Rainey concedes that problems still exist with UV-curable topcoats in view of their poor adhesion to the metal film. Improving the performance standards of low-polluting top coats is just one of the challenges that Varian Associates hopes to solve in the coming decade.
Varian’s Florence plant, which opened late in 1980, will apply a metallic finish using the sputter- coating technique to appliances, furniture and plumbing compo- nents fabricated of plastic. The types of plastic to be coated at the new plant will centre mainly on acrylonitrile-butadiene-styrene (ABS) plastics and some poly- propylene plastics. Varian As- sociates has demonstrated that other sputterable plastics include polystyrene, nylon, phenylene- oxide-based resin, polycarbonate, acrylic, thermoplastic, acetal and p ~ l y u r e t h a n e . ~ ~
According to Rainey, sputter- coating economics might not be as good today as more conventional painting methods, but it is gener- ally competitive with electroplat- ing. Unlike electroplating which is a proven technology, sputter- coating is a newcomer to the finishing world.
Rainey speculates that in five years, sputtercoating will be two times cheaper than electro- plating.39 Unlike electroplating, which requires complex and costly pretreatment steps to prepare the substrate for plating, the sputtercoating process is relatively simple.
Powder Coating
In the powder coating process, specially formulated fusible paint
Small parts in the load zone, background is the spray booth and far right hand side background Is the oven.
Cabinets - upside down on the conveyor at the unload zone.
powder is applied to the object to be coated and fused to its surface by heat curing in an oven. At most modem installations, powder is applied by an electrostatic spray method to keep the powder on the surface of the target object until it can be fused. Because powder coatings are 10Wo solids, they
present no solvent emission prob- lems during curing. Another sig- nificant low-pollution aspect of powder coatings is that they are easily recycled. Operating costs are lower than for conventional liquid paint lines because of re- duced material, labour and energy r eq~ i remen t s .~~
I I
Paints & Coatings 7 4 3
Moyer Diebel (Jordan, Ontario) has recently upgraded the small paint line a t its vending machine manufacturing plant. In a spirit of modernization, Moyer Diebel chose an automated powder coat- ing operation.
“We were very hesitant when we first considered going to pow- der because it represented some- thing of a leading edge technology. Being on the leading edge is not a very comfortable position tobe in,” says George Perdue, vice presi- dent of manufacturing.
According to Perdue, the capital cost of the automated powder system and the automated con- ventional liquid system were vir- tually the same. At the time of the installation, Moyer Diebel paid $280,000 for its new powder line manufactured by Interrad Inter- national, about $5,000 less than for a liquid paint line. The real savings result from the reduced energy consumption, reduced material costs, and reduced maintenance costs. The powder system is costing Moyer Diebel about 15% less in operating costs than a comparable liquid sys- tem?’
At Moyer Diebel, the majority of parts coated are steel. Some aluminum and stainless steel parts are coated as well. Before the ‘ parts can be coated, they must be washed to permit proper adhesion of the paint. Steel parts usually have a thin protective film of oil on the surface which must be re- moved before painting. Since the company installed its powder line, the previous four-stage washing system has been reduced to a three-stage process.
Perdue says, “We were sur- prised to find that the powder coating stuck on easier and with less cleaning. The upshot is that it is cheaper to pre-clean surfaces to be powder-coated because fewer cleaning cycles are needed.”
For Moyer Diebel, reducing the total volume of wastewater gener- ated by reducing the number of cleaning cycles is a significant benefit. The company’s rural loca- tion means that no sewer is avail- able to accept their wastewater. The wastewater from the washing Process is recycled for re-use as washwater. Sludge and residual
Manual dry powder electrostatic spray gun.
Dry powder electrostatic touch-up booth on automatic appliance line.
E E m U
C
J 0 c
- 2 m s s U m B C -
Twin air bell powder booth and reclaim unit.
wastewater are hauled away by a disposal company.
Once the parts have been moved automatically through the three- stage wash system and dry-off oven, the parts are ready to pass through an enclosed spray booth.
Several spray guns automatically spray coat the part with a posi- tively charged powder, allowing the powder to adhere to the metal until baking. A manual touch-up using hand operated electrostatic guns follows immediately to coat inaccessible areas.
