Embed Size (px)
Citation preview

J Intell ManufDOI 10.1007/s10845-013-0826-y
Optimization of injection-molded light guide plate withmicrostructures by using reciprocal comparisons
Chung-Feng Jeffrey Kuo · Gunawan Dewantoro ·Chung-Ching Huang
Received: 30 April 2013 / Accepted: 6 August 2013© Springer Science+Business Media New York 2013
Abstract Injection molding is considered as an effectiveway to manufacture light guide plate (LGP) with microstruc-tures. However, the determination of processing parame-ters has always been difficult pertaining to shrinkage andwarpage, bringing about variations in quality of the injec-tion molded product. This study proposed a procedure forsolving the optimization problem utilizing reciprocal com-parisons in data envelopment analysis. This method attemptsto improve the comparisons of efficiency between differ-ent systems (CEBDS) which has been done in other works.The objectives are to make the depth and angle of theV-cut microstructures as close to the target values as pos-sible, and make the residual stresses of light guide plateminimum. First, Taguchi method with orthogonal array L18
was applied to reduce the number of experiments. Then, thesignificant factors which have profound effect to the qual-ity characteristics were confirmed using the ANOVA andmain effect analysis. Next, CEBDS and reciprocal compar-isons were conducted to optimize the multi-parameter com-bination. The results were compared and investigated both
C.-F. J. Kuo (B)Graduate Institute of Automation and Control, National TaiwanUniversity of Science and Technology, No. 43, Section 4,Keelung Road, Taipei 106, Taiwan, Republic of Chinae-mail: [email protected]
G. DewantoroDepartment of Electronic and Computer Engineering, SatyaWacana Christian University, 52-60 Diponegoro Street,Salatiga 50711, Indonesiae-mail: [email protected]
C.-C. HuangDepartment of Mold and Die Engineering, National KaohsiungUniversity of Applied Science, 415 Chien Kung Road,Kaohsiung 807, Taiwan, Republic of Chinae-mail: [email protected]
theoretically and experimentally. The reproducibility of theexperiment was verified by confirming a confidence inter-val of 95 %. It is inferred that the reciprocal comparisonsapproach is far superior to the CEBDS approach. The resultsalso demonstrated improvements of LGP qualities comparedto the best achieved in Taguchi orthogonal array experiment.
Keywords Injection molding · Taguchi method ·Reciprocal comparisons · Optimization
Introduction
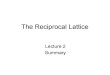
Liquid crystal display (LCD) is regarded as the most preva-lent utilization among photo-electronic display devices. AsLCDs are not self-emissive display devices, they adopt back-light unit modules which provide uniform and bright lightsource to display. The basic components of a typical backlightunit module include the light guide plate, reflector, diffuser,prism, and lamp. As shown in Fig. 1, the aim of the light guideplate is to control the direction of the scattering of light, guid-ing the edge light to turn it into the entire area light. Simul-taneously, the V-cut microstructures design on its surface isused to balance out the distribution of light which increasesthe luminance of the panel and ensures uniform brightness(Jui and Ya 2012). Therefore, light guide plate is the keyelement of the backlight module whose design and manufac-ture play significant role in determining the performance ofthe backlight module’s optical properties. Injection moldingis one of the best methods for producing a complex-shapedthree dimensional product, and is thus strongly preferred forthe production of light guide plates. The key to the qualityof the injection molding process is in issues such as shrink-age and warpage. Shrinkage leads to inaccuracies in the lightguide plate dimensions, while warpage causes the shape of
123
J Intell Manuf
Fig. 1 Backlight unit module
Prism sheet
Diffuser
Light Guide Plate
Reflector
MicrostructureLamp reflector
Lamp
the light guide plate to become distorted (Kazmer 2007;Umbrello et al. 2010; Bociaga et al. 2010). However, the spec-ification and setting of processing parameters has always pos-sessed difficulties related to shrinkage and warpage, causingvariations in quality of the injection molded product. There-fore, processing parameters that minimize thermal-inducedresidual stress are to be sought, thereby deformed wedge-shaped light guide plate can be avoided. In addition to that,V-cut microstructures, with the target depth of 2.887 µm andtarget angle of 120◦, are kept to be as close to the targetsas possible. Thus, the V-cut depth, angle, and residual stresswere chosen to be the objectives in this study. Faced with somany processing parameters, relevant research in the past hadbeen trying to discover the relationship between the parame-ters and mold product quality. Choi and Im (1999) analyzedthe shrinkage and warpage of the final injection product usingnumerical analysis method, taking the residual stress issuesin the packing pressure and cooling stages into considera-tion, and proving through the residual stress curve that thepacking pressure stage had the most profound effect on theresults of injection molding. Using Taguchi method, togetherwith nominally-the-best (type II) quality characteristic, Dra-gan et al. (2013) also showed that packing pressure was themost influential process parameters affecting post-moldingshrinkage.
L9 orthogonal array from the Taguchi method can be car-ried out to investigate the sintering characteristics of Ti-6Al-4V/HA tensile bars (Thian et al. 2002). Its final product wasproduced using powder injection molding. The processingparameters that were looked into include sintering temper-ature, heating rate, packing time, and cooling rate. Fromthe experimental result, sintering temperature had the mostsignificant effect on sintering characteristics, which is alsoconfirmed by Shye et al. (2013). Meanwhile, some researchobserved that mold temperature is the most important para-meter in injection molding process (Murakami et al. 2008;Huang et al. 2009; Yun et al. 2013). They showed that highmold temperature had been proven to significantly improvethe level of filling with melt plastics in microinjection mold-ing and conducive to the molding of microstructures. Accord-ing to Sanchez et al. (2012), cooling time was found to bethe most significant parameter to reduce warpage, as shownin cases of the box and plastic glass. Guilong et al. (2013)
studied the effects of cavity surface temperature in rapid heatcycle molding on mechanical strength of the molded speci-mens with and without a weld line. From the point of viewtensile strength and impact strength, cavity surface tempera-ture was found to be the utmost important parameters.
While the Taguchi method is mainly used for optimiz-ing single quality property (Nik and Shahrul 2011; Nor etal. 2010; Hasan et al. 2007), optimal processing parametersthat determine the single quality usually do not represent theoptimization of process parameters for the overall quality.For this reason, Taguchi method can also be combined withother methods, such as principal component analysis as inAnthony (2000), Saurav et al. (2009), Humberstone et al.(2012). Nevertheless, when more than one principal com-ponent, how to trade off to select the solution is unknown.Analytic Hierarchical Process (AHP) with Taguchi methodwere combined to obtain the optimal multi-parameter of laserscribing system for micro crystalline silicon thin film solarcell isolation and plastic injection molding (Kuo et al. 2010;Faisal et al. 2013). However, AHP incorporates a priori infor-mation about the response weight that increases uncertaintyin the decision-making process. Grey relational analysis wasemployed in multi-objective optimization by using Taguchidesign of experiments (Yang et al. 2012; Kuo et al. 2011; Lin2012), where the relative significance of processing parame-ters were still required to be known so that the optimal com-binations of the processing parameters levels can be sought.Response Surface Methodology was also used to determineinteractions among the control factors (Cicek et al. 2013;Muhammad et al. 2012). The predictive quadratic modelswere derived by the RSM to obtain the optimal responses asa function of the parameters. Abbas and Mohammad (2011),Abbas (2009) studied, respectively, the benevolent formulaand comparisons of efficiency between different systems(CEBDS) technique in Data Envelopment Analysis (DEA).The CEBDS technique turns out to be an efficient approachfor optimizing process performance with categorical data.However, there was no confirmation experiment to prove thereliability of the results.
This paper proposed reciprocal comparisons approach asopposed to the CEBDS method (Abbas 2009) for optimiz-ing processing parameters of injection molding machine. Bythis way, the qualities of molded product were improved
123
J Intell Manuf
experimental planning
proceed with experiment
Data analysis
optimal processing parameters determination
verification
satisfactory ?
