Embed Size (px)
Citation preview

MSci PolySci-Lab
Modul P104
PPPooo lll yyymmmeeerrrmmmaaa ttteee rrr iii aaa lll iii eeennn&&&
PPPooo lll yyymmmeeerrr ttt eeeccchhhnnnooo lll oooggg iii eee
Extrusion
1 Introduction
By definition, extrusion stands for a continuous process of producing a semi-finished part.
During extrusion a polymer melt is pumped through a die and formed into a shape. This shape
can be a profile, plate, film, tube, or have any other shape formed from its cross section.
During extrusion the melt can be mixed, densified, plasticized, homogenized, degassed, or
chemically altered (reactive extrusion). A subsequent treatment of the semi-finished material
before solidification e. g. by pressured air or calendering is also possible. Since the polymer is
completely melted during extrusion and brought into a new form, the extrusion process is a
primary shaping process (Urformverfahren). In this experiment a small single screw extruder
is used to produce polypropylene films. Some film properties are investigated as function of
selected extrusion parameters.
2 Literature
1. T. A. Osswald, "Polymer Processing Fundamentals" Hanser-Verlag München 1998.
2. N. G. McCrum, C. P. Buckley, C. B. Bucknall, "Principles of Polymer Engineering" Oxford
University Press, Oxford, 1997.
3. O. Schwarz, F.-W. Ebeling, B. Furth, "Kunststoffverarbeitung", 7. Aufl., Vogel Würzburg,
1997.
4. R. J. Crawford, "Plastics Engineering" 2nd Ed. Pergamon Press, Oxford 1987.
5. Lecture "Polymertechnologie", BSci PolKol, 6. Sem., Prof. V. Altstädt.
6. S. B. Brown, Annu. Rev. Mater. Sci. 21, 409-435 (1991).
(These references are not required reading material)
3 Prerequisite
For the lab experiment you need to be familiar with some basics concepts of macromolecular
science: Amorphous or semi-crystalline polymers; glass, melting, recrystallization
temperature; polyolefines, melt flow index, tacticity (iso-, a-, and syndiotactic polymers),
copolymers.

MSci PolySci P104 – Extrusion 3
4 Content
1 Introduction 2
2 Literature 2
3 Prerequisite 2
4 Content 3
5 Keyword glossary 4
6 Extrusion equipment 5
6.1 Extruder barrel 5
6.2 Single screw extruder 5
6.3 Twin-screw extruders 9
6.4 Reactive Extrusion 10
6.4.1 Bulk polymerization 10
6.4.2 Graft and functionalization reactions 11
6.4.3 Interchain copolymerization 11
6.4.4 Coupling, branching, and crosslinking reactions 12
6.4.5 Controlled degradation 12
6.5 Extrusion dies 12
6.5.1 Film or sheeting dies 12
6.5.2 Film Blowing 13
6.5.3 Other dies 14
6.6 Processing lines 14
7 Experiments 16
7.1 Extrusion and line parameters 16
7.1.1 Mass throughput rate 16
7.1.2 Chill roll speed 16
7.2 Extrusion of a cast film 16
7.2.1 Constant rpm, variable drawing speed 16
7.2.2 Constant drawing speed, variable extrusion rpm 17
7.2.3 Additional characterization 17
8 Questions 17

MSci PolySci P104 – Extrusion 4
5 Keyword glossary
barrel-grooved barrel
Faß, Zylinder-Zylinder mit Nut
blow molding, injection blow molding Blasformen, Injektionsblasformencalender (-ing) Kalander, kalandrierencalibration equipment Nachfolge, Kalibriereinrichtungcaterpillar haul-off Raupenabzugcompounding Kompoundieren, Mischenco-rotating gleichlaufendcounter-rotating gegenlaufenddegradation Abbaudie Düse, Pressformdie swell or extrudate swell, Strangaufweitungextrusion Strangpressenextrusion die Werkzeugfilm blowing Filmblasenfeedstock Ausgangsmaterialfriction
- coefficient of frictionReibung
- Reibungskoeffizientgauge Meßgeräthopper Trichterinjection moulding Spritzgußintermeshing kämmendnon-intermeshing nicht kämmendmass throughput Massendurchsatz, -strommanifold Sammelrohrmelting/compression zone Kompressionszonemetering zone Ausstoßzonepellets Granulatplate Platte, Scheibepipe hier: Rohrretention time Verweilzeitscrew Schneckesheeting die Breitschlitzwerkzeugsemi-finished part Halbzeugsolids conveying zone Einzugszone
thermocouple Temperatursensortwin-screw extruder Doppelschneckenextruder
tube Röhre, Reifen