The excess powder that does not adhere to the object falls to the bottom of the paint booth onto a moving belt. The belt carries the excess powder to a vacuum system which collects and transports the overspray to the filter units. Once the overspray has been filtered to remove dirt, metal bits and clumps of paint, the powder is returned to the feed hopper for ~e -use .~“
Only 40 to 50% of the powder sprayed stays on the target object, however the highly efficient over- spray recycle system means that almost all of the 5000 pounds of powder used each month is actu- ally used in coating the parts.
“Because the recovery rate of overspray is about 99 percent, we don’t accumulate barrels of paint sludge,” says Perdue.
The powder-coated parts are then moved to a gas-fired oven which cures the paint for a durable finish. Although powder baking requires an oven temperature of 400” to 425”F, about 20°F higher than for a liquid system, the overall energy efficiency is much higher.42 According to Perdue, the new powder line requires 35% less energy than a conventional sys- tem.
“We used to have to exhaust hot air from our baking ovens because it was laden with solvents,” says Perdue. “Now we get excellent energy conservation because the hot oven air is filtered and recy- cled immediately instead of exhausted. The energy savings are especially tremendous in the winter.”
There is no doubt in Perdue’s mind that the economics of powder are best for those applications that do not need many colour changes. Powder coating technology does have a relatively wide range of application, particularly in the appliance industry, the outdoor furniture industry, or as a base coat in the automotive industry.
Colour change takes about three hours to accomplish. This is done

by manually weeping down the walls of the booths and switching spray gun hosee to the hopper containing the other colour. The powder that is brushed from the walls and air-purged from the spray guna is then recycled back into the system.42 Unlike conven- tional liquid paint systems which generate large volumes of waste- water and sludge during a colour change, changing colour for a powder system is sludge-fkee. M The W.C. Woods Company
Ltd. (Guelph, Ontario) has been in the powder coating business for more than ten years. The company can powdewmat its free” in any of four colours, and it is about to install another powder coating sysknwith greater mdti-colour capacity.’3 According to company management, the real benefits of the powder coating system are often hidden. The benefits are the things that are not required, such as no solvents to worry about, no sludge to dispose of, and no need for heat or air make-up.
dale, Ontario) manufkctures a wide range of wire products h m patio furniture and dishwasher racks to grocery shopping carta. PVC and nylon are the predomin- ant powders used to coat the metal objects. When the company started using powder coatings in 1963, it was one of the fmt in Canada to use this technology. Company management claims that the economics of powder coat- ing will only improve with time as the coat of competing finishes such as conventional wet coating and electroplating continue to es-
m The US1 Agribusiness Plant (Atlanta, Georgia) installed a powder system to paint its poultry feeding equipment, egg collectors, and environmental control equipment. Design and installa- tion assistance was imported from Torrid Oven La. (Mississauga, Ontario), with spray equipment by Volstatic Equipment Division of Canadian Hanson (Toronto, On- tario).
The coating applied is a hybrid polyester epoxy designed to re- place porcelain enamel used in the past. Advantages of the polyester epoxy coating include ita excellent
Mar~hall Industries Ltd. (Rex-
corrosion and abrasion resistance. Company management claims that no solvent system would appmch the finish and durability achieved with their powder coati ing operation.4s
3. Recycling Overspray
With paint sludge disposal coets in an upward spiral, and paint and solvent costa following suit, some businesses are turning to recy- cling paint overspray as one buffer against high overhead.
In the United Stab, paint sludge (overspray) is claseifed as hazardous waste, and as such is causing industrial painters some very expensive headaches. Dis- p o d coets for a drum of paint sludge have jumped as high as $200 per drum in parte of the United States, up 100-fold since the $2 charge in the early 1970s.@
One chronic problem with re- cycling overspray is that the paint dries and becomes unworkable as a new paint. Recycling is most efficient if the drying or curing factor can be minimized. Many of the new paint formulations and innovative coating methods en- hance paint recovery oppor- tunities. For example, in radiation curing and powder coating methods, the coating that is applied will not cure until i t is put through a special curing cycle. Hence, it becomes technically pos- sible, and in many cases economi- cally necesSary to recycle over- spray. 3M (St. Paul, Minnesota) rede-
signed a apray booth to eliminate excessive resin overspray and to recycle the overspray back into the project. In doing so, the 3M com- pany avoided wasting 500,000 pounds of resin a year as unused spray. With a capital investment of $45,000, the company turned its finances around to net themselves an annual saving of $125,000.47
The W.C. Richards Company (Blue Island, Illinois) has been recycling overspray for more than 30 years. According to Bill Richards, company president, the recycling of paint overspray is hardly a breakthrough in new
technology. Quite the contrary. “It was a war-time crisis which
forced UB to develop the technol- ogy. As supplies improved and prices dropped in the 19508 and 19&, industry gradually driRed back to the use of virgin materials. We put recycle on the back shelf, but today’s battles against infla- tion and environmental deteriora- tion are forcing a return to an already proven technology,” says Richards.
