-
7/30/2019 Organic Synthesis Bysir Faheem
1/57
Organic Synthesis (CH-205) Chemical Kinetics
Activation Energy and Temperature
Dependence of Rate Constants
The Collision Theory of Chemical KineticsCommon sense dictates
that a reaction between two particles can occur only if
they collide (usually in a gas or liquid). Therefore it is
expected that a reaction rate
is proportional to the rate of collision or the number of
collisions per second.
The percentage of successful collisions in chemical systems
varies greatly . Insome systems, almost every collision results in
chemical change. (Instantaneous
reaction). In other systems, collisions rarely produce chemical
change. (A slow
reaction)Therefore, the reaction rate is not the same as the
collision rate but is often directlyproportional to it.
Chemical reactions occur when the energy of collision is enough
to break
reactant bonds and form product bonds. If there is not enough
kinetic energy
in colliding species, reactant bonds will not break and new,
product bonds will
not form.
The kinetic energy of the colliding particles must equal or
exceed a
certain minimum value in order for a reaction to proceed.
Thisminimum energy is called the Activation Energy, EA.
The Arrhenius EquationThe Arrhenius Equation relates the rate
constant k to the activation energy, R the
gas law constant and T the absolute temperature.
k=A eEA/RT
Where A = Collision frequency/frequency factor
(dimensionless)
EA = Reaction activation energyR = Gas law constant
T = TemperatureGraphable equation becomes
ln k = (- Eact/R) (1/T) + lnA, corresponding to y = mx + b.
This form of the equation shows that ln k varies as minus
T-1
.
-
7/30/2019 Organic Synthesis Bysir Faheem
2/57
Organic Synthesis (CH-205) Chemical Kinetics
Temperature Dependence of Rate ConstantsFor using the Arrhenius
Equation algebraically to compare rate constant value atdifferent
temperatures, write two equations for different temperatures and
therefore
different k values.
ln (k1/k2) = EA/R(T1-1
- T2-1
)
Q: The rate constant for a first-order reaction is 4.50 x 10 -4
s-1 at 25.0 C.
What is its rate constant at 50.0 C if the activation energy is
35.6kJ/mol?
ln (k1/k2) = EA/R(T1 - T2)(T1 T2) T1 = 298.2 K, T2 = 323.2 Kln
k1 = EA/R(T1 - T2)(T1 T2) + ln k2ln (k2) = ln k 1 - EA/R(T1 -
T2)(T1 T2)
= -7.71 (35.6 kJ . mol
-1
) / (8.314 J mol
-1
K
-1
) (1000 J . kJ
-1
) (-2.589 x 10-4 K-1)
= -7.71 + 1.11 = - 6.60
k = 1.36 x 10-3
s-1
Examples1. The rate constant of the decomposition of N2O5
increases from 1.5210
-51/s
at 25C to 3.8310-31/s at 45C. Calculate the activation energy.2.
Calculate k 2 at 780 K for the reaction 2HIH2 + I2, if k1 is
3.510
-51/Ms at
550 K and EA is 183 kJ/mol.
-
7/30/2019 Organic Synthesis Bysir Faheem
3/57
Organic Synthesis (CH-205) Chemical Kinetics
Chemical Process Kinetics
Chemical Process Kinetics is a study of the influence of the
physical factor that
affects chemical reactions, e.g.
1. The type and shape of rector used,
2. The method of operation,
3. Temperature control,
4. Batch or continuous process
5. Backmixing,
6. Fixed or fluidized bed (in the case catalytic reactions).
Choice of Reactor
The type of (tube, tower or tank), the type of operation(batch,
recycle,
continuous or once through), and the means of temperature
control,(adiabatic or
isothermal), may depend upon the type of reaction involved in
order to choose
the best reactor and method of operation, the specific type of
system must be
considered.
Backmixing
Backmixing is the mixing of the reactant and product of a
chemical reaction by
upstream diffusion and reaction while the main flow is in the
downstream
direction.
Backmixng is an extremely important phenomenon which must be
considered
carefully in all process-reactor design.
-
7/30/2019 Organic Synthesis Bysir Faheem
4/57
Organic Synthesis (CH-205) Chemical Kinetics
Type and Shape of Reactor
1. Simple batch homogeneous reactor,
a. Closed tank,
b. Rocking autoclave (laboratory tool),
c. Stirred Kettle,
d. Kettle with outside recirculation but with no material added
or
removed,
e. Coil with outside recirculation but with no material added or
remove,
2. Semi Batch Rectors
a. Batch with continuous addition of one reactant: Gas-phase,
Liquid or
Solid addition
b. Batch with continuous removal of one Product:i. Gas
formation,
ii. Solid precipitation,
iii. Formation of immiscible liquids.
c. Batch with combined addition of one reactant and removal of
one
Product
3. Continuous Homogenous reactors
a. Longitudinal tubular reactor(no backmixing)
b. Stirred-tank reactor(complete backmixing)c. Tubular reactor
with some backmixing
d. Tower reactor (Packed tower, Empty tower, Baffled
reactor)
e. Baffled tank reactor
f. Longitudinal reactor with multiple injection of one
reactant
4. Continuous Hetrogenous reactors
a. Packed-tower countercurrent reactor
b. Fixed-bed catalytic reactor: (Longitudinal, Backmixing)
c. Moving and fluidized-bed catalytic reactor:
(Longitudinal,
Backmixing)
d. Distillation column
-
7/30/2019 Organic Synthesis Bysir Faheem
5/57
Organic Synthesis (CH-205) Nitration
Nitration:
The nitration reaction serves to introduce one or more nitro
groups (-NO2) into a
reacting molecule. The nitro group may become attach to carbon
to form a nitro-aromatic or nitro-paraffinic compounds. It may
become attached to oxygen to
form oxygen to form nitrate ester, or attached to nitrogen to
form nitramine.
e.g.
CH4 + HNO3 CH3NC2 + H2O
+ HNO3
H2SO4
NO2
+ H2O
RX + AgNO3RNO3 + AgX
OH
SO3H
SO3H
HNO3
O2N NO2
OH
SO3H
HNO3
O2N NO2
OH
NO2
Trinirtophenol
(Picric Acid)
Uses Dyestuff
Pharmaceuticals
Intermediates for the production
of several other compounds.
Explosives
Organic solvents
-
7/30/2019 Organic Synthesis Bysir Faheem
6/57
Organic Synthesis (CH-205) Nitration
Nitrating Agent
The agents or reagents which are used to carry out in nitration
reaction are called
nitrating agents. Some common of these are as follows:
Aqueous HNO3 (nitric acid)
Conc. HNO3
Fuming Nitric Acid
Mixture of HNO3 & H2SO4 (Mixed
acid)
Mixture of HNO3 & Acetic
anhydride
Mixture of HNO3 & H3PO3
Mixture of HNO3 & Chloroform
Nitrogen pentaoxide (N2O5)and
Nitrogen tetraoxide (N2O4)
The most important nitrating medium is nitric acid and sulfuric
acid. In this
mixture HNO3 exists in the form of Nitryl (Nitronium) ion. The
ionization of HNO3
in H2SO4 can be represented by:
HNO3 + 2H2SO4 NO2+
+H3O+
+ 2HSO4-
Ionization of HNO3 in H2SO4 mixture:
In solution of HNO3 and H2SO4, weaker than the 86% H2SO4, the
ionization of
HNO3 is very slight, but rapidly rises as the H2SO4 becomes more
concentrated. In
about 94% H2SO4 the HNO3 completely ionized.
-
7/30/2019 Organic Synthesis Bysir Faheem
7/57
Organic Synthesis (CH-205) Nitration
Nitration of Aromatics
The nitration of aromatics can be represented by the
equation:
ArH + HNO3 ArNO2 + H2O
The nitrating agent NO2+
is an electropositive radical. Hence NO2+
will attach itself
to that Carbon of aromatic compoundwhere the charge density is
higher.
Some functional groups cause the electron density to be higher
at Ortho and Para
position than Meta position like Cl2, I2, Fluorine and
CH2Cl.
Some functional groups cause the electron density to be higher
at Meta position
e.g. CCl4, CHCl2 and COOC2H5.
Mechanism of Aromatic Nitration: (Assignment)
Nitration of Paraffins
Gas Phase Nitration:
Paraffins are quite inert to electrophilic nitro-groups.
