Embed Size (px)
Citation preview

ORIGINAL ARTICLE
Packing density of cementitious materials:part 1—measurement using a wet packing method
Henry H. C. Wong Æ Albert K. H. Kwan
Received: 3 March 2007 / Accepted: 29 May 2007 / Published online: 19 June 2007
� RILEM 2007
Abstract The packing characteristics of the cemen-
titious materials have great influence on the perfor-
mance of a concrete mix, but there is so far no
generally accepted method of measurement. Herein, a
new method, called the wet packing method, is
developed. It mixes the cementitious materials with
water and then measures the apparent density and
voids content of the resulting mixture at varying
water/cementitious materials ratio to characterise the
packing behaviour of the cementitious materials.
Trial mixing and testing revealed that the mixing
procedure is crucial to the success of the test method.
To ensure thorough mixing within a reasonable time,
a special mixing procedure is adopted. Using this
method, the packing characteristics of pure cement
and blended cementitious materials under different
conditions have been measured. Based on the results
so obtained, it is advocated that the packing density
and water demand should be measured directly using
a wet packing method rather than indirectly by any
consistence test because the water content at any
preset consistence is not necessarily the same as the
minimum water content needed to fill up the voids.
Some useful applications of the new method are
illustrated in Part 2 of this paper.
Keywords Cementitious materials � Consistence �Packing density � Water demand
1 Introduction
Early in the 1960s, Powers [1] had suggested that we
could imagine a concrete mixture to be composed of
aggregate and cement paste. As conceived by Powers,
the cement paste has to first fill up the voids between
aggregate particles and the ‘‘excess’’ paste will then
disperse the aggregate particles to produce a thin
coating of paste surrounding each aggregate particle
for lubricating the concrete mix. In general, the
higher the packing density of the aggregate is, the
smaller will be the volume of voids to be filled and
the larger will be the amount of excess paste for
lubrication. Hence, a higher packing density could at
a fixed paste volume, lead to a better workability and
for a given workability, lead to a reduced paste
demand. Following the geometric similarity princi-
ple, the packing density of the cementitious materials
should have a similar effect; an increase in packing
density of the cementitious materials should improve
the flowability of the paste and/or reduce the water
demand.
In 1994, by maximising the packing density of the
cementitious materials using a packing model,
H. H. C. Wong � A. K. H. Kwan (&)
Department of Civil Engineering, The University of Hong
Kong, Pokfulam Road, Hong Kong, Hong Kong SAR,
China
e-mail: [email protected]
H. H. C. Wong
e-mail: [email protected]
Materials and Structures (2008) 41:689–701
DOI 10.1617/s11527-007-9274-5

DeLarrard and Sedran [2] had reduced the water/
cementitious materials (W/CM) ratio to as low as 0.14
by weight and thereby achieved concrete strengths of
165–236 MPa. One year later in 1995, by maximising
the packing of all granular materials in the concrete
mix using the same packing model and also applying
other advanced production techniques, Richard and
Cheyrezy [3] had achieved concrete strengths in the
order of 200–800 MPa. Besides reducing the W/CM
ratio to increase strength, such strategy may also be
employed without reducing the W/CM ratio to
increase workability. In 1996, Sedran et al. [4] had
applied the packing theory to the design of self-
consolidating concrete and based on the successful
outcome concluded that the performance optimisation
of concrete is mainly a matter of improving the
packing density of its granular skeleton.
Subsequently, Lange et al. [5] showed that
improving the packing density of the cementitious
materials by blending ordinary cement with a finer
blast furnace slag based cement could significantly
reduce the water demand and enhance the overall
properties of the mortar produced. More recently,
Jones et al. [6] studied both theoretically and
experimentally the effectiveness of different types
of fillers in minimizing the voids content of the
cementitious materials. It was found that the effec-
tiveness of the fillers is dependent on whether a
superplasticiser is present and that in general finer
fillers are more effective especially when a super-
plasticiser has been added to disperse the particles
and reduce agglomeration.
The concept of particle packing is useful also in
other fields of engineering [7] and throughout the
years has advanced to a high degree of sophistication.
However, although a number of theoretical packing
models have been developed, accurate measurement
of the packing density of very fine materials, such as
the cementitious materials used in concrete, has
remained a difficult task. The packing density of
cementitious materials has been measured in terms of
the water demand arbitrarily taken as the water
content required for a certain consistence, but such
water content is not really the same as that needed for
filling up the voids. Moreover, since there may be air
entrapped, the packing density evaluated just from
the water demand may not be accurate. A review of
the existing methods of packing density measurement
is given in the next section. Apart from the review,
the present study aims to develop a new method that
could overcome the afore-mentioned problems.
2 Existing methods of packing density
measurement
The existing methods may be broadly classified into
direct methods that determine the packing density
directly from the bulk density of the packed particles
and indirect methods that determine the packing
density indirectly by consistence tests. They do not
yield the same results and in fact are measuring
different parameters. Details of these methods are
reviewed in the following.
2.1 Direct methods
The British Standard BS 812: Part 2: 1995 [8] has
specified a dry packing method for measuring the
bulk density of aggregate, from which the voids
content and packing density may be determined.