Start
End
yes
no
CEBDS
ANOVA
Main effect analysis
Reciprocal comparisons
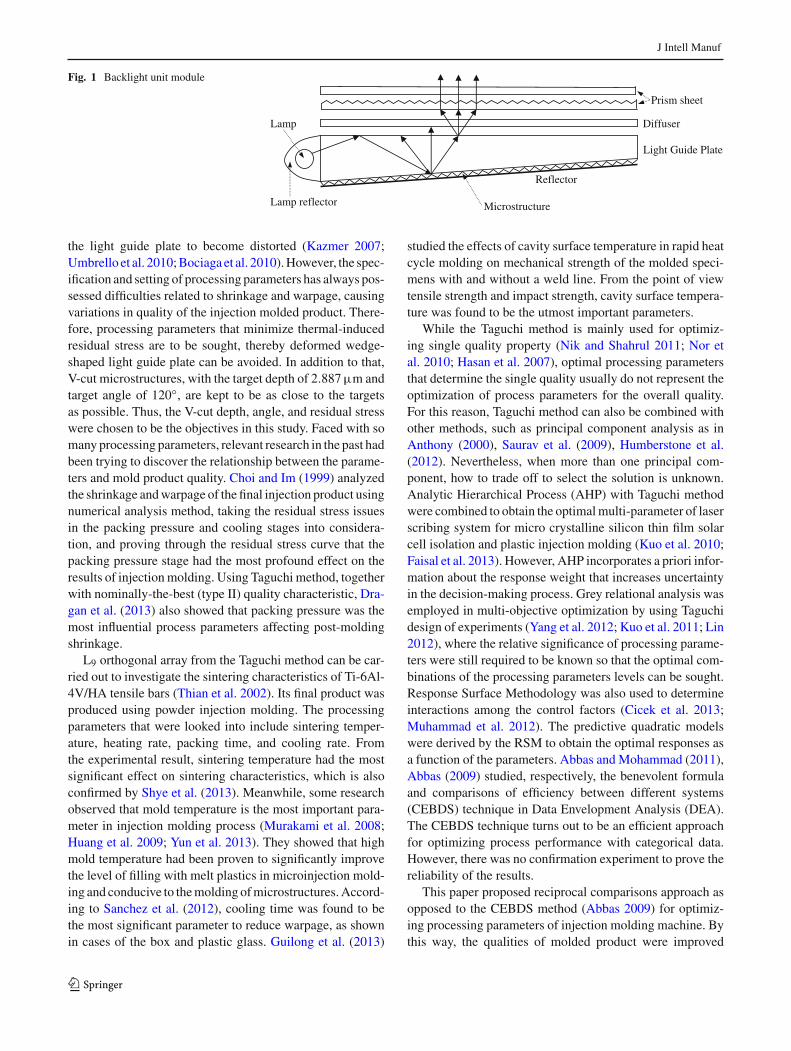
Fig. 2 Flowchart of experimental procedure
and the computational time was reduced. First, Taguchimethod with orthogonal array L18 was applied to reducethe number of experiments. Then, the significant factorswhich have profound effect to the quality characteristicswere confirmed using the ANOVA and main effect analysis.Next, CEBDS and reciprocal comparisons were conducted tooptimize the multi-parameter combination. The results werecompared and investigated both theoretically and experimen-tally. That is, the S/N ratios were predicted under the opti-mal conditions by addition to investigate the total anticipatedimprovement and the confirmation experiments were carriedto verify reproducibility and feasibility through the proposedapproach.
Experimentation
The whole experimental procedure of this study is describedin Fig. 2:
Experimentation plan
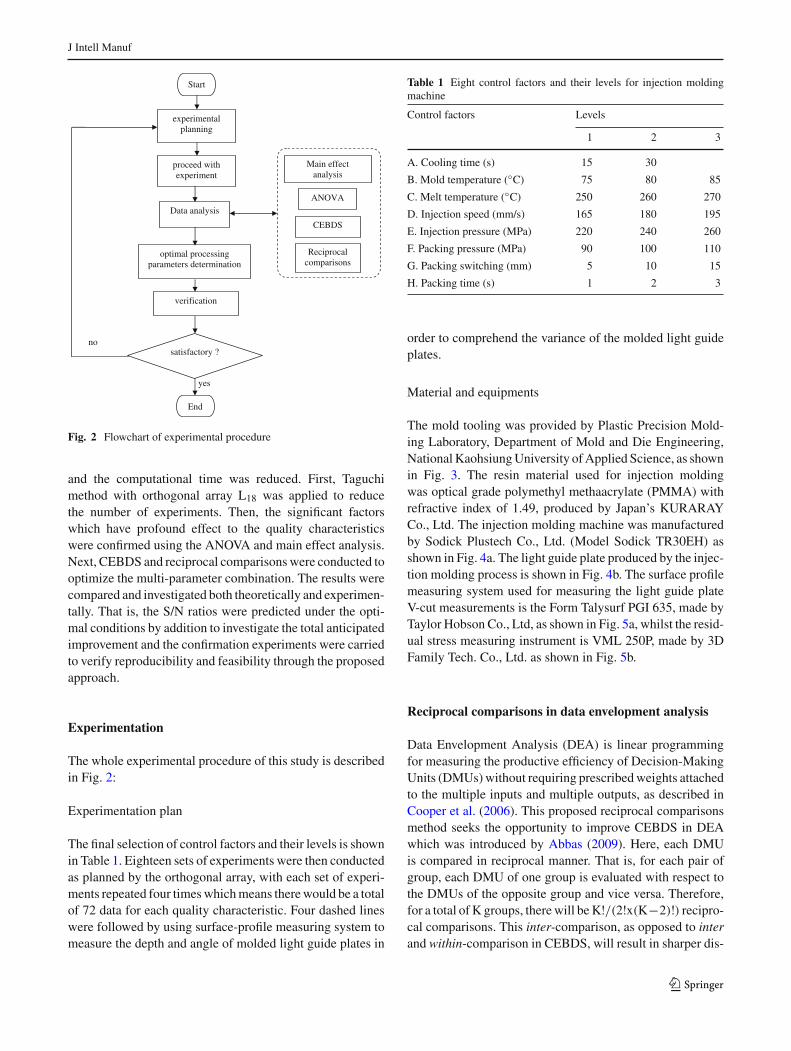
The final selection of control factors and their levels is shownin Table 1. Eighteen sets of experiments were then conductedas planned by the orthogonal array, with each set of experi-ments repeated four times which means there would be a totalof 72 data for each quality characteristic. Four dashed lineswere followed by using surface-profile measuring system tomeasure the depth and angle of molded light guide plates in
Table 1 Eight control factors and their levels for injection moldingmachine
Control factors Levels
1 2 3
A. Cooling time (s) 15 30
B. Mold temperature (◦C) 75 80 85
C. Melt temperature (◦C) 250 260 270
D. Injection speed (mm/s) 165 180 195
E. Injection pressure (MPa) 220 240 260
F. Packing pressure (MPa) 90 100 110
G. Packing switching (mm) 5 10 15
H. Packing time (s) 1 2 3
order to comprehend the variance of the molded light guideplates.
Material and equipments
The mold tooling was provided by Plastic Precision Mold-ing Laboratory, Department of Mold and Die Engineering,National Kaohsiung University of Applied Science, as shownin Fig. 3. The resin material used for injection moldingwas optical grade polymethyl methaacrylate (PMMA) withrefractive index of 1.49, produced by Japan’s KURARAYCo., Ltd. The injection molding machine was manufacturedby Sodick Plustech Co., Ltd. (Model Sodick TR30EH) asshown in Fig. 4a. The light guide plate produced by the injec-tion molding process is shown in Fig. 4b. The surface profilemeasuring system used for measuring the light guide plateV-cut measurements is the Form Talysurf PGI 635, made byTaylor Hobson Co., Ltd, as shown in Fig. 5a, whilst the resid-ual stress measuring instrument is VML 250P, made by 3DFamily Tech. Co., Ltd. as shown in Fig. 5b.
Reciprocal comparisons in data envelopment analysis
Data Envelopment Analysis (DEA) is linear programmingfor measuring the productive efficiency of Decision-MakingUnits (DMUs) without requiring prescribed weights attachedto the multiple inputs and multiple outputs, as described inCooper et al. (2006). This proposed reciprocal comparisonsmethod seeks the opportunity to improve CEBDS in DEAwhich was introduced by Abbas (2009). Here, each DMUis compared in reciprocal manner. That is, for each pair ofgroup, each DMU of one group is evaluated with respect tothe DMUs of the opposite group and vice versa. Therefore,for a total of K groups, there will be K!/(2!x(K−2)!) recipro-cal comparisons. This inter-comparison, as opposed to interand within-comparison in CEBDS, will result in sharper dis-
123

J Intell Manuf
Fig. 3 Moving mold-half (left) and fixed mold-half (right)
Fig. 4 a Sodick Plustech injection molding machine. b Light guide plate
Fig. 5 Measuring systems. a Taylor Hobson surface profilemeter. b 3D Family Tech stress measuring instrument
123
J Intell Manuf
crimination between two groups. For example, let DMUa
be a random DMU of group 1 to be evaluated, and Ea,2
denotes the efficiency of DMUa with respect to the DMUsof group 2. Then Ea,2 is obtained by solving the followingmodel:
Ea,2 = min θ
subject to
θxa ≥∑
j∈group2
x jλ j
ya ≤∑
j∈group2
y jλ j
λ j ≥ 0,∀ j ∈ group2 (1)
where xa and ya are the input and output vectors forDMUa, x j and y j are the input and output vectors for DMUsof group 2. The objective of the linear programming is toadjust the value of λ j such that θ is minimum. The efficiencyof each DMU of group 2 with respect to DMUs in group 1can be easily obtained in a similar manner.
