Embed Size (px)
Citation preview

hile it remains axiomatic that good surfacepreparation is critical to the success of a coating
application, for overcoating applications it is equallycrucial to select overcoating systems with utmost
care, paying particular attention to their chemistry,physical properties, performance history, and intended
service environment.This article describes key technical attributes of an inno-
vative high ratio calcium sulfonate alkyd (HRCSA) over-coat system, and how these attributes allowed for the suc-cessful overcoating of a lead-based alkyd paint system on apenstock exterior at a Canadian hydroelectric facility, usingonly 5,000 psi pressure washing for surface preparation.The case history provided outlines how the coating sys-
tem also lent itself well in helping to solve different crevicecorrosion issues.
Background on OvercoatingDefined by some as “spot cleaning and priming degraded areas, cleaning intact paint,and applying a lead-free system over the existing system,” overcoating has many bene-fits.1 This is especially true when the coating systems have been chosen judiciouslyand applied properly with full-time inspection.Cost reductions associated with less surface preparation and containment require-
ments, together with less hazardous waste disposal, are primary driving forces behind
18 www.paintsquare.comJ P C L A u g u s t 2 0 0 9
Overcoating Lead-BasedAlkyd Paint on SteelPenstocks: Practical Experience
By Mike O’Donoghue, Ph.D.,
Peter Roberts, and Vijay Datta, MS, Devoe High
Performance Coatings, International Paint LLC;
and Terry McManus, McManus Inspections Ltd.
This article is based on a paper given at PACE 2009, held February 15–18 in NewOrleans, LA. The paper was the winner of the 2009 SSPC Presidential Lecture Award.
WFig 1: The rugged terrain for the Bridge River Penstock, BC, Canada. All photos courtesy of Terry McManus.

and partially summarized elsewhere.2
“Epoxies accounted for about half theovercoating systems used. According tothe survey, four dominant mechanismsgave good overcoating performance.They were, in order of descending impor-tance: a) tenacious adhesion, b) good abili-ty to wet and/or penetrate the surface,and c) benign influence on the existingcoating, including compatibility and
the overcoating of structures previouslyprotected by lead-based paint. In somecases, full-scale refurbishment of existinglead-based paint is undertaken, whereasin other cases, only the most deteriorat-ed areas on a structure are treated. Thislatter practice is known as zone painting.To date, overcoating is most common-
ly associated with bridge painting pro-jects, and numerous examples of suchhave validated the overcoating approachas a viable option to full-scale abrasiveblasting and full containment. However,to ensure success and avoid prematurecoating failures on less than ideally pre-pared substrates, the following keyrequirements must be met.First, careful scrutiny of candidate
overcoating systems is of the utmostimportance. Failure to pay sufficientattention to critical coating propertiesgermane to overcoating will make thesuccess of overcoating unpredictable.Coating applications carried out in coldclimates can make the odds of successeven worse. Second, the structure to becoated and the existing coating systemmust be rigorously inspected to ensurethe suitability of overcoating. Third,definitive specifications must be written.Fourth, when the refurbishment coatingapplication is carried out, proper inspec-tion of the coating work cannot beoveremphasized.
Desired Attributesof Overcoating Systems
So what does the received wisdom sayare the highest performing overcoat sys-tems? Epoxies? Moisture-cured ure-thanes? Acrylic latexes? Interestingly,some twenty-five years ago, to ascertainwhat coating professionals consideredthe most desirable attributes of prospec-tive overcoat systems (for overcoatinglead-based paint), SSPC conducted a sur-vey of 200 coating companies that refer-enced some 49 coatings in total.1
The survey results were intriguing
19www.paintsquare.com J P C L A u g u s t 2 0 0 9
• Wide compatibility with generically different coatings (especially alkyds)
• Good performance over hand, power tool, and water-jetted surfaces
• Proven long-term flexibility and active chemistry
• Proven long term success in structural connections
• Significant penetration into voids and surface imperfections of the old coating
• Delivery of rust inhibitors into structure critical connections
• Mitigate corrosion frozen bearings
• Penetrant material has sufficiently high pH to neutralize acidity in pack rust
• High degree of wetting, adhesion, and capillary action (low viscosity- notably in crevices)
• High volume solids and, preferably, 100% solids (solvent free) – no lifting of old coating edges
• Good barrier properties
• Penetrant sealer, unpigmented: zero or low shrinkage during cure
• Penetrant sealer remains wet for a prolonged period prior to cure
• Moisture-tolerant and able to displace or react with water; carefully balanced rate of cure
• Flexibility
• Low-temperature cure
• Optimal application (brush, roller and spray) and flow characteristics
• Minimal stress at the substrate-coating interface
• Resistance to hygrothermal stress
• Capability of rust consolidation: rust inhibition
• Low dft
• Ultraviolet resistance
• Applicator and environmental friendliness
Table 1: Characteristics that Assist with Optimum Functioning of an Overcoat System 2
Fig. 2: Generalized formula of HRCSA coatings10
imparting minimal stresses from solventlifting or cure, and d) barrier propertiesfor corrosion protection. Other, less-citedovercoating attributes of coating materi-als in the survey included flexibility,moisture tolerance, rust tolerance, andrust inhibition.”2
Today, however, the authors contendthat it is an arguably different storybecause of a fundamental change of per-spective. Viewing an overcoating projectfirst and foremost from the standpointof corrosion resistance of structure criti-cal connections, bearings, and anchorbolts—and then and only then the coat-ing of adjacent flat surfaces on the struc-ture—a revisionist picture emerges ofthe most desirable overcoating system(Table 1).