MSci PolySci P104 – Extrusion 5
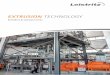
6 Extrusion equipment
An extrusion system consists not only of a plasticating extruder, but also of additional aux-
iliary parts and add-ons, whose design and function are more closely described in the
following text. Requirements for all extrusion systems are: i) homogeneous transport of the
material, ii) production of a thermally and mechanically homogenous melt, iii) processing of the
polymer while avoiding thermal, chemical, or mechanical degradation and iv) providing an
economic process with profitable operation.
Common machines are single and twin-screw extruders. Generally, single screw
extruders are used for pumping high mass throughputs
€
˙ m [kg/h] at high pressures needed for
large parts such as pipes, plates, or profiles. Twin-screw extruders are preferably employed
for mixing and compounding, as well as polymerization reactors. Parts of an extruder are
hopper, barrel, screw, heating/cooling, and drive/gear.
6.1 Extruder barrel
The size of an extruder is defined by the internal diameter D (see Fig. 2a), which is normally in
the range of 20 to 150 mm. The L/D ratio ranges from 5 to 34. Shorter machines (L/D <20) are
generally used for processing elastomers, longer machines for thermoplasts. For special pur-
poses grooved barrels are used which improve transport and compression. Barrel tempera-
tures are controlled by electrical heaters and fans. Temperatures and pressure at certain bar-
rel positions are monitored by thermocouples or pressure gauges, respectively. By using
several temperature zones a temperature profile can be easily realized.
The hopper (see Fig. 1) has the function to supply the pellets or powder to the extru-
sion screw. In larger systems the hopper is often equipped with an additional agitating or
conveyer system. A dryer can be also attached for moisture-sensitive materials. For the
colouring or mixing of several components gravimetrically or volumetrically dosage systems
are available.
6.2 Single screw extruder
The plasticating single screw extruder is the most common equipment in the polymer industry.
It can be part of an injection molding unit and is found in numerous other extrusion processes,
including blow molding, film blowing and wire coating. Its function is to produce a homoge-
neous melt from the supplied plastics pellets and to press the melt through the shaping die.
The tasks of a plasticating extruder are to i) transport the solid pellets or powder from the
hopper to the screw channel, ii) compact the pellets and move them down the channel, iii) melt
the pellets, iv) mix the polymer into a homogeneous melt and v) pump the melt through a die.
Thus an extrusion system consists of the components shown in Figure 1.
The screw is the central element of extrusion and serves many functions such as
transporting the solid feedstock, compressing, melting, homogenizing, and metering the poly-
mer to finally generate sufficient pressure to pump the melt through the die.

MSci PolySci P104 – Extrusion 6
Figure 1: Schematic of a plasticating single screw extruder [4].
Most commonly are three-zone screws (Figure 2-4), since they can be used universally for
most thermoplastics. This kind of screw is also used in our lab course. For better temperature
control in large extruders, screws can be also heated from inside.
Figure 2: Three-zone extrusion screw. D: diameter; L: total length; L1: (length) solid conveying
zone/feed section/compaction; L2: Melting/compression/transition zone; L3: meter-
ing/pumping zone; h1 and h2: channel depth h (or H). An extruder is characterized by
its L/D ratio, e. g. 25 (D= 20 mm, L= 0.5 m).
The task of the solids conveying zone in the feed section is to move the polymer
pellets/powder from the hopper to the screw channel. The most common feed from the
hopper is by gravity (flood feed), the screw continuously extracts the resin it can handle from
the hopper. Once the material is in the screw channel, it is compacted and transported down
the channel. Compacting and moving can only be accomplished by friction at the screw sur-
face. To maintain a high coefficient of friction between the barrel and polymer, the feed sec-
tion of the barrel must be cooled by water. The frictional forces result in a pressure rise in the
feed section, this pressure compresses the solid bed which continues to travel down the
channel as it melts in the compression or melting zone. This effect is amplified by a decreas-
ing channel depth compared to the conveying zone. The metering zone is the most important
section in melt extruders and the pressure for sufficient pumping and final melt temperature
are generated here. In this section the screw depth is again constant but much less than the
feeding zone. In the metering zone the melt is homogenized so as to supply a constant rate,
material of uniform temperature and pressure to the die. The zone is the most straight-forward
gearbox
motor