There are two versions, one for coarse aggregate
under uncompacted or compacted conditions and the
other for filler under compacted condition. This
methodology is widely used also in the field of
powder technology. However, Svarovsky [9] warned
that the bulk density of a powder is very much
dependent on the state of compaction and it must be
explicitly stated whether the bulk density measured is
the aerated, poured, tapped or compacted bulk
density. Moreover, the exact treatment to be applied
to the powder sample has to be standardized as this
could affect the test results and their interpretation.
Another major problem with dry packing is that
with decreasing particle size, the adhesion phenom-
ena arising from Van der Waals and electrostatic
forces between the particles become more and more
important, causing agglomeration that increases the
voids content [10]. According to Pietsch [11], the
critical size is approximately 100 mm. At a smaller
size, the ratio of inter-particle force to gravity is
greater than unity and agglomeration is likely to be
significant. That is why the packing behaviour of fine
particles is different from that of coarse particles. In
general, the dry packing method would tend to
overestimate the voids content and underestimate the
packing density of fine particles.
690 Materials and Structures (2008) 41:689–701

The authors have actually applied the dry packing
method to cementitious materials and found that the
measured packing density results were unreasonably
low compared to those obtained using the proposed
wet packing method (the comparison will be pre-
sented later in this paper). Serious agglomeration was
observed during dry packing and thus unless this
problem has been completely resolved, the dry
packing method is not suitable for measuring the
packing density of cementitious materials, of which
the grain sizes are generally smaller than 100 mm.
2.2 Indirect methods
Virtually all the indirect methods measure the voids
content of a sample of cementitious materials in
terms of the water demand taken as the minimum
water content needed for the cementitious materials
to form a paste and achieve a certain consistence.
Such practice is based on the faith that for any
cementitious materials, there is a minimum water
content for the formation of a paste and at this
minimum water content, the voids content is also
minimum. In many cases, it is further assumed that
there is no air entrapped in the paste and so the
volume occupied by this minimum water content may
be taken as the minimum voids content of the
cementitious materials from which the packing
density may be evaluated.
The simplest way of measuring the water demand
is to follow the standard consistence test, as specified
in BS EN 196: Part 3: 1995 [12] or other recognized
standards. In the standard consistence test, the Vicat
apparatus is used and the consistence of the paste is
measured in terms of the penetration depth of the
plunger. To further simplify the test, the change of
penetration depth with water content is not fully
explored and only the water content at which the
penetration depth is equal to 34 ± 1 mm is arbitrarily
taken as the water content for standard consistence. It
is assumed that this water content for standard
consistence is the same as the water demand of the
cementitious materials.
Different researchers measured the water demand
in different ways. Lange et al. [5] used the standard
consistence test method without adding any plasti-
ciser or superplasticiser. Jones et al. [6] carried out
standard consistence tests both with and without
superplasticiser added and obtained for each mixture
of cementitious materials, two water demand values,
one without any superplasticiser added and the other
with a certain dosage of superplasticiser added. Their
results revealed that the water demand was dependent
on the presence of superplasticiser and that the water
demand measured with a superplasticiser added
generally agreed better with the theoretical packing
model.
Whilst adopting the standard consistence test as
specified in BS EN 196 for determining the water
demand, Dewar [13] suggested to allow for an air
content of say 1.5% in the paste when evaluating the
voids content of the cementitious materials. Bigas
and Gallias [14] also followed the standard consis-
tence test method of BS EN 196 but instead of
assuming an arbitrary value of air content in the paste
actually measured the apparent density of the paste to
allow for the presence of air. Since the effect of the
air content on the bulk volume of the paste has been
taken into account, their method of determining the
voids content and packing density should be more
accurate than the other methods.
On the other hand, DeLarrard [15] suggested to
measure the water demand without going through the
standard consistence test. He took the water demand
as the minimum water content for producing a thick
paste and assumed that any water content lower than
this minimum will only yield a humid soil. He also
advised that if any admixture with plasticising prop-
erties is to be used in the concrete mix, then the water
demand should be measured with the same dosage of
admixture added. In his method, the water demand is
simply measured by mixing the cementitious materi-
als with different amounts of water and finding the
water content that gives a consistence intermediate
between a humid soil and a thick paste. Without any
mechanical and quantitative measure, the consistence
of the paste has to be determined by manual judgment.
After the water demand is measured, the voids content
and packing density are evaluated with the air content
in the paste assumed to be zero.
Experience with the water demand tests indicated
that the mixing process during preparation of the
paste is more efficient for compacting the fine
particles than the normal combination of vibration
and pressure applied during dry packing and that as a
result the packing density achieved in a paste is
generally higher than that in a dry packed form.
Moreover, with the addition of a superplasticiser,
Materials and Structures (2008) 41:689–701 691

which disperses the particles and reduces agglomer-
ation, the packing density would be even higher.
Overall, the wet mixing method should yield higher
and more reliable packing density results than the dry
packing method.