(R-Ar - SO3)2 M . x (MA)
R = alkyl side chains 12 to 20 carbonsM = Ca2+ or Mg2+ or Ba2+A = CO32-
x = 10 to 20

associated with crevice corrosion istherefore of paramount importance.6 Theauthors anticipate that this contentionwill be borne out as new legislation isenacted to deal with deteriorating infra-structure.7
There is a particularly helpful caveatemptor question for each specificationauthority to ask before signing off on anovercoating system. “Are we about touse a coating system that we know froma chemical standpoint cannot work satis-factorily or give long-term performancein corroded joints and connections?”The HRCSA system used for overcoat-
ing is elegantly simple, consisting of awet-on-wet approach of an easy-to-apply,single-component material. First, caremust be taken to remove soluble salts
and water fromproperly cleanedcomplex geome-tries such as jointsand connections.Second, a low
viscosity and highlubricity, surface-tolerant HRCSApenetrant isapplied to thosejoints and connec-
rust stains and streaks emanating fromhundreds of crevice corroded jointswhere little or no anticorrosive protec-tion is “inside.” The observation leadsyou to wonder just how badly the bridgeis compromised and what possible safe-ty ramifications result from substantial-ly weakened structural connections.4
Of course, not only bridges have suchweighty issues. For instance, the criticalzones of ships, cranes, and all manner of
hydroelectric infrastruc-ture present engineers andcoating professionals withsimilar challenges and thushighlight the need to evalu-ate the performance vari-ability of different coatingsystems.From a corrosion engi-neer’s vantage point of anovercoating project, anactive rather than a pas-sive coating is wanted “inthere” in an inaccessibleconnection, where a well-chosen coating remainsindefinitely active, inhibits,
and stultifies corrosion, hence prevent-ing pack rust formation (Table 2). Thesecondary consideration for overcoatingselection is a long-lasting and well-adhered anticorrosive overcoat finishcompatible with pre-existing coatings onthe flat surfaces. Clearly, the dynamicsof what transpires in a crevice-corrodedjoint, as typified by back-to-back platesand rivets, is of critical concern.Addressing the microenvironment
In many applications, overcoat sys-tems should be low-viscosity and high-wetting systems able to remain flexible,give long-term corrosion mitigation increvice corroded joints, mitigate corro-sion frozen bearings, and provide thenormal expectation that they willremain tightly adhered to aged coatings.Hare has also stressed the importanceof low-viscosity and high-wetting prop-erties of overcoating systems.3
A New Overcoating ParadigmA new overcoating paradigm is offeredhere, one in which corrosion controlconsiderations are more prominent thandecisions involving coating film attributesper se. This paradigm is especially rele-vant given the unfortunate spectre offailed bridges, in which the public focushas been turned to structure criticalconnections. What is the present front-runner in the contest for best overcoat-ing of flat surfaces and for best dealingwith severe corrosion in joints and con-nections?The answer is HRCSA coatings. To
the layman, HRCSA sounds “outthere.” In reality, its claim to fame is thatthe technology is “in there.” In there—quite literally. How so? Look at an oldbridge. The careful eye is drawn invari-ably to steel plate bent out of shape in afew places (from pressure exerted bypack rust formation) and to the tell tale
20 www.paintsquare.comJ P C L A u g u s t 2 0 0 9
Fig. 4: Surface preparation—pressurewashing at 5,000 psi
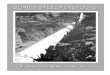
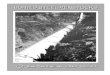
Fig. 3: Deterioration of the original lead-based alkyd paint system
Generic Coating Type Viscosity in Secs in Inhibitor PackageExamples Used a Ford #4 Cup and Flexible
Epoxy penetrant 13 no
HRCSA 22 YES
Moisture Cured Urethane 63 no
Epoxy HB thinned 45 no
Methyl Methacrylate 8 no
Water 7 n/a
Table 2: Viscosity, Inhibition and Flexibility5

