Embed Size (px)
Citation preview

Optimisation of the cathode collector barin a Hall-Héroult cell
Mémoire
Mathieu Gagnon
Maîtrise en génie civilMaître ès sciences (M.Sc.)
Québec, Canada
© Mathieu Gagnon, 2013


Résumé
Un modèle éléments nis d'une cathode dotée d'un insert de cuivre dans la barre collectrice
a été développé. Ce modèle thermo-électro-mécanique inclut des interfaces an de simuler le
contact entre diérents matériaux de l'assemblage. An d'optimiser ce modèle, une analyse
économique basée sur le coût électrique d'opération, le coût de revêtement des cuves ainsi
que l'espérance de vie des cuves a été eectuée. La géométrie du modèle de référence est
ensuite variée an de générer une surface de réponse multidimensionnelle basée sur le critère
économique. Les résultats indiquent que des économies substantielles peuvent être réalisées
en réduisant la résistivité de la barre collectrice et en améliorant le contact à l'interface. De
nouveaux designs de cathode sont également analysés. Un design muni d'une tige de cuivre
insérée dans un trou percé à même le bloc de carbone an d'en collecter le courant électrique
est prometteur. Finalement ce modèle a permis d'étudier la qualité du contact entre diérents
matériaux de la cathode et l'eet de ce contact sur la performance des cuves.
iii


Abstract
A nite element model of a cathode assembly including a copper insert inside the steel collec-
tor bar was developed. This thermo-electro-mechanical model includes interfaces to simulate
the contact between dierent materials. In order to optimize this model, an economic analysis
based on the electrical operating cost, the relining cost and the life expectancy of a pot is
proposed. The geometry of the model is subsequently varied in order to generate a multidi-
mensional response surface based on these economic criteria. Results indicate that substantial
economies can be achieved by reducing the collector bar's resistivity and by improving contact
at the interface. New promising cathode assembly designs are also analysed. A design using a
copper rod inserted in a hole drilled in the carbon block to collect the current is promising.
Finally, this model provides some insight in the contact between the dierent materials of the
cathode assembly and its eect on the cell performance.
v


Contents
Résumé iii
Abstract v
Contents vii
List of Tables ix
List of Figures xi
Symbols xv
Acknowledgements xvii
Introduction 1
0.1 Generalities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
0.2 Problem's physic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
0.3 Problematic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
0.4 Objectives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
0.5 Assumptions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1 Litterature review 5
1.1 Literature review . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.2 Patent review . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2 CICB cathode model 13
2.1 Model description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.2 Model results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
3 Optimization 31
3.1 Technico-economical analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
3.2 Optimization results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
4 Collector rod design 43
4.1 Model description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
4.2 Optimization . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
4.3 Model results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
vii

Conclusion 53
A Results 55
A.1 CICB design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55A.2 Cathode with a 100 mm ledge over the edge of the carbon block . . . . . . . . . 61A.3 Response surface optimal design . . . . . . . . . . . . . . . . . . . . . . . . . . 67A.4 Cathode with a planar interface . . . . . . . . . . . . . . . . . . . . . . . . . . . 73A.5 Wide bar cathode (W=175mm) . . . . . . . . . . . . . . . . . . . . . . . . . . . 79A.6 Cathode with a slot of varying depth . . . . . . . . . . . . . . . . . . . . . . . . 85A.7 Collector rod design (full copper) . . . . . . . . . . . . . . . . . . . . . . . . . . 91A.8 Collector rod design (with steel sheat and cap) . . . . . . . . . . . . . . . . . . 95A.9 Collector rod design (with 8 rods per block) . . . . . . . . . . . . . . . . . . . . 98
B Patent review 103
B.1 ELECTROLYSIS CELL INTENDED TO BE USED TO PRODUCE ALU-MINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103
B.2 COMPONENT CATHODE COLLECTOR BAR . . . . . . . . . . . . . . . . . 104B.3 ELECTROLYSIS CELL FOR THE PRODUCTION OF ALUMINIUM COM-
PRISING MEANS TO REDUCE THE VOLTAGE DROP . . . . . . . . . . . . 105B.4 ELECTROLYSIS CELL AND METHOD FOR OPERATING THE SAME . . 106B.5 CATHODES FOR ALUMINUMELECTROLYSIS CELLWITH NON-PLANAR
SLOT DESIGN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107B.6 CATHODES FOR ALUMINIUM ELECTROLYSIS CELLWITH EXPANDED
GRAPHITE LINING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108B.7 CATHODE ELEMENT FOR AN ELECTROLYSIS CELL FOR THE PRO-
DUCTION OF ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109B.8 CATHODE BAR PROVIDING DISCONTINUOUS ELECTRICAL CONNEC-
TION TO CATHODE BLOCK . . . . . . . . . . . . . . . . . . . . . . . . . . . 110B.9 COMPONENT CATHODE COLLECTOR BAR . . . . . . . . . . . . . . . . . 111B.10 AN ELECTROLYTIC REDUCTION CELL AND COLLECTOR BAR . . . . . 112B.11 CATHODE COLLECTOR BAR WITH SPACER FOR IMPROVED HEAT
BALANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113B.12 CATHODE CONSTRUCTION . . . . . . . . . . . . . . . . . . . . . . . . . . . 114B.13 ALUMINIUM ELECTROWINNING CELLWITH IMPROVED CARBON CATH-
ODE BLOCKS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
Bibliography 117
viii

List of Tables
2.1 Solver Tolerances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142.2 Carbon thermo-electro-mechanical properties . . . . . . . . . . . . . . . . . . . . . 152.3 Steel thermo-electro-mechanical properties . . . . . . . . . . . . . . . . . . . . . . . 162.4 Cast iron thermo-electro-mechanical properties . . . . . . . . . . . . . . . . . . . . 162.5 Copper thermo-electro-mechanical properties . . . . . . . . . . . . . . . . . . . . . 172.6 Carbon/cast iron interface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 192.7 Cast iron/steel interface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 202.8 Steel/copper interface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 202.9 Elastic foundation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 202.10 Meshing validation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
3.1 Model results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 333.2 Optimization results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
4.1 Collector rod design optimized dimensions . . . . . . . . . . . . . . . . . . . . . . . 46
ix


List of Figures
0.1 Hall-Héroult cell . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.2 Problem's physics [7] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.1 Contact resistivity of graphitised carbon/cast iron interface [8] . . . . . . . . . . . 61.2 Goulet's model temperature map (C) [7] . . . . . . . . . . . . . . . . . . . . . . . 71.3 Dupuis's model voltage drop map (V) [5] . . . . . . . . . . . . . . . . . . . . . . . 81.4 Patent WO 2007/118510 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91.5 Patent WO 2007/071392 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101.6 Patent WO 03/014423 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101.7 Patent WO 01/127353 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111.8 Patent WO 97/48838 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111.9 Patent WO 01/63014 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.1 Matrix problem [7] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132.2 Copper insert electrical resistivity as a function of cell lifespan [Alcoa internal report] 142.3 Steel and cast iron thermal expansion coecient as a function of temperature [Alcoa
internal report] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152.4 Sealing operation [Alcoa internal report] . . . . . . . . . . . . . . . . . . . . . . . . 172.5 Curvature of the collector bar during sealing process . . . . . . . . . . . . . . . . . 182.6 Cathode assembly after solidication . . . . . . . . . . . . . . . . . . . . . . . . . . 182.7 Initial gap values [Alcoa internal report] . . . . . . . . . . . . . . . . . . . . . . . . 182.8 Contact resistivity as a function of pressure and temperature . . . . . . . . . . . . 192.9 Loads and boundary conditions applied to the model . . . . . . . . . . . . . . . . . 212.10 Finite element model with double symmetry . . . . . . . . . . . . . . . . . . . . . . 222.11 Temperature map through the domain for the benchmark model (C) . . . . . . . 232.12 Voltage through the domain for the benchmark model (V) . . . . . . . . . . . . . . 242.13 Normal stress at the carbon/cast iron interface for the benchmark model (Pa) . . . 242.14 Collector bar drop during cathode assembly transportation . . . . . . . . . . . . . 252.15 Normal stress at the steel/copper interface for the benchmark model (Pa) . . . . . 252.16 Current density vectors through the collector bar for the benchmark model (A/m2) 262.17 Normal stress at the cast iron/steel interface for the benchmark model (Pa) . . . . 272.18 Semi-graphitic cathode resistivity and current lines . . . . . . . . . . . . . . . . . . 282.19 Graphitized cathode resistivity and current lines . . . . . . . . . . . . . . . . . . . 282.20 CICB cathode resistivity and current lines . . . . . . . . . . . . . . . . . . . . . . . 282.21 Current density on top of the block for the benchmark model (A/m2) . . . . . . . 292.22 Cathode erosion map [Alcoa internal report] . . . . . . . . . . . . . . . . . . . . . . 292.23 Current density on top of the block with a 100 mm ledge model (A/m2) . . . . . . 30
xi

3.1 Lifespan as a function of maximum current density [Alcoa internal report] . . . . . 32
3.2 CICB design variables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
3.3 Current density on top of the block from thermo-electrical(2) and thermo-electro-mechanical(1) analysis (A/m2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
3.4 Bending moment applied to the block wings . . . . . . . . . . . . . . . . . . . . . . 37
3.5 Copper insert economical analysis graphs . . . . . . . . . . . . . . . . . . . . . . . 38
3.6 Copper insert economical response surface . . . . . . . . . . . . . . . . . . . . . . . 38
3.7 Dimensions of the response surface's optimized design . . . . . . . . . . . . . . . . 39
3.8 Temperature map through the response surface optimized model (C) . . . . . . . 39
3.9 Normal stress at the carbon/cast iron interface for planar(2) and hourglass(1) slots(Pa) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
3.10 First principal stress in the carbon block for a wide collector bar model (Pa) . . . . 41
3.11 Patent WO 2007/118510 design resistivity and current lines . . . . . . . . . . . . . 41
4.1 Collector rod cathode design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
4.2 Collector rod cathode resistivity and current lines . . . . . . . . . . . . . . . . . . . 44
4.3 Collector bar after cell's delining [Alcoa internal report] . . . . . . . . . . . . . . . 45
4.4 Steel collector rod . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
4.5 Copper collector rod . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
4.6 Copper collector rod . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
4.7 Copper collector rod . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
4.8 Voltage drop through the collector rod model (V) . . . . . . . . . . . . . . . . . . . 47
4.9 Current density on top of the carbon block, collector rod model (A/m2) . . . . . . 47
4.10 Temperature map through the collector rod model (C) . . . . . . . . . . . . . . . 48
4.11 Collector rod design with cap, economical analysis . . . . . . . . . . . . . . . . . . 48
4.12 Voltage drop through the sheathed collector rod model (V) . . . . . . . . . . . . . 49
4.13 Current density on top of the carbon block, sheathed collector rod model (A/m2) . 49
4.14 Temperature map through the sheathed collector rod model (C) . . . . . . . . . . 50
4.15 Height collector rods per block economical analysis . . . . . . . . . . . . . . . . . . 50
4.16 Voltage drop through the height collector rods per block model (V) . . . . . . . . . 51
A.1 Temperature map through the benchmark model (C) . . . . . . . . . . . . . . . . 55
A.2 Temperature map through the block for the benchmark model (C) . . . . . . . . . 56
A.3 Temperature map through the collector bar for the benchmark model (C) . . . . . 56
A.4 Temperature map through the copper insert for the benchmark model (C) . . . . 57
A.5 Voltage drop through the benchmark model (V) . . . . . . . . . . . . . . . . . . . . 57
A.6 Voltage drop through the block for the benchmark model (V) . . . . . . . . . . . . 58
A.7 Voltage drop through the collector bar for the benchmark model (V) . . . . . . . . 58
A.8 Voltage drop through the copper insert for the benchmark model (V) . . . . . . . . 59
A.9 First principal stress in the block for the benchmark model (Pa) . . . . . . . . . . 59
A.10 Normal stress at the carbon/cast iron interface for the benchmark model (Pa) . . . 60
A.11 Normal stress at the steel/copper interface for the benchmark model (Pa) . . . . . 60
A.12 Current density on top of the block for the benchmark model (A/m2) . . . . . . . 61
A.13 Temperature map through the ledge model (C) . . . . . . . . . . . . . . . . . . . 61
A.14 Temperature map through the block for the ledge model (C) . . . . . . . . . . . . 62
A.15 Temperature map through the collector bar for the ledge model (C) . . . . . . . . 62
A.16 Temperature map through the copper insert for the ledge model (C) . . . . . . . . 63
xii

A.17 Voltage drop through the ledge model (V) . . . . . . . . . . . . . . . . . . . . . . . 63A.18 Voltage drop through the block for the ledge model (V) . . . . . . . . . . . . . . . 64A.19 Voltage drop through the collector bar for the ledge model (V) . . . . . . . . . . . 64A.20 Voltage drop through the copper insert for the ledge model (V) . . . . . . . . . . . 65A.21 First principal stress in the block for the ledge model (Pa) . . . . . . . . . . . . . . 65A.22 Normal stress at the carbon/cast iron interface for the ledge model (Pa) . . . . . . 66A.23 Normal stress at the steel/copper interface for the ledge model (Pa) . . . . . . . . 66A.24 Current density on top of the block for the ledge model (A/m2) . . . . . . . . . . . 66A.25 Temperature map through the response surface model (C) . . . . . . . . . . . . . 67A.26 Temperature map through the block for the response surface model (C) . . . . . . 67A.27 Temperature map through the collector bar for the response surface model (C) . . 68A.28 Temperature map through the copper insert for the response surface model (C) . 68A.29 Voltage drop through the response surface model (V) . . . . . . . . . . . . . . . . . 69A.30 Voltage drop through the block for the response surface model (V) . . . . . . . . . 69A.31 Voltage drop through the collector bar for the response surface model (V) . . . . . 70A.32 Voltage drop through the copper insert for the response surface model (V) . . . . . 70A.33 First principal stress in the block for the response surface model (Pa) . . . . . . . . 71A.34 Normal stress at the carbon/cast iron interface for the response surface model (Pa) 71A.35 Normal stress at the steel/copper interface for the response surface model (Pa) . . 72A.36 Current density on top of the block for the response surface model (A/m2) . . . . 72A.37 Temperature map through the planar interface model (C) . . . . . . . . . . . . . . 73A.38 Temperature map through the block for the planar interface model (C) . . . . . . 73A.39 Temperature map through the collector bar for the planar interface model (C) . . 74A.40 Temperature map through the copper insert for the planar interface model (C) . . 74A.41 Voltage drop through the planar interface model (V) . . . . . . . . . . . . . . . . . 75A.42 Voltage drop through the block for the planar interface model (V) . . . . . . . . . 75A.43 Voltage drop through the collector bar for the planar interface model (V) . . . . . 76A.44 Voltage drop through the copper insert for the planar interface model (V) . . . . . 76A.45 First principal stress in the block for the planar interface model (Pa) . . . . . . . . 77A.46 Normal stress at the carbon/cast iron interface for the planar interface model (Pa) 77A.47 Normal stress at the steel/copper interface for the planar interface model (Pa) . . . 78A.48 Current density on top of the block for the planar interface model (A/m2) . . . . . 78A.49 Temperature map through the wide bar model (C) . . . . . . . . . . . . . . . . . 79A.50 Temperature map through the block for the wide bar model (C) . . . . . . . . . . 79A.51 Temperature map through the collector bar for the wide bar model (C) . . . . . . 80A.52 Temperature map through the copper insert for the wide bar model (C) . . . . . . 80A.53 Voltage drop through the wide bar model (V) . . . . . . . . . . . . . . . . . . . . . 81A.54 Voltage drop through the block for the wide bar model (V) . . . . . . . . . . . . . 81A.55 Voltage drop through the collector bar for the wide bar model (V) . . . . . . . . . 82A.56 Voltage drop through the copper insert for the wide bar model (V) . . . . . . . . . 82A.57 First principal stress in the block for the wide bar model (Pa) . . . . . . . . . . . . 83A.58 Normal stress at the carbon/cast iron interface for the wide bar model (Pa) . . . . 83A.59 Normal stress at the steel/copper interface for the wide bar model (Pa) . . . . . . 84A.60 Current density on top of the block for the wide bar model (A/m2) . . . . . . . . . 84A.61 Temperature map through the slot of varying depth model (C) . . . . . . . . . . . 85A.62 Temperature map through the block for the slot of varying depth model (C) . . . 85A.63 Temperature map through the collector bar for the slot of varying depth model (C) 86
xiii

A.64 Temperature map through the copper insert for the slot of varying depth model (C) 86A.65 Voltage drop through the slot of varying depth model (V) . . . . . . . . . . . . . . 87A.66 Voltage drop through the block for the slot of varying depth model (V) . . . . . . . 87A.67 Voltage drop through the collector bar for the slot of varying depth model (V) . . 88A.68 Voltage drop through the copper insert for the slot of varying depth model (V) . . 88A.69 First principal stress in the block for the slot of varying depth model (Pa) . . . . . 89A.70 Normal stress at the carbon/cast iron interface for the slot of varying depth model
(Pa) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90A.71 Normal stress at the steel/copper interface for the slot of varying depth model (Pa) 90A.72 Current density on top of the block for the slot of varying depth model (A/m2) . . 91A.73 Temperature map through the collector rod model (C) . . . . . . . . . . . . . . . 91A.74 Temperature map through the copper insert for the collector rod model (C) . . . 92A.75 Voltage drop through the collector rod model (V) . . . . . . . . . . . . . . . . . . . 92A.76 Voltage drop through the copper insert for the collector rod model (V) . . . . . . . 93A.77 First principal stress in the block for the collector rod model (Pa) . . . . . . . . . . 93A.78 Normal stress at the carbon/copper interface for the collector rod model (Pa) . . . 94A.79 Current density on top of the block for the collector rod model (A/m2) . . . . . . . 94A.80 Temperature map through the sheated model (C) . . . . . . . . . . . . . . . . . . 95A.81 Temperature map through the collector rod for the sheated model (C) . . . . . . . 95A.82 Voltage drop through the sheated model (V) . . . . . . . . . . . . . . . . . . . . . 96A.83 Voltage drop through the collector rod for the sheated model (V) . . . . . . . . . . 96A.84 First principal stress in the block for the sheated model (Pa) . . . . . . . . . . . . 97A.85 Normal stress at the carbon/steel interface for the sheated model (Pa) . . . . . . . 97A.86 Current density on top of the block for the sheated model (A/m2) . . . . . . . . . 98A.87 Temperature map through the 8 rods model (C) . . . . . . . . . . . . . . . . . . . 98A.88 Temperature map through the collector rod for the 8 rods model (C) . . . . . . . 99A.89 Voltage drop through the 8 rods model (V) . . . . . . . . . . . . . . . . . . . . . . 99A.90 Voltage drop through the collector rod for the 8 rods model (V) . . . . . . . . . . . 100A.91 First principal stress in the block for the 8 rods model (Pa) . . . . . . . . . . . . . 100A.92 Normal stress at the carbon/steel interface for the 8 rods model (Pa) . . . . . . . . 101A.93 Current density on top of the block for the 8 rods model (A/m2) . . . . . . . . . . 101
B.1 Patent WO 2012/172196 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103B.2 Patent WO 2011/148347 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104B.3 Patent WO 2008/062318 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105B.4 Patent WO 2008/033034 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106B.5 Patent WO 2007/118510 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107B.6 Patent WO 2007/071392 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108B.7 Patent WO 2005/098093 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109B.8 Patent WO 2004/031452 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 110B.9 Patent WO 03/014423 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111B.10 Patent WO 01/63014 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112B.11 Patent WO 01/27353 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113B.12 Patent WO 97/48838 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114B.13 Patent WO 96/07773 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
xiv

List of symbols
Symbols Units Parameters
Introduction
G [1/ Ωm] Electrical conductivity matrix
H [Pa] Mechanical behavior matrix
hc [W m2/C] Contact thermal conductance
Rc [Ωm2] Contact electrical resistivity
εth [m/m] Thermal strain
qv [W/m3] Volumetric heat source
qsc [W/m2] Interface heat source
CICB cathode model
k [W/mC] Thermal conductivity
ρ [kg/m3] Density
Cp [J/kgC] Heat capacity
ρε [Ωm] Electrical resistivity
E [Pa] Young's modulus
υ [m/m] Poisson's ratio
α [1/C] Thermal expansion coecient
$ [CAD/kg] Cost
hc [W m2/C] Contact thermal conductance
h [W m2/C] No contact thermal conductance
ε1 Slave surface emissivity
ε2 Master surface emissivity
Rc [Ωm2] Contact electrical resistivity
R [Ωm2] No contact electrical resistivity
kn [Pa] Normal penalty
kt [Pa] Tangential penalty
µ [Pa] Friction coecient
xv

Symbols Units Parameters
Economical analysis
dV [V] Cathode voltage drop
JS [A/m2] Maximum current density on top of the block
P [$] Relining cost
A [A] Amperage
E [$/year] Annual electrical cost
R [m/days] Erosion rate
N [Days] Pot life expectancy
H [m] Carbon thickness on top of the slot
i [%] Interest rate
T [$/year] Yearly comparative cost
xvi

Acknowledgements
The present research project was realised within the NSERC/Alcoa Industrial Research Chair
MACE3 and the Aluminium Research Centre-REGAL. The nancial support provided by
Alcoa Inc., the Natural Sciences and Engineering Research Council of Canada, and the alu-
minium research and development center of Quebec is gratefully acknowledged. The project
included a 6 months internship at the Alcoa Technical Center which collaboration is much ap-
preciated. A part of the research presented in this thesis most notably a scholarship supporting
the internship was nanced by the Fonds de recherche du Québec - nature et technologie by the
intermediary of the Aluminium Research Centre-REGAL. Finally, this work would not have
been possible without the support of Mario Fafard, Patrice Goulet, Richard Beeler, Donald
Ziegler and Claude Gauthier.
xvii


Introduction
0.1 Generalities
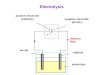
The present thesis concerns aluminum production using the Hall-Héroult process. This process
involves passing a direct electrical current through a bath of molten cryolite and alumina at
approximatly 960 C. The bath is contained in a cell comprised of a steel shell lined by refrac-
tory and insulating material. The carbon anodes being consumed during the electrochemical
reaction, they are suspended in the bath and periodically replaced. The current exits the cell
through carbon blocks covering the oor of the steel shell and is collected by metal bars.
Current is then directed to the anodes of the next cell which is connected in series. Liquid
aluminum accumulates on top of the carbon blocks and is tapped out periodically. Figure 0.1
illustrates a Hall-Héroult cell.
Figure 0.1 Hall-Héroult cell
1

Technically speaking, the cathode of a Hall-Héroult cell is the interface between the bath and
the liquid aluminum. However, the assembly comprised of the carbon blocks and the collector
bars is commonly referred as the cathode in the industry and this nomenclature will be used
throughout this document. The most common cathode design is composed of a rectangular
carbon block in which slots are machined on the inferior surface. Steel bars are then sealed
in these slots using melted cast iron. Carbon is chosen because of its refractory properties,
its relatively low electrical resistivity and its aordable price. Steel is chosen because of its
low electrical resistivity and cost. The cell lining is slowly deteriorated over time by erosion,
chemical aggression and inltration until it looses its integrity and must be replaced. The
relining of the cell involves stripping the steel shell, building the cathode assembly and recon-
structing the cell lining. Before pouring the bath into the cell and restarting the electrolysis,
the cell goes into a preheating phase. The preheating phase allows material thermal expansion
to occur and reduces the thermal shock induced by the introduction of the molten bath in the
cell.
0.2 Problem's physic
Aluminum production is a multi-physics operation in which experimentation is both complex
and expensive. This is why the eld is the subject of numerous modeling eorts. The principal
physics involved are thermal, electrical, mechanical, chemical and magnetic. The eld is also
the subject of porous media and uid mechanics. The electrolysis in itself is relatively simple.
The following equation presents alumina decomposition [6].
2Al2Odissolved3 + 3Csolid = 4Alliquid + 3COgaseous2 (1)
The process is made more complex by the fact that the operation is occuring at high tem-
perature with molten metal in a complex assembly and cannot be stopped until the cell end
of life. Concerning the cathode, electrical current generates heat by Joule eect both within
the materials and at the interfaces. Temperature aects material and contact properties. Heat
generates thermal expansion which aects contact between materials and therefore thermal
and electrical contact resistances. Figure 0.2 is the intricacy of the Physic.
The mechanical aspect of the physics has only recently been incorporated in cathode models.
Previously, contact resistance was typically simulated in thermo-electrical models by applying
a uniform resistivity over the interfaces.
2

Figure 0.2 Problem's physics [7]
0.3 Problematic
The aluminum industry is interested in reducing its energy consumption as it represents about
a third of the aluminum production costs. This can be achieved by increasing current eciency
or by reducing voltage drop. Modern cells achieve around 96% current eciency [16] when new.
Voltage drop can be divided in the following categories: external voltage, anode voltage, bubble
voltage, electrochemical voltage, ohmic voltage through the anode to cathode distance (ACD)
and nally cathode voltage. The present work is concerned with the cathode voltage drop
which represents around 10% of the total cell voltage drop.
The aluminum industry is also interested in increasing the life expectancy of the cells as their
relinings costs about 300 000$ for large modern cell. Although there are numerous causes
for early cell failure, the cell is normally serviced when the cathode block is eroded up to
the collector bar. The optimal cathode assembly must therefore be a compromise between
electrical cost, relining cost and life expectancy of the cell. As an order of magnitude, a 30mV
voltage drop reduction saves about 5000$/year/cell. An increase in the cell life expectancy of
1 year amounts to about the same savings.
3

0.4 Objectives
The objectives of this project aim both at improving our understanding of the cathode be-
haviour and at providing "ready to implant" economically benecial design changes.
1. Reduce the voltage drop through the cathode.
2. Increase the life expectancy of the cell.
4. Study the energy loss through the cathode.
3. Optimize and compare cathode assembly designs using nite element modeling.
0.5 Assumptions
Many of the model simplications involve neglecting the changes on the cathode assembly and
its operating conditions over the cell lifespan.
1. Current eciency is considered constant.
2. The eects of the cathode design on the ACD is negleted.
3. All voltage drop savings can be captured.
4. The cell performance does not vary over its lifespan.
5. Mechanical behavior is purely elastic.
6. Swelling, inltration and erosion are not taken into account.
7. Magnetic eld eects are not considered.
4

Chapter 1
Litterature review
The litterature review is divided in two sections. First, dierent papers and thesis about the
cathode assembly are summarized. Then, a review of the patents related to collector bar design
is presented.
1.1 Literature review
The litterature review covers two main topics. A part of the review concerns research relative
to the cathode assembly of Hall-Héroult cells. The other part covers nite element modeling
of Hall-Héroult cells.
Beeler [3] presented an analytical solution to the cathode assembly electrical problem. The
solution indicates that voltage drop in the collector bar is maximal near the edge of the
cathode block where temperature and current density are high. Also, the obtained cathode
voltage drop repartition is approximately as followed: a quarter occurs in the carbon block, a
quarter occurs at the interface, another quarter occurs in the bar inside the slot and nally,
the last quarter occurs in the bar outside the carbon block.
Hiltmann et al [8] realised electrical resistivity tests regarding the carbon/cast iron interface
as a function of temperature and pressure. The results for graphitised blocks where used
to develop the electrical resistivity function used in the present model. Figure 1.1 presents
Hiltmann's results.
5