Nitration of paraffin is a free
radical reaction carried out in a vapor phase at higher
temperature of 350450oC.
Nitric acid of 70% strength or less is used as reagent.
Nitration of paraffin yields
variety of products e.g. the nitration of 2-methyl butane.
When the nitration of 2-methyl butane occurs, above mentioned
products are
formed with different percentages and then each product is
separated by
appropriate separation techniques.
-
7/30/2019 Organic Synthesis Bysir Faheem
8/57
Organic Synthesis (CH-205) Nitration
The nitration of paraffin in liquid phase is less importance at
commercial scale,
because of low yield, lower conversion and occurrence of side
reactions. In liquid
phase nitration of paraffin replacement of hydrogen atom take
place in contrast
to gas phase nitration where the cleavage of alkyl bond occurs.
The liquid phase
nitration is generally not adopted in industries.
Nitration of Olefins
Nitration of Ethylene:
The Nitration of Ethylene is also a free radical reaction
carried out in liquid
medium at low temperature of -10oC25
o. Nitrogen tetra oxide is used as nitrating
agent with some air/oxygen to oxidize any nitrogen oxide to
nitrogen dioxide.
-
7/30/2019 Organic Synthesis Bysir Faheem
9/57
Organic Synthesis (CH-205) Nitration
-
7/30/2019 Organic Synthesis Bysir Faheem
10/57
Organic Synthesis (CH-205) Nitration
Trinitrotoluene
Trinitrotoluene (TNT) is an important chemical and is used for
the preparation of
other useful products. It is also used as an explosive chemical,
so special caremust be taken during the large scale production.
Production:
Toluene and mixed acid are delivered from their storage tanks to
the first nitrator.
Temperature parameters of the first nitrator are set at 46-52oC.
The process is
continued for 15 minuets and mononitrotoluene (MNT) is produced.
Spent acid is
taken out from the bottom of the nitrator. MNT along with fresh
acid is delivered
to the second nitrator where the temperature is maintained at
77-78oC. Reaction
takes 20 minuets to complete and dinitrotoluene (DNT) is
produced. Again the
spent acid is withdrawn from the bottom of the nitrator. DNT and
fresh mixed
acid is delivered to third nitrator where the temperature is set
at 90-231oC. After
45 minutes, the reaction is completed and trinitrotoluene (TNT)
is produced.
Now the TNT is purified by passing it through the filter press
and then it is washed
by water in a washing chamber. TNT carries some contents of acid
with it which is
then neutralized by the sodium carbonate in a separate chamber
and againwashed with water. Finally the TNT is crystallized and
sent to the packaging
system.
Application
TNT is one of the most commonly used explosives for military and
industrial
applications. It is valued because of its insensitivity to shock
and friction, which
reduces the risk of accidental detonation. TNT melts at 80 C
(176 F), far below
the temperature at which it will spontaneously detonate,
allowing it to be poured
as well as safely combined with other explosives. TNT neither
absorbs nor
dissolves in water, which allows it to be used effectively in
wet environments.
Additionally, it is relatively stable when compared to other
high explosives.
-
7/30/2019 Organic Synthesis Bysir Faheem
11/57
Organic Synthesis (CH-205) Alkylation
Alkylation
Alkylation may be defined as the introduction of an alkyl
radical by substitution or addition into an
organic compound.
1. Substitution of hydrogen in carbon compounds:
This is a nuclear Alkylation when aromatic hydrogen is
substituted. The carbon of alkyl bound is
attached to carbon of either alphatic or aromatic compound. This
is termed as carbon to carbon
alkylation.
CH3I + CH3I C2H6 + I2
2. Substitution of hydrogen in the hydroxyl of an alcohol group
or phenol:
In this type of alkylation the alkyl group replaces the hydrogen
in the hydroxyl group of alcohol or
phenol. This type of alkylation is termed as Carbon-Oxygen
alkylation.
C2H5OH + CH3Cl C2H5-O-CH3 + HCl
3. Substitution of hydrogen in Amino group:
In this type of alkylation the alkyl group replaces the hydrogen
of he amino group and directly
attaches to the nitrogen atom. This type of alkylation is termed
as Carbon-Nitrogen alkylation.
+ 2CH3Cl + 2HCl
4. Addition of alkyl halide to Tertiary nitrogen compounds:
In this type of alkylation, addition of alkyl halide or alkyl
ester takes place. Here the binding of the
alkyl is to the nitrogen, and the trivalent nitrogen is often
assumed to be converted to a pentavalent
linkage.
+ CH3Br
NH2 N(CH3)2
N
CH3
CH3
CH3N
CH3
CH3
CH3
CH3
+
Br-
-
7/30/2019 Organic Synthesis Bysir Faheem
12/57
Organic Synthesis (CH-205) Alkylation
5. Alkyl Metallic Compounds:
In this type of compounds, the alkyl group is attached to
metals. E.g. (C2H5)4 or tetra ethyl lead (TEL).
4PbNa + C2H5Cl (C2H5)4Pb + 3Pb + 4NaCl
6. Miscellaneous Alkylation:
In mercaptans, the alkyl group is attached to the sulfur.
n-C12H25SH
Products Derived by Alkylation
Anesthetics, alkaloids, antiseptics detergents, dyes explosives,
flavors, lubricants, plastics, perfumes,
rubber, petrochemicals (accelerators, antioxidants, modifiers,
resins, stabilizers), solvents, synthetic
gasoline.
Alkylating Agents:
1. Olefins:
These are used extensively for CC alkylation. Olefins of high
higher molecular weight react more
rapidly than then the Olefins of lighter molecular weight.
e.g.
Olefins are also used in making of the other alkylating agents
like ethylene chloride and isopropyl
hydrogen sulfide.
2. Alcohols
In alcohols methanol and ethanol are mostly used as alkylating
agents. In almost all the reactions a
catalyst is necessary to promote the alkylation smoothly and
generally mineral acids are used as
catalysts. Alcohols are used for the manufacturing of ethers.
The lower molecule weight alcohols are
also used mostly for the catalytic vapor phase synthesis of
alkyl ammines and for the alkylation of
phenols.
e.g.
3. Alkyl Halides:
The alkyl halides are the most commonly used alkylating agents
used for several manufacturing
processes such as production of Tetra Ethyl Lead TEL. some of
the lower alkyl halides are so volatile
that they must be used in autoclaves.
Alkyl halides are commonly used for alkylation of phenols and
alcohols.
-
7/30/2019 Organic Synthesis Bysir Faheem
13/57
Organic Synthesis (CH-205) Alkylation
e.g
4. AlkylAryl HalidesAlkylAryl Halides are used for the reduction
of aromatic ring in the reacting molecule. For example
benzyl chloride is used for the introduction of the benzyl
group.
e.g
5. Alkyl Quaternary Ammonium Salts:
These compounds are not very common alkylating agents and used
in very specific reactions like the
preparation of tri-methyl ammonium iodide:
e.g.
6. Metallic Alkyl Derivatives:
Metallic Alkyl Derivatives are prepared by the action of alkyl
halide on metal (zinc magnesium alloy).
Alkyl magnesium halide (Grignards reagent) are frequently used
as alkylating agent for the
production of alkyl phenols, metal alkyls, ethers etc.
e.g.
-
7/30/2019 Organic Synthesis Bysir Faheem
14/57
Organic Synthesis (CH-205) Alkylation
Mechanism of Reaction
Mechanism for the Liquid-phase alkylation:
In this type of reaction is either Friedel-Craft or protonic
acid catalyst are often used when liquid iso-
paraffins or aromatic hydrocarbons are alkylated with olefins.
These catalysts are generally considered
to be proton donors which forms carbonium ions. The reaction
temperature is relatively close to room
temperature, about -40 to 30oC
A typical alkylation may be represented by the following series
of reaction.
The other acids can be used as catalyst for alkylation like
H2SO4, HF depending upon the composition offeed stock and process
parameters. The role of HCl with AlCl3, is to increase the acidity
of the catalyst
and hence make it more effective.
Side reactions such as polymerization, isomerization, hydrogen
transfer & destructive alkylation occurs
during the catalytic alkylation of iso-paraffins. In
polymerization the carbonium ions such as formed in
eq. 1 and eq. 3 react with olefins causing chain growth.
Polymerization is minimized by using a relatively
excess quantity of iso-paraffins.