22 www.paintsquare.comJ P C L A u g u s t 2 0 0 9
tions. Third, HRCSA finishes are appliedto the properly prepared, aged, lead-based alkyd paint on the overall struc-ture.8
Overcoating Penstocksat Hydroelectric Facilities
Enter the realm of hydroelectric facili-ties, where miles and miles of above-ground penstocks painted with graduallydeteriorating lead-based paint, or bitumi-nous coatings, abound in BritishColumbia, Canada. Some penstocks arein remote locations, on steep mountainslopes, and in regions that experiencehuge temperature variations in bothsummer and winter and can inflict pro-nounced hygrothermal stress on a pro-tective coating system.Overcoating can extend the service
life of a penstock while avoiding thecosts associated with abrasive blastingand full coating removal. In addition toconsidering initial and life cycle costs ofthe coating system to be applied, anothercritical maintenance issue is worker safe-ty during surface preparation and coat-ing application. In this regard, coatingsthat are easy to use, environmentally
friendly, and save 30–50% on surfacepreparation costs are very attractive.One of many penstocks considered for
overcoating is located at Bridge River inBritish Columbia, Canada. Given theexpense of abrasive blasting and fullcontainment of lead-based paint, over-coat system selection became an issue.The overcoating system would need toaddress the flat surfaces and structurecritical connections and to afford apotential 25-year service life.
The Bridge River penstock wasapproximately 10 ft in diameter andsupported on concrete saddles. Toaccommodate the large amount ofexpansion and contraction caused by thedramatic temperature variations and thehigh flow of water in the penstock,asbestos pads impregnated with graphitewere used as a buffer between the con-crete pads and the steel penstock itself,thereby allowing movement of the steelstructure.A significant head start to the project
was gained because the utility ownerhad been proactive, conducting accelerat-ed in-house laboratory testing of coatingsystems applied over a variety of agedcoatings and abrasive blasted steel. Theowner had also field tested an assort-ment of maintenance coatings and identi-fied the promising ones, including calci-
um sulfonate alkyds,epoxies, and urethanes.Significantly, the utili-
ty had a well-deservedand first-rate reputationfor coating success dueto rigorous coatinginspection by the in-house coating inspec-tors. In addition, the util-ity owners were awareof the good long-termperformance of a partic-ular HRCSA that hadranked either in the topdecile, or #1, in severalindependent laboratorytests undertaken by its
own laboratories.9 The same coating alsohad a known history of success inCanada, either on large-scale overcoatingprojects or refurbishment projects inwhich abrasive blasting had been fol-lowed by a single-coat application of theHRCSA coating.Critically, the same HRCSA had per-
formed well for the utility itself, both onits own bridge overcoating project (lead-based paint substrate; overcoat appliedtwo years before) and several earlier
Fig. 5: View of pressure-washed surface and containment system beneath the penstock
Fig. 6: Holding tanks for used water and paint chips

23www.paintsquare.com J P C L A u g u s t 2 0 0 9
HIGH QUALITY,NOT HIGH COST
NBW95
NBW95V
Sperian ONE-Fit® N95 Molded Cup Particulate RespiratorsThe ONE-Fit™ N95 particulate respirators are someof the latest NIOSH-approved respiratory productsfrom Sperian Protection. Both the NBW95 and theNBW95V (with ex halation valve for easier breathing)feature an exclusive design that contours the naturalshape of the face to min imize pressure points. Thestrong and rigid outer shell prevents the masks fromcollapsing in humid and moist environments. Thedual head straps keep the mask comfortably inplace. What makes the ONE-Fit N95 particulate res-pirators even more appealing is that they are almosthalf the cost of other equal quality NIOSH-approvedN95 particulate respirators.