Figure 1.1 Contact resistivity of graphitised carbon/cast iron interface [8]
Picard's thesis [11] studied the visco-elastic behavior of Hall Héroult cell's carbon materials
and developped constitutive models for nite element modeling. Virgin graphitised carbon
blocks are subject to relatively small creep strain (−8.5µε/MPa). Ramming paste is however
much more subject to creep. It is therefore expected that most of the stress relaxation due to
creep in the lining will occur in the ramming paste. Sodium inltration has been identied as
a possible creep enhancer.
Sorlie and Gran [15] determined the evolution of the electrical and thermal conductivity of
carbon cathode material over the cell's lifespan. Both conductivities decreases by a factor of
2 overtime. The eect on the cathode assembly temperature map and current distribution is
severe. Using virgin material properties can therefore lead to misleading results.
Allard et al. [1] tested the carbon cathode material properties under operating condition i.e.
at high temperature. The mechanical properties of graphitized carbon blocks are improved as
temperature is increased.
Sorlie [14] studied the contact resistivity of carbon/steel interfaces. Results indicate that for
similar conditions, carbon/steel contact resistivity is higher than carbon/cast iron contact
resistivity.
The Start-Cuve project [4] studied the preheating phase in Hall-Héroult cells. A nite elements
toolbox named FESh++, capable of solving multi-physic problems, was developped.
Goulet's thesis [7] studied the thermo-electro-mechanical contact between dierent materials
within the cell. He developped the contact aspect of the FESh++ library. As a validation
model, Goulet studied the preheating phase of a P-155 cathode. Figure 1.2 shows the temper-
6

ature map from Goulet's model at the end of the preheating.
Figure 1.2 Goulet's model temperature map (C) [7]
Richard's thesis [13] proposed constitutive laws for non-carbonaceous materials of the cell. It
also presents the object-oriented libraries that manages internal variables, constitutive laws
and materials in FESh++.
Dupuis [5] presented a thermo-electro-mechanical ANSYS based application for the design of
cathode collector bar slots. The model's electrical and thermal contact resistivities depend on
temperature and pressure. The model does not have an initial gap at the interface. Instead,
the temperature map is initialized at the values measured during the cast iron solidication.
While this simplies the model, it aects the contact pattern at the interface. Dierent slot
geometries are analysed and a reduced voltage drop is obtained with a taller collector bar
(cross area conserved) and by eliminating the cast iron on top of the collector bar. Figure 1.3
presents voltage drop through Dupuis's benchmark model.
Von Kaenel and Antille [16] dened cell stability as the ability to lower the ACD without
generating unstable waves at the metal pad surface. It is recalled that stability depends on the
current density induced magnetic eld and the shape of the cell. In addition to increasing the
lifespan of the cell, a reduction of the maximum current density on top of the carbon block
should help to stabilise the bath. The paper concludes that the combined use of a cathode
"pool" and copper inserts could increase production and achieve important reductions in
voltage drop.
7

Figure 1.3 Dupuis's model voltage drop map (V) [5]
Jie et al. [9] modeled a cathode with electrical contact. An important voltage drop reduction
is achieved by replacing semi-graphitic carbon blocks by graphitised carbon blocks. The model
also suggests that ledge extension over the cathode block must be limited as it signicantly
increases voltage drop. Finally, the presence of muck in the center of the cell has a relatively
small impact on voltage drop.
Arkhivop [2] studied the stress states of cathodes in order to limit cell failure due to the
destruction of the lining integrity. The principal factors identied as aecting the stress states
are the ramming paste baking shrinkage, the cohesion of the seam joints, the level of bath
penetration in the block, the level of sodium expansion, and the room for collector bar thermal
expansion in the slot and side lining.
Moraru et al. [10] studied the current distribution within the cell and concluded that the col-
lector bar resistance strongly inuences the current horizontal component through the carbon
block.
No studies related to the collector bar metals rheological behavior at high temperature were
found. A master degree project entitled "Creep study at high temperature of cathode collector
bar" by Femi Richard Fakoya is currently underway at Laval University. A study of copper
properties at high temperature is also considered.
8

1.2 Patent review
Most of the patents reviewed in the scope of this project aim at improving current distribution
on top of the carbon block in order to increase the life expectancy of the cell. As many patents
are slightly dierent versions of the same strategy, a general description of those governing
ideas is presented. A more exaustive patent review can be found in annex B.
Patents WO 2007/118510, WO 2011/148347 and US2786024 involve reducing the thickness of
carbon over the collector bar toward the center of the block. This is achieved by increasing the
depth of the slot or by creating a pool in the carbon blocks towards the center of the cell. The
variation of carbon block resistance is used to compensate the variation of the collector bar
resistance over the length of the block. Current entering the block near the center encounters
less carbon resistance but more collector bar resistance. This simple yet ecient solution is
analysed in the present research project. Figure 1.4 presents a design with slots of varying
depth.
Figure 1.4 Patent WO 2007/118510
Patents WO 2007/071392 and WO 2004/031452 propose to vary the resistivity of the interface
over its length. Adding resistive material near the outside end of the interface will redirect
some of the current toward the center of the cell. Decreasing contact near the outside end of
the interface has a similar eect. While increasing voltage drop, those solutions are expected
to increase life expectancy of the cell. Figure 1.5 proposes a solution of this type.
9

Figure 1.5 Patent WO 2007/071392
Patents WO 2008/033034, WO 03/014423, WO 2008/120993 and US4194959 propose to collect
current at dierent positions along the block with dierent collector apparatus. The electrical
resistance of the dierent apparatus can be adjusted in order to improve current distribution.
Those designs are often cumbersome and many problems are to be expected regarding stress
concentration and poor contact. Figure 1.6 presents a design of the sort.
Figure 1.6 Patent WO 03/014423
Copper is used in patents WO 2011/148347, WO 2008/062318, WO/2007/071392, WO 2005/098093,
WO 01/63014, WO 01/27353 and WO 01/127353. Being ten times less resistive than steel,
copper can signicantly reduce the voltage drop through the collector bar. Reducing the col-
lector bar resistivity also improves current distribution as it increases the vertical to horizontal
10

resistance ratio. The use of copper is limited because of its high thermal conductivity. Heat
loss from the bottom of the cell must be limited in order to avoid ledge progression and bottom
freeze. Copper melting temperature (1085C) is also close to the cell operating temperature
(960C). Finally, copper is 20 times more expensive than steel. The cathode used as benchmark
design in this project is based on patent WO 01/027353 shown on gure 1.7.
Figure 1.7 Patent WO 01/127353
In patents WO 97/48838, CN101545118 and WO/84/04547 the collector bar is replaced by or
used with a collector plate in contact with the bottom surface of the carbon block. Current is
distributed evenly by dierent means. The design illustrated in gure 1.8 uses contact plugs
to attract current toward the center of the cell.
Figure 1.8 Patent WO 97/48838
Patent WO 01/63014 shown on gure 1.9 uses copper as its main material for the collector
11

assembly. A steel sheat covers the copper rod in order to protect it from bath inltration and
excessive deformation. Steel is also used in the extremity section of the rod in order to limit
heat loss.
Figure 1.9 Patent WO 01/63014
Many of the patents reviewed propose cumbersome cathode assemblies. Such designs are prone
to numerous operation hurdles such as stress concentration and inltration. The present work
focus on simple cathode assembly designs.
12

Chapter 2
CICB cathode model
Alcoa has patented a cathode design containing a copper insert in the collector bar (CICB).
This design is implanted in the Alcoa Deschambault plant and will be used as a benchmark for
the present optimisation. Building the CICB is relatively simple yet costly. A high precision
hole is drilled in the steel collector bar up to a certain depth. A copper rod is then inserted in
the hole. Lastly, a rebar of smaller diameter is introduced in the remaining hole depth before
the hole is sealed with a cap. This chapter presents the benchmark CICB cathode model.
2.1 Model description
A thermo-electro-mechanical nite element model with interfaces was developped in order to
simulate the contact between the dierent materials of the cathode assembly. In order to avoid
an ill-conditionned matrix, the thermo-electrical problem is solved iteratively as a subproblem.
The mechanical problem is thereafter solved. Global convergence is then checked before the
process is repeated. Figure 2.1 presents the matrix problem to be solved.
Figure 2.1 Matrix problem [7]
For the sake of concision, all the details of the mathematical model will not be repeated here.
More information is available in Goulet's thesis [7]. Table 2.1 presents the dierent tolerances
used by the solver.
13

Table 2.1 Solver Tolerances
Problem Local tolerance Global tolerance
Thermo-electrical 10−5 10−4
Mechanical 10−3 10−2
Material properties used in the model are function of temperature. Due to a lack of data,
material properties are for virgin material except copper electrical resistivity which is increased
by 40 % to take into account the gradual iron migration over the life of the cell [15]. Figure
2.2 illustrates the variation of copper electrical resistivity over the cell lifespan.
Figure 2.2 Copper insert electrical resistivity as a function of cell lifespan [Alcoa internal
report]
The thermal expansion of steel and cast iron is characterized by a solid state phase change
contraction around 800 C [15]. Figure 2.3 illustrates this phase change contraction.
14

Figure 2.3 Steel and cast iron thermal expansion coecient as a function of temperature
[Alcoa internal report]
The collector bar operates within the phase change temperature range. Its contraction greatly
aects contact at the interfaces. The following tables present the material properties used in
this project. Material properties mainly come from Alcoa suppliers reports.
Table 2.2 Carbon thermo-electro-mechanical properties
Properties Units Values
k W/m C −9.6× 10−8T 3 + 2.7× 10−4T 2 − 0.28T + 145.6
ρ kg/m3 1655
Cp J/kg C 8.4× 10−7T 3 − 2.6× 10−3T 2 + 3T + 645
ρε Ωm −8.5× 10−15T 3 + 2× 10−11T 2 − 1.4× 10−8T + 1.2× 10−5
E Pa 20T 3 − 2× 105T 2 + 5.3× 106T + 1.9× 1011
υ m/m 0.298
α 1/C 4× 10−6T − 8× 10−5
15

Table 2.3 Steel thermo-electro-mechanical properties
Properties Units Values
k W/mC 2.5× 10−7T 3 − 4× 10−4T 2 + 0.16T + 31.1
ρ kg/m3 −0.31T + 7824
Cp J/kgC 5.1× 10−4T 2 + 0.22T + 436.3
ρε Ωm −1.1× 10−15T 3 + 1.9× 10−12T 2 + 3.4× 10−10T + 12.8
E Pa 20T 3 − 2× 105T 2 + 5.3× 106T + 2× 1011
υ m/m 0.29
−∞ < T < 750C 1.4× 10−5T
α 1/C 750C < T < 850C −1.8× 10−5T + 0.024
850C < T <∞ 2.4× 10−5T − 0.012
$ CAD/kg 70
Table 2.4 Cast iron thermo-electro-mechanical properties
Properties Units Values
k W/mC −152T + 48.3
ρ kg/m3 7005
Cp J/kgC 9.1× 10−4T 2 − 0.22T + 612.4
ρε Ωm 1.7× 10−6
E Pa −42T 3 + 1.6× 105T 2 − 2.2× 108T + 1.3× 1011
υ m/m 0.29
−∞ < T < 710C 1.4× 10−5T − 2.4× 10−4
α 1/C 710C < T < 790C −3.4× 10−5T + 0.036
850C < T <∞ 1.3× 10−5T − 3.2× 10−3
$ CAD/kg 30
16