MSci PolySci P104 – Extrusion 7
to analyze since it involves a viscous melt flowing along a uniform channel. The pressure
build-up which occurs along a screw is shown in Figure 3 and Figure 4.
Figure 3: Typical zones of a single extruder
screw and the corresponding pressure build-up.
[4]
Figure 4: Typical zones of a single extruder
screw with vent port and the correspondingpressure build-up. [4]
Some extruders also have a venting zone to remove volatile components such as water
vapor or other low molecular weight impurities. As shown in Figure 4, in the first part of the
screw the granules are taken in and melted, compressed and homogenized in the usual way.
The melt pressure is then reduced to atmospheric pressure in the decompression zone. This
allows volatiles to escape from the melt through a special port (vent port) in the barrel. The
melt is then conveyed along the barrel to a second compression zone which prevents air
pockets from being trapped. The venting port works because at a typical extrusion tempera-
ture of 250°C the water in the melt exists as a vapor at a pressure of about 4 MPa (40 bar). At
this pressure it will easily pass out of the melt end through the vent. Since the atmospheric
pressure is about 0.1 MPa the application of a vacuum will have little effect on the removal of
moisture.
Figure 5: Schematic diagram of a
screw section [2].

MSci PolySci P104 – Extrusion 8
Figure 5 shows a more detailed view of a screw element. Here D denotes the standard di-
ameter of the barrel minus twice the screw clearance which is around 100 µm for D < 30 mm;
Φ the helix angle with a typical value for a square pitch screw of 17.65°; H (also denoted as
h) is the channel depth in the metering section which is in the range of 0.05-0.07 · D for D < 30
mm; C is the pitch of the screw; e the width of the screw flights; W the width of the melt
channel. Knowing these parameters the pumping characteristics of an extruder can be
represented with sets of die and screw characteristic curves.
Figure 6: Die and screw characteristic
pressure-throughput curves for LDPE in aD = 45 mm extruder. Each open circleindicates the operating point for a die-rpmcombination. [1]
Figure 7: Screw and die characteristic pressure-
throughput curves for a Newtonian fluid in anextruder with different channel depths. [1]
First, in Figure 6, the die characteristic curves are labeled die 1, die 2, die 3 and die 4 in
ascending order of die restriction. Here, die 1 represents a low resistance die such as for a
thick plate, and die 4 represents a restrictive die, such as is used for films. The difference
screw characteristic curves represent different screw rotational speeds N. In a screw
characteristic curve the point of maximum throughput and no pressure build-up is called point
of open discharge. This occurs when there is no die. The point of maximum pressure build-up
and no throughput is called the point of closed discharge. This occurs when the extruder is
plugged. Shown also in Figure 6 the feasibility line (
€
˙ m min) represents the throughput required
to have an economically feasible system.
For an ideal Newtonian fluid in the metering zone linear relationships are obtained as
shown in Figure 7. Here two interesting situations are to consider. One is the case of free
discharge where there is no pressure build-up (Δp = 0) at the end of the extruder and the
ordinate is intersected at maximum throughput. The other case is where the pressure at the
end of the extruder is large enough to stop the output (
€
˙ m = 0) and ignoring leakage flow.
These are the limits of the screw characteristic. It is interesting to note, that when a die is
coupled to the extruder, the requirements are conflicting. The extruder has a high output if the

