Embed Size (px)
Citation preview

Available online at www.sciencedirect.com
87 (2008) 60–64www.elsevier.com/locate/ijminpro
Int. J. Miner. Process.
Optimization of the dissolution of magnesite in citric acid solutions
Fatih Demir, Bünyamin Dönmez ⁎
Department of Chemical Engineering, Atatürk University, 25240 Erzurum, Turkey
Received 13 February 2007; received in revised form 30 December 2007; accepted 23 January 2008Available online 2 February 2008
Abstract
This study is presented to determine the optimization of the dissolution of magnesite in citric acid solutions by Taguchi Method. The effects ofparameters such as acid concentration, reaction period, reaction temperature, solid–liquid ratio and particle size are studied. Because the desiredcharacteristic for response has been the maximum magnesite extraction, Taguchi's ‘the larger the better’ performance formula is used. The optimumconditions for dissolution are found to be acid concentration 2 M, reaction period 120 min, reaction temperature 75 °C, solid–liquid ratio 0.125 g/mLand particle size −319 µm. The experimental results exhibit that, under optimal leaching conditions, the extraction of magnesite can be 99.90%.© 2008 Elsevier B.V. All rights reserved.
Keywords: Magnesite ore; Optimization; Citric acid; Taguchi method
1. Introduction
Magnesite is the primary source for production of magne-sium and its compounds. These products obtained are widelyused in many fields from basic refractory bricks to pharmaceu-tical and from catalyst to fertilizer industries. The naturalmagnesite contains some impurities such as silisium, iron andcalcium. The present impurities can affect negatively the usageobtained products. Therefore, chemical methods are usuallypreferred for recovery of products.
To recovery metals and their compounds from ores, thehydrometallurgical methods are generally used. In this direction,the organic reagents according to inorganic ones are of manyadvantages (Laçin et al., 2005).Although in the dissolution of somecarbonaceous ores as magnesite has been used inorganic reagents(Ersahan et al., 1994; Ozbek et al., 1999), the usage of organicreagents on the solubility is preferred in the last years (Ashraf et al.,2005; Alkan and Doğan, 2004). With this aim, the citric acid anorganic acid can be used for dissolution of magnesite ores.
One of the studies carried out by Taguchi method is that theoptimum conditions for the dissolution of copper from anode
⁎ Corresponding author. Mailing address: Atatürk University, EngineeringFaculty, Chemical Engineering Department, 25240, Erzurum, Turkey. Fax: +90442 2314544.
E-mail address: [email protected] (B. Dönmez).
0301-7516/$ - see front matter © 2008 Elsevier B.V. All rights reserved.doi:10.1016/j.minpro.2008.01.006
slime in H2SO4 solutions are determined (Dönmez⁎ et al.,1998). Abali et al. (2006) investigate the dissolution magnesitein H2SO4 solutions. They find the optimum conditions, theextraction of magnesium can be over 96%, as reactiontemperature 65 °C, solid–liquid ratio 5/100 g/mL, acidconcentration 2 M, reaction period 60 min and stirring speed300 rpm. Another study, also, is the optimization of thedissolution of phosphate rock with CI2–SO2 gas mixtures inaqueous medium (Ata et al., 2000). In two study that Demir etal. (2003, 2006) carry out to investigate the mechanism of thedissolution process by citric acid solutions of magnesite andcalcined magnesite both the reaction rates are found to bechemically reaction-controlled.
In statistical studies, the method of studying with one variableat a time, while keeping all others at a predetermined level, is notefficient in many cases and also a time consuming technique.Factorial designs are not feasible to optimize parameters, becausethe experiments cannot be performed in blocks. They also requiremore information to design parameter levels. Taguchi's methodhas been used widely in industrial process design, principally indevelopmental trials from microbiology to agriculture, and fromchemistry to engineering. This technique is used to generateenough process information to establish the screening andoptimal conditions of parameters for particular process using aminimum number of experiments possible (Kackar, 1985; Ross,1988; Dönmez et al., 1999; Yesilyurt, 2003).

Table 1The chemical composition of magnesite ore
Component (%)
MgO 45.95CaO 1.40Fe2O3 0.52SiO2 1.98Ignition loss 50.15
Table 2Parameters and their values corresponding to levels to be studied in experiments
Levels
Parameters 1 2 3 4
A Acid concentration (M) 2.0 2.5 3.0 3.5B Reaction period (min) 30 60 90 120C Reaction temperature (°C) 30 45 60 75D Solid-to-liquid ratio (g mL−1) 0.100 0.125 0.166 0.250E Particle size (µm) −1019 −319 −169 −125
61F. Demir, B. Dönmez / Int. J. Miner. Process. 87 (2008) 60–64
One of the advantages of Taguchi method on the conven-tional experimental design methods, in addition to keeping theexperimental cost at minimum level, is that it minimizes thevariability around the target when bringing the performance tothe target value. Another advantage is that optimum workingconditions determined from the laboratory work can also bereproduced in the real production environment.