Results and discussion
Taguchi experimental method (Ross 1996)
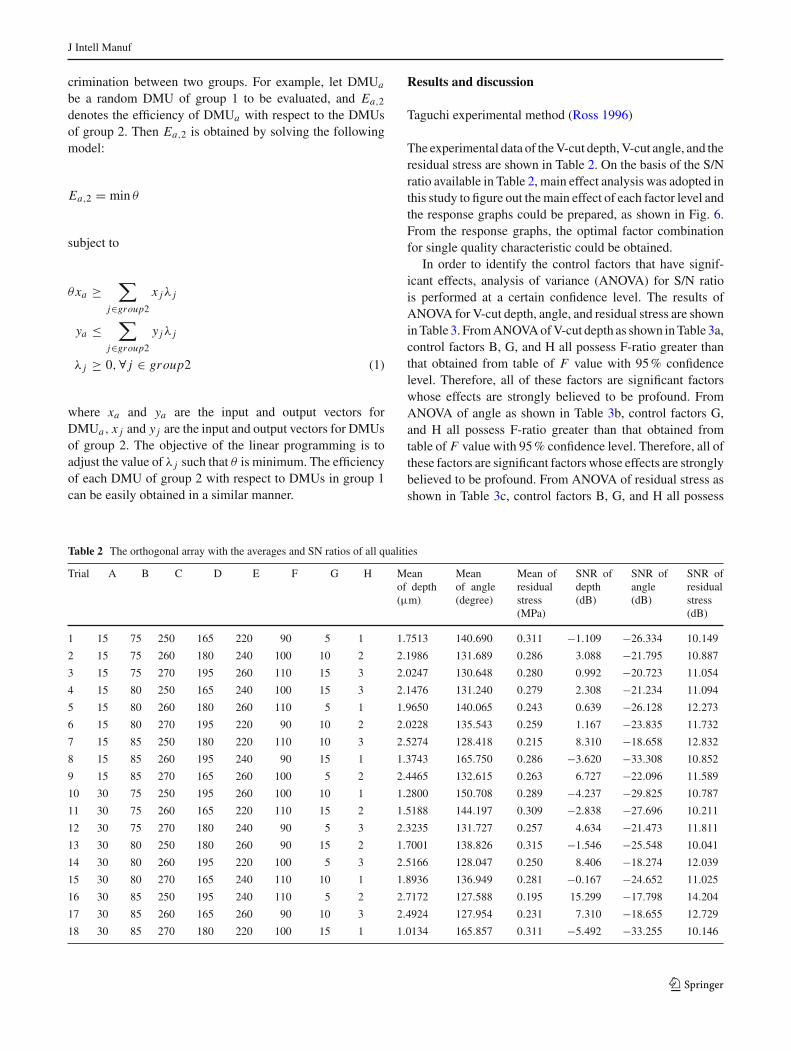
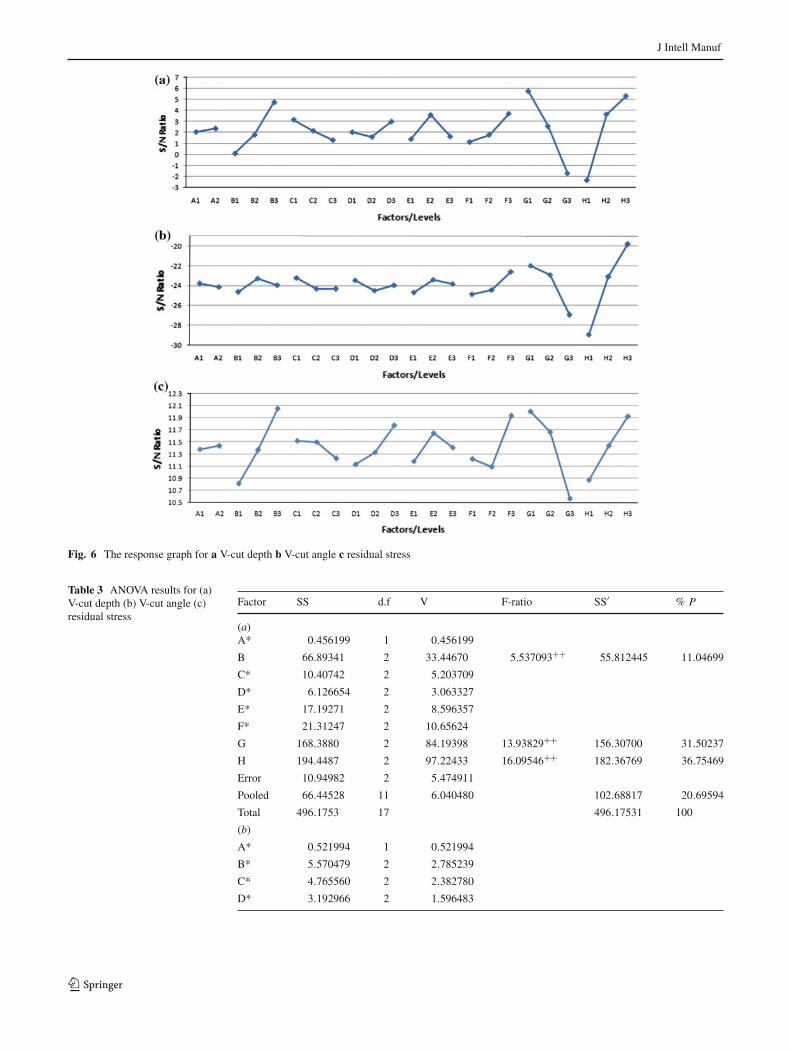
The experimental data of the V-cut depth, V-cut angle, and theresidual stress are shown in Table 2. On the basis of the S/Nratio available in Table 2, main effect analysis was adopted inthis study to figure out the main effect of each factor level andthe response graphs could be prepared, as shown in Fig. 6.From the response graphs, the optimal factor combinationfor single quality characteristic could be obtained.
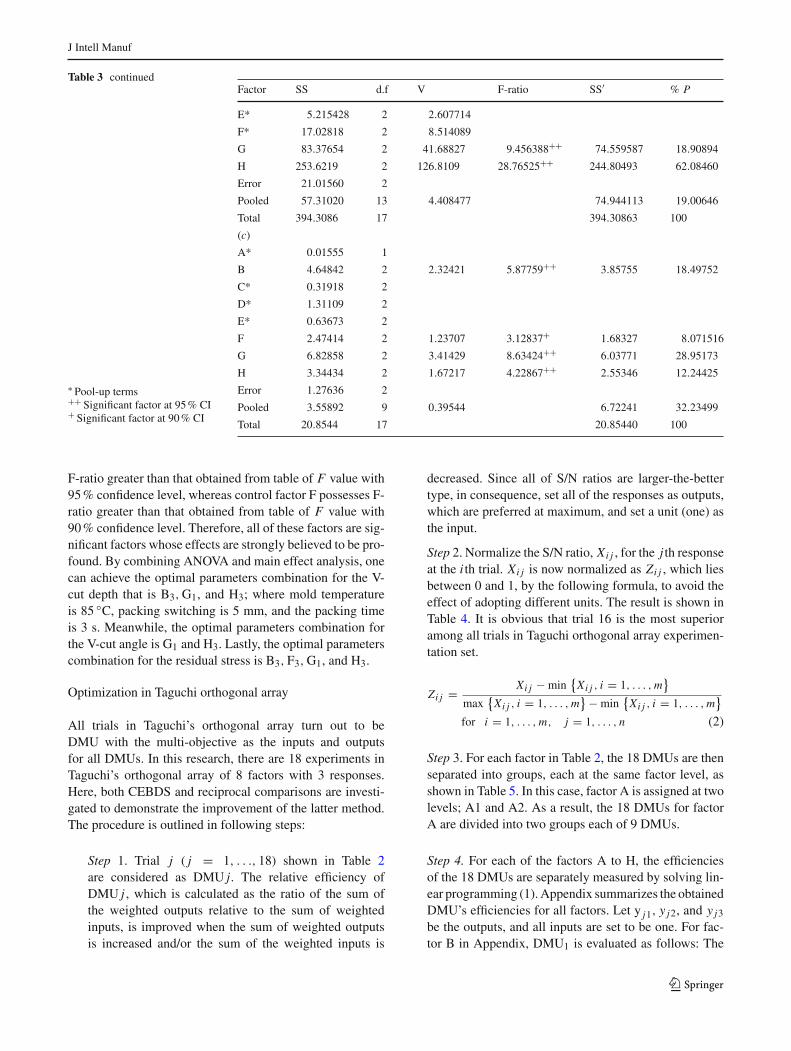
In order to identify the control factors that have signif-icant effects, analysis of variance (ANOVA) for S/N ratiois performed at a certain confidence level. The results ofANOVA for V-cut depth, angle, and residual stress are shownin Table 3. From ANOVA of V-cut depth as shown in Table 3a,control factors B, G, and H all possess F-ratio greater thanthat obtained from table of F value with 95 % confidencelevel. Therefore, all of these factors are significant factorswhose effects are strongly believed to be profound. FromANOVA of angle as shown in Table 3b, control factors G,and H all possess F-ratio greater than that obtained fromtable of F value with 95 % confidence level. Therefore, all ofthese factors are significant factors whose effects are stronglybelieved to be profound. From ANOVA of residual stress asshown in Table 3c, control factors B, G, and H all possess
Table 2 The orthogonal array with the averages and SN ratios of all qualities
Trial A B C D E F G H Meanof depth(µm)
Meanof angle(degree)
Mean ofresidualstress(MPa)
SNR ofdepth(dB)
SNR ofangle(dB)
SNR ofresidualstress(dB)
1 15 75 250 165 220 90 5 1 1.7513 140.690 0.311 −1.109 −26.334 10.149
2 15 75 260 180 240 100 10 2 2.1986 131.689 0.286 3.088 −21.795 10.887
3 15 75 270 195 260 110 15 3 2.0247 130.648 0.280 0.992 −20.723 11.054
4 15 80 250 165 240 100 15 3 2.1476 131.240 0.279 2.308 −21.234 11.094
5 15 80 260 180 260 110 5 1 1.9650 140.065 0.243 0.639 −26.128 12.273
6 15 80 270 195 220 90 10 2 2.0228 135.543 0.259 1.167 −23.835 11.732
7 15 85 250 180 220 110 10 3 2.5274 128.418 0.215 8.310 −18.658 12.832
8 15 85 260 195 240 90 15 1 1.3743 165.750 0.286 −3.620 −33.308 10.852
9 15 85 270 165 260 100 5 2 2.4465 132.615 0.263 6.727 −22.096 11.589
10 30 75 250 195 260 100 10 1 1.2800 150.708 0.289 −4.237 −29.825 10.787
11 30 75 260 165 220 110 15 2 1.5188 144.197 0.309 −2.838 −27.696 10.211
12 30 75 270 180 240 90 5 3 2.3235 131.727 0.257 4.634 −21.473 11.811
13 30 80 250 180 260 90 15 2 1.7001 138.826 0.315 −1.546 −25.548 10.041
14 30 80 260 195 220 100 5 3 2.5166 128.047 0.250 8.406 −18.274 12.039
15 30 80 270 165 240 110 10 1 1.8936 136.949 0.281 −0.167 −24.652 11.025
16 30 85 250 195 240 110 5 2 2.7172 127.588 0.195 15.299 −17.798 14.204
17 30 85 260 165 260 90 10 3 2.4924 127.954 0.231 7.310 −18.655 12.729
18 30 85 270 180 220 100 15 1 1.0134 165.857 0.311 −5.492 −33.255 10.146
123
J Intell Manuf
Fig. 6 The response graph for a V-cut depth b V-cut angle c residual stress
Table 3 ANOVA results for (a)V-cut depth (b) V-cut angle (c)residual stress
Factor SS d.f V F-ratio SS′ % P
(a)A* 0.456199 1 0.456199
B 66.89341 2 33.44670 5.537093++ 55.812445 11.04699
C* 10.40742 2 5.203709
D* 6.126654 2 3.063327
E* 17.19271 2 8.596357
F* 21.31247 2 10.65624
G 168.3880 2 84.19398 13.93829++ 156.30700 31.50237