The W.C. Richards Company’s
its mots in scarcity and necessity. Back in 1946 when the firm still manufactured toys, red enamel paint was in such short supply that Richards, in desperation, ab tempted to reclaim the sludge fkom spray booths. The experi- ment met with such succee8 that other manufacturers requested Richards to recycle their paint wastes. Seizing a business oppor- tunity, the company abandoned ita toy line and plunged into the paint formulating and recycling business.@
More than 30 years later, busi- ness is still booming, although the company is once again shifting ita direction. In the past few years, the fm r cled about 1 million
from the appliance and automo- tive industries. At present, how- ever, they are cutting back on the quantity of paint they accept for recovery. Instead, the company is assisting businesses in on-site re- covery. The Blue Island plant has about 100 employees, more than 30 of which are technical people who consult other companies on how to recycle overspray.
Technical director Arthur Gay explains, “Nowadays we are more interested in licensing other com- panies to use our recycling process to reclaim their own paint wastes. We want to teach people to do it for themselves.”
The technical consultants will tell a company if it is economically feasible to recycle its paint sludge. In addition, the consultants will provide the design and specifica- tions for the on-site construction of the paint reclamation system, as well as train operators to use the new equipment.@
What is industry’s reaction to
own history of paint recycling has
gallons of ”r s udge a year, mainly

Paints & Coatings 745
paint sludge recycling? ‘They think it’s a great idea but they want someone else to do it for them!” exclaims Gay.
Why not continue to recycle paint instead of teaching other companies how to do it? Both Richards and Gay suggest many reasons why paint recycling makes most sense when done on-site by the company that gen- erates the sludge.
Paint designed for a production line should be re-used as paint for that same production line because that paint is already tailor-made for those specific demands. To find another customer with the same specification is very difficult. It makes more sense to reclaim primer sludge as primer, and enamel sludge as enamel, than to reclaim mixed sludges as primerP6
Another argument in favour of on-site recycling is that the sludge can be reclaimed soon after it is generated, while i t is still fresh. The fresher the sludge, the greater the yield of reclaimed paint.-
According to Gay, airdry paint systems give a much smaller yield of reclaimed paint than do bake systems. The overspray of bake- type paints remains in the liquid unpolymerized form, unlike air- dry paints which quickly’ polymerize and form a skin. Typi- cally, 80 to WO of the paint sludge of an air-dry system can be re- claimed. For a bake system, 97 to 99% of the paint sludge can be recycled.
On-site recovery offers another advantage over hauling the paint sludge to an outside reclaimer by eliminating freight and handling costs, In the United States, any movement of hazardous wastes off a company’s premises must be accompanied by multiple forms designed to track the location of these substances. Recycling paint on-site eliminates the paperwork necessary to comply with the man- ifest system.
The psychological effect of hav- ing a company deal with i ts own wastes on-site appears to be a favourable one. Gay laments the difficulties his own company has had in obtaining consistently clean paint sludge, free of cigarette butts, lunch lehvers
and other garbage. “There is the human element.
People have been treating this stuff as garbage for so long that it is hard to get them to collect it and keep it clean when they know it goes off their premises. It would be easier to keep the overspray clean if it were treated every day right at that facility. It is a continual education process at the plant,” says Gay.
But what are the economics of sludge recovery? How small a company can benefit? “If a company generates 100
drums (5000 US. gallons) of sludge a month, it is worthwhile to recycle paint. Even with 50 drums it might be worthwhile,” says Gay.
