Embed Size (px)
Citation preview

Manufacturer 0 0 0 0 0 0 0 0 0 0
Corehole type 1 Through-hole M 14353 14345 14360 14358 14354 14355 14392 143932 Blind hole MF 14498 14514 14515 145073 Blind- and trough-hole G 14595 14596 14597 14598
Cooling lubricant E Emulsion UNCO Oil UNF
Icons W suitable Corehole type 1 1 1 3 3 3 3 3 2 2X partially suitable
Material Cutting speed Tolerance 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 HVc m/min Emulsion/Oil HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E PM VHM HSS-E HSS-Euncoated coated E/O nitrated/TiN TiN TiAIN TiAIN+C TiN
St < 520 N/mm2 5 - 20 5 - 40 W W W WSt < 750 N/mm2 W W W W
P St < 900 N/mm2 5 - 12 5 - 24 E/O W W W WSt < 1200 N/mm2 2 - 8 2 - 12 E/O W W W W WSt < 1400 N/mm2 2 - 8 2 - 12 E/O
M VA-steel < 900 N/mm2 5 - 12 5 - 20 E W X X XVA-steel > 900 N/mm2 5 - 12 5 - 20 E X X X X
K GG 8 - 20 8 - 30 E W W XGGG 8 - 20 8 - 30 E W X W X X XCopper 10 - 12 10 - 20 E/O W W X X X X X
A Al < 10% Si 20 - 25 30 - 40 E/O W W X X X X X XAl > 10% Si 10 - 40 10 - 60 E/O X W X X XTi 2 - 6 – O W
S Ti alloy 2 - 6 – O WNi alloy 2 - 6 – O W
H 45-52 HRc – 2 - 6 O W W53-67 HRc – 1 - 3 O W
plas- Thermoplastics 20 - 30 – Etics thermosetting pl. 20 - 30 – E
Manufacturer 0 0 0 0 0 0 0 0 0 0
Corehole type 1 Through-hole M 14368 14291 14292 14293 14294 14372 14317 14318 14341 143442 Blind hole MF 14499 145003 Blind- and trough-hole G 14594
Cooling lubricant E Emulsion UNC 14560O Oil UNF 14577
Icons W suitable Corehole type 1 1 1 1 1 1 1 1 1 1X partially suitable
Material Cutting speed Tolerance 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 HVc m/min Emulsion/Oil HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-Euncoated coated E/O TiN TiCN left long vapo/TiN unc./TiCN
St < 520 N/mm2 5 - 20 5 - 40 W W W W W W W WSt < 750 N/mm2 W W W W W W W W
P St < 900 N/mm2 5 - 12 5 - 24 E/O W W W W W W W X W WSt < 1200 N/mm2 2 - 8 2 - 12 E/O W W W W W W W W WSt < 1400 N/mm2 2 - 8 2 - 12 E/O W
M VA-steel < 900 N/mm2 5 - 12 5 - 20 E X X X X X X X W X XVA-steel > 900 N/mm2 5 - 12 5 - 20 E X X X X X X X W X X
K GG 8 - 20 8 - 30 EGGG 8 - 20 8 - 30 E X X X X X X XCopper 10 - 12 10 - 20 E/O X X X X X X X X
A Al < 10% Si 20 - 25 30 - 40 E/O X X X X X X X X X XAl > 10% Si 10 - 40 10 - 60 E/O X X X X X X X XTi 2 - 6 – O
S Ti alloy 2 - 6 – O X XNi alloy 2 - 6 – O X
H 45-52 HRc – 2 - 6 O53-67 HRc – 1 - 3 O
plas- Thermoplastics 20 - 30 – Etics thermosetting pl. 20 - 30 – E
1
eng/OP
Overview: Machine Taps/Thread Formers
0
0
www.hhw.de 14.1

Manufacturer 0 0 0 0 0 0 0 0 0 0 0
Corehole type 1 Through-hole M 14395 14394 14463 14396 14397 14398 14473 14462 14425 14449 144542 Blind hole MF 14508 145093 Blind- and trough-hole G 14599
Cooling lubricant E Emulsion UNC 14565O Oil UNF 14578
Icons W suitable Corehole type 2 2 2 2 2 2 2 2 2 2 2X partially suitable
Material Cutting speed Tolerance 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 HVc m/min Emulsion/Oil HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E PMuncoated coated E/O TiN-IKZ TiCN TiN TiCN left long vapo/TiN
St < 520 N/mm2 5 - 20 5 - 40 W W W W W W WSt < 750 N/mm2 W W W W W W W W W
P St < 900 N/mm2 5 - 12 5 - 24 E/O W W W W W W W X W WSt < 1200 N/mm2 2 - 8 2 - 12 E/O W W W W W W W W WSt < 1400 N/mm2 2 - 8 2 - 12 E/O
M VA-steel < 900 N/mm2 5 - 12 5 - 20 E X X X X X X X W XVA-steel > 900 N/mm2 5 - 12 5 - 20 E X X X X X X X W X
K GG 8 - 20 8 - 30 EGGG 8 - 20 8 - 30 E X X X X X X XCopper 10 - 12 10 - 20 E/O X X W X X X X X X
A Al < 10% Si 20 - 25 30 - 40 E/O X X W X X X X X X XAl > 10% Si 10 - 40 10 - 60 E/O X X W X X X X X XTi 2 - 6 – O
S Ti alloy 2 - 6 – O X XNi alloy 2 - 6 – O X
H 45-52 HRc – 2 - 6 O53-67 HRc – 1 - 3 O
plas- Thermoplast 20 - 30 – E Wtics thermosetting pl. 20 - 30 – E W
Manufacturer E ß ß ß ß E ß ß ß ß E ß ß ß ß
Corehole type 1 Through-hole M 14290 14302 14304 14306 14308 14315 14319 14330 14333 14338 14340 14342 14350 14361 1436514303 14305 14307 14310 14316 14320 14331 14334 14339
2 Blind hole MF 14501 14504 14510Cooling lubricant E Emulsion G
O Oil UNCIcons W suitable UNF
X partially suitable Corehole type 1 1 1 1 1 1 1 1 1 1 1 1 1 1 former
Material Cutting speed Tolerance 6 H 6 H 6 H 6 H 6G/7G 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 HXVc m/min Emulsion/Oil HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E PM HSS-E PM HSS-Euncoated coated E/O TiN VAOX Hardlube Hardlube TiCN TiCN
St < 520 N/mm2 5 - 25 10 - 40 E/O W W W W W W X W W W W W W W WSt < 750 N/mm2 5 - 20 10 - 35 E/O W W W X W W X W W W W W W W W
P St < 900 N/mm2 5 - 15 10 - 30 E/O W W X X W W W W W WSt < 1200 N/mm2 5 - 10 8 - 20 E/O X X W X W W WSt < 1400 N/mm2 – 5 - 15 E/O
M VA-steel < 900 N/mm2 5 - 15 8 - 20 E W W W W W WVA-steel > 900 N/mm2 5 - 12 5 - 15 E X W W W W W W X
K GG 8 - 25 15 - 40 E X W W W W XGGG 8 - 25 15 - 40 E W W W XCopper 10 - 15 15 - 40 E/O X X X X W W X W
A Al < 10% Si 18 - 25 10 - 45 E/O X X X X X W W X WAl > 10% Si 10 - 25 10 - 45 E/O X X X X X W W X WTi 2 - 6 2 - 6 O X
S Ti alloy – – O X XNi alloy – – O
H 45-52 HRc – 2 - 6 O53-67 HRc – 1 - 3 O
plas- Thermoplastics 20 - 30 – E X X X X X Wtics thermosetting pl. 20 - 30 – E X W
1
eng/OP
0
Overview: Machine Taps/Thread Formers
ß
www.hhw.de14.2
0 0 0 0 0 0
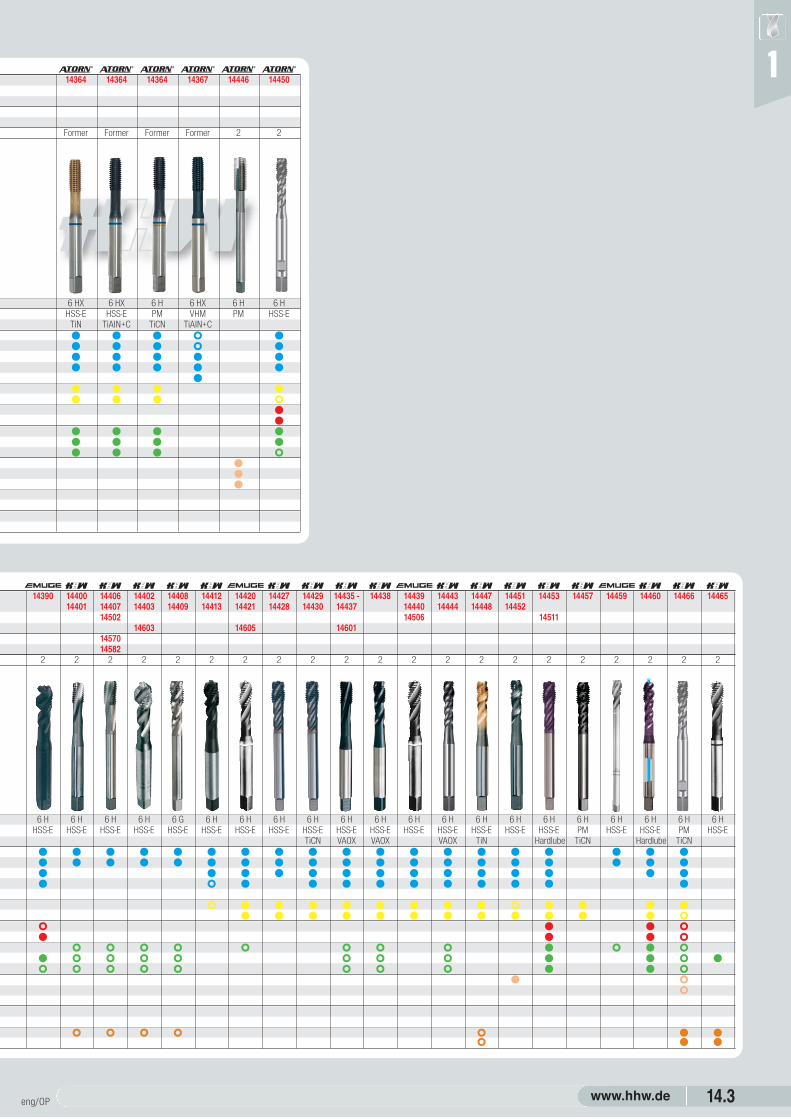
14364 14364 14364 14367 14446 14450
Former Former Former Former 2 2
6 HX 6 HX 6 H 6 HX 6 H 6 HHSS-E HSS-E PM VHM PM HSS-E
TiN TiAIN+C TiCN TiAIN+CW W W X WW W W X WW W W W WW W W W W
WW W W WW W W X
WW
W W W WW W W WW W W X
WWW
E ß ß ß ß ß E ß ß ß ß E ß ß ß ß ß E ß ß ß
14390 14400 14406 14402 14408 14412 14420 14427 14429 14435 - 14438 14439 14443 14447 14451 14453 14457 14459 14460 14466 1446514401 14407 14403 14409 14413 14421 14428 14430 14437 14440 14444 14448 14452
14502 14506 1451114603 14605 14601
1457014582
2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2
6 H 6 H 6 H 6 H 6 G 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 H 6 HHSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E PM HSS-E HSS-E PM HSS-E
TiCN VAOX VAOX VAOX TiN Hardlube TiCN Hardlube TiCNW W W W W W W W W W W W W W W W W W WW W W W W W W W W W W W W W W W W W WW W W W W W W W W W W W W WW X W W W W W W W W W W
X W W W W W W W W X W W W WW W W W W W W W W W W W X
X W W XW W W X
X X X X X X X X W X W XW X X X X X X X W W X WX X X X X X X X W W X
W XX
X X X X X W WX W W
1
eng/OP
ß
www.hhw.de 14.3

Corehole dimensions for tappingM Ø MF Ø MF Ø UNC Ø G Ø UNF Ø PG Ø NPT Ø
mm mm mm mm mm mm mm mmM 1 0,75 M 2,5 x 0,35 2,15 M 22 x 1,5 20,50 Nr. 1 1,50 G 1/8 8,80 Nr. 4 2,40 PG7 11,40 1/16 6,30M 1,1 0,85 M 3 x 0,35 2,65 M 22 x 2 20,00 Nr. 2 1,80 G 1/4 11,80 Nr. 5 2,70 PG9 14,00 1/8 8,50M 1,2 0,95 M 3,5 x 0,35 3,15 M 24 x 1 23,00 Nr. 3 2,10 G 3/8 15,25 Nr. 6 3,00 PG11 17,25 1/4 11,10M 1,4 1,10 M 4 x 0,35 3,65 M 24 x 1,5 22,50 Nr. 4 2,30 G 1/2 19,00 Nr. 8 3,50 PG13,5 19,00 3/8 14,50M 1,6 1,25 M 4 x 0,5 3,50 M 24 x 2 22,00 Nr. 5 2,65 G 3/4 24,50 Nr. 10 4,10 PG16 21,25 1/2 17,75M 1,8 1,45 M 5 x 0,5 4,50 M 25 x 1,5 23,50 Nr. 6 2,85 G 1 30,75 Nr. 12 4,65 PG21 27,00 3/4 23,00M 2 1,60 M 6 x 0,5 5,50 M 26 x 1,5 24,50 Nr. 8 3,50 G 1 1/8 35,50 1/4 5,50 PG26 35,50 1 29,00M 2,2 1,75 M 6 x 0,75 5,20 M 27 x 1,5 25,50 Nr. 10 3,90 G 1 1/4 39,50 5/16 6,90M 2,5 2,05 M 7 x 0,75 6,20 M 27 x 2 25,00 Nr. 12 4,50 G 1 1/2 45,00 3/8 8,50M 3 2,50 M 8 x 0,5 7,50 M 28 x 1,5 26,50 1/4 5,10 7/16 9,90M 3,5 2,90 M 8 x 0,75 7,20 M 30 x 1 29,00 5/16 6,60 1/2 11,50M 4 3,30 M 8 x 1 7,00 M 30 x 1,5 28,50 3/8 8,00 9/16 12,90M 4,5 3,80 M 9 x 1 8,00 M 30 x 2 28,00 7/16 9,40 5/8 14,50M 5 4,20 M 10 x 0,75 9,20 M 32 x 1,5 30,50 1/2 10,80 3/4 17,50M 6 5,00 M 10 x 1 9,00 M 33 x 2 31,00 9/16 12,2 7/8 20,50M 7 6,00 M 10 x 1,25 8,80 M 34 x 1,5 32,50 5/8 13,50 1 23,25M 8 6,80 M 11 x 1 10,00 M 36 x 1,5 34,50 3/4 16,50M 9 7,80 M 12 x 1 11,00 M 36 x 2 34,00 7/8 19,50M 10 8,50 M 12 x 1,25 10,80 M 36 x 3 33,00 1 22,25M 11 9,50 M 12 x 1,5 10,50 M 38 x 1,5 36,50M 12 10,20 M 14 x 1 13,00 M 40 x 1,5 38,50M 14 12,00 M 14 x 125 12,80 M 42 x 1,5 40,50M 16 14,00 M 14 x 1,5 12,50M 18 15,50 M 15 x 1 14,00M 20 17,50 M 15 x 1,5 13,50M 22 19,50 M 16 x 1 15,00M 24 21,00 M 16 x 1,5 14,50M 30 26,50 M 18 x 1,5 16,50M 33 29,50 M 20 x 1 19,00M 36 32,00 M 20 x 1,5 18,50M 39 35,00 M 20 x 2 18,00M 42 37,50 M 22 x 1 21,00
Corehole dimensions for thread formingM Ø M Ø MF Ø MF Ø MF Ø
mm mm mm mm mmM 1 0,90 M 3,5 3,25 M 2,5 x 0,35 2,35 M 10 x 0,75 9,65 M 14 x 1,5 13,30M 1,2 1,10 M 4 3,70 M 3 x 0,35 2,85 M 10 x 1 9,50 M 16 x 1 15,50M 1,4 1,10 M 5 4,65 M 3,5 x 0,35 3,35 M 10 x 1,25 9,40 M 16 x 1,5 15,30M 1,6 1,45 M 6 5,55 M 4 x 0,5 3,80 M 12 x 1 11,50 M 18 x 1,5 17,30M 1,8 1,65 M 8 7,40 M 4,5 x 0,5 4,30 M 12 x 1,25 11,40 M 20 x 1,5 19,50M 2 1,83 M 10 9,30 M 5 x 0,5 4,80 M 12 x 1,5 11,30 M 20 x 1,5 19,30M 2,2 2,00 M 12 11,10 M 6 x 0,75 5,65 M 14 x 1 13,50 M 20 x 2 19,00M 2,5 2,30 M 14 13,00 M 8 x 0,75 7,65M 3 2,80 M 16 15,00 M 8 x 1 7,50
1
eng/OPwww.hhw.de14.4
Form A B C D E
Length of 6-8 3,5-5 2-3 3,5-5 1,5-2chamfer
Counterclockwise flutes
Clockwise flutes
Straight flutes
Cooling lubricants for tappingThe problem area will be entered once theemulsion's fat content is below 5%.- The result is a cooling effect without the
lubricating effect.- This, in turn, will result in build-up edges.- The surface quality will deteriorate.- The service life decreases.- An optimisation possibility would be ICF
(internal coolant feed).
Minimum amount lubrication (MMS)- Lubrication of the tool and the workpiece by
means of oil drops dispersed in the air- Application of the lubricant by means of internal
or external MMS.Advantage:- Elimination of cooling lubricants.- No costs for disposal of chips and cooling
lubricants.- Elimination of workpiece cleaning..
Thread forming- for thread forming, a high compression
cooling lubricant is required.- the grease film must not become interrupted.- if an emulsion is used for forming, its fat
content should be at least 8-10%.
Permitted loading values of cut threads areinfluenced by cutting the fibre structures of themachining materials. Furthermore errors of flankangle can easily arise, which can force unfavoura-ble tension distribution and lower the strengthcapacity. When forming internal threads, uninter-rupted fibre structure and cold-strength of materialremains, whereas the crack consistency isconsiderably increased. Additional flank angledeviations are avoid, because material will bedeformed free from float on flank of tool. Theincompletely formed core, which is a typicalproperty of formed threads, does not have anyeffect on the strength.
Materialshaped
Materialcut
Fibre structure not interrupted
Fibre structure interrupted
Blin
d ho
leTh
roug
h-ho
leC
ham
fer s
hape
s
Straight flutes with curling cut chamfer
Straight flutes with long curling cutchamfer

www.hhw.de 14.5
Cutting
1
eng/OP www.hhw.de 14.5
Hand Tap Set
Type3-part set consisting of taper tap, plug tap, andbottoming tap.Up to M 1,4 ISO 4H.
Note:Separate hand taps see cat.-no. 14018 - 14028.
14010ßApplicationFor unalloyed and low-alloyed steel with a strength of up to 800 N/mm2.QualityHSS.
14014QualityHSS.Note:Economically-priced version.
14016ßApplicationFor difficult to machine materials such as heat, corrosion, and acid-resistant steel, bronze and thermosetting plastics.QualityHSS-E VA-steel steam-treated surface.
14010
14014
14016
14010 - 14016
HSS HSS HSS-Ed1 Corehole Ø pitch l2 l1 d2 x T 14010 … 14014 … 14016 …
mm mm mm mm mmM 1 0,75 0,25 5,5 32 2,5 x 2,1 301M 1,1 0,85 0,25 5,5 32 2,5 x 2,1 302M 1,2 0,95 0,25 5,5 32 2,5 x 2,1 303M 1,4 1,10 0,30 7,0 32 2,5 x 2,1 304M 1,6 1,25 0,35 8,0 32 2,5 x 2,1 305M 1,8 1,45 0,35 8,0 32 2,5 x 2,1 306M 2 1,60 0,40 8,0 36 2,8 x 2,1 307 307M 2,2 1,75 0,45 9,0 36 2,8 x 2,1 308M 2,5 2,05 0,45 9,0 40 2,8 x 2,1 309 309M 3 2,50 0,50 11,0 40 3,5 x 2,7 310 310 310M 3,5 2,90 0,60 12,0 45 4,0 x 3,0 311 311M 4 3,30 0,70 13,0 45 4,5 x 3,4 312 312 312M 4,5 3,80 0,75 16,0 50 6,0 x 4,9 313M 5 4,20 0,80 16,0 50 6,0 x 4,9 314 314 314M 6 5,00 1,00 19,0 56 6,0 x 4,9 315 315 315M 7 6,00 1,00 19,0 56 6,0 x 4,9 316M 8 6,80 1,25 22,0 63 6,0 x 4,9 317 317 317M 9 7,80 1,25 22,0 63 7,0 x 5,5 318M 10 8,50 1,50 24,0 70 7,0 x 5,5 319 319 319M 11 9,50 1,50 24,0 70 8,0 x 6,2 320M 12 10,20 1,75 28,0 75 9,0 x 7,0 321 321 321M 14 12,00 2,00 30,0 80 11,0 x 9,0 322 322 322M 16 14,00 2,00 32,0 80 12,0 x 9,0 323 323 323M 18 15,50 2,50 34,0 95 14,0 x 11,0 324 324M 20 17,50 2,50 34,0 95 16,0 x 12,0 325 325M 22 19,50 2,50 34,0 100 18,0 x 14,5 326 326M 24 21,00 3,00 38,0 110 18,0 x 14,5 327 327M 27 24,00 3,00 38,0 110 20,0 x 16,0 328 328M 30 26,50 3,50 45,0 125 22,0 x 18,0 329 329M 33 29,50 3,50 50,0 125 25,0 x 20,0 330M 36 32,00 4,00 56,0 150 28,0 x 22,0 331M 39 35,00 4,00 60,0 150 32,0 x 24,0 332M 42 37,50 4,50 60,0 150 32,0 x 24,0 333
DIN352
6-8 A
4-5 D
2-3 C
3xD
HSS
HSS
HSS-E
6-8 A
4-5 D
2-3 C
6-8 A
4-5 D
2-3 C

• Hand Taps
www.hhw.de14.6
1
eng/OP
Hand Taps
ßTypeUp to M 1,4 ISO 4H.
14018Taper tap.
14019Plug tap.
14020Bottoming tap.
14018
No. 1 No. 2 Fd1 Corehole Ø pitch l2 l1 d2 x T 14018 … 14019 … 14020 …
mm mm mm mm mmM 1 0,75 0,25 5,5 32 2,5 x 2,1 101 101 101M 1,1 0,85 0,25 5,5 32 2,5 x 2,1 102 102 102M 1,2 0,95 0,25 5,5 32 2,5 x 2,1 103 103 103M 1,4 1,10 0,30 7,0 32 2,5 x 2,1 104 104 104M 1,6 1,25 0,35 8,0 32 2,5 x 2,1 105 105 105M 1,8 1,45 0,35 8,0 32 2,5 x 2,1 106 106 106M 2 1,60 0,40 8,0 36 2,8 x 2,1 107 107 107M 2,2 1,75 0,45 9,0 36 2,8 x 2,1 108 108 108M 2,5 2,05 0,45 9,0 40 2,8 x 2,1 109 109 109M 3 2,50 0,50 11,0 40 3,5 x 2,7 110 110 110M 3,5 2,90 0,60 12,0 45 4,0 x 3,0 111 111 111M 4 3,30 0,70 13,0 45 4,5 x 3,4 112 112 112M 4,5 3,80 0,75 16,0 50 6,0 x 4,9 113 113 113M 5 4,20 0,80 16,0 50 6,0 x 4,9 114 114 114M 6 5,00 1,00 19,0 56 6,0 x 4,9 115 115 115M 7 6,00 1,00 19,0 56 6,0 x 4,9 116 116 116M 8 6,80 1,25 22,0 63 6,0 x 4,9 117 117 117M 9 7,80 1,25 22,0 63 7,0 x 5,5 118 118 118M 10 8,50 1,50 24,0 70 7,0 x 5,5 119 119 119M 11 9,50 1,50 24,0 70 8,0 x 6,2 120 120 120M 12 10,20 1,75 28,0 75 9,0 x 7,0 121 121 121M 14 12,00 2,00 30,0 80 11,0 x 9,0 123 123 123M 16 14,00 2,00 32,0 80 12,0 x 9,0 125 125 125M 18 15,50 2,50 34,0 95 14,0 x 11,0 127 127 127M 20 17,50 2,50 34,0 95 16,0 x 12,0 129 129 129M 22 19,50 2,50 34,0 100 18,0 x 14,5 131 131 131M 24 21,00 3,00 38,0 110 18,0 x 14,5 133 133 133M 27 24,00 3,00 38,0 110 20,0 x 16,0 136 136 136M 30 26,50 3,50 45,0 125 22,0 x 18,0 139 139 139M 33 29,50 3,50 50,0 125 25,0 x 20,0 142 142 142M 36 32,00 4,00 56,0 150 28,0 x 22,0 145 145 145M 39 35,00 4,00 60,0 150 32,0 x 24,0 148 148 148M 42 37,50 4,50 60,0 150 32,0 x 24,0 151 151 151
14019
14020
14018 - 14020 DIN352 HSS
6-8 A
4-5 D
2-3 C
3xD
Performance requires quality.www.atorn.com
ATORN‘s taps:
ATORN‘s high-quality drilling tools.