Table 2.5 Copper thermo-electro-mechanical properties
Properties Units Values
k W/mC 2× 10−5T 2 − 0.054T + 400
ρ kg/m3 -0.92 T + 8945
Cp J/kgC 385
ρε Ωm 6.8× 10−11T + 1.6× 10−8
E Pa −1.8× 104T 2 − 3.8× 107T + 1.3× 1011
υ m/m 3.5× 10−5T + 0.34
α 1/C 4.8× 10−9T 2 + 1.5× 10−5T
$ CAD/kg 1400
As mentioned previously, the cathode assembly is typically composed of a rectangular carbon
block in which slots are machined on the inferior surface. Steel bars are then sealed in these
slots using melted cast iron. Figure 2.4 shows the sealing operation.
Figure 2.4 Sealing operation [Alcoa internal report]
The temperature gradient caused by pouring the cast iron induces a curvature of the bar. Then,
contraction and solidication create an asymmetrical gap at the carbon/cast iron interface.
Figures 2.5 and 2.6 illustrate the sealing process.
17

Figure 2.5 Curvature of the collector bar during sealing process
Figure 2.6 Cathode assembly after solidication
This eect can be reduced by preheating the assembly before casting which then reduces
temperature gradients and therefore curvature. At operating temperature, the material dilation
partially closes the gap, but some analytical calculations [3] and nite element modeling [7]
indicate that contact pressure is sparse and low. This is supported by high industrial cathode
voltage drop measurements. Contact is believed to be achieved because the cast iron curved
shape mismatches the slot straight shape. Contact is expected to occur along the waist of
the hourglass interface shape. The initial gap was calculated analytically in an Alcoa internal
report. The calculation takes into account the preheating of the materials and the gradual
cast iron solidication. Figure 2.7 presents the initial gap values obtained.
Figure 2.7 Initial gap values [Alcoa internal report]
The curvature in the solidied cast iron is not included in the model. This was done because of
an incomplete study of the solidication process and in order to simplify the geometry of the
model. The voltage drop through the cathode strongly depends on the contact at the interface.
18

Since the model does not consider the curvature in the bar, the initial gap must be slightly
reduced (by 0.25 mm) in order to achieve the anticipated voltage drop.
Electrical resistivity at the interface is a function of temperature and pressure and is based on
Hiltmann's results [8]. Figure 2.8 illustrates the reduction of electrical resistivity with pressure.
Figure 2.8 Contact resistivity as a function of pressure and temperature
The following tables present contact properties of the dierent interfaces. Normal and tangen-
tial penalties are used to calculate the stress response to interpenetration.
Table 2.6 Carbon/cast iron interface
Properties Units Values
hc W m2/C 15.3×10−10T 2−1.3×10−6T+1.5×10−3 (P+1000
106)0.3
h W m2/C 0
ε1 0.8
ε2 0.7
RC Ωm2 −0.18 ln(T )+1.2106
(P+1000106
)−0.87
R Ωm2 ∞kn Pa 6.7 ×109
kt Pa 6.7 ×107
µ Pa 0.1
19

Table 2.7 Cast iron/steel interface
Properties Units Values
hc W m2/C ∞h W m2/C 0
ε1 0.8
ε2 0.7
RC Ωm2 0
R Ωm2 ∞Kn Pa 5.1 ×1010
Kt Pa 5.1 ×108
µ Pa 0.1
Table 2.8 Steel/copper interface
Properties Units Values
hc W m2/C ∞h W m2/C 0
ε1 0.8
ε2 0.7
RC Ωm2 0
R Ωm2 ∞Kn Pa 5.1 ×1010
Kt Pa 5.1 ×108
µ Pa 0.1
Table 2.9 Elastic foundation
Properties Units Values
kn Pa 109
kt Pa 107
µ Pa 0
20

Heat balance of the model is controlled by imposing convection coecients on the boundaries
of the model as well as temperatures of the environments surrounding the cathode. Voltage is
zeroed on the carbon block top surface where the molten aluminum low resistivity ensures a
current redistribution. Current density and thermal ux are imposed at the extremity of the
collector bar. Some of the thermal boundary conditions are slightly adjusted in order to match
industrial cells temperature map.
In operation, the lining is constrained and compressed in the shell by material thermal expan-
sion. The cell preheating closes the joints between the dierent parts of the lining. As those
joints are weak points for bath inltration, the compression is essential in order to maintain
the lining integrity. This compression also aects contact pressure at the carbon/cast iron in-
terface. The only available data regarding the strength of this compression comes from gauges
installed on the longitudinal trusses reinforcing the shell [Alcoa internal report]. From these
measurements, it is possible to estimate that a pressure of around 1 MPa is generated on the
carbon block faces. In order to avoid excessive stress generation, crushable bricks are used in
the insulation between the shell and the carbon blocks. Those crushable bricks have a crushing
strength of 1.2 MPa. They are commonly found partially crushed during relining. Figure 2.9
illustrates the loads and boundary conditions applied to the model.
Figure 2.9 Loads and boundary conditions applied to the model
21

The use of mechanical contact interfaces on the cathode block sides was initially considered
as it provides a more reactive form of boundary. However, due to the complexity of the
dierent phenomena occurring in the cell that aect stress generation such as cell bending,
ramming paste baking process, bath inltration, sodium expansion, uneven thermal expansion,
plasticity, creep and crushing, a pressure of 1 MPa was applied on both side faces of the block.
Each of the materials is subject to its own gravity load. The load due to the bath weight (0.74
MPa) is also applied on the carbon block top surface.
The meshing is done using ANSYS parametric design language (APDL) in order to simplify
design changes for optimisation purposes. The model is solved using FESh++ [4]. Thanks to
the double-symmetry of the cathode design, only a quarter of it is modeled. The model system
bears 161620 degrees of freedom and is solved in 18 global iterations. Figure 2.10 shows the
model with double symmetry.
Figure 2.10 Finite element model with double symmetry
Since the model results are very sensitive to the contact between the materials, the mesh is
ner around the interfaces. This mesh renement also improves convergence. The desired mesh
is chosen by comparing the relative error between models exhibiting various mesh. Results
obtained with the chosen mesh approach those obtained using a ner mesh with an acceptable
relative error. Table 2.10 presents results with dierent mesh density.
22

Table 2.10 Meshing validation
CICB model mesh Finer mesh Relative error
Number of elements 36961 62574 0.41
Voltage drop (mV) 273.553 273.755 7.38 ×10−4
Maximum current density (A/m2) 11326.2 11324.2 1.77 ×10−4
Temperature drop (T) 661.993 662.009 0.54 ×10−4
2.2 Model results
In the thermo-electro-mechanical model, contact must be achieved at the interface for the
current to exit the cathode assembly through the bar. The initial interfaces gap prevents
current ow and jeopardizes the resolution of the rst thermo-electrical subproblem. In order
to solve this problem, a pseudo-transient resolution is used. The model is initially solved
allowing current ow through all interfaces. Thermal expansion occurs and contact is achieved
on the dierent interfaces. This resolution takes about 30 minutes on a height 2.8 GHz dual
core processors cluster computer. A second resolution is then attempted using the results of
the precedent solution as initial conditions. This resolution takes about 1 hour on the same
cluster. The model resolution is sensitive as loss of contact at the interface results in divergence
of the solution. Figure 2.11 shows the temperature map through the model.
Figure 2.11 Temperature map through the domain for the benchmark model (C)
23

Heat generation by Joule eect at the carbon/cast iron interface is high which indicates poor
contact. The temperature map matches industrial measurements.
Figure 2.12 shows the voltage through the domain.
Figure 2.12 Voltage through the domain for the benchmark model (V)
Figure 2.13 presents the pressure between the carbon block and the cast iron.
Figure 2.13 Normal stress at the carbon/cast iron interface for the benchmark model (Pa)
The very localized contact zones and relatively low contact pressure results in high contact
24

resistance. This result corroborates the high voltage drop measured in the industry. After
the sealing process, the cathode assembly is cooled and the gap develops at the carbon/iron
interface. The interface's hourglass shape allows the carbon wings on the sides of the slot to
hold the collector bar while the cooled cathode assembly is turned upside down and transported
to the cell. Figure 2.14 illustrates this phenomenon.
Figure 2.14 Collector bar drop during cathode assembly transportation
The carbon block wings must be strong enough to hold the bar without cracking. Cathode
design changes must therefore evaluate the transportation load case. This load case is however
not critical for the CICB design. The model is purely elastic and therefore, stress relaxation
due to plasticity and creep is not captured. The contact surface of industrial cathodes is
expected to be larger than the model results due to the eect of plasticity and creep. This
increase in contact surface is however expected to be accompanied with a reduction in the
contact pressure. The overall interface resistance of the model is therefore expected to be
similar. Figure 2.15 presents pressure between the steel collector bar and the copper insert.
Figure 2.15 Normal stress at the steel/copper interface for the benchmark model (Pa)
25