Typically, industrial paints sold for !$8 to $14 a gallon in the United States in 1981. By recovering paint on-site, the recycled paint cost only $3 to $5 per gallon. If the sludge is hauled off-site for re- claiming, the cost of the reclaimed product may reach $7 per gallon, still well below the price of virgin paint.-
The economics of recovery are sound. Given that a company generates only 100 drums (5000 US. gallons) of sludge a month, assume that 8Wo or 4OOO gallons are reclaimed at a cost of $7 per gallon. If the virgin product sells for $12 per gallon, the monthly savings in paint costa alone would be $20,000. Add to this the more than $3000 saved each month by avoiding sludge disposal costs and the economics become even more promising.@
The W.C. Richards Company suggests that most types of paints can be recovered, including al- kyds, acrylics, lacquers and epoxy esters. The company has been successful in recycling many of the new high solids formulations and some water-borne formulas.
In the sludge recovery process, the first step is to redissolve everything that is soluble in the sludge. Some of the paint sludge will remain in its polymerized form as lumps. The next step is to filter out or centrifuge the non- soluble lumps. Essentially all the pigment is saved. Some binders, resins, solvents or other ingre- dients are added to bring the paint back close to ita original condition.
Although the W.C. Richards Company is not the only company involved in paint recycling, its approach is somewhat unusual. By putting paint recycling back in the hands of those who generate the sludge, the company hopes to help win today’s battle against inflation and environmental de- teriora tion.
The Clyde Paint and Supply Company (Clyde, Ohio) is another company which recycles paint overspray f“ other businesses. The company accepts paint from automotive paint lines. The paint is reconditioned and returned to the automotive companies for use as a primer coat.=
In Britain, Leigh Analytical Services Ltd. have come up with a new use for difficult-tdiqme-of paint sludges. Leigh, which specializes in waste treatment and recovery, have developed a novel means of converting waste paints, tars, oil sludges and latex into a homogeneous solid form. The 80- lidfied material, which has an energy content similar to brown coal, can be easily stored, trans- ported and then burned as a solid f ~ e 1 . 4 ~
4. New Directions in the Paint Industry
The coatings industry is not alone in ita heavy dependence on petrochemicals. The plastics, adhesives, pesticide, ink, organic dyes, solvents, automotive, appliance and textile industries all depend on a steady and afford- able supply of petrochemicals. This was not always the case. Prior to the 194Os, the manufac- turing sector had to look to the forests and fields for many of its raw materials.
The boom of the petrochemical industry in the 1950s provided such a predictable and cheap sup- ply of petrochemical-based poly- mers as to edge other competitors out of the market. Polyester re- placed cotton, natural dyes were substituted by synthetic dyes, and plastic invaded markets preVi- ously held by the paper industry. A similar change swept the paint

146 Palnts & Coatings
Ta6ki- 3 RENEWABLE RESOURCES FOR THE COATINGS INDUSTRY
There are seved sources of renewable raw materials that are usable by the coatings industry. Some of the natura/ materials listed, such as turpentine and linseed oil, can be used relatively direcfiy with little additional processing. Other materials, such as forestry and agricultural wastes can undergo complex chemic& reactions to yield resins, polymers and binders important in the manufacture of paints.
Traditional Agricultural Feedstocks Used by the Paint Industry
soybean Linseed
Castor bean
Alternative Agricultural Feedstocks
Crambe (Crambe the desetf. abyssinice)
Jojoba (Simmondsia chinensis)
Buffalo gourd (Cucurbita feotidissima) oil and soybean oil.
Vemonia anthelmintica vemolic acid.
Guayule
Source "RmwabIe Resouces for the Coathgs Industry"Jwma/ d Coafings Technology. November 1981.
Prior to the 1950s, alkyd resin technology was based on soybean and linseed oil. Since the 1950s, paint production shifted to petroleum-based acrylics and other po/ymers.
Castor bean oil is an important source of hydroxy substituted fatty acids currentiy used in the coatings industry.
Crambe has an extremely high erucic acid oil content. Crambe can be grown in
Jojoba seeds contain 50% oil by weight which is made up of fafty esters. This oil is a good substitute for sperm whale oil.