However, the indirect methods are not without
problems. Firstly, the water demand has been taken as
the water content at a certain arbitrarily chosen level
of consistence but there is so far no evidence to prove
that at such consistence level, the water content is just
enough to fill up the voids. Secondly, as pointed out
by Iveson et al. [16], liquid-bound granules can exist
in different states of liquid saturation. In the pendular
state, the particles are held together by liquid bridges
at their contact points. In the capillary state, the
granules are saturated with surface liquid drawn back
into the voids under capillary action. Between these,
there is a transitional funicular state in which the
voids are not fully saturated. Since the transition from
pendular to capillary state (in the present context, this
corresponds to transition from a humid soil to a thick
paste) is gradual and not clear-cut, it is difficult to
judge whether the capillary state, at which the liquid
is just enough to fill up the voids, has been reached.
Thirdly, the air content in the paste is often neglected,
resulting in underestimation of the voids content and
overestimation of the packing density.
Having considered the above, it may be concluded
that the water content at a certain fixed consistence is
not a good measure of the voids content of cemen-
titious materials. It is an important parameter in its
own right but should not be used to evaluate the
packing performance of cementitious materials. To
measure the voids content and packing density of
cementitious materials, a new method not relying on
consistence measurement is needed, as presented in
the next section.
3 Proposed method of packing density
measurement
3.1 Definitions of terms
At the outset, the terms used to describe the packing
behaviour of cementitious materials are defined to
avoid misunderstanding, as different researchers are
using different terms with different definitions caus-
ing a lot of confusion.
In a bulk volume of granular material, the voids
are the interstitial space between the solid particles.
The voids content (denoted by e) is defined as the
ratio of the volume of voids to the bulk volume of the
granular material, while the voids ratio (denoted by u)
is defined as the ratio of the volume of voids to the
solid volume of the granular material. They are inter-
related by the following equation:
e ¼ u
1 þ uð1Þ
The voids may be filled with water or air or both. The
water content (denoted by ew) is defined as the ratio
of the volume of water to the bulk volume of the
granular material and the water ratio (denoted by uw)
is defined as the ratio of the volume of water to the
solid volume of the granular material. On the other
hand, the air content (denoted by ea) is defined as the
ratio of the volume of air to the bulk volume of the
granular material and the air ratio (denoted by ua) is
defined as the ratio of the volume of air to the solid
volume of the granular material. They are related to
each other by:
ew ¼uw
1 þ uw þ ua
ð2Þ
ea ¼ua
1 þ uw þ ua
ð3Þ
The solid concentration of the granular material
(denoted by /) is defined as the ratio of the solid
volume of the granular material to the bulk volume of
the granular material. It may be evaluated using the
following equation:
/ ¼ 1� e ¼ 1
1 þ uð4Þ
3.2 Development of the proposed wet packing
method
The proposed method has the following characteristics:
(1) It is a wet packing method. In other words, it
mixes the given cementitious materials with
water to form water-bound granules, from which
the voids content and solid concentration are
measured.
692 Materials and Structures (2008) 41:689–701

(2) It does not rely on any consistence observation
or measurement. Instead, the W/CM ratio is
varied and the resulting voids content and solid
concentration are determined by measuring the
apparent density of the granules.
(3) Since the voids content and solid concentration
are evaluated from the apparent density, the air
content is automatically taken into account. In
fact, the air content may also be evaluated for
analysis.
(4) The mixing procedure, which has been found
during trials to be crucial to the success of the
method, is specially designed. Conventional
mixing procedure requires a long time to
achieve thorough mixing when the water con-
tent is low and/or very fine materials are dealt
with. The mixing procedure adopted herein
would allow thorough mixing to be achieved
within a much shorter time.
During the development of the proposed method,
several mixing procedures had been tried. At the
beginning, the mixing procedure in BS EN 196 was
followed. As per BS EN 196, the cement and water
were added in a single batch into the mixing bowl and
then the mixture was stirred for 3 min. However, it
was found that this mixing procedure worked well
only when the water ratio was higher than 0.6. At a
lower water ratio, the mixing time of 3 min was found
to be insufficient. With the mixing time extended, it
was revealed that the consistence would improve with
time up to a certain limit. Very often, the mixture
remained for a long time in the form of discrete
water-bound granules with dry surfaces and it was
only when the mixing time was considerably pro-
longed then the granules eventually coalesced
together to form a thick paste. When the cement
was blended with very fine materials such as
condensed silica fume, the required mixing time
was even longer and could be as long as 60 min.
Hand mixing had also been tried but the situation was
no better.
As explained by Iveson et al. [16], when mixing a
powder and water together, the following processes
take place: ‘‘wetting and nucleation’’, and ‘‘consol-
idation and growth’’. During wetting and nucleation,
the water distribution is initially very poor and only
discrete water-bound granules are formed. The pores
inside the granules are saturated but the surfaces
remain dry. Later on, consolidation and growth occur,
as the ‘‘excess’’ water in the mixture, if any, wets the
surfaces of the granules or the water inside the
granules are squeezed to the surfaces to facilitate
coalescence of the granules together. When the water
content is high such that there is excess water to wet
the surfaces of the granules, the consolidation and
growth process is quite fast resulting in the formation
of a slurry or paste within minutes. However, when the
water content is low, the coalescence will be depen-
dent mainly on the water-squeezing process, which is
in general very slow [17], leading to a much longer
mixing time required for forming a paste. The reason
why the mixing of finer materials and water together
takes a longer time is that the squeezing of water
through finer pores requires more energy and time.