H 194.4487 2 97.22433 16.09546++ 182.36769 36.75469
Error 10.94982 2 5.474911
Pooled 66.44528 11 6.040480 102.68817 20.69594
Total 496.1753 17 496.17531 100
(b)
A* 0.521994 1 0.521994
B* 5.570479 2 2.785239
C* 4.765560 2 2.382780
D* 3.192966 2 1.596483
123
J Intell Manuf
Table 3 continued
∗ Pool-up terms++ Significant factor at 95 % CI+ Significant factor at 90 % CI
Factor SS d.f V F-ratio SS′ % P
E* 5.215428 2 2.607714
F* 17.02818 2 8.514089
G 83.37654 2 41.68827 9.456388++ 74.559587 18.90894
H 253.6219 2 126.8109 28.76525++ 244.80493 62.08460
Error 21.01560 2
Pooled 57.31020 13 4.408477 74.944113 19.00646
Total 394.3086 17 394.30863 100
(c)
A* 0.01555 1
B 4.64842 2 2.32421 5.87759++ 3.85755 18.49752
C* 0.31918 2
D* 1.31109 2
E* 0.63673 2
F 2.47414 2 1.23707 3.12837+ 1.68327 8.071516
G 6.82858 2 3.41429 8.63424++ 6.03771 28.95173
H 3.34434 2 1.67217 4.22867++ 2.55346 12.24425
Error 1.27636 2
Pooled 3.55892 9 0.39544 6.72241 32.23499
Total 20.8544 17 20.85440 100
F-ratio greater than that obtained from table of F value with95 % confidence level, whereas control factor F possesses F-ratio greater than that obtained from table of F value with90 % confidence level. Therefore, all of these factors are sig-nificant factors whose effects are strongly believed to be pro-found. By combining ANOVA and main effect analysis, onecan achieve the optimal parameters combination for the V-cut depth that is B3, G1, and H3; where mold temperatureis 85 ◦C, packing switching is 5 mm, and the packing timeis 3 s. Meanwhile, the optimal parameters combination forthe V-cut angle is G1 and H3. Lastly, the optimal parameterscombination for the residual stress is B3, F3, G1, and H3.
Optimization in Taguchi orthogonal array
All trials in Taguchi’s orthogonal array turn out to beDMU with the multi-objective as the inputs and outputsfor all DMUs. In this research, there are 18 experiments inTaguchi’s orthogonal array of 8 factors with 3 responses.Here, both CEBDS and reciprocal comparisons are investi-gated to demonstrate the improvement of the latter method.The procedure is outlined in following steps:
Step 1. Trial j ( j = 1, . . ., 18) shown in Table 2are considered as DMU j. The relative efficiency ofDMU j , which is calculated as the ratio of the sum ofthe weighted outputs relative to the sum of weightedinputs, is improved when the sum of weighted outputsis increased and/or the sum of the weighted inputs is
decreased. Since all of S/N ratios are larger-the-bettertype, in consequence, set all of the responses as outputs,which are preferred at maximum, and set a unit (one) asthe input.
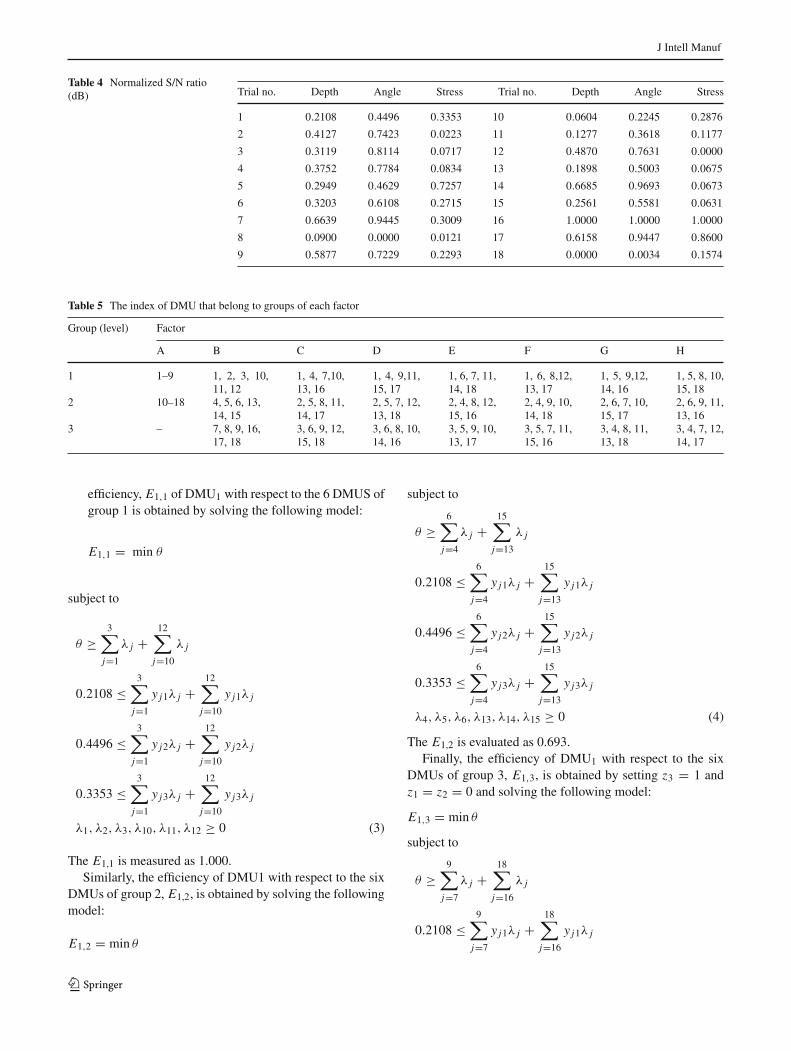
Step 2. Normalize the S/N ratio, Xi j , for the j th responseat the i th trial. Xi j is now normalized as Zi j , which liesbetween 0 and 1, by the following formula, to avoid theeffect of adopting different units. The result is shown inTable 4. It is obvious that trial 16 is the most superioramong all trials in Taguchi orthogonal array experimen-tation set.
Zi j = Xi j − min{
Xi j , i = 1, . . . , m}
max{
Xi j , i = 1, . . . , m} − min
{Xi j , i = 1, . . . , m
}
for i = 1, . . . , m, j = 1, . . . , n (2)
Step 3. For each factor in Table 2, the 18 DMUs are thenseparated into groups, each at the same factor level, asshown in Table 5. In this case, factor A is assigned at twolevels; A1 and A2. As a result, the 18 DMUs for factorA are divided into two groups each of 9 DMUs.