For more information on ONE-Fit respirators or anyof the other head-to-toe personal protective equip-ment available from Sperian Protection, call866.786.2353 or visit www.sperianprotection.com.
ingress of corrosive materials and corro-sion inhibitive properties.While the coatings industry is more
familiar with other generic types of coat-ings such as alkyds, latexes, zincs, epox-ies, urethanes (2-pack, polyaspartic andmoisture-cured) the HRCSA coatings area rather interesting and somewhat lesserknown coatings type. Although HRCSAshave the word “alkyd” in their descrip-tion, chemically, they are actually muchdifferent than alkyds.As shown in Fig. 2 on p. 19, the essen-tial formula of an HRCSA coating is(R-Ar-SO3)2–M.x (MA), and the chem-istry helps explain the efficacy of thecoating type. The coating is made up of anon-polar alkylate (the R group withalkyl side chains containing 12 to 20 car-bon atoms); a complex of calcium (M)sulfonate (SO3) and basic calcium (M)carbonate (A); one or more alkyds withwhich the sulfonate copolymerizes; dry-ing oils; and an array of additives andanticorrosive pigments. The benzene ring(Ar) attached to the acidic sulfonategroup gives the coating considerablepolarity and ability to wet out surfaces.The carbonate is basic and inhibits corro-sion. Platelets of the complex sulfonate-
penstock overcoating projects (coal tarand bituminous coating substrates; over-coats applied almost ten years before).Therefore, armed with good laboratoryresults, results from a proven trackrecord evaluation, and an innovativefive-year “no-exclusions” warranty fromthe manufacturer for properly preparedand coated crevice corroded joints, theutility owner chose an HRCSA coatingsystem. On the plus side, the ease of useof the single-component material lentitself well to application by the utility’sexperienced in-house coating crew. Butinteresting on-site challenges lay ahead.
High Ratio Calcium SulfonateAlkyd Technology
HRCSA coatings are easy-to-use, single-component coatings that cure by air oxi-dation, much like regular alkyd paint.However, unlike typical alkyds,HRCSAs and calcium sulfonate alkydsin general are not hard film formers.Rather, HRCSAs are softer films thatremain both active and flexible whilethey continuously release their corro-sion inhibitors at the coating/metalinterface. In this way, HRCSAs possessboth barrier properties against the
Fig. 7: Truck-mounted filtration units for the supernate from the holding tanks
Clickour
Readere-Card
atpaintsquare.com/ric

carbonatecrystals pre-sent a moretortuouspath for theingress ofcorrosivematerialsand also con-fer extrafilm strength(Fig. 8).10, 11
How’s that for beauty and simplicity inaction!As with any formulation, the nature
of the ingredients and how they areassembled determines the level of in-ser-vice performance. On the one hand, thepresence of calcium carbonate as hexag-onal plate-like calcite crystals in an artifi-cially grown sulfonate-carbonate latticegives the HRCSA coating substantiallybetter performance than a sulfonate-low
cost amorphouscalcium carbonateadmixture in a non-HRCSA. On theother hand, theselection of thenon-polar alkylateis extremely impor-tant to the perfor-mance of the finalcoating.What does the
designation “highratio” mean? Itrefers to the formu-lation having a high percentage of activesulfonate balanced with the rightamount and type of artificially grownbasic calcium carbonate. The ratio ofactive sulfonate to the Total BaseNumber basic carbonate (total base num-ber TBN) is very important. For opti-mum performance, the ratio should be
www.paintsquare.comJ P C L A u g u s t 2 0 0 924
between 90 and 105 TBN (Total BaseNumber) and a minimum 9.5 to 11%active sulfonate. Calcium sulfonate alkydcoatings with lower active sulfonate per-centages (3–5%) , or high TBN numbers(200–300) are markedly lower in per-formance characteristics.12
Engineered correctly, the result is a
Anodic Inhibition
Passivation – High pH
O2 Seavenging Oil
Water Displacement
A High Ratio Sulfonate
Active not Passive
Flexible – MinimizesStress on Aged Coating
Table 3: HRCSACoating Performance
Fig. 8: HRCSA platelet structure
HRCSA Platelet Structure
Clic
kou
rRe
ader
e-Ca
rdat
pain
tsqu
are.
com
/ric

300–600 ppm, theHRCSA used in theproject described belowhad an LC50-96h ofapproximately 42,000ppm.As useful as HRCSAtechnology is, the disad-vantages of all coatingtypes must be takeninto account whenselecting a coating for agiven project. The mostobvious disadvantagethat may be importantis the initially softnature of the coating
film and its early susceptibility to highdirt retention during the early stages ofcure (during the first few days afterapplication). The fact that the coating issofter than two-part polyurethane andepoxy overcoat systems also means thatit is more prone to mechanical damage.Furthermore, while HRCSA coatingscan be produced in any color, like epox-ies, they do not possess high gloss.Unlike epoxies, but similar to urethanes,however, HRCSAs do not chalk or fadeand provide good color stability.