To overcome the above problem, the authors have
adopted the strategy of avoiding the slow water-
squeezing process by keeping the mixture saturated
most of the time. When under-saturated, the granules
are not easy to be deformed or intermixed with each
other because of the capillary forces that give them
strength [16]. However, when saturated or over-
saturated, such strength is lost [18] and thorough
mixing can be achieved quite easily and quickly. To
keep the mixture saturated as far as possible, the
powder is added bit by bit instead of in a single batch
to the water during mixing. By so doing, at the
beginning, a slurry is formed. Then, as more powder
is added, the slurry is turned into an over-saturated
paste. When further powder is added by spreading it
evenly to the paste, the powder is very soon wetted
and intermixed with the paste. As the degree of
saturation gradually drops, the mixing becomes more
difficult but the total time needed is still much shorter
than that required when the conventional mixing
method of adding all the powder in a single batch is
used. The authors have tried different ways of adding
the powder to the water and arrived at the conclusion
that the best way is to first add one half of the powder
to the water to form a slurry and then add the
remaining half in four equal portions. The testing
procedure so developed is presented in the following.
3.3 Testing procedures
The packing density is not the same as the solid
concentration, which varies with the W/CM ratio.
Materials and Structures (2008) 41:689–701 693

When the W/CM ratio is relatively high, the solid
particles are dispersed in the water, resulting in a
solid concentration that decreases as the W/CM ratio
increases. On the other hand, when the W/CM ratio is
relatively low, the water content is not sufficient to
thoroughly mix with the solid particles to form a
paste, resulting in a solid concentration that decreases
as the W/CM ratio decreases. There is an optimum
W/CM ratio at which maximum solid concentration
is achieved. The maximum solid concentration,
which occurs when the particles are tightly packed
against each other, is taken as the packing density of
the granular material. Therefore, to determine the
packing density, it is necessary to carry out the wet
packing tests at different W/CM ratios over a range
wide enough to cover the optimum W/CM ratio. With
no previous test data to help decide on an appropriate
range, it is suggested to start at a W/CM ratio by
volume of 1.0 for the first test and then successively
reduce the W/CM ratio for further tests until the solid
concentration has reached a maximum value and then
dropped. It should be noted that the W/CM ratio by
volume is the same as the water ratio uw. All W/CM
ratios referred to hereafter are by volume.
The procedures of the proposed test method are
described below (note: all equipment used are the
same as those specified in BS EN 196: Parts 1–3):
(1) Set the W/CM ratio at which the wet packing
test is to be carried out. Weigh the required
quantities of water, cementitious materials and
superplasticiser (if any) and dose each ingredi-
ent into a separate container.
(2) If the cementitious materials consist of several
different materials blended together, pre-mix
the materials in dry for 2 min.
(3) Add all the water into the mixing bowl.
(4) Add half of the cementitious materials and
superplasticiser into the mixing bowl and run
the mixer at low speed for 3 min.
(5) Divide the remaining cementitious materials
and superplasticiser into four equal portions.
Add the remaining cementitious materials and
superplasticiser into the mixing bowl one
portion at a time and after each addition run
the mixer at low speed for 3 min.
(6) Transfer the mixture to a cylindrical mould and
fill the mould to excess. If compaction is to be
applied, apply compaction at this stage. Remove
the excess with a straight edge and weigh the
amount of paste in the mould.
(7) If so desired, the consistence of the paste may
be measured at this stage using the Vicat
apparatus. It should be noted however that the
consistence results will not be used to calculate
the packing density.
(8) Repeat steps (1) to (7) at successively lower W/
CM ratios until the maximum solid concentra-
tion, i.e. the packing density, has been found.
From the test results so obtained, the voids ratio, air
ratio and solid concentration may be determined as
depicted in the following. Let the mass and volume of
paste in the mould be M and V, respectively (the mould
used by the authors is of 62 mm diameter · 60 mm
height but any other mould of similar size may also be
used). If the cementitious materials consist of several
different materials denoted by a, b, c and so forth, the
solid volume of the cementitious materials Vc and the
volume of the water Vw in the mould may be worked
out from the following equations:
Vc ¼M
qwuw þ qaRa þ qbRb þ qcRcð5Þ
Vw ¼ uw Vc ð6Þ
in which qw is the density of water, qa, qb and qc are
the solid densities of a, b and c, and Ra, Rb and Rc are
the volumetric ratios of a, b and c to the total
cementitious materials. Having obtained Vc and Vw,
the voids ratio u, air ratio ua and solid concentration
/ may be determined as:
u ¼ V � Vcð Þ=Vc ð7Þ
ua ¼ V � Vc � Vwð Þ=Vc ð8Þ
/ ¼ Vc=V ð9Þ
4 Results and discussions
4.1 Materials
Three types of cementitious materials, namely,
ordinary Portland cement (OPC), pulverised fuel
694 Materials and Structures (2008) 41:689–701

ash (PFA) and condensed silica fume (CSF), were
used in the experiments. The OPC was a commonly
used cement, which had been tested to comply with
BS 12: 1996. The PFA was a classified ash, which
had been tested to comply with BS 3892: Part 1:
1982. The CSF was imported from Norway and
according to the supplier, it complied with ASTM C
1240-03. Their particle densities had been measured
in accordance with BS 812: Part 2: 1995 as 3110 kg/
m3, 2329 kg/m3 and 2202 kg/m3, respectively. The
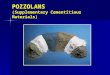
particle size distributions of the OPC and PFA had
been measured by the laser diffraction method, as
depicted in Fig. 1. The particle size distribution of the
CSF had not been measured but according to the
supplier, the mean particle size of the CSF was about
0.15 mm.