Step 4. For each of the factors A to H, the efficienciesof the 18 DMUs are separately measured by solving lin-ear programming (1). Appendix summarizes the obtainedDMU’s efficiencies for all factors. Let y j1, y j2, and y j3
be the outputs, and all inputs are set to be one. For fac-tor B in Appendix, DMU1 is evaluated as follows: The
123
J Intell Manuf
Table 4 Normalized S/N ratio(dB) Trial no. Depth Angle Stress Trial no. Depth Angle Stress
1 0.2108 0.4496 0.3353 10 0.0604 0.2245 0.2876
2 0.4127 0.7423 0.0223 11 0.1277 0.3618 0.1177
3 0.3119 0.8114 0.0717 12 0.4870 0.7631 0.0000
4 0.3752 0.7784 0.0834 13 0.1898 0.5003 0.0675
5 0.2949 0.4629 0.7257 14 0.6685 0.9693 0.0673
6 0.3203 0.6108 0.2715 15 0.2561 0.5581 0.0631
7 0.6639 0.9445 0.3009 16 1.0000 1.0000 1.0000
8 0.0900 0.0000 0.0121 17 0.6158 0.9447 0.8600
9 0.5877 0.7229 0.2293 18 0.0000 0.0034 0.1574
Table 5 The index of DMU that belong to groups of each factor
Group (level) Factor
A B C D E F G H
1 1–9 1, 2, 3, 10,11, 12
1, 4, 7,10,13, 16
1, 4, 9,11,15, 17
1, 6, 7, 11,14, 18
1, 6, 8,12,13, 17
1, 5, 9,12,14, 16
1, 5, 8, 10,15, 18
2 10–18 4, 5, 6, 13,14, 15
2, 5, 8, 11,14, 17
2, 5, 7, 12,13, 18
2, 4, 8, 12,15, 16
2, 4, 9, 10,14, 18
2, 6, 7, 10,15, 17
2, 6, 9, 11,13, 16
3 – 7, 8, 9, 16,17, 18
3, 6, 9, 12,15, 18
3, 6, 8, 10,14, 16
3, 5, 9, 10,13, 17
3, 5, 7, 11,15, 16
3, 4, 8, 11,13, 18
3, 4, 7, 12,14, 17
efficiency, E1,1 of DMU1 with respect to the 6 DMUS ofgroup 1 is obtained by solving the following model:
E1,1 = min θ
subject to
θ ≥3∑
j=1
λ j +12∑
j=10
λ j
0.2108 ≤3∑
j=1
y j1λ j +12∑
j=10
y j1λ j
0.4496 ≤3∑
j=1
y j2λ j +12∑
j=10
y j2λ j
0.3353 ≤3∑
j=1
y j3λ j +12∑
j=10
y j3λ j
λ1, λ2, λ3, λ10, λ11, λ12 ≥ 0 (3)
The E1,1 is measured as 1.000.Similarly, the efficiency of DMU1 with respect to the six
DMUs of group 2, E1,2, is obtained by solving the followingmodel:
E1,2 = min θ
subject to
θ ≥6∑
j=4
λ j +15∑
j=13
λ j
0.2108 ≤6∑
j=4
y j1λ j +15∑
j=13
y j1λ j
0.4496 ≤6∑
j=4
y j2λ j +15∑
j=13
y j2λ j
0.3353 ≤6∑
j=4
y j3λ j +15∑
j=13
y j3λ j
λ4, λ5, λ6, λ13, λ14, λ15 ≥ 0 (4)
The E1,2 is evaluated as 0.693.Finally, the efficiency of DMU1 with respect to the six
DMUs of group 3, E1,3, is obtained by setting z3 = 1 andz1 = z2 = 0 and solving the following model:
E1,3 = min θ
subject to
θ ≥9∑
j=7
λ j +18∑
j=16
λ j
0.2108 ≤9∑
j=7
y j1λ j +18∑
j=16
y j1λ j
123
J Intell Manuf
0.4496 ≤9∑
j=7
y j2λ j +18∑
j=16
y j2λ j
0.3353 ≤9∑
j=7
y j3λ j +18∑
j=16
y j3λ j
λ7, λ8, λ9, λ16, λ17, λ18 ≥ 0 (5)
The E1,3 is evaluated as 0.45.The optimal efficiency of DMU1, E1, is then decided as
0.45; which is the minimum of {1.000, 0.693, 0.45}. TheE2 to E18 for DMU2 to DMU18 are evaluated in a sim-ilar manner. The E j values for the 18 DMUs using theCEBDS approach for the rest of the factors are obtainedsimilarly.
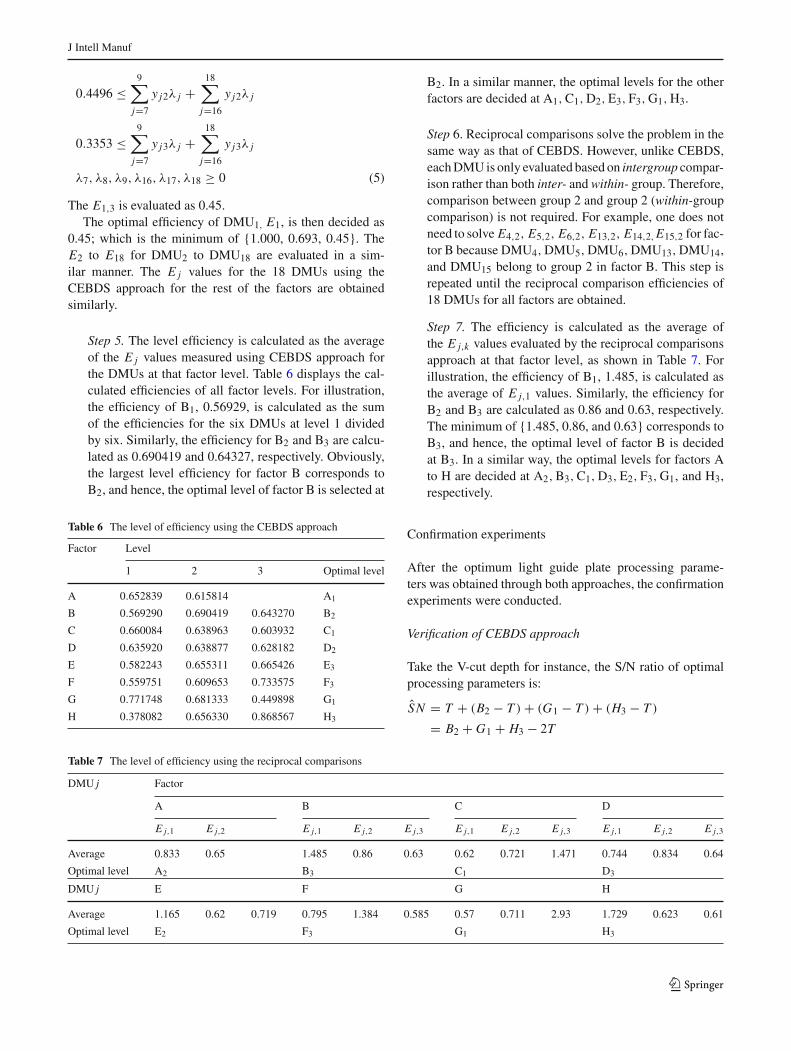
Step 5. The level efficiency is calculated as the averageof the E j values measured using CEBDS approach forthe DMUs at that factor level. Table 6 displays the cal-culated efficiencies of all factor levels. For illustration,the efficiency of B1, 0.56929, is calculated as the sumof the efficiencies for the six DMUs at level 1 dividedby six. Similarly, the efficiency for B2 and B3 are calcu-lated as 0.690419 and 0.64327, respectively. Obviously,the largest level efficiency for factor B corresponds toB2, and hence, the optimal level of factor B is selected at
Table 6 The level of efficiency using the CEBDS approach
Factor Level
1 2 3 Optimal level
A 0.652839 0.615814 A1
B 0.569290 0.690419 0.643270 B2
C 0.660084 0.638963 0.603932 C1
D 0.635920 0.638877 0.628182 D2
E 0.582243 0.655311 0.665426 E3
F 0.559751 0.609653 0.733575 F3
G 0.771748 0.681333 0.449898 G1
H 0.378082 0.656330 0.868567 H3
B2. In a similar manner, the optimal levels for the otherfactors are decided at A1, C1, D2, E3, F3, G1, H3.
Step 6. Reciprocal comparisons solve the problem in thesame way as that of CEBDS. However, unlike CEBDS,each DMU is only evaluated based on intergroup compar-ison rather than both inter- and within- group. Therefore,comparison between group 2 and group 2 (within-groupcomparison) is not required. For example, one does notneed to solve E4,2, E5,2, E6,2, E13,2, E14,2,E15,2 for fac-tor B because DMU4, DMU5, DMU6, DMU13, DMU14,and DMU15 belong to group 2 in factor B. This step isrepeated until the reciprocal comparison efficiencies of18 DMUs for all factors are obtained.
Step 7. The efficiency is calculated as the average ofthe E j,k values evaluated by the reciprocal comparisonsapproach at that factor level, as shown in Table 7. Forillustration, the efficiency of B1, 1.485, is calculated asthe average of E j,1 values. Similarly, the efficiency forB2 and B3 are calculated as 0.86 and 0.63, respectively.The minimum of {1.485, 0.86, and 0.63} corresponds toB3, and hence, the optimal level of factor B is decidedat B3. In a similar way, the optimal levels for factors Ato H are decided at A2, B3, C1, D3, E2, F3, G1, and H3,respectively.
Confirmation experiments
After the optimum light guide plate processing parame-ters was obtained through both approaches, the confirmationexperiments were conducted.