www.hhw.de 14.7
Cutting
1
eng/OP
Hand Taps
ß14023Taper tap.
14024Plug tap.
14025Bottoming tap.
14023
No. 1 No. 2 Fd1 Corehole Ø pitch l2 l1 d2 x T 14023 … 14024 … 14025 …
mm mm mm mm mmM 2 1,60 0,40 8 36 2,8 x 2,1 101 101 101M 2,5 2,05 0,45 9 40 2,8 x 2,1 103 103 103M 3 2,50 0,50 11 40 3,5 x 2,7 104 104 104M 3,5 2,90 0,60 12 45 4,0 x 3,0 105 105 105M 4 3,30 0,70 13 45 4,5 x 3,4 106 106 106M 5 4,20 0,80 16 50 6,0 x 4,9 107 107 107M 6 5,00 1,00 19 56 6,0 x 4,9 108 108 108M 8 6,80 1,25 22 63 6,0 x 4,9 109 109 109M 10 8,50 1,50 24 70 7,0 x 5,5 110 110 110M 12 10,20 1,75 28 75 9,0 x 7,0 111 111 111M 14 12,00 2,00 30 80 11,0 x 9,0 112 112 112M 16 14,00 2,00 32 80 12,0 x 9,0 113 113 113
14025
14023 - 14025
14024
Hand Taps
14026Taper tap.
14027Plug tap.
14028Bottoming tap.
Note:Economically-priced version.
14026
No. 1 No. 2 Fd1 Corehole Ø pitch l2 l1 d2 x T 14026 … 14027 … 14028 …
mm mm mm mm mmM 3 2,50 0,50 11 40 3,5 x 2,7 110 110 110M 4 3,30 0,70 13 45 4,5 x 3,4 112 112 112M 5 4,20 0,80 16 50 6,0 x 4,9 114 114 114M 6 5,00 1,00 19 56 6,0 x 4,9 115 115 115M 8 6,80 1,25 22 63 6,0 x 4,9 117 117 117M 10 8,50 1,50 24 70 7,0 x 5,5 119 119 119M 12 10,20 1,75 28 75 9,0 x 7,0 121 121 121M 14 12,00 2,00 30 80 11,0 x 9,0 122 122 122M 16 14,00 2,00 32 80 12,0 x 9,0 123 123 123M 18 15,50 2,50 34 95 14,0 x 11,0 124 124 124M 20 17,50 2,50 34 95 16,0 x 12,0 125 125 125M 22 19,50 2,50 34 100 18,0 x 14,5 126 126 126M 24 21,00 3,00 38 110 18,0 x 14,5 127 127 127M 27 24,00 3,00 38 110 20,0 x 16,0 128 128 128M 30 26,50 3,50 45 125 22,0 x 18,0 129 129 129
14027
14028
14026 - 14028
DIN352 HSS-E
6-8 A
4-5 D
HSS
2-3 C
3xD
DIN352
6-8 A
4-5 D
2-3 C
3xD

• Hand taps
www.hhw.de14.8
1
eng/OP
Form EForm EShape E
Hand Tap Set Left-Hand Thread
ßType3-part set consisting of taper tap, plug tap, andbottoming tap.
HSSd1 Corehole Ø pitch l2 l1 d2 x T 14037 …
mm mm mm mm mmM 3 2,50 0,50 11 40 3,5 x 2,7 301M 4 3,30 0,70 13 45 4,5 x 3,4 302M 5 4,20 0,80 16 50 6,0 x 4,9 303M 6 5,00 1,00 19 56 6,0 x 4,9 304M 8 6,80 1,25 22 63 6,0 x 4,9 305M 10 8,50 1,50 24 70 7,0 x 5,5 306M 12 10,20 1,75 28 75 9,0 x 7,0 307M 14 12,00 2,00 30 80 11,0 x 9,0 308M 16 14,00 2,00 32 80 12,0 x 9,0 309M 18 15,50 2,50 34 95 14,0 x 11,0 310M 20 17,50 2,50 34 95 16,0 x 12,0 311M 24 21,00 3,00 38 110 18,0 x 14,5 313
14037
14037
chamfer shapes DIN Taps
Shape A
Shape B
Shape C
Shape D
6 - 8 turns
3,5 - 5 turns
2 - 3 turns
3,5 - 5 turns
1,5 - 2 turns
DIN352 HSS
6-8 A
4-5 D
2-3 C
3xD

www.hhw.de 14.9
Cutting
1
eng/OP
Hand Tap Set
ßType2-part set consisting of taper tap and bottomingtap.
14052
HSSd1 x pitch Corehole Ø l2 l1 d2 x T 14052 …
mm mm mm mmM 2,5 x 0,35 2,15 9 40 2,8 x 2,1 303
M 3 x 0,35 2,65 8 40 3,5 x 2,7 304M 3,5 x 0,35 3,15 9 45 4,0 x 3,0 305
M 4 x 0,35 3,65 10 45 4,5 x 3,4 306M 4 x 0,50 3,50 10 45 4,5 x 3,4 307M 5 x 0,50 4,50 12 50 6,0 x 4,9 308M 6 x 0,50 5,50 14 56 6,0 x 4,9 309M 6 x 0,75 5,20 14 56 6,0 x 4,9 310M 7 x 0,75 6,20 14 56 6,0 x 4,9 311M 8 x 0,50 7,50 18 56 6,0 x 4,9 312M 8 x 0,75 7,20 18 56 6,0 x 4,9 313M 8 x 1,00 7,00 22 63 6,0 x 4,9 314M 9 x 1,00 8,00 22 63 7,0 x 5,5 315
M 10 x 0,75 9,20 20 63 7,0 x 5,5 316M 10 x 1,00 9,00 20 63 7,0 x 5,5 317M 10 x 1,25 8,80 24 70 7,0 x 5,5 318M 11 x 1,00 10,00 20 63 8,0 x 6,2 319M 12 x 1,00 11,00 22 70 9,0 x 7,0 320M 12 x 1,25 10,80 22 70 9,0 x 7,0 321M 12 x 1,50 10,50 22 70 9,0 x 7,0 322M 14 x 1,00 13,00 22 70 11,0 x 9,0 323M 14 x 1,25 12,80 22 70 11,0 x 9,0 324M 14 x 1,50 12,50 22 70 11,0 x 9,0 325M 15 x 1,00 14,00 22 70 12,0 x 9,0 326M 15 x 1,50 13,50 22 70 12,0 x 9,0 327M 16 x 1,00 15,00 22 70 12,0 x 9,0 328M 16 x 1,50 14,50 22 70 12,0 x 9,0 329M 18 x 1,00 17,00 22 80 14,0 x 11,0 330M 18 x 1,50 16,50 22 80 14,0 x 11,0 331M 18 x 2,00 16,00 22 80 14,0 x 11,0 332M 20 x 1,00 19,00 22 80 16,0 x 12,0 333M 20 x 1,50 18,50 22 80 16,0 x 12,0 334M 20 x 2,00 18,00 22 80 16,0 x 12,0 335M 22 x 1,00 21,00 22 80 18,0 x 14,5 336M 22 x 1,50 20,50 22 80 18,0 x 14,5 337M 22 x 2,00 20,00 22 80 18,0 x 14,5 338M 24 x 1,00 23,00 22 90 18,0 x 14,5 339M 24 x 1,50 22,50 22 90 18,0 x 14,5 340M 24 x 2,00 22,00 22 90 18,0 x 14,5 341M 25 x 1,50 23,50 22 90 18,0 x 14,5 342M 26 x 1,50 24,50 22 90 18,0 x 14,5 343M 27 x 1,50 25,50 22 90 20,0 x 16,0 344M 27 x 2,00 25,00 22 90 20,0 x 16,0 345M 28 x 1,50 26,50 22 90 20,0 x 16,0 346M 30 x 1,00 29,00 22 90 22,0 x 18,0 347M 30 x 1,50 28,50 22 90 22,0 x 18,0 348M 30 x 2,00 28,00 22 90 22,0 x 18,0 349M 32 x 1,50 30,50 22 90 22,0 x 18,0 350M 33 x 2,00 31,00 25 100 25,0 x 20,0 352M 34 x 1,50 32,50 25 100 28,0 x 22,0 353M 36 x 1,50 34,50 25 100 28,0 x 22,0 354M 36 x 2,00 34,00 40 125 28,0 x 22,0 355M 36 x 3,00 33,00 40 125 28,0 x 22,0 356M 38 x 1,50 36,50 25 100 28,0 x 22,0 357M 40 x 1,50 38,50 25 110 32,0 x 24,0 358M 42 x 1,50 40,50 25 110 32,0 x 24,0 359
14052 HSSDIN2181
4-5 D
2-3 C
3xD

• Hand taps
www.hhw.de14.10
1
eng/OP
Hand Taps
ßTypeTaper tap, Bottoming tap.
14054
Taper tap Bottoming tapd1 x pitch Corehole Ø l2 l1 d2 x T 14054 … 14054 …
mm mm mm mmM 3 x 0,35 2,65 8 40 3,5 x 2,7 101 102M 3,5 x 0,35 3,15 9 45 4,0 x 3,0 103 104M 4 x 0,35 3,65 10 45 4,5 x 3,4 105 106M 4 x 0,50 3,50 10 45 4,5 x 3,4 107 108M 5 x 0,50 4,50 12 50 6,0 x 4,9 111 112M 6 x 0,75 5,20 14 56 6,0 x 4,9 115 116M 7 x 0,75 6,20 14 56 6,0 x 4,9 119 120M 8 x 0,75 7,20 18 56 6,0 x 4,9 121 122M 8 x 1,00 7,00 22 63 6,0 x 4,9 123 124M 9 x 1,00 8,00 22 63 7,0 x 5,5 125 126M 10 x 1,00 9,00 20 63 7,0 x 5,5 129 130M 11 x 1,00 10,00 20 63 8,0 x 6,2 133 134M 12 x 1,00 11,00 22 70 9,0 x 7,0 135 136M 12 x 1,25 10,80 22 70 9,0 x 7,0 137 138M 12 x 1,50 10,50 22 70 9,0 x 7,0 139 140M 14 x 1,50 12,50 22 70 11,0 x 9,0 145 146M 16 x 1,50 14,50 22 70 12,0 x 9,0 153 154M 18 x 1,50 16,50 22 80 14,0 x 11,0 157 158M 20 x 1,50 18,50 22 80 16,0 x 12,0 163 164M 22 x 1,50 20,50 22 80 18,0 x 14,5 169 170M 24 x 1,50 22,50 22 90 18,0 x 14,5 175 176M 26 x 1,50 24,50 22 90 18,0 x 14,5 181 182M 30 x 1,50 28,50 22 90 22,0 x 18,0 191 192
14054 HSS
Hand Tap Set for Toolmakers14055
ßType3-part set consisting of taper tap, plug tap, andbottoming tap. Taper tap with pilot.
HSS-E/VA-steel-OXd1 Corehole Ø pitch l2 l1 d2 x T 14055 …
mm mm mm mm mmM 2 1,60 0,40 8 36 2,8 x 2,1 201M 2,5 2,05 0,45 9 40 2,8 x 2,1 204M 3 2,50 0,50 11 40 3,5 x 2,7 206M 4 3,30 0,70 13 45 4,5 x 3,4 208M 5 4,20 0,80 16 50 6,0 x 4,9 209M 6 5,00 1,00 19 56 6,0 x 4,9 210M 8 6,80 1,25 22 63 6,0 x 4,9 211M 10 8,50 1,50 24 70 7,0 x 5,5 212M 12 10,20 1,75 28 75 9,0 x 7,0 213M 14 12,00 2,00 30 80 11,0 x 9,0 214M 16 14,00 2,00 32 80 12,0 x 9,0 215
14055
HSS-E
DIN2181
4-5 D
3xD
DIN352
6-8 A
4-5 D
2-3 C
3xD
2-3 C

www.hhw.de 14.11
Cutting
1
eng/OP
Separate Hand Taps for Toolmakers
ß14056Taper tap.
14057Plug tap.
14058Bottoming tap.
14056
14057
No. 1 No. 2 Fd1 Corehole Ø pitch l2 l1 d2 x T 14056 … 14057 … 14058 …
mm mm mm mm mmM 2 1,60 0,40 8 36 2,8 x 2,1 201 201 201M 2,5 2,05 0,45 9 40 2,8 x 2,1 204 204 204M 3 2,50 0,50 11 40 3,5 x 2,7 206 206 206M 4 3,30 0,70 13 45 4,5 x 3,4 208 208 208M 5 4,20 0,80 16 50 6,0 x 4,9 209 209 209M 6 5,00 1,00 19 56 6,0 x 4,9 210 210 210M 8 6,80 1,25 22 63 6,0 x 4,9 211 211 211M 10 8,50 1,50 24 70 7,0 x 5,5 212 212 212M 12 10,20 1,75 28 75 9,0 x 7,0 213 213 213M 14 12,00 2,00 30 80 11,0 x 9,0 214 214 214M 16 14,00 2,00 32 80 12,0 x 9,0 215 215 215
14056 - 14058
Hand Tap Set
ßType3-part set consisting of taper tap, plug tap, andbottoming tap.
14059
HSSd1 Corehole Ø pitch l2 l1 d2 x T 14059 …
mm tpi mm mm mmBSW 1/8 2,50 40 11 40 3,5 x 2,7 201BSW 3/16 3,70 24 16 50 6,0 x 4,9 202BSW 1/4 5,10 20 19 56 6,0 x 4,9 203BSW 5/16 6,50 18 22 63 6,0 x 4,9 204BSW 3/8 7,90 16 22 63 7,0 x 5,5 205
HSSd1 Corehole Ø pitch l2 l1 d2 x T 14059 …
mm tpi mm mm mmBSW 1/2 10,50 12 28 75 9,0 x 7,0 206BSW 5/8 13,50 11 32 80 12,0 x 9,0 207BSW 3/4 16,50 10 34 95 14,0 x 11,0 208BSW 7/8 19,25 9 34 100 18,0 x 14,5 209BSW 1 22,00 8 38 110 20,0 x 16,0 210
14059
Hand Tap Set
Type2-part set consisting of taper tap and bottomingtap.
Note:Economically-priced version.
14068
HSSd1 Corehole Ø pitch l2 l1 d2 x T 14068 …
mm tpi mm mm mmG 1/8 8,80 28 20 63 7 x 5,5 101G 1/4 11,80 19 22 70 11 x 9,0 102G 3/8 15,25 19 22 70 12 x 9,0 103G 1/2 19,00 14 22 80 16 x 12,0 104G 3/4 24,50 14 22 90 20 x 16,0 106G 1 30,75 11 25 100 25 x 20,0 108
14068
14058
HSS-E
l1l2
d1
d2
HSS
HSS
DIN352
6-8 A
4-5 D
2-3 C
DIN352
6-8 A
4-5 D
2-3 C
3xD
DIN5157
4-5 D
2-3 C
3xD
3xD

• Hand taps
www.hhw.de14.12
1
eng/OP
Hand Taps
Note:Economically-priced version.
14069 101-109Taper tap.
14069 201-209Bottoming tap.
14069 101-109
No. 1 Fd1 Corehole Ø pitch l2 l1 d2 x T 14069 … 14069 …
mm tpi mm mm mmG 1/8 8,80 28 20 63 7 x 5,5 101 201G 1/4 11,80 19 22 70 11 x 9,0 102 202G 3/8 15,25 19 22 70 12 x 9,0 103 203G 1/2 19,00 14 22 80 16 x 12,0 104 204G 5/8 21,00 14 22 80 18 x 14,5 105 205G 3/4 24,50 14 22 90 20 x 16,0 106 206G 7/8 28,25 14 22 90 22 x 18,0 107 207G 1 30,75 11 25 100 25 x 20,0 108 208G 1.1/4 39,50 11 40 125 32 x 24,0 109 209
14069 201-209
14069
Hand Tap Set
ßType3-part set consisting of taper tap, plug tap, andbottoming tap.
14070
HSSd1 Corehole Ø pitch l2 l1 d2 x T 14070 …
mm tpi mm mm mmno. 2 1,80 56 9 36 2,8 x 2,1 102no. 3 2,10 48 9 40 2,8 x 2,1 103no. 4 2,30 40 11 40 3,5 x 2,7 104no. 5 2,65 40 11 40 3,5 x 2,7 105no. 6 2,85 32 12 45 4,0 x 3,0 106no. 8 3,50 32 13 45 4,5 x 3,4 107no. 10 3,90 24 16 50 6,0 x 4,9 108no. 12 4,50 24 17 56 6,0 x 4,9 1091/4 5,10 20 19 56 6,0 x 4,9 110
HSSd1 Corehole Ø pitch l2 l1 d2 x T 14070 …
mm tpi mm mm mm5/16 6,60 18 22 63 6,0 x 4,9 1113/8 8,00 16 24 70 7,0 x 5,5 1127/16 9,40 14 24 70 8,0 x 6,2 1131/2 10,80 13 28 75 9,0 x 7,0 1149/16 12,20 12 30 80 11,0 x 9,0 1155/8 13,50 11 32 80 12,0 x 9,0 1163/4 16,50 10 34 95 14,0 x 11,0 1177/8 19,50 9 34 100 18,0 x 14,5 1181 22,25 8 38 110 20,0 x 16,0 119
14070
Hand Tap Set
ßType2-part set consisting of taper tap and bottomingtap.
14071
HSSd1 Corehole Ø pitch l2 l1 d2 x T 14071 …
mm tpi mm mm mmno. 0 1,25 80 8 32 2,5 x 2,1 301no. 1 1,55 72 8 36 2,8 x 2,1 302no. 2 1,85 64 9 36 2,8 x 2,1 303no. 3 2,10 56 9 40 2,8 x 2,1 304no. 4 2,40 48 8 40 3,5 x 2,7 305no. 5 2,70 44 8 40 3,5 x 2,7 306no. 6 3,00 40 9 45 4,0 x 3,0 307no. 8 3,50 36 10 45 4,5 x 3,4 308no. 10 4,10 32 12 50 6,0 x 4,9 309no. 12 4,65 28 12 56 6,0 x 4,9 310
HSSd1 Corehole Ø pitch l2 l1 d2 x T 14071 …
mm tpi mm mm mm1/4 5,50 28 19 56 6,0 x 4,9 3115/16 6,90 24 22 63 6,0 x 4,9 3123/8 8,50 24 20 63 7,0 x 5,5 3137/16 9,90 20 20 70 8,0 x 6,2 3141/2 11,50 20 22 70 9,0 x 7,0 3159/16 12,90 18 22 70 11,0 x 9,0 3165/8 14,50 18 22 70 12,0 x 9,0 3173/4 17,50 16 22 80 14,0 x 11,0 3187/8 20,50 14 22 80 18,0 x 14,5 3191 23,25 12 22 80 20,0 x 16,0 320
14071
HSS
HSS
DIN5157 HSS
4-5 D
2-3 C
3xD
DIN352
6-8 A
4-5 D
2-3 C
3xD
DIN2181
4-5 D
2-3 C
3xD
www.hhw.de 14.13
Cutting
1
eng/OP
Short Machine Taps
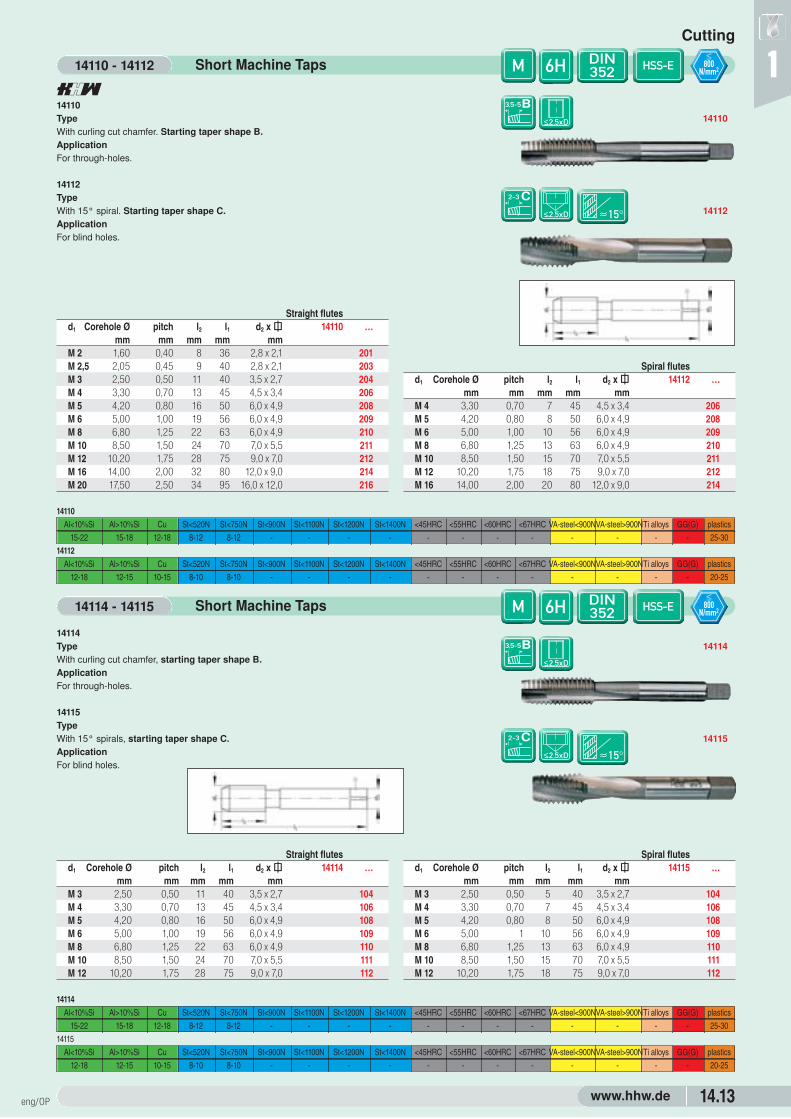
ß14110TypeWith curling cut chamfer. Starting taper shape B.ApplicationFor through-holes.
14112TypeWith 15° spiral. Starting taper shape C.ApplicationFor blind holes.
14110
Straight flutesd1 Corehole Ø pitch l2 l1 d2 x T 14110 …
mm mm mm mm mmM 2 1,60 0,40 8 36 2,8 x 2,1 201M 2,5 2,05 0,45 9 40 2,8 x 2,1 203M 3 2,50 0,50 11 40 3,5 x 2,7 204M 4 3,30 0,70 13 45 4,5 x 3,4 206M 5 4,20 0,80 16 50 6,0 x 4,9 208M 6 5,00 1,00 19 56 6,0 x 4,9 209M 8 6,80 1,25 22 63 6,0 x 4,9 210M 10 8,50 1,50 24 70 7,0 x 5,5 211M 12 10,20 1,75 28 75 9,0 x 7,0 212M 16 14,00 2,00 32 80 12,0 x 9,0 214M 20 17,50 2,50 34 95 16,0 x 12,0 216
Spiral flutesd1 Corehole Ø pitch l2 l1 d2 x T 14112 …
mm mm mm mm mmM 4 3,30 0,70 7 45 4,5 x 3,4 206M 5 4,20 0,80 8 50 6,0 x 4,9 208M 6 5,00 1,00 10 56 6,0 x 4,9 209M 8 6,80 1,25 13 63 6,0 x 4,9 210M 10 8,50 1,50 15 70 7,0 x 5,5 211M 12 10,20 1,75 18 75 9,0 x 7,0 212M 16 14,00 2,00 20 80 12,0 x 9,0 214
14112
14110 - 14112
Short Machine Taps
14114TypeWith curling cut chamfer, starting taper shape B.ApplicationFor through-holes.
14115TypeWith 15° spirals, starting taper shape C.ApplicationFor blind holes.
14114
14115
14114 - 14115
Straight flutesd1 Corehole Ø pitch l2 l1 d2 x T 14114 …
mm mm mm mm mmM 3 2,50 0,50 11 40 3,5 x 2,7 104M 4 3,30 0,70 13 45 4,5 x 3,4 106M 5 4,20 0,80 16 50 6,0 x 4,9 108M 6 5,00 1,00 19 56 6,0 x 4,9 109M 8 6,80 1,25 22 63 6,0 x 4,9 110M 10 8,50 1,50 24 70 7,0 x 5,5 111M 12 10,20 1,75 28 75 9,0 x 7,0 112
Spiral flutesd1 Corehole Ø pitch l2 l1 d2 x T 14115 …
mm mm mm mm mmM 3 2,50 0,50 5 40 3,5 x 2,7 104M 4 3,30 0,70 7 45 4,5 x 3,4 106M 5 4,20 0,80 8 50 6,0 x 4,9 108M 6 5,00 1 10 56 6,0 x 4,9 109M 8 6,80 1,25 13 63 6,0 x 4,9 110M 10 8,50 1,50 15 70 7,0 x 5,5 111M 12 10,20 1,75 18 75 9,0 x 7,0 112
14110Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
15-22 15-18 12-18 8-12 8-12 - - - - - - - - - - - - 25-3014112
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics12-18 12-15 10-15 8-10 8-10 - - - - - - - - - - - - 20-25
HSS-E
14114Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
15-22 15-18 12-18 8-12 8-12 - - - - - - - - - - - - 25-3014115
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics12-18 12-15 10-15 8-10 8-10 - - - - - - - - - - - - 20-25
DIN352
3,5-5B
2-3 C
2,5xD
2,5xD
DIN352 HSS-E
3,5-5B
2-3 C
2,5xD
2,5xD