Where required, a superplasticiser (SP) was added
during the tests. The SP used was a polycarboxylate-
based admixture. It has a solid mass content of 20%
and a relative density of 1.03. According to the
supplier, the normal dosage of this SP, measured in
terms of liquid mass, should be 0.5–3.0% by mass of
cement, but a higher dosage may also be used if
proven to be satisfactory by trial mixing. As the OPC,
PFA and CSF have different densities and it is the
solid volume rather than the mass that is more
important, the SP dosage is expressed in terms of the
liquid mass of SP per unit solid volume of the
cementitious material. The standard dosage of SP
(denoted by 1 · SP) used in this study was 93.3 kg/m3
(corresponding to the upper limit of the normal
dosage recommended by the supplier). Double dos-
age (denoted by 2 · SP) and triple dosage (denoted
by 3 · SP) were also used in some of the tests to
investigate the effects of SP dosage.
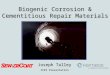
4.2 Presentation and interpretation of test results
During the tests, the apparent density (for voids ratio
and solid concentration evaluation) and the penetra-
tion depth (for consistence evaluation) of the paste
were measured. The results are presented in Fig. 2 by
plotting the voids ratio and penetration depth against
the W/CM ratio. In the voids ratio graph, a straight
line entitled ‘‘ea = 0’’ is drawn. This line is an
0
20
40
60
80
100
1 10 100
Particle size (µm)
Cum
ulat
ive
volu
me
(%)
PFA
OPC
Fig. 1 Particle size distributions of OPC and PFA
W/CM ratio by volume
Voi
ds r
atio
umin
uwb
ua
ε a = 0
uw
W/CM ratio by volume
Pene
trat
ion
dept
h (m
m)
34 mm
u ws
Fig. 2 Presentation and interpretation of test results
Materials and Structures (2008) 41:689–701 695

equality line because ea = 0 when u = uw. The actual
air ratio ua (given by ua = u�uw) may be obtained as
the vertical distance between the voids ratio curve
and the ‘‘ea = 0’’ line. Several important parameters
can be obtained from the curves plotted. From the
lowest point of the voids ratio curve, the minimum
voids ratio umin and the basic water ratio uwb (the
water ratio yielding minimum voids ratio) can be
determined. From the penetration depth curve, the
water ratio at standard consistence uws can be
obtained. For many years, umin, uwb and uws have
been treated by many researchers as equivalent.
However, it will be shown from the test results that
they are not the same and should not be mixed up.
4.3 Packing of OPC
The test results for OPC with no SP or 1 · SP added
are presented in Fig. 3. From the results for OPC with
no SP added, it can be seen that at high W/CM ratio,
the voids ratio curve followed closely the ‘‘ea = 0’’
line indicating that the air content was then negligibly
small. As the W/CM ratio was reduced to lower than
0.900, the voids ratio curve started deviating from the
‘‘ea = 0’’ line because the air ratio had began to
increase. When the W/CM ratio reached 0.846, the air
ratio increased to around 2%. Further reduction of the
W/CM ratio to the basic water ratio of 0.750 yielded
a minimum voids ratio of 0.831 and a maximum solid
concentration of 0.546. At a W/CM ratio lower than
the basic water ratio, no paste could be formed and as
a result the voids ratio became very large. On the
other hand, the penetration depth results revealed that
the water ratio at standard consistence was 0.958.
The corresponding results for OPC with 1 · SP
added are similar in general trend to those for OPC
with no SP added. The major differences are that with
SP added, the basic water ratio changed from 0.750 to
0.525, the minimum voids ratio decreased from 0.831
to 0.607, the maximum solid concentration increased
from 0.546 to 0.622, while the water ratio at standard
consistence decreased from 0.958 to 0.554. These
changes demonstrated the effectiveness of the SP in
dispersing the cement particles. However, it should
be noted that regardless of whether SP has been
added, the basic water ratio is substantially lower
than the minimum voids ratio. In fact, at the basic
water ratio, the air content is quite large and the
water content is not sufficient to fill up the voids.
Furthermore, the water ratio at standard consistence
is quite different from the basic water ratio or the
minimum voids ratio. In other words, the water ratio
at standard consistence, which has long been used to
determine the water demand, is not really the same as
the minimum water ratio at which the water content is
just sufficient to fill up the voids.