Bridge River Penstock ProjectThe application of the HRCSA coatingsystem was carried out between themonths of June and early October 2008while the temperature range and humid-
25www.paintsquare.com J P C L A u g u s t 2 0 0 9
BREAK THE MOLD (NOT THE BANK)
Survivair PREMIER® Plus Half Mask RespiratorThe Survivair PREMIER Plus is a unique, feature-richair purifying half mask respirator with a price that is usually reserved for more basic models. Made ofsoft silicone, the PREMIER Plus is extremely light- weight, flexible and durable. Its wide, wraparound,triple flange facepiece design allows for added seal-ing protection on a greater range of face shapes andsizes. The smart placement of its exhalation valveand cartridge ports allows for an enhanced field of vision. With all these features and an un-matched price, the PREMIER Plus is a value that is hard to resist!
For more information on the PREMIER Plus or any ofthe other head-to-toe personal protective equipmentavailable from Sperian Protection, call 866.786.2353or visit www.sperianprotection.com.
very flexible coating that possesses anactive chemistry for the control of corro-sion, especially crevice corrosion, wheredifferential oxygen concentration cellsexist. Importantly, the HRCSA coatingsexert minimal shrinkage stress, a benefi-cial attribute because cold weather canimpart substantial hygrothermal stress-es to overcoat systems, and, in turn, thedeleterious stresses can then be impart-ed to underlying coatings.The lower tensile strength of HRCSA
coatings is highly advantageous. Forinstance, even at –10 C (+14 F), theHRCSA used in this work has an adhe-sion value of 100–300 psi and does notdisbond in overcoat scenarios, whereashigh-build epoxies with tensile strengthsclose to 1,000 psi might disbond undersimilar conditions. Similar to certainhigh-quality penetrating sealer epoxiesused for overcoating purposes, HRCSAcoatings have the added ability to dis-place moisture.The environmental and cost advan-
tages associated with HRCSA coatingsmake them rather attractive. For exam-ple, from a toxicity standpoint, the high-er the LC50-96h of a coating (i.e., thelethal concentration to kill 50% fish in a96 hour duration), the less toxic is thecoating. While many zinc coatings havean LC50-96h of approximately 10 ppm,and many epoxies have values of about Fig. 10: Stripe coating with finish coat of HRCSA
Fig. 9: View of lead-based alkyd primer after pressure washing
Clickour
Readere-Card
atpaintsquare.com/ric

areas where consider-able coating degrada-tion was found. Eachcan of the penstocksat on saddles, andthe crevice corrodedjoints and connec-tions were cleaned ataround 5,000 psiusing a zero degreerotating tip (turbonozzle) at a maxi-mum of a four-inchstandoff distance(Figs. 4 and 5, pp. 20and 22).The joints between
gaps and between the metal and con-crete at the saddles were carefullycleaned to ensure total removal of cont-aminants such as moss, loose paint,loose rust, and soluble salts. In this way,an SSPC-SP 12WJ4 standard was
www.paintsquare.comJ P C L A u g u s t 2 0 0 926
THE MBX®
BRISTLE BLASTERInnovative Power Tool Surface Preparation
Clean and Profile in a Single Step
Near White/White Metal Clean
2.7 – 3.3 mil Profile
Pneumatic & Electric Tools
877 629-8777 [email protected]
ity varied considerably. Each “can” of thepenstock was prepared with low-pres-sure water cleaning at 3,500 to 5,000psi (24 to 34 MPa). Figure 1 on p. 18shows the penstock on the concrete sad-dles and Fig. 3 on p. 20 shows typical
achieved, and moss, loose paint, andloose rust were removed. Areas ofaccessible corrosion were power toolcleaned to bare metal (SSPC-SP 11), andin those areas, edges of intact paint werefeathered back to provide smooth transi-tions. Edges of intact paint also werefeathered where the existing coating hadbeen challenged by the 5,000 psi waterwashing process used to remove areas ofpoorly adhered original finish from theunderlying lead-based primer.A geotextile was used throughout the
surface preparation, and the lead-conta-minated water and removed coatingswere collected and disposed of. Thewater from the pressure washing opera-tion first went into large settling contain-ers (around 500 U.S. gallons) in whichthe particulates settled out and weresubsequently disposed of (Fig. 6, p. 22).The supernate (i.e., the clean liquid ontop of the settled particulates) was
Fig. 11: Full coat of HRCSA adjacent to Dresser coupling
Clic
kou
rRe
ader
e-Ca
rdat
pain
tsqu
are.