• Machine Taps
www.hhw.de14.14
Short Machine Taps
ßApplicationFor blind hole and through-hole threads.
14265
HSS-Ed1 Corehole Ø pitch l2 l1 d2 x T 14265 …
mm tpi mm mm mmPG 7 11,40 20 22 70 9 x 7,0 101PG 9 14,00 18 22 70 12 x 9,0 102PG 11 17,25 18 22 80 14 x 11,0 103PG 13,5 19,00 18 22 80 16 x 12,0 104PG 16 21,25 18 22 80 18 x 14,5 105PG 21 27,00 16 22 90 22 x 18,0 106PG 29 35,50 16 25 100 28 x 22,0 107
14265 DIN40432 HSS-E
Short Machine Taps
ßApplicationFor blind hole and through-hole threads.
14270
HSS-Ed1 Corehole Ø pitch l2 l1 d2 x T 14270 …
mm tpi mm mm mmNPT 1/16 6,30 27 14 56 6 x 4,9 101NPT 1/8 8,50 27 15 63 7 x 5,5 102NPT 1/4 11,10 18 21 63 11 x 9,0 103NPT 3/8 14,50 18 21 70 12 x 9,0 104NPT 1/2 17,75 14 27 80 16 x 12,0 105NPT 3/4 23,00 14 27 100 20 x 16,0 106NPT 1 29,00 11.1/2 32 110 25 x 20,0 107
14270
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics10-15 12-15 5-12 8-12 8-12 - - - - - - - - - - - - 20-25
HSS-E
Taps for Through-Holes Multi
ETypeMulti-purpose tap with optimised grind and specialsurface treatment.ApplicationFor machining automated machine steel, structuralsteel, tempered steel, cast steel, and spheroidal castiron with a strength of up to GGG 70, (GG, as well),forgings, aluminium alloys up to 12% Si, low-alloyedINOX materials.
14290 101-109M 2 - M 10, DIN 371.
14290 110M 12, DIN 376. 14285
HSS-ESet contents 14285 …
7-part M 3 - M 12 101
14285 - 14290 HSS-E
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 5-25 5-25 5-20 4-14 2-10 - - - - - 1-8 - - - -
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14290 … 14290 …
mm mm mm mm mmM 2 1,60 0,40 8 45 2,8 x 2,1 101
M 2,5 2,05 0,45 9 50 2,8 x 2,1 102M 3 2,50 0,50 11 56 3,5 x 2,7 103
M 3,5 2,90 0,60 12 56 4,0 x 3,0 104M 4 3,30 0,70 13 63 4,5 x 3,4 105M 5 4,20 0,80 15 70 6,0 x 4,9 106M 6 5,00 1,00 17 80 6,0 x 4,9 107M 8 6,80 1,25 20 90 8,0 x 6,2 108
M 10 8,50 1,50 22 100 10,0 x 8,0 109M 12 10,20 1,75 24 110 9,0 x 7,0 110
2-3 C 2xD
DIN2181
2-3 C 2xD
DIN371
DIN376 2,5xD
2-3 C
14290
l1l2
d1
d2
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics10-15 12-15 5-12 8-12 8-12 - - - - - - - - - - - - 20-25
1
eng/OP

Taps for Through-Holes
0TypeWithout curling cut chamfer.
14291 101-110DIN 371 (M3 - M10).
14291 204-210DIN 376 (M4 - M20).
14291 101-110
14291 204-220
DIN 371 DIN 371 DIN 376 DIN 376 DIN 371 DIN 376Ø D Pitch l1 l2 d1 c d1 c 14291 … 14291 …
mm mm mm mm mm mm mmM 2 0,4 45 8 2,8 2,1 – – 101
M 2,5 0,45 50 9 2,8 2,1 – – 102M 3 0,5 56 10 3,5 2,7 – – 103M 4 0,7 63 12 4,5 3,4 2,8 2,1 104 204M 5 0,8 70 14 6 4,9 3,5 2,7 105 205M 6 1,0 80 16 6 4,9 4,5 3,4 106 206M 7 1,0 80 16 7 5,5 – – 107M 8 1,25 90 18 8 6,2 6,0 4,9 108 208
M 10 1,5 100 20 10 8 7,0 5,5 110 210M 12 1,75 110 22 – – 9 7 212M 14 2,0 110 25 – – 11 9 214M 16 2,0 110 28 – – 12 9 216M 20 2,5 140 32 – – 16 12 220
14291
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 - - - - - - - 5-12 5-12 - - -
HSS-E
DIN371
DIN376
2,5xD
2-3 C
Taps for Through-Holes
0TypeWith curling cut chamfer.Up to M 10 DIN 371. Starting at M 12 DIN 376.
14292ApplicationFor steel with a strength of up to 800 N/mm2.
14293ApplicationLow tendency of the machined material to stick tothe machining tool thanks to TiN coating. For steelwith a strength of up to 850 N/mm2.
14294ApplicationExtraordinary emergency running characteristics and satisfaction of the highest requirements when it comes to power thanks to a special TiCN coating.For steel with a strength of up to 1000 N/mm2.
14292
14293
14294
HSS-E HSS-E/TiN HSS-E/TiCNØ D pitch l1 l2 d1 c 14292 … 14293 … 14294 …
mm mm mm mm mmM 2 0,40 45 8 2,8 2,1 100
M 2,5 0,45 50 9 2,8 2,1 101M 3 0,50 56 10 3,5 2,7 102 102 102
M 3,5 0,60 56 11 4,0 3,0 103 103 103M 4 0,70 63 12 4,5 3,4 104 104 104M 5 0,80 70 14 6,0 4,9 105 105 105M 6 1,00 80 16 6,0 4,9 106 106 106M 7 1,00 80 16 7,0 5,5 107M 8 1,25 90 18 8,0 6,2 108 108 108
M 10 1,50 100 20 10,0 8,0 110 110 110M 12 1,75 110 22 9,0 7,0 112 112 112M 14 2,00 110 25 11,0 9,0 114 114 114M 16 2,00 110 28 12,0 9,0 116 116 116M 18 2,50 125 32 14,0 11,0 118 118 118M 20 2,50 140 32 16,0 12,0 120 120 120M 22 2,50 140 32 18,0 14,5 122M 24 3,00 160 36 18,0 14,5 124 124 124M 27 3,00 160 36 20,0 16,0 127 127M 30 3,50 180 40 22,0 18,0 130
14292 - 14294
14292+14293Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
20-25 10-40 10-12 5-20 5-15 5-12 - - - - - - - - - - - -14294
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics30-40 10-60 10-20 5-40 5-30 5-24 5-18 - - - - - - - - - -
HSS-EDIN371
DIN376 3xD
2-3 C
www.hhw.de 14.15
Cutting
1
eng/OP

• Taps for through-holes
www.hhw.de14.16
1
eng/OP
Taps for Through-Holes
ßTypeWith curling cut chamfer, M 1,4 tolerance zone4H.
14302 M 1,4 - M 10, DIN 371.
14303 M 4 - M 42, DIN 376.
14303
14302 - 14303
14302
DIN 371d1 Corehole Ø pitch l2 l1 d2 x T 14302 …
mm mm mm mm mmM 1,4 1,10 0,30 7 40 2,5 x 2,1 102M 1,6 1,25 0,35 8 40 2,5 x 2,1 103M 1,8 1,45 0,35 8 40 2,5 x 2,1 104M 2 1,60 0,40 8 45 2,8 x 2,1 105M 2,5 2,05 0,45 9 50 2,8 x 2,1 107M 3 2,50 0,50 11 56 3,5 x 2,7 108M 4 3,30 0,70 13 63 4,5 x 3,4 110M 5 4,20 0,80 16 70 6,0 x 4,9 112M 6 5,00 1,00 19 80 6,0 x 4,9 113M 8 6,80 1,25 22 90 8,0 x 6,2 114M 10 8,50 1,50 24 100 10,0 x 8,0 115
DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14303 …
mm mm mm mm mmM 4 3,30 0,70 13 63 2,8 x 2,1 110M 5 4,20 0,80 16 70 3,5 x 2,7 112M 6 5,00 1,00 19 80 4,5 x 3,4 113M 8 6,80 1,25 22 90 6,0 x 4,9 114M 10 8,50 1,50 24 100 7,0 x 5,5 115M 12 10,20 1,75 28 110 9,0 x 7,0 116M 14 12,00 2,00 30 110 11,0 x 9,0 117M 16 14,00 2,00 32 110 12,0 x 9,0 118M 18 15,50 2,50 34 125 14,0 x 11,0 119M 20 17,50 2,50 34 140 16,0 x 12,0 120M 22 19,50 2,50 34 140 18,0 x 14,5 121M 24 21,00 3,00 38 160 18,0 x 14,5 122M 27 24,00 3,00 38 160 20,0 x 16,0 123M 30 26,50 3,50 45 180 22,0 x 18,0 125M 33 29,50 3,50 50 180 25,0 x 20,0 126M 36 32,00 4,00 56 200 28,0 x 22,0 127M 39 35,00 4,00 60 200 32,0 x 24,0 128M 42 37,50 4,50 60 200 32,0 x 24,0 129
Taps for Through-Holes
TypeWith curling cut chamfer.
Note:Economically-priced version.
14304M 2 - M 10, DIN 371.
14305M 3 - M 24, DIN 376.
14304 - 14305
14304
14305
DIN 371d1 Corehole Ø pitch l2 l1 d2 x T 14304 …
mm mm mm mm mmM 2 1,60 0,40 9 45 2,8 x 2,1 105M 2,5 2,05 0,45 9 50 2,8 x 2,1 107M 3 2,50 0,50 10 56 3,5 x 2,7 108M 4 3,30 0,70 12 63 4,5 x 3,4 110M 5 4,20 0,80 14 70 6,0 x 4,9 112M 6 5,00 1 16 80 6,0 x 4,9 113M 8 6,80 1,25 18 90 8,0 x 6,2 114M 10 8,50 1,50 20 100 10,0 x 8,0 115
DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14305 …
mm mm mm mm mmM 3 2,50 0,50 10 56 2,2 x – 108M 4 3,30 0,70 12 63 2,8 x 2,1 110M 5 4,20 0,80 14 70 3,5 x 2,7 112M 6 5,00 1,00 16 80 4,5 x 3,4 113M 8 6,80 1,25 18 90 6,0 x 4,9 114M 10 8,50 1,50 20 100 7,0 x 5,5 115M 12 10,20 1,75 28 110 9,0 x 7,0 116M 14 12,00 2,00 26 110 11,0 x 9,0 117M 16 14,00 2,00 28 110 12,0 x 9,0 118M 20 17,50 2,50 32 140 16,0 x 12,0 120M 24 21,00 3,00 34 160 18,0 x 14,5 122
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics18-25 10-25 10-15 5-25 5-20 - - - - - - - - - - - - -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics18-25 10-25 10-15 5-25 5-20 - - - - - - - - - - - - 20-30
HSS-E
DIN371
DIN376
1,5xD
3,5-5B
HSS-E
DIN371
DIN376
1,5xD
3,5-5B

www.hhw.de 14.17
Cutting
1
eng/OP
Taps for Through-Holes
ßTypeWith curling cut chamfer.
Note:For workpieces which are galvanised retroactively.
14308M 2 - M 10, DIN 371.Tolerance zone 6G.
14309M 3 - M 10, DIN 371.Tolerance zone 7G.
14310M 12 - M 20, DIN 376.Tolerance zone 7G.
14308
DIN 371/6G DIN 371/7G DIN 376/7Gd1 Corehole Ø pitch l2 l1 d2 x T 14308 … 14309 … 14310 …
mm mm mm mm mmM 2 1,60 0,40 8 45 2,8 x 2,1 105M 2,5 2,05 0,45 9 50 2,8 x 2,1 107M 3 2,50 0,50 11 56 3,5 x 2,7 108 108M 4 3,30 0,70 13 63 4,5 x 3,4 110 110M 5 4,20 0,80 16 70 6,0 x 4,9 112 112M 6 5,00 1,00 19 80 6,0 x 4,9 113 113M 8 6,80 1,25 22 90 8,0 x 6,2 114 114M 10 8,50 1,50 24 100 10,0 x 8,0 115 115M 12 10,20 1,75 28 110 9,0 x 7,0 116M 16 14,00 2,00 32 110 12,0 x 9,0 118M 20 17,5 2,50 34 140 16,0 x 12,0 120
14309
14308 - 14310
Taps for Through-Holes
ßTypeWith curling cut chamfer.ApplicationSpecial OX coating for soft and lubricating steel (St33/St 37).
14306M 3 - M 10, DIN 371.
14307M 12 - M 20, DIN 376.
14306
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14306 … 14307 …
mm mm mm mm mmM 3 2,50 0,50 11 56 3,5 x 2,7 201M 4 3,30 0,70 13 63 4,5 x 3,4 202M 5 4,20 0,80 16 70 6,0 x 4,9 203M 6 5,00 1,00 19 80 6,0 x 4,9 204M 8 6,80 1,25 22 90 8,0 x 6,2 205M 10 8,50 1,50 24 100 10,0 x 8,0 206M 12 10,20 1,75 28 110 9,0 x 7,0 201M 14 12,00 2,00 30 110 11,0 x 9,0 202M 16 14,00 2,00 32 110 12,0 x 9,0 203M 18 15,50 2,5 34 125 14,0 x 11,0 204M 20 17,50 2,50 34 140 16,0 x 12,0 205
14307
14306 - 14307
14310
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 15-20 15-20 - - - - - - - - - - - - -
HSS-EOX
HSS-E
Al>10%Si Al>10%Si Cu St > 520 N St > 750 N St > 900 N St > 1100 N St > 1200 N St > 1400 N > 45 HRC > 55 HRC > 60 HRC > 67 HRCVA-steel>900NVA-steel>900NTi alloys GG(G) plastics18-25 10-25 10-15 5-25 5-20 - - - - - - - - - - - - 20-30
DIN371
DIN376
1,5xD
3,5-5B
DIN371
DIN371
3,5-5B 2xD
DIN376

• Taps for through-holes
www.hhw.de14.18
1
eng/OP
Taps for Through-Holes
ETypeWith curling cut chamfer.
Note:Taps which deviate from the ATORN colour-codedsystem (yellow - low-alloy steel).
14315M 3 - M 10, Rekord-1 B, DIN 371.
14316M 6 - M 20, Rekord-2 B, DIN 376.
14315
DIN 371d1 Corehole Ø pitch l2 l1 d2 x T 14315 …
mm mm mm mm mmM 3 2,50 0,50 11 56 3,5 x 2,7 107M 4 3,30 0,70 13 63 4,5 x 3,4 109M 5 4,20 0,80 15 70 6,0 x 4,9 111M 6 5,00 1,00 17 80 6,0 x 4,9 112M 7 6,00 1,00 17 80 7,0 x 5,5 106M 8 6,80 1,25 20 90 8,0 x 6,2 113M 10 8,50 1,50 22 100 10,0 x 8,0 114
DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14316 …
mm mm mm mm mmM 6 5,00 1,00 17 80 4,5 x 3,4 112M 8 6,80 1,25 20 90 6,0 x 4,9 113M 10 8,50 1,50 22 100 7,0 x 5,5 114M 12 10,20 1,75 24 110 9,0 x 7,0 115M 14 12,00 2,00 26 110 11,0 x 9,0 116M 16 14,00 2,00 27 110 12,0 x 9,0 117M 20 17,50 2,50 32 140 16,0 x 12,0 119
14316
14315 - 14316
Taps for Through-Holes
0TypeWith curling cut chamfer and extra long shank.
14317 103-110M 3 - M 10, DIN 371.
14317 112-120M 12 - M 20, DIN 376.
14317
DIN 371 DIN 376Ø D pitch l1 l2 d1 c 14317 … 14317 …
mm mm mm mm mmM 3 0,50 112 10 3,5 2,7 103M 4 0,70 126 12 4,5 3,4 104M 5 0,80 140 14 6,0 4,9 105M 6 1,00 160 16 6,0 4,9 106M 8 1,25 180 18 8,0 6,2 108
M 10 1,50 200 20 10,0 8,0 110M 12 1,75 220 22 9,0 7,0 112M 14 – 2,00 220 25 11,0 114M 16 2,00 220 28 12,0 9,0 116M 20 2,50 280 32 16,0 12,0 120
14317
d1
d2
l1l2
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - 10-40 5-25 5-25 - - - - - - - - - - - - -
HSS-E
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 - - - - - - - - - - - -
DIN371
DIN376
3,5-5B 3xD
HSS-EDIN371
DIN376
3,5-5B 3xD
www.hhw.de 14.19
Cutting
1
eng/OP
Taps for Through-Holes
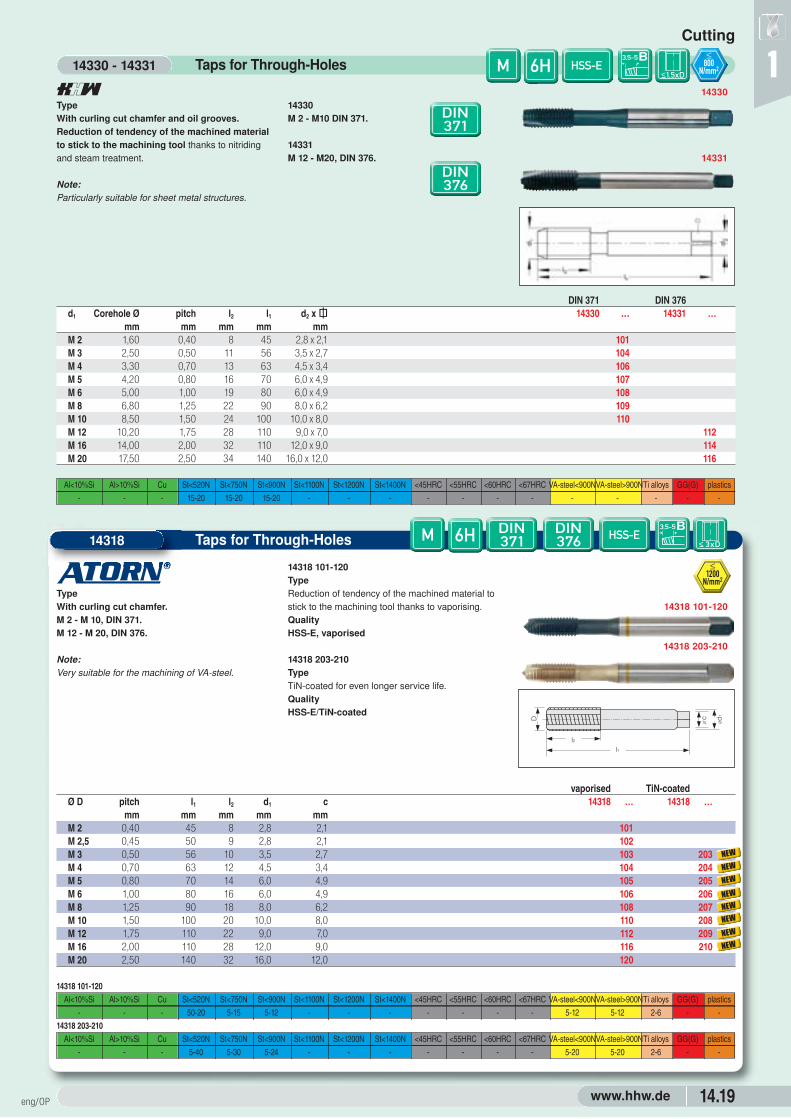
ßTypeWith curling cut chamfer and oil grooves. Reduction of tendency of the machined materialto stick to the machining tool thanks to nitridingand steam treatment.
Note:Particularly suitable for sheet metal structures.
14330M 2 - M10 DIN 371.
14331M 12 - M20, DIN 376.
14330
14331
14330 - 14331
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14330 … 14331 …
mm mm mm mm mmM 2 1,60 0,40 8 45 2,8 x 2,1 101M 3 2,50 0,50 11 56 3,5 x 2,7 104M 4 3,30 0,70 13 63 4,5 x 3,4 106M 5 4,20 0,80 16 70 6,0 x 4,9 107M 6 5,00 1,00 19 80 6,0 x 4,9 108M 8 6,80 1,25 22 90 8,0 x 6,2 109M 10 8,50 1,50 24 100 10,0 x 8,0 110M 12 10,20 1,75 28 110 9,0 x 7,0 112M 16 14,00 2,00 32 110 12,0 x 9,0 114M 20 17,50 2,50 34 140 16,0 x 12,0 116
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 15-20 15-20 15-20 - - - - - - - - - - - -
Taps for Through-Holes
0TypeWith curling cut chamfer.M 2 - M 10, DIN 371.M 12 - M 20, DIN 376.
Note:Very suitable for the machining of VA-steel.
14318 101-120TypeReduction of tendency of the machined material tostick to the machining tool thanks to vaporising.QualityHSS-E, vaporised
14318 203-210TypeTiN-coated for even longer service life.QualityHSS-E/TiN-coated
14318 101-120
vaporised TiN-coatedØ D pitch l1 l2 d1 c 14318 … 14318 …
mm mm mm mm mmM 2 0,40 45 8 2,8 2,1 101M 2,5 0,45 50 9 2,8 2,1 102M 3 0,50 56 10 3,5 2,7 103 203M 4 0,70 63 12 4,5 3,4 104 204M 5 0,80 70 14 6,0 4,9 105 205M 6 1,00 80 16 6,0 4,9 106 206M 8 1,25 90 18 8,0 6,2 108 207M 10 1,50 100 20 10,0 8,0 110 208M 12 1,75 110 22 9,0 7,0 112 209M 16 2,00 110 28 12,0 9,0 116 210M 20 2,50 140 32 16,0 12,0 120
14318
14318 203-210Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
- - - 5-40 5-30 5-24 - - - - - - - 5-20 5-20 2-6 - -
14318 101-120Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
- - - 50-20 5-15 5-12 - - - - - - - 5-12 5-12 2-6 - -
14318 203-210
HSS-E
DIN371
DIN376
3,5-5B1,5xD
HSS-EDIN371
DIN376
3,5-5B 3xD

• Taps for through-holes
www.hhw.de14.20
1
eng/OP
Taps for Through-Holes
ßTypeWith curling cut chamfer.Improved wear resistance thanks to TiN-coating.
14319M 3 - M10, DIN 371.
14320M 12 - M20, DIN 376.
14319
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14319 … 14320 …
mm mm mm mm mmM 3 2,50 0,50 11 56 3,5 x 2,7 101M 4 3,30 0,70 13 63 4,5 x 3,4 102M 5 4,20 0,80 16 70 6,0 x 4,9 103M 6 5,00 1,00 19 80 6,0 x 4,9 104M 8 6,80 1,25 22 90 8,0 x 6,2 105M 10 8,50 1,50 24 100 10,0 x 8,0 106M 12 10,20 1,75 28 110 9,0 x 7,0 107M 14 12,00 2,00 30 110 11,0 x 9,0 108M 16 14,00 2,00 32 110 12,0 x 9,0 109M 20 17,50 2,50 34 140 16,0 x 12,0 110
14320
14319 - 14320
Taps for Through-Holes
TypeWith curling cut chamfer. Long service life thanks to TiCN-coating.
Note: Economically-priced version.
14333 M 2 - M 10, DIN 371.
14334 M 3 - M 24, DIN 376.
14333 - 14334
14333
14334
DIN 371d1 Corehole Ø pitch l2 l1 d2 x T 14333 …
mm mm mm mm mmM 2 1,60 0,40 8 45 2,8 x 2,1 201M 2,5 2,05 0,45 9 50 2,8 x 2,1 202M 3 2,50 0,50 10 56 3,5 x 2,7 203M 4 3,30 0,70 12 63 4,5 x 3,4 204M 5 4,20 0,80 14 70 6,0 x 4,9 205M 6 5,00 1,00 16 80 6,0 x 4,9 206M 8 6,80 1,25 18 90 8,0 x 6,2 207M 10 8,50 1,50 20 100 10,0 x 8,0 208
DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14334 …
mm mm mm mm mmM 3 2,50 0,50 10 56 2,2 x – 203M 4 3,30 0,70 12 63 2,8 x 2,1 204M 5 4,20 0,80 14 70 3,5 x 2,7 205M 6 5,00 1,00 16 80 4,5 x 3,4 206M 8 6,80 1,25 18 90 6,0 x 4,9 207M 10 8,50 1,50 20 100 7,0 x 5,5 208M 12 10,20 1,75 28 110 9,0 x 7,0 209M 14 12,00 2,00 26 110 11,0 x 9,0 210M 16 14,00 2,00 28 110 12,0 x 9,0 211M 20 17,50 2,50 32 140 16,0 x 12,0 212M 24 21,00 3,00 34 160 18,0 x 14,5 213
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 10-40 10-35 10-30 8-20 8-20 - - - - - 8-20 5-15 - - 25-30
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 10-40 10-35 10-30 10-30 - - - - - - 8-20 5-15 - - -
HSS-E
DIN371
DIN376
3,5-5B1,5xD
HSS-E
DIN371
DIN376
3,5-5B 2xD

www.hhw.de 14.21
Cutting
1
eng/OP
Taps for Through-Holes
ßTypeWith curling cut chamfer.Improved wear resistance thanks to OX-coating.
Note:Very suitable for the machining of VA-steel.
14338M 2 - M 10, DIN 371.
14339M 12 - M 30, DIN 376.
14338
14339
14338 - 14339
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14338 … 14339 …
mm mm mm mm mmM 2 1,60 0,40 8 45 2,8 x 2,1 101M 2,5 2,05 0,45 9 50 2,8 x 2,1 103M 3 2,50 0,50 11 56 3,5 x 2,7 104M 3,5 2,90 0,60 12 56 4,0 x 3,0 105M 4 3,30 0,70 13 63 4,5 x 3,4 106M 5 4,20 0,80 16 70 6,0 x 4,9 107M 6 5,00 1,00 19 80 6,0 x 4,9 108M 8 6,80 1,25 22 90 8,0 x 6,2 109M 10 8,50 1,50 24 100 10,0 x 8,0 110M 12 10,20 1,75 28 110 9,0 x 7,0 111M 14 12,00 2,00 30 110 11,0 x 9,0 112M 16 14,00 2,00 32 110 12,0 x 9,0 113M 18 15,50 2,50 34 125 14,0 x 11,0 114M 20 17,5 2,50 34 140 16,0 x 12,0 115M 22 19,50 2,50 34 140 18,0 x 14,5 116M 24 21,00 3,00 38 160 18,0 x 14,5 117M 30 26,50 3,50 45 180 22,0 x 18,0 118
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics18-25 10-25 10-15 5-25 5-20 5-15 5-15 5-10 - - - - - 5-15 5-12 - - -
Taps for Through-Holes
ETypeWith curling cut chamfer.
Note:Taps which deviate from the Atorn colour-codedsystem (blue - heat, corrosion, and acid-resistantVA-steel).
14340 104-110M 3 - M 10, Rekord 1B-VA-steel, DIN 371.
14340 111-117M 12 - M 24, Rekord 2B-VA-steel, DIN 376.
14340 104-110
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 l3 d2 x T 14340 … 14340 …
mm mm mm mm mm mmM 3 2,50 0,50 11 56 18 3,5 x 2,7 104M 4 3,30 0,70 13 63 21 4,5 x 3,4 106M 5 4,20 0,80 15 70 25 6,0 x 4,9 107M 6 5,00 1,00 17 80 30 6,0 x 4,9 108M 8 6,80 1,25 20 90 35 8,0 x 6,2 109
M 10 8,50 1,50 22 100 39 10,0 x 8,0 110M 12 10,20 1,75 24 110 – 9,0 x 7,0 111M 14 12,00 2,00 26 110 – 11,0 x 9,0 112M 16 14,00 2,00 27 110 – 12,0 x 9,0 113M 20 17,50 2,50 32 140 16,0 x 12,0 115M 24 21,00 3,00 34 160 – 18,0 x 14,5 117
14340 111-117
14340
d1
d2
l1l2
l3
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 5-25 5-20 5-15 5-15 5-10 - - - - 5-15 5-12 - - -
HSS-E
DIN371
DIN376
3,5-5B 2xD
HSS-E
DIN371
DIN376
3,5-5B1,5xD
l1l2
d1
d2