4.4 Effects of SP dosage
Figure 4 shows the test results for OPC with different
dosages of SP added. It can be seen from these results
that when the dosage was increased from 1 · SP to
2 · SP, the basic water ratio changed from 0.525 to
0.480, the minimum voids ratio decreased from 0.607
0.4
0.6
0.8
1.0
1.2
0.4 0.6 0.8 1.0 1.2
W/CM ratio by volume
Voi
ds r
atio
OPC (no SP)OPC (1xSP)
εa = 0
0
10
20
30
40
0.4 0.6 0.8 1.0 1.2
W/CM ratio by volume
Pene
trat
ion
dept
h (m
m)
OPC (no SP)
OPC (1xSP)
Fig. 3 Test results for OPC with no SP or 1 · SP added
696 Materials and Structures (2008) 41:689–701

to 0.567 and the maximum solid concentration (i.e.
the packing density) increased from 0.622 to 0.638,
but when the dosage was further increased to 3 · SP,
the packing behaviour of the paste remained more or
less the same. From these values, it may be worked
out that the packing density increased only by 3%
when the dosage of SP was doubled or even tripled.
Hence, the addition of a higher dosage of SP than the
standard dosage (1 · SP) provided little further
improvement in packing performance and the stan-
dard dosage was already quite close to the saturation
dosage. It can also be seen from these results that
regardless of the SP dosage, the basic water ratio is
always substantially lower than the minimum voids
ratio whereas the water ratio at standard consistence
is neither equal to the basic water ratio nor equal to
the minimum voids ratio.
4.5 Effects of compaction
In order to investigate the effects of compaction, a
series of tests was carried out with each cement-water
mixture compacted by vibration before its apparent
density and penetration depth were measured. The
compaction was applied by filling the cement-water
mixture into the mould of the Vicat apparatus in four
equal layers and vibrating the mould after adding
each layer. The vibration was carried out by mount-
ing the mould onto the vibration machine, which was
normally used for compacting mortar cubes in
compliance with BS 4550: Part 3: 1978 [19], and
running the motor of the machine each time for
exactly 30 s.
The test results so obtained for OPC with 1 · SP
added and with or without compaction applied are
compared in Fig. 5. At W/CM ratio higher than 0.700,
the effect of compaction was insignificant because
even without compaction the paste was saturated with
little air inside. When the W/CM ratio was decreased
to around 0.600 or lower, the compaction started to
take effect as more air tended to be entrapped in the
paste during mixing. After the compaction was
applied, the apparent density of the paste was
increased and the voids ratio decreased. It had also
been observed that at W/CM ratio lower than 0.500,
the cement-water mixture appeared more like a non-
cohesive soil before compaction and was turned into a
cohesive paste after compaction. At the end, the
compaction demonstrated its effectiveness by reduc-
ing the basic water ratio from 0.525 to 0.450 and the
minimum voids ratio from 0.607 to 0.508, and
increasing the packing density from 0.622 to 0.663.
From Fig. 5, it can also be seen that along with the
reduction in voids ratio, there was also a reduction in
penetration depth after compaction. This was due to
densification of the solid particles, which increased
the penetration resistance. As a result, the water ratio
at standard consistence was increased from 0.554 to
0.589.
4.6 Effects of blending with PFA or CSF
To demonstrate the usefulness of the new test
method, another series of tests was carried out to
0.4
0.5
0.6
0.7
0.8
0.4 0.5 0.6 0.7 0.8
W/CM ratio by volume
Voi
ds r
atio
OPC (1xSP)OPC (2xSP)OPC (3xSP)
εa = 0
0
10
20
30
40
0.4 0.5 0.6 0.7 0.8
W/CM ratio by volume
Pene
trat
ion
dept
h (m
m)
OPC (1xSP)OPC (2xSP)OPC (3xSP)
Fig. 4 Test results for OPC with different dosages of SP added
Materials and Structures (2008) 41:689–701 697

evaluate the effects of blending OPC with PFA or
CSF. Two cementitious materials mixtures have been
prepared, one containing 75% OPC plus 25% PFA
and the other containing 85% OPC plus 15% CSF (all
percentages are by volume). The SP dosage was fixed
at 1 · SP, while the W/CM ratio by volume was
varied from 0.800 to lower than the basic water ratio.
The test results so obtained are compared to those for
pure OPC with the same SP dosage in Fig. 6.
It is evident from the comparison that blending
OPC with either PFA or CSF could at all W/CM
ratios significantly decrease the voids ratio. With
25% of the OPC replaced by an equal volume of
PFA, the minimum voids ratio decreased from 0.607
to 0.558 (8% decrease) and the packing density
increased from 0.622 to 0.642 (3% increase). On the
other hand, with 15% of the OPC replaced by an
equal volume of CSF, the minimum voids ratio
decreased from 0.607 to 0.422 (30% decrease) and
the packing density increased from 0.622 to 0.703
(13% increase). The improvement in packing density
may be attributed partly to the filling effect of PFA
and CSF, which reduces the voids volume by filling
up the gaps between the OPC particles, and partly to
the spherical shape of the PFA and CSF particles,
which allows better packing to be achieved [20, 21].
CSF is more effective than PFA in improving the
packing density because of the greater filling effect
arising from its ultra-high fineness.