MSci PolySci P104 – Extrusion 9
pressure at its outlet is low. However, the outlet from the extruder is the inlet of the die and
the output of latter increases with inlet pressure. The intersection of both characteristic
curves is the operating point of the extruder. Figure 7 also shows the influence of channel
depth for the metering zone of a conventional, smooth barrel single screw extruder on the
screw characteristic curves. A restrictive extrusion would clearly work best with a shallow
channel screw, and a less restrictive die would render the highest productivity with a deep
channel screw.
6.3 Twin-screw extruders
Twin-screw extruders have been developed in particular for continuous mixing purposes
compared to single screw extruders, latter are primarily used for high volume
metering/pumping. In general, twin-screw extruders can be classified into counter-rotating
and co-rotating twin-screw extruders, which are based on non-intermeshing, intermeshing,
or close-intermeshing screws. These designs permit a wider range of possibilities in terms of
output rate, mixing efficiency, heat generation, etc. In Figure 8 these types of extruders are
schematically shown. Most popular are co-rotating machines for efficient continuous mixing,
including reactive extrusion. An intermeshing system is also self-cleaning. In summary, the co-
rotating systems have a high pumping efficiency caused by the double transport action of two
screws. This type of arrangement is particularly suitable for heat sensitive materials because
the material is conveyed through the extruder with little possibility of entrapment.
The counter-rotating systems generate high temperature pulses making them
inappropriate for reactive extrusion, but they generate high stresses because of the
calendaring action between screws, making them efficient machines to disperse pigments
and lubricants. It is used commonly for powdered materials, particularly for rather
temperature-sensitive PVC. The advantage of this extrusion system is the facilitated addition
of polymer additives without stressing the
material mechanically or thermally. This is
important for polymers with solid
constituents such as TiO2, mineral, clay,
glass or fibers. It is also used for
compounding techniques to prepare
polymer blends by homogeneously mixing
different polymers with a wide divergence
in melting points (or glass transitions) and
viscosities. Another advantage of this
extrusion technique is a short retention time
beneficial for temperature sensitive ma-
terials.
Figure 8: Design of different twin-screw
extruders [5].

MSci PolySci P104 – Extrusion 10
If the generated pressure in the twin-screw extruder is not sufficiently high at the end of the
metering zone, an additional melting pump can be added between the metering zone and the
extrusion die. In contrast to the flood-feeding for single screw extruders, twin-screw
extruders are operated in a starved-feeding mode. In this mode the polymer pellets, additives,
fillers, or pigments are fed into the hopper by small amounts using gravimetric or volumetric
screw feeders.
6.4 Reactive Extrusion
For years, polymer systems used liquid inert carriers to avoid complications caused by high
viscosity of the undiluted bulk system. In classical reactors of a stirred-pot version, such as
beakers, kettles, or tanks, these systems are otherwise difficult to handle. When a polymeric
system was too viscous, it was simply diluted with more liquid media.
Lately solventless processes have gained significant interest due to environmental and
economical concerns. Therefore the use of extruders as chemical reactors and reactive
blenders or compounders, commonly called reactive extrusion (REX), has proven to be an
important technology in the polymer industry. So REX combines the classical extrusion
process with the use of the extruder as chemical reactor. Basically the REX is used for two
major processes: i) For the polymerization of monomers and the chemical modification of
existing polymers, and ii) for the use as blender to reactively blend existing polymers
sometimes in the presence of fillers and other additives. In Table 1 some advantages and
disadvantages of REX are summarized.
Table 1: Pro and Cons of a reactive extrusion system
Advantages Disadvantages
+ Solventless process - Short residence time
+ High overall reaction rate - Limited heat transfer capacity
+ Easy removal of volatiles incombination with side streamincorporation of reactants
- Side reactions
+ Staging of multiple reactions whichare not accessible in a batch mode
- Limited kinds of reactions due toheat of reaction and viscosity
Based on these criteria REX involving polymers can be divided in five categories: 1) Bulk
polymerization, 2) graft and functionalization reactions, 3) interchain copolymerization, 4)
coupling, crosslinking, and branching reactions, and 5) controlled degradation. For all these
reactions the understanding and optimization of extruder design, chemical kinetics, rheology
and rheokinetics, mixing efficiency, and heat balances are essential.
6.4.1 Bulk polymerization
Here many types of step and chain polymerization can be realized. Condensation reactions
leading to typical polycondensates such as polyesters, polyamides, polyetherimides, or
polyurethanes are known, as well as chain addition reactions forming POM, PMMA, or
acrylics.