Figure 2.16 Current density vectors through the collector bar for the benchmark model
(A/m2)
The section of the collector bar outside the cathode block is cooler. This results in smaller
thermal expansion therefore no contact is achieved in this section of the steel/copper interface.
It is unclear whether contact is achieved between the tip of the copper rod and the bottom of
the rod hole. The hole is drilled and therefore exhibits a convex conic shape at its tip whereas
the copper insert has a at tip shape. The copper rod is loosely kept at the bottom of the hole
by a smaller rebar inserted in the remaining section of the hole before it is capped. Copper's
high thermal expansion should ensure that some contact is achieved at the bottom of the
hole but the mist of the tip shape and the lack of information relative to copper mechanical
behavior at high temperature raise doubts about the quality of this contact. Improving contact
at the copper insert tip is important as it signicantly aects the cell eciency. Numerous
low cost solutions can be investigated such as sharpening the tip of the copper rod in order to
match the shape of the hole bottom and rmly encasing the insert by using a steel ller rod
of appropriate dimension. Figure 2.16 presents current through the collector bar.
Roughly half of the current travels through the copper insert while the other half travels
through the steel bar. Figure 2.17 presents pressure between the cast iron and steel collector
bar.
26

Figure 2.17 Normal stress at the cast iron/steel interface for the benchmark model (Pa)
Unlike between the other materials, there is no signicant initial gap between cast iron and
steel. The cast iron contracts, molds and solidies around the steel bar during casting. Stresses
between both materials are partially relaxed by plasticity and creep. The model being purely
elastic however, those relaxations are not captured. Since steel thermal expansion is slightly
higher than that of cast iron, in the model the U shape of the casting is pushed opened and
contact is lost except on corners. This interface was removed from the model as it did not
provided a realistic behavior.
The cathode model needs to be mechanically supported while allowing the curvature and
the lifting of the collector bar in the slot. An elastic foundation was chosen for this purpose.
Both the block and the bar are supported by the foundation. Interpenetration through the
foundation interface is limited to 0.1 mm. The impact of the foundation interface displacement
on the carbon/cast iron interface is therefore limited.
Current entering the carbon block near its edge encounters less resistance than current en-
tering the block near the centerline because it skips a long section of the collector bar. The
current density is therefore greater near the edge of the block. The intensity of this current
concentration is governed by the vertical/horizontal resistance ratio. All the current must go
through the vertical resistance (carbon block and interface resistance) in order to reach the
collector bar. Horizontal resistance (collector bar resistance) varies depending on the position
where the current enters the collector bar. Graphitized carbon blocks where introduced for
their lower electrical resistivity. However, graphitized carbon block low resistivity reduces the
vertical/horizontal resistance ratio [1]. Their introduction in the cells increased current con-
centration and reduced the life expectancy of the cells. Figures 2.18 and 2.19 illustrate the
current lines and resistivity of semi-graphitic and graphitized cathodes respectively.
27

Figure 2.18 Semi-graphitic cathode resistivity and current lines
Figure 2.19 Graphitized cathode resistivity and current lines
Reducing the electrical resistance of the collector bar inside the slot increases the verti-
cal/horizontal resistance ratio and therefore improves current distribution. The introduction of
the CICB design increased the average lifespan of the cells by 500 days. Figure 2.20 illustrates
current lines and resistivity in the CICB cathodes.
Figure 2.20 CICB cathode resistivity and current lines
28

Figure 2.21 presents current density on the top of the carbon block for the CICB model.
Figure 2.21 Current density on top of the block for the benchmark model (A/m2)
Figure 2.22 presents the average block erosion map at the end of life.
Figure 2.22 Cathode erosion map [Alcoa internal report]
The model's position of maximum current density on top of the carbon block does not coincide
with the industrial cathodes position of maximum wear. Maximum wear is positionned about
300 mm nearer to the block edge. This could be explained by the eect of erosion on the current
distribution over the cell's lifespan. As erosion progresses nonuniformly along the carbon block,
29

current is redirected toward the position of high erosion where resistance through the carbon
block is reduced. Erosion rate is thereby locally amplied. The erosion is not modeled and its
eect on current density is therefore neglected.
During operation, a crust of frozen bath forms on the cooler side-lining of the cell and protects
the lining from bath chemical agression. A ledge of crust occasionally extends on top of the
cathode blocks when the cell runs cooler than normal. This added insulation locally reduces
thermal and electrical conductivity [9]. The ledge can be taken into account in the model by
thermally and electrically insulating the surface in question. For example, gure 2.23 shows
the eect of a 100 mm ledge on the current distribution on top of the carbon block.
Figure 2.23 Current density on top of the block with a 100 mm ledge model (A/m2)
Due to the inconsistency of the ledge extension, it was not considered in the model. The
strong electric current through the cells generates a magnetic eld that stirs the bath. Eddies
occasionally form near the center of the cell. Alumina is typically fed in the centerline of the
cell where it occasionally accumulates in patches or muck. It has a negligible eect on current
distribution and voltage drop as current density is small in this portion of the cell. The muck
is therefore not included in the model.
In general, the CICB benchmark model adequately reproduces industrial cathode assemblies.
Temperature and voltage map approach industrial values. Contact at the carbon/cast-iron
interface is only achieved on a very small surface. A section of the copper insert outside the
carbon block does not achieve contact with the steel collector bar. The model position of
maximum current density on top of the carbon block is slightly osetted compared to the
industry average position of maximum erosion.
30

Chapter 3
Optimization
The model of a CICB cathode assembly design currently in use within the aluminium industry
was presented in chapter 2. Chapter 3 presents an optimization of the CICB dimensions based
on a technico-economical analysis.
3.1 Technico-economical analysis
The cathode optimization proposed in this paper is based on an economic analysis, combining
electrical and relining costs. The electrical cost is varied with the cathode voltage drop:
E = A× dV × $electricity (3.1)
The relining cost is based on the volume of the dierent materials and the labour work required.
P = $labour + $lining + $copper × Vcopper + $steel × Vsteel + $castiron × Vcastiron (3.2)
This relining cost is thereafter converted to a 12% interest rate annuity over the average
lifespan of the cell.
Pannual = P × i/((1 + i)N − 1) (3.3)
The life expectancy of the cell depends on numerous factors and is dicult to predict. However,
the carbon block erosion is the desired and most common cause of failure. The industry denotes
a strong correlation between maximum current density on top of the carbon block and lifespan
31

of a cell. A linear dependency between erosion rate and maximum current density was therefore
developped based on industrial data in order to estimate the life expectancy of dierent designs.
The average lifespan and maximum current density on top of the carbon block of both the
CICB cathode and the steel collector bar cathode were used to obtain this correlation. Figure
3.1 presents the equation governing this dependency.
Figure 3.1 Lifespan as a function of maximum current density [Alcoa internal report]
Erosion rate function is obtained from those results.
R = 6.7× 10−6 × JS − 0.0211 (3.4)
The life expectancy of any design can then be estimated as follows:
N = H/R (3.5)
Annual electrical cost and annuity relining cost are nally added in order to obtain a compar-
ative cost for each of the designs studied:
T = E + Pannual (3.6)
This comparative cost is then minimised in order to select the most economical designs.
A model of a steel collector bar cathode assembly prior to the introduction of the copper insert
was also built. Having models of two dierent industrial cathode designs is quite valuable.
It provides data that is used in order to estimate the eect of design changes on the life
expectancy of a cell. The industrial cathode's economical performances are also used to validate
32

the proposed economical analysis. Table 3.1 compares results from CICB cathode and Steel
collector bar cathode models.
Table 3.1 Model results
Units CICB Steel collector bar
Voltage drop V 274 334
Temperature drop C 662 747
Max. current density A/m2 11,326 13,318
Life expectancy Days 2500 2000
Relining cost $/cell 292,089 271,792
Annual cost $/cell/year 75,538 93,546
The CICB design provides important improvements both reducing electrical costs and in-
creasing the cell's life expectancy. Results of the steel collector bar model approach industrial
measurements. The economical analysis results are in agreement with industrial savings ob-
tained following the introduction of the copper insert.
The optimization is furthermore bounded by two other considerations. First, stresses in the
carbon block must be kept under the fracture strength which is about 5 MPa [1]. The carbon
wings are particularly sensitive to cracking. Second, heat loss from the cathode must be limited
in order to avoid the progression of the crust ledge on top of the cathode blocks. Most of the
heat loss occurs from the section of the collector bar outside de slot. Temperature of the
collector bar extremity is therefore limited to 400C (CICB extremity temperature is 300C).
3.2 Optimization results
The optimization is limited to the collector bar and its slot. The proposed designs must be ap-
plicable to the present industrial cell. A new cell design is not pursued. Each of the dimensions
of interest were initially varied one by one in order to quantify their eect on the economical
analysis and to determine data range. Subsequently, relevant dimensions were varied together
in order to generate a response surface. Figure 3.2 indicates some of the dimensions optimized.
The graph axes are initialised at the benchmark design values for condentiality purposes. Val-
ues of dimensions and annual savings presented on the graphs are therefore variations from
the benchmark values.
33

Figure 3.2 CICB design variables
The rst optimisation concerns the dimensions of the CICB. Each of the dimensions where
varied independantly keeping the rest of the benchmark design unchanged. The following
gures present the economic analysis results (T − Tbenchmark) as a function of the dierent
dimensions optimized.
34

Table 3.2 contains the optimization results.
Table 3.2 Optimization results
DimensionsVoltage drop Life expectancy Relining cost Savings
mV Days $/cell $/year/cell
Rod diameter (D) -13 0 +9500 +1000
Hole depth (Z) -7 0 +1400 +1100
Rod length (L) -3 +180 +8500 +2500
Unsealed length (X) -10 +40 +100 +2400
Slot position (Y) -27 -40 0 +3800
Slot waist height (h) -11 -60 0 +700
Response surface -44 +470 +23900 +12100
Dimension optimised with planar interface
Planar interface -72 -430 0 +2900
Bar height (H) -72 -430 0 +2900
Bar width (W) -103 +150 +3100 +19300
Bar slope (S) -83 -230 +11100 +8100
35

Results indicate that an overall increase in the amount of copper used is economically ben-
ecial. Copper reduces the resistivity of the collector bar. It is particularly ecient near the
carbon block edge where current is maximum and temperature is high [3] as the metal electrical
resistivity increases with temperature.
Increasing the length of the copper insert (L) improves current distribution and therefore
improves life expectancy by increasing the vertical/horizontal resistance ratio. It has a limited
eect on voltage drop as the current density in the collector bar near the center of the block
is small. Increasing the depth of the copper rod hole (Z) reduces the voltage drop through the
cathode. It is highly eective since current density is maximum in this section of the collector
bar. This is conditional to contact being achieved at the tip of the copper insert. Copper's
high thermal conductivity increases heat loss however which is a limiting factor.
During the casting operation, a dam is positioned near the slot's outside extremity in order
to leave a part of the interface free of cast iron (X). This practice is detailed in patent WO
2005/098093. Thermo-electrical models typically take into account the interface resistivity by
applying a xed resistivity on the entire interface's surface in order to match industrial cathode
voltage drop. This practice results in high current density near the edge of the carbon block.
The introduction of an unsealed zone in such a model reduces this current concentration. It
also displaces the maximum current density away from the block edge where the joint with
ramming paste is a weak point in the lining. Figure 3.3 presents the current distribution on
top of the carbon block for a thermo-electrical analysis with uniform electrical resistivity at
the carbon/cast iron interface.
Figure 3.3 Current density on top of the block from thermo-electrical(2) and thermo-electro-
mechanical(1) analysis (A/m2)
36

With the present thermo-electro-mechanical model, current must cross the interface where
contact is established. The introduction of an unsealed zone in such a model reduces the
already limited contact surface and therefore increases both voltage drop and maximum current
density on top of the carbon block. The thermo-electro-mechanical analysis results therefore
suggest abandoning this practice.
The lateral position of the slot (Y) was also investigated. The main concern relative to slots
lateral positioning is wing cracking. In the benchmark design, slots are slightly osetted to-
wards the center of the carbon block compared to an even distribution. This increases the
width and therefore the mechanical strength of the side wings. The center wing is less prone
to cracking due to the symmetry of its load. Unlike in the model however, the real stress
state is not expected to be perfectly symmetrical. The center wing must therefore have a
reasonable thickness. Distributing the slots evenly under the carbon blocks slightly improves
current distribution. Figure 3.4 presents the wings bending eect due to collector bar thermal
expansion.
Figure 3.4 Bending moment applied to the block wings
The positioning of the slot waist (h) was investigated by Dupuis [5]. The paper concluded that
raising the waist position to 3/4 of the slot depth reduces voltage drop by improving contact at
the interface. The present model agrees with those ndings. Furthermore, increasing the waist
height also reduces the bending moment (M) applied to the wings by reducing the lever length
(L). Stresses generated in the carbon block are therefore reduced both during the operation
of the cell and during the transportation of the assembly. The savings are, however relatively
marginal (up to 700 $/year/cell).
37

A response surface analysis of the copper insert dimensions was realized using all the optimized
values for the rest of the variables. Figures 3.5 and 3.6 presents the resulting graphs.
Figure 3.5 Copper insert economical analysis graphs
Figure 3.6 Copper insert economical response surface
The response surface's optimal design suggests a substantial increase in the copper insert
dimensions. Figure 3.7 presents the optimal design resulting from the response surface.
38

Figure 3.7 Dimensions of the response surface's optimized design
Such a design would result in important heat losses. Figure 3.8 presents the temperature map
for the optimal design.
Figure 3.8 Temperature map through the response surface optimized model (C)
The high collector bar temperature suggests high heat loss which might cause the crust ledge
to extend on top of the cathode block. Increasing insulation within the side lining might solve
the potential crust related problems. Insulation adjustments are not covered in the present
work.
It was observed that about 25% of the cathode voltage drop is caused by poor contact between
39

carbon and cast iron [3]. Improving the quality of contact would signicantly reduce cathode
voltage drop. It would however reduce the vertical/horizontal resistance ratio and therefore
reduce the cell's life expectancy. The current slot hourglass shape keeps the collector bar
from falling while the assembly is transported to the cell. The use of a planar interface was
studied keeping in mind that such a design would require a new approach for transporting and
positioning the cathode assembly in the cell. Results indicate that the reduction in electrical
costs outweighs the loss in life expectancy. Figure 3.9 compares the pressure distribution
between a planar and a hourglass interface.
Figure 3.9 Normal stress at the carbon/cast iron interface for planar(2) and hourglass(1)
slots (Pa)
The contact surface is dramatically increased by using a planar interface. No contact is achieved
on the top section of the interface. A planar interface is kept for the economical analysis of
the collector bar width, height and slope.
Increasing the collector bar's height (H) reduces its resistivity but it also reduces carbon
thickness over the bar and therefore reduces the life expectancy of the cell. The optimization
validates the currently used collector bar height.
Optimizing the collector bar width (W) is a balance between the bar electrical resistance and
the interface electrical resistance. A wider bar is less resistive but the resulting reduction in the
wing thickness limits the tolerable pressure at the interface. Some smelters are using cathode
assemblies with one wide collector bar per block. This conguration is outside the scope of
this study. Figure 3.10 presents the rst principal stress in the carbon block for a 175 mm
width collector bar. Compression stress bears the negative.
40

Figure 3.10 First principal stress in the carbon block for a wide collector bar model (Pa)
As expected, stress is maximum in the corners of the slot. The tension stress are caused by
the bending of the wings due to the collector bar thermal expansion.
Patent WO 2007/118510 proposes a slot of varying depth in order to improve current dis-
tribution. The carbon layer over the collector bar is gradually reduced toward the center of
the carbon block so that the increased collector bar resistance is compensated by a reduced
carbon block resistance. Figure 3.11 shows current lines and resistivity in the patented design.
Figure 3.11 Patent WO 2007/118510 design resistivity and current lines
This promising solution was analyzed. The results suggest that a very steep slope is opti-
mal. However, the resulting reduction of carbon thickness over the collector bar toward the
centerline presents a risk of early failure in the case of erosion in this zone. A deep slot also
signicantly increases the bending moment lever's length and therefore increases the risk of
wing cracking.
Although increasing the dimensions of the copper insert provides important savings (1200$/year/cell),
41

the most promising savings are obtained using a planar interface with a collector bar (1900$/year/cell).
Some of the optimization proposed in this section require important investments (increasing
copper rod dimensions) while others are investment free (eliminating the unsealed length, us-
ing a planar interface, improving the contact between the copper insert tip and the collector
bar).
42

Chapter 4
Collector rod design
Two major observations can be drawn from the optimisation process. First, improving contact
at the interface leads to important savings. Second, increasing the amount of copper used in
the collector bar is economically benecial. New designs of cathode assembly addressing these
observations were therefore pursued. Chapter 4 presents the resulting collector rod design.
4.1 Model description
In the existing cathode conguration, pressure generation at the interface is limited by the
mechanically weak carbon wings. A new conguration replacing the slot by a hole drilled in
the carbon block is therefore proposed. The collector bar is then replaced by a collector rod
slid into the hole. No cast iron is required. Contact is achieved by thermal expansion of the
materials. This conguration is mechanically stronger and allows high and uniform contact
pressure on the entire interface. Voltage drop at the interface (25% of total cathode voltage
drop) is drastically reduced. Figure 4.1 illustrates this new design.
43

Figure 4.1 Collector rod cathode design
The hole is drilled with an angle towards the top of the carbon block. This, much like in patent
WO 2007/118510, improves current distribution. Figure 4.2 illustrates the current lines and
resistivity in the designs.
Figure 4.2 Collector rod cathode resistivity and current lines
There is typically an uneven swelling between the side lining and the carbon blocks. This
results in a shift at the interface between the carbon block and the ramming paste. The
collector bar is therefore bent in a S shape in order to cross this shifted interface. Figure 4.3
shows a collector bar extracted from a cell autopsy and exhibiting an S shape.
44

Figure 4.3 Collector bar after cell's delining [Alcoa internal report]
With the collector rod, this bending is much more problematic, the conguration resulting in
important stresses both in the carbon block and in the collector rod. In order to avoid stress
concentration, the opening of the hole is drilled in a conic shape gradually widening toward
the hole edge. This allows some bending of the collector rod without generating stresses in
the carbon block. It also acts as an unsealed zone, forcing current towards the center of the
cathode and improving current distribution.
4.2 Optimization
The rst design investigated uses a copper collector rod. Copper low resistivity provides a
design in which the rod diameter is minimised which leaves a thicker carbon cover and therefore
increases life expectancy of the cell. Resistivity of the interface is expected to be low due to the
malleability of copper at high temperature. In the CICB design, copper resistivity is doubled
over its lifespan due to the gradual migration of iron from the steel bar. This phenomena should
be reduced with a pure copper rod design. A steel collector rod design was also investigated
mainly as a comparison exercice. The dierent dimensions of the design where optimized
using the economical analysis. The following gures present the economic analysis results as
a function of the dierent dimensions optimized for a 4 collector rod per carbon block design.
45

Figure 4.4 Steel collector rod Figure 4.5 Copper collector rod
Figure 4.6 Copper collector rod Figure 4.7 Copper collector rod
The steel collector rod design is dismissed due to poor economical performances.
Table 4.1 presents the dimensions that where selected for the model.
Table 4.1 Collector rod design optimized dimensions
Dimensions units Values
Collector rod length (L) m 2.05
Rod diameter (D) m 0.08
Cone length (X) m 0.2
Rod slope m/m 0.1
4.3 Model results
Figure 4.8 presents the voltage drop through the cathode.
46