com
/ric

27www.paintsquare.com J P C L A u g u s t 2 0 0 9
AIR ON THE SIDE OF SAFETY
Survivair SAR-CF Continuous Flow Supplied Air RespiratorsAt Sperian Protection, we have the industry’s mostcompre hensive line of supplied air systems, with anemphasis on products that convert easily for specificapplications. Our Survivair SAR-CF Continuous FlowSupplied Air Respirators are available with a varietyof facepiece options including half masks, full face-pieces and a Tyvek® hood. All of our half masks andfull facepieces convert to APR applications. In addi-tion, we offer several facepiece options that convertto PAPR applications. Our unmatched variety andproduct flexibility ensure that we are always meetingyour changing needs.
For more information on the Survivair SAR-CF SuppliedAir Systems or any of the other head-to-toe personalprotective equipment available from Sperian Protection,call 866.786.2353 or visit www.sperianprotection.com.
pumped out and passed through an acti-vated carbon filtration unit; the cleanwater was then released back into theenvironment (Fig. 7, p. 23). According tothe U.S. Environmental ProtectionAgency’s (EPA) Toxicity CharacteristicLeaching Procedure, if >5 ppm leachablelead is found in the waste material test-ed, then the latter must be treated anddisposed of in accordance with EPArequirements under U.S. Code of FederalRegulations (CFR) Title 40, Parts 261,262 and 263. This was carried out inthis project.Only the lower portions of the pen-
stock displayed poor bonding betweenthe pre-existing finish and primer,whereas the upper portions exhibited atightly adhered original finish, one thatcould not be removed with a dull puttyknife. The marked contrast betweencoating adhesion in the upper and lowerpenstock was thought to be caused bythe moisture that formed on the lowerportions and remained there throughoutthe year. The bare areas were thenprimed with the HRCSA self-primingfinish.. Interestingly, the greatest degradation
of the old coating system was not on theexposed side—the side most subjected tosunlight and possible photodegrada-tion—but on the side subject to lowerlight intensity, where the aged coatingsystem experienced the longest “wettime.” In fact, the coating degradationwas evidenced mainly around the springline (mid point)—areas of high algaegrowth, wind flow, and dirt accumula-tion. Figure 9 on p. 25 shows the greaterlevel of exposed lead-based alkyd paintin this region after the pressure washingwas complete. Prepared surfaces were then tested
for soluble salts; the upper limit for chlo-rides had been set at 10 µg/cm2.Surfaces were not coated with theHRCSA coating system until they hadchloride levels below 10 µg/cm2. The HRCSA coating was considered
to be a “one-coat” system—but with mul-tiple steps and two materials: theHRCSA penetrant sealer and theHRCSA self-priming finish coat. At theends of the penstock cans, where theyexited the concrete housing, each paint-ing step was completed one after theother, wet on wet, with no waiting time
Fig. 12: Spray application of HRCSA finish coat
Fig. 13: Overview of coating work in progress
Click our Reader e-Card at paintsquare.com/ric

www.paintsquare.comJ P C L A u g u s t 2 0 0 928
between application of the materials. Thefirst step was to spot prime with the self-priming finish any bare, rusted, andresidual lead-based paint (Fig. 10, p. 25).The second step was the immediateapplication of the self-priming finish coatas shown adjacent to a Dresser couplingin Fig. 11 on p. 26. In the early phase of the work, the
HRCSA penetrant was applied liberallyto all joints and connections, includingthe areas around bolts, nuts, and rivetswhere gaps existed. In the case of thesaddles, copious amounts of penetrantsealer were sprayed into the inaccessibleareas to displace any trapped water notpurged by the compressed air and toconsolidate any rust residues. Excess
penetrant was then brushed out. In laterwork, a flexible polysulfide caulk wasselected for these areas. Although the joints and connections