The seed oil contains 60% linoleic acid and 22% oleic acid. When the oil is for- mulated to a protective coating, it exhibits properties between those of linseed
This species of plant produces seeds containing 30% of an oil which is rich in
The Guayule is a small shrub that grows in semi-arid regions of the world. The stems and branches yield a natural latex used in the production of rubber. The resinous material in the latex, and the seed oil are believed tu be suitable for the production of paints.
Euphorbia is a plant native to semi-arid areas. Like guayule, the euphorbia plant produces a natural latex potentially usabie by the paint industry.
Euphorbia
L
able for chemical processing and energy uses, while others can yield specialized oils and chemical feedstocks. Cellulose and starch can provide new polymer types or they can be converted to basic alcohols for the synthesis of many of the required chemicals.=
One major source of material and energy resources available to industry is organic waste. C o n cobs and oat hulls are two agricul- tural wastes that can be used to produce the chemical inter- mediary furfural. Furfural can undergo further processing to yield a range of solvents usable by the coatings industry.m
industry. Historically, the paint industry
has been a large user of renewable resources. Prior to the 19508, soybean and linseed oil were the workhorses of alkyd resin technol- ogy. Alkyd resin technology yielded paints which were readily solvent in turpentine. The use of renewable raw materials such FM turpentine, soybean and linseed oil has declined slowly but steadily since the 196%. This decline can be attributed in large part to the increased availability of pebochemid-based acrylics and other polymera currently in use by the paint industry.
If petroleum resources were suddenly restricted through some calamity, could the coatings in- dustry remain in business? Ac- cording to the Renewable Re- sources Committee of the Chicago Society of Coatings Technology, the answer is "yes", but the renewables-based technology would be 30 to 50 years behind the types of coatings the industry ie capable of producing today.5o There is a vast potential of
renewable raw materials from natural sources available to the coatings industry (see Table 3). Numerous plant species exist which produce hydrocart>ons suit-
I
' C
Paints&CoaUngs 147
The Synthesis of Chemicals and Polymers from Agricultural Feedstocks
Soybean
Linseed Safflower incorporated into emulsion polymers.
Corn cobs Oat hulls
Corn Sorghum Wheat Potato and other plants abundant in starch
Wood Feedstocks
Wood resins and saps and dipentine.
Cellulose
Wood waste
The unsaturated fatiy acids from soybean can be used in the production of pdyamides andpolyesters for Coatings and adhesives. Itis also applicable to urethane technology.
Linseed and safflower acrylates and methacrylates have been synthesized and
These agricultural wastes can be used to produce furfural and other related compounds. Furfuryl alcohol, furan, tetrahydmfurfuryl alcohol and tetrahydrofuran we all excellent solvents.
Starches are a valuatde renewable raw material for the coatings industry because of their use as paint thickeners, absorbents, sizes, adhesives and flocculants.
Trees have traditionaty fumished the coatings industry with turpentine, resin, @ne oil
Cellulose can be used to produce cellulosic film formers such as nitrocellulose and cellulosic thickeners for latex paints.
Conversion of wood waste to methanol could become a souTce of many coatings resins such as epoxies, pdlesters, phenolics, vinyl resins and others.
Similarly, starches from ag- ricultural wastes are valuable raw materials for the coatings indue- try because of their application as paint thickeners, absorbents, sizes, adhesives and flocculants. The cellulose in forestry and wood waste can be used to produce celldosic film formers such as nitrocellulose and cellulosic thick- eners for latex paints.w
There are many renewable materials that potentially could supply the chemicals and fuel of the paint industry. Some renew- able materials have been used widely in the past and the technol- ogy to use them is well known. In other instances, years of intensive research are required to produce high quality coatings from renew- able materials. Furthermore, the cultivation and harvesting of the resource base requires careful and h-qgt" planning to ensure a sustainable yield. The time to plan for the future is now. Creative chemical engineering and strong government support are needed to shift industry from its petrochem- ical dependench to a manufactur- ing system based on renewables.
Conclusiop
The paint industry has blos- somed with technological innova- tions in the last two decades despite the hurdles presented by tightening health and environ- mental regulations. No longer content with open-ended proc- esses, equipment engineers are designing several paint applica- tion systems that are virtually closed-loop systems.
Those businesses well on the road to closed-loop processing through solvent re-use, waste- water recycling and recovery of paint overspray are finding that eliminating waste not only pro- teda the environment but also enhances company profits.