MSci PolySci P104 – Extrusion 11
6.4.2 Graft and functionalization reactions
For the synthesis of graft copolymers and functionalization of polymers, REX is a suitable
method, for instance to modify polyolefines with maleic anhydride (MA) or acrylics, react
polyolefines with vinylsilanes, or ethyl vinyl acetate (EVA) with acrylic acid.
For example, as shown in the figures below, acrylic monomers, e. g. acrylic acid, can
be grafted onto PP with the help of a peroxide. The chemical reaction is shown in Figure 9,
whereas the extruder layout is sketched in Figure 10. The screw geometry is designed so
that the polymer is melted and compressed in the feed zone. Then it is decompressed in a thin
film reaction zone where it encounters a high surface area for efficient reaction with a liquid
mixture of acrylic acid and a peroxide initiator. This mixture is injected through a port at high
pressures in the range of 4 to 24 MPa. The grafted product is again compressed at a screw
element with large cross-sectional area and then decompressed into a final metering zone
which contains a (vacuum) vent for removal of excess monomer. The two compression
zones act as melt seals, which prevent loss of pressurized acrylic acid from the reaction
zone. However, also the homopolymer, in this case polyacrylic acid, is obtained.
H2C CHCH3
RO H2C CCH3
ROH
H2C CCH3
H2C CCH3
ZO
O
Z
R
R
R: H, CH3
Z: OH, OR, NR2
Figure 9: Radical grafting of acrylates onto PP.
Figure 10: Extruder reactor fitted for grafting acrylates to polyolefines. The polymer is extrudedand the grafting mixture (acryl and peroxid) is added at the injection port. Parameters: Reactiontemp: 152-204°C, screw speed: 160 rpm, 15 wt.-% peroxide, injection rate 10 wt.-%. [6]
6.4.3 Interchain copolymerization
This topic includes the reaction of reactive polymers with other functional groups or polymers,
for instance PP grafted with MA reacts with nylon 6, or reactive PS reacts with polymers
bearing epoxy, hydroxy, anhydride, or carboxylic acid groups.

MSci PolySci P104 – Extrusion 12
H2C CCH3
OO
O
H2N nylon 6 H2C CCH3
O
O
OHHN nylon 6
H2C CCH3
NO
O- H2O
nylon 6Figure 11: Copolymer formation of PP grafted with MA and nylon 6 NH2-end groups.
6.4.4 Coupling, branching, and crosslinking reactions
This type includes the reaction of hydroxy functionalized polymers (e. g. PBT, PET) with
diisocyanate, polyepoxides, or polycarbodiimide. Also polymers bearing COOH-endgroups can
be chain extended with bis(2-oxazoline)s.
PET COOH2O
N
O
NR
PET ONH
R NH
O PET
O
O O
OFigure 12: Chain extension of PET chains with carboxylic end groups using bis(2-oxozoline)s.
6.4.5 Controlled degradation
This reaction is realized for the chemical degradation of PET with ethylene glycol during
recycling.
6.5 Extrusion dies
The extrusion die is attached to the end of the extruder and heated separately. Usually a
breaker plate or screen is placed between the die and screw tip; this increases direct flow
along the axis by inhibiting rotation and filters the polymer melt. The die shapes the product but
due to the viscoelastic swell (die swell or extrudate swell) the cross section of the extrudate
expands as it leaves the die. To achieve precisely the desired diameter, the extrudate is
shaped as it cools, all the while under tension. In this manner i) flat films and sheets
(calendering, cast film), ii) pipes and tubular films for bags (film blowing), iii) filaments and
strands (fibre spinning), iv) hollow profiles for window frames and v) open profiles are
produced.
6.5.1 Film or sheeting dies
In our experiment the film is fabricated using a sheeting die with flex lips similar to the one
depicted in Figure 13. The name 'coat hanger die' originates from in the coat hanger shape of
the manifold, what is not visible in the view of Figure 13. The manifold evenly distributes the
melt to the outer die region, the approach region carries the melt from the manifold to the lips,
the flex lips perform the final shaping of the melt. The flex lip distance can be adjusted with
set-screws and one parameter to control the film thickness. Multiple layer cast films can be