• Taps for through-holes
www.hhw.de14.22
1
eng/OP
Taps for Through-Holes
0TypeWith curling cut chamfer.Thanks to the interrupted threads, the torque isreduced and the lubricant is better distributed..
Note:Especially suitable for materials, which have atendency of seizing, and thin-walled parts, becausethe low viscous drag does not induce the material towarp.
14344 103-110M 3 - M 10, DIN 371.
14344 112-120M 12 - M 20, DIN 376. 14344
DIN 371 DIN 376Ø D pitch l1 l2 d1 c 14344 … 14344 …
mm mm mm mm mmM 3 0,50 56 10 3,5 2,7 103M 4 0,70 63 12 4,5 3,4 104M 5 0,80 70 14 6,0 4,9 105M 6 1,00 80 16 6,0 4,9 106M 8 1,25 90 18 8,0 6,2 108
M 10 1,50 100 20 10,0 8,0 110M 12 1,75 110 22 9,0 7,0 112M 16 2,00 110 25 12,0 9,0 116M 20 2,50 140 32 16,0 12,0 120
14344
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 - 5-20 5-15 5-12 4-10 2-8 - - - - - 5-12 5-12 - - -
Taps for Through-Holes
0TypeWith curling cut chamfer.Up to M 10 DIN 371.Starting at M 12 DIN 376.ApplicationSpecial grind for steel with a strength of up to1400 N/mm2.
Note:The solution for high-strength materials.
14341 103-120QualityHSS-E.
14341 203-220QualityHSS-E/TiCN-coated.
14341 103-120
HSS-E HSS-E/TiCNØ D pitch l1 l2 d1 c DIN 14341 … 14341 …
mm mm mm mm mmM 3 0,50 56 10 3,5 2,7 371 103 203M 4 0,70 63 12 4,5 3,4 371 104 204M 5 0,80 70 14 6,0 4,9 371 105 205M 6 1,00 80 16 6,0 4,9 371 106 206M 8 1,25 90 18 8,0 6,2 371 108 208
M 10 1,50 100 20 10,0 8,0 371 110 210M 12 1,75 110 22 9,0 7,0 376 112 212M 16 2,00 110 28 12,0 9,0 376 116 216M 20 2,50 140 32 16,0 12,0 376 120 220
14341
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - - - 5-12 4-10 2-8 2-8 - - - - 5-12 5-12 2-6 - -
14341 203-220
HSS-EDIN371
DIN376
3,5-5B 3xD
HSS-EDIN371
DIN376
3,5-5B 3xD

www.hhw.de 14.23
Cutting
1
eng/OP
DIN 371 DIN 376Ø D pitch l1 l2 d2 c 14345 … 14345 …
mm mm mm mm mmM 3 0,50 56 10 3,5 2,7 203M 4 0,70 63 12 4,5 3,5 204M 5 0,80 70 14 6,0 4,9 205M 6 1,00 80 16 6,0 4,9 206M 8 1,25 90 18 8,0 x 6,2 208
M 10 1,50 100 20 10,0 8,0 210M 12 1,75 110 22 12,0 9,0 212M 16 2,00 110 28 12,0 9,0 216
Taps for Through-Holes Uni
0TypeWith curling cut chamfer.ApplicationUniversal use.QualityPowder steel PM/TiCN-coated.
Note:Extraordinary value for money. Great cost effectiveness.
14345 203-210M 3 - M 10, DIN 371.
14345 212-216M 12 - M 16, DIN 376.
14345
14345
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC INOX<900N INOX>900 N Ti alloys GG(G) plastics30-40 10-40 10-20 5-40 5-30 5-24 5-18 5-15 - - - - - 5-20 5-20 - 15-40 -
DIN 371 DIN 376Ø D pitch l1 l2 d1 c 14353 … 14353 …
mm mm mm mm mmM 3 0,50 56 10 3,5 2,7 203M 4 0,70 63 12 4,5 3,4 204M 5 0,80 70 14 6,0 4,9 205M 6 1,00 80 16 6,0 4,9 206M 8 1,25 90 18 8,0 6,2 208
M 10 1,50 100 20 10,0 8,0 210M 12 1,75 110 22 9,0 7,0 212M 16 2,00 110 28 12,0 9,0 216
Taps for Through-Holes
0TypeWith considerable curling cut chamfer.Up to M 10, DIN 371.Starting at M 12, DIN 376.QualityPM steel for very long service life.
Note:For hard-to-machine materials.
14353
14353
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys Ni alloys plastics- - - - - - - - - - - - - - - 2-6 2-6 -
PMDIN371
DIN376
3,5-5B 3xD
Ti/Ni
DIN376
DIN371
2-3 C2,5xD

• Taps for through-holes • Blind hole taps
www.hhw.de14.24
1
eng/OP
Taps for Through-Holes Unimax
UType With curling cut chamfer. PM steel and HARDLUBE coating for very highwear resistance and reduced surface friction.
Note:50 % higher cutting values and longer servicelife are possible. Multi-purpose for a multitude ofmaterials.Extraordinary value for money, greatcost effectiveness.
14342 099-108 M 2 - M 10, DIN 371.
14342 110-118 M 12 - M 30, DIN 376.
14342
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14342 … 14342 …
mm mm mm mm mmM 2 1,6 0,40 8 45 2,8 x 2,1 099
M 2,5 2,0 0,45 9 50 2,8 x 2,1 100M 3 2,50 0,50 11 56 3,5 x 2,7 101M 4 3,30 0,70 13 63 4,5 x 3,4 102M 5 4,20 0,80 16 70 6,0 x 4,9 103M 6 5,00 1,00 19 80 6,0 x 4,9 104M 8 6,80 1,25 22 90 8,0 x 6,2 106
M 10 8,50 1,50 24 100 10,0 x 8,0 108M 12 10,20 1,75 28 110 9,0 x 7,0 110M 16 14,00 2,00 32 110 12,0 x 9,0 112M 20 17,50 2,50 34 140 16,0 x 12,0 114M 24 21 3 38 160 18,0 x 14,5 116M 27 24 3 38 160 20,0 x 16,0 117M 30 26,5 3,5 45 180 22,0 x 18,0 118
14342
Taps for Through-Holes Unimax
UTypeWith curling cut chamfer and internal coolant flow(ICF). PM steel and HARDLUBE coating for veryhigh wear resistance and reduced surface friction.
Note:Perfect chip removal thanks to ICF. 50 % highercutting values and longer service life arepossible. Multi-purpose for a multitude ofmaterials. Extraordinary value for money, greatcost effectiveness.
14350 104-108M 6 - M 10, DIN 371.
14350 110-114M 12 - M 20, DIN 376.
14350 104-108
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14350 … 14350 …
mm mm mm mm mmM 6 5,00 1,00 19 80 6,0 x 4,9 104M 8 6,80 1,25 22 90 8,0 x 6,2 106
M 10 8,50 1,50 24 100 10,0 x 8,0 108M 12 10,20 1,75 28 110 9,0 x 7,0 110M 16 14,00 2,00 32 110 12,0 x 9,0 112M 20 17,50 2,50 34 140 16,0 x 12,0 114
14350 110-114
14350
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics10-45 10-45 15-40 15-40 15-35 10-30 10-25 8-20 - - - - - 8-20 5-15 - 15-40 -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics10-45 10-45 15-40 15-40 15-35 10-30 10-25 8-20 - - - - - 8-20 5-15 - 15-40 -
PMDIN371
DIN376
3,5-5B 2xD
PM
DIN371
DIN376
3,5-5B 2xD

www.hhw.de 14.25
Cutting
1
eng/OP
HSS-E-PM/TiCNd1 Corehole pitch l2 l1 d2 x T 14361 …
Ø mm mm mm mm mmM 2 1,60 0,40 8 45 6 x 4,9 101
M 2,5 2,05 0,45 9 50 6 x 4,9 102M 3 2,50 0,50 5 56 6 x 4,9 103M 4 3,30 0,70 7 63 6 x 4,9 104M 5 4,20 0,80 8 70 6 x 4,9 105M 6 5,00 1,00 10 80 6 x 4,9 106M 8 6,80 1,25 13 90 8 x 6,2 108
M 10 8,50 1,50 15 100 10 x 8 110M 12 10,20 1,75 18 110 12 x 9 112M 14 12,00 2,00 20 110 14 x 11 114M 16 14,00 2,00 20 110 16 x 12 116M 20 17,5 2,50 25 140 16 x 12 120
Taps for Through-Holes Synchro
ßTypeExtra sturdy PM taps with h6 shank for shrinkingand with clamping surface for mounting in surfacechucks. Special geometry for multi-purpose usewith machines with synchronised spindle drive.QualityPM/TiCN-coated.
Note:The percentage of the emulsion should be 8-10%. Inorder to increase the service life of the tap, usesynchro tapping chucks (see cat.-no. 21449 cont.)
14361
14361
Through-Hole and Blind Hole taps
0TypeWith curling cut chamfer.Up to M 10 DIN 371.Starting at M 12 DIN 376.
Note:For very hard steel, we recommend (deviating fromDIN) to increase the corehole diameter by 0,1 - 0,3mm.
14354TypePM-TiAlN tapswith very long curling cut chamfer.ApplicationFor steel with a hardness of up to 52 HRC.
14355TypeSolid carbide finest grit tapswith TiAlN-C coating. Starting at M6 with internal coolant feed (ICF).ApplicationFor steel with a hardness of up to 67 HRC.
14354
14355
HSS-E-PM solid carbide/TiAlN+CØ D pitch l1 l2 d1 c DIN 14354 … 14355 …
mm mm mm mm mmM 3 0,50 56 10 3,5 2,7 371 103M 4 0,70 63 12 4,5 3,4 371 104M 5 0,80 70 14 6,0 4,9 371 105M 6 1,00 80 16 6,0 4,9 371 106 106M 8 1,25 90 18 8,0 6,2 371 108 108
M 10 1,50 100 20 10,0 8,0 371 110 110M 12 1,75 110 22 9,0 7,0 376 112 112M 16 2,00 110 28 12,0 9,0 376 116 116M 20 2,50 140 32 16,0 12,0 376 120
14354 - 14355
14355Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
- - - - - - - - - - 2-5 1-4 1-3 - - - - -
14354Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
- - - - - 5-24 4-10 2-12 2-8 2-5 2-5 - - - - - - -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics60-80 40-50 25-70 50-60 40-50 30-40 20-30 20-30 20-30 - - - - 10-20 10-20 10-25 - 40-50
PMDIN371
DIN376
3xD
3,5-5B
DIN371
DIN376
6-8 A
2-3 C
2xD
67HRC

• Taps for through-holes • Thread former
www.hhw.de14.26
1
eng/OP
Taps for Through-Holes
0TypeWith curling cut chamfer.Up to M 10, DIN 371.Starting at M 12, DIN 376.
14358 103-120TypeNitrated.ApplicationFor high machining performance in grey cast iron.
14358 203-220TypeTiN-beschichtet.ApplicationFor even longer service life.
14358 103-120
HSS-E nitrated HSS-E/TiNØ D pitch l1 l2 d1 c DIN 14358 … 14358 …
mm mm mm mm mmM 3 0,50 56 10 3,5 2,7 371 103 203M 4 0,70 63 12 4,5 3,4 371 104 204M 5 0,80 70 14 6,0 4,9 371 105 205M 6 1,00 80 16 6,0 4,9 371 106 206M 8 1,25 90 18 8,0 6,2 371 108 208
M 10 1,50 100 20 10,0 8,0 371 110 210M 12 1,75 110 22 9,0 7,0 376 112 212M 16 2,00 110 28 12,0 9,0 376 116 216M 20 2,50 140 32 16,0 12,0 376 120 220
14358
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - - - - - - - - - - - - - - 8-20 -
14358 203-220
DIN 371 DIN 376Ø D pitch l1 l2 d1 c 14360 … 14360 …
mm mm mm mm mmM 3 0,50 56 10 3,5 2,7 203M 4 0,70 63 12 4,5 3,4 204M 5 0,80 70 14 6,0 4,9 205M 6 1,00 80 16 6,0 4,9 206M 8 1,25 90 18 8,0 6,2 208
M 10 1,50 100 20 10,0 8,0 210M 12 1,75 110 22 9,0 7,0 212
Taps for Through-Holes
0TypeWith considerable curling cut chamfer andincreased chip space. Polished flutes for improvedchip removal when machining long-chipping non-ferrous metals.M 3 - M 10, DIN 371.M 12, DIN 376.ApplicationFor through-hole threads with increased chip space.QualityHSS-E.
14360
14360
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 - - - - - - - - - - - - - 20-30
HSS-EDIN371
DIN376 2xD
2-3 C
HSS-EDIN371
DIN376 3xD
3,5-5B

www.hhw.de 14.27
Cutting
1
eng/OP
Thread Former
0TypeSignificantly reduced torque thanks to theoptimised geometry. With oil grooves for perfectlubrication even in deep threads.Up to M 3 - M 10, DIN 371.M 12 DIN 376.ApplicationFor through-holes and blind holes.
Note:For all materials with a minimum expansion of8%. For shaping, preferably use high-compressi-on cutting oils. Can also be used with a 8-10% emulsion.
14364 103-112QualityTiN-coating for good surface slip characteristics.
14364 203-213QualityThanks to TiAlN+C-coating low wearand low tendency of the machined material to stick to the machining tool.
14364 303-312QualityHSS-E/PM-TiCN-coated.
14364 103-112
14364 203-212
HSS-E/TiN HSS-E/TiAlN+C HSS-E/PM-TiCNØ D pitch l1 l2 d1 c DIN 14364 … 14364 … 14364 …
mm mm mm mm mmM 3 0,50 56 10 3,5 2,7 371 103 203 303M 4 0,70 63 12 4,5 3,4 371 104 204 304M 5 0,80 70 14 6,0 4,9 371 105 205 305M 6 1,00 80 16 6,0 4,9 371 106 206 306M 8 1,25 90 18 8,0 6,2 371 108 208 308
M 10 1,50 100 20 10,0 8,0 371 110 210 310M 12 1,75 110 24 9,0 7,0 376 112 212 312
14364
Thread Former
ßTypeTiCN-coated for longest service life. For perfectlubrication up to M 6 two oil grooves, M 8 three oil grooves, starting at M 10 four oilgrooves. Coating for good surface slip characteris-tics and longest service life. M 2 - M 10, DIN 371.ApplicationFor through-holes and blind holes.
Note:For all materials with a minimum expansion of8%. For shaping, preferably use high-compressi-on cutting oils. Can also be used with a 8-10% emulsion.
14365
DIN 371d1 Corehole Ø mm Corehole Ø pitch l2 l1 d2 x T 14365 …
min. mm max. mm mm mm mm mmM 2 1,82 1,84 0,40 8 45 2,8 x 2,1 201M 2,5 2,31 2,34 0,45 9 50 2,8 x 2,1 202M 4 3,67 3,71 0,70 13 63 4,5 x 3,4 205M 5 4,62 4,67 0,80 16 70 6,0 x 4,9 206M 8 7,36 7,44 1,25 22 90 8,0 x 6,2 208M 10 9,22 9,31 1,50 24 100 10,0 x 8,0 209
l1l2
d1
d2
14365
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics45-60 20-80 10-20 8-60 8-45 8-36 5-20 3-18 - - - - - 8-30 8-30 - - -
14364 303-312
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics45-60 20-80 10-20 8-60 8-45 8-36 5-20 3-18 - - - - - 8-30 8-30 - - -
HSS-EDIN371
DIN376 2xD
2-3 C
HSS-E
DIN371
2xD
2-3 C
• Thread former • Through-hole nut taps • Blind hole taps
www.hhw.de14.28
1
eng/OP
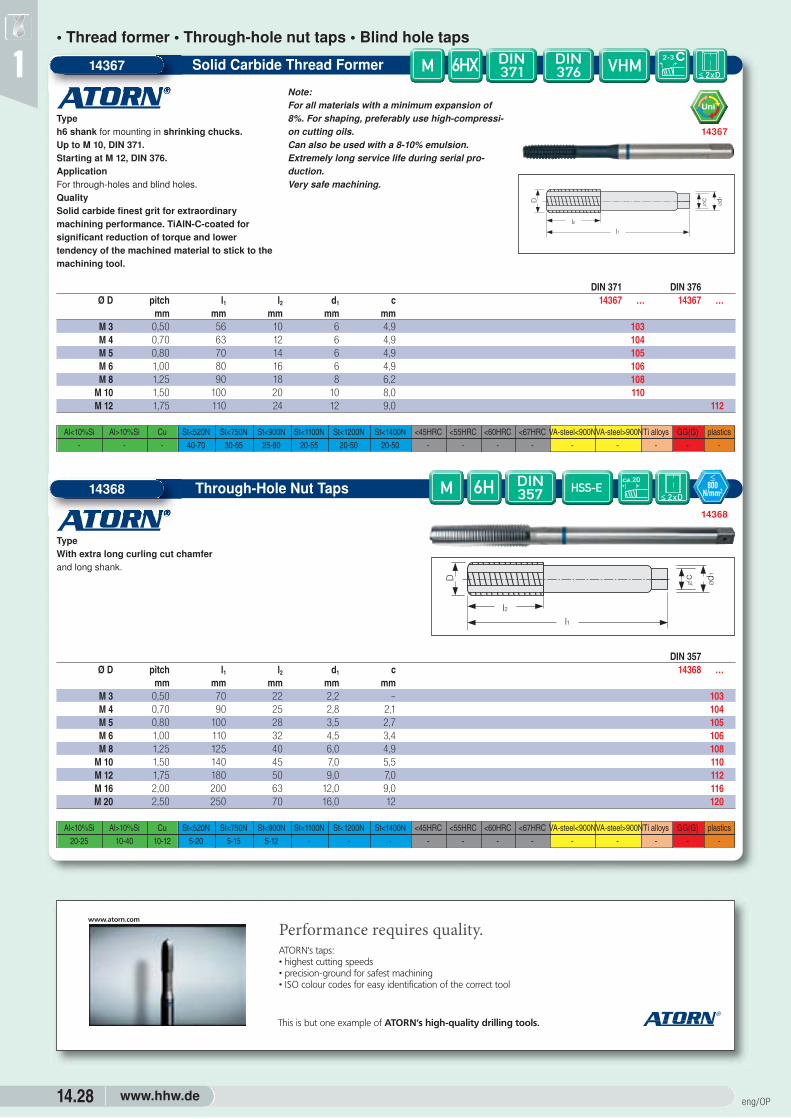
Solid Carbide Thread Former
0Typeh6 shank for mounting in shrinking chucks.Up to M 10, DIN 371.Starting at M 12, DIN 376.ApplicationFor through-holes and blind holes.QualitySolid carbide finest grit for extraordinarymachining performance. TiAlN-C-coated forsignificant reduction of torque and lowertendency of the machined material to stick to themachining tool.
Note:For all materials with a minimum expansion of8%. For shaping, preferably use high-compressi-on cutting oils. Can also be used with a 8-10% emulsion. Extremely long service life during serial pro-duction. Very safe machining.
14367
DIN 371 DIN 376Ø D pitch l1 l2 d1 c 14367 … 14367 …
mm mm mm mm mmM 3 0,50 56 10 6 4,9 103M 4 0,70 63 12 6 4,9 104M 5 0,80 70 14 6 4,9 105M 6 1,00 80 16 6 4,9 106M 8 1,25 90 18 8 6,2 108
M 10 1,50 100 20 10 8,0 110M 12 1,75 110 24 12 9,0 112
14367
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 40-70 30-65 25-60 20-55 20-50 20-50 - - - - - - - - -
Through-Hole Nut Taps
0TypeWith extra long curling cut chamfer and long shank.
14368
14368
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 - - - - - - - - - - - -
DIN 357Ø D pitch l1 l2 d1 c 14368 …
mm mm mm mm mmM 3 0,50 70 22 2,2 – 103M 4 0,70 90 25 2,8 2,1 104M 5 0,80 100 28 3,5 2,7 105M 6 1,00 110 32 4,5 3,4 106M 8 1,25 125 40 6,0 4,9 108
M 10 1,50 140 45 7,0 5,5 110M 12 1,75 180 50 9,0 7,0 112M 16 2,00 200 63 12,0 9,0 116M 20 2,50 250 70 16,0 12 120
DIN371
DIN376 2xD
2-3 C
HSS-EDIN357
ca.20
2xD
Performance requires quality.www.atorn.com
ATORN‘s taps:
ATORN‘s high-quality drilling tools.

www.hhw.de 14.29
Cutting
1
eng/OP
Taps for Through-Holes Left-Hand Cut
0TypeWith considerable curling cut chamfer.
14372 104-110M 4 - M 10, DIN 371.
14372 112-120M 12 - M 20, DIN 376.
14372
DIN 371 DIN 376Ø D pitch l1 l2 d1 c 14372 … 14372 …
mm mm mm mm mmM 4 0,70 63 12 4,5 3,4 104M 5 0,80 70 14 6 4,9 105M 6 1,00 80 16 6 4,9 106M 8 1,25 90 18 8 6,2 108
M 10 1,50 100 20 10 8,0 110M 12 1,75 110 22 9 7,0 112M 14 2,00 110 25 11 9,0 114M 16 2,00 110 28 12 9,0 116M 20 2,50 140 32 16 12,0 120
14372
Blind Hole Taps Multi
ETypeMulti-purpose tap with optimised grind and specialsurface treatment.ApplicationFor machining automated machine steel, structuralsteel, tempered steel, cast steel, and spheroidal castiron with a strength of up to GGG 70, (GG, as well),forgings, aluminium alloys up to 12% Si, low-alloyedINOX materials.
14390 101-109M 2 - M 10, DIN 371.
14390 110M 12, DIN 376.
14389
HSS-ESet contents 14389 …
7-part, M 3-M 12 101
14389 - 14390
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 - - - - - - - - - - - -
14389 .Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
20-25 10-40 - 5-20 5-20 5-12 2-8 2-8 - - - - - 5-12 - - 8-20 -14390
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - 10-40 5-25 5-20 - - - - - - - - 1-8 - - - -
DIN 371 DIN 376d1 Corehole Ø pitch l1 l2 l3 d2 x T 14390 … 14390 …
mm mm mm mm mm mmM 2 1,60 0,40 45 4 12 2,8 x 2,1 101
M 2,5 2,05 0,45 50 5 14 2,8 x 2,1 102M 3 2,50 0,50 56 6 18 3,5 x 2,7 103
M 3,5 2,90 0,60 56 7 20 4,0 x 3,0 104M 4 3,30 0,70 63 7 21 4,5 x 3,4 105M 5 4,20 0,80 70 8 25 6,0 x 4,9 106M 6 5,00 1,00 80 10 30 6,0 x 4,9 107M 8 6,80 1,25 90 14 35 8,0 x 6,2 108
M 10 8,50 1,50 100 16 39 10,0 x 8,0 109M 12 10,20 1,75 110 18 – 9,0 x 7,0 110
HSS-EDIN371
DIN376
3,5-5B
2xD
HSS-EDIN371
DIN376 2,5xD
2-3 C
14390
d1
d2
l1l2
l3