0.4
0.5
0.6
0.7
0.8
0.4 0.5 0.6 0.7 0.8
W/CM ratio by volume
Voi
ds r
atio
OPC (no compaction)OPC (compaction)
εa = 0
0
10
20
30
40
0.4 0.5 0.6 0.7 0.8
W/CM ratio by volume
Pene
trat
ion
dept
h (m
m)
OPC (no compaction)OPC (compaction)
Fig. 5 Test results for OPC with or without compaction
applied
0.3
0.4
0.5
0.6
0.7
0.8
0.3 0.4 0.5 0.6 0.7 0.8
W/CM ratio by volume
Voi
ds r
atio
Pure OPC75%OPC+25%PFA
85%OPC+15%CSF
εa = 0
0
10
20
30
40
0.3 0.4 0.5 0.6 0.7 0.8
W/CM ratio by volume
Pene
trat
ion
dept
h (m
m)
Pure OPC75%OPC+25%PFA85%OPC+15%CSF
Fig. 6 Test results for blended cementitious materials
698 Materials and Structures (2008) 41:689–701

However, the improvement in packing density
would not be apparent if the dry packing method was
used to determine the packing density. The packing
densities of pure OPC and the (75% OPC + 25%
PFA) and (85% OPC + 15% CSF) mixtures have also
been measured by the dry packing method. During
dry packing, the specified proportions of OPC, PFA
and CSF were pre-mixed and then filled into a 45 mm
diameter · 45 mm height cylindrical mould in five
successive layers, each tapped 40 times by a 10 mm
diameter rod. After tapping, the mixture inside the
mould was weighed for determination of packing
density. The results so obtained are compared to
those by the proposed wet packing method in Table 1,
from which it can be seen that the packing densities
measured by the dry packing method are far too low
and that the increase in packing density by blending
OPC with CSF would not be revealed by the dry
packing method. Aggregation, coating and caking,
which are signs of strong inter-particle force and
agglomeration [11], were observed during dry pack-
ing. It may thus be inferred that agglomeration was
the main reason for the low packing densities
obtained by the dry packing method.
4.7 Significance of umin, uwb and uws
Table 2 summaries the various values of umin, uwb
and uws obtained in the present study. It is evident
that these three ratios are not the same. The minimum
voids ratio umin is of importance because it may be
used to evaluate the packing density of the given
mixture of cementitious materials. The basic water
ratio uwb is the optimum W/CM ratio at which the
voids ratio is minimum. Since the corresponding air
ratio ua is not equal to zero, the basic water ratio must
not be taken as the minimum water ratio at which the
water is just sufficient to fill up the voids.
From Figs. 3–6, it can be seen that, in general, at a
W/CM ratio lower than the minimum voids ratio umin,
there would be a significant amount of air voids
inside the paste but at a W/CM ratio just slightly
higher than the minimum voids ratio umin, the amount
of air voids inside the paste would become insignif-
icant (as revealed by the variation of the air ratio ua
with the W/CM ratio). Hence, the minimum voids
ratio umin may also be taken as the minimum water
ratio at which the water content is just sufficient to fill
up the voids. In fact, the minimum voids ratio umin
should be regarded as the absolute minimum W/CM
ratio to be used in concrete mix design because a W/
CM ratio lower than this would lead to an unaccept-
ably large air content.
The water ratio at standard consistence uws has
long been used to determine the water demand.
However, it is quite different from both the basic
water ratio and the minimum voids ratio. Further-
more, in the case of OPC with 1 · SP added, the
compaction applied reduced the basic water ratio and
the minimum voids ratio but at the same time
increased the water ratio at standard consistence.
Hence, the water ratio at standard consistence cannot
be a physically true measure of the minimum voids
ratio or the minimum water ratio.
5 Conclusions
The existing methods of measuring the packing
density of cementitious materials have been reviewed
and their problems identified. It was found that the
dry packing methods are afflicted by agglomeration
while the common practice in the wet mixing
Table 1 Packing densities measured by dry and wet packing
methods
Mix proportions Dry packing
method (with
tapping applied)
Wet packing method
(with 1 · SP added
but no compaction
applied)
Pure OPC 0.514 0.622
75% OPC
+ 25% PFA
0.539 0.642
85% OPC
+ 15% CSF
0.480 0.703
Table 2 Summary of voids ratio and water ratio results
Cementitious mixture umin uwb uws
OPC (no SP) 0.831 0.750 0.958
OPC (1 · SP) 0.607 0.525 0.554
OPC (2 · SP) 0.567 0.480 0.505
OPC (3 · SP) 0.574 0.480 0.483
OPC (1 · SP and compaction) 0.508 0.450 0.589
75% OPC + 25% PFA (1 · SP) 0.558 0.458 0.473
85% OPC + 15% CSF (1 · SP) 0.422 0.358 0.401
Materials and Structures (2008) 41:689–701 699

methods of determining the water demand as the
water content at a certain preset consistence is not
really appropriate. To resolve these and other prob-
lems, a new method, which is a wet packing method
not relying on consistence measurement, has been
developed. It mixes the cementitious materials with
water at different water/cementitious materials ratios,
determines the voids ratio and solid concentration of
each resulting mixture by measuring its apparent
density rather than consistence, and takes the max-
imum solid concentration achieved as the packing
density of the cementitious materials. A special
mixing procedure of adding the cementitious mate-
rials bit by bit to the water so as to keep the mixture
saturated as far as possible is adopted to ensure
thorough mixing within a reasonable time.