MSci PolySci P104 – Extrusion 13
produced by feeding using more than one extruder, and hence materials, in one die
(coextrusion).
Figure 13: Cross section of a coat
hanger die [1].
6.5.2 Film Blowing
The majority of polymer films are manufactured by film blowing. One or several single screw
extruder(s) is/are used to melt the polymer and pump it into a tubular die, as shown in Figure
14 and Figure 15. Modern blown films can contain six and more different layers at a total
thickness of only 20 µm. Air is blown into the center of the extruded tube and causes it to
expand in the radial direction. Extension of the melt in both the radial and down-stream
direction stops at the freeze line (frost line) due to crystallization of the melt. The nip rolls
collect the film, as well as sealing the top of the bubble to maintain the air pressure inside. This
process is used extensively with polyethylene and polypropylene.
Figure 14: Film blowing unit for producing three-
layer tubular films. [4]
Figure 15: Cross-sectional view of a film
blowing die (air ring)

MSci PolySci P104 – Extrusion 14
6.5.3 Other dies
Figure 16 shows the more complex design of a wire coating tubing die, which is able to coat a
wire continuously with an polymer (often PVC) insulation.
Figure 16: Wire coating
tubing die [2].
6.6 Processing lines
Leaving the die after extrusion the melt can be further shaped in its form and dimensions by
calibration and shaping equipment. In Figure 17 schematically a commercial film co-extrusion
line is depicted. Polymer A is coated by co-extrusion on both sides with a layer of polymer B,
and the resulting three-layer film is cooled on several chill rolls, the rough edges are cut and
finally the film is wound up on a replaceable roll.
In the experiment conducted in this lab experiment a cast film processing line is used as
depicted in Figure 18. This system can be operated both with open and closed casting/chill
rolls. Here open casting rolls means that the casting roll is apart from the chill roll 1, closed just
the opposite. This can be controlled by a pneumatic device. The casting rolls serve at the
same time as a drawing device, and the film is collected finally by paper windup rolls. The
dimensions of the film can be controlled by i) screw speed, ii) flex lip distance, and iii) casting
roll speed. Higher gloss films are obtained with a closed chill roll 1 (also called stripping roll).
Figure 17: Co-extrusion film line with chill
rolls, edge cutter, and winder. [4]
Figure 18: Cast film line used in the lab [Dr.
Collin].

MSci PolySci P104 – Extrusion 15
In the following Table 2 other processing techniques which require extrusion equipment are
listed. Injection molding will be covered in another lab experiment.
Table 2: Selection of other polymer processing methods which are not perfomed in this
lab
Calendering
This is a process in which a hot mass ofpolymer is fashioned into a continuous sheetby passage through a system of heated rollsthat is a calender. The sheet is then cooledand wound up into rolls. It may be embossedwith patterns before winding. Calendering isused to manufacture unsupported films/sheetseither flexible or rigid and transparent orcoloured opaque. The machine comprises ofan arrangement (stack) of rolls mountedon bearings supported by side frames and supported with roll drives and heating arrangements.Commonly used calenders are four-roll machines whereas five-roll versions are used for specialproducts such as rigid thin sheeting. Depending on the stacking of the rolls F, L, or S calender areknown.
Blow/injection blow molding
This process usually use commodity polymerssuch as PVC, PS, PP, LDPE, HDPE. Theextrusion part of the process is continuousand the rest is cyclic. For continuous blowmolding (top), extrudate is producedcontinuously which would achieve good meltuniformity. A molten tube of polymer (calledParison) is extruded through an annular dieinto the mold. Pressing the upper end of thetube together closes the bottom of the futurebottle. The tube is inflated by air, cooled andejected. Several molds will be used to processthe extrudate.
Injection blow molding (bottom) include thefollowing steps: at first, the polymer is injectionmolded onto the core pin; then the core pin isrotated to a blow molding station to be inflatedand cooled. Preforms manufactured byinjection molding (PET bottles) are used.
Tube Extrusion:
The polymer is extrudedthrough a spider leg die;here a symmetricmandrel is attached tothe body of the die byseveral legs. The tube isthen guided through acalibration unit, wherethe tube thickness anddiameter is fixed.