For smaller businesses, the challenge to reduce pollution may be more formidable than for the larger companies. Scarce financial resources and technological exper- tise will make the small operator reluctant to divert any company time or money to control pollution when the same resources could be spent on soliciting more business or making more product. It must
be recognized, however, that fail- ure to minimize waste can cut deeply into company profits. Furthermore, in the face of strin- gent anti-pollution regulations, failure to abate pollution'can threaten the future survival of a business.
Many of the smaller and medium-sized firms do not have sufficient access to technical ex- pertise and financial resource8 nece8B81y to reduce the amount of wastes requiring off-site & ~ l - Accemibility to expertise and fun- must be improved if the small business sector is to improve ita manufacturing p"3ses .
There is a need to provide economic incentives that promote waste reduction and recovery above and beyond conventional pollution abatement. Incentives and regulations must be struc- tured to make waste recycling a cheaper option than waste burial. Failure to do so will impede rapid modernization and the minimiza- tion of pollution in the manufac- turing sedor.
-r
7 4 8 Palnts & Coatlngs I
Air Pollution Control
The Canadian Paint and Coat- ings Association has completed a pollution control guidebook for the coatings industry entitled Introduc- tion to Air Quality. The guidebook provides cursory information on air pollution, Canadian regulatmy ac- tivity, coatings technology and pol- lution control equipment and p m
' cedures. This association also pro- vides information on waste man- agement and occupational health issues.
Contact Canadian Paint and Coatings Assocletlon, Suite 825, 515 St. Catherine St. W., Montreal, Quebec. H3B 184 (514) 2858381
Solvent Recycling
The National Association of Sol- vent Recyclers (NASR) in the Un- ited States has completed a nar- rated slide presentation on solvent recycling. Solvent recycling is applicable to many industries in- cluding the paint industry. No sol- vent recycling association has been formed to date in Canada, although some Canadian solvent reclaimers belong to the American association.
Contact National Association of Sd- vent Recyclers, 1406 Third National Building, Dayton, Ohio. 45402 (5 13) 223-04 19
Health Hazards Associated with Paint Application
Increasing attention is being paid to painter health problems in the United States. In Canada, occupa- tional hazards associated with painting have not surfaced as an issue to the same degree is in the United states. The lntemational Brothemgod of Paints and Allied Trades is active in investigating
potential health hazards associated with the application of paint.
Contact Health and Safety Director, lntemational Brother- . hood of Paints and Allied Trades, 1750 New York Ave., N.W., Washington, D.C. 20006 (202) 637-0700
Safe Industrial Use of Radiation-Curable Coatings
The U S . National Paint and Coat- ings Association has produced the publication Safe Handling and U s of Ultraviolet/Electron Beam Cura- ble Coatings to assist operators in the safe use of radiation equipment. Chapter titles include Handling and Application Guidelines, Industrial Hygiene and Safety, Toxicology Testing, and Biological Safety Evaluation.
Contact: National Paint and Coatings Association, 1500 Rhode Island Ave. N. W., Washington, D.C. 20005 (202) 462-6272
Associations Contact the following associa-
tions for information on low-waste technologies and equipment. These trade associations can assist you direcdy, or point you in the right direction for more information on commercially available recycling equipment, technology transfer programs, technical expe& in the field, existing tax breaks and other economic incentives, and upcom- ing regulations.
Encourage those associations which rank pollution control low on their priority list to direct more attention to pollution prevention. Preventing pollution can benefit both ttm business commundy and the environment.
The following list identifies primarily national associations in Canada and the United States. It is not uncommon for Canadian com- panies to belong to American as- sociations. Contact the national associations and ask if a local chapter is in operation near your business.