• Blind hole taps
www.hhw.de14.30
1
eng/OP
Blind Hole Taps
0TypeWith enlarged chip space.Up to M 10 DIN 371.Starting at M 12 DIN 376.
14393ApplicationLow tendency of the machined material to stick tothe machining tool thanks to TiN coating.
14394 TypeExtraordinary emergency running characteristicsand satisfaction of the highest requirements when itcomes to power thanks to a special TiCN-coating.
14392
14393
14394
HSS-E HSS-E/TiN HSS-E/TiCNØ D pitch l1 l2 d1 c DIN 14392 … 14393 … 14394 …
mm mm mm mm mmM 2 0,40 45 8 2,8 2,1 371 098
M 2,3 0,40 45 9 2,8 2,1 371 099M 2,5 0,45 50 9 2,8 2,1 371 100M 2,6 0,45 50 9 2,8 2,1 371 101
M 3 0,50 56 10 3,5 2,7 371 102 102 102M 3,5 0,60 56 11 4,0 3,0 371 103
M 4 0,70 63 12 4,5 3,4 371 104 104 104M 5 0,80 70 14 6,0 4,9 371 105 105 105M 6 1,00 80 16 6,0 4,9 371 106 106 106M 7 1,00 80 16 7,0 5,5 371 107M 8 1,25 90 18 8,0 6,2 371 108 108 108
M 10 1,50 100 20 10,0 8,0 371 110 110 110M 12 1,75 110 22 9,0 7,0 376 112 112 112M 14 2,00 110 25 11,0 9,0 376 114M 16 2,00 110 28 12,0 9,0 376 116 116 116M 18 2,50 125 32 14,0 11,0 376 118M 20 2,50 140 32 16,0 12,0 376 120 120 120M 24 3,00 160 36 18,0 14,5 376 124M 30 3,50 180 40 22,0 18,0 376 130
14392 - 14394
14392-14393Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
20-25 10-40 10-12 5-20 5-15 5-12 - - - - - - - - - - 8-20 -14394
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics30-40 10-60 10-20 5-40 5-30 3-24 5-18 - - - - - - - - - - -
Blind Hole Taps
0TypeEasy chip removal. TiN coating and internal coolantflow (ICF).ApplicationFor highest cutting performance and longest service life.
Note:Perfect chip removal thanks to ICF.
14395 106-110M 6 - M 10, DIN 371.
14395 112-120M 12 - M 20, DIN 376.
14395
DIN 371 DIN 376Ø D pitch l1 l2 d1 c 14395 … 14395 …
mm mm mm mm mmM 6 1,00 80 16 6 4,9 106M 8 1,25 90 18 8 6,2 108
M 10 1,50 100 20 10 8,0 110M 12 1,75 110 22 9 7,0 112M 16 2,00 110 28 12 9,0 116M 20 2,50 140 32 16 12,0 120
14395
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics30-40 10-60 10-20 5-40 5-30 3-24 5-18 2-12 - - - - - 8-20 8-20 - - -
HSS-E
DIN371
DIN376 2xD
2-3 C
HSS-EDIN371
DIN376 2xD
2-3 C
HSS-ETiN
HSS-ETiCN

www.hhw.de 14.31
Cutting
1
eng/OP
Blind Hole Taps
0TypeWith increased chip space and considerable helix.Up to M 10 DIN 371.Starting at M 12 DIN 376.
14396ApplicationFor steel with a strength of up to 800 N/mm2.
14397ApplicationLow tendency of the machined material to stick tothe machining tool thanks to TiN-coating for steelwith a strength of up to 850 N/mm2.
14398TypeExtraordinary emergency running characteristics and satisfaction of the highest requirements when it comes to power thanks to a special TiCN-coating.ApplicationFor steel with a strength of up to 1000 N/mm2.
14396
14397
14398
HSS-E HSS-E/TiN HSS-E/TiCNØ D pitch l1 l2 d1 c DIN 14396 … 14397 … 14398 …
mm mm mm mm mmM 2 0,40 45 8 2,8 2,1 371 101 101 101
M 2,5 0,45 50 9 2,8 2,1 371 102 102 102M 3 0,50 56 10 3,5 2,7 371 103 103 103M 4 0,70 63 12 4,5 3,4 371 104 104 104M 5 0,80 70 14 6,0 4,9 371 105 105 105M 6 1,00 80 16 6,0 4,9 371 106 106 106M 8 1,25 90 18 8,0 6,2 371 108 108 108
M 10 1,50 100 20 10,0 8,0 371 110 110 110M 12 1,75 110 22 9,0 7,0 376 112 112 112M 14 2,00 110 25 11,0 9,0 376 114 114M 16 2,00 110 28 12,0 9,0 376 116 116 116M 18 2,50 125 32 14,0 11,0 376 118M 20 2,50 140 32 16,0 12,0 376 120 120 120M 24 3,00 160 36 18,0 14,5 376 124 124M 30 3,50 180 40 22,0 18,0 376 130 130
14396 - 14398
Blind Hole Taps
ßTypeUp to M 10 DIN 371.Starting at M 12 DIN 376.
14400TypeRight-hand spiral flutes approx. 15°.
14401TypeRight-hand spiral flutes approx. 40°.
14400
14401
14400 - 14401
15° 40°d1 Corehole Ø pitch l2 l1 d2 x T 14400 … 14401 …
mm mm mm mm mmM 2 1,60 0,40 8 45 2,8 x 2,1 101 101
M 2,5 2,05 0,45 9 50 2,8 x 2,1 103 103M 3 2,50 0,50 5 56 3,5 x 2,7 104 104
M 3,5 2,90 0,60 6 56 4,0 x 3,0 105M 4 3,30 0,70 7 63 4,5 x 3,4 106 106M 5 4,20 0,80 8 70 6,0 x 4,9 107 107M 6 5,00 1,00 10 80 6,0 x 4,9 108 108M 8 6,80 1,25 13 90 8,0 x 6,2 109 109
M 10 8,50 1,5 15 100 10,0 x 8,0 110 110
14398Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
30-40 10-60 10-20 5-40 5-30 5-24 5-18 - - - - - - - - - - -
14396 + 14397Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
20-25 10-40 10-12 5-20 5-15 5-12 - - - - - - - - - - - -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 - - - - - - - - - - - - 20-30
HSS-EDIN371
DIN376 2,5xD
2-3 C
HSS-EDIN371
DIN376 2xD
2-3 C

www.hhw.de14.32
1
eng/OP
Blind Hole Taps
ßTypeUp to M 10 DIN 371.Starting at M 12 DIN 376.
14406TypeRight-hand spiral flutes approx. 15°.
14407TypeRight-hand spiral flutes approx. 40°.
14406
15° 40°d1 Corehole Ø pitch l2 l1 d2 x T 14406 … 14407 …
mm mm mm mm mmM 3 2,50 0,50 5 56 2,2 x – 101 101M 4 3,30 0,70 7 63 2,8 x 2,1 103 103M 5 4,20 0,80 8 70 3,5 x 2,7 104 104M 6 5,00 1,00 10 80 4,5 x 3,4 105 105M 8 6,80 1,25 13 90 6,0 x 4,9 106 106M 10 8,50 1,50 15 100 7,0 x 5,5 107 107M 12 10,20 1,75 18 110 9,0 x 7,0 108 108M 14 12,00 2,00 20 110 11,0 x 9,0 109 109M 16 14,00 2,00 20 110 12,0 x 9,0 110 110M 18 15,50 2,50 25 125 14,0 x 11,0 111 111M 20 17,50 2,50 25 140 16,0 x 12,0 112 112M 22 19,50 2,50 25 140 18,0 x 14,5 113 113M 24 21,00 3,00 30 160 18,0 x 14,5 114 114M 27 24,00 3,00 30 160 20,0 x 16,0 115 115M 30 26,50 3,50 35 180 22,0 x 18,0 116 116
14407
14406 - 14407
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 - - - - - - - - - - - - 20-30
Blind Hole Taps
Note:Economically-priced version.
14402M 3 - M 10, DIN 371.
14403M 3 - M 24, DIN 376.
14402
DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14403 …
mm mm mm mm mmM 3 2,50 0,50 11 56 2,2 x – 204M 4 3,30 0,70 13 63 2,8 x 2,1 206M 5 4,20 0,80 16 70 3,5 x 2,7 207M 6 5,00 1,00 19 80 4,5 x 3,4 208M 8 6,80 1,25 22 90 6,0 x 4,9 209M 10 8,50 1,50 24 100 7,0 x 5,5 210M 12 10,20 1,75 29 110 9,0 x 7,0 211M 14 12,00 2,00 30 110 11,0 x 9,0 212M 16 14,00 2,00 32 110 12,0 x 9,0 213M 20 17,50 2,50 34 140 16,0 x 12,0 214M 24 21,00 3,00 38 160 18,0 x 14,5 215
14403
14402 - 14403
DIN 371d1 Corehole Ø pitch l2 l1 d2 x T 14402 …
mm mm mm mm mmM 3 2,50 0,50 11 56 3,5 x 2,7 104M 4 3,30 0,70 13 63 4,5 x 3,4 106M 5 4,20 0,80 16 70 6,0 x 4,9 107M 6 5,00 1,00 19 80 6,0 x 4,9 108M 8 6,80 1,25 22 90 8,0 x 6,2 109M 10 8,50 1,50 24 100 10,0 x 6,2 110
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 - - - - - - - - - - - - 20-25
• Blind hole taps
HSS-EDIN371
DIN376 2xD
2-3 C
HSS-E
DIN371
DIN376
2xD
2-3 Cd
1
d2
l1l2
www.hhw.de 14.33
Cutting
1
eng/OP
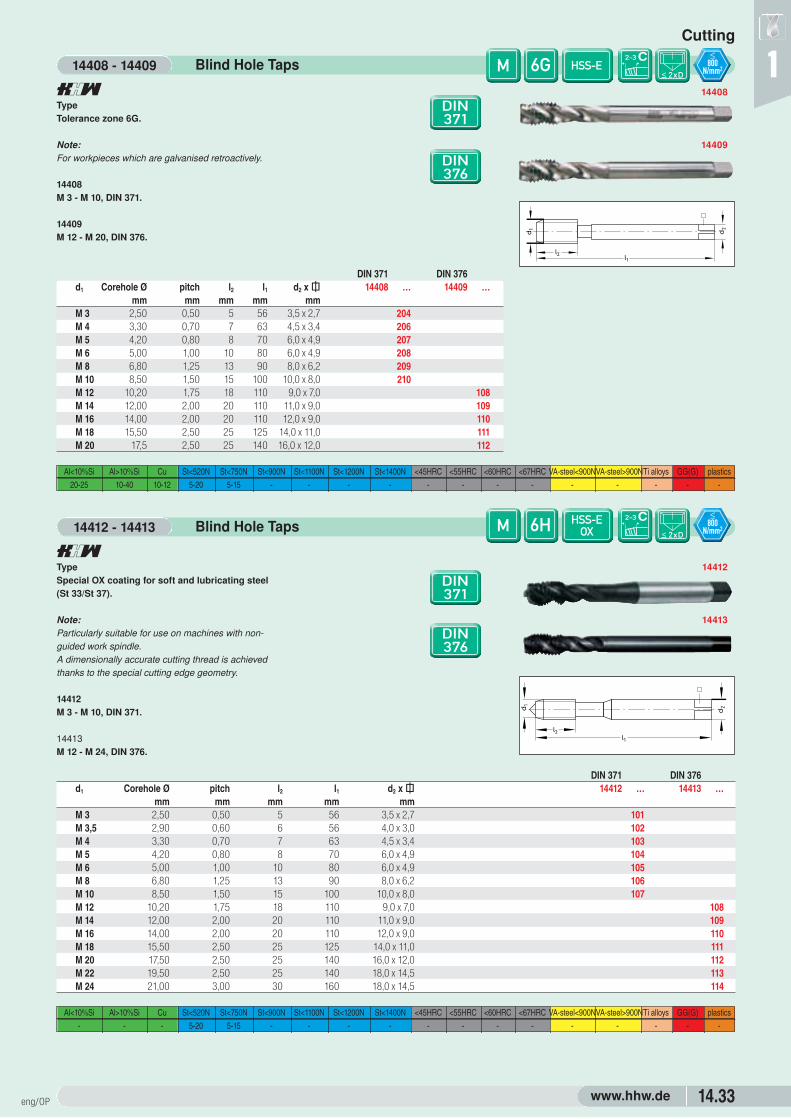
Blind Hole Taps
ßTypeTolerance zone 6G.
Note:For workpieces which are galvanised retroactively.
14408M 3 - M 10, DIN 371.
14409M 12 - M 20, DIN 376.
14408
14409
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14408 … 14409 …
mm mm mm mm mmM 3 2,50 0,50 5 56 3,5 x 2,7 204M 4 3,30 0,70 7 63 4,5 x 3,4 206M 5 4,20 0,80 8 70 6,0 x 4,9 207M 6 5,00 1,00 10 80 6,0 x 4,9 208M 8 6,80 1,25 13 90 8,0 x 6,2 209M 10 8,50 1,50 15 100 10,0 x 8,0 210M 12 10,20 1,75 18 110 9,0 x 7,0 108M 14 12,00 2,00 20 110 11,0 x 9,0 109M 16 14,00 2,00 20 110 12,0 x 9,0 110M 18 15,50 2,50 25 125 14,0 x 11,0 111M 20 17,5 2,50 25 140 16,0 x 12,0 112
14408 - 14409
l1l2
d1
d2
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 - - - - - - - - - - - - -
Blind Hole Taps
ßTypeSpecial OX coating for soft and lubricating steel(St 33/St 37).
Note:Particularly suitable for use on machines with non-guided work spindle.A dimensionally accurate cutting thread is achievedthanks to the special cutting edge geometry.
14412M 3 - M 10, DIN 371.
14413M 12 - M 24, DIN 376.
14412
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14412 … 14413 …
mm mm mm mm mmM 3 2,50 0,50 5 56 3,5 x 2,7 101M 3,5 2,90 0,60 6 56 4,0 x 3,0 102M 4 3,30 0,70 7 63 4,5 x 3,4 103M 5 4,20 0,80 8 70 6,0 x 4,9 104M 6 5,00 1,00 10 80 6,0 x 4,9 105M 8 6,80 1,25 13 90 8,0 x 6,2 106M 10 8,50 1,50 15 100 10,0 x 8,0 107M 12 10,20 1,75 18 110 9,0 x 7,0 108M 14 12,00 2,00 20 110 11,0 x 9,0 109M 16 14,00 2,00 20 110 12,0 x 9,0 110M 18 15,50 2,50 25 125 14,0 x 11,0 111M 20 17,50 2,50 25 140 16,0 x 12,0 112M 22 19,50 2,50 25 140 18,0 x 14,5 113M 24 21,00 3,00 30 160 18,0 x 14,5 114
14413
14412 - 14413
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 5-20 5-15 - - - - - - - - - - - - -
HSS-E
DIN371
DIN376
2xD
2-3 C
HSS-EOX
DIN371
DIN376
2xD
2-3 Cd
1
d2
l1l2

• Blind hole taps
www.hhw.de14.34
1
eng/OP
Blind Hole Taps
ENote:Taps which deviate from the Atorn colour-codedsystem (yellow - low-alloy steel).
14420M 3 - M 10, DIN 371.1 Enorm.
14421M 12 - M 24, DIN 376.2 Enorm.
14420
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 l3 d2 x T 14420 … 14421 …
mm mm mm mm mm mmM 3 2,50 0,50 11 56 18 3,5 x 2,7 101M 4 3,30 0,70 13 63 21 4,5 x 3,4 103M 5 4,20 0,80 15 70 25 6,0 x 4,9 104M 6 5,00 1,00 17 80 30 6,0 x 4,9 105M 7 6,00 1,00 17 80 30 7,0 x 5,5 108M 8 6,80 1,25 20 90 35 8,0 x 6,2 106M 10 8,50 1,50 22 100 39 10,0 x 8,0 107M 12 10,20 1,75 18 110 – 9,0 x 7,0 108M 14 12,00 2,00 20 110 – 11,0 x 9,0 109M 16 14,00 2,00 22 110 – 12,0 x 9,0 110M 20 17,50 2,50 25 140 – 16,0 x 12,0 112M 24 21,00 3,00 30 160 18,0 x 14,5 114
14421
14420 - 14421
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - 10-12 5-20 5-15 5-12 - - - - - - - - - - - -
d1
d2
l1l2
l3
Blind Hole Taps
0TypeM 2 - M 10, DIN 371.M 12 - M 20, DIN 376.Minimal relief.
Note:Very suitable for the machining of VA-steel.
14425 101-120ApplicationReduction of tendency of the machined material tostick to the machining tool thanks to vaporising.QualityHSS-E, vaporised.
14425 203-216ApplicationFor even longer service life.QualityHSS-E/TiN-coated.
14425 101-120
vaporised TiN-coatedØ D pitch l1 l2 d1 c DIN 14425 … 14425 …
mm mm mm mm mmM 2 0,40 45 8 2,8 2,1 371 101
M 2,5 0,45 50 9 2,8 2,1 371 102M 3 0,50 56 10 3,5 2,7 371 103 203M 4 0,70 63 12 4,5 3,4 371 104 204M 5 0,80 70 14 6,0 4,9 371 105 205M 6 1,00 80 16 6,0 4,9 371 106 206M 8 1,25 90 18 8,0 6,2 371 108 208
M 10 1,50 100 20 10,0 8,0 371 110 210M 12 1,75 110 22 9,0 7,0 376 112 212M 16 2,00 110 25 11,0 9,0 376 116 216M 20 2,50 140 32 16,0 12,0 376 120
14425
14425 101-120Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
20-25 - - - - 5-12 - - - - - - - 5-12 5-12 2-6 - -14425 203-216
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - - - 5-12 - - - - - - - 5-20 5-20 2-6 - -
14425 203-216
HSS-E
DIN371
DIN376
2xD
2-3 C
HSS-EDIN371
DIN376 3xD
2-3 C

www.hhw.de 14.35
Cutting
1
eng/OP
Blind Hole Taps
ßTypeIncreased service life and improved emergencyrunning characteristics thanks to TiCN-coating.
14427M 5 - M 10, DIN 371.
14428M 12 - M 18, DIN 376.
14427
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14427 … 14428 …
mm mm mm mm mmM 5 4,20 0,80 8 70 6,0 x 4,9 203M 8 6,80 1,25 13 90 8,0 x 6,2 205M 10 8,50 1,50 15 100 10,0 x 8,0 206M 12 10,20 1,75 18 110 9,0 x 7,0 201M 14 12,00 2,00 20 110 11,0 x 9,0 202M 16 14,00 2,00 20 110 12,0 x 9,0 203M 18 15,50 2,50 25 125 14,0 x 11,0 204
14428
14427 - 14428
Blind Hole Taps
TypeLong service life thanks to TiCN-coating.
Note:Economically-priced version.
14429M 3 - M 10, DIN 371.
14430M 3 - M 24, DIN 376.
14429
DIN 371d1 Corehole Ø pitch l2 l1 d2 x T 14429 …
mm mm mm mm mmM 3 2,50 0,50 11 56 3,5 x 2,7 201M 4 3,30 0,70 13 63 4,5 x 3,4 202M 5 4,20 0,80 15 70 6,0 x 4,9 203M 6 5,00 1,00 17 80 6,0 x 4,9 204M 8 6,80 1,25 20 90 8,0 x 6,2 205M 10 8,50 1,50 22 100 10,0 x 8,0 206
DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14430 …
mm mm mm mm mmM 3 2,50 0,50 11 56 2,2 x – 201M 4 3,30 0,70 13 63 2,8 x 2,1 202M 5 4,20 0,80 15 70 3,5 x 2,7 203M 6 5,00 1,00 17 80 4,5 x 3,4 204M 8 6,80 1,25 20 90 6,0 x 4,9 205M 10 8,50 1,50 22 100 7,0 x 5,5 206M 12 10,20 1,75 24 110 9,0 x 7,0 207M 14 12,00 2,00 30 110 11,0 x 9,0 208M 16 14 2,00 32 110 12,0 x 9,0 209M 20 17,50 2,50 34 140 16,0 x 12,0 210M 24 21,00 3,00 38 160 18,0 x 14,5 211
14430
14429 - 14430
d1
d2
l1l2
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 5-40 5-30 5-24 5-20 2-12 - - - - - 5-20 5-20 - - -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 5-40 5-30 5-24 5-24 - - - - - - 5-20 5-20 - - -
d1
d2
l1l2
HSS-E
DIN371
DIN376
2xD
2-3 C
HSS-E
DIN371
DIN376
2-3 C 2xD

• Blind hole taps
www.hhw.de14.36
1
eng/OP
Blind Hole Taps
ßTypeIncreased wear resistance thanks to OX-coating.
Note:Very suitable for machining stainless steel.
14435M 3 - M 10, DIN 371.Right-hand spiral flutes approx. 15°.
14436M 2 - M 10, DIN 371.Right-hand spiral flutes approx. 40°.
14437M 12 - M 30, DIN 376.Right-hand spiral flutes approx. 40°.
14435
DIN 371/15° DIN 371/40° DIN 376/40°d1 Corehole Ø pitch l2 l1 d2 x T 14435 … 14436 … 14437 …
mm mm mm mm mmM 2 1,60 0,40 8 45 2,8 x 2,1 101M 2,5 2,05 0,45 9 50 2,8 x 2,1 103M 3 2,50 0,50 5 56 3,5 x 2,7 104 104M 3,5 2,90 0,60 6 56 4,0 x 3,0 105M 4 3,30 0,70 7 63 4,5 x 3,4 106 106M 5 4,20 0,80 8 70 6,0 x 4,9 107 107M 6 5,00 1,00 10 80 6,0 x 4,9 108 108M 8 6,80 1,25 13 90 8,0 x 6,2 109 109M 10 8,50 1,50 15 100 10,0 x 8,0 110 110M 12 10,20 1,75 18 110 9,0 x 7,0 111M 14 12,00 2,00 20 110 11,0 x 9,0 112M 16 14,00 2,00 20 110 12,0 x 9,0 113M 18 15,50 2,50 25 125 14,0 x 11,0 114M 20 17,50 2,50 25 140 16,0 x 12,0 115M 22 19,50 2,50 25 140 18,0 x 14,5 116M 24 21,00 3,00 30 160 18,0 x 14,5 117M 30 26,50 3,50 35 180 22,0 x 18,0 118
14436
14437
14435 - 14437
d1
d2
l1l2
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 5-12 2-8 - - - - - 5-12 5-12 - - -
Blind Hole Taps
ßTypeIncreased wear resistance thanks to OX-coating.Up to M 10 DIN 371.Starting at M 12 DIN 376.
Note:For workpieces which are galvanised retroactively.Very suitable for machining stainless steel.
14438
HSS-Ed1 Corehole Ø pitch l2 l1 d2 x T 14438 …
mm mm mm mm mmM 2 1,60 0,40 8 45 2,8 x 2,1 101M 2,5 2,05 0,45 9 50 2,8 x 2,1 103M 3 2,50 0,50 5 56 3,5 x 2,7 104M 4 3,30 0,70 7 63 4,5 x 3,4 106
HSS-ECorehole Ø pitch l2 l1 d2 x T 14438 …
d1 mm mm mm mm mmM 5 4,20 0,80 8 70 6,0 x 4,9 107M 6 5,00 1,00 10 80 6,0 x 4,9 108M 8 6,80 1,25 13 90 8,0 x 6,2 109M 10 8,50 1,50 15 100 10,0 x 8,0 110
14438
d1
d2
l1l2
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 5-12 2-8 - - - - - 5-12 5-12 - - -
HSS-E
DIN371
DIN376
2xD
2-3 C
HSS-EDIN371
DIN376
2xD
2-3 C
DIN371