Verification of CEBDS approach
Take the V-cut depth for instance, the S/N ratio of optimalprocessing parameters is:
SN = T + (B2 − T ) + (G1 − T ) + (H3 − T )
= B2 + G1 + H3 − 2T
Table 7 The level of efficiency using the reciprocal comparisons
DMU j Factor
A B C D
E j,1 E j,2 E j,1 E j,2 E j,3 E j,1 E j,2 E j,3 E j,1 E j,2 E j,3
Average 0.833 0.65 1.485 0.86 0.63 0.62 0.721 1.471 0.744 0.834 0.64
Optimal level A2 B3 C1 D3
DMU j E F G H
Average 1.165 0.62 0.719 0.795 1.384 0.585 0.57 0.711 2.93 1.729 0.623 0.61
Optimal level E2 F3 G1 H3
123
J Intell Manuf
= 1.801199 + 5.765991 + 5.326707 − 2 × 2.215056
= 8.463784 dB (6)
where T is the total average value of S/N ratio; B2, G1 andH3 are the average of the S/N ratio for those factor level.Confidence Interval (CI) of theoretically-predicted value iscalculated:
C I1 =√
Fα;1,v2 × Verror × 1
nef f
=√
4.84 × 6.04048 × 7
18= 3.371962 d B (7)
The 95 % confidence interval of S/N ratio for V-cut depth,V-cut angle, and residual stress are 5.091822 < μconfirmation
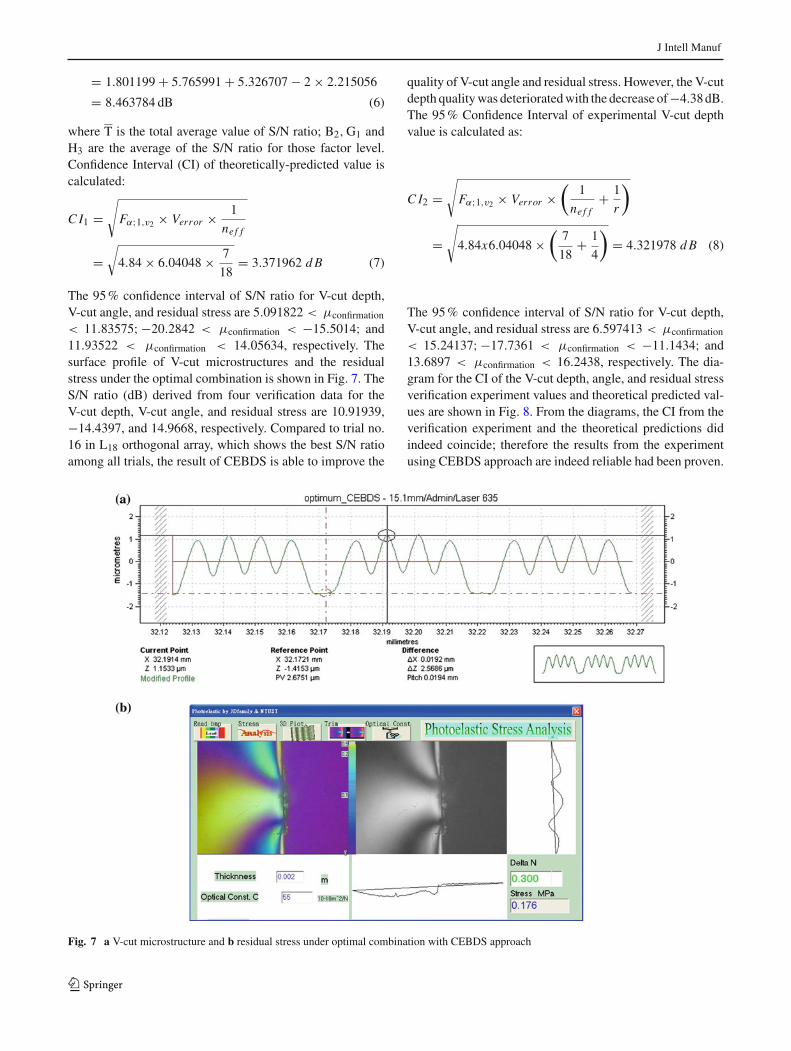
< 11.83575;−20.2842 < μconfirmation < −15.5014; and11.93522 < μconfirmation < 14.05634, respectively. Thesurface profile of V-cut microstructures and the residualstress under the optimal combination is shown in Fig. 7. TheS/N ratio (dB) derived from four verification data for theV-cut depth, V-cut angle, and residual stress are 10.91939,−14.4397, and 14.9668, respectively. Compared to trial no.16 in L18 orthogonal array, which shows the best S/N ratioamong all trials, the result of CEBDS is able to improve the
quality of V-cut angle and residual stress. However, the V-cutdepth quality was deteriorated with the decrease of −4.38 dB.The 95 % Confidence Interval of experimental V-cut depthvalue is calculated as:
C I2 =√
Fα;1,v2 × Verror ×(
1
nef f+ 1
r
)
=√
4.84x6.04048 ×(
7
18+ 1
4
)= 4.321978 d B (8)
The 95 % confidence interval of S/N ratio for V-cut depth,V-cut angle, and residual stress are 6.597413 < μconfirmation
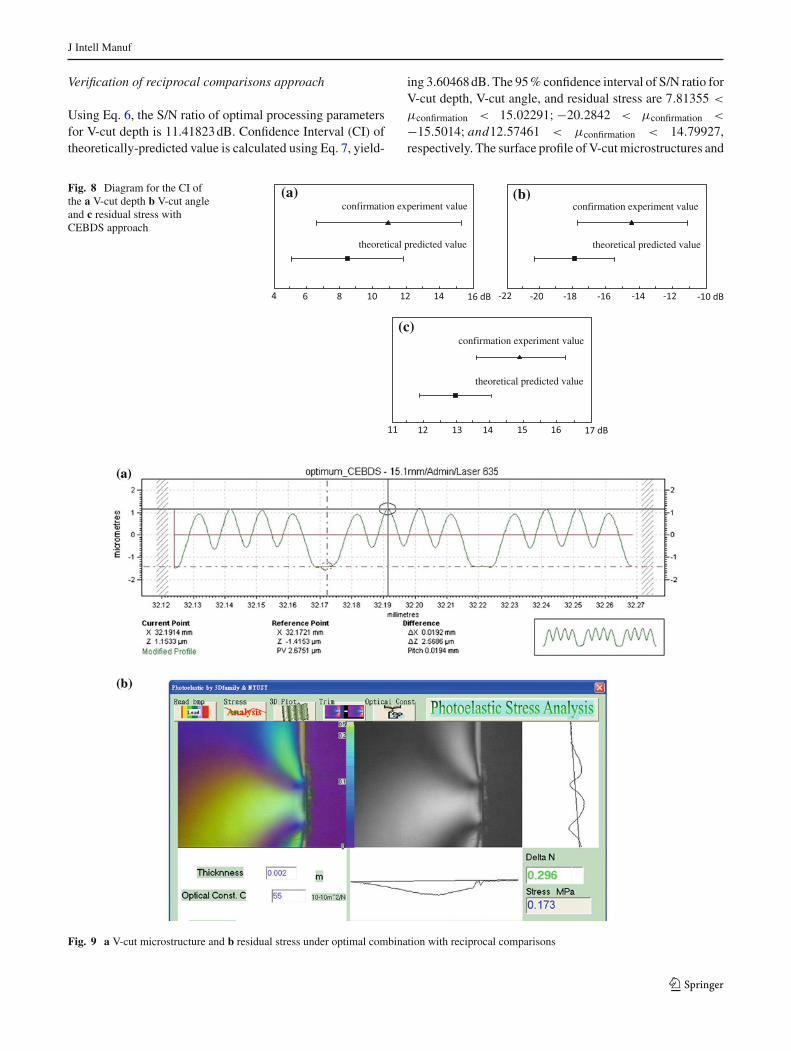
< 15.24137;−17.7361 < μconfirmation < −11.1434; and13.6897 < μconfirmation < 16.2438, respectively. The dia-gram for the CI of the V-cut depth, angle, and residual stressverification experiment values and theoretical predicted val-ues are shown in Fig. 8. From the diagrams, the CI from theverification experiment and the theoretical predictions didindeed coincide; therefore the results from the experimentusing CEBDS approach are indeed reliable had been proven.
Fig. 7 a V-cut microstructure and b residual stress under optimal combination with CEBDS approach
123
J Intell Manuf
Verification of reciprocal comparisons approach
Using Eq. 6, the S/N ratio of optimal processing parametersfor V-cut depth is 11.41823 dB. Confidence Interval (CI) oftheoretically-predicted value is calculated using Eq. 7, yield-
ing 3.60468 dB. The 95 % confidence interval of S/N ratio forV-cut depth, V-cut angle, and residual stress are 7.81355 <
μconfirmation < 15.02291;−20.2842 < μconfirmation <
−15.5014; and12.57461 < μconfirmation < 14.79927,respectively. The surface profile of V-cut microstructures and
Fig. 8 Diagram for the CI ofthe a V-cut depth b V-cut angleand c residual stress withCEBDS approach
theoretical predicted value
confirmation experiment value confirmation experiment value (a) (b)
(c)
theoretical predicted value
confirmation experiment value
theoretical predicted value
Fig. 9 a V-cut microstructure and b residual stress under optimal combination with reciprocal comparisons
123
J Intell Manuf
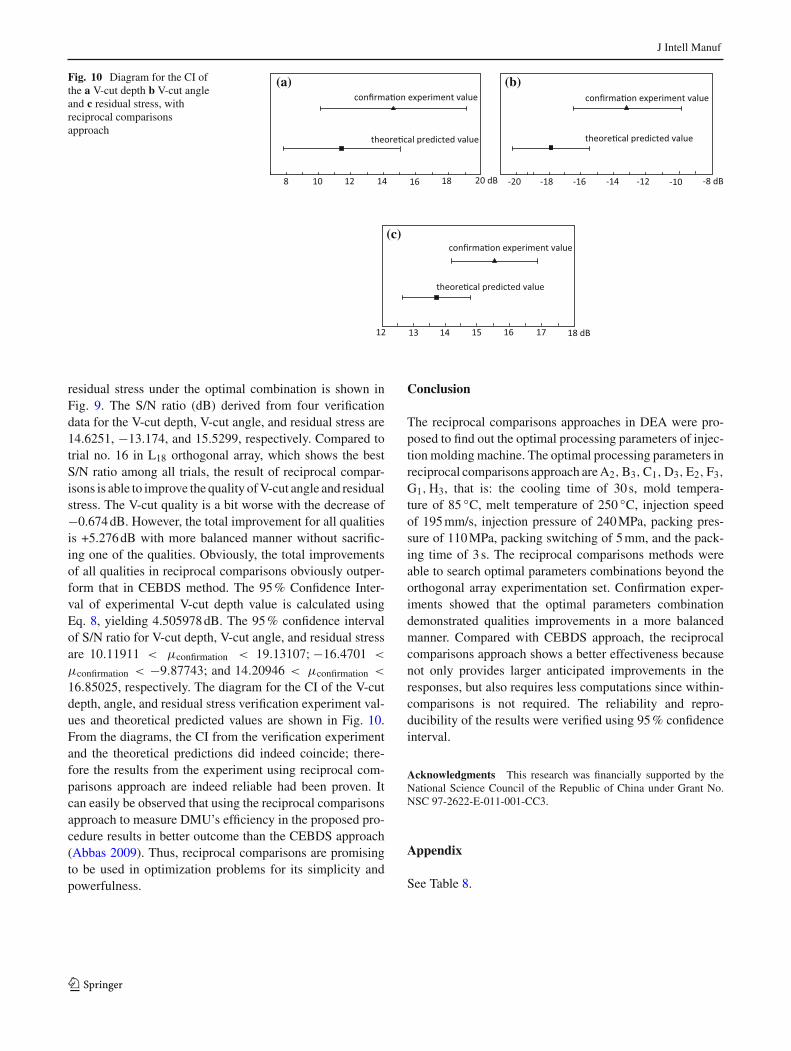
Fig. 10 Diagram for the CI ofthe a V-cut depth b V-cut angleand c residual stress, withreciprocal comparisonsapproach
(a) (b)
(c)
residual stress under the optimal combination is shown inFig. 9. The S/N ratio (dB) derived from four verificationdata for the V-cut depth, V-cut angle, and residual stress are14.6251, −13.174, and 15.5299, respectively. Compared totrial no. 16 in L18 orthogonal array, which shows the bestS/N ratio among all trials, the result of reciprocal compar-isons is able to improve the quality of V-cut angle and residualstress. The V-cut quality is a bit worse with the decrease of−0.674 dB. However, the total improvement for all qualitiesis +5.276 dB with more balanced manner without sacrific-ing one of the qualities. Obviously, the total improvementsof all qualities in reciprocal comparisons obviously outper-form that in CEBDS method. The 95 % Confidence Inter-val of experimental V-cut depth value is calculated usingEq. 8, yielding 4.505978 dB. The 95 % confidence intervalof S/N ratio for V-cut depth, V-cut angle, and residual stressare 10.11911 < μconfirmation < 19.13107;−16.4701 <
μconfirmation < −9.87743; and 14.20946 < μconfirmation <
16.85025, respectively. The diagram for the CI of the V-cutdepth, angle, and residual stress verification experiment val-ues and theoretical predicted values are shown in Fig. 10.From the diagrams, the CI from the verification experimentand the theoretical predictions did indeed coincide; there-fore the results from the experiment using reciprocal com-parisons approach are indeed reliable had been proven. Itcan easily be observed that using the reciprocal comparisonsapproach to measure DMU’s efficiency in the proposed pro-cedure results in better outcome than the CEBDS approach(Abbas 2009). Thus, reciprocal comparisons are promisingto be used in optimization problems for its simplicity andpowerfulness.
Conclusion
The reciprocal comparisons approaches in DEA were pro-posed to find out the optimal processing parameters of injec-tion molding machine. The optimal processing parameters inreciprocal comparisons approach are A2, B3, C1, D3, E2, F3,
G1, H3, that is: the cooling time of 30 s, mold tempera-ture of 85 ◦C, melt temperature of 250 ◦C, injection speedof 195 mm/s, injection pressure of 240 MPa, packing pres-sure of 110 MPa, packing switching of 5 mm, and the pack-ing time of 3 s. The reciprocal comparisons methods wereable to search optimal parameters combinations beyond theorthogonal array experimentation set. Confirmation exper-iments showed that the optimal parameters combinationdemonstrated qualities improvements in a more balancedmanner. Compared with CEBDS approach, the reciprocalcomparisons approach shows a better effectiveness becausenot only provides larger anticipated improvements in theresponses, but also requires less computations since within-comparisons is not required. The reliability and repro-ducibility of the results were verified using 95 % confidenceinterval.
Acknowledgments This research was financially supported by theNational Science Council of the Republic of China under Grant No.NSC 97-2622-E-011-001-CC3.
Appendix
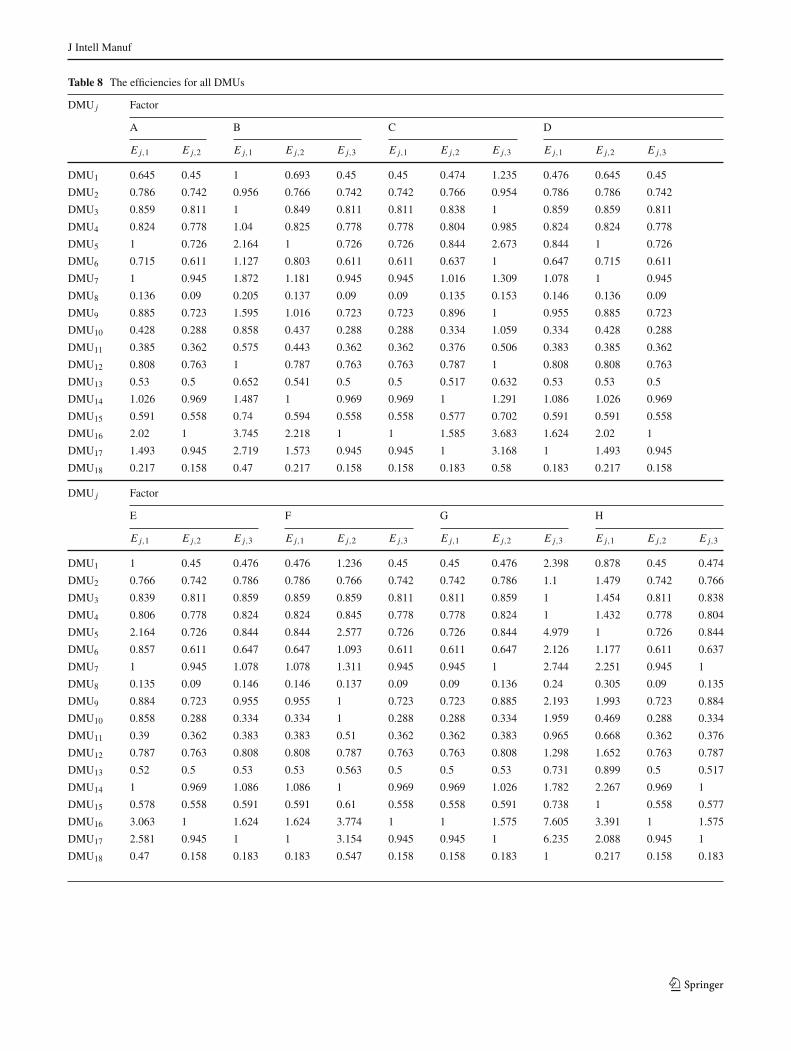
See Table 8.