The kinetics of dissolution of magnesite in citric acidsolutions has been investigated although there does not existany study on the optimization for the dissolution of magnesite incitric acid solutions in the literature. Therefore, the aims of thisstudy are to investigate the effects of various parameters (suchas particle size, solid–liquid ratio, reaction temperature, reactionperiod and acid concentration) on the dissolution of magnesitein citric acid aqueous medium, to determine optimum condi-tions of magnesite leaching by Taguchi method.
2. Materials and methods
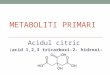
The magnesite ore used in the study is supplied from Erzurum-Oltu inTurkey. After crushing and washing, the sample is ground, and its chemicalanalysis is carried out by standard gravimetric and volumetric methods(Furmann, 1963). The analytical results are given in Table 1. An X-raydiffractogram illustrating the contents of the sample is given in Fig. 1. Then, theore is sieved using ASTM standard sieves, giving particle size fractions of asmedium −1019, −319, −169 and −125 μm.
The citric acid (C6H8O7-2-hydroxy propane-1,2,3-tricarboxylic acid) usedas the reactant and EDTA (ethylenediamine tetra-acetic acid) for analysis are ofreagent grade. It is a natural occurring fruit acid, produced commercially bymicrobial fermentation of a carbon hydrate substrate and decomposes at highertemperatures.
Leaching experiments are conducted in a 500 mL spherical glass reactorheated by a constant temperature bath and equipped with a mechanical stirrer
Fig. 1. X-ray diffractogram of the m
having a digital controller unit, a thermometer and a back cooler. After each test,the Mg+2 content in the leach solution is determined.
When citric acid dissolves in water, the following equilibriums are mainlyestablished:
C6H8O7ðsÞ þ H2OðlÞ⇔H3OþðaqÞ þ C6H7O
−17 ðaqÞ ð1Þ
C6H7O−17 ðaqÞ þ H2OðlÞ⇔H3O
þðaqÞ þ C6H6O
−27 ðaqÞ ð2Þ
C6H6O−27 ðaqÞ þ H2OðlÞ⇔H3O
þðaqÞ þ C6H5O
−37 ðaqÞ: ð3Þ
The dissolution reactions of magnesite can also be given as follows:
MgCO3ðsÞ þ 2H3OþðaqÞ→Mgþ2
ðaqÞ þ CO2ðgÞ þ 3H2OðlÞ: ð4Þ
3. Theory of Taguchi method
Experimental parameters and their levels are chosen in thelight of preliminary experiences. Parameters and their levels tobe studied are given in Table 2.
The orthogonal array (OA) experimental design method ischosen to determine the experimental plan, L16 (4
5), as it is themost suitable for the conditions being investigated fiveparameters with four levels (Table 3). In order to observeeffects of noise sources such as the temperature and thehumidity of the laboratory medium on the dissolution process,each experiment is repeated three times under the sameconditions at different times. The performance statistics is
agnesite ore used in the study.

Table 3Chosen L16 (4
5) experimental plan
Experimentno
Parameters and their levels
A B C D E
1 1 1 1 1 12 1 2 2 2 23 1 3 3 3 34 1 4 4 4 45 2 1 2 3 46 2 2 1 4 37 2 3 4 1 28 2 4 3 2 19 3 1 3 4 210 3 2 4 3 111 3 3 1 2 412 3 4 2 1 313 4 1 4 2 314 4 2 3 1 415 4 3 2 4 116 4 4 1 3 2
Fig. 3. The effect of reaction period on the criteria.
62 F. Demir, B. Dönmez / Int. J. Miner. Process. 87 (2008) 60–64
chosen as the optimization criterion. The performance statisticsis evaluated by using the following equation (Kackar, 1985):
ZB ¼ �10Log1n
Xni¼1
1
Y 2i
!ð5Þ
where ZB is the performance statistics, n the number ofrepetitions done for an experimental combination, and Yiperformance value of ith experiment. In Taguchi method theexperiment corresponding to optimum working conditionsmight have not been done during the whole period of theexperimental stage. In such cases, the performance valuecorresponding to optimum working conditions can be predictedby utilizing the balanced characteristic of OA. For this, theadditive model may be used (Phadke et al., 1983):
Yi ¼ Aþ Xi þ ei ð6Þwhere, µ is the overall mean of performance value, Xi the fixedeffect of the parameter level combination used in ith experi-ment, and ei the random error in ith experiment. Because
Fig. 2. The effect of acid concentration parameter on the criteria.
Eq. (6) is a point estimation, which is calculated by usingexperimental data in order to determine whether results of theconfirmation experiments are meaningful or not, the confidenceinterval must be evaluated. The confidence interval at chosenerror level may be calculated by (Ross, 1988):
YiF
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiFa;1;DFMSeTMSeT
1þ mN
þ 1ni
� �sð7Þ
where F is the value of F table, α error level, DFMSe degrees offreedom of mean square error, m degrees of freedom used in theprediction of Yi, N the number of total experiments, and ni thenumber of repetition in confirmation experiment. If experi-mental results are in percentage (%), before evaluating Eqs. (6)and (7) omega transformation of percentage values should beapplied first using the following equation. Then later interestedvalues are determined by carrying out reverse transformation byusing the same equation (Taguchi, 1987):
X dbð Þ ¼ �Log1P� 1
� �ð8Þ
where Ω(db) is the decibel value of percentage value subject toomega transformation and P percentage of the product obtainedexperimentally.
Fig. 4. The effect of reaction temperature on the criteria.

Fig. 5. The effect of solid to liquid ration on the criteria.
Table 4Optimum working conditions, predicted dissolved quantity of magnesite incitric acid solutions
Parameters Optimum levels Optimum value
A Acid concentration (M) 1 2B Reaction period (min) 4 120C Reaction temperature (°C) 4 75D Solid-to-liquid ratio (g mL−1) 2 1/8E Particle size (µm) 3 −319Predicted dissolved quantity (%) 98.86Predicted confidence interval (%) 95.05–100
63F. Demir, B. Dönmez / Int. J. Miner. Process. 87 (2008) 60–64
The order of the experiments is obtained by insertingparameters into columns of OA, L16 (45), chosen as experi-mental plan given in Table 3. But the order of experiments ismade random in order to avoid noise sources which are notconsidered initially and which could take place during anexperiment and affect results in a negative way.
The interactive effects of parameters are not taken intoaccount in the theoretical analysis because some preliminarytests show that they could be neglected. The validity of thisassumption is checked by confirmation experiments conductedat the optimum conditions.
4. Results and discussion
The collected data are analyzed by an IBM compatible PC usingANOVA-TM computer software package for evaluation of the effect ofeach parameter on the optimization criteria. The results obtained aregiven in Figs. 2–6. The order of graphs in the figures is according to thedegree of the influence of parameters on the performance statistics. Atfirst sight, it is difficult and complicated to deduct experimentalconditions for the graphs given in this figure. We'll try to explain it withan example. Let us take Fig. 2 which shows the variation of theperformance statistics with acid concentration. Now let us try todetermine experimental conditions for the first data point. The acidconcentration for this point is 2 M which is level 1 for this parameter.Now let us go to Table 3 and find the experiments for which acid
Fig. 6. The effect of particle size on the criteria.
concentration level (column A) is 1. It is seen in Table 3 thatexperiments for which column A is 1 are experiments with experimentnos 1, 2, 3, and 4. Thus, the performance statistics value of the first datapoint is the average of those obtained from experiments withexperiment numbers 1, 2, 3, and 4. Experimental conditions for thesecond data point are the conditions of the experiments for whichcolumn A is 2 (i.e. experiments with experiment nos 5, 6, 7, and 8) andso on.
The numerical value of the maximum point in each graph marks thebest value of that particular parameter and is given in Table 4 for eachparameter. That is, parameter values given in Table 4 are the optimumconditions.
If experimental plan given in Table 3 is studied carefully togetherwith Table 2, it can be seen that experiment corresponding to optimumconditions (A: 1, B: 4, C: 4, D: 2, E: 3, see Table 4) has not been carriedout during the experimental work. Thus, it should be noted thatdissolution percentage given in Table 4 is predicted result by using Eqs.(6–8). Also, 95% significance level confidence interval of prediction isgiven in Table 4 in order to test predicted result, confirmationexperiments have been carried out three times at optimum workingconditions. From the fact that the dissolution percentages obtainedfrom confirmation experiments (98.86%) are within the calculatedconfidence interval (see Table 4), it can be said that experimentalresults are within ±5% in error. This proves that interactive effects ofparameters are indeed negligible.
Therefore, at the end of works done around the optimum values ofthe effective parameters, the extraction of 99.90% of magnesite ore isachieved under the following conditions: acid concentration 2 M,reaction period 120 s, reaction temperature 75 °C, solid–liquid ratio0.125 g/ml, and particle size −319 µm.
5. Conclusions
The magnesite ore used in the study is supplied fromErzurum-Oltu in Turkey has been examined chemically todetermine the composition. This study has been enlightening inidentifying certain conditions in the dissolution of magnesiteore in citric acid solutions. The optimum conditions for thedissolution of magnesite ore in citric acid solutions have beendetermined by Taguchi method. From these considerations, thefollowing can be derived:
• In the dissolution process, the most effective parameters arereaction temperature, particle size and reaction period,respectively. The solubility increases with increasing reac-tion temperature and reaction period, and with decreasingsolid–liquid ratio and particle size.

64 F. Demir, B. Dönmez / Int. J. Miner. Process. 87 (2008) 60–64
• Under optimal leaching conditions, in which 99.90% ofmagnesite ore in citric acid solutions is solubilized,dissolution percentages of basic impurities such as Fe, Siand Ca dissolved into the solution are respectively asfollows: 0.52, 1.98, and 1.4.
• The magnesium citrate formed has rather wide usage fieldssuch as medicine and dietary supplements (Hawley, 1977).Therefore, it is thought that the dissolution parameters forreaction of magnesite by citric acid are very important forindustrial applications.
• Non-toxic technique for the work and environmental mediaand low capital investment are the major reasons for theresearch and development of such processes. Such develop-ments would preferably be directly performed at anindustrial-scale.
• Since optimum conditions determined by Taguchi method inlaboratory environment are reproducible in real productionenvironments as well, the findings of the present laboratory-scale study may be very useful for the treatment of magnesiteore in citric acid solutions on an industrial-scale.
References
Abali, Y., Copur, M., Yavuz, M., 2006. Determination of the optimumconditions for dissolution of magnesite with H2SO4 solutions. Indian Journalof Chemical Technology 13, 391–397.
Alkan, M., Doğan, M., 2004. Dissolution kinetics of colemanite in oxalic acidsolutions. Chemical Engineering and Processing 43, 867–872.
Ashraf, M., Zafar, Z.I., Ansari, T.M., 2005. Selective leaching kinetics andupgrading of low-grade calcareous phosphate rock in succinic acid.Hydrometallurgy 80, 286–292.
Ata, O.N., Çolak, S., Çopur, M., Çelik, C., 2000. Determination of optimumconditions for boric acid extraction with carbon dioxide gas in aqueous
media from colemanite containing arsenic. Industrial & EngineeringChemistry Research 39, 488–493.
Demir, F., Dönmez, B., Çolak, S., 2003. Leaching kinetics of magnesite ore incitric acid solutions. Journal of Chemical of Japan 36, 683–688.
Demir, F., Laçin, O., Dönmez, B., 2006. Leaching kinetics of calcined magnesitein citric acid solutions. Industrial & Engineering Chemistry Research 45,1307–1311.
Dönmez⁎, B., Çelik, C., Çolak, S., Yartaşı, A., 1998. Dissolution of copper fromanode slime in H2SO4 solutions. Industrial & Engineering ChemistryResearch 37, 382–3387.
Dönmez, B., Ekinci, Z., Çelik, Çolak, 1999. Optimization of the chlorination ofgold in decopperized anode slime in aqueous medium. Hydrometallurgy 52,81–90.
Ersahan, H., Ekmekyapar, A., Sevim, F., 1994. Flash calcination of a magnesiteore in a free-fall reactor and leaching of magnesia. International Journal ofMineral Processing 42, 121–136.
Furmann, N.H., 1963. Standard Methods of Chemical Analysis, 6th ed. D. VanNastrand Company, New Jersey.
Hawley, G.G., 1977. The Condensed Chemical Dictionary, 9th ed. Van NostrandReinhold Company, New York.
Kackar, R.N., 1985. Off-line quality control, parameter design and Taguchimethods. Journal of Quality Technology, 17, 176–209.
Laçin, O., Dönmez, B., ve Demir, F., 2005. Dissolution kinetics of naturalmagnesite in acetic acid solutions. International Journal of MineralProcessing 75 (1–2), 91–99.
Ozbek, H., Abali, Y., Colak, S., Ceyhun, I., Karagolge, Z., 1999. Dissolutionkinetics of magnesite mineral in water saturated by chlorine gas.Hydrometallurgy 51, 173–185.
Phadke, M.S., Kackar, R.N., Speeney, D.V., Grieco, M.J., 1983. Off-line qualitycontrol in integrated circuit fabrication using experimental design. The BellSystem Technical Journal 62, 1273–1309.
Ross, P.J., 1988. Taguchi Techniques for Quality Engineering. McGraw-Hill,New York.
Taguchi, G., 1987. System of Experimental Design. Quality Resources, NewYork.
Yesilyurt, M., 2003. Determination of the optimum conditions for the boric acidextraction from colemanite ore in HNO3 solutions. Chemical Engineeringand Processing 43, 1189–1194.