Embed Size (px)
Citation preview
Linkoping Studies in Science and TechnologyThesis No. 1325
Optimization of Castings by usingSurrogate Models
Erik Gustafsson
LIU-TEK-LIC-2007:34
Department of Mechanical EngineeringLinkoping university, SE-581 85, Linkoping, Sweden
Linkoping October 2007
Cover:Residual stresses in a stress lattice. The colors indicating different stress levelsalong the direction of the legs.
Printed by:LiU-Tryck, Linkoping, SwedenISBN 978-91-85831-25-8ISSN 0280-7971
Distributed by:Linkoping universityDepartment of Mechanical EngineeringSE-581 85, Sweden
c 2007 Erik GustafssonThis document was prepared with LATEX, October, 2007
No part of this publication may be reproduced, stored in a retrieval system, or betransmitted, in any form or by any means, electronic, mechanic, photocopying,recordning, or otherwise, without prior permission of the author.

To Jennie and our lovely daughter Tindra


Preface
There are many people I would like to thank for supporting and helping me to getto this stage but first I would like to thank my employer SweCast AB for givingme the opportunity to become an industry graduate student.
Among the persons I would like to thank, the first one to mention is my su-pervisor, Associate Professor Niclas Stromberg at JTH. Without his support andencouragement this work would not have been where it is today.
Thanks to my graduate student colleague at JTH, Magnus Hofwing, for greatdiscussions regarding residual stress analysis and also all very nice discussionsabout soccer and sports in general.
Thanks to my colleagues at SweCast for great input regarding the casting pro-cess. Magnus Wihed for performing tensile testing, Ulf Gotthardsson and UllaLedell for help with questions regarding and testing of mold material, JorgenBlom for help with forming of molds, Martin Risberg for introduction to Hyper-Mesh, Ola Bjork for help with some CAD and finally Stefan Gustafsson Ledelland Lars-Erik Bjorkegren for their support in general.
Thanks to Volvo Powertrain, Tomas Bandh, Kent Eriksson, Mari Larsson, PalSchmidt and Gunnar Akerstrom.
Thanks to graduate student Niclas Wiker at LiTH for providing me with anexcellent LATEX template for this thesis.
Thanks to the financiers Swedish Knowledge Foundation (KK-stiftelsen), VIN-NOVA and Nordisk InnovationsCenter.
Finally, thanks to my fiance Jennie and our lovely daughter Tindra for yourendless support and thanks to my parents for helping out with various things whenthere just isn’t time enough to deal with everything.
Erik GustafssonAneby, September 2007
v


Abstract
In this thesis structural optimization of castings and thermomechanical analysis ofcastings are studied.
In paper I an optimization algorithm is created by using Matlab. The algorithmis linked to the commercial FE solver Abaqus by using Python script. The opti-mization algorithm uses the successive response surfaces methodology (SRSM)to create global response surfaces. It is shown that including residual stresses instructural optimization of castings yields an optimal shape that differs significantlyfrom the one obtained when residual stresses are excluded.
In paper II the optimization algorithm is expanded by using neural networks. Itis tested on some typical bench mark problems and shows very promising results.
Combining paper I and II the response surfaces can be either analytical func-tions, both linear and non-linear, or neural networks. The optimization is thenperformed by using either sequential linear programming or by using a zero-ordermethod called Complex. This is all gathered in a package called StuG-OPT.
In paper III and IV focus is on the thermomechanical problem when residualstresses are calculated. In paper III a literature review is performed and some nu-merical simulations are performed to see where numerical simulations can be usedin the industry today. In paper IV simulations are compared to real tests. Severalstress lattices are casted and the residual stresses are measured. Simulations areperformed by using Magmasoft and Abaqus. In Magmasoft a J2-plasticity modelis used and in Abaqus two simulations are performed using either J2-plasticity orthe ”Cast Iron Plasticity” available in Abaqus that takes into account the differentbehavior in tension and compression for grey cast iron.
vii

List of Papers
This thesis is based on the following four papers, which will be referred to by theirRoman numerals:
I. E. Gustafsson, N. Stromberg, Optimization of Castings by using SuccessiveResponse Surface Methodology, Accepted for publication in Structural andMultidisciplinary Optimization, 2006.
II. E. Gustafsson, N. Stromberg, Successive Response Surface Methodologyby using Neural Networks, Presented at 7th World Congress on Structuraland Multidisciplinary Optimization, 2007.
III. E. Gustafsson, Residual Stresses in Castings - ’a literature review’, to bepublished as SweCast report.
IV. E. Gustafsson, M. Hofwing, N. Stromberg, Simulation and Measurement ofResidual Stresses in a Stress Lattice, Presented at 2nd International Confer-ence on Simulation and Modelling of Metallurgical Processes in Steelmak-ing, 2007
Articles have been reformatted to fit the layout of the thesis.
ix