MSci PolySci P104 – Extrusion 16
7 Experiments
First make yourself familiar with the extruder and cast film line. Identify all extruder
components, hopper, heater, die, temperature zones and sensors, pressure gauge. Check the
cast line and test the gap adjustment and torque controlled windup mechanism. For
polypropylene the zones temperatures [°C] are set to 1-200; 2-220; 3-230; D1-240; D2-240.
Note the type of PP used for this experiment.
7.1 Extrusion and line parameters
In this experiment you will determine extrusion and cast film line parameters of PP.
7.1.1 Mass throughput rate
Detemine the mass throughput rate of the extruder. Set the screw rpm to 15, 35, 55, 65, and
85 rpm. For each rpm wait ca. 30 sec for steady conditions and then collect the extruded
polymer for one minute (15, 35, and 55 rpm) or 30 sec (65 and 85 rpm) and weight the
sample. Note also for each rpm all barrel temperatures and pressure. In your report plot the
rpm versus weight measured and also versus kg/h. Also plot your values according to Figure
6.
7.1.2 Chill roll speed
Secondly, a correlation of the scale units and chill roll speed in m/min has to be established.
You have to figure out a way to correlate the rpm of the chill roll, which you measure with a
stop watch and by counting the revolutions, with the distance the roll travels in one minute.
Set the scale to 0.5, 1.0, 1.25, 1.5, 2.0, 3.0, and 4.0, determine the rpm of the roll and establish
a correlation of scale units and m/min. Plot the chill roll speed [m/min] as function of scale units
of the turning button and perform an interpolation.
7.2 Extrusion of a cast film
In this part a film is cast and parameters which determine thickness and width are varied.
Note in your report the appearance of the film you made.
7.2.1 Constant rpm, variable drawing speed
First, set the screw speed to 35 rpm, note temperatures and pressure. The extruded film is
picked-up by the casting roll and wound up, with chill roll 1 closed. Change the drawing speed
to 0.5, 1.5, 1.0, 2.0, 3.0, and 4.0. Since the film is extruded continuously, mark with a
permanent felt tip pen the regions at a different speed. With a gauge and ruler provided,
determine the thickness at three positions (L/M/R) and width (W) of each speed, here it is
important to start your L/M/R measurements always at the same side of the film for each
speed. Plot all values (L/M/R, W) versus m/min. Note that at 0 m/min the film is not stretched
and thus equals the width of the slit die.

MSci PolySci P104 – Extrusion 17
7.2.2 Constant drawing speed, variable extrusion rpm
Secondly, the screw rpm is varied from 25, 35, 45, 55, and 65 rpm at a constant drawing rate
of 0.75 scale units. Note temperatures and pressure for all rpm settings. The film is wound up
and characterized in the same manner as in the first experiment, meaning measure L/M/R and
W for each rpm. Now plot L/M/R and W versus kg/h.
7.2.3 Additional characterization
For the future experiments "Mechanical Properties of Polymers" and "Polymer Solid State
Characterization" you need samples of your cast film made at this experiment. You will test
the tensile strength of punched strips and determine optical parameters such as haze, clarity.
and transmission.
8 Questions
1. Define and give examples of Ur- und Umform processes.
2. Suggest a processing method to produce drinking cups with the cast film you produced.
3. For packaging purposes PP films are drawn biaxially in a sequential or simultaneousprocess. Discuss the advantage of a biaxially drawn film compared to a uniaxial drawnfilm.
4. How does the cast roll affect the crystallinity of your film compared to other processingtechniques?
5. Explain the effect and origin of die/extrudate swell of polymers.
Equipment used in this course: