-
7/22/2019 Optimizing Bitumen Upgrading Scheme
1/38
Optimizing Bitumen Upgrading ScModeling and Simulation Appr
Mugurel Catalin Munteanu, Jinwen ChenCanmetENERGY, Natural
Resources Canada
One Oil Patch Drive, Devon, AB, T9G 1A8, Canada
2012 AIChE Spring Meeting, April 1-5, 2012, Houston, TX, U
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
2/38
Research Background
The production of Canadian bitumen is expected to increas
from the current 1.3 MBPD to 3.0 MBPD by 2018 and 5.6 M
The carbon footprints, or greenhouse gas (GHG) emission,bitumen
production, upgrading and refining to produce cleafuels is higher
than those related to conventional crudes.
Incremental or evolutional steps to improve process efficien
energy consumption and increase raw crude utilization to
ptransportation fuels remain critically important to the indust
Process modeling and simulation can help refineries to
imphydrotreating performance and reduce energy consumptiono eratin
conditions h drotreater confi urations and catal
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
3/38
Research Objectives
Conducting simulation and optimization of the entire bupgrading
schemes to optimize operation, improve proefficiency, minimize
energy consumption
Each process and unit involved in the whole upgradinscheme (such
as distil lation, coking, hydrotreating, etmodeled and simulated
usin ASPEN-HYSYS or in-hdeveloped programs) using relatively simple
models
Identify the most bottlenecking upgrading stepsuidance and
directions for industrial retrofittin
research and development.
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
4/38
What are Oil Sands and Bitumen?
Wikipedia: Wikipedia:
Oil sands are a type of bitumen deposit. The
sands are naturally occurring mixtures of sand,
clay, water, and an extremely dense and viscousform of petroleum
called bitumen.
Bitumen is a mixture of organic liqui
black, sticky, entirely soluble in carb
primarily of highly condensed polycyNaturally occurring or crude
bitumen
petroleum which is so thick and hea
Alberta Energy:
Oil sand is a naturally occurring mixture of sand,
clay or other minerals, water and bitumen, which
is a heavy and extremely viscous oil that must be
treated before it can be used b refineries to
diluted before it will flow. At room te
molasses.
Alberta Energy:
A heav black viscous oil that must
produce usable fuels such as gasoline and
diesel.
convert it into an upgraded crude oi
refineries to produce gasoline and d
Alberta's bitumen deposits were knoreferred to as oil sands.
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
5/38
Production of Canadian Bitumen from Oil Sa
Two major technologies: Open Pit Mining
In-situ
-
Current production:
1.6 Million bpd (2010)
(53% mining; 47% in-situ)
Recoverable with current173 billion barrelsPotentially
recoverable w+315 billion barrels
(all mined bitumen is upgraded in Canada)
Forecast:2.9 million bpd by 20203.5 million b d b 2025
Source: Alberta Energy and Uti
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
6/38
Bitumen Production from Oil Sands Minin
Composit
Mineral s
Bitumen:
Water: ~3
Tailings m
~90% bitumen recovery from oil sands with mining and
extraction 3-4 barrels of water consumed for one barrel of
Source: Bantrel Corp., www.bantrel.com
bitumen
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
7/38
Bitumen Production from Oil Sands In-Si
Boiler
Separator
Bitumen to
upgrader
Bitumen r
Less than
water is c
Source: Alberta Energy Resources Conservation Board,
www.ercb.ca
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
8/38
Why Bitumen Upgrading?
All petroleum refineries are designed to process conven
oils. Raw bitumen cannot be directly processed in refinemuch
higher viscosity, sulphur, metal and asphaltene co
Bitumen upgrading is an integrated process during whic
goes through a series of chemical and physical treatmen
s ens y, v scos y, car on, su p ur an me a con en
increase its hydrogen content. Such a bitumen-derived o
synthetic crude oil (SCO).
Ultimate objective: to increase its processibility and mar
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
9/38
Properties of Bitumen and Conventional Cr
Bitumen(Cold Lake, Alberta)
Conven(A
Density(16C), g/ml (API gravity) 1.00 (10.0) 0.8
Viscosity @ 15C/ 40C, cp 235000/1050 1
Boiling range, C 250 to over 800 3
Sulphur/nitrogen content, wt% 4.0/0.42 1
Metal content (nickel/ vanadium),ppm 69/190
Carbon content wt% 84.0
Hydrogen content, wt% 10.5
Saturates, wt% 30
Aromatics, wt% 70
Asphaltenes 10
Source: Environment Canada database
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
10/38
Schematic Diagram of Bitumen Upgrading t
DiluentRecovery
Diluted
Bitumen
NaphthaNaphtha
Hydrotreater
Light Gasoi l
Naphtha
Unit
VacuumDistillationUnit
Bitumen
Heavy Gasoil
Hydrotreater
Hydrotreater
LGO
LGO
HGO
Coker
OilResidue
Separato
r
HGOTLP
Hydrogen
H2
H2
Hydroconversion
Residue
Plant
Bitumen upgrading scheme
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
11/38
Properties of Typical Athabasca Bitumen andProducts
Property Unit Bitumen Bitumen Vacuum Naphtha Light Gas H
Density @15C g/mL 0.9960 0.9957 1.0670 0.782 0.941
API gravity API 10.57 10.62 1.10 49.4 18.9
. . . . .
Nitrogen wppm 5423 5421 10590 237 1600
Hydrogen wt% 10.45 12.31 10.57 12.36 10.87
Carbon wt% 82.82 85.30 82.5 85.1 84.8
H/C atomic
ratio
- 1.53 1.75 1.43 1.74 1.54
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
12/38
Simulation of Coking-Based Upgrading Sch
Coker
Hysys Bitumen upgrading flowsheet coking based
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
13/38
Simulation of Coking-Based Upgrading Sch
Coking-based scheme streams properties
Dilue
Bitumen Diluent DilBit Return
Properties Units
Mass flow kg/h 494800 126600 620800 126600
Nitrogencontent wppm 5423.00 0.00 4318.00 10.80
. . . .
Aromatics vol% 61.45 0.53 46.22 3.40
Density g/ml 0.9960 0.7643 0.9381 0.7670
API API 10.57 53.63 19.34 52.99
CCR wt% 9.53 0.00 7.59 0.00
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
14/38
Simulation of Coking-Based Upgrading Sch
-
Vacuum distillation
Napht Vacuum
Coker
Lights
Coker
Properties Units
Mass flow kg/h 6672 75720 188000 223900 19140 33590
Nitrogen
. . .
Sulfur
content wt% 0.20 1.53 3.48 5.98 0.00 0.95
Aromatics vol% 4.30 26.14 54.61 82.08 0.00 11.00
Density g/ml 0.7802 0.8836 0.9753 1.0670 0.6500 0.7535 0
API API 49.87 28.64 13.58 1.10 86.20 56.28
. . . . . .
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
15/38
Simulation of Coking-Based Upgrading Sch
-
Naphtha Diesel
Mixed
Naphtha
Hydrotreated
Naphtha Mixed Diesel
Hydrotreated
Diesel G
Properties Units
Mass flow kg/h 40260 37290 102600 102000 2
Nitrogencontent wppm 75.85 21.96 446.2 432.2 2
Sulfur
content wt% 0.83 0.08 2.13 0.14
Aromatics vol% 9.92 5.98 32.40 26.37
Density g/ml 0.7578 0.7591 0.8830 0.8516 0
API API 55.22 54.91 28.74 34.66
CCR wt% 0.00 0.00 0.03 0.00
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
16/38
Simulation of Hydroconversion-Based UpgrScheme
Hydroconverter
reactor
H s s Bitumen u radin flowsheet -
hydroconversion based
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
17/38
Simulation of Hydroconversion-Based UpgrScheme
Hysys Bitumen upgrading flowsheet -
hydroconversion based
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
18/38
Simulation of Hydroconversion-Based UpgrScheme
y roconvers on- ase sc eme s reams proper es
Diluent Re
Diluent
Bitumen Diluent DilBit Return
Properties Units
Mass flow kg/h 494800 126600 620800 126600
Nitrogen
content wppm 5423.00 0.00 4318.00 9.95
Sulfur
content wt% 4.30 0.00 3.43 0.14
Aromatics vol% 61.45 0.53 46.22 3.23
Density g/ml 0.9960 0.7643 0.9381 0.7653
API API 10.57 53.63 19.34 53.39
CCR wt% 9.53 0.00 7.59 0.00
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
19/38
Simulation of Hydroconversion-Based UpgrScheme
Hydroconversion-based scheme streams properties
Vacuum Distillation Hydrocrac
Naphtha LVGO HVGO
Vacuum
Bottoms Residue
EB
Lights
Ends
EB
Naphtha
EB
Dies
Properties Units
Mass flow kg/h 1781 80990 187500 224000 348400 16230 17150
7637
Nitrogen
content wppm 12.75 194. 1553. 10590 9202 - 8.0 162
Sulfur
content % 0.18 1.47 3.48 5.97 4.21 - 0.12 0.64
Aromatics vol% 3.83 25.13 54.63 82.07 69.19 - 21.5 29.0
Density g/ml 0.7723 0.8805 0.9754 1.0670 1.0780 0.6495 0.7423
0.878
API API 51.72 29.20 13.57 1.10 -0.30 86.35 59.13 29.6
CCR wt% 0.00 0.00 1.41 19.85 17.72 - 0 0
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
20/38
Simulation of Hydroconversion-Based UpgrScheme
y roconvers on- ase sc eme s reams proper es
NaphthaHydrotreater
DieselHydrotreater
Mixed
Naphtha
Hydrotreated
Naphtha
Mixed
Diesel
Hydrotreated
Diesel
Mix
Properties Units
Mass flow k /h 18930 16690 157400 159900 2
Nitrogen
content wppm 8.45 0.39 178.47 21.18 14
Sulfur
content % 0.13 0.01 1.07 0.16
Aromatics vol% 19.87 10.23 27.01 16.41 4
Density g/ml 0.7450 0.7465 0.8794 0.8516 0
API API 58.43 58.04 29.40 34.66 1
CCR wt% 0.00 0.00 0.00 0.00
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
21/38
SCO Properties Comparison
SCO SCO
Coking-based
scheme
Hydroconversion
scheme
Properties Units
Mass flow kg/h 400500 454100
Nitrogen
content wtppm 320.30 85.02
content % 0.12 0.10
Aromatics vol% 39.45 20.35
Density g/ml 0.8607 0.8561
API API 32.91 33.78
CCR % 0.00 0.00
Yield vol% 93.65 106.80
Yield wt% 81.01 91.86
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
22/38
Diluent Recover Unit Vacuum Distillation Column
Diluent Recovery and Vacuum DistillationColumn Operating
Conditions
Number of stages 24 Number of stages
Feed stage 24 Feed stageDiluent return
stage
Overhead liquid
outlet
Naphtha withdraw
stage
Atmospheric bottoms
stage
Bottom liquid
outlet
Light vacuum gas oil
Withdraw stage
Pressure (top) 120 kPa
Heavy vacuum gas oil
Withdraw stage
Vacuum bottoms
Pressure (bottom) 140 kPa Withdraw stage
Diluent D86
90% Temperature 206.1C Pressure top
Pressure bottom
Light vacuum gas oil
D86 90% temperature
Light vacuum gas oil
D86 90% temperature
ap a y e
Light vacuum gas oil yield
Heavy vacuum gas oil yield
Vacuum bottoms yield
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
23/38
Operating conditions Coker Hydroconverter
Reactor catalyst
densit k /m3 N/A 1500
Coker and Hydrocracker Operating Conditio
LHSV h-1 N/A 0.48
Reactor pressure MPa Atmospheric 16Reactor temperature C 482.2
430.0
Sul hur conversio wt% N/A 71.5
Conradson carbon residue conversion wt% N/A 48.5
Nitrogen conversion wt% N/A 51.6
Aromatics conversion wt% N/A 39.1
H consum tion SCF/bbl N/A 1512
Total liquid product yield wt% 70.6 92.2
NH3 yield wt% 0.45 4.8
H2S yield wt% 2.0 3.0
Li ht ends initial boilin oint C -60.0 -60.0
naphtha initial boiling point C 37.0 37.0
diesel initial boiling point C 242.7 204.0
gas oil initial boiling point C 402.2 371.0
Residue initial boilin oint C N/A 565.0
Light ends yield wt% 8.6 5.1
Naphtha yield wt% 15.0 5.3
Diesel yield wt% 12.0 23.8
Gas oil ield wt% 35.0 27.0
Coke/Residue yield wt% 27.0 38.8
Residue conversion wt% 100.0 61.2
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
24/38
Operating Conditions for Hydrotreaters inCoking-Based Scheme
Naphtha
hydrotreater
Diesel
hydrotreater
Number of reactors 2 2
Number of beds/ reactor 2 2
Reactor catalyst density kg/m3 1500 1500
Reactor ID m 2.5 m 2.5
Catalyst loading kg/bed 18,000 18,000
Bed voidage 0.37 0.37
Reactor pressure kPa 5,000 8,000
Reactor temperature C 285.0 351.2
Gas/oil ratio STD m3/m3 300.0 300.0
Sulphur conversion wt% 90.0 93.3
Conradson carbon residue conversion wt% 0.0 100.0
Nitrogen conversion wt% 71.1 3.1
Aromatics conversion wt% 39.7 18.6
H2
consumption SCF/bbl 170.0 581.3
Product yield wt% 99.9 99.6
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
25/38
Operating Conditions for Hydrotreaters inHydroconversion-Based
Scheme
ap a
hydrotreater
ese
hydrotreater
Number of reactors 2 2
Number of beds/ reactor 2 2
eactor cata yst
density kg/m3 1500 1500
Reactor ID m 2.5 2.5
Catalyst loading kg/bed 18,000 18,000
Bed voidage 0.37 0.37
Reactor pressure kPa 5,000 8,000
Reactor temperature C 285.0 351.2
Gas/oil ratio STD m3/m3 300.0 300.0
Sulphur conversion wt% 88.8 78.5
Conradson carbon residue conversion wt% 0.0 100.0
Nitrogen conversion wt% 67.6 78.8
roma cs convers on w . .
H2 consumption SCF/bbl 170.0 892.4
Product yield wt% 99.8 99.5
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
26/38
Conclusions
Two major commercially used bitumen upgrading schemes are
simulated w
properties and flow rates of the intermediate and final products
in each scheestimated and compared.
o e s or t e atmosp er c st at on co umn, t e vacuum st at on co
um
hydroconverter, and the hydrotreaters are calibrated according
to the pilot p
industrial data.
Hydroconversion-based upgrading scheme has a SCO yield of about
92wt%
co ng- ase upgra ng sc eme as a y e o a ou , w c are
commercial operation values.
SCO generated from the hydroconversion-based scheme has higher
quality
nitrogen and aromatics contents) than that generated from
coking-based sc
The simulation is versatile and multiple options can be
considered for differe
and therefore can be considered as an important tool to guide
bitumen upgr
design and operation.
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
27/38
Partial funding for this study was provided by the
n er epar men a rogram o nergy esearc a
Development (PERD 1.1.3).
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
28/38
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
29/38
Optimizing bitumen upgrading scheme modeling and simulation
approach
Jinwen Chen and Mugurel Munteanu
CanmetENERGY, Natural Resources CanadaOne Oil Patch Drive,
Devon, AB, T9G 1A8, Canada
Abstract
The present study focuses on modeling and simulation of the
bitumen upgrading andrefining schemes using the HYSYS modeling
software in conjunction with pilot plantexperimental data obtained
at CanmetENERGY, as well as any available commercialoperation data.
Two existing upgrading schemes were investigated: coking-based
andhydroconversion-based, which are commonly used by oil sands
companies. The majorupgrading units, such as atmospheric and vacuum
distillation columns, coker/hydroconverter,and hydrotreaters, were
depicted in detail and the commercial operating conditions for each
ofthem were identified.
The coking-based upgrading scheme was simulated under various
operating scenarios.
Using existing data, mass balance was performed and a synthetic
crude oil yield close to82wt% was achieved based on the initial
diluted bitumen feedstock. The hydroconversion-based upgrading
scheme was also studied in this work by replacing the coker with
ahydroconverter (an ebullated bed reactor) and by utilizing
commercially available data underdifferent operating
conditions.
Introduction
About 1.6 million barrels of combined mining and in-situ based
bitumen is currentlyproduced. Over 50% of this production is
upgraded to synthetic crude oil (SCO). To date,virtually all of the
mining based bitumen is upgraded. Much of the synthetic crude is
processed
in Canadian refineries today, but increasingly large volumes
will be marketed in the northerntier US states as the industry
expands its output1.Production of transportation fuels from
Canadian bitumen feedstocks requires either
new integrated upgrading and refining facilities, or converting
existing refineries that useconventional crudes to allow higher
input of bitumen feedstocks. In either case, it is importantand
useful to optimize the entire upgrading and refining scheme under
different processconfigurations and product scenarios to minimize
the process related energy intensity/consumption, at the same time
to achieve the best economic benefits. Such optimization canprovide
guidelines to either existing upgrading and refining operations or
process design fornew upgraders and refineries.
There are two major commercial primary bitumen upgrading
processes: coking and
hydroconversion. Historically coking has predominated as the
choice for primary upgrading. Asthe first step to produce a
bottomless (zero residue) SCO, it handles the higher solids
andwater content in mining based bitumen more easily. The
by-product coke helps to trap solids,and concentrate and remove
metals as well as some of the sulphur and nitrogen. However,
thetotal liquid product yield is relatively low due to the
formation of coke. In comparison, ebullatedbed catalytic
hydroconversion process has much higher total liquid product yield
due to thehydrogen addition. In some commercial operations the
conversion of bitumen is not 100% in
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
30/38
the hydroconversion unit, generating a small portion of residue
that is further processed with acoking unit.
Both of the two primary processes produce liquid products with
boiling ranges similar toconventional crudes. However they have
high concentrations of impurities, such as sulphurand nitrogen. The
secondary hydrotreating processes remove these impurities to
producesweet blending stocks for the SCO without changing much the
boiling range of the liquid. TheSCO boiling range is essentially
controlled by the primary upgrading step. In reviewing some ofthe
major challenges that the oil sands industry is facing, bitumen
upgraders need to capitalizeon, or address, the following:
(a) Take advantage of some relatively minor upgrading at the
recovery stage(b) Take advantage of the necessity to move to
alternative energy and hydrogen sources,
particularly internally generated residues, which is a trend
with very large impact onmain upgrading process selection
(c) Address major environmental concerns in an integrated way(d)
Meet future crude quality requirement with existing facilities
The oil sands industry by its very size is in a position to
influence technologydevelopment for their relatively unique needs.
It is important to identify the possible avenuesfor better
upgrading technology for current and future projects. The most
important technology
developments for existing commercial processes are: coking,
ebullated bed hydroconversion,moderate primary upgrading,
hydrotreating, hydrocracking, and catalyst development.
The objective of this study is to identify the technologies and
different operatingconditions that directly meet the future trends
in current upgrader performances. Improvementin process efficiency
and bitumen utilization will benefit from advanced modeling
techniques.
Advanced modeling can also help to achieve better process
control. Advanced simulationresults also provide valuable
information for understanding bitumen processabilities
andincreasing marketability, reducing GHG emissions and other
related environmental impacts inbitumen upgrading and refining.
Modeling and Simulation Bases
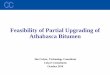
Figure 1 presents a simplified generic flow diagram of current
upgrading process. Thediluted bitumen from the extraction and froth
treatment plant is distilled in the diluent recoveryunit (DRU), or
atmospheric distillation unit (ADU). The diluent is recovered and
recycled to theextraction plant. The bitumen constitutes the feed
for the vacuum distillation unit (VDU). Thedistilled products from
the VDU are routed directly to naphtha, light gas oil and heavy gas
oilhydrotreaters, and the vacuum-topped bitumen is either thermally
cracked in the coker orcatalytically hydroconverted in the
ebullated bed hydroconverter. The total liquid product (TLP)from
the coker or hydroconverter is fractionated into naphtha, light gas
oil and heavy gas oil,which are combined with the corresponding
fractions from the VDU. The combined naphtha,light gas oil and
heavy gas oil are further hydrotreated in three individual
hydrotreaters. Theliquid products from the hydrotreaters are
blended to form the final upgrading product SCO,
which is shipped to refineries in Canada and the US by pipeline
for further refining2,3.Table 1 summarizes the properties of
typical Athabasca bitumen and its distilled
products. The bitumen contains about 4.3wt% of sulfur and the
API gravity is about 10.6.
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
31/38
DiluentRecoveryUnit
Coker
Diluted
Bitumen
Diluent
Naphtha
VacuumD
istillationUnit
Bitumen
Oil
Residue
Naphtha
Hydrotreater
Separator
Heavy GasoilHydrotreater
Light Gasoil
Hydrotreater
Synthetic
Crude Oil
Naphtha
LGO
HGOTLP
Treated
Naphtha
Hydrogen
Plant
Diluent
H2
H2
Hydroconversion
Coke
LGO
HGO
Residue
TreatedLGO
Treated
HGO
DiluentRecoveryUnit
Coker
Diluted
Bitumen
Naphtha
Hydrotreater
Naphtha
VacuumD
istillationUnit
Bitumen
Oil
Residue
Separator
Heavy GasoilHydrotreater
Light Gasoil
Hydrotreater
Synthetic
Crude Oil
Naphtha
LGO
HGOTLP
Treated
Naphtha
Hydrogen
Plant
H2
H2
Hydroconversion
Coke
LGO
HGO
Residue
TreatedLGO
Treated
HGO
Figure 1. Simplified generic schematic diagram of upgrading
process
Table 1. Properties of typical Athabasca bitumen and its
distilled products
Property Unit Bitumen
Bitumenatmospheric
bottomsVacuumbottoms Naphtha
Lightgas oil
Heavygas oil
Syntheticcrude oil
Density g/cm3
0.9960 0.9957 1.0670 0.7820 0.9410 1.0020 0.8650
API gravity API 10.6 10.6 1.1 49.4 18.9 9.8 32.0
Sulfur wt% 4.3 4.3 6.0 1.7 3.6 4.3 0.15
Nitrogen wppm 5423 5421 10590 237 1600 3780 800
Hydrogen wt% 10.5 12.3 8.5 12.4 10.9 10.2 12.6
Carbon wt% 82.82 85.3 83.7 85.1 84.8 84.2 86.6
H/C atomic ratio - 1.53 1.8 1.4 1.7 1.5 1.5 1.8
The present work focuses on modeling and simulation of the
bitumen upgrading andrefining schemes using the HYSYS modeling
software in conjunction with pilot plant
experimental data obtained at CanmetENERGY, as well as any
available commercialoperation data and published literature
data4-12. Two existing upgrading schemes areinvestigated:
coking-based and hydroconversion-based. The major upgrading
units,atmospheric and vacuum distillation columns,
coker/hydroconverter, and hydrotreaters, aredepicted in detail and
the commercial operating conditions for each of them were
identified.
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
32/38
Results and DiscussionsSimulations are performed for both
schemes, coking-based and hydroconversion-based
with the same bitumen-to-diluent ratio as feedstock (75:25
vol/vol). The processing capacitiesare assumed to be the same at
100K barrel/day diluted bitumen. The properties of the bitumenfeed,
intermediate streams and the final SCO for both simulated schemes
are presented inTables 2 to 4 (coking-based scheme), Tables 5 to 7
(hydroconversion-based scheme), andTable 8 (synthetic crude oil),
respectively. The upgrading units are modeled and
calibratedadequately in order to simulate commercial operating
conditions and to generate data ofindustrial interest. Since there
are no available models for coking and ebullated bedhydroconversion
in HYSYS, pilot plant experimental data obtained at CanmetENERGY
andpublished in literature are used to develop the coker and
hydroconverter models. Simulationresults show that a SCO yield of
about 81wt% can be achieved based on the initial dilutedbitumen
feedstock for the coking-based scheme. In contrast, the
hydroconversion-basedupgrading scheme generates a SCO yield of
about 92wt%. The difference in the SCO yieldbetween the two schemes
is due to the fact that the ebullated bed hydroconversion
unitcompletely converts the vacuum bottoms into gaseous and liquid
products without generatingany solid residual material. As seen in
Table 8, the SCO from hydroconversion-based schemehas slightly
lower concentrations of sulfur, nitrogen and aromatics than that
from coking-based
scheme. This results from the hydrodesulphurization,
hydrodenitrogenation and hydrogenation,in addition to the
hydrocracking of heavy molecules, occurring in the ebullated
bedhydroconverter.
The major upgrading units are investigated in detail and
calibrated accordingly tocommercial operating conditions. In this
paper, the authors present only one set of operatingconditions and
parameters for the two above mentioned upgrading schemes as shown
inTable 10. It is noted that the atmospheric distillation column,
the vacuum distillation columnand the hydrotreaters are operated
under the same conditions for both schemes. The onlydifference is
that one uses coking and the other one uses hydroconversion. The
operatingconditions are summarized in Table 9.
As seen in Tables 11 and 12, even if the hydrotreaters are
operated under the same
conditions, the hydrogen consumptions for diesel and gas oil in
the hydroconversion-basedupgrading are significantly higher than
those in the coking-based upgrading. This is becausefeed flow rates
to these two units in the hydroconversion-based scheme are much
higher thanthose in the coking-based scheme (Tables 4 and 7).
Consequently the hydroconversion-basedupgrading scheme has a higher
SCO yield at the cost of higher hydrogen consumption.
Table 2. Coking-based scheme streams properties
Bitumen Diluent DilBitDiluentreturn
Atmosphericbottoms
Mass flow kg/h 494800 126600 620800 126600 494300
Nitrogen
content wppm 5423.0 0.0 4318.0 10.8 5420.0Sulfur content Wt% 4.3
0.0 3.4 0.15 4.3
Aromatics content vol% 61.5 0.5 46.2 3.4 60.4
Density g/cm3 0.9960 0.7643 0.9381 0.7670 0.9949
API gravity API 10.6 53.6 19.3 53.0 10.7
Conradson carbon residue wt% 9.5 0.0 7.6 0.0 9.5
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
33/38
Table 3. Coking-based scheme streams properties
Vacuum distillation Coker
Naphtha
Lightvacuumgas oil
Heavyvacuumgas oil
Vacuumbottoms
Cokerlightsends
Cokernaphtha
Cokerdiesel
Cokergas oil Coke
Mass flow kg/h 6672 75720 188000 223900 19140 33590 26870 78370
60460
Nitrogen
content wppm 14.68 202.8 1552.00 10590.0 0.0 88.0 1132.0 3100.0
18370.0Sulfurcontent wt% 0.20 1.5 3.5 6.0 0.0 0.9 3.8 3.9 7.9
Aromaticscontent vol% 4.3 26.1 54.6 82.1 0.0 11.0 50.0 57.0
89.0
Density g/cm3 0.7802 0.8836 0.9753 1.0670 0.6500 0.7535 0.8814
0.9798 1.0690
API gravity API 49.9 28.6 13.6 1.1 86.2 56.3 29.1 12.9 0.9
Conradsoncarbonresidue wt% 0.0 0.0 1.4 19.9 0.0 0.0 0.1 1.5
20.4
Table 4. Coking-based scheme streams properties
Naphthahydrotreater
Dieselhydrotreater
Gas oilhydrotreater
Mixednaphtha
Hydrotreatednaphtha
Mixeddiesel
Hydrotreateddiesel
Mixedgas oil
Hydrotreatedgas Oil
Mass flow kg/h 40260 37290 102600 102000 266400 261200
Nitrogencontent wppm 75.9 22.0 446.2 432.2 2007.0 319.2
Sulfurcontent wt% 0.8 0.08 2.1 0.14 3.6 0.1
Aromaticscontent vol% 9.9 6.0 32.4 26.4 55.3 50.3
Density g/cm
3
0.7578 0.7591 0.8830 0.8516 0.9766 0.8811API gravity API 55.2
54.9 28.7 34.7 13.4 29.1
Conradsoncarbonresidue wt% 0.00 0.00 0.03 0.00 1.44 0.00
Table 5. Hydroconversion-based scheme streams properties
Bitumen Diluent DilBitDiluentreturn
Atmosphericbottoms
Mass flow kg/h 494800 126600 620800 126600 494300
Nitrogencontent wppm 5423.0 0.0 4318.0 9.9 5421.0
Sulfurcontent wt% 4.3 0.0 3.4 0.14 4.3
Aromatics content vol% 61.5 0.5 46.2 3.2 60.5
Density g/cm3 0.9960 0.7643 0.9381 0.7653 0.9957
API gravity API 10.6 53.6 19.3 53.4 10.6
Conradson carbon residue wt% 9.5 0.0 7.6 0.0 9.5
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
34/38
Table 6. Hydroconversion-based scheme streams properties
Vacuumdistillation
Hydroconverter
Naphtha
Lightvacuumgas oil
Heavyvacuumgas oil
Vacuumbottoms
Residue(vacuum
bottoms +recycle)
Lightsends naphtha diesel gas oil
Residu(recycle
Mass flow kg/h 1781 80990 187500 224000 348400 16230 17150 76370
86880 124600Nitrogencontent wppm 12. 194.0 1553.0 10590.0 9202.0
0.0 0.0 0.0 0.0 6645.0
Sulfurcontent wt% 0.2 1.5 3.5 6.0 4.2 0.0 0.0 0.0 0.2 0.9
Aromaticscontent vol% 3.8 25.1 54.6 82.1 69.2 0.0 0.0 0.0 10.0
44.0
Density g/cm3 0.7723 0.8805 0.9754 1.0670 1.0780 0.6495 0.7423
0.8783 0.9767 1.1000
API gravity API 51.7 29.2 13.6 1.1 -0.3 86.4 59.1 29.6 13.4
-2.8Conradsoncarbonresidue wt% 0.0 0.0 1.4 19.9 17.7 0.0 0.0 0.0
0.0 14.6
Table 7. Hydroconversion-based scheme streams properties
Naphthahydrotreater
Dieselhydrotreater
Gas oilhydrotreater
Mixednaphtha
Hydrotreatednaphtha
Mixeddiesel
Hydrotreateddiesel
Mixedgas Oil
Hydrotreatedgas oil
Mass flow kg/h 18930 16690 157400 159900 274400 277500
Nitrogencontent wppm 1.2 0.4 99.9 21.2 1061.0 126.9
Sulfurcontent wt% 0.02 0.00 0.8 0.16 2.5 0.07
Aromaticscontent vol% 0.4 0.2 12.9 6.4 40.5 29.9
Density g/cm3 0.7450 0.7465 0.8794 0.8516 0.9758 0.8664
API gravity API 58.4 58.0 29.4 34.7 13.5 31.8
Conradsoncarbonresidue wt% 0.00 0.00 0.00 0.00 0.96 0.00
Table 8. Synthetic crude oil properties
SCOCoking-based
scheme
SCOHydroconversion-based
scheme
Mass flow kg/h 400500 454100
Nitrogen content wppm 320.3 85.0
Sulfur content wt% 0.12 0.10
Aromatics content vol% 39.5 20.5
Density g/cm3 0.8607 0.8561
API gravity API 32.9 33.8
Conradson carbon residue wt% 0.0 0.0
Yield vol% 93.7 106.8
Yield wt% 81.0 91.9
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
35/38
Table 9. Diluent recovery and Vacuum distillation column
operating conditions
Diluent Recovery Unit Vacuum Distillation Column
Number of stages 24 Number of stages 24
Feed stage 24 Feed stage 8
Diluent return
stage
Overhead liquid
outlet
Naphtha withdraw
stage
Overhead liquid
outletAtmospheric bottomsstage
Bottom liquidoutlet
Light vacuum gas oilWithdraw stage 2
Pressure (top) 120 kPaHeavy vacuum gas oil
Withdraw stage 7
Pressure (bottom) 140 kPaVacuum bottomsWithdraw stage
Bottom liquidoutlet
Diluent D8690% Temperature 206.1C Pressure top 2 kPa
Pressure bottom 5 kPa
Naphtha D86 90% temperature 221C
Light vacuum gas oil
D86 90% temperature 345CLight vacuum gas oil
D86 90% temperature 524C
Naphtha yield 1.4wt%
Light vacuum gas oil yield 15.3wt%
Heavy vacuum gas oil yield 38.0wt%
Vacuum bottoms yield 45.3wt%
Table 10. Coker (coking-based scheme) and Hydrocracker
(hydroconversion-based scheme)operating conditions
Operating conditions Coker HydroconverterReactor catalystdensity
kg/m
3 N/A 1500
LHSV h-1
N/A 0.48
Reactor pressure MPa Atmospheric 16
Reactor temperature C 482.2 430.0
Sulphur conversion wt% N/A 71.5
Conradson carbon residue conversion wt% N/A 48.5
Nitrogen conversion wt% N/A 51.6
Aromatics conversion wt% N/A 39.1
H2consumption SCF/bbl N/A 1512
Total liquid product yield wt% 70.6 92.2
NH3yield wt% 0.45 4.8
H2S yield wt% 2.0 3.0
Light ends initial boiling point C -60.0 -60.0
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
36/38
Table 10 - continuednaphtha initial boiling point C 37.0
37.0
diesel initial boiling point C 242.7 204.0
gas oil initial boiling point C 402.2 371.0
Residue initial boiling point C N/A 565.0
Light ends yield wt% 8.6 5.1
Naphtha yield wt% 15.0 5.3
Diesel yield wt% 12.0 23.8
Gas oil yield wt% 35.0 27.0
Coke/Residue yield wt% 27.0 38.8
Residue conversion wt% 100.0 61.2
Table 11. Operating conditions for hydrotreaters in coking-based
scheme
Naphtha
hydrotreater
Diesel
hydrotreater
Gas oil
hydrotreater
Number of reactors 2 2 2
Number of beds/ reactor 2 2 2
Reactor catalyst density kg/m3 1500 1500 1500
Reactor ID m 2.5 m 2.5 2.5 m