Contents
Preface v
Abstract vii
List of Papers ix
Contents xi
1 Introduction 1
2 Structural Optimization 32.1 Surrogate Models . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.1.1 Analytical Response Surface . . . . . . . . . . . . . . . . 52.1.2 Neural Networks . . . . . . . . . . . . . . . . . . . . . . 62.1.3 Radial Basis Function Network . . . . . . . . . . . . . . 72.1.4 Kriging . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3 Residual Stresses in Castings 11
4 Results 13
5 Summary of Appended Papers 175.1 Paper I . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 175.2 Paper II . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 175.3 Paper III . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 175.4 Paper IV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Bibliography 19
Paper I 29
Paper II 63
xi

CONTENTS
Paper III 87
Paper IV 115
xii

1Introduction
There are higher and higher demands on casted components in modern products.They should withstand higher loads and at the same time be as light as possible.In the automotive industry there is also emission regulations and this also put highdemands on casted components in engines since emission for example can bereduced by increasing the pressure or temperature in the engine. These regulationswere originally introduced in [1] followed by a number of amendments. In 2005,the regulations were re-cast and consolidated by [2]. The emission regulationsare often referred to as Euro I . . . V. In short these regulations drastically reducethe allowed NOx and particles from the engine. This is summarized in Table 1.It should be noted that the actual date for Euro IV and Euro V are 2006.09 and2009.09 respectively, i.e. the introduction of these regulations are a little behindschedule.
Table 1: EU Emission standards for heavy duty diesel engines, [g/kWh].Gate Date NOx Particles
Euro I 1992 8.0 0.36Euro II 1998.10 7.0 0.15Euro III 2000.10 5.0 0.10Euro IV 2005.10 3.5 0.02Euro V 2008.10 2.0 0.02
In order to be able to solve the problem of higher loads on casted componentsthere is a need to include properties from the casting process into the structuralstress calculations and further on perform structural optimization on these com-ponents while including casting constraints. An easy to use and correct method-ology where casting simulation and structural stress analysis are combined shouldtherefore be very useful. Casting simulation is though a wide name of severalsimulation disciplines within the casting process. There are fluid flow simulationto determine the filling of the mould, solidification analysis from a metallurgicalpoint of view where the location and size of pores and local material properties are
1

CHAPTER 1. INTRODUCTION
determined and finally thermo-mechanical solidification analysis where residualstresses, shape distortions and hot tear are determined. Since the casting simula-tion covers all these disciplines it is hard (impossible??) to cover all this in oneproject and the focus in this thesis therefore lies in combining thermo-mechanicalsolidification analysis with structural stress analysis. There are though ongoingprojects, for example VIKTOR, in Sweden today where research groups consist-ing of people representing several disciplines are working together to combinemore disciplines from casting simulation with structural stress analysis.
Today there are a couple of leading softwares on the market for casting simu-lation like Magmasoft, NovaFlow & Solid and ProCast. The two first, Magmasoftand NovaFlow & Solid uses the Finite Difference Method (FDM) and ProCastuses Finite Element Method (FEM). All of these softwares are capable of simu-lating the complete casting process from filling to solidified material.
The casting constraint from the casting process that we would like to include isresidual stresses and in order to do this the FE software Abaqus was used becauseit is easily handled by scripts and since the FE calculations are done in Abaqus it isconvenient to have the residual stress calculation done in the same software. Thescripts for Abaqus are written in the program language Python and the residualstresses from the casting process are then easily included in the structural stressanalysis.
By doing structural optimization on casted components in trucks a significantweight saving can be achieved since casted components approximately representsa 10-15 % [3] of the total weight of the vehicle.
2

2Structural Optimization
Structural optimization is today a well known method for designing componentsthat are optimized according to some objective function such as for example min-imization of weight or stresses. Within the industry today this is a useful tool.Structural optimization of castings when taking into account the residual stressesfrom the casting process or other information from the casting process such aslocation or size of pores has not reach an industry standard yet. Suggested inthis thesis is to use surrogate models when performing structural optimization oncastings since it is a non-linear problem with perhaps many local minima.
The optimization problem that we would like to solve is to minimize somefunction g0(x) where x = (x1; x2; : : : ; xn) is a vector containing the designvariables. g0(x) can be any non-linear function subjected to constraint functionsgj(x). The optimization problem can be written as
SO
8><>:
min g0(x)
s.t.
(gj(x) � 0 j = 1; 2; : : : ;m
xloweri � xi � xupperi
;
where xloweri and xupperi are lower and upper bounds respectively for the variable
xi and m are the number of constraint equations.
2.1 Surrogate ModelsSurrogate models or response surface methodology is an established method foroptimization of various non-liner optimization problems. Let us consider a re-sponse y dependent of a set of variables x. The exact functional relationship thenreads
y = g0(x): (1)
We would then like to approximate the unknown function g0 with a surrogatefunction (response surface) f that we know
g0(x) � f(x) (2)
3
CHAPTER 2. STRUCTURAL OPTIMIZATION
over some region of interest (RoI) 0.The response is then evaluated at N points within the RoI so we at our experi-
mental points have y = (y1; y2; : : : ; yN)T and f(x) =
�f(x1); f(x2); : : : ; f(xN)
�T .The model can now be written as
y = f(x) + �(x); (3)
where �(x) are the modeling errors. If physical experiments are performed arandom error is also present in (3).
The method then works such that the response surface is approximated to num-ber of simulations that are made and the optimization is then performed on thesesurfaces. These responses can e.g. be analytical functions, Kriging or neural net-works. Roux, Stander and Haftka were among the first to use RSM for structuraloptimization in 1998 [4]. Since then the method have been used for optimizationof crashworthiness [5], optimization of multibody-systems [6] and optimizationof sheet metal forming [7]. Other useful and interesting references are [8, 9, 10]and references therein. For more basic theory regarding RSM read [11] that givesa good introduction to RSM. In [12] there is an extensive list of various RSMactivities from 1989.
An extension of RSM is the successive response surface methodology (SRSM)as proposed by Stander and Craig [13] where the region of interest (RoI) is grad-ually decreased around an optimal point. SRSM has been used successfully in forexample [14, 15, 16] and [17].
In this thesis SRSM using both analytical response surfaces and neural net-works have been performed. Two other ways of representing response surfaces,radial basis function network and Kriging, are also described in coming subchap-ters.
4

2.1. SURROGATE MODELS
2.1.1 Analytical Response SurfaceThe response surfaces can as mentioned earlier be approximated by different ana-lytical functions. The most common form of these analytical functions are linear,parabolic and quadratic. The general analytical function for linear, parabolic andquadratic surface approximation will be as follows
yi = �0 +Xj
�jxij + "i;
i = 1; 2; : : : ; N
j = 1; 2; : : : ;M; (4)
yi = �0 +Xj
�jxij +Xj
�jjxijx
ij + "i;
i = 1; 2; : : : ; N
j = 1; 2; : : : ;M; (5)
yi = �0 +Xj
�jxij +Xj
Xk
�jkxijx
ik + "i;
i = 1; 2; : : : ; N
j = 1; 2; : : : ;M
k = 1; 2; : : : ;M
; (6)
where xi are the design points in the region of interest (RoI), "i is the error in-cluding both modeling (bias) and random errors, N is the number of evaluationsand M are the number of parameters. The bias error is the difference between theresponse approximation function and the exact evaluated response.
In order to determine the unknown variables �, the analytical function is writ-ten in matrix notation as
y =X(x)� + ": (7)
� is then found by minimizing the error " in a least square sense where this spe-cific value for � denoted �� is given by
�� =�XT (x)X(x)
��1XT (x)y: (8)
To determine the value of the parameters � a minimum number of simulations,Nmin, is needed. For the different analytical approximations the value of Nmin
are determined by the following equations gathered in Table 2. It has though beenshown in [4] and [9] that 1:5 � Nmin simulations in every iteration might be usedto get an efficient coverage of the design domain.
5

CHAPTER 2. STRUCTURAL OPTIMIZATION
Table 2: Minimum number of simulations needed for different D-optimal selec-tions.
Surface Nmin
Linear N + 1Parabolic 2N + 1
Quadratic(N + 1)(N + 2)
2
2.1.2 Neural Networks
In addition to the more traditional way to represent the response surfaces by usinganalytical functions neural networks can be used. An artificial neural networkmight be seen as a mathematical model of a human brain. A human brain is acomplex biological system of 1011 neurons. A neuron consists of a cell body,an axon and dendrites. Incoming signals are first interpreted by the cell body,which in turn sends the interpretation as a new signal by the axon to a network ofdendrites. Here, the signal is captured by new neurons through synapses. In theartificial network the first step is modeled by a summation and a transfer function.The output is weighted and linked to layers of new transfer functions. This steprepresents the axon, dendrites and synapses. A brain is learned by adjusting thesynapses. In a similar manner, the artificial neural network is trained by findingoptimal weights. Neural networks were introduced in 1943 by McCulloch andPitts [18] where a single neuron was modeled. An example of a single neuron isshown in Figure 1 where xi are the inputs, wi are the weights and b is the bias.The expression for v is then calculated as
v = b+X
wixi; (9)
which is feed forward to the transfer function f . The transfer function might haveseveral formats, e.g. see [19, 20]. The final output from the neuron is then
y = f(v): (10)
Further information regarding neural networks can for example be found in[19, 20, 21]. In this work we use a feed-forward multi-layer network with back-propagation developed in [22]. The network consists of two hidden layers and oneoutput layer. The transfer functions in the hidden layers are log-sigmoid functionsand a linear function is used in the output layer. A principle sketch of the networkis shown in Figure 2.
6

2.1. SURROGATE MODELS
Figure 1: A single neuron with n input variables.
Figure 2: The neural network used in this work.
2.1.3 Radial Basis Function NetworkAnother similar type of network is the Radial Basis Function Network. In [23] anintroduction to this methodology is given. The response f from such a network isgiven by
f(x) =mXj=1
wjhj(x) (11)
where x are the design variables, wj are the weights to be determined, hj are basisfunctions and m is the number of basis function one would like to use. Any setof function can be used as basis function but it is preferred if it is a differentiableequation. A simple example is the straight line
f(x) = ax+ b; (12)
which is a linear model whose two basis functions are
h1(x) = 1; (13)h2(x) = x; (14)
and whose weights are w1 = b and w2 = a. To make it more general the radialbasis functions are used, that have the special feature that their response is affected
7

CHAPTER 2. STRUCTURAL OPTIMIZATION
by the distance from a central point. An example is the Gaussian function whichfor the case of a input x looks like
h(x) = e�(x�c)T (x�c)
r2 (15)
Its parameters are the center c and the radius r. These functions can then begathered in a network. An example of a network is shown in figure 3.
Figure 3: Example of a radial basis function network. [23]
Further and recent information regarding this method is found in e.g. [24] and[25].
2.1.4 KrigingKriging is when the response y(x) is a combination of a global linear regressionmodel fT (x)� and a random process Z(x)
y(x) = fT (x)� + Z(x): (16)
By doing this a local correction of the global model is obtained and an exactrepresentation of the responses at all training points can be achieved. The valuesof� andZ(x) in (16) are then obtained by the following procedure as explained in[26]. After performing N simulations we have the following system of equations
y =X� +Z: (17)
This is similar to (7) but now the residuals Z are correlated according to a corre-lation function R(x;w) where x and w are different training points.
cov(Z) = �2
0B@ R(x1;x1) : : : R(x1;xN )
... . . . ...R(xN ;x1) : : : R(xN ;xN )
1CA = �2RD (18)
8

2.1. SURROGATE MODELS
where R(xk;xl) = e��(xk�xl)2 , and k; l 2 [1; 2; : : : ; N ], is the correlation func-
tion and �2 is the product of the process variance. Other types of correlationfunctions can also be used. � is known as the correlation function parameter.
Since the residuals are correlated (17) is multiplied by a weighting matrix Wand the following is obtained
Wy =WX� +WZ ) y� =X�� +Z�: (19)
W is defined asW = (cov(Z))�1 = ��2R�1
D : (20)
The coefficients � can now be found in a least square sense. This specific valueof � denoted �� is given by
�� = (XTR�1D X)�1XTR�1
D y; (21)
and we can also determine � by maximizing the log-likelihood function
L(�) = �(N ln(s2) + ln(det(RD))); (22)
wheres2 =
1
N(y �X�∗)TR�1
D (y �X�∗): (23)
Our actual expression for the response at a point x0 can then be written as
y(x0) = fT (x)�� + rT (x0)R�1D ZD; (24)
where
r(x0) =
0B@ R(x0;x1)
...R(x0;xN )
1CA (25)
is the vector of residuals and ZD represents the residuals for the training designs
ZD = y �X��: (26)
In (24) the second term is an interpolation of the residuals of the regression modelfT (x0)�
�. This results in a correct prediction if the response surface at the train-ing points.
More information regarding Kriging can be found in [27]. How Kriging isbeing used in structural optimization are shown in for example [28] and [29].
9

3Residual Stresses in Castings
Residual stresses in castings has been studied for approximately 45 years. Oneof the first to study this was Weiner and Boley that in 1963 published a paperwhere they analytically determined the stresses in a solidifying slab [30]. Tienand Koump [31] also solved this analytically but introduced some temperaturedependent material properties. Around this time Perzyna presented his theoryregarding visco-plasticity [32] that could be very useful for thermomechanicalsolidification analysis. This was implemented by Zienkiewicz and Cormeau, [33].In [34] viscoplasticity was used for thermal stress calculations in castings. In [35]there is good overview of research field of residual stresses in castings until 1995.Among the work done in recent years there are for example [36, 37, 38, 39] andreferences therein.
Regarding residual stress analysis on casted components for the automotiveindustry there are a few interesting papers like [40] but here they only studystresses caused by quenching since a stress relieving process has removed allstresses caused by the casting process. The same questions are studied in [41].In [42] the software MagmaSoft is used to determine the thermal history in a grayiron casting and the following thermo-mechanical analysis is done in Abaqus. In[42] the fact that gray iron is behaving different in tension and compression isconsidered by using the material model ”Cast Iron Plasticity” that is available inAbaqus. A material model for gray iron similar to the one available in Abaqus isthe one presented by Hjelm [43, 44, 45]. Wiese and Dantzig [46] has proposedanother constitutive model for cast iron plasticity and showed how it can be usedin solidification analysis.
The use of Abaqus for residual stress calculations is well known. Some ex-amples are [47] where Abaqus is used to determine residual stresses in cast ironcalender rolls and [48] where the coupled thermal-stress model in Abaqus is usedto calculate temperature, strain, and stress fields in an aluminium alloy. In [49]and [50] the work in Abaqus has been focused on developing new sand surfaceelements to reduce calculation time.
In this thesis residual stresses has been calculated by using either Abaqus orMagmasoft. The J2-plasticity model in Abaqus has been used when structural
11

CHAPTER 3. RESIDUAL STRESSES IN CASTINGS
optimization has been performed on a simple casted component. The residualstress calculations in Abaqus and Magmasoft have also been compared to realtests. In Magmasoft a J2-plasticity model has been used and in Abaqus both J2-plasticity and ”Cast Iron Plasticity” have been used for comparisons.
12

4Results
The developments in this thesis is that an optimization algorithm is written inMatlab and an investigation of the capabilities of simulating residual stresses incasting has been performed. The optimization algorithm uses the SRSM whichhas proven to work very good for non-linear structural optimization problems.The response surfaces can be either analytical functions, linear and non-linear,as well as neural networks. The optimization code has today been used togetherwith Abaqus and an in-house FEM-software called TriLab and can by very easymanipulations be used with any FEM-software that can be run via scripts.
Regarding the residual stress simulations, several stress lattices have beencasted and the residual stresses have been measured and compared to simulationresults from the two softwares Magmasoft and Abaqus. Some numerical exam-ples of how residual stress simulations can be used in the product developmentprocess is also shown. Next follows some of the most important results obtainedin this thesis.
The developed optimization routines has been gathered in a package calledStuG-OPT and the optimization code has been tested on several problems. Inpaper I the SRSM algorithm with analytical non-linear response surfaces has beentested on a beam where the objective is to minimize the weight of the beam undera constraint on the maximum von Mises stress in the beam. The optimization isperformed while both including and excluding residual stresses from the castingprocess. In Figure 4 the optimized geometries can be seen.
13

CHAPTER 4. RESULTS
(a) Optimal shape obtained for pure me-chanical problem, SRSM optimization.
(b) Optimal shape obtained for thermome-chanical problem, SRSM optimization.
Figure 4: Comparison of obtained optimal shapes.
In paper II neural networks is added to the SRSM and this will increase thecapabilities of the response surface to capture more non-linearities. The optimiza-tion is tested on some typical benchmark problems like an elastic plate with ahole in the center and a rivet through a plate [51]. For the plate with the hole theobjective is to minimize the von Mises stress in the plate under a constraint onvolume when it is subjected to a tensile load. The von Mises stress in the platewith initial shape and the plate with optimal shape can be seen in Figure 5. Thedecrease in maximum von Mises stress is approximately 37%. For the rivet, theobjective is to minimize maximum contact pressure between the rivet and plateunder a constraint on the volume of the rivet when a tensile stress is applied to thebottom of the rivet. In Figure 6(a) the optimal shape of the rivet is seen and inFigure 6(b) the contact pressure for initial and optimal design is shown.
(a) Initial geometry, � = 414MPa. (b) Optimal geometry, � = 262MPa.
Figure 5: Von Mises stress in plate with hole.
14
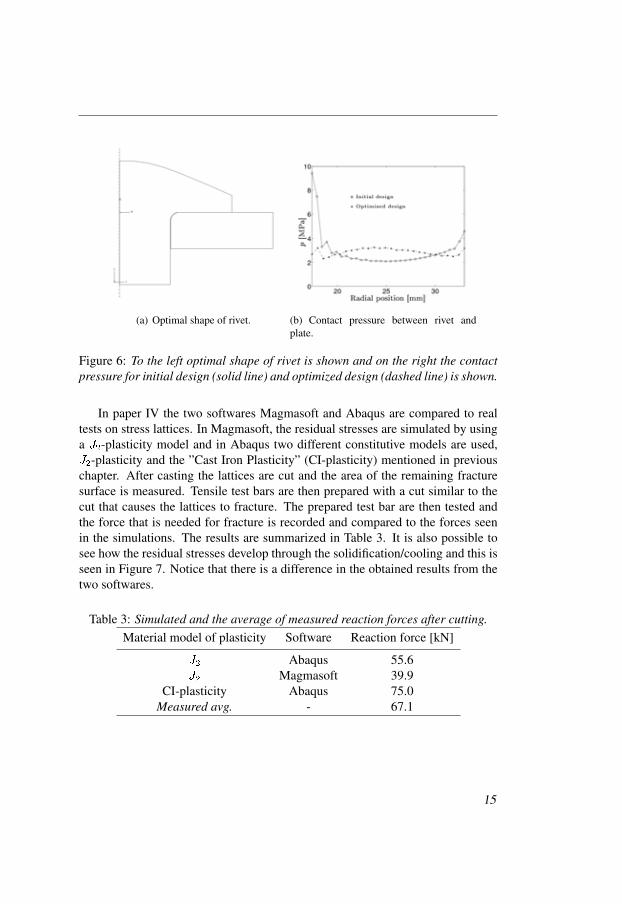
(a) Optimal shape of rivet. (b) Contact pressure between rivet andplate.
Figure 6: To the left optimal shape of rivet is shown and on the right the contactpressure for initial design (solid line) and optimized design (dashed line) is shown.
In paper IV the two softwares Magmasoft and Abaqus are compared to realtests on stress lattices. In Magmasoft, the residual stresses are simulated by usinga J2-plasticity model and in Abaqus two different constitutive models are used,J2-plasticity and the ”Cast Iron Plasticity” (CI-plasticity) mentioned in previouschapter. After casting the lattices are cut and the area of the remaining fracturesurface is measured. Tensile test bars are then prepared with a cut similar to thecut that causes the lattices to fracture. The prepared test bar are then tested andthe force that is needed for fracture is recorded and compared to the forces seenin the simulations. The results are summarized in Table 3. It is also possible tosee how the residual stresses develop through the solidification/cooling and this isseen in Figure 7. Notice that there is a difference in the obtained results from thetwo softwares.
Table 3: Simulated and the average of measured reaction forces after cutting.Material model of plasticity Software Reaction force [kN]
J2 Abaqus 55.6J2 Magmasoft 39.9
CI-plasticity Abaqus 75.0Measured avg. - 67.1
15
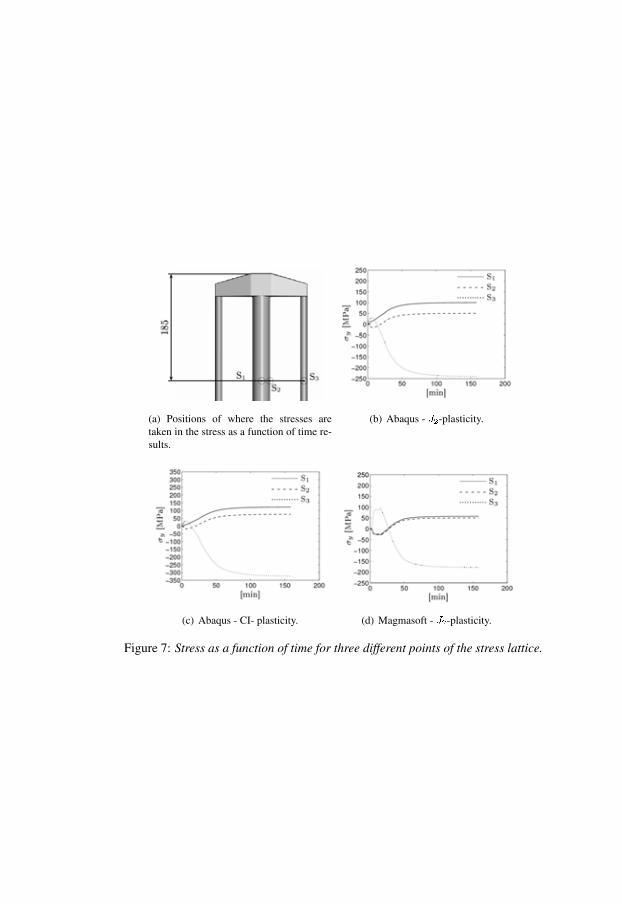
(a) Positions of where the stresses aretaken in the stress as a function of time re-sults.
(b) Abaqus - J2-plasticity.
(c) Abaqus - CI- plasticity. (d) Magmasoft - J2-plasticity.
Figure 7: Stress as a function of time for three different points of the stress lattice.

5Summary of Appended Papers
5.1 Paper I
In this paper an optimization algorithm is developed and used for structural op-timization of a casted beam. The algorithm is written in Abaqus and linked tothe FE-solver Abaqus through python scripts. The optimization algorithm usessuccessive response surface methodology (SRSM) and the optimization is per-formed using sequential linear programming. It is shown that by including resid-ual stresses in structural optimization of casting this yields an optimal shape thatmight differ significantly from the optimal shape obtained when residual stressesare excluded.
5.2 Paper II
The SRSM algorithm is in this paper extended to include neural networks. Bydoing this the response surface is capturing non-linearities in the response moreefficiently. The network used is a so called feed-forward backpropagation net-work with two hidden layers and one output layer. The optimization algorithm isbenched towards one classical linear elastic problem and two non-linear problemswhere one is including contact and the other is the thermomechanical problemstudied in paper I
5.3 Paper III
This is a survey of the research in the area of residual stress calculations. A shortintroduction to plasticity is given and some constitutive models that can be usedfor residual stress calculations are presented. Different techniques available formeasuring residual stresses are also presented. Finally, two numerical examplesare given to show how casting simulation can be used.
17

CHAPTER 5. SUMMARY OF APPENDED PAPERS
5.4 Paper IVIn this paper two commercial softwares, Magmasoft and Abaqus, are comparedto real tests in order to evaluate their residual stress calculation capabilities. Sev-eral stress lattices are casted and compared to simulations. In Magmasoft a J2-plasticity model is used and in Abaqus two different plasticity models are used, J2-plasticity and cast iron plasticity which is a plasticity model available in Abaqusthat takes into account the different behavior in tension and compression for greycast iron.
18
Bibliography
[1] C. Christensen, Council directive 88/77/EEC, Official Journal of the Euro-pean Communities, pp. 33–61, 1988.
[2] J. B. Fontelles and D. Alexander, Directive 2005/55/EC, Official Journal ofthe European Union, pp. 1–163, 2005.
[3] A. Holmstrom, Optimized Development Process for Cast Components. Li-centiate thesis, Chalmers University of Technology, 2005.
[4] W. J. Roux, N. Stander, and R. T. Haftka, Response surface approximationsfor structural optimization, International Journal for Numerical Methods inEngineering, vol. 42, pp. 517–534, 1998.
[5] M. Redhe, On Vehicle Crashworthiness Design using Structural Optimiza-tion. PhD thesis, Division of Solid Mechanics, Department of MechanicalEngineering, Linkoping University, 2005.
[6] L. F. P. Etman, Optimization of Multibody Systems using ApproximationsConcepts. PhD thesis, Technical University Eindhoven, 1997.
[7] T. Jansson, Optimization of Sheet Metal Forming Processes. PhD the-sis, Division of Solid Mechanics, Department of Mechanical Engineering,Linkoping University, 2005.
[8] W. J. Roux, R. J. du Preez, and N. Stander, Design optimization of a semi-solid tyre using response surface approximations, Engineering Computa-tions, vol. 16, no. 2, pp. 165–184, 1999.
[9] M. Redhe, J. Forsberg, T. Jansson, P. O. Marklund, and L. Nilsson, Usingthe response surface methodology and the D-optimality criterion in crash-worthiness related problems - an analysis of the surface approximation errorversus the number of function evaluations, Structural and MultidisciplinaryOptimization, vol. 24, pp. 185–194, Sept. 2002.
19

BIBLIOGRAPHY
[10] H. Naceur, Y. Q. Guo, and S. Ben-Elechi, Response surface methodology fordesign of sheet forming parameters to control springback effects, Computersand Structures, vol. 84, pp. 1651–1663, 2006.
[11] R. H. Myers and D. C. Montgomery, Response Surface Methodology. Wiley-Interscience, 2nd ed., 2002.
[12] R. H. Myers, D. C. Montgomery, G. G. Vining, C. M. Borror, and S. M.Kowalski, Response surface methodology: A retrospective and literature sur-vey, Journal of Quality Technology, vol. 36, pp. 53–77, Jan. 2004.
[13] N. Stander and K. J. Craig, On the robustness of a simple domain reduc-tion scheme for simulation-based optimization, Engineering Computations,vol. 19, no. 3-4, pp. 431–450, 2002.
[14] K. J. Craig, N. Stander, and S. Balasubramanyam, Worst-case design in headimpact crashworthiness optimization, International Journal For NumericalMethods In Engineering, vol. 57, pp. 795–817, June 2003.
[15] M. Redhe, M. Giger, and L. Nilsson, An investigation of structural optimiza-tion in crashworthiness design using a stochastic approach - A comparisonof stochastic optimization and the response surface methodology, Structuraland Multidisciplinary Optimization, vol. 27, pp. 446–459, July 2004.
[16] N. Stander, K. J. Craig, H. Mullerschon, and R. Reichert, Material identi-fication in structural optimization using response surfaces, Structural andMultidisciplinary Optimization, vol. 29, pp. 93–102, 2005.
[17] E. Gustafsson and N. Stromberg, Optimization of castings by using succes-sive response surface methodology, Structural and Multidisciplinary Opti-mization, vol. accepted for publication, 2006.
[18] W. S. McCulloch and W. Pitts, A logical calculus of the ideas immanent innervous activity, Bulletin of Mathematical Biophysics, vol. 5, pp. 115–133,1943.
[19] C. M. Bishop, NeuralNetworks for Pattern Recognition. Oxford UniversityPress Inc. New York, 1995.
[20] M. T. Hagan, H. B. Demuth, and M. H. Beale, Neural Network Design.Boston; London: PWS Pub., 1996.
[21] C. M. Bishop, Neural networks and their applications, Review of ScientificInstruments, vol. 65, no. 6, pp. 1803–1832, 1994.
20
BIBLIOGRAPHY
[22] N. Stromberg, Simulation of rotarydraw bending using Abaqus and a neu-ral network, in Proceedings of NAFEMS Seminar: Components and Sys-tems Analysis using Numerical Simulation Techniques - FEA, CFD, MBS,(Gothenburg, Sweden), 2005.
[23] M. J. L. Orr, Introduction to Radial Basis Function Networks.http://www.anc.ed.ac.uk/rbf/rbf.html.
[24] R. Jin, W. Chen, and T. W. Simpson, Comparative studies of metamodel-ing techniques under multiple modelling criteria, Structural and Multidisci-plinary Optimization, vol. 23, pp. 1–13, 2001.
[25] S. Kitayama, K. Yamazaki, and M. Arakawa, Sequential approximate opti-mization using RBF network (Examination and proposal of the radius), inProceedings of 7th World Congress on Structural and Multidisciplinary Op-timization, 2007.
[26] J. J. M. Rijpkema, L. F. P. Etman, and A. J. G. Schoofs, Use of design sensi-tivity information in response surface and kriging metamodels, Optimizationand Engineering, vol. 2, pp. 469–484, 2001.
[27] M. L. Stein, Interpolation of Spatial Data, Some Theory for Kriging.Springer-Verlag, 1999.
[28] J. Forsberg and L. Nilsson, On polynomial response surfaces and Krigingfor use in structural optimization of crashworthiness, Structural and Multi-disciplinary Optimization, vol. 29, pp. 232–243, 2005.
[29] J. Forsberg and L. Nilsson, Evaluation of response surface methodologiesused in crashworthiness optimization, International Journal of Impact Engi-neering, vol. 32, pp. 759–777, 2006.
[30] J. H. Weiner and B. A. Boley, Elasto-plastic thermal stress in a solidify-ing body., Journal of Mechanical Physics and Solids, vol. 11, pp. 145–154,1963.
[31] R. H. Tien and V. Koump, Thermal stress during solidification on basis ofelastic model, Journal of Applied Mechanics, vol. 36, no. 4, pp. 763–767,1969.
[32] P. Perzyna, Fundamental problems in viscoplasticity, Advance in AppliedMechanics, vol. 9, pp. 243–377, 1966.
[33] O. C. Zienkiewicz and I. C. Cormeau, Visco-plasticity solution by finite ele-ment process, Archives of Mechanics, vol. 24, no. 5–6, pp. 873–889, 1972.
21