appeared dry at the concrete saddles,they were blown dry with clean, dry, oil-free, high-pressure (100 psi) compressedair. In this overcoat project, as with anyother, it was crucial that the coating filmthicknesses were within the ranges speci-fied (in this instance, one coat at approxi-mately 7 mils dft). Intercoat contamina-tion was not allowed to occur, and recoatintervals were within the HRCSA manu-facturers’ acceptable limit. As soon as theHRCSA penetrant had been used forcrevices, stripe “caulk coats” of the self-priming HRCSA finish coat were appliedat a minimum wet film thickness of14–18 mils to the same crevices. Then anoverall prime coat was applied to all pre-pared areas where the steel was bare orwhere residual lead-based paint was visi-ble. The aim was to increase the minimumdft to 10 mils. Finally, a full coat of the HRCSA self-
priming finish was applied to all surfacesto give a dft of 7–8 mils. This was effec-tively completed in one constant applica-tion, wet on wet. All that was required ofthe spray equipment operator was toapply the self-priming finish in stages, i.e.,to apply a stripe/caulk coat, the primecoat, and then the final finish (Fig. 12, p.27). Thus, although it may seem that an
HRCSA system stretches the meaning ofthe term “one-coat system,” it is actually athree-step, wet-on-wet, single-coat process:the first step is to penetrate the connec-tions, the second step is to caulk the jointand spot prime the bare metal, and thethird step is all wet-on-wet to overcoateverything. There is no need to come backlater after a drying period for second andthird coats.Areas where the existing finish
remained were overcoated with one coatof the HRCSA finish as shown in Fig. 13on p. 27. The spray application of thegreen-colored, single-component HRCSA
Clic
k ou
r Re
ader
e-C
ard
at p
aint
squa
re.c
om/r
ic

29www.paintsquare.com J P C L A u g u s t 2 0 0 9
finish proceeded well, except for oneperiod of time when the ambient temper-ature was in the 90–100 F range andthe HRCSA finish temporarily exhibitedpoor flow-out (i.e., uneven sheen). A com-bination of high coatings temperature,high ambient temperature, and high sub-
strate temperature meant that the sol-vent required for even wetting was flash-ing before it had reached the substrate.As expected, the simple remedial actionwas to cool the drums of HRCSA finishbefore spray application (Figs. 14 and15). The paint crew effectively created
an air conditioned enclosure on the backof the truck used that day or the airlesspump and drums used that day.
ConclusionsThe primary determinant of success inmost overcoating applications is associ-
The Measure of Quality
� New electronically controlledhydraulic pump automaticallyapplies smooth and continuouspressure
� Test with the simple push of a button. No twisting, pumping or cranking. No valvesto close, needles to reset, orscales to adjust
� User-selectable pull rates ensure compliance with international test methods
AT Manual Also available
Measures adhesion of coatings to metal, wood, concrete and other rigid substrates –revolutionary self-alignment feature and pull rate indicator Automatic
Model
NEWNEWAutomatic
Model
PosiTest® Pull-Off Adhesion Tester
Ogdensburg, New York USAPhone: +1-315-393-4450 • Email: [email protected]
1-800-448-3835 • www.defelsko.com
Fig. 15: Inside containment enclosureFig. 14: Containment enclosure to keep drums of HRCSA cool
Click our Reader e-Card at paintsquare.com/ric

www.paintsquare.comJ P C L A u g u s t 2 0 0 930
ated with the judicious selection of thecoating for structure critical connections. HRCSA coatings possess the best
attributes for successful overcoatingprojects. For cost, safety, and environmental
reasons, HRCSA coatings are routinelyused for overcoating lead-based paint onbridges. This article illustrates their use-fulness when applied to hydroelectricfacilities such as penstocks, dam gates,gate housings, miscellaneous dam struc-tures, and substations. HRCSA penetrant sealers and
HRCSA finishes were applied as a wet-on-wet, one-coat, multi-step system to ahydroelectric penstock previously coat-ed with lead-based paint. The life expectancy for the HRCSA
overcoating system is approximately 25years when the surface preparation is anSSPC-SP 12 WJ4 carried out with third-party independent inspection.
References1. H.E. Hower, “Survey of Overcoating
Products, Special Report: Overcoating Lead Paint,” JPCL,November 1993.