Canadian Paint and Coatings Association, Suite 825, 515 St. Catherine st. west, Montreal, Quebec. H3B 184 (514) 285-6381
National Paint and Coatings Association, 1500 Rhode Island Avenue, N. W., Washington, D.C. 20005 (202) 462-6272
Federation of Societies for Coatings Technology, Suite 830 1315 Walnut St., Philadelphia, Pennsylvania. 19107 (215) 545-1506
Chemical Coatem Association, Box 24 1, Wheaton, Illinois. 60187 (3 12) 668-0949
Canadian Painting Contractors Association, Suite 218, 85 Ellesmere Road, Scarborough, Ontario. M I R 483 (41 6) 444-7958
lntemational Brothehood of Painters and Allied Trades, 1750 New York Avenue, N.W., washington, D.C. 20006 (202) 637-0700
National Association of Solvent Recyclers, 1406 Third National Building, Dayton, Ohio. 45402 (5 13) 223-04 19
Journals Numerous excellent publications
are currently available in both Canada and the United States. The joumals listed below frequenf/y contain articles that relate to improv- ing paint transfer efficiency, energy and materials conservation, and waste recovery. Thesejoumds dso carry an assortment of advertise- ments by manufacturers of low- waste paint application and mcov- ery equipment.
COATINGS MAGAZINE, 86 Wilson St., Oakville, Ontario. L6K 3G5
CANADIAN PAINT AND FINISHING, Maclean-Hunter Ud., 481 University Avenue, Toronto, Ontario. M5W 1A7
JOURNAL OF COATINGS TECHNO LOG Y, Federation of socletles for -e Coatings Techndogy, Suite 830, 1315 S. Walnut St., Philadelphia, Pennsylvania. 19107
INDUSTRIAL FINISHING Hitchcock Publishing Co., Hitchcock Buildino.
“I
Wheaton, Illinois. 60187
AMERICAN PAINT & COATINGS JOURNAL, American Paint Journal Co., 291 1 Washington Avenue, St. Louis, Missouri. 63 103
FINISHING INDUSTRIES, Wheatland Journals Ud., 157 Hagden Lane, Watford, Heris, England. WD1 8LW
THE PAINTERS AND ALLIED TRADES JOURNAL, Intemational Brotherhood of Painters and Allied Trades, 1750 New York Avenue, N. W., Washington, D.C. 20006
References 1. Walberg, Arvid. A.C. Walberg 8, Co.,
Downers Grove, Illinois. Personal communication, August 1981,
2. Aldorfer, D.M. and Praschan, E.A. Preliminary Repoti on Transfer Effi- ciency of Water-Bome Enamel. General Motors Transfer Efficiency Task Force. April 24, 1979.
3. Gay, Arthur. W.C. Richards Com- pany, Blue Island, Illinois. Personal communication, July 1981.
4. “Industry Statistics: Real Growth Lags But Paint Dollar Value Con- tinues to Rise.”Coatings Magazine, March/April 1981.
5. Environment Canada. Characteriza- tion of Industrial Wastes Generated in the Manufacture of Organic Coat- ings, Pharmaceuticals and Medici- nals. Solid Waste Management Branch Report EPS 3-EC-77-1, February 1977.
6. Soofield, F. Assessment of Indus- trial Hazardous Waste Pm$ces, Palnt and Allied Products lnduslry, Contract Solvent Reclalming Oper- ations, and factory Application of Coatings. Prepared for the U.S. Environmental Protection Agency,
7. “Industry Now Leads in Paint Us- age.“ Canadian Chemical hoces- sing, June6,1979.
8. “New Mixes Meet Air-Quality Tests.” Canadian Chemical P m ceSsing, June 6, 1978.
9. ”Painting Health Hazard Claimed by U.S. Unions and Study Groups.” Coatings Magazine, May/June 1981.
September 1978.
10. Ebfsson, S.A. et al. “Exposure to Organic solvents.” Scandinavian Journal of Work and Envimnmental Health, No. 6,1980.
11. Arlien-Soborg, P. et al. “Chronic Painters’ Syndrome.” Acta Neumlogica Scandinavica, No. 60, 1979.
12. Selikoff, I.J. Investigations of Health Hazards in the Painting Trades. Washington, D.C.: National Institute for Occupational Safety and Health, December 1975.
13. “Computers are Like Having Another Staff in Laboratory.” Coat- ings Magazine, MayNune 1981.
14. Morris, A. “ A Tank Cleaning System for the Small Paint Plant.”Joumalof Coatings Technology, September 1979.
15. Dawson, R.A. “Sludge Management in the Paint and Coatings Industry.” Sludge, SeptemberKktober 1979.
16. Mock, J.A. “Water-Bome Paints Cut Auto Costs, Help Reduce Pollution Problems.” Materials fngineerlng, May 1978.
17. Marchetti, Alvaro. Canadian Paint and Coatings Assodation, Montreal, Quebec. Personal communication, February 1982.
18. “No Single Coating Expected to Sweep the Market,” Coatings Magazine, November/December 1980.