BIBLIOGRAPHY
[34] J. R. Williams, R. W. Lewis, and K. Morgan, An elasto-viscoplastic ther-mal stress model with applications to the continous casting of metals, Inter-national Journal for Numerical Methods in Engineering, vol. 14, pp. 1–9,1979.
[35] B. G. Thomas, Issues in thermal-mechanical modeling of casting process,ISIJ International, vol. 35, pp. 737–743, 1995.
[36] D. Celentano, S. Oller, and E. Onate, A coupled thermomechanical modelfor the solidification of cast metals, International Journal of Solids andStructures, vol. 33, pp. 647–673, Feb. 1996.
[37] M. Cervera, C. A. De Saracibar, and M. Chiumenti, Thermo-mechanicalanalysis of industrial solidification processes, International Journal for Nu-merical Methods in Engineering, vol. 46, pp. 1575–1591, Nov. 1999.
[38] R. W. Lewis and K. Ravindren, Finite element simulation of metal cast-ing, International Journal for Numerical Methods in Engineering, vol. 47,pp. 29–59, Jan. 2000.
[39] D. J. Celentano, A large strain thermoviscoplastic formulation for the so-lidification of SG cast iron in a green sand mould, International Journal ofPlasticity, vol. 17, no. 12, pp. 1623–1658, 2001.
[40] X. Su, J. Jan, J. Lasecki, and J. Allison, Thermal and residual stress analysisof an engine block with cast-in liners, in Proceedings of 1st InternationalSymposium on Metallurgical Modeling for Aluminium Alloys, 2003.
[41] M. Durando, R. Bonavolonta, D. Petronio, and M. Leghissa, FE analysis ofresidual stresses in an engine cylinder head, in Proceedings of Abaqus User’sConference, (Stockholm, Sweden), 2005.
[42] C. Li and R. K. Huff, Thermo-mechanical analysis of a complex gray ironcasting, in Proceedings of Modeling of Casting, Welding and Advanced So-lidification Processes - XI, (Opio, France), 2006.
[43] H. E. Hjelm, Elastoplasticity of Grey Cast Iron, FE-Algorithms and BiaxialExperiments. PhD thesis, Chalmers University of Technology, 1992.
[44] H. E. Hjelm, Yield surface for grey cast iron under biaxial stress, Transac-tions of the ASME, vol. 116, pp. 148–154, 1994.
[45] B. L. Josefsson, U. Stigh, and H. E. Hjelm, A nonlinear kinematic hardeningmodel for elastopalstic deformations in grey cast iron, Journal of Engineer-ing Materials and Technology, vol. 117, pp. 145–150, 1995.
22

BIBLIOGRAPHY
[46] J. W. Wiese and J. A. Dantzig, Modeling stress development during the so-lidification of gray iron castings, Metallurgical Transactions A, vol. 21A,pp. 489–497, 1990.
[47] A. Jacot, D. Maijer, and S. Cockcroft, Modeling of microstructure and resid-ual stress in cast iron calender rolls, Metallurgical and Materials Transac-tions A, vol. 31A, pp. 1201–1211, April 2000.
[48] J. Sengupta, S. L. Cockcroft, D. M. Maijer, and A. Larouche, Quantificationof temperature, stress, and strain fields during the start-up phase of directchill casting process by using a 3D fully coupled thermal and stress modelfor AA5182 ingots, Materials Science and Engineering A, vol. 397, pp. 157–177, 2005.
[49] D. Metzger, K. J. New, and J. Dantzig, A sand surface element for efficientmodeling of residual stress in castings, Applied Mathematical Modelling,vol. 25, pp. 825–842, Oct. 2001.
[50] A. Chang and J. Dantzig, Improved sand surface element for efficient mod-eling of residual stress in castings, Applied Mathematical Modelling, vol. 28,pp. 533–546, 2004.
[51] D. Hilding, B. Torstenfelt, and A. Klarbring, A computational methodologyfor shape optimization of structures in frictionless contact, Computer Meth-ods in Applied Mechanics and Engineering, vol. 190, no. 31, pp. 4043–4060,2001.
23