2. M. O’Donoghue, R.Garrett, and V.J.Datta, “Overcoating Lead Based Paint on Bridges. An Overview of Different Coating Options,” Materials Performance, September, 2002, p. 30.
3. C.H. Hare, “Preventing Overcoating Failures,” JPCL, November 1997, pp. 50-59.
4. C. Ballinger, W. Senick, “Bridge Coatings Blasting is No Way Out,” Roads and Bridges, 2003.
5, M. O’Donoghue, et. al., “Penetrating Sealers,” JPCL, December 1998, p. 30.
6. G.F. Kennell, K.L. Heppner, R.E. Evitts, “A Critical Crevice Solution and iR Drop Crevice Corrosion Model,” University of
Saskatchewan, 2007.7. K.R. Larsen, “New Legislation
Focuses on Extending the Life of Highway Bridges. Corrosion Takes its Toll on the US Infrastructure,” Materials Performance, 2008.
8. W. Sennick, Termarust Technologies, correspondence to authors, June 2007.
9. J. Inch, Powertech Labs Inc, “Test Program to Approve Paint Systems for use on Steel Highway Bridges and other Structures,” 1994.
10. www.sctsaci.co/products.html11. P.E. Morrison, “Diverse
Applications for Crystalline Calcium Sulfonate Coating Systems in Challenging Environments,” Expanding Coatings Knowledge Worldwide, Proceedings of the SSPC 97 Seminars, San Diego, CA, SSPC Publication 97-09, Pittsburgh, PA;SSPC.
Clic
k ou
r Re
ader
e-C
ard
at p
aint
squa
re.c
om/r
ic

12. Personal communication with Steve Clark, coatings consultant, Sept. 2008.
Mike O’Donoghue,
PhD, is the Director
of Engineering and
Technical Services
for Devoe Coatings
Company Canada.
He has a BSc in
chemistry as well as
a PhD in inorganic chemistry from the
University of Surrey, England. He has
23 years of experience in the protective
coatings industry. Dr. O’Donoghue is a
member of SSPC, the American
Chemical Society, and NACE. He and
his co-authors have written frequently
for JPCL and have won several awards
for their articles. He can be reached at
Vijay Datta is the
Director—Industrial
Maintenance for
Devoe Coatings. He
holds a Master’s
degree in chemical
engineering from the
New Jersey Institute
of Technology and has 35 years of
experience in the marine and protective
coatings industry. He is a member of
SSPC, the National Paint & Coatings
Association, and NACE. He can be
reached at [email protected].
Peter Roberts is an
Industrial Coatings
Specialist for Devoe
High Performance
Coatings Canada,
International LLC. A
NACE Certified
Coating Specialist and a member of
SSPC, NACE, and BCWWA, he has 15
31www.paintsquare.com J P C L A u g u s t 2 0 0 9
JPCL
years of experience in the protective
coatings industry. Mr. Roberts can be
reached at [email protected].
Terry McManus is the owner/operator of
McManus Inspections, where his activi-
ties include conducting condition sur-
veys, writing specifications and provid-
ing consultation services for industrial
coatings work. Much of his work is in
the infrastructure refurbishment busi-
ness. Mr. McManus, a certified NACE
inspector and an SSPC Protective
Coatings Specialist, has more than 30
years of laboratory and field experience
in industrial protective coatings. He can
be reached at [email protected].
Click our Reader e-Card at paintsquare.com/ric

Call toll free 1-888-279-5497
Visit our website for the whole story
15 years of service
5 years of service
13 years of service
16 years of service
Termarust (HR CSA), formerly Bridgecote, has beenmitigating structure critical crevice corroded andpack rusted steel infrastructure since 1990
www.termarust.com
OPPORTUNITY
Save our deteriorating structural steelinfrastructure with proactive coatingsmaintenance programs - to chemicallystop corrosion
FOCUS
Structure critical crevice corroded,pack rusted gusset plates, connectionsand corrosion frozen bearings
THE SOLUTION
Termarust's (HR CSA) High RatioCo-Polymerized Calcium Sulfonate’schemically activeTR2200LV (HR CSA)Penetrant/Sealer andTR2100 (HR CSA)Primer/Topcoat.This same formula has a19 year field proven history ofchemically stopping crevice corrosionand pack rust.
10 years of service
Click our Reader e-Card at paintsquare.com/ric
termarust2:Layout 1 8/4/09 3:13 PM Page 1