19. ~ a r c t ~ t t i , mare. + e w wave.” Coatings Magazine, November/ December 1980.
2O.Canadian Paint and Cbatings As- d a t i o n . Coatings lndusby ln tm duction to Air Quality. Montreal, Quebec, 1981.
21. U.S. Environmental Protgction Agency. Contrdung Pollution from the Manufactudng and Coating of Metal Products: Metal Coating Air Pdlution Control. Environmeqtal Research Information Center, US. E.P.A., 1977.
22. Niemi, B. “How to Figure Potential Emission Reductions for High- Solids Coatings.” Industriel Finish- ing, November 1979.
23. “Meeting Tough Mandates.” Indus- trial Finishing, February 1981.
24. Newman, R.M. and Dobson, P.H. Evaluation of Fire Hazard of Water-Borne Coatings. Prepared for the National Paint and Coatings Assodation, Washington, D.C., De- cember 1977.
25. “Solvent-Like Prepolymers Could Save Oil-Based Caatings from Ob- livion.” Canadian Chemical Proces- sing, March 21, 1979.
28. Degussa (Canada) Ltd. Radiation Curing. Burlington, Ontario: De- gossa (produd literature).
27. Brewer, G. Calculations of Painting Wasteioads Associated with Metal Finkhing. Industrial Environmental Research Laboratory, U.S. En- vironmental Protection Agency, June 1980.
28. "Compliance with OSHA Standards Offers Fumitwe Maker opporhrnity to Modernize finishing System and R e d m Costs."/ndusW Fhishing, May 1979.
29. Santilb, Sam. Flexsteel Industries, Dubuque, Iowa. Personal communi-
' cation,Juty1981.
30. "New Pah~t Techndogies Eking New Spray Systems." Coatings
31:'Alter Cost Rising Fast, What's Alternative?" Coatings Magazlne, March/Aprii 1981.
32. Water Technobgy IC. U W W ' Suspended s(udge Separator A New Technology kr Pelnt Sludge Removal. Troy, Michigan: Uhrafiit Im., 1979 (produd meratwe).
33. MOK, Allen. Water Technology Inc., Chicago, IIbois. Personal com- munication, July 1981.
- Magatlne. May/June 1981.
34. "Oshkosh Truck Paint Booth Saves Energy." Industrial Finkhing, May 1979.
35. "New Pretreatment System Ends Effluent Problems." Coatings Magazine, May/June 1981.
36. Schrantz, J. "Fisher Body's New Painting Facility." Industria/ Fin* ing, November 1979.
37. "New Techniques Increase Produc- tion." industrial Finishing, April 1979.
38. Rdney, R.M. "Sputtercoatlng: A Production Reality." Plebing and Surface Finish@, March 1981.
39. Rdney, Robert. Vartan Assodates
Operation, Florence, Kentucky. Personal co"unicatbn,Juiy 1981.
40. Rose, B.A. "Sputtering Advances on, Target-Zero." Industrial Rdshing, April 1981.
41. Perdue, George. Moyer Diebel, Jor- dan, Ontario. Persod communica- tion, July 1981.
42. "New Une Slashes Coating Time, Provides Large Savings." coabrngs Magazine, September/October 1980.
Inc., Advanced lndustdal coating
43."Pwder Line So Good Woods Planning Another." Coatings Magazine, September/October 1980.
44. "Used Powder Since '63, Marshall Now Has Five Unes." Coabings Magazine, September/October 1980.
45."Porcelain Replaced in Innovative Hybrid Epoxy Line." Coatings Magazine, September/October 1980.
46. "Overspray Goes Back to Work." Industrial Finlshing, January 1981.
47. Ling, J.L. "Making Cleanup Pay." Environment, April 1980.
48.Gay, Arthur. W.C. Richards Com- pany, Blue Island, Illinois. Personal communication, August 1981.
49. "Perspectives: Solid Fuel from Sludge." Chemistry h Btitain, May 1980.
50. Chicago Society for Coatings Technology. "Renewable Re- sources for the Coatings Industry, Part I: What and Where."Joumal of Coatings Technology, November 1981.