www.hhw.de 14.37
Cutting
1
eng/OP
Blind Hole Taps
ENote: Taps which deviate from the Atorn colour-codedsystem (blue - heat, corrosion, and acid-resistantVA-steel).
14439M 3- M 10, 1 Enorm-VA, DIN 371.
14440M 12 - M 24, 2 Enorm-VA, DIN 376.
14439
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 l3 d2 x T 14439 … 14440 …
mm mm mm mm mm mmM 3 2,50 0,50 6 56 18 3,5 x 2,7 104M 4 3,30 0,70 7 63 21 4,5 x 3,4 106M 5 4,20 0,80 8 70 25 6,0 x 4,9 107M 6 5,00 1,00 10 80 30 6,0 x 4,9 108M 8 6,80 1,25 14 90 35 8,0 x 6,2 109M 10 8,50 1,5 16 100 39 10,0 x 8,0 110M 12 10,20 1,75 18 110 – 9,0 x 7,0 111M 14 12,00 2,00 20 110 – 11,0 x 9,0 112M 16 14,00 2,00 22 110 – 12,0 x 9,0 113M 20 17,50 2,50 25 140 16,0 x 12,0 115M 24 21,00 3,00 30 160 – 18,0 x 14,5 117
14440
14439 - 14440
Blind Hole Taps
ßTypeIncreased wear resistance thanks to OX-coating.
Note:For extremely deep blind holes.
14443M 3 - M 10, DIN 371.
14444M 12 - M 20 DIN 376.
14443
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14443 … 14444 …
mm mm mm mm mmM 3 2,50 0,50 5 56 3,5 x 2,7 101M 4 3,30 0,70 7 63 4,5 x 3,4 102M 5 4,20 0,80 8 70 6,0 x 4,9 103M 6 5,00 1,00 10 80 6,0 x 4,9 104M 8 6,80 1,25 13 90 8,0 x 6,2 105M 10 8,50 1,50 15 100 10,0 x 8,0 106M 12 10,20 1,75 18 110 9,0 x 7,0 107M 16 14,00 2,00 20 110 12,0 x 9,0 109M 20 17,50 2,50 25 140 16,0 x 12,0 110
14444
14443 - 14444d
1
d2
l1l2
l3
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 5-20 5-15 5-12 5-12 2-8 - - - - - 5-12 5-12 - - -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 5-12 2-8 - - - - - 5-12 5-12 - - -
d1
d2
l1l2
HSS-E
DIN371
DIN376
2xD
2-3 C
HSS-E
DIN371
DIN376
2-3 C 3xD
Performance requires quality.www.atorn.com
Solid carbide high-performance twist drills by ATORN:
ATORN‘s high-quality drilling tools.
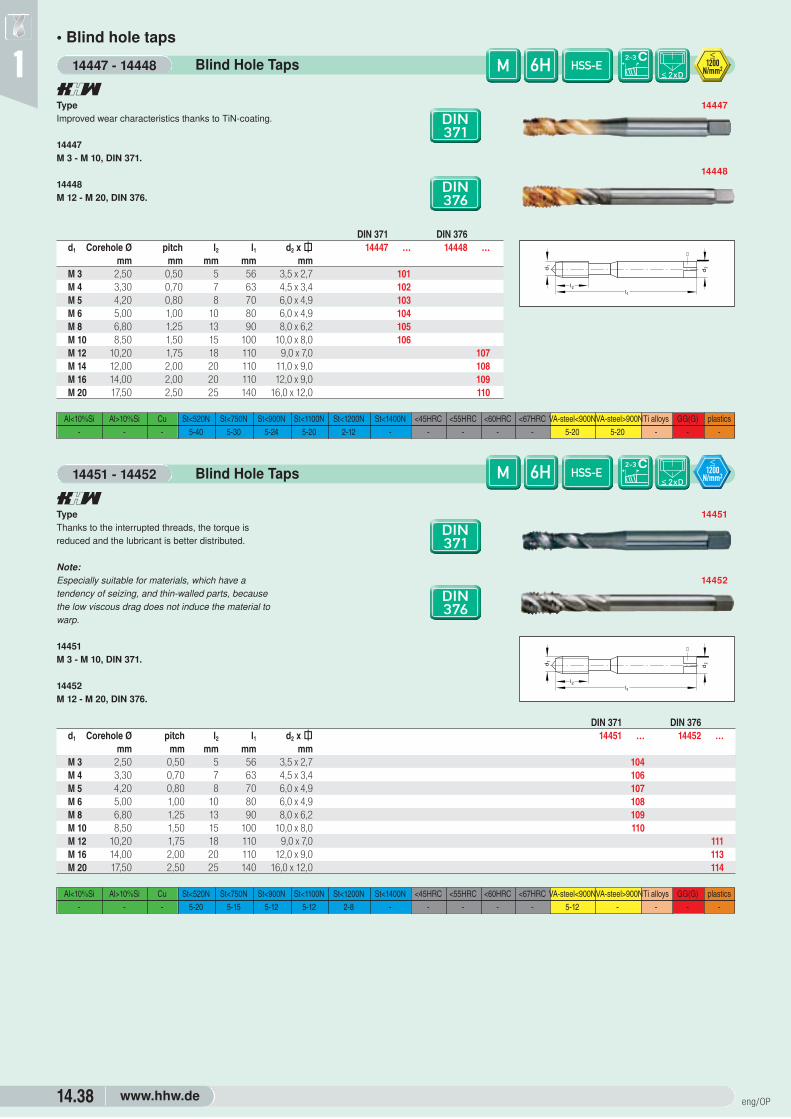
• Blind hole taps
www.hhw.de14.38
1
eng/OP
Blind Hole Taps
ßTypeImproved wear characteristics thanks to TiN-coating.
14447M 3 - M 10, DIN 371.
14448M 12 - M 20, DIN 376.
14447
14448
14447 - 14448
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14447 … 14448 …
mm mm mm mm mmM 3 2,50 0,50 5 56 3,5 x 2,7 101M 4 3,30 0,70 7 63 4,5 x 3,4 102M 5 4,20 0,80 8 70 6,0 x 4,9 103M 6 5,00 1,00 10 80 6,0 x 4,9 104M 8 6,80 1,25 13 90 8,0 x 6,2 105M 10 8,50 1,50 15 100 10,0 x 8,0 106M 12 10,20 1,75 18 110 9,0 x 7,0 107M 14 12,00 2,00 20 110 11,0 x 9,0 108M 16 14,00 2,00 20 110 12,0 x 9,0 109M 20 17,50 2,50 25 140 16,0 x 12,0 110
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 5-40 5-30 5-24 5-20 2-12 - - - - - 5-20 5-20 - - -
d1
d2
l1l2
Blind Hole Taps
ßTypeThanks to the interrupted threads, the torque isreduced and the lubricant is better distributed.
Note:Especially suitable for materials, which have atendency of seizing, and thin-walled parts, becausethe low viscous drag does not induce the material towarp.
14451M 3 - M 10, DIN 371.
14452M 12 - M 20, DIN 376.
14451
14452
14451 - 14452
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14451 … 14452 …
mm mm mm mm mmM 3 2,50 0,50 5 56 3,5 x 2,7 104M 4 3,30 0,70 7 63 4,5 x 3,4 106M 5 4,20 0,80 8 70 6,0 x 4,9 107M 6 5,00 1,00 10 80 6,0 x 4,9 108M 8 6,80 1,25 13 90 8,0 x 6,2 109M 10 8,50 1,50 15 100 10,0 x 8,0 110M 12 10,20 1,75 18 110 9,0 x 7,0 111M 16 14,00 2,00 20 110 12,0 x 9,0 113M 20 17,50 2,50 25 140 16,0 x 12,0 114
d1
d2
l1l2
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 5-20 5-15 5-12 5-12 2-8 - - - - - 5-12 - - - -
HSS-E
DIN371
DIN376
2xD
2-3 C
HSS-E
DIN371
DIN376
2xD
2-3 C

www.hhw.de 14.39
Cutting
1
eng/OP
Blind Hole Taps
0TypeSpecial grind.Up to M 10, DIN 371.Starting at M 12, DIN 376.ApplicationFor steel with a strength of up to 1400 N/mm2.
Note:The solution for high-strength materials.
14449 103-120QualityHSS-E.
14449 203-220QualityHSS-E/TiCN.
14449 103-120
HSS-E HSS-E/TiCNØ D pitch l1 l2 d1 c DIN 14449 … 14449 …
mm mm mm mm mmM 3 0,50 56 10 3,5 2,7 371 103 203M 4 0,70 63 12 4,5 3,4 371 104 204M 5 0,80 70 14 6,0 4,9 371 105 205M 6 1,00 80 16 6,0 4,9 371 106 206M 8 1,25 90 18 8,0 6,2 371 108 208
M 10 1,50 100 20 10,0 8,0 371 110 210M 12 1,75 110 22 9,0 7,0 376 112 212M 16 2,00 110 28 12,0 9,0 376 116 216M 20 2,50 140 32 16,0 12,0 376 120 220
14449
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - - 5-15 5-12 4-10 2-8 - 2-3 - - - 5-12 5-12 2-6 - -
DIN 371 DIN 376Ø D pitch l1 l2 d1 c 14446 … 14446 …
mm mm mm mm mm €M 3 0,50 56 10 3,5 2,7 103M 4 0,70 63 12 4,5 3,4 104M 5 0,80 70 14 6,0 4,9 105M 6 1,00 80 16 6,0 4,9 106M 8 1,25 90 18 8,0 6,2 108
M 10 1,50 100 20 10,0 8,0 110M 12 1,75 110 22 9,0 7,0 112M 16 2,00 110 28 12,0 9,0 116
Blind Hole Taps
0TypeFor metric ISO-6H threads. 15° spiral flutes, DINchamfer shape C (2 - 3 turns). Easy chip removal tothe rear.Up to M 10, DIN 371.Starting at M 12, DIN 376.QualityHSS-E-PM (powder steel), for very long servicelife.
Note:For hard-to-machine materials.
14446
14446
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - - - - - - - - - - - - - 2-6 2-6 -
HSS-EDIN371
DIN376 2,5xD
2-3 C
PMDIN371
DIN376 3xD
3,5-5B
Ti/Ni
14449 203-220

• Blind hole taps
www.hhw.de14.40
1
eng/OP
DIN 371 DIN 376d1 Corehole Ø pitch l1 l2 d2 x T 14450 … 14450 …
mm mm mm mm mmM 3 2,50 0,50 56 6 3,5 x 2,7 101M 4 3,30 0,70 63 7 4,5 x 3,4 102M 5 4,20 0,80 70 8 6,0 x 4,9 103M 6 5,00 1,00 80 10 6,0 x 4,9 104M 8 6,80 1,25 90 13 8,0 x 6,2 106
M 10 8,50 1,50 100 15 10,0 x 8,0 108M 12 10,20 1,75 110 18 9,0 x 7,0 110M 16 14,00 2,00 110 20 12,0 x 9,0 112
Blind Hole Taps UNI
0TypeExtra sturdy PM-tap with 45° helix. M 3 - M 10, DIN 371.M 12 - M 16, DIN 376.ApplicationFor multi-purpose use e.g. for VA-steel, case-har-dened steel, tempered steel, tool steel, aluminium,copper, and cast iron.QualityPM/TiCN-coated.
14450
14450
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-50 - 15-50 15-40 15-35 10-30 10-25 8-20 - - - - - 8-20 - - 15-40 -
Blind Hole Taps Unimax
UTypePM steel and HARDLUBE coating for very highwear resistance and reduced surface friction.
Note:50 % higher cutting values and longer servicelife are possible. Multi-purpose for a multitude ofmaterials. Extraordinary value for money, greatcost effectiveness.
14453 099-108M 2 - M 10, DIN 371.
14453 110-118M 12 - M 30, DIN 376.
14453
DIN 371 DIN 376d1 Corehole Ø pitch l1 l2 d2 x T 14453 … 14453 …
mm mm mm mm mmM 2 1,60 0,4 45 8 2,8 x 2,1 099
M 2,5 2,05 0,45 50 9 2,8 x 2,1 100M 3 2,50 0,50 56 5 3,5 x 2,7 101M 4 3,30 0,70 63 7 4,5 x 3,4 102M 5 4,20 0,80 70 8 6,0 x 4,9 103M 6 5,00 1,0 80 10 6,0 x 4,9 104M 8 6,80 1,25 90 13 8,0 x 6,2 106
M 10 8,50 1,50 100 15 10,0 x 8,0 108M 12 10,20 1,75 110 18 9,0 x 7,0 110M 16 14,00 2,0 110 20 12,0 x 9,0 112M 20 17,50 2,50 140 25 16,0 x 12,0 114M 24 21,00 3,0 160 30 18,0 x 14,5 116M 27 24,00 3,0 160 30 20,0 x 16,0 117M 30 26,50 3,5 180 35 22,0 x 18,0 118
14453
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-50 - 15-50 15-40 15-35 10-30 10-25 8-20 - - - - - 8-20 - - 15-40 -
PMDIN371
DIN376 2,5xD
2-3 C
PMDIN371
DIN376 2,5xD
2-3 C

www.hhw.de 14.41
Cutting
1
eng/OP
Blind Hole Taps Unimax
UTypeWith curling cut chamfer and internal coolant flow(ICF). PM steel and HARDLUBE coating for veryhigh wear resistance and reduced surface friction.ApplicationFor even better machining performance.
Note:50 % higher cutting values and longer servicelife are possible. Multi-purpose for a multitude ofmaterials. Extraordinary value for money, great costeffectiveness. Perfect chip removal thanks toICF.
1460 104-108 M 6 - M 10, DIN 371.
14460 110-114 M 12 - M 20, DIN 376.
14460 104-108
DIN 371 DIN 376d1 Corehole Ø pitch l2 max l1 d2 x T 14460 … 14460 …
mm mm mm mm mmM 6 5,00 1,00 10 80 6,0 x 4,9 104M 8 6,80 1,25 13 90 8,0 x 6,2 106
M 10 8,50 1,50 15 100 10,0 x 8,0 108M 12 10,20 1,75 18 110 9,0 x 7,0 110M 16 14,00 2,00 20 110 12,0 x 9,0 112M 20 17,50 2,50 25 140 16,0 x 12,0 114
14460 110-114
14460
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-50 - 15-50 15-40 15-35 10-30 10-25 8-20 - - - - - 6-20 - - 15-40 -
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14466 … 14466 …
mm mm mm mm mmM 2 1,60 0,40 8 45 6 x 4,9 101
M 2,5 2,05 0,45 9 50 6 x 4,9 102M 3 2,50 0,50 5 56 6 x 4,9 103M 4 3,30 0,70 7 63 6 x 4,9 104M 5 4,20 0,80 8 70 6 x 4,9 105M 6 5,00 1,00 10 80 6 x 4,9 106M 8 6,80 1,25 13 90 8 x 6,2 108
M 10 8,50 1,50 15 100 10 x 8 110M 12 10,20 1,75 18 110 12 x 9 112M 14 12,00 2,00 20 110 14 x 11 114M 16 14,00 2,00 20 110 16 x 12 116M 20 17,50 2,50 25 140 16 x 12 120
Blind Hole Taps Synchro
ßTypeExtra sturdy PM taps with h6 shank for shrinkingand with clamping surface for mounting in surfacechucks. Special geometry for multi-purpose use withmachines with synchronised spindle drive. M 3 - M 10 DIN 371.M 12 - M 16, DIN 376.QualityPM/TiCN-coated.
Note:The percentage of the emulsion should be atleast 8%. In order to increase the service life ofthe tap, use synchro tapping chucks (see cat.-no. 21449 cont.)
14466
14466
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics60-80 40-50 25-70 50-60 40-50 30-40 20-30 20-30 20-30 - - - - 10-20 10-20 10-25 - 40-50
PM
DIN371
DIN376
3xD
2-3 C
PM DIN371
DIN376
2,5xD
2-3 C

• Blind hole taps
www.hhw.de14.42
1
eng/OP
Blind Hole Taps
ßTypePM-taps with TiCN-coating for very long service life.ApplicationFor corrosion and acid-resistant steel.
Note:Suitable for extremely deep blind holes. Use emulsions with a fat content of min. 8%.
14457 101-108 M 3 - M 10, DIN 371.
14457 110-114 M 12 - M 20, DIN 376.
14457 101-108
DIN 371 DIN 376d1 Corehole Ø pitch l2 max l1 d2 x T 14457 … 14457 …
mm mm mm mm mmM 3 2,50 0,50 5 56 3,5 x 2,7 101M 4 3,30 0,70 7 63 4,5 x 3,4 102M 5 4,20 0,80 8 70 6,0 x 4,9 103M 6 5,00 1,00 10 80 6,0 x 4,9 104M 8 6,80 1,25 13 90 8,0 x 6,2 106
M 10 8,50 1,50 15 100 10,0 x 8,0 108M 12 10,20 1,75 18 110 9,0 x 7,0 110M 16 14,00 2,00 20 110 12,0 x 9,0 112M 20 17,50 2,50 25 140 16,0 x 12,0 114
14457 110-114
14457
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - - - - - - - - - - - 5-20 5-20 - -
d1
d2
l1l2
Blind Hole Taps
0TypePM-taps for increased service life. Shortenedthread, large relief, narrow raised cutting stud forlarger cutting flutes. ApplicationFor steel with a strength of up to 1400 N/mm2.
14454 103-110M 3 - M 10, DIN 371.
14454 112-120Starting at M 12 DIN 376.
14454
DIN 371 DIN 376Ø D pitch l1 l2 d1 c 14454 … 14454 …
mm mm mm mm mmM 3 0,50 56 10 3,5 2,7 103M 4 0,70 63 12 4,5 3,4 104M 5 0,80 70 14 6,0 4,9 105M 6 1,00 80 16 6,0 4,9 106M 8 1,25 90 18 8,0 6,2 108
M 10 1,50 100 20 10,0 8,0 110M 12 1,75 110 22 9,0 7,0 112M 14 2,00 110 25 11,0 9,0 114M 16 2,00 110 28 12,0 9,0 116M 20 2,50 140 32 16,0 12,0 120
14454
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 - 5-15 5-12 4-10 2-8 - - - - - - - - - -
PM
DIN371
DIN376
2,5xD
2-3 C
PMDIN371
DIN376 2,5xD
2-3 C
Performance requires quality.www.atorn.com
ATORN‘s taps:
ATORN‘s high-quality drilling tools.

www.hhw.de 14.43
Cutting
1
eng/OP
Blind Hole Taps
0TypeWith extra long shank. With minimal relief. Up to M 10 DIN 371.Starting at M 12 DIN 376.ApplicationVery suitable for tapping of hard-to-reach places.
14462
DIN 371 DIN 376Ø D pitch l1 l2 d1 c 14462 … 14462 …
mm mm mm mm mmM 3 0,50 112 10 3,5 2,7 103M 4 0,70 126 12 4,5 3,4 104M 5 0,80 140 14 6,0 4,9 105M 6 1,00 160 16 6,0 4,9 106M 8 1,25 180 18 8,0 6,2 108
M 10 1,50 200 20 10,0 8,0 110M 12 1,75 220 22 9,0 7,0 112M 14 1,75 220 25 9,0 7,0 114M 16 2,00 220 28 12,0 9 116M 20 2,50 280 32 16,0 12,0 120
14462
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 4-10 2-8 - - - - - - - - - -
Blind Hole Taps
ETypeWith extra long shank.ApplicationVery suitable for tapping of hard-to-reach places.
Note:Taps which deviate from the Atorn colour-codedsystem (yellow - low-alloy steel).
14459 201-203 M 3 - M 5, 1-Enorm-LS, DIN 371.
14459 204-209 M 6 - M 20, 2-Enorm-LS, DIN 376.
14459
DIN 371 DIN 376d1 Corehole Ø pitch l2 l1 d2 x T 14459 … 14459 …
mm mm mm mm mmM 3 2,50 0,50 6 100 3,5 x 2,7 201M 4 3,30 0,70 7 125 4,5 x 3,4 202M 5 4,20 0,80 8 140 6,0 x 4,9 203M 6 5,00 1,00 10 160 4,5 x 3,4 204M 8 6,80 1,25 14 180 6,0 x 4,9 205M 10 8,50 1,50 16 200 7,0 x 5,5 206M 12 10,20 1,75 18 224 9,0 x 7,0 207M 16 14,00 2,00 22 224 12,0 x 9,0 208M 20 17,50 2,50 25 280 16,0 x 12,0 209
l1l2
d1
d2
14459
14459
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 5-25 5-25 - - - - - - - - - - - - -
HSS-EDIN371
DIN376 2,5xD
2-3 C
HSS-EDIN371
DIN376 2,5xD
2-3 C

• Blind hole taps • Multi-Purpose Taps
www.hhw.de14.44
1
eng/OP
Blind Hole Taps
0TypePolished flutes for improved chip removal whenmachining long-chipping non-ferrous metals.
14463 102- 110M 2 - M 10, DIN 371.
14463 112Starting at M 12, DIN 376.
14463
DIN 371 DIN 376Ø D pitch l1 l2 d1 c 14463 … 14463 …
mm mm mm mm mmM 2 0,40 45 8 2,8 2,1 102M 3 0,50 56 10 3,5 2,7 103M 4 0,70 63 12 4,5 3,4 104M 5 0,80 70 14 6,0 4,9 105M 6 1,00 80 16 6,0 4,9 106M 8 1,25 90 18 8,0 6,2 108
M 10 1,50 100 20 10,0 8,0 110M 12 1,75 110 22 9,0 7,0 112
14463
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 - - - - - - - - - - - - - 20-30
Blind Hole Taps Left-Hand Cut
0Note:Good chip removal towards the back especially forlong-chipping materials but also suitable for steelmaterials.
14473 103-110M 3 - M 10, DIN 371.
14473 112-120Starting at M 12, DIN 376.
14473
DIN 371 DIN 376Ø D pitch l1 l2 d1 c 14473 … 14473 …
mm mm mm mm mmM 3 0,50 56 10 3,5 2,7 103M 4 0,70 63 12 4,5 3,4 104M 5 0,80 70 14 6,0 4,9 105M 6 1,00 80 16 6,0 4,9 106M 8 1,25 90 18 8,0 6,2 108
M 10 1,50 100 20 10,0 8,0 110M 12 1,75 110 22 9,0 7,0 112M 16 2,00 110 28 12,0 9,0 116M 20 2,50 140 32 16,0 12,0 120
14473
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 - - - - - - - - - - - -
HSS-EDIN371
DIN376 2,5xD
2-3 C
HSS-EDIN371
DIN376
2,5xD
2-3 C
Performance requires quality.www.atorn.com
Solid carbide high-performance twist drills by ATORN:
ATORN‘s high-quality drilling tools.

www.hhw.de 14.45
Cutting
1
eng/OP
Multi-Purpose Taps
TypeWith 1/4 inch hex shank in compliance with DIN3126.ApplicationFor tap drilling (1), thread cutting (2) and deburring(3) in one operation. For steel and non-ferrousmetals up to 1 x nominal Ø, with a tensile strengthof up to 600 N/mm2.QualityHSS.
Note:Select rpm in accordance to the cutting speed ofindividual tool.
144687-part set.Contents 1 ea. of the following: M 3 / M 4 / M 5 / M 6/ M 8 / M 10 and 1 bit multi-purpose adapter incassette.
14469Multi-purpose tap, single.
14468
Set HSSSet contents 14468 …
7-part, M 3 - M 10 101
single HSSnominal Ø pitch Twist drill Ø Overall length rpm 14469 …
mm mm mm max. rpmM 3 0,50 2,5 36 1600 101M 4 0,70 3,3 39 1200 102M 5 0,80 4,2 41 950 103M 6 1,00 5,0 44 800 104M 8 1,25 6,8 50 600 105M 10 1,50 8,5 59 450 106
14469
(1)
(2)
(3)
14468 - 14469 HSS
Performance requires quality.
www.atorn.com
Solid carbide milling cutters by ATORN:
ATORN‘s high-quality milling tools.

• Taps for through-holes • Blind hole taps
www.hhw.de14.46
1
eng/OP
Taps for Through-Holes
0TypeWithout curling cut chamfer.
14498
HSS-ED x P l1 l2 d1 c 14498 …
mm mm mm mmM 3 x 0,35 56 6 2,2 – 101M 4 x 0,50 63 8 2,8 2,1 103M 5 x 0,50 70 9 3,5 2,7 104M 6 x 0,75 80 12 4,5 3,4 106M 8 x 0,75 80 14 6,0 4,9 108M 8 x 1,00 90 16 6,0 4,9 109
M 10 x 1,00 90 16 7,0 5,5 112M 10 x 1,25 100 20 7,0 5,5 113M 12 x 0,75 100 22 9,0 7,0 114M 12 x 1,00 100 16 9,0 7,0 115M 12 x 1,25 100 22 9,0 7,0 116M 12 x 1,50 110 22 9,0 7,0 117M 14 x 1,00 100 22 11,0 9,0 118M 14 x 1,25 100 22 11,0 9,0 119M 14 x 1,50 100 22 11,0 9,0 120M 15 x 1,00 100 22 12,0 9,0 121
HSS-ED x P l1 l2 d1 c 14498 …
mm mm mm mmM 16 x 1,50 100 22 12,0 9,0 124M 18 x 1,00 110 25 14,0 11,0 125M 18 x 1,50 110 25 14,0 11,0 126M 20 x 1,00 125 18 16,0 12,0 128M 20 x 2,00 140 32 16,0 12,0 130M 22 x 1,50 125 25 18,0 14,5 132M 24 x 1,50 125 25 18,0 14,5 135M 24 x 2,00 140 28 18,0 14,5 136M 26 x 1,00 140 28 18,0 14,5 137M 27 x 1,50 140 28 20,0 16,0 138M 27 x 2,00 140 28 20,0 16,0 139M 30 x 1,00 150 28 22,0 18,0 141M 30 x 1,50 150 28 22,0 18,0 142M 30 x 2,00 150 28 22,0 18,0 143M 33 x 2,00 160 28 25,0 20,0 145
14498
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 - - - - - - - - - - - -
Taps for Through-Holes
0TypeWith curling cut chamfer for good chip removaltowards the front.
14499ApplicationFor steel with a strength of up to 800 N/mm2.
14500ApplicationLow tendency of the machined material to stick tothe machining toolthanks to TiN coating.
14499
14500
HSS-E HSS-E/TiND x P l1 l2 d1 c 14499 … 14500 …
mm mm mm mmM 4 x 0,50 63 8 4,5 3,4 103 103M 5 x 0,50 70 9 6,0 4,9 104 104M 6 x 0,75 80 12 6,0 4,9 106 106M 8 x 0,75 80 14 6,0 4,9 108 108M 8 x 1,00 90 16 6,0 4,9 109 109
M 10 x 0,75 90 16 7,0 5,5 111 111M 10 x 1,00 90 16 7,0 5,5 112 112M 10 x 1,25 100 20 7,0 5,5 113 113M 12 x 1,00 100 16 9,0 7,0 115 115M 12 x 1,25 100 22 9,0 7,0 116 116M 12 x 1,50 100 22 9,0 7,0 117 117M 14 x 1,00 100 22 11,0 9,0 118 118M 14 x 1,50 100 22 11,0 9,0 120 120M 16 x 1,00 100 22 12,0 9,0 123 123M 16 x 1,50 100 22 12,0 9,0 124 124M 18 x 1,00 100 25 14,0 11,0 125 125M 18 x 1,50 110 25 14,0 11,0 126 126M 20 x 1,00 125 25 16,0 12,0 128 128M 20 x 1,50 125 25 16,0 12,0 129 129M 22 x 1,50 125 25 18,0 14,5 132 132M 24 x 1,50 140 25 18,0 14,5 135 135
14499 - 14500
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 - - - - - - - - - - - -
HSS-EDIN374 2,5xD
2-3 C
HSS-EDIN374 3xD
2-3 C

www.hhw.de 14.47
Cutting
1
eng/OP
Blind Hole Taps
0ApplicationFor easy chip removal towards the back.
14507
HSS-ED x P l1 l2 d1 c 14507 …
mm mm mm mmM 5 x 0,50 70 9 6 4,9 104M 6 x 0,75 80 12 6 4,9 106M 7 x 0,75 80 14 7 5,5 107M 8 x 0,75 80 14 6 4,9 108M 8 x 1,00 90 16 6 4,9 109
M 10 x 1,00 90 16 7 5,5 112M 10 x 1,25 100 20 7 5,5 113M 12 x 1,00 100 16 9 7,0 115M 12 x 1,25 100 22 9 7,0 116M 12 x 1,50 110 22 9 7,0 117M 14 x 1,00 100 16 11 9,0 118M 14 x 1,50 100 22 11 9,0 120M 16 x 1,00 100 22 12 9,0 123
HSS-ED x P l1 l2 d1 c 14507 …
mm mm mm mmM 16 x 1,50 100 22 12 9,0 124M 18 x 1,50 110 25 14 11,0 126M 20 x 1,50 125 25 16 12,0 129M 22 x 1,00 125 25 18 14,5 131M 22 x 1,50 125 25 18 14,5 132M 24 x 1,50 140 25 18 14,5 135M 24 x 2,00 140 25 18 14,5 136M 26 x 1,50 140 28 18 14,5 137M 27 x 1,50 140 28 20 16,0 138M 27 x 2,00 140 28 20 16,0 139M 28 x 1,50 140 28 20 16,0 140M 30 x 1,50 150 28 22 18,0 142M 30 x 2,00 150 28 22 18,0 143
14507
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 5-20 5-15 5-12 - - - - - - - - - - - -
Blind Hole Taps
0TypeMinimal relief.ApplicationGood chip removal towards the back.
14508
14509
HSS-E HSS-E/TiND x P l1 l2 d1 c 14508 … 14509 …
mm mm mm mmM 6 x 0,75 80 12 4,5 3,4 106 106M 8 x 1,00 90 16 6,0 4,9 109 109
M 10 x 1,00 90 16 7,0 5,5 112 112M 10 x 1,25 100 20 7,0 5,5 113 113M 12 x 1,25 100 22 9,0 7,0 116 116M 12 x 1,50 100 22 9,0 7,0 117 117M 14 x 1,50 100 22 11,0 9,0 120 120M 16 x 1,50 100 22 12,0 9,0 124 124M 18 x 1,50 100 25 14,0 11,0 126 126M 20 x 1,50 125 25 16,0 12,0 129 129
14508 - 14509
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 - - - - - - - - - - - -
HSS-EDIN374 2,5xD
2-3 C
HSS-EDIN374 2,5xD
2-3 C
. Cutting Rates USB Flash DriveOrder now!
The cutting rates USB flash drive contains all relevant cutting data and will be updatedregularly when it is used with a PC with an internet connection.There will also be a link to theonline shop, which facilitates reordering.The flash drive provides an additional 2 GB memory space for your data.
Cat.-No. 16900 102

• Machine Taps • Blind hole taps
www.hhw.de14.48
1
eng/OP
Machine Taps
14501ßTypeWith curling cut chamfer. Up to. M 32 x 1,5starting taper shape B. Above that starting tapershape C.ApplicationFor through-holes
14502Type40° right-hand helix with starting taper shape C.ApplicationFor blind holes
14504TypeWith curling cut chamfer, starting taper shape B.ApplicationFor through-holes
Note:Economically-priced version. 14501
14502
14504
14501 - 14504
14501 + 14504 14502 straight/B+C 40°/C straight/B
d1 x P Corehole Ø l2 l2 l1 d2 x T 14501 … 14502 … 14504 …mm mm mm mm mm
M 3 x 0,35 2,65 8 4 56 2,2 x –– 101 101M 4 x 0,50 3,50 10 6 63 2,8 x 2,1 103M 5 x 0,50 4,50 12 7 70 3,5 x 2,7 104 104 104M 6 x 0,50 5,50 14 8 80 4,5 x 3,4 105M 6 x 0,75 5,20 14 8 80 4,5 x 3,4 106 106 106M 7 x 0,75 6,20 14 – 80 5,5 x 4,3 107M 8 x 0,75 7,20 18 10 80 6,0 x 4,9 108 108 108M 8 x 1,00 7,00 22 10 90 6,0 x 4,9 109 109 109M 9 x 1,00 8,00 22 – 90 7,0 x 5,5 110M 10 x 0,75 9,20 20 – 90 7,0 x 5,5 111M 10 x 1,00 9,00 20 12 90 7,0 x 5,5 112 112 112M 10 x 1,25 8,80 24 12 100 7,0 x 5,5 113 113 113M 11 x 1,00 10,00 20 – 90 8,0 x 6,2 114M 12 x 1,00 11,00 22 14 100 9,0 x 7,0 115 115 115M 12 x 1,25 10,80 22 14 100 9,0 x 7,0 116 116 116M 12 x 1,50 10,50 22 14 100 9,0 x 7,0 117 117 117M 14 x 1,00 13,00 22 16 100 11,0 x 9,0 118 118M 14 x 1,25 12,80 22 16 100 11,0 x 9,0 119 119M 14 x 1,50 12,50 22 16 100 11,0 x 9,0 120 120 120M 16 x 1,00 15,00 22 16 100 12,0 x 9,0 123 123M 16 x 1,50 14,50 22 16 100 12,0 x 9,0 124 124 124M 18 x 1,00 17,00 25 20 110 14,0 x 11,0 125 125M 18 x 1,50 16,50 25 20 110 14,0 x 11,0 126 126 126M 20 x 1,00 19,00 25 20 125 16,0 x 12,0 128M 20 x 1,50 18,50 25 20 125 16,0 x 12,0 129 129 129M 22 x 1,50 20,50 25 20 125 18,0 x 14,5 132 132 132M 22 x 2,00 20,00 34 – 140 18,0 x 14,5 133M 24 x 1,50 22,50 28 24 140 18,0 x 14,5 135 135M 24 x 2,00 22,00 28 – 140 18,0 x 14,5 136M 25 x 1,50 23,50 – 24 140 18,0 x 14,5 151M 26 x 1,50 24,50 28 – 140 18,0 x 14,5 137M 27 x 2,00 25,00 28 24 140 20,0 x 16,0 139M 28 x 1,50 26,50 28 – 140 20,0 x 16,0 140M 30 x 1,50 28,50 28 28 150 22,0 x 18,0 142 142M 30 x 2,00 28,00 28 28 150 22,0 x 18,0 143 143M 32 x 1,50 30,50 28 – 150 22,0 x 18,0 144M 35 x 1,50 33,50 30 – 170 28,0 x 22,0 146M 36 x 1,50 34,50 30 – 170 28,0 x 22,0 147M 38 x 1,50 36,50 30 – 170 28,0 x 22,0 148M 40 x 1,50 38,50 30 – 170 32,0 x 24,0 149M 42 x 1,50 40,50 30 – 170 32,0 x 24,0 150
14501+14504Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
15-22 15-18 12-18 8-12 8-12 - - - - - - - - - - - - -14502
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics12-18 12-15 12-18 8-10 8-10 - - - - - - - - - - - - -
HSS-EDIN374
2,5xD
2,5xD
3,5-5B
2-3 C
2-3 C
l1l2
d1
d2
2,5xD

www.hhw.de 14.49
Cutting
1
eng/OP
Machine Taps Unimax
UTypePM steel and HARDLUBE coating for very highwear resistance and reduced surface friction.
Note:50 % higher cutting values and longer servicelife are possible. Multi-purpose for a multitude ofmaterials. Extraordinary value for money, greatcost effectiveness.
14510TypeWith curling cut chamfer.ApplicationFor through-holes.
14511ApplicationFor blind holes.
14510
straightd1 x P Corehole Ø l2 l1 d2 x T 14510 …
mm mm mm mmM 8 x 1,00 7,00 22 90 6,0 x 4,9 109
M 10 x 1,00 9,00 20 90 7,0 x 5,5 112M 10 x 1,25 8,80 24 100 7,0 x 5,5 113M 12 x 1,00 11,00 22 100 9,0 x 7,0 115M 12 x 1,25 10,80 22 100 9,0 x 7,0 116M 12 x 1,50 10,50 22 100 9,0 x 7,0 117M 14 x 1,50 12,50 22 100 11,0 x 9,0 120M 16 x 1,50 14,50 22 100 12,0 x 9,0 124M 18 x 1,50 16,50 25 110 14,0 x 11,0 126M 20 x 1,50 18,50 25 125 16,0 x 12,0 129
50°d1 x P Corehole Ø l2 l1 d2 x T 14511 …
mm mm mm mmM 8 x 1,00 7,00 10 90 6,0 x 4,9 109
M 10 x 1,00 9,00 12 90 7,0 x 5,5 112M 10 x 1,25 8,80 12 100 7,0 x 5,5 113M 12 x 1,00 11,00 14 100 9,0 x 7,0 115M 12 x 1,25 10,80 14 100 9,0 x 7,0 116M 12 x 1,50 10,50 14 100 9,0 x 7,0 117M 14 x 1,50 12,50 16 100 11,0 x 9,0 120M 16 x 1,50 14,50 16 100 12,0 x 9,0 124M 18 x 1,50 16,50 20 110 14,0 x 11,0 126M 20 x 1,50 18,50 20 125 16,0 x 12,0 129
14511
14510 - 14511
Blind Hole Taps
ENote:Taps which deviate from the Atorn colour-codedsystem (blue - heat, corrosion, and acid-resistantVA-steel).
14506
HSS-Ed1 x P Corehole Ø l2 l1 d2 x T 14506 …
mm mm mm mmM 6 x 0,75 5,20 8 80 4,5 x 3,4 101M 8 x 0,75 7,20 8 80 6,0 x 4,9 102M 8 x 1,00 7,00 10 90 6,0 x 4,9 103M 10 x 0,75 9,20 10 90 7,0 x 5,5 104M 10 x 1,00 9,00 10 90 7,0 x 5,5 105M 12 x 1,00 11,00 11 100 9,0 x 7,0 106M 12 x 1,50 10,50 15 100 9,0 x 7,0 107M 14 x 1,50 12,50 15 100 11,0 x 9,0 108M 16 x 1,50 14,50 15 100 12,0 x 9,0 109M 18 x 1,50 16,50 17 110 14,0 x 11,0 110M 22 x 1,50 20,50 17 125 18,0 x 14,5 111M 24 x 1,50 22,50 20 140 18,0 x 14,5 112
14506
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 5-25 5-25 5-20 4-15 2-10 - - - - - 2-10 2-10 - 2-10 -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics10-45 10-45 15-40 10-40 10-35 10-30 10-25 8-20 - - - - - 8-20 5-15 - 15-40 -
HSS-EDIN374 2,5xD
2-3 C
DIN374 2,5xD
2-3 CPM

www.hhw.de14.50
1
eng/OP
Taps for Through-Holes
014514TypeNitrated.ApplicationFor high machining performance in grey cast iron.
14515TypeTiN-beschichtet.ApplicationFor even longer service life.
14514
14515
HSS-E nitrated HSS-E/TiND x P l1 l2 d1 c 14514 … 14515 …
mm mm mm mmM 8 x 1,0 90 16 6 4,9 109 109M 10 x 1,0 90 16 7 5,5 112 112M 12 x 1,5 100 22 9 7,0 117 117M 14 x 1,5 100 22 11 9,0 120 120M 16 x 1,5 100 22 12 9,0 124 124M 18 x 1,5 110 25 14 11,0 126 126M 20 x 1,5 125 25 16 12,0 129 129M 22 x 1,5 125 25 18 14,5 132 132M 24 x 1,5 140 25 18 14,5 135 135M 30 x 1,5 150 28 22 18,0 142
14514 - 14515
14515Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
- - - - - - - - - - - - - - - - 8-30 -
14514Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
- - - - - - - - - - - - - - - - 8-20 -
Taps for Through-Holes
014560 110-1121/4 inch - 3/8 inch, DIN 371.
14560 113-1177/16 inch - 3/4 inch, DIN 376.
14560
DIN 371 DIN 376Ø D Threads l1 l2 d1 c 14560 … 14560 …inch per inch mm mm mm mm
1/4 20 80 16 7 5,5 1105/16 18 90 18 8 6,2 1113/8 16 100 20 10 8,0 112
7/16 14 100 20 8 6,2 1131/2 13 110 22 9 7,0 114
9/16 12 110 24 11 9,0 1155/8 11 110 26 12 9,0 1163/4 10 140 32 16 12,0 117
14560
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-20 5-15 5-12 4-10 - - - - - - - - - -
HSS-E
• Taps for through-holes • Blind hole taps
HSS-EDIN374 3xD
2-3 C
DIN371
DIN376 3xD
3,5-5B

www.hhw.de 14.51
Cutting
1
eng/OP
Blind Hole Taps
0TypeUp to 3/8 inch, DIN 371.Starting at 7/16 inch, DIN 376.
14565
HSS-EØ D Threads l1 l2 d1 c 14565 …inch per inch mm mm mm mm
1/4 20 80 16 7 5,5 1105/16 18 90 18 8 6,2 1113/8 16 100 20 10 8,0 112
7/16 14 100 20 8 6,2 1131/2 13 110 22 9 7,0 114
9/16 12 110 24 11 9,0 1155/8 11 110 26 12 9,0 1163/4 10 140 32 16 12,0 117
14565
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 4-10 2-8 - - - - - - - - - -
Blind Hole Taps
ß14570Up to 3/8 inch, DIN 2182.
14571Starting at 7/8 inch, DIN 2183 (ANSI B 1.1).
14570
14571
14570 - 14571
DIN 2182 DIN 2183d1 Corehole Ø pitch l2 l1 d2 x T 14570 … 14571 …
mm tpi mm mm mmno. 2 1,80 56 9 50 2,8 x 2,1 201no. 3 2,10 48 9 50 2,8 x 2,1 202no. 4 2,30 40 11 56 3,5 x 2,7 203no. 5 2,65 40 7 56 3,5 x 2,7 204no. 6 2,85 32 8 56 4,0 x 3,0 205no. 8 3,50 32 8 63 4,5 x 3,4 206no. 10 3,90 24 11 70 6,0 x 4,9 207no. 12 4,50 24 11 80 6,0 x 4,9 2081/4 5,10 20 13 80 7,0 x 5,5 2095/16 6,60 18 15 90 8,0 x 6,2 2103/8 8,00 16 16 90 9,0 x 7,0 2117/16 9,40 14 22 100 8,0 x 6,2 2121/2 10,80 13 23 110 9,0 x 7,0 2139/16 12,20 12 25 110 11,0 x 9,0 2145/8 13,50 11 28 110 12,0 x 9,0 2153/4 16,50 10 30 125 14,0 x 11,0 2167/8 19,50 9 34 140 18,0 x 14,5 2171 22,25 8 38 160 18,0 x 14,5 218
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics12-18 12-15 10-15 8-10 8-10 - - - - - - - - - - - - -
d1
d2
l1l2
HSS-EDIN371
DIN376 2,5xD
3,5-5B
HSS-E2,5xD
3,5-5B
Performance requires quality.www.atorn.com
Swivel bases by ATORN:
ATORN‘s high-quality turning tools.
DIN2183
DIN2182

• Blind hole taps
www.hhw.de14.52
1
eng/OP
Machine Taps
0TypeUp to 3/8 inch, DIN 371.Starting at 7/16 inch, DIN 376.
14577ApplicationFor chip removal towards the front.
14578ApplicationFor blind holes.
14577
14578
straight 40°Ø D Threads l1 l2 d1 c 14577 … 14578 …inch per inch mm mm mm mm
1/4 28 80 16 7 5,5 111 1115/16 24 90 18 8 6,2 112 1123/8 24 100 20 10 8,0 113 113
7/16 20 100 20 8 6,2 114 1141/2 20 100 20 9 7,0 115 115
9/16 18 100 22 11 9,0 116 1165/8 18 100 22 12 9,0 117 1173/4 16 110 25 14 11,0 118 118
14577 - 14578
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 4-10 2-8 - - - - - - - - - -
Blind Hole Taps
Shape Cd1 Corehole Ø pitch l2 l1 d2 x T 14582 …
mm tpi mm mm mmno. 4 2,40 48 7 56 2,2 x – 205no. 5 2,70 44 7 56 2,2 x – 206no. 6 3,00 40 7 56 2,5 x 2,1 207no. 8 3,50 36 7 63 2,8 x 2,1 208no. 10 4,10 32 9 70 3,5 x 2,7 209no. 12 4,65 28 9 80 4,0 x 3,0 2101/4 5,50 28 11 80 4,5 x 3,4 2115/16 6,90 24 12 90 6,0 x 4,9 2123/8 8,50 24 13 90 7,0 x 5,5 2137/16 9,90 20 15 100 8,0 x 6,2 2141/2 11,50 20 16 100 9,0 x 7,0 2159/16 12,90 18 17 100 11,0 x 9,0 2165/8 14,50 18 19 100 12,0 x 9,0 2173/4 17,50 16 21 110 14,0 x 11,0 2187/8 20,50 14 23 125 18,0 x 14,5 2191 23,25 12 25 125 18,0 x 14,5 220
14582
14582
ßApplicationFor blind holes.
l1l2
d1
d2
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics12-18 12-15 - 5-20 5-15 - - - - - - - - - - - - -
HSS-EDIN371
DIN376
3xD
3xD
3,5-5B
HSS-EDIN2183 2,5xD
3,5-5B

www.hhw.de 14.53
Cutting
1
eng/OP
Blind Hole Taps
0TypeDIN 5156-DIN ISO 228.
14594ApplicationFor through-holes.
14595ApplicationFor through-hole and blind hole threads.
14594
14595
shape B shape CØ D Threads l1 l2 d1 c 14594 … 14595 …inch per inch mm mm mm mm
G 1/8 28 90 20 7 5,5 101 101G 1/4 19 100 22 11 9,0 102 102G 3/8 19 100 22 12 9,0 103 103G 1/2 14 125 25 16 12,0 104 104G 3/4 14 140 28 20 16,0 106 106
G 1 11 160 30 25 20,0 108 108
14594 - 14595
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 5-20 5-15 5-12 4-10 2-8 - - - - - - - - - -
HSS-E
Blind Hole Taps
0TypeDIN 5156-DIN ISO 228.
14596TypeNitrated.ApplicationFor high machining performance in cast iron.
14597TypeTiN-coated.ApplicationFor even better service life.
14596
14597
HSS-E HSS-E/TiNØ D Threads l1 l2 d1 c 14596 … 14597 …inch per inch mm mm mm mm
G 1/16 28 90 20 6 4,9 100G 1/8 28 90 20 7 5,5 101 101G 1/4 19 100 22 11 9,0 102 102G 3/8 19 100 22 12 9,0 103 103G 1/2 14 125 25 16 12,0 104 104G 5/8 14 125 25 18 14,5 105G 3/4 14 140 28 20 16,0 106 106G 7/8 14 150 28 22 18,0 107 107
G 1 11 160 30 25 20,0 108 108G 1 1/4 11 170 30 32 24,0 110 110
14596 - 14597
14596Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
- - - - - - - - - - - - - - - - 8-20 -14597
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - - - - - - - - - - - - - - 8-30 -
HSS-E
HSS-ETiN
DIN5156 2,5xD
3,5-5B
2-3 C
DIN5156 2,5xD
2-3 C

• Blind hole taps • Machine Taps
www.hhw.de14.54
1
eng/OP
Blind Hole Taps
0TypeDIN 5156-DIN ISO 228.
14598ApplicationFor blind hole and through-hole threads.
14599ApplicationFor blind holes.
14598
14599
15° 40°Ø D Turns l1 l2 d1 c 14598 … 14599 …inch per inch mm mm mm mm
G 1/8 28 90 20 7 5,5 101 101G 1/4 19 100 22 11 9,0 102 102G 3/8 19 100 22 12 9,0 103 103G 1/2 14 125 25 16 12,0 104 104G 3/4 14 140 28 20 16,0 106 106
G 1 11 160 30 25 20,0 108 108G 1 1/4 11 170 32 30 24,0 110G 1 1/2 11 190 32 36 29 112
14598 - 14599
14599Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
20-25 10-40 10-12 5-20 5-15 5-12 4-10 2-8 - - - - - 5-12 5-12 - - -
14598Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
20-25 10-40 10-12 5-20 5-15 5-12 4-10 2-8 - - - - - 5-12 5-12 - - -
Blind Hole Taps
ßTypeDIN 5156-DIN ISO 228.ApplicationIncreased wear resistance thanks to OX-coating.
HSS-E VA-steel-OXd1 Corehole Ø pitch l2 l1 d2 x T 14601 …
mm tpi mm mm mmG 1/8 8,80 28 20 90 7 x 5,5 101G 1/4 11,80 19 22 100 11 x 9,0 102G 3/8 15,25 19 22 100 12 x 9,0 103G 1/2 19,00 14 25 125 16 x 12,0 104G 5/8 21,00 14 25 125 18 x 14,5 105G 3/4 24,50 14 28 140 20 x 16,0 106G 7/8 28,25 14 28 150 22 x 18,0 107
G 1 30,75 11 30 160 25 x 20,0 108G 1.1/8 35,50 11 30 170 28 x 22,0 109G 1.1/4 39,50 11 30 170 32 x 24,0 110G 1.1/2 45,00 11 32 190 36 x 29,0 112
14601
14601
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics20-25 10-40 10-12 5-20 5-15 5-12 4-10 2-8 - - - - - 5-12 5-12 - - -
HSS-EDIN5156
2-3 C
2,5xD
HSS-EDIN5156 2,5xD
2-3 C

www.hhw.de 14.55
Cutting
1
eng/OP
Machine Taps
TypeDIN 5156-DIN ISO 228.
Note:Economically-priced version.
14602ApplicationFor blind hole and through-hole threads.
14603TypeIncreased wear resistance thanks to OX-coating.ApplicationFor blind holes.
14602
straight 35°d1 Corehole Ø pitch l2 l1 d2 x T 14602 … 14603 …
mm tpi mm mm mmG 1/8 8,80 28 20 90 7 x 5,5 101 101G 1/4 11,80 19 22 100 11 x 9,0 102 102G 3/8 15,25 19 22 100 12 x 9,0 103 103G 1/2 19,00 14 25 125 16 x 12,0 104 104G 3/4 24,50 14 28 140 20 x 16,0 106 106G 1 30,75 11 30 160 25 x 20,0 108 108
14603
14602 - 14603
Blind Hole Taps
ETypeDIN 5156-DIN ISO 228.
14605
39°d1 Corehole Ø pitch l2 l1 d2 x T 14605 …
mm tpi mm mm mmG 1/8 8,80 28 10 90 7 x 5,5 101G 1/4 11,80 19 15 100 11 x 9,0 102G 3/8 15,25 19 15 100 12 x 9,0 103G 1/2 19,00 14 17 125 16 x 12,0 104G 3/4 24,50 14 20 140 20 x 16,0 106G 1 30,75 11 24 160 25 x 20,0 108
14602Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics
10-15 12-15 5-12 8-12 8-12 8-12 - - - - - - - - - - - -14603
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - - 12-15 12-15 12-15 11-13 10-12 - - - - - 5-6 - - - -
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900NVA-steel>900NTi alloys GG(G) plastics- - 10-40 5-25 5-25 5-12 - - - - - - - - - - - -
DIN5156 HSS-E
2,5xD
2-3 C
HSS-EDIN5156 2,5xD
2-3 C
Performance requires quality.www.atorn.com
A-Cut recessing systems by ATORN:
ATORN‘s high-quality turning tools.
2,5xD
2,5xD
14605

• Solid carbid taps • Reversible cutting insert thread milling cutters
www.hhw.de14.56
1
eng/OP
60°Pitch standard thread fine thread greater D1 D L1 L Z 14620 …
mm than or equal to mm mm mm mm mm0,50 M 3 - 6 2,30 5,2 58 3 1010,70 M 4 - 6 3,10 7,3 58 3 1020,75 - 10 6 7,95 16,0 58 3 1030,80 M 5 - 6 3,90 9,15 58 3 1041,00 M 6 - 6 4,70 13,5 58 3 1051,00 M 6 - 6 4,70 16,5 58 3 1061,00 - 12 10 9,95 16,0 64 4 1081,25 M 8 - 6 5,95 18,1 58 3 1101,25 M 8 - 6 5,95 21,8 58 3 1111,50 M 10 - 8 7,95 21,7 64 3 1121,50 M 10 - 8 7,95 26,2 76 3 1131,50 - 14 10 9,95 16,0 73 4 1141,50 - 16 12 11,95 20,0 84 4 1151,50 - 22 16 15,95 25,0 105 6 1161,75 M 12 - 10 9,95 27,1 73 3 1171,75 M 12 - 10 9,95 30,6 73 3 1182,00 M 14 - 10 9,95 30,9 73 3 1192,00 M 16 - 12 11,95 34,9 84 4 1202,00 M 16 - 12 11,95 42,9 76 4 1212,00 - 27 20 19,95 33,0 105 6 1222,50 M 18 / M 20 - 14 13,95 41,1 105 5 1232,50 M 18 / M 20 - 14 13,95 48,6 105 5 124
Solid Carbide Thread Milling Cutters 60° or 55°
TypeCorrected thread profile, internal coolant feed forbetter surfaces.ApplicationFor milling exact internal threads.QualitySolid carbide finest grit with TiAlN-coating.
14620ApplicationFor metric threads 60°.
14622ApplicationFor Whitworth pipe threads 55°.
14620 - 14622
14620 - 14622
WW 55°thread pitch thread greater than D1 D L1 L Z 14622 …
tpi or equal to mm mm mm mmG 1/8 28 - 8 7,95 21,3 64 4 101
G 1/4-3/8 19 - 10 9,95 28,7 74 4 102G 1/2-7/8 19 G 1/4 10 9,95 16,0 70 4 103G 1/2-7/8 14 G 1/2 16 15,95 25,0 90 5 104G 1-1.1/2 11 G 1 20 12,00 33,0 105 5 105
14620 112 14620 114
The HHW colour-coding system
The HHW colour-coding system enables you to see at once which tool is suitable for which material. In most sections of the catalogue, HHW provides you with additional information and data for the respective tool.
The HHW colour-coding system is structured logically and in accordance with the steel key system.
This means, you can choose your tools before the start of the project and therefore you will save time and money.
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900N VA-steel>900N Ti GG(G) plastics45-110 45-110 - 26-60 25-60 20-50 15-35 15-35 10-30 - - - - 15-40 15-40 - 20-60 -
900N VA-steel>900N0 15-40
carbide/coated coated

www.hhw.de 14.57
Cutting
1
eng/OP
Holder made of special steel clamping screwDescription A D D1 D2 L L1 14625 … 14628 …
mm mm mm mm mm mmSR009H12 12 9,5 20 7,5 85 14 101 101
SR0012F14 14 12 20 8,9 75 20 103 102SR0014H14 14 14,5 20 11,2 85 25 104 102SR0017H14 14 17 20 13,4 85 30 105 102SR0021H21 21 21 20 16,5 94 40 107 103SR0029J30 30 29 25 22,4 110 50 109 104
Holder made of solid carbide clamping screwDescription A D D1 L 14626 … 14628 …
mm mm mm mmSR0010K12C 12 9,9 8 125 101 101SR0013J14C 14 13,2 10 150 103 102SR0015K14C 14 15,2 12 175 104 102SR0021M21C 21 21,0 16 200 106 103SR0027S30C 30 27,0 20 270 107 104
Holder made of special steel (2 insert mounts) clamping screwDescription A D D1 D2 L L1 14627 … 14628 …
mm mm mm mm mm mm-2 14 20 20 16 93 41h6 101 101-2 21 30 25 24 108 52h6 102 103-2 30 40 32 30 130 70h6 103 104
Reversible Cutting Insert Thread Milling Cutters with ICF
ApplicationFor cylindrical internal and external threads. Forthrough-hole and blind hole threads. Multi-purpo-se use for left-hand and right-hand threads.Low cutting load, no chip problems, because thechips produced are short.Scope of supply:Incl. of Wrench and clamping screw.
Note:Reversible cutting inserts see cat.-no. 14630-14631.
14625TypeHolder made of special steel.
14626TypeHolder made of solid carbide.
14627TypeHolder made of special steel with two mounts forhigh feed rates and especially for harder materials.
14628Spare Clamping Screws
14625
14626
14627
14625 - 14628
Performance requires quality.www.atorn.com
Short chucks by ATORN:
ATORN‘s high-quality clamping tools.