Catalyst loading kg/bed 18,000 18,000 18,000
Bed voidage 0.37 0.37 0.37
Reactor pressure kPa 5,000 8,000 13,260
Reactortemperature C 285.0 351.2 365.6
Gas/oil ratioSTD
m3/m
3 300.0 300.0 584.2
Sulphur conversion wt% 90.0 93.3 96.8
Conradson carbon residue conversion wt% 0.0 100.0 100.0
Nitrogen conversion wt% 71.1 3.1 84.1
Aromatics conversion wt% 39.7 18.6 9.1
H2consumption SCF/bbl 170.0 581.3 912.6
Product yield wt% 99.9 99.6 99.4
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
37/38
Table 12. Operating conditions for hydrotreaters in
hydroconversion-based scheme
Naphthahydrotreater
Dieselhydrotreater
Gas oilhydrotreater
Number of reactors 2 2 2
Number of beds/ reactor 2 2 2
Reactor catalystdensity kg/m3 1500 1500 1500
Reactor ID m 2.5 2.5 2.5
Catalyst loading kg/bed 18,000 18,000 18,000
Bed voidage 0.37 0.37 0.37
Reactor pressure kPa 5,000 8,000 13,260
Reactortemperature C 285.0 351.2 365.6
Gas/oil ratio STD m3/m
3300.0 300.0 584.2
Sulphur conversion wt% 88.8 78.5 97.0
Conradson carbon residue conversion wt% 0.0 100.0 100.0Nitrogen
conversion wt% 67.6 78.8 88.0
Aromatics conversion wt% 33.2 50.4 26.1
H2consumption SCF/bbl 170.0 892.4 1628.0
Product yield wt% 99.8 99.5 99.6
Summary
In this work, two major commercially used bitumen upgrading
schemes are simulatedwith HYSYS. The properties and flow rates of
the intermediate and final products in each
scheme are estimated and compared. Models for the atmospheric
distillation column, thevacuum distillation column, the coker, the
hydroconverter, and the hydrotreaters are calibratedaccording to
the pilot plant and industrial data. It is shown that the
hydroconversion-basedupgrading scheme has a SCO yield of about
92wt% which the coking-based upgradingscheme has a SCO yield of
about 81%, which are quite close to commercial operation values.In
addition, the SCO generated from the hydroconversion-based scheme
has higher quality(lower sulphur, nitrogen and aromatics contents)
than that generated from coking-basedscheme. The simulation is
versatile and multiple options can be considered for
differentscenarios, and therefore can be considered as an important
tool to guide bitumen upgradingprocess design and operation.
Acknowledgments
Partial funding for this study was provided by the Canadian
Interdepartmental Programof Energy Research and Development (PERD
1.1.3).
-
7/22/2019 Optimizing Bitumen Upgrading Scheme
38/38
Literature
1. Bitumen & Very Heavy Crude Upgrading Long Term R&D
Opportunities - LENEFConsulting Limited, 1994
2. Sok, Y., Journal of Japan Petroleum Institute, 51, 1-13,
20083. Murali, C., Voolapalli, R. K., Ravichander, N., Gokak, D.
T., Choudary, N. V., Fuel, 86,
1176-1184, 20074. Verruschi, E., Freitez, J., Gonzalez, Y.,
Dassori, C. G., Journal of Computational
Methods in Science and Engineering, 9, 175-195, 20095. Jarullah,
A. T., Mujtaba, I. M., Wood, A. S., Chemical Engineering Science,
66, 859-
871, 20116. Ordorica-Garcia, G., Croiset, E., Douglas, P.,
Elkamel, A., Gupta, M., Energy and Fuels,
21, 2098-2111, 20077. Martinez, J., Sanchez, J. L., Ancheyta,
J., Ruiz, R. S., Catalysis Reviews, 52, 60-105,
20108. Morawski, I., Mosiewski, J. M., Fuel Processing
Technology, 87, 659-669, 20069. Farahani, H. F., Shahhosseini, S.,
Chemical Product and Process Modeling, 6, 1-21,
2011
10. Ding, F., Ng, S. H., Xu, C., Sok, Y., Fuel Processing
Technology, 88, 833-845, 200711. Cotta, R. M., Wolf Maciel, M. R.,
Maciel Filho, R., Computers and Chemical Engineering
Supplement, 791-794, 199912. Soderbergh, B., Robelius, F.,
Aleklett, K., Energy Policy, 35, 1931-1947, 2007