CH 2 HC lCH 2 + A lC l3+ CH 3 CH 2+
AlCl4-
+
CH 3 CH
CH 3
+
CH 3
CH 3 CH 2+
AlCl4-
+ CH 3 C+
CH 3
CH 3
AlCl4-
+ CH 3 CH 3+
CH 3 C+
CH 3
CH 3
AlCl4-
+ CH 2 CH 2+ CH 3 C
CH 3
CH 3
CH 2 CH 2+
AlCl4-
+
CH 3 C
CH 3
CH 3
CH 2 CH 2+
AlCl4-
+ CH 3 C
CH 3
CH 3
CH 3CH+
AlCl4-
+ CH 3 C+
CH 3
C H C H 3 AlCl4-
+
CH 3
CH 3 C+
CH 3
C H C H 3
CH 3
AlCl4-
+ CH 3 CH
CH 3
CH 3
+ CH 3 CH
CH 3
C H C H 3
CH 3
+ CH 3 C+
CH 3
CH 3
AlCl4-
+
-
7/30/2019 Organic Synthesis Bysir Faheem
15/57
Organic Synthesis (CH-205) Alkylation
Mechanism for the Vapor-phase alkylation
Paraffins can be alkylated in the absence of catalyst at
sufficiently high temperature about 500oC and at
high pressures of 25004000 psi, so that small amount of the
paraffins will decompose into free radical.
A general free radical mechanism is as follows:
Materials of Construction
In many cases, steel is suitable for the construction of
alkylating equipment, even in the presence of the
strong acid catalyst, as their corrosive effect is greatly
decreased by the formation of esters as catalytic
intermediate products. Lined equipments are satisfactory where
conditions are not an-hydrous, lead-
lined, Monel-lined, or enameled. In a few cases, copper or
tinned copper is still used as in the
manufacture of pharmaceutical and photographic products, to
decreased with metals.
Corrosion of Apparatus
Corrosion may be caused by the catalyst used in the alkylation
or by the hydrogen halides formed by
hydrolyses of alkyl halide. In the preparation of the n-alkyl
compounds the original amine or the alkyl
amines formed have an inhibiting effect against corrosion.
Recovery of Alkylate
Distillation is usually the most convenient procedure for
product recovery, even in those instances in
which the boiling points are rather close together. Frequently
such a distillation will furnish a finished
material of quality sufficient to meet the demands of the
market. If not, other means of purification may
be necessary, such as crystallization or separation by means of
solvents. The choice of a proper solvent
CH 3
CH 3CH 2CH 3
CH 3+
CH 3CH 2 C2H5+
+
CH 3+
+
H
CH 3 C+
CH 3
CH 4+
H
CH3C
+
CH 3
+C
2H
4
H
CH3 C
CH 3
CH2
CH2
+
H
CH 3 C
CH 3
CH 2 CH 2+
CH 3CH 2CH 3+
H
CH 3 C
CH 3
CH 2 CH 3
H
CH 3 C+
CH 3
+
-
7/30/2019 Organic Synthesis Bysir Faheem
16/57
Organic Synthesis (CH-205) Alkylation
will, in many instances, lead to the crystallization of the
alkylated product and to its convenient
recovery.
Production of Dodecyl benzene
Alkyl aryl is used to designate the predominantly important
aliphatic aromatic organic compounds which
are sulfonated to manufacture detergents. The dodecene is
normally propane tetramer containing 12
carbon atoms and with boiling range of 350-420oF.
The benzene is alkylated with dodecene catalyzed by AlCl3
continuously introduced. The temperature is
kept at 115oF as maximum this being controlled by cooling coils
or by circulating a of the benzene.
AlCl3
C6H6 + (C3H6)4 C6H5C12H25
115oF Dodecyl benzene
The increasing temperature is being controlled by cooling coils
or by circulating a part of the benzene
alkylate through an external cooler and back to the agitated
alkylator. The alkylator is followed by a
continuous settler. The benzene is in excess to suppress the
formation of isomers (heavy alkyl-aryl
HC). After separation of the AlCl3 sludge, the charge goes to a
benzene fractionator where the excess
benzene is distilled overhead and recycled. The bottom
intermediates from the benzene fractionator are
pass through the intermediate fractionator, furnishing as
overhead a small quantity of a light alkyl aryl
hydrocarbon, then to the dodecylbenzene vacuum fractionator. The
dodecyl benzene has a boiling
range of 530 600
o
F.
-
7/30/2019 Organic Synthesis Bysir Faheem
17/57
Organic Synthesis (CH-205) Alkylation
-
7/30/2019 Organic Synthesis Bysir Faheem
18/57
Organic Synthesis (CH-205) Alkylation
Alkylation in Petroleum Industry
In oil refining contexts, alkylation refers to a particular
alkylation of isobutane
with olefins. It is a major aspect of the upgrading of petroleum
products.
Alkylation processes at refineries are exothermic and are
fundamentally similar to
polymerization processes. As a result, the alkylate product
contains no olefins and
has a higher octane rating. These methods are based on the
reactivity of the
tertiary carbon of the iso-butane with olefins, such as
propylene, butylenes, and
amylenes. The product alkylate is a mixture of saturated, stable
isoparaffins
distilling in the gasoline range, which becomes a most desirable
component of
many high-octane gasolines.
Alkylation is carried out at petroleum industry by two
methods.
1. Thermal alkylation in the vapor phase
2. Catalytic alkylation in the liquid phase
a. With Hydrogen Fluoride
b. Sulfuric acid
c. Aluminum Chloride
d. Hydrocarbon complex
In both of these cases it is necessary to keep the olefins in a
low concentration,
which may cause the formation and gum and varnishes by the
polymerization ofthese hydrocarbons, and the paraffin are in a high
concentration to favor the
paraffin-olefin junction which help in favorable alkylation.
Thermal Alkylation
Thermal alkylation has ceased to be a commercial process.
Neohexane, the main
product of the thermal process, has an octane no. of 104.8 with
3 ml of TEL per
gallon, while the corresponding number of diisopropyl with 6-6.8
ml of TEL per
gallon has the octane rating of 118.7. For this reason and
because the thermal
process operated under the extreme conditions of 500 psi
pressure and 950oF
temperature it is very doubtful if operations will be
resumed.
Sulfuric Acid Alkylation Process
-
7/30/2019 Organic Synthesis Bysir Faheem
19/57
Organic Synthesis (CH-205) Alkylation
In cascade type sulfuric acid (H2SO4) alkylation units, the
feedstock (propylene,
butylene, amylene, and fresh isobutane) enters the reactor and
contacts the
concentrated sulfuric acid catalyst (in concentration of 85% to
95% for good
operation and to minimize corrosion). The reactor is divided
into zones, with
olefins fed through distributors to each zone, and the sulfuric
acid and isobutanes
flowing over baffles from zone to zone.
The reactor effluent is separated into hydrocarbon and acid
phases in a settler,
and the acid is returned to the reactor. The hydrocarbon phase
is hot-water
washed with caustic for pH control before being successively
depropanized,
deisobutanized, and debutanized. The alkylate obtained from the
deisobutanizer
can then go directly to motor-fuel blending or be rerun to
produce aviation-grade
blending stock. The isobutane is recycled to the feed. The
product alkylate is a
mixture of saturated, stable isoparaffins distilling in the
gasoline range, which
becomes a most desirable component of many high-octane
gasolines.
-
7/30/2019 Organic Synthesis Bysir Faheem
20/57
Page 1 of6
Sulfonation and Sulfation
Sulfonation
Any chemical process by which the sulfonic acid group SO2OH, or
the corresponding salt or sulfonyl
halides.
Sulfation
Any chemical process in which OSO2OH group is introduced into
organic carbon. Reacting with one
carbon it form acid sulfates ROSO2OH which on further alkylation
forms alkyl sulfate with two carbon
atoms ROSO2OR.
Types of Sulfonation
1. Sulfochlorination introduction of SO2Cl in alkanes.2. Halo
Sulfonation reaction of halosulfonic acid ClSO3H and FSO3H with an
aromatic hetrocyclic
compounds.
3. Sulfoxidation use of SO2 and O2 to sulfonate an alkane
4. Sulfoalkylation and Sulfoarylation introduction of Sulfoalkyl
and Sulfoaryl groups.