• Thread milling plates
www.hhw.de14.58
1
eng/OP
Internal ExternalDescription P A H T 14630 … 14631 …
mm mm mm mm12 l 0,5 ISO 0,50 12 6,3 2,9 101
12 l 0,75 ISO 0,75 12 6,3 2,9 10212 l 1,0 ISO 1,00 12 6,3 2,9 103
12 l 1,25 ISO 1,25 12 6,3 2,9 10412 l 1,5 ISO 1,50 12 6,3 2,9 10514 l 0,5 ISO 0,50 14 7,5 3,1 106
14 l/E 0,75 ISO 0,75 14 7,5 3,1 107 10714 l/E 1,0 ISO 1,00 14 7,5 3,1 108 108
14 l/E 1,25 ISO 1,25 14 7,5 3,1 109 10914 l/E 1,5 ISO 1,50 14 7,5 3,1 110 110
14 l/E 1,75 ISO 1,75 14 7,5 3,1 111 11114 l/E 2,0 ISO 2,00 14 7,5 3,1 112 11214 l/E 2,5 ISO 2,50 14 7,5 3,1 113 11321 l/E 1,0 ISO 1,00 21 12 4,7 114 11421 l/E 1,5 ISO 1,50 21 12 4,7 115 11521 l 1,75 ISO 1,75 21 12 4,7 116
21 l/E 2,0 ISO 2,00 21 12 4,7 117 11721 l/E 2,5 ISO 2,50 21 12 4,7 118 11821 l/E 3,0 ISO 3,00 21 12 4,7 119 119
21 l 3,5 ISO 3,50 21 12 4,7 12030 l/E 1,5 ISO 1,50 30 16 5,5 121 12130 l/E 2,0 ISO 2,00 30 16 5,5 122 12230 l/E 3,0 ISO 3,00 30 16 5,5 123 12330 l/E 3,5 ISO 3,50 30 16 5,5 124 12430 l/E 4,0 ISO 4,00 30 16 5,5 125 125
30 l 4,5 ISO 4,50 30 16 5,5 12630 l 5,0 ISO 5,00 30 16 5,5 127
Thread Milling Plates
TypeSturdy, full profile reversible cutting insert withdouble function.ApplicationUniversal use in many materials.QualitySolid carbide/TiAlN-coated
Note:14630 101-105 cuts on one side.
14630TypeFull profile 60° internal.ApplicationFor boreholes.
14631TypeFull profile 60° external.ApplicationFor projections.
14630 - 14631
14630 101-105
14630 - 14631
Repair Set
TApplicationThe champion of quick thread repair: . for reproducing the no-go size and thread repair, . for repairing damaged or used threads . for armouring threads, when using materials with
low strength - e.g. aluminium (in the machineengineering, automotive, electrical, and medicalindustries etc.),
. absolute secure seat, even under extremestress, wear-resistant thread insert made ofcorrosion, wear and heat-resistant CrNi-steel,ideal force transmission and higher loadingcapacity of nut threads and bolt threads.
230-part, set contents: 20 pcs. thread inserts M 5 x 5 / M 5 x 7,5 / M 5 x 10 / M 6 x 6 / M 6 x 9 / M 6 x 12, 10 of each thread inserts M 8 x 8 / M 8 x 12 / M 8 x 16 / M 10 x 10 / M 10 x 15 /M 10 x 20 / M 12 x 12 / M 12 x 18 / M 12 x 24, 5 twist drills, 5 hand taps, 5 setting tools, 5 pin breakers.
14800
Set contents Set size 14800 …
230teilig M 5 - M 12 202
14800

www.hhw.de 14.59
Cutting
1
eng/OP
Repair Set
TApplication For metric ISO standard threads DIN 13, Quality Stainless steel thread inserts.
14810 103-106 Type Set contents: 60 thread inserts (20 pcs. per nominal length), 1 twist drill, 1 hand tap, 1 Setting tool, 1 pin breaker.
14810 107-112 Type Set contents:30 thread inserts (10 pcs. per nominal length), 1 twist drill, 1 hand tap, 1 Setting tool, 1 pin breaker.
14810 113-114 Type Set contents: 30 thread inserts (10 pcs. per nominal length), 1 hand tap, 1 setting tool.
14810 103-106
d Nominal length Corehole Ø number of 14810 …mm mm mm insertsM 3 3 / 4,5 / 6 3,2 60 103M 4 4 / 6 / 8 4,2 60 104M 5 5 / 7,5 / 10 5,2 60 105M 6 6/ 9 / 12 6,3 60 106M 7 7 / 10,5 / 14 7,3 30 107M 8 8 / 12 / 16 8,4 30 108
d Nominal length Corehole Ø number of 14810 …mm mm mm insertsM 9 9 / 13,5 / 18 9,4 30 109
M 10 10 / 15 / 20 10,5 30 110M 11 11 / 17,5 / 22 11,5 30 111M 12 12 / 18 / 24 12,5 30 112M 14 14 / 21 / 28 14,5 30 113M 16 16 / 24 / 32 16,5 30 114
14810 107-112
14810 113 14810 114
14810
Individual Parts for cat.-no. 14800 + 14810
14802
Thread inserts Taps Setting tools Pin breakersSize Corehole Ø 14802 … 14804 … 14806 … 14808 …
mmM 3 x 3 3,2 114 102 102 102M 3 x 4,5 3,2 115 102 102 102M 3 x 6 3,2 116 102 102 102M 4 x 4 4,2 120 104 104 103M 4 x 6 4,2 121 104 104 103M 4 x 8 4,2 122 104 104 103M 5 x 5 5,2 126 106 106 104M 5 x 7,5 5,2 127 106 106 104M 5 x 10 5,2 128 106 106 104M 6 x 6 6,3 130 107 107 104M 6 x 9 6,3 131 107 107 104M 6 x 12 6,3 132 107 107 104M 8 x 8 8,4 141 109 109 105M 8 x 12 8,4 142 109 109 105M 8 x 16 8,4 143 109 109 105M 10 x 10 10,5 156 112 112 106M 10 x 15 10,5 157 112 112 106M 10 x 20 10,5 158 112 112 106M 12 x 12 12,5 176 116 116 107M 12 x 18 12,5 177 116 116 107M 12 x 24 12,5 178 116 116 107
14806
14804
14802 - 14808
14808
T14802Thread insertsM 3 - M 6, pack = 20 pcs,M 8 - M 12, pack = 10 pcs.
14804Single-pass thread tap HSS.
14806Setting tool.
14808Pin breaker.

• Thread boring tools • Tap extractors • Sets of Bolt Extractors
www.hhw.de14.60
1
eng/OP
Solid Carbide Thread Boring Tools
ßType With straight shank, self-centring. Application For removing broken HSS and HSS-E taps. Quality Solid carbide micro finest grit/TiN-coated.
Note: This tool must only be used with rigid clamping. DoNOT use with column drilling machines or similar.
11069
11069
Al<10%Si Al>10%Si Cu St<520N St<750N St<900N St<1100N St<1200N St<1400N <45HRC <55HRC <60HRC <67HRC VA-steel<900N VA-steel>900N Ti alloys GG(G) plastics- - - - - - - - - - - - 35-45 - - - - -
Tap Extractors
14900-14903 Application For broken off taps. The fingers are inserted intothe flutes of the broken off tap. This is done bymoving the upper sliding ring (1) . They are thensecured with the guiding sleeve (2) . A tap wrenchis used to toggle the broken part until it comes looseand can be unscrewed.
14900 102-104 Sets of Tap Extractors Application For three-fluted taps.Supplied in case.
14900 106-108 Sets of Tap Extractors Application For four-fluted taps.Supplied in case.
14902 Tap extractor, single Application For three-fluted taps.
14903 Tap extractor, single Application For four-fluted taps.
14904 Replacement fingers For three-fluted tap extractors.
14905 Replacement fingers For four-fluted tap extractors.
14900
Sets 3 flutes 4 flutesSet contents extractor 14900 … 14900 …
6-part M 4 / 5 / 6 / 8 / 10 / 12 102 10610-part M 3 / 4 / 5 / 6 / 8 / 10 / 12 / 14 / 16 / 20 10410-part M 4 / 5 / 6 / 8 / 10 / 12 / 14 / 16 / 20 / 22 108
single 3 flutes 4 flutes 3 replacement fingers 4 replacement fingersfor taps 14902 … 14903 … 14904 … 14905 …metric / WhitworthM 3 / 1/8 102 102M 4 / 5/32 104 104 104 104M 5 / 3/16 105 105 105 105M 6 / 1/4 107 107 107 107M 8 / 5/16 109 109 109 109M 10 / 3/8 111 111 111 111M 12 / 1/2 113 113 113 113M 14 / 9/16 114 114 114 114M 16 / 5/8 115 115 115 115M 20 / 3/4 117 117 117 117
14902-14903 14904-14905
14900 - 14905
d1 h9 l2 l1 d2 h6 11069 …mm mm mm mm3,3 50 15 6 1014,2 50 15 6 1035,0 50 15 6 1056,8 60 20 8 1078,5 70 25 10 109
d1 h9 l2 l1 d2 h6 11069 …mm mm mm mm10,2 75 30 12 11112,0 75 30 12 11314,0 100 40 14 11515,5 100 40 16 11717,5 100 50 18 119

www.hhw.de 14.61
Cutting
1
eng/OP
Sets of Tap Extractors
ApplicationFor screwing out taps that have broken off.
14929 1016-part, size 1 - 4 three-fluted, size 5 - 6 four-fluted.
14929 1029-part, sizes 2 - 4 three-fluted, sizes 5 - 10 four-flu-ted.
14929 101
Set contents 14929 …
6-part 1019-part 102
14929
Tap Extractors
ApplicationFor screwing out taps that have broken off.
14930For three-fluted taps.
14931For four-fluted taps.
14930
size for taps Overall length square-end 14930 … 14931 …metric / Whitworth mm mm
1 M 4 / 5/32 55 3,0 1012 M 5 / 3/16 60 3,5 1023 M 6 / 1/4 60 3,8 103 1034 M 8 / 5/16 60 5,0 104 1045 M 10 / 3/8 70 6,0 105 1056 M 12 / 1/2 70 7,5 106 1067 M 14 / 9/16 70 8,5 107 1078 M 16 / 5/8 80 10,5 108 1089 M 20 / 3/4 80 13,0 109 109
14931
14930 - 14931
Sets of Bolt Extractors
Type 25-part, 5 HSS-E drills, 10 guide bushings, 5 extracting pins, 5 extracting nuts, In box.Application For removing torn-off stud bolts M5-M16. Quality Special steel, burnished.
14933
Set contents for stud bolt Ø 14933 …mm
25teilig 5-16 201
14933
Performance requires quality.www.atorn.com
Digital slide callipers by ATORN:
ATORN‘s high-quality measuring tools.

• Arc erosion machines
www.hhw.de14.62
1
eng/OP
Arc Erosion Drilling Machines and Accessories
eromobil®The name when it comes to arc erosion
For removing broken taps, twist drills, reamers etc.
Don't panic when tools break!In component machining, machine, apparatus, and system building as well as inthe automotive industries, broken tools are nothing out of the ordinary. No problem! Professionals rely on eromobil ®.
Fumbling in boreholes is no solution!This is how it eromobil® works: a hollow copper electrode is mounted in theoscillating head. The electrode's diameter is smaller than that of the broken tool,e.g. a tap or a twist drill. Only the core of the broken tool is disintegrated with the eroding method.Consequently, the cutting blades come loose and can be removed easily. Theelectrode does not contact the core of the borehole, the thread is not damaged. The boring emulsion generally used in the shop is used as coolant.
Still more possibilities in manufacturing!For example for starting holes for wire erosion, eroding hardened steel, erodingcarbide metal with special electrodes made of graphite or tungsten-copper etc.
Erosion drilling machine 14934 …
er 230 s 101er 400 t 102
Special accessories 14935 …
Toolbox made (D) 101Coolant Container (E) 102
Deep hole inspection light (F) 103Lamp holder, 100 mm long 104
Oscillating head mount, MT 2 105Compact roller (G) 106
Massed power for threads of M 2 - M 20.Light, handy, mobile. L x W x H 450 x 300 x 260 mm, weight approx. 22 kg. The perfect solo player for many shops.
eromobil®-er 230 s
220/230 V, 50 Hz AC, 3,6 kVA, 16 Amp.
The power pack - increased capacity due to three-phase current up to M 40.For broken taps up to approx. M 40, broken carbide metal tools, and deepboreholes. Length x Width x Height 450 x 300 x 260 mm, weight approx. 28 kg.Even when the above-mentioned cases turn up only rarely, there is no alternati-ve.
eromobil®-er 400 t
380/400 V, 50 Hz three-phase current, 6 kVA, 16 Amp.
For quick application on • post, radial, and magnet drilling machines • milling machines • boring mills • CNC-machines • special purpose machines
The basic equipment for eromobil® is complete andready for operation! Only electrodes and collets need to be orderedseparately according to your needs (see cat.-no. 14936 - 14937).
A eromobil® generator in compact case.B eromobil® oscillating head with Ø 12mm straight
shank, boring hose and earth cable each 2 m long.C coolant pump with 2 m long suction hose and foot valve
plus 2 m long compression hose with quick actioncoupling. Incl. of 1 open-end wrench size 24 and size 19 mm and 10 anti-splash bags.
Special accessories:D Toolbox made of sheet-steel with carrying handle.
Interior partitions 13-x for electrodes and collets. Dividers for tools. L x W x H 480 x 380 x 125 mm.
E Coolant container approx. 30 I, with carrying handle.F Deep hole inspection light for lighting out boreholes.
Including 1 lamp carriers 35 mm long.G Compact-Roller - mobile in all directions. For quick
transportation to the working site. Handy tubular handlewith plastics profile, generator supporting base withskidproof rubber lining, intermediate bottom for toolbox,base support for coolant pump and coolant container.
14934 - 14935

www.hhw.de 14.63
Cutting
1
eng/OP
Electrodes and Collets for Arc Erosion Machines
14936Copper electrodesApplicationFor tools made of HSS.
Note:Special electrodes up to diameter 30 mm and 1.000mm length and electrodes made of graphite andtungsten copper for machining carbide metal toolsare available on request.
14937Collets
14936
Electrodes Ø x length for thread 14936 …mm M
1,0 x 250 2 - 2,6 1011,5 x 250 3 1022,0 x 250 4 1032,5 x 250 5 1043,0 x 250 5 - 6 1053,5 x 250 6 1064,0 x 250 6 - 8 1074,5 x 250 8 1085,0 x 250 8 - 10 1096,0 x 250 10 1107,0 x 250 12 1118,0 x 250 12 - 14 112
10,0 x 250 16 - 20 113
Collets Ø 14937 …mm1,0 1011,5 1022,0 1032,5 1043,0 1053,5 1064,0 1074,5 1085,0 1096,0 1107,0 1118,0 112
10,0 113
14937
14936 - 14937
Performance requires quality.
www.atorn.com
Short chucks by ATORN:
ATORN‘s high-quality clamping tools.

• Tap Sets • Tap and die sets
www.hhw.de14.64
1
eng/OP
Tap Sets
TypeFor metric ISO standard threads DIN 13, right-handcut, in sheet steel case.ApplicationFor cutting standard-duty materials.
14950 101
14950 111 14950 112
ß
Set contents Type 14950 … 14951 … 14952 … 14953 …
M 3 - M 12 (Hand) straight flute 101 101Sheet steel case empty 102M 3 - M 12 (hand + core drill) straight flute 103Sheet steel case empty 104M 3 - M 12 (machine + core drill) straight flute, with curling cut chamfer 105 101M 3 - M 12 (machine + core drill) spiral flutes approx. 40° 109M 3 - M 12 (machine + core drill) straight flute, with curling cut chamfer 111M 3 - M 12 (machine + core drill) spiral flutes approx. 40° 112Sheet steel case empty 110M 3 - M 12 ( machine + core drill) spiral flutes approx. 35° 101
14950 - 14953
Cat.-no. Contents Application14950 101 sets of hand taps cat.-no. 14010 M3, M4, M5, M6, M8, M10, M12 for steel with a strength of up to 800 N/mm2
14950 102 sheet steel case empty for cat.-no. 14950 10114950 103 sets of hand taps cat.-no. 14010 M3, M4, M5, M6, M8, M10, M12 for steel with a strength of up to 800 N/mm2
Tapping drill cat.-no. 10001 2,5 / 3,3 / 4,2 / 5,0 / 6,8 / 8,5 / 10,2Sheet steel case with 2 additional boreholes for tap wrenches size 1.1/2
14950 104 sheet steel case empty for cat.-no. 14950 10314950 105 machine taps blind hole cat.-no. 14302+14303 M3, M4, M5, M6, M8, M10, M12 for steel with a strength of up to 800 N/mm2
Tapping drill cat.-no. 10001 2,5 / 3,3 / 4,2 / 5,0 / 6,8 / 8,5 / 10,214950 109 machine taps blind hole, 40° spiral flutes, cat.-no. 14401+14407 M3, M4, M5, M6, M8, M10, M12 for steel with a strength of up to 800 N/mm2
Tapping drill cat.-no. 10001 2,5 / 3,3 / 4,2 / 5,0 / 6,8 / 8,5 / 10,214950 111 machine taps through-hole cat.-no. 14338+14339 (VA-steel-OX) M3, M4, M5, M6, M8, M10, M12 multi-purpose use for steel with a strength of up to 1200 N/mm2
Tapping drill cat.-no. 10050 2,5 / 3,3 / 4,2 / 5,0 / 6,8 / 8,5 / 10,214950 112 machine taps blind hole, 40° spiral flutes,
cat.-no. 14436+14437 (VA-steel-OX) M3, M4, M5, M6, M8, M10, M12 multi-purpose use for steel with a strength of up to 1200 N/mm2
Tapping drill cat.-no. 10050 2,5 / 3,3 / 4,2 / 5,0 / 6,8 / 8,5 / 10,214950 110 sheet steel case empty for cat.-no. 14950 105-109 + 111-11214951 101 sets of hand taps cat.-no. 14014 M3, M4, M5, M6, M8, M10, M12 for steel with a strength of up to 900 N/mm2
14952 101 machine taps through-hole cat.-no.: 14304+14305 M3, M4, M5, M6, M8, M10, M12 for steel with a strength of up to 900 N/mm2
Tapping drill cat.-no. 10003 2,5 / 3,3 / 4,2 / 5,0 / 6,8 / 8,5 / 10,214953 101 machine taps blind hole, 35° spiral flutes, cat.-no. 14402+14403 M3, M4, M5, M6, M8, M10, M12 for steel with a strength of up to 900 N/mm2
Tapping drill cat.-no. 10003 2,5 / 3,3 / 4,2 / 5,0 / 6,8 / 8,5 / 10,2
HSS HSS
HSS-E
HSS
HSS-E HSS-E
14950 105-10914950 103
Z
14951 14952
HSS HSS
HSS-E

www.hhw.de 14.65
Cutting
1
eng/OP
Tap and Die Sets
TypeFor metric ISO standard threads DIN 13. Right-hand cut. In sheet steel case.ApplicationFor cutting standard-duty materials.
14960ß
14960 - 14962
Cat.-no. Contents Application14960 101 sets of hand taps cat.-no. 14010 M3, M4, M5, M6, M8, M10, M12 for steel with a strength of up to 900 N/mm2
Die cat.-no. 15203 M3, M4, M5, M6, M8, M10, M12Die stock cat.-no. 23502 25x9Tap wrench cat.-no. 23130 size 1.1/2
14960 102 sheet steel case empty for cat.-no. 14960 10114962 101 sets of hand taps cat.-no. 140414 M3, M4, M5, M6, M8, M10, M12 for steel with a strength of up to 900 N/mm2
Die cat.-no. 15204 M3, M4, M5, M6, M8, M10, M12Tapping drill cat.-no. 10003 2,5 / 3,3 / 4,2 / 5,0 / 6,8 / 8,5 / 10,2Tool holder with ratchet cat.-no. 23160Die stock cat.-no. 23502 20x5, 20x7, 25x9, 30x11, 38x14Tap wrench cat.-no. 23130 size 1, 2Screw pitch gauge M / WwScrewdriver size 2,3x80
14962 102 sheet steel case empty for cat.-no. 14962 10114962 103 sets of hand taps cat.-no. 14014 M3, M4, M5, M6, M8, M10, M12, M14, M16, M18, M20 for steel with a strength of up to 900 N/mm2
Die cat.-no. 15204 M3, M4, M5, M6, M8, M10, M12, M14, M16, M18, M20Die stock cat.-no. 23502 20x5, 20x7, 25x9, 30x11, 38x14, 45x18Tap wrench cat.-no. 23130 size 1.1/2, 3Screw pitch gauge M / WwScrewdriver size 2,3x80
14962 104 sheet steel case empty for cat.-no. 14962 103
Set contents 23197 …
21-part 101
HSS-E
ß
14960 … 14962 …
M 3 - M 12 101Sheet steel case, empty 102M 3 - M 12 101Sheet steel case, empty 102M 3 - M 20 103Sheet steel case, empty 104
Thread Repair Set23197
VType DBGM 21-part, with HSS high-performance tapping tools.In plastic case, with PUR-foam inlays.
Application For easy retapping, even in hard to access areas.For use with reversible ratchet or T-handle, squareend 1/4 and 3/8 inch..
23197
Set contents: 7 taps for internal threads M3 / M4 / M5 / M6 / M8 / M10 / M12, 7 round dies for external threads M3 / M4 / M5 / M6 / M8 / M10 / M12, 1 chuck hexagonal end (solid) 6,3 = 1/4 inch for taps M3-M6, 1 connector hexagonal end (hollow) 6,3 = 1/4 inch, square end (hollow) 6,3 = 1/4 inch, 1 chuck hexagonal end (solid) 8 = 5/16 inch for taps M8-M12, 1 connector hexagonal end (hollow) 8 = 5/16 inch, square end (hollow) 10 = 3/8 inch, 1 holder square end (hollow) 6,3 = 1/4 inch for round dies M3-M6, 1 holder square end (hollow) 10 = 3/8 inch for round dies M8-M12, 1 angled screw driver 2,5 mm

eng/OP
Digital slide callipers by ATORN:
ATORN‘s high-quality measuring tools.
www.atorn.com
Performance requires quality.