The new method has been applied to study the
basic packing behaviour of a common cement, the
effects of superplasticiser dosage, the effects of
compaction and the effects of blending cement with
pulverised fuel ash or condensed silica fume. From
the test results, the basic water ratios, the minimum
voids ratios and the water ratios at standard consis-
tence of the various cementitious materials under
different conditions have been obtained. These
revealed that the basic water ratio, the minimum
voids ratio and the water ratio at standard consistence
are not the same. Generally, the basic water ratio is
substantially lower than the minimum voids ratio.
This is because at the basic water ratio, there is
always some air in the paste (i.e. the paste is not
saturated). More importantly, the minimum voids
ratio may be taken as the minimum water ratio at
which the water is just sufficient to fill up the voids.
Lastly, since there is no logical relation between the
water ratio at standard consistence and the minimum
voids ratio, the traditional practice of determining the
water demand from the water ratio at standard
consistence is incorrect and should be abandoned.
The wet packing tests conducted herein have
shown quantitatively in a correct manner for the first
time (to the best of the authors’ knowledge) the actual
increase in packing density that could be achieved by
blending cement with either pulverised fuel ash or
condensed silica fume. Further studies on triple
blending of cement, pulverised fuel ash and con-
densed silica fume, and on how the flow of the
cement paste could be improved by maximising the
packing density of the cementitious materials have
also been carried out, as reported in Part 2 of the
paper.
Acknowledgement The work described in this paper was
fully supported by a grant from the Research Grants Council of
the Hong Kong Special Administrative Region, China (Project
No. HKU 7139/05E).
References
1. Powers TC (1968) The properties of fresh concrete. John
Wiley & Sons, New York
2. DeLarrard F, Sedran T (1994) Optimization of ultra-high-
performance concrete by the use of a packing model. Cem
Concr Res 24(6):997–1009
3. Richard P, Cheyrezy M (1995) Composition of reactive
powder concretes. Cem Concr Res 25(7):1501–1511
4. Sedran T, DeLarrard F, Hourst F, Contamines C (1996)
Mix design of self-compacting concrete. In: Bartos PJM
et al (eds) Proceedings of the international RILEM con-
ference on production methods and workability of con-
crete. Paisley, Scotland, pp 439–450
5. Lange F, Mortel H, Rudert V (1997) Dense packing of
cement pastes and resulting consequences on mortar
properties. Cem Concr Res 27(10):1481–1488
6. Jones MR, Zheng L, Newlands MD (2003) Estimation of
the filler content required to minimize voids ratio in con-
crete. Mag Concr Res 55(2):193–202
7. Reed JS (1995) Principles of ceramics processing. John
Wiley & Sons, New York
8. British Standards Institution (1995) BS 812 Testing of
aggregates part 2: method of determination of density. BSI,
London
9. Svarovsky L (1987) Powder testing guide: methods of
measuring the physical properties of bulk powders. Else-
vier Applied Science Publishers Ltd, England
10. Yu AB, Bridgwater J, Burbidge A (1997) On the modeling
of the packing of fine particles. Powder Technol
92(3):185–194
11. Pietsch W (1997) Size enlargement by agglomeration. In:
Fayed ME, Otten L (eds) Handbook of powder science and
technology, 2nd edn. Chapman & Hall, New York
12. British Standards Institution (1995) BS EN 196 Methods of
testing cement part 3: determination of setting time and
soundness. BSI, London
13. Dewar JD (1999) Computer modelling of concrete mix-
tures. E & FN Spon, London
14. Bigas JP, Gallias JL (2002) Effect of fine mineral additions
on granular packing of cement mixtures. Mag Concr Res
54(3):155–164
15. DeLarrard F (1999) Concrete mixture proportioning: a
scientific approach. E & FN Spon, London
16. Iveson SM, Litster JD, Hapgood K, Ennis BJ (2001)
Nucleation, growth and breakage phenomena in agitated
wet granulation processes: a review. Powder Technol
117(1–2):3–39
17. Schaafsma SH, Vonk P, Segers P, Kossen NWF (1998)
Description of agglomerate growth. Powder Technol
97(3):189–190
700 Materials and Structures (2008) 41:689–701

18. Iveson SM, Wauters PAL, Forrest S, Lister JD, Meesters
GMH, Scarlett B (2001) Growth regime map for liquid-
bound granules: further development and experimental
validation. Powder Technol 117(1–2):83–97
19. British Standards Institution (1978) BS 4550 Methods of
testing cement part 3: physical tests. BSI, London
20. Zou RP, Yu AB (1996) Evaluation of the packing char-
acteristics of mono-sized non-spherical particles. Powder
Technol 88(1):71–79
21. Kwan AKH, Mora CF (2001) Effects of various shape
parameters on packing of aggregate particles. Mag Concr
Res 53(2):91–100
Materials and Structures (2008) 41:689–701 701