Types of Sulfation
1. Formation of sulfateded alkenes
2. Alcohol sulfation
3. Cyclic sulfates
4. Sulfated carbohydrates
5. Sulfated nitrogenous poly saccharides.
Procedure employing for Sulfonation
1. Treatment of organic compound with SO3
2. Treatment with a compound of SO2
3. Condensation and polymerization method
4. Oxidation of organic compound already containing sulfur.
Uses & Application of Sulfation and SulfonationSulfonation
and sulfation is employed for production different salts and acid
which consumes in the
manufacturing of the verity of products.
A few sulfonates are both marketed and used in the acid form,
methane- and toulenesulfonic acid as
catalyst and phenolsulfonic acid as an electroplating additive.
The major quantity of sulfonates and
sulfates is both marketed and used in salt form this category
includes detergents, emulsifying agents,
-
7/30/2019 Organic Synthesis Bysir Faheem
21/57
Page 2 of6
demulsifying agents, penetrating, wetting and solubilizing
agents, lubricant additives and rust inhibitors.
Polymeric sulfonates includes dispersing agents, elastomers,
water-soluble synthetic gumsand
thickening agents, ion-exchange resins which function as strong
acids with complete water insolubility.
Sulfamates includes a herbicide, water sweetening agent, and a
blood anticoagulant. Sulfonates and
sulfates find uses as intermediates for preparing organic
compound not containing sulfur, notably
phenols and alcohols.
Sulfonating and Sulfating agents
With special reference to their properties and major
application, theses are categorized in three groups:
1. Sulfur trioxide and compound
a) SO3 and oleum, conc. H2SO4
b) Chlorosulfonic acid (SO3 plus HCl)
c) Sulfamic acid (NH2SO3H)
d) SO3 adducts with organic compounds.
2. The sulfur dioxide group
a) Sulfurous acid, metallic sulfites.
b) SO2 with chlorine.
c) SO2 with oxygen.
3. Sulfoalkylating agents
a) Sulfomethylating agents
The most efficient sulfonating and sulfating is SO3 and its
compounds.
Chemical and Physical Factors in Sulfonation and Sulfation
When employing SO3 or its compounds for sulfonation and
sulfation, important variables determining
the rate and course of the reaction are:
a) Conc. of SO3,
b) Chemical structure of the organic compound,
c) Time in relation to temperature and reagent strength,
d) Catalyst and
e) Solvent.
-
7/30/2019 Organic Synthesis Bysir Faheem
22/57
-
7/30/2019 Organic Synthesis Bysir Faheem
23/57
Page 4 of6
Material of Construction
Cast iron is resistant to the action of sulfuric acid in the
range of 75-100 % in the strength over a
fairly wide temperature range has been a standard material of
construction for Sulfonation kettles
for many years.
However, it has a poor tensile strength and is corroded by oleum
or SO3. Improved corrosion
resistance results from the addition of silicon to cast iron
(e.g. Duriron), but such alloys are also of
poor strength. Enameled cast iron is often employed because it
is more resistant to corrosion.
The use of lined steel vessels combines low cost and high
strength with good corrosion resistance.
Commonly used linings are glass, enameled, and various metals
like lead, nickel and numerous type
of stainless steels. Glass-lined are commonly used for the batch
Sulfonation of detergent alkylate.
Type 316 is one of the most widely used stainless steels.
For each substance being sulfonated, there is a critical
concentration of acid below which
sulfonation ceases. The removal of the water formed in the
reaction is therefore essential. The use
of a very large excess of acid, while expensive, can maintain an
essentially constant concentration
as the reaction progresses. It is not easy to volatilize water
from concentrated solutions of sulfuric
acid, but azeotropic distillation can sometimes help.
The sulfonation reaction is exothermic, but not highly
corrosive, so sulfonation can be conducted in
steel, stainless-steel, or cast-iron sulfonators. A jacket
heated with hot oil or steam can serve to
heat the contents sufficiently to get the reaction started, and
then carry away the heat of reaction.
A good agitator, a condenser, and a fume control system are
usually also provided.
Sulfonation reactions may be carried out in batch reactors or in
continuous reactors. Continuous
operations are feasible and practical (1) where the organic
compound (benzene or naphthalene)
can be volatilized, (2) when reaction rates are high (as in the
chlorosulfonation of paraffins and the
sulfonation of alcohols), and (3) where production is large (as
in the manufacture of detergents,
such as alkylaryl sulfonates).
-
7/30/2019 Organic Synthesis Bysir Faheem
24/57
Page 5 of6
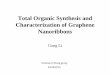
Production of Detergent by Dodecyl Sulfonation
In the production of detergents from the Sulfonation of dodecyl
benzene, the docyl benzene and
sulfuric acid is introduced in the sulfonator. From where the
dodecyl benzene sulfonates sulurry is
introduced in the neutralizer, in which caustic is used as the
neutralizing media. The Sodium slurry
is the introduced in the crutcher with continuous agitating
arrangement. In the crutcher buildersand additives are added which
stabilize the physical and chemical properties of detergents.
The
slurry is heated and then pumped to the top of a tower where it
is sprayed through nozzles under
high pressure to produce small droplets and hot flue gases is
used for the drying media. The
droplets fall through a current of hot air, forming hollow
granules as they dry. The dried granules
are collected from the bottom of the spray tower where they are
screened to achieve a relatively
uniform size.
After the granules have been cooled, heat sensitive ingredients
that are not compatible with the
spray drying temperatures such as bleach, enzymes and fragrance
are added. Traditional spray
drying produces relatively low density powders.
-
7/30/2019 Organic Synthesis Bysir Faheem
25/57
Organic Synthesis (CH-205) Sulfonation & Sulfation
Page 6 of6
Sulfuric Acid
Dodecyl
Benzene
Spent Acid
Spent AcidsettlerSulfonator
Fuel Gas Furnace
FlueGases
Neutralizer Crutcher
Builders
Sodiumdodecyl
benzenesulfonate
slurry
NaOH
Solution
Dodecyl
Benzene
Sulfonic
Acid
Water
Productionof Detergent fromDodecyl BenzeneSulfonation
-
7/30/2019 Organic Synthesis Bysir Faheem
26/57
Organic Synthesis (CH-205) Amination
Amination
Amination is the process of introducing the amino group (NH2)
into an organic compound. Amination
by reduction involves the synthesis of amines by reductive
methods. The production of aniline (C6H5NH2)
by the reduction of nitrobenzene (C6H5NO2) in the liquid phase
is the example of reductive amination.
Amines may be derivatives of ammonia, where one or more of the
hydrogen is replaced by alkyl, aryl,
cycloalkyl or heterocyclic groups. Amines are divided into three
classes, primary, secondary and tertiary
depending upon the number of replaced hydrogen in the parent
substance ammonia.
N
H
H
H
N
R
H
H
N
R
R'
H
N
R
R'
R"
Ammonia Primary Amines Secondray Amines Tertiary Amines
Primary Amines
CH3 NH2
NH2
Methlamine
Aniline
Secondary Amines
(CH2)2NH
NH
Dimethlamines
Diphenylamine
-
7/30/2019 Organic Synthesis Bysir Faheem
27/57
Organic Synthesis (CH-205) Amination
Tertiary Amines
(CH3)3N
Trimethyl Amines
N
Triphenylamine
Amination is also achieved by the use of ammonia (NH 3), in a
process referred to as ammonolysis. An
example is the production of aniline (C6H5NH2) from
chlorobenzene (C6H5Cl) with ammonia (NH3). The
reaction proceeds only under high pressure.
C6H5OH + NH3 -------> C6H5NH2 + H2O
Methods of Reduction
A great variety of reduction methods have been used for the
preparation of amines. Among these are:
1. Metal and acid
2. Catalytic
3. Sulfide
4. Electrolytic
5. Metal and alkali
6. Sodium Hydrosulfide
7. Metal Hydrides
8. Sodium and Sodium alcoholate
By proper selection of reducing agent and careful regulation of
the process, reduction may often be
stopped at intermediate stages and valuable products other than
amines obtained. Metal and acid
reductions are most vigorous and usually yield amines as end
products. When nitrobenzene is treated
with zinc a mineral acid, the resultant product is aniline. When
alkaline solution is employed,
hydrazobenzene is generally obtained, but very vigorous
conditions sometimes results in the formation
of aniline. When zinc dust & water are used, the reaction
product is Phenylhydroxylamine.
-
7/30/2019 Organic Synthesis Bysir Faheem
28/57
Organic Synthesis (CH-205) Amination
Iron and acid (Bechamp) Reduction
In the metal-acid reduction, using iron as metal, the product is
aniline. Initially the acetic acid was used
for such reduction, but the technical progress in the
application of this reaction was first made by
substituting hydrochloric acid for the acetic acid originally
employed. Subsequently, it was discovered
that by using ferrous salt in this reduction process, the amount
of acid consumed is far less than the
theoretical quantity of acid calcualted.
C6H5NO2 + 2Fe + 6HCl ----------- C6H6NH2 + 2H2O + 2FeCl3
In the industrial practice, it has been shown that 3.0 lb of HCl
is sufficient to bring about a satisfactory
reduction of 100 lb of nitrobenzene to aniline.
Production of AnilineAniline can be produced by the use of
ammonia (NH3), in a process referred to as ammonolysis. On a
small scale, cracking ammonia can produce hydrogen for
reduction. Transport and storage of hydrogen
as ammonia is compact, and the cracking procedure involves only
a hot pipe packed with catalyst and
immersed in a molten salt bath. The nitrogen that accompanies
the generated hydrogen is inert.
C6H5OH + NH3 --> C6H5NH2 + H2O
-
7/30/2019 Organic Synthesis Bysir Faheem
29/57
Organic Synthesis (CH-205) Amination
Ammonia is a comparatively low cost reagent, and the process can
be balanced to produce the desired
amine. The other routes to amines through reduction use
expensive reagents (iron, zinc or hydrogen)
that make ammonolysis costs quite attractive. Substituted amines
can be produced by using substituted
ammonia (amines) in place of simple ammonia.
Thus, amination, or reaction with ammonia, is used to form both
aliphatic and aromatic amines.
Reduction of nitro compounds is the traditional process for
producing amines, but ammonia or
substituted ammonias (amines) react directly to form amines. The
production of aniline by amination
now exceeds that produced by reduction (of nitrobenzene).
Material of Construction
Amination by reduction is usually carried out in cast-iron
vessels (1600 gallons capacity or higher) and
alkali reductions in carbon steel vessels of desired sizes. The
vessel is usually equipped with a nozzle atthe base so that the
iron oxide sludge or entire charge may be run out upon completion
of the reaction.
-
7/30/2019 Organic Synthesis Bysir Faheem
30/57
Organic Synthesis (CH-205) Amination
Production of Ethanolamines
An equilibrium mixture of the three ethanolamines is produced
when ethyleneoxide is bubbled through
28% aqueous ammonia at 30 to 40oC. By recirculating the products
of the reaction, altering the
temperatures, pressures, and the ratio of ammonia to ethylene
oxide, but always having an excess of
ammonia, it is possible to make the desired amine predominate.
Diluent gas also alters the productratio.
CH2CH2O +NH3 --> HOCH2CH2NH2 + H2O
monoethanolamine
2CH2CH2O + NH3 --> (HOCH2CH2)2NH + 2H2O
diethanolamine
3CH2CH2O + NH3 --- (HOCH2CH2)3N + 3H2O
triethanolamine
After the strongly exothermic reaction, the reaction products
are recovered and separated by flashing
off and recycling the ammonia, and then fractionating the amine
products. Monomethylamine is used in
explosives, insecticides, and surfactants. Dimethylamine is used
for the manufacture of
dimethylformamide and acetamide, pesticides, and water
treatment; these can also used for the
sweetening agent in the gas processing plants. Trimethylamine is
used to form choline chloride and to
make biocides and slimicides.
-
7/30/2019 Organic Synthesis Bysir Faheem
31/57
Organic Synthesis (CH-205) Halogenation
Halogenation
Halogenation is a chemical reaction that incorporates a halogen
atom into a molecule.
The preparation of organic compounds containing halogens such as
Chlorine, fluorine, Iodine, and
bromine, can be done by a variety of manners. The conditions and
procedures not only differ for each
member of halogen family but also with the type and structure
and of reacting compound.
The chlorine derivatives because of the greater economy in
effecting their preparation are most
important of the other halogens and for the reasons are given by
primary consideration.
The bromine derivatives, however sometimes has certain
advantages because of the greater ease in
effecting the replacement of this halogen in subsequent reaction
or because it possesses certain
pharmaceutical or dying properties.
The fluorine derivatives are as well established in the field of
refrigerants and aerosol (a cloud of liquid
or solid carried under high pressure and released as a spray)
propellants because of their stability and
low boiling points.
All the halogenation reactions are fairly exothermic
reactions.
Halogenation may be involved the addition, substitution and
replacement reaction. E.g.
Halgenating Agents
1. Chlorine and derivatives
2. Fluorine and derivatives
3. Iodine and derivatives
4. Bromine and derivatives
C2H2 + 2Cl2
FeCl3Cl2HC CHCl2
CH3COOH + Cl2 PCl3 CH2ClCOOH + HCl
C2H5OH + HCl C2H5Cl + H2OZnCl2
-
7/30/2019 Organic Synthesis Bysir Faheem
32/57
Organic Synthesis (CH-205) Halogenation
Catalyst:
From experiments it becomes clear that each type of reaction may
involve not only a specific
halogenating agent but also a suitable catalyst or activator.
Iron antimony and phosphorus, which are
able to exist in low valencies, are less stable at higher
valence and give up part of their halogen during
process. Iodine, bromine and chlorine which are capable of
forming mixed halogens are also frequentlyused as catalyst in
halogenation. Active carbon, clay and other compounds also serves
to catalyze
halogenation process. Where the halogen is energized to an
activated state by means of light, heat,
nuclear energy, or free radical, it may then proceed to react by
addition or substitution reaction without
catalyst.
Chlorination:
Halogenation is almost always chlorination, for the difference
in cost between chlorine and the other
halogens, particularly on a molar basis, is quite substantial.
In some cases, the presence of bromine (Br),
iodine (I), or fluorine (F) confers additional properties to
warrant manufacture.
Chlorination proceeds
1. By addition to an unsaturated bond,
2. By substitution for hydrogen, or
3. By replacement of another group such as hydroxyl (OH) or
sulfonic (SO3H). Light catalyzes
some chlorination reactions, temperature has a profound effect,
and polychlorination almost
always occurs to some degree.
The most important methods of chlorination are as follows:
Direct Action of Chlorine GasC2H4 + Cl2 ClH2CCH2Cl
+ Cl2
FeCl3
30-100oC
Cl
+ HCl
Hydrochloric Acid
HC CH + HClHgCl2
H2C CHCl
2C6H6 + 2HCl + O2CuCl2 on Al2O3
2C6H5Cl + 2H2O
-
7/30/2019 Organic Synthesis Bysir Faheem
33/57
Organic Synthesis (CH-205) Halogenation
Sodium Hypochlorite
OH
NaOCL
alkaline solution
OH
Cl
Chlorination with Phosgene (COCl2)
CHO
+ COCl2
CHCl3
+ CO2
Chlorination with sulfuryl chloride
+ 3SO2Cl2
C6H6
Solvent
NH3Cl
Cl
Cl
Cl
NH3Cl
+ 3HCl + 3SO2
Chlorination with Phosphorus Chlorides:
3RCOOH + PCl3 3RCOCl + H3PO3
Design and Construction of Equipment for Halogenation
From the several experiment on pilot scale as well on large
scale, it is obvious that no general rules can
be formulated for the design and construction of the plant.
For non-aqueous media, apparatus constructed of iron and lined
plastics, such as Teflon, PVC,
polyesters, epoxy resins, or with stoneware, enamels, porcelain,
glass, nickel, inconel, stainless steel,
hestelloy, can be used.
For aqueous media like HCl or hypochloric acid the above
mentioned materials are severely limited.
Tantalum, zirconium and titanium are usually resistant but
expensive. The plastics of variable ranges arelimited due to
temperature and solvent attacks. In dilute solutions wood is
satisfactory. For HCl acid
rubber lined steel is excellent at low temperatures even in the
absence of organic solvents.
It is usually desirable in the pilot laboratory stage to make
measurements of potential across propose
materials under operating conditions.
-
7/30/2019 Organic Synthesis Bysir Faheem
34/57
Organic Synthesis (CH-205) Halogenation
Chlorination of Methane
Chlorine and methane (fresh and recycled) are charged in the
ratio 0.6/1.0 to a reactor in which the
temperature is maintained at 340 to 370oC. The reaction product
contains chlorinated hydrocarbons
with unreacted methane, hydrogen chloride, chlorine, and heavier
chlorinated products. Secondary
chlorination reactions take place at ambient temperature in a
light-catalyzed reactor that convertsmethylene chloride to
chloroform, and in a reactor that converts chloroform to carbon
tetrachloride. By
changing reagent ratios, temperatures, and recycling ratio, it
is possible to vary the product mix
somewhat to satisfy market demands. Ignition is avoided by using
narrow channels and high velocities in
the reactor. The chlorine conversion is total, and the methane
conversion around 65 percent.
-
7/30/2019 Organic Synthesis Bysir Faheem
35/57
Organic Synthesis (CH-205) Hydrogenation
Hydrogenation
In its simplest interpretation, hydrogenation is the addition of
hydrogen to a chemical compound.
Generally, the process involves elevated temperature and
relatively high pressure in the presence of
a catalyst.
Uses
Hydrogenation yields many useful chemicals, and its use has
increased phenomenally, particularly in
the petroleum refining industry. Besides saturating double
bonds, hydrogenation can be used to
eliminate other elements from a molecule. These elements include
oxygen, nitrogen, halogens, and
particularly sulfur. Cracking (thermal decomposition) in the
presence of hydrogen is particularly
effective in desulfurizing high-boiling petroleum fractions,
thereby producing lower-boiling and
higher-quality products.
Health concerns associated with the hydrogenation of unsaturated
fats to produce saturated fats
and trans-fats are important aspect of current consumer
awareness. Hydrogenation is widely
applied to the processing of vegetable oils and fats. Complete
hydrogenation converts unsaturated
fatty acids to saturated ones. Hydrogenation results in the
conversion of liquid vegetable oils to
solid or semi-solid fats, such as those present in
margarine.
Conditions
Hydrogenation is generally carried out in the presence of a
catalyst and under elevated
temperature and pressure. Noble metals, nickel, copper, and
various metal oxide combinations are
the common catalysts.
Catalyst:
Nickel, prepared in finely divided form by reduction of nickel
oxide used in a stream of hydrogen gas
to reduce the temperature about 300C to 175C, for the reaction
of hydrogen with unsaturated
organic substances. Platinum black, palladium black, copper
metal, copper oxide, aluminum, and
other materials have subsequently been developed as
hydrogenation catalysts.
Temperatures:
The reaction is carried out at different temperatures and
pressures depending upon the substrate.
Hydrogenation is a strongly exothermic reaction. In the
hydrogenation of vegetable oils and fatty
acids, for example, the heat released is about 25 kcal per mole
(105 kJ/mol), sufficient to raise the
temperature of the oil by 1.6-1.7 C.
-
7/30/2019 Organic Synthesis Bysir Faheem
36/57
Organic Synthesis (CH-205) Hydrogenation
Production of Methyl Alcohol:
Methyl alcohol (methanol) is manufactured from a mixture of
carbon monoxide and hydrogen
(synthesis gas), using a copper-based catalyst.
CO + 2H2 CH3OH
In the process, the reactor temperature is 250 to 260oC at a
pressure of 725 to 1150 psi (5 to 8
MPa). High- and low-boiling impurities are removed in two
columns and the unreacted gas is
recirculated.
New catalysts have helped increase the conversion and yields.
The older, high-pressure processes
used zinc-chromium catalysts, but the low pressure units use
highly active copper catalysts. Liquid
entrained micrometer-sized catalysts have been developed that
can convert as much as 25 % perpass. Contact of the synthesis gases
with hot iron catalyzes competing reactions and also forms
volatile iron carbonyl that fouls the copper catalyst. Some
reactors are lined with copper.
Because the catalyst is sensitive to sulfur, the gases are
purified by one of several sulfur-removing
processes, then are fed through heat exchangers into one of two
types of reactors. With bed-in-
place reactors, steam at around 4.5 kPa, in quantity sufficient
to drive the gas compressors, can be
generated.
Reaction vessels are usually of two types: one in which the
contents are agitated or stirred in some
-
7/30/2019 Organic Synthesis Bysir Faheem
37/57
Organic Synthesis (CH-205) Hydrogenation
such as solids or liquids that need to be brought into intimate
contact with the catalyst and the
hydrogen. The second type is used where the substance may have
sufficient vapor pressure at the
temperature of operation so that a gas-phase as well as a
liquid-phase reaction is possible. It is also
most frequently used in continuous operation where larger
quantities of material need to be
processed than can be done conveniently with batch methods.
In hydrogenation processes, heating of the ingoing materials is
best accomplished by heat exchange
with the outgoing materials and adding additional heat by means
of high-pressure pipe coils. A pipe
coil is the only convenient and efficient method of heating, for
the reactor is usually so large that
heating it is very difficult. It is usually better practice to
add all the heat needed to the materials
before they enter the reactor and then simply have the reactor
properly insulated thermally.
Hydrogenation reactions are usually exothermic, so that once the
process is started; the problem
may be one of heat removal. This is accomplished by allowing the
heat of reaction to flow into the
ingoing materials by heat exchange in the reactor, or, if it is
still in excess, by recycling and cooling
in heat exchangers the proper portion of the material to
maintain the desired temperature.
-
7/30/2019 Organic Synthesis Bysir Faheem
38/57
Organic Synthesis (CH-205) Hydrogenation
Dehydrogenation
Dehydrogenation is a reaction that results in the removal of
hydrogen from an organic compound
or compounds, as in the dehydrogenation of ethane to
ethylene:
CH3CH3 CH2=CH2 + H2
This process is brought about in several ways. The most common
method is to heat hydrocarbons
to high temperature, as in thermal cracking, that causes some
dehydrogenation, indicated by the
presence of unsaturated compounds and free hydrogen.
In the chemical process industries, nickel, cobalt, platinum,
palladium, and mixtures containing
potassium, chromium, copper, aluminum, and other metals are used
in very large-scale
dehydrogenation processes.
Styrene is produced from ethylbenzene by dehydrogenation. Many
lower molecular weight
aliphatic ketones are made by dehydration of alcohols. Acetone,
methyl ethyl ketone, and
cyclohexanone can be made in this fashion.
Acetone is the ketone used in largest quantity and is produced
as a by-product of the manufacture
of phenol via cumene. Manufacture from iso-propanol is by the
reaction:
(CH3)2CHOH (CH3)2C=O H2
This reaction takes place at 350oC and 200 kPa with copper or
zinc acetate as the catalyst;
conversion is 85 to 90 percent. Purification by distillation
follows.
The dehydrogenation of n-paraffins yields detergent alkylates
and n-Olefins. The catalytic use of
rhenium for selective dehydrogenation has increased in recent
years since dehydrogenation is one
of the most commonly practiced of the chemical unit
processes.
Dehydrogenation of Ethyl Benzene
Styrene is most commonly produced by the catalytic
dehydrogenation of ethyl benzene. Ethybenzene is mixed in the gas
phase with 1015 times its volume in high-temperature steam, and
passed over a solid catalyst bed. Most ethyl benzene
dehydrogenation catalysts are based on iron
(III) oxide (Ferric oxide), promoted by several percent
potassium oxide or potassium carbonate. On
this catalyst, an endothermic, reversible chemical reaction
takes place.
C6H5CH2CH3 C6H5CH=CH2 + H2
-
7/30/2019 Organic Synthesis Bysir Faheem
39/57
Organic Synthesis (CH-205) Hydrogenation
+ H2
Steam serves several roles in this reaction. It is the source of
heat for powering the endothermic
reaction, and it removes coke that tends to form on the iron
oxide catalyst. The potassium
promoter enhances this decoking reaction. The steam also dilutes
the reactant and products,
shifting the position of chemical equilibrium towards products.
A typical styrene plant consists of
two or three reactors in series, which operate under vacuum to
enhance the conversion and
selectivity. Typical per-pass conversions are 65%. The main
byproducts are benzene and toluene.
Because styrene and ethyl benzene have similar boiling points
(145 and 136 C, respectively), their
separation requires tall distillation towers and high
return/reflux ratios.
-
7/30/2019 Organic Synthesis Bysir Faheem
40/57
Organic Synthesis (CH-205) Chemical Kinetics
Oxidation
Oxidation is the interaction between oxygen molecules and all
the different substances they may
contact, from metal to living tissue. Sometimes oxidation is not
such a bad thing, as in the formationof super-durable anodized
aluminum. Other times oxidation can be destructive, such as the
rusting
of an automobile or the spoiling of fresh fruit.
Oxidation is the addition of oxygen to an organic compound or,
conversely, the removal of
hydrogen.
Reaction control is the major issue during oxidation reactions.
Only partial oxidation is required for
conversion of one organic compound into another or complete
oxidation to carbon dioxide and
water will ensue.
Oxidizing agent
The most common oxidation agent is air, but oxygen is frequently
used. Chemical oxidizing agents
(nitric acid, dichromates, permanganates, chromic anhydride,
chlorates, and hydrogen peroxide) are
also often used.
An oxidizing agent (also called an oxidant or oxidizer) can be
defined as either:
A chemical compound that readily transfers oxygen atoms, or
A substance that gains electrons in a Redox chemical
reaction
Common Oxidizing Agents are:
1. Hypochlorite (ClO-)and other hypohalite compounds such as
Bleach
2. Iodine (I, I3
)and other halogens
3. Chlorite, chlorate, perchlorate, and other analogous halogen
compounds
4. Permanganate salts (MnO4)
5. Ammonium cerium(IV) nitrate and probably related Cerium(IV)
compounds [(NH4)2Ce(NO3)6]
6. Peroxide compounds (HOO)
7. Sulfoxides R-S(=O)-R',
oxidation state 1 +1 +3 +5 +7
anion name chloride hypochlorite chlorite chlorate
perchlorate
formula Cl
ClO
ClO2
ClO3
ClO4
-
7/30/2019 Organic Synthesis Bysir Faheem
41/57
Organic Synthesis (CH-205) Chemical Kinetics
8. Persulfuric acid H2SO5
9. Ozone
10. Nitric acid
11. Nitrous oxide (N2O)
As examples of oxidation processes, two processes are available
for the manufacture of phenol, and
both involve oxidation. The major process involves oxidation of
cumene (C9H12 isopropyl benzene) to
cumene hydroperoxide, followed by decomposition to phenol and
acetone. A small amount of
phenol is also made by the oxidation of toluene to benzoic acid,
followed by decomposition of the
benzoic acid to phenol.
Liquid Phase Oxidation
Liquid-phase reactions in which oxidation is secured by the use
of oxidizing compounds need nospecial apparatus in the sense of
elaborate means for temperature control and heat removal. There
is usually provided a kettle form of apparatus, closed to
prevent the loss of volatile materials and
fitted with a reflux condenser to return vaporized materials to
the reaction zone, with suitable
means for adding reactants rapidly or slowly as may be required
and for removing the product, and
provided with adequate jackets or coils through which heating or
cooling means may be circulated
as required.
In the case of liquid-phase reactions in which oxidation is
secured by means of atmospheric
oxygenfor example, the oxidation of liquid hydrocarbons to fatty
acids special means must be
provided to secure adequate mixing and contact of the two
immiscible phases of gaseous oxidizingagent and the liquid being
oxidized.
Mixing may be obtained by the use of special distributor inlets
for the air, designed to spread the air
throughout the liquid and constructed of materials capable of
withstanding temperatures that may
be considerably higher at these inlet ports than in the main
body of the liquid. With materials that
are sensitive to overoxidation mixing may be provided by the use
of mechanical stirring or frothing
of the liquid.
Vapor Phase Oxidation
By the very nature, the vapor-phase oxidation processes result
in the concentration of reaction heat
in the catalyst zone, from which it must be removed in large
quantities at high-temperature levels.
Removal of heat is essential to prevent destruction of
apparatus, catalyst, or raw material, and
maintenance of temperature at the proper level is necessary to
ensure the correct rate and degree
of oxidation. With plant-scale operation and with reactions
involving deep-seated oxidation, removal
of heat constitutes a major problem. With limited oxidation,
however, it may become necessary to
supply heat even to oxidations conducted on a plant scale.
-
7/30/2019 Organic Synthesis Bysir Faheem
42/57
Stereochemistry
Stereochemistry, a subdiscipline of chemistry, involves the
study of the relative spatial arrangement of
atoms within molecules. An important branch of stereochemistry
is the study of chiral molecules.
Stereochemistry is a hugely important facet of chemistry and the
study of stereochemical problemsspans the entire range of organic,
inorganic, biological, and physical chemistries.
Stereochemistry includes methods for determining and describing
these relationships; the effect on the
physical or biological properties these relationships impart
upon the molecules in question, and the
manner in which these relationships influence the reactivity of
the molecules in question (dynamic
stereochemistry).
-
7/30/2019 Organic Synthesis Bysir Faheem
43/57
In chemistry, cis-trans isomerism or geometric isomerism is a
form of stereoisomerism describing the
orientation of functional groups within a molecule. In general,
such isomers contain double bonds,
which cannot rotate. There are two forms of a cis-trans isomer,
the cis and trans versions. When the
substituent groups are oriented in the same direction, the
diastereomer is referred to as cis, whereas,
when the substituents are oriented in opposing directions, the
diastereomer is referred to as trans.
-
7/30/2019 Organic Synthesis Bysir Faheem
44/57
-
7/30/2019 Organic Synthesis Bysir Faheem
45/57
A stereocenter is defined as an atom bearing groups of such
nature that an interchange of any two
groups will produce a stereoisomer.
A tetrahedral atom with four different groups attached to it is
a stereocenter (chiral center, stereogenic
center)
-
7/30/2019 Organic Synthesis Bysir Faheem
46/57
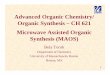
A demonstration of chirality of a generalized molecule
containing one tetrahedral stereocenter. (a) The
four different groups around the carbon atom in III and IV are
arbitrary. (b) III is rotated and placed in
front of a mirror. III and IV are found to be related as an
object and its mirror image. (c) III and IV are not
superposable; therefore, the molecules that they represent are
chiral and are enantiomers.
2-Propanol (V) and its mirror image (VI), (b) When either one is
rotated, the two structures aresuperposable and so do not represent
enantiomers. They represent two molecules of the same
compound. 2-Propanol does not have a stereocenter.
-
7/30/2019 Organic Synthesis Bysir Faheem
47/57
THE BIOLOGICAL IMPORTANCE OF CHIRALITY
The human body is structurally chiral.
Helical seashells are chiral, and most spiral like a
right-handed screw.
Many plants show chirality in the way they wind around
supporting structures.
All but one of the 20 amino acids that make up naturally
occurring proteins are chiral, and all of
them are classified as being left handed (S configuration).
The molecules of natural sugars are almost all classified as
being right handed (R configuration),
including the sugar that occurs in DNA.
DNA has a helical structure, and all naturally occurring DNA
turns to the right.
Limonene: S-limonene is responsible for the odor of lemon, and
the R-limonene for the odor of orange.
Asparagine: A crystalline amino acid found in proteins and in
many plants.
-
7/30/2019 Organic Synthesis Bysir Faheem
48/57
TESTS FOR CHIRALITY: PLANES OF SYMMETRY1. Superposibility of the
models of a molecule:
1) If the models are superposable, the molecule that they
represent is achiral.
2) If the models are nonsuperposable, the molecules that they
represent are chiral.
2. The presence of a single tetrahedral stereocenter chiral
molecule.
3. The presence of a plane of symmetry achiral molecule
1) A plane of symmetry (also called a mirror plane) is an
imaginary plane that bisects a molecule in such
a way that the two halves of the molecule are mirror images of
each other.
-
7/30/2019 Organic Synthesis Bysir Faheem
49/57
DESIGNATION OF STEREOCENTER
2-Butanol (sec-Butyl alcohol):
R. S. Cahn (England), C. K. Ingold (England), and V. Prelog
(Switzerland)
devised the (RS) system (Sequence rule) for designating the
configuration of
chiral carbon atoms.
(R) and (S) are from the Latin words rectus and sinister:
i) R configuration: clockwise (rectus, right)
ii) S configuration: counterclockwise (sinister, left)
THE (R-S) SYSTEM: (CAHN-INGOLD-PRELOG SYSTEM)1. Each of the four
groups attached to the stereocenter is assigned a priority.
1) Priority is first assigned on the basis of the atomic number
of the atom that is directly attached to the
stereocenter.
2) The group with the lowest atomic number is given the lowest
priority, 4; the
group with next higher atomic number is given the next higher
priority, 3; and so on.
3) In the case of isotopes, the isotope of greatest atomic mass
has highest priority.
2. Assign a priority at the first point of difference.
1) When a priority cannot be assigned on the basis of the atomic
number of theatoms that are diredtly
attached to the stereocenter, then the next set of atoms in the
unassigned groups are examined.
3. View the molecule with the group of lowest priority pointing
away from us.
1) If the direction from highest priority (4) to the next
highest (3) to the next (2) is clockwise, the
enantiomer is designated R.
2) If the direction is counterclockwise, the enantiomer is
designated S.
-
7/30/2019 Organic Synthesis Bysir Faheem
50/57
-
7/30/2019 Organic Synthesis Bysir Faheem
51/57
PROPERTIES OF ENANTIOMERS: OPTICAL ACTIVITY1. Enantiomers have
identical physical properties such as boiling points, melting
points, refractive
indices, and solubilities in common solvents except optical
rotations.
2) Enantiomers have identical infrared spectra, ultraviolet
spectra, and NMR (nuclear magnetic
resonance) spectra if they are measured in achiral solvents.
3) Enantiomers have identical reaction rates with achiral
reagents.
4) Enantiomers show different rates of reaction toward other
chiral molecules.
5) Enantiomers show different solubilities in chiral solvents
that consist of a single enantiomer or an
excess of a single enantiomer.
-
7/30/2019 Organic Synthesis Bysir Faheem
52/57
ENANTIOSELECTIVE SYNTHESESEnantioselective:
Enantioselective organocatalysis has emerged as a powerful
synthetic paradigm that is complementary
to metal-catalysed transformations and has accelerated the
development of new methods to make
diverse chiral molecules. The operational simplicity, ready
availability of catalysts and low toxicity
associated with organocatalysis makes it an attractive method to
synthesise complex structures.
1) In an enantioselective reaction, one enantiomer is produced
predominantly over its mirror image.
2) In an enantioselective reaction, a chiral reagent, catalyst,
or solvent must assert an influence on the
course of the reaction.
2. Enzymes:
1) In nature, where most reactions are enantioselective, the
chiral influences come from protein
molecules called enzymes.
2) Enzymes are biological catalysts of extraordinary
efficiency.
i) Enzymes not only have the ability to cause reactions to take
place much more rapidly than they would
otherwise, they also have the ability to assert a chiral
influence on a reaction.
ii) Enzymes possess an active site where the reactant molecules
are bound, momentarily, while the
reaction take place.
iii) This active site is chiral, and only one enantiomer of a
chiral reactant fits it properly and is able to
undergo reaction.
Enzyme-catalyzed organic reactions: (Example)Hydrolysis of
esters:
Hydrolysis, which means literally cleavage (lysis) by water, can
be carried out in a variety of ways that do
not involve the use of enzyme. Lipase catalyzes hydrolysis of
esters:
1) Use of lipase allows the hydrolysis to be used to prepare
almost pure enantiomers.
2) The (R) enantiomer of the ester does not fit the active site
of the enzyme and is, therefore,
unaffected.
-
7/30/2019 Organic Synthesis Bysir Faheem
53/57
3) Only the (S) enantiomer of the ester fits the active site and
undergoes hydrolysis.
SEPARATION OF ENANTIOMERS: RESOLUTIONHow are enantiomers
separated?
1) Enantiomers have identical solubilities in ordinary solvents,
and they have identical boiling
points.
2) Conventional methods for separating organic compounds, such
as crystallization and distillation,
fail to separate racemic mixtures.
Resolution via Different Methods:
1) Diastereomers, because they have different melting points,
different boiling points, and
different solubilities, can be separated by conventional
methods.
2) Resolution via Molecular Complexes, Metal Complexes.
3) Chromatographic Resolution:
4) Kinetic Resolution:
-
7/30/2019 Organic Synthesis Bysir Faheem
54/57
Organic Synthesis (CH-205) Chemical Kinetics
Chemical Kinetics - Reaction Rates
Chemical kinetics is the branch of chemistry which addresses the
question: "how fast do reactions go?"
Chemistry can be thought of, at the simplest level, as the
science that concerns itself with making new
substances from other substances.
If Chemistry is making new substances out of old substances
(i.e., chemical reactions), then there are two
basic questions that must be answered:
1. Does the reaction want to go? This is the subject of chemical
thermodynamics.
2. If the reaction wants to go, how fast will it go? This is the
subject of chemical kinetics.
Thermodynamics is not the whole story in chemistry. Not only do
we have to know whether a reaction is
thermodynamically favored, we also have to know whether the
reaction can or will proceed at a finite
rate. The study of the rate of reactions is called chemical
kinetics.
Reaction Rates
Consider the reaction,
2 NO(g) + O2(g) 2 NO2(g)
We can specify the rate of this reaction by telling the rate of
change of the partial pressures of one the
gases. However, it is convenient to convert these pressures into
concentrations, so we will write our rates
and rate equations in terms of concentrations, where square
brackets, [ ], mean concentration in mol/L.
We might try to write the rate variously as,
or as
For a general reaction,
aA + bB cC + dD
the reaction velocity can be written in a number of different
but equivalent ways,
As in our previous example, the negative signs account for
material that is being consumed in the
reaction and the positive signs account for material that is
being formed in the reaction.
-
7/30/2019 Organic Synthesis Bysir Faheem
55/57
Organic Synthesis (CH-205) Chemical Kinetics
The Rate Law
For the general expression of a chemical reaction, aA + bB cC +
dD, the rate law is expressedas the rate law constant, k, times the
reactant concentrations raised to the power of the order of
each reactant.Rate = k [A]
x[B]
y
It is tempting to assign x = a, y = b, etc. for the reactant
orders, but this is generally not a valid
assumption. Reaction order often does not correlate to reactant
coefficient. Rate measurements
are needed to determine the values of x and y. The reactions is
described as being first, second,
etc. order in A and first, second etc. order in B. The allover
reaction order is the sum of x + y+ Reactant orders are typically
0, 1, 2, 3, or sometimes 0.5.
A zero order reactant means that the rate of the reaction is not
influenced by the concentration of
that particular reactant.
First-Order Reactions
The rate of a first-reaction depends only on the concentration
of one reactant, A. A productsBy definition, rate = - [B]/ t and
rate = k[B]Therefore, - [B]/ t = k[B] d[B]/dt = -kt (Instantaneous
rate of change described by calculus.)
ln([B]/[ Bo]) = - kt (Calculus solution to the equation by
integration)
ln[B] - ln[Bo] = - kt orln[B] = - kt + ln[Bo]
This is a useful equation for graphing since it is in the form y
= mx + b
Half-life
The half-life, usually symbolized by t1/2, is the time required
for [B] to drop from its initial value
[B]o to [B]o/2.
Using the integrated form of the first order rate law we find
that
-
7/30/2019 Organic Synthesis Bysir Faheem
56/57
Organic Synthesis (CH-205) Chemical Kinetics
Taking the logarithm of both sides gives,
Example: For a reaction with k = 5.50 x 10-3
s-1
at 45.0 C, what will be the concentration of A
remaining after 12.0 min if the initial concentration of A is
0.200 M?
ln[A] = - kt + ln[Ao] = - 5.50 x 10-3
s-1
(12.0 min x 60 s/1 min) + ln (0.200)ln[A] = - 3.96 + - 1.61 = -
5.57
[A] = 3.81 x 10-3
M.
The half-life of a reaction is a useful parameter. The half-life
of a first-order reaction is
characteristic of the reaction and is independent of the
starting concentration of A.t = (1/k) ln [Ao]/[A]
t = 1/k ln (1/0.5) = (1/k) ln 2 = (1/k) 0.693 = 0.693/kt =
0.693/k or k = 0.693/t
Second Order Reactions
Second order reactions in A can be easily described
mathematically.
For second order reactions in B:
2B products
rate = - [B]/ t, but now rate = k[B]2 or
=>
This equation can be integrated to give,
The graphable equation becomes:
-
7/30/2019 Organic Synthesis Bysir Faheem
57/57
Organic Synthesis (CH-205) Chemical Kinetics
1/[B] = 1/[ Bo] + kt; again, y = mx + b
The half-life equation can be obtained by substituting [ Bo] =
[B]
The half-life, t then becomes,
t = 1/k[Bo]
This makes sense because a large rate constant leads to a faster
reaction and short half -life. In second
order reactions, half-life does depend on the initial [B]
because a higher [Bo] means more frequent
collisions between A molecules.