123
J Intell Manuf
Table 8 The efficiencies for all DMUs
DMU j Factor
A B C D
E j,1 E j,2 E j,1 E j,2 E j,3 E j,1 E j,2 E j,3 E j,1 E j,2 E j,3
DMU1 0.645 0.45 1 0.693 0.45 0.45 0.474 1.235 0.476 0.645 0.45
DMU2 0.786 0.742 0.956 0.766 0.742 0.742 0.766 0.954 0.786 0.786 0.742
DMU3 0.859 0.811 1 0.849 0.811 0.811 0.838 1 0.859 0.859 0.811
DMU4 0.824 0.778 1.04 0.825 0.778 0.778 0.804 0.985 0.824 0.824 0.778
DMU5 1 0.726 2.164 1 0.726 0.726 0.844 2.673 0.844 1 0.726
DMU6 0.715 0.611 1.127 0.803 0.611 0.611 0.637 1 0.647 0.715 0.611
DMU7 1 0.945 1.872 1.181 0.945 0.945 1.016 1.309 1.078 1 0.945
DMU8 0.136 0.09 0.205 0.137 0.09 0.09 0.135 0.153 0.146 0.136 0.09
DMU9 0.885 0.723 1.595 1.016 0.723 0.723 0.896 1 0.955 0.885 0.723
DMU10 0.428 0.288 0.858 0.437 0.288 0.288 0.334 1.059 0.334 0.428 0.288
DMU11 0.385 0.362 0.575 0.443 0.362 0.362 0.376 0.506 0.383 0.385 0.362
DMU12 0.808 0.763 1 0.787 0.763 0.763 0.787 1 0.808 0.808 0.763
DMU13 0.53 0.5 0.652 0.541 0.5 0.5 0.517 0.632 0.53 0.53 0.5
DMU14 1.026 0.969 1.487 1 0.969 0.969 1 1.291 1.086 1.026 0.969
DMU15 0.591 0.558 0.74 0.594 0.558 0.558 0.577 0.702 0.591 0.591 0.558
DMU16 2.02 1 3.745 2.218 1 1 1.585 3.683 1.624 2.02 1
DMU17 1.493 0.945 2.719 1.573 0.945 0.945 1 3.168 1 1.493 0.945
DMU18 0.217 0.158 0.47 0.217 0.158 0.158 0.183 0.58 0.183 0.217 0.158
DMU j Factor
E F G H
E j,1 E j,2 E j,3 E j,1 E j,2 E j,3 E j,1 E j,2 E j,3 E j,1 E j,2 E j,3
DMU1 1 0.45 0.476 0.476 1.236 0.45 0.45 0.476 2.398 0.878 0.45 0.474
DMU2 0.766 0.742 0.786 0.786 0.766 0.742 0.742 0.786 1.1 1.479 0.742 0.766
DMU3 0.839 0.811 0.859 0.859 0.859 0.811 0.811 0.859 1 1.454 0.811 0.838
DMU4 0.806 0.778 0.824 0.824 0.845 0.778 0.778 0.824 1 1.432 0.778 0.804
DMU5 2.164 0.726 0.844 0.844 2.577 0.726 0.726 0.844 4.979 1 0.726 0.844
DMU6 0.857 0.611 0.647 0.647 1.093 0.611 0.611 0.647 2.126 1.177 0.611 0.637
DMU7 1 0.945 1.078 1.078 1.311 0.945 0.945 1 2.744 2.251 0.945 1
DMU8 0.135 0.09 0.146 0.146 0.137 0.09 0.09 0.136 0.24 0.305 0.09 0.135
DMU9 0.884 0.723 0.955 0.955 1 0.723 0.723 0.885 2.193 1.993 0.723 0.884
DMU10 0.858 0.288 0.334 0.334 1 0.288 0.288 0.334 1.959 0.469 0.288 0.334
DMU11 0.39 0.362 0.383 0.383 0.51 0.362 0.362 0.383 0.965 0.668 0.362 0.376
DMU12 0.787 0.763 0.808 0.808 0.787 0.763 0.763 0.808 1.298 1.652 0.763 0.787
DMU13 0.52 0.5 0.53 0.53 0.563 0.5 0.5 0.53 0.731 0.899 0.5 0.517
DMU14 1 0.969 1.086 1.086 1 0.969 0.969 1.026 1.782 2.267 0.969 1
DMU15 0.578 0.558 0.591 0.591 0.61 0.558 0.558 0.591 0.738 1 0.558 0.577
DMU16 3.063 1 1.624 1.624 3.774 1 1 1.575 7.605 3.391 1 1.575
DMU17 2.581 0.945 1 1 3.154 0.945 0.945 1 6.235 2.088 0.945 1
DMU18 0.47 0.158 0.183 0.183 0.547 0.158 0.158 0.183 1 0.217 0.158 0.183
123

J Intell Manuf
References
Abbas, A. R. (2009). Optimizing SMT performance using comparisonsof efficiency between different systems technique in DEA. IEEETransactions on Electronics Packaging Manufacturing, 32(4), 256–264.
Abbas, A. R., & Mohammad, D. A. (2011). Solving the multi-responseproblem in Taguchi method by benevolent formulation in DEA. Jour-nal of Intelligent Manufacturing, 22(4), 505–521.
Anthony, J. (2000). Multi-response optimization in industrial experi-ments using Taguchi’s quality loss function and principal componentanalysis. Quality and Reliability Engineering International, 16(1),3–8.
Bociaga, E., Jaruga, T., Lubczynska, K., & Gnatowski, A. (2010).Warpage of injection moulded parts as the result of mould temper-ature difference. Archives of Materials Science and Engineering,44(1), 28–34.
Choi, D. S., & Im, Y. T. (1999). Prediction of shrinkage and warpage inconsideration of residual stress in integrated simulation of injectionmolding. Composite Structures, 47(1–4), 655–665.
Cicek, A., Kivak, T., & Ekici, E. (2013). Optimization of drillingparameters using Taguchi technique and response surface method-ology (RSM) in drilling of AISI 304 steel with cryogenicallytreated HSS drills. Journal of Intelligent Manufacturing. doi:10.1007/s10845-013-0783-5.
Cooper, W. W., Seiford, L. M., & Tone, K. (2006). Introduction to dataenvelopment analysis and its uses. New York: Springer.
Dragan, K., Tomaz, K., Janez, M. K., Rajko, S., & Janez, G. (2013). Theimpact of process parameters on test specimen deviations and theircorrelation with AE signals captured during the injection mouldingcycle. Polymer Testing, 32(3), 583–593.
Faisal, A. A., Mahmoud, B., & Ibrahim, M. (2013). A combined ana-lytical hierarchical process (AHP) and Taguchi experimental design(TED) for plastic injection molding process settings. The Interna-tional Journal of Advanced Manufacturing Technology, 66(5–8),679–694.
Guilong, W., Guoqun, Z., & Xiaoxin, W. (2013). Effects of cavity sur-face temperature on mechanical properties of specimens with andwithout a weld line in rapid heat cycle molding. Materials andDesign, 46, 457–472.
Hasan, O., Tuncay, E., & Ibrahim, U. (2007). Application of Taguchioptimization technique in determining plastic injection mouldingprocess parameters for a thin-shell part. Materials and Design, 28(4),1271–1278.
Huang, M. S., Yu, J. C., & Lin, Y. Z. (2009). Experimental rapid surfaceheating by induction for micro-injection molding of light-guidedplates. Journal of Applied Polymer Science, 113(2), 1345–1354.
Humberstone, M., Wood, B., Henkel, J., & Hines, J. W. (2012). Dif-ferentiating between expanded and fault conditions using principalcomponent analysis. Journal of Intelligent Manufacturing, 23(2),179–188.
Jui, W. P., & Ya, W. H. (2012). Light-guide plate using periodical andsingle-sized microstructures to create a uniform backlight system.Optics Letters, 37(17), 3726–3728.
Kazmer, D. O. (2007). Injection mold design engineering. Munich:Hanser Publishers.
Kuo, C. F. J., Su, T. L., Jhang, P. R., Huang, C. Y., & Chiu, C. H. (2011).Using the Taguchi method and grey relational analysis to optimizethe flat-plate collector process with multiple quality characteristicsin solar energy collector manufacturing. Energy, 36(5), 3554–3562.
Kuo, C. F. J., Tu, H. M., Liang, S. W., & Tsai, W. L. (2010). Optimiza-tion of microcrystalline silicon thin film solar cell isolation process-ing parameters using ultraviolet laser. Optics and Laser Technology,42(6), 945–955.
Lin, H. L. (2012). The use of the Taguchi method with grey relationalanalysis and a neural network to optimize a novel GMA weldingprocess. Journal of Intelligent Manufacturing, 23(5), 1671–1680.
Muhammad, N., Manurung, Y. H. P., Jaafar, R., Abas, S. K., Tham, G.,& Haruman, E. (2012). Model development for quality features ofresistance spot welding using multi-objective Taguchi method andresponse surface methodology. Journal of Intelligent Manufacturing.doi:10.1007/s10845-012-0648-3.
Murakami, O., Kotaki, M., & Hamada, H. (2008). Effect of molecularweight and molding conditions on the replication of injection mold-ing with micro-scale V-groove features. Polymer Engineering andScience, 48(4), 697–704.
Nik, M. M., & Shahrul, K. (2011). Optimization of mechanical proper-ties of recycled plastic products via optimal processing parametersusing the Taguchi method. Journal of Materials Processing Technol-ogy, 211(12), 1989–1994.
Nor, H. M. N., Norhamidi, M., Sufizar, A., Mohd, H. I. B., Mohd, R. H.,& Khairur, R. J. (2010). Parameter optimization of injection moldingTi-6Al-4V powder and palm stearin binder system for highest greendensity using Taguchi method. Key Engineering Materials, 443,69–74.
Ross, P. J. (1996). Taguchi techniques for quality engineering (2nd ed.).New York: McGraw-Hill.
Sanchez, R., Aisa, J., Martinez, A., & Mercado, D. (2012). On the rela-tionship between cooling setup and warpage in injection molding.Measurement, 45(5), 1051–1056.
Saurav, D., Goutam, N., Asish, B., & Pradip, K. P. (2009). Applicationof PCA-based hybrid Taguchi method for correlated multicriteriaoptimization of submerged arc weld: a case study. The InternationalJournal of Advanced Manufacturing Technology, 45(3–4), 276–286.
Shye, Y. H., Norhamidi, M., Abu, B. S., Abdolali, F., & Sriyulis, M.A. (2013). Effect of sintering temperature on the mechanical andphysical properties of WC-10%Co through micro-powder injectionmolding(μPIM). Ceramics International, 39(4), 4457–4464.
Thian, E. S., Loh, N. H., Khor, K. A., & Tor, S. B. (2002). Microstruc-tures and mechanical properties of powder injection molded Ti-6Al-4V/HA powder. Biomaterials, 23(14), 2927–2938.
Umbrello, D., Ambrogio, G., Filice, L., Guerriero, F., & Guido, R.(2010). A clustering approach for determining the optimal processparameters in cutting. Journal of Intelligent Manufacturing, 21(6),787–795.
Yang, Y. S., Shih, C. Y., & Fung, R. F. (2012). Multi-objective optimiza-tion of the light guide rod by using the combined Taguchi methodand Grey relational approach. Journal of Intelligent Manufacturing.doi:10.1007/s10845-012-0678-x.
Yun, H. L., Chiung, F. H., Hsin, C. C., Yi, L., Jeou, L. L., & Yung, K. S.(2013). Flatness and microstructure of a light guide plate fabricatedby microinjection molding. Polymer Engineering and Science, 53(1),212–218.
123