Figure 4.8 Voltage drop through the collector rod model (V)
Voltage drop is reduced to about 1/3 of the CICB cathode voltage drop. Figure 4.9 presents
current density on top of the carbon block.
Figure 4.9 Current density on top of the carbon block, collector rod model (A/m2)
The maximal current density on top of the carbon block is slightly reduced. Reducing the
collector bar resistivity and using a slopped hole improves current distribution. Improving
contact at the interface however reduces vertical resistance which increases current concentra-
tion. Figure 4.10 presents the temperature of the assembly.
47

Figure 4.10 Temperature map through the collector rod model (C)
Because of its high thermal conductivity, the copper rod would generate important heat loss.
As most of the heat is lost from the tip of the collector rod protruding from the carbon block,
replacing the end section of the collector rod by a steel cap would dramatically reduce heat
loss. Figure 4.11 presents the economical analysis results with dierent steel cap length.
Figure 4.11 Collector rod design with cap, economical analysis
With the CICB design, when the cathode block erosion reaches the collector bars, operators
notice an increase in the bath's iron content as the collector bars slowly melt. This indicates
the upcoming cell end of life and measures can be taken such as redirecting current in order
to gain a little more lifespan. Since copper melts at much lower temperature than steel, a steel
cap would provide more time for the operators to detect the cell end of life and act before the
steel is completely molten and the cell start tapping on the plant oor. Tapping on the plant
oor is a very undesirable outcome as it damages equipment and presents a safety hazard.
48

There are very few data available regarding copper properties at high temperature. Copper
melting point (1083C) is very close to the bath operating temperature (960C). Very weak
mechanical properties are therefore expected. This may impair contact at the interface and
even causes a loss of the collector rod integrity. In order to improve the rod integrity, the copper
rod is embedded in a steel sheath. The addition of the steel sheath will however increase the
height of the collector rod. It will make the assembly process more complex. It is also expected
that contact resistivity will increase as steel is much less malleable than copper. Figures 4.12,
4.13 and 4.14 present the voltage drop, the current density on top of the carbon block and the
temperature map for a collector rod with a 200 mm steel cap and a 5 mm thick sheath.
Figure 4.12 Voltage drop through the sheathed collector rod model (V)
Figure 4.13 Current density on top of the carbon block, sheathed collector rod model (A/m2)
49

Figure 4.14 Temperature map through the sheathed collector rod model (C)
Voltage drop is reduced to about 1/2 of the CICB cathode voltage drop. Again, maximum
current density is slightly reduced. The temperature drop is greatly reduced by the introduction
of a steel cap. The corresponding heat loss are deemed manageable.
The optimal number of collector rods per block still needs to be investigated. Increasing the
number of rods allows a reduction of their diameter. This increases the carbon cover and
therefore improves the cell life expectancy. Increasing the number of rods also reduces lateral
current concentration. Figure 4.15 shows the economical analysis results for a 8 collector rods
per block design instead of 4.
Figure 4.15 Height collector rods per block economical analysis
The results point to superior savings using 8 collector rods per block. Figure 4.16 presents
voltage drop in a 8 collector rods design.
50

Figure 4.16 Voltage drop through the height collector rods per block model (V)
The use of a steel cap is expected to be required in order to limit heat loss and ensure copper
concealment. A design with 8 collector rods per block would be optimal but some adjustments
to the cell frame, sidelining and busbar connections would be required. Experimental setups
will help validate the viability and performance of this new collector rod design.
51


Conclusion
Dierent improvements to an industrial Hall-Héroult cell's cathode where investigated. A
thermo-electro-mechanical nite element model with contact interfaces was developed. Results
show sparse and low pressure contact at the carbon/cast iron interface. Moreover, no contact
is achieved in the section of the copper/steel interface outside the carbon block.
Overall, the optimization favors a reduction of the collector bar resistivity which both reduces
electrical costs and increases cell's life expectancy at the expense of increasing the relining
costs. The analysis suggests that the use of a copper insert is economically benecial. Elimi-
nating the unsealed zone is also deemed economically benecial. The currently used hourglass
shape of the slot is responsible for poor contact at the carbon/cast iron interface. Straight-
ening the slot would dramatically reduce contact resistivity. However, a planar interface is
viable only if a new method for installing the assembly in the cell is developed. Finally, the
technico-economical analysis suggest using a slot of varying depth and a larger collector bar.
A newly proposed collector rod design replaces the collector bar slot by a drilled hole. The
collector bar is replaced by a steel sheathed copper collector rod. This dramatically reduces
the voltage drop at the interface. Results indicate that the rod design would reduce cathode
voltage drop by half compared to the CICB design. The new design is also expected to increase
the cell's life expectancy.
Some of the improvements proposed for the CICB design are now ready to be implemented.
Eliminating the unsealed zone, using planar interfaces and improving the contact between the
copper insert tip and the collector bar are of particular interest because they do not involve
major investments. There is still uncertainty regarding the carbon/cast iron interface initial
gap to be used in nite element models. An in-depth study of the casting process is suggested.
The collector rod design is ready for experimental studies. The properties of copper at high
temperature should be the rst aspect investigated. Finally, the impact of a new design on the
other aspects of the cell, including anode to cathode distance, magnetic eld and the capacity
to capture the saved voltage drop needs to be investigated.
53


Appendix A
Results
A.1 CICB design
Figure A.1 Temperature map through the benchmark model (C)
55

Figure A.2 Temperature map through the block for the benchmark model (C)
Figure A.3 Temperature map through the collector bar for the benchmark model (C)
56

Figure A.4 Temperature map through the copper insert for the benchmark model (C)
Figure A.5 Voltage drop through the benchmark model (V)
57

Figure A.6 Voltage drop through the block for the benchmark model (V)
Figure A.7 Voltage drop through the collector bar for the benchmark model (V)
58

Figure A.8 Voltage drop through the copper insert for the benchmark model (V)
Figure A.9 First principal stress in the block for the benchmark model (Pa)
59

Figure A.10 Normal stress at the carbon/cast iron interface for the benchmark model (Pa)
Figure A.11 Normal stress at the steel/copper interface for the benchmark model (Pa)
60

Figure A.12 Current density on top of the block for the benchmark model (A/m2)
A.2 Cathode with a 100 mm ledge over the edge of the carbon
block
Figure A.13 Temperature map through the ledge model (C)
61

Figure A.14 Temperature map through the block for the ledge model (C)
Figure A.15 Temperature map through the collector bar for the ledge model (C)
62

Figure A.16 Temperature map through the copper insert for the ledge model (C)
Figure A.17 Voltage drop through the ledge model (V)
63

Figure A.18 Voltage drop through the block for the ledge model (V)
Figure A.19 Voltage drop through the collector bar for the ledge model (V)
64

Figure A.20 Voltage drop through the copper insert for the ledge model (V)
Figure A.21 First principal stress in the block for the ledge model (Pa)
65

Figure A.22 Normal stress at the carbon/cast iron interface for the ledge model (Pa)
Figure A.23 Normal stress at the steel/copper interface for the ledge model (Pa)
Figure A.24 Current density on top of the block for the ledge model (A/m2)
66

A.3 Response surface optimal design
Figure A.25 Temperature map through the response surface model (C)
Figure A.26 Temperature map through the block for the response surface model (C)
67

Figure A.27 Temperature map through the collector bar for the response surface model (C)
Figure A.28 Temperature map through the copper insert for the response surface model (C)
68

Figure A.29 Voltage drop through the response surface model (V)
Figure A.30 Voltage drop through the block for the response surface model (V)
69

Figure A.31 Voltage drop through the collector bar for the response surface model (V)
Figure A.32 Voltage drop through the copper insert for the response surface model (V)
70

Figure A.33 First principal stress in the block for the response surface model (Pa)
Figure A.34 Normal stress at the carbon/cast iron interface for the response surface model
(Pa)
71

Figure A.35 Normal stress at the steel/copper interface for the response surface model (Pa)
Figure A.36 Current density on top of the block for the response surface model (A/m2)
72

A.4 Cathode with a planar interface
Figure A.37 Temperature map through the planar interface model (C)
Figure A.38 Temperature map through the block for the planar interface model (C)
73

Figure A.39 Temperature map through the collector bar for the planar interface model (C)
Figure A.40 Temperature map through the copper insert for the planar interface model (C)
74

Figure A.41 Voltage drop through the planar interface model (V)
Figure A.42 Voltage drop through the block for the planar interface model (V)
75

Figure A.43 Voltage drop through the collector bar for the planar interface model (V)
Figure A.44 Voltage drop through the copper insert for the planar interface model (V)
76

Figure A.45 First principal stress in the block for the planar interface model (Pa)
Figure A.46 Normal stress at the carbon/cast iron interface for the planar interface model
(Pa)
77

Figure A.47 Normal stress at the steel/copper interface for the planar interface model (Pa)
Figure A.48 Current density on top of the block for the planar interface model (A/m2)
78

A.5 Wide bar cathode (W=175mm)
Figure A.49 Temperature map through the wide bar model (C)
Figure A.50 Temperature map through the block for the wide bar model (C)
79

Figure A.51 Temperature map through the collector bar for the wide bar model (C)
Figure A.52 Temperature map through the copper insert for the wide bar model (C)
80

Figure A.53 Voltage drop through the wide bar model (V)
Figure A.54 Voltage drop through the block for the wide bar model (V)
81

Figure A.55 Voltage drop through the collector bar for the wide bar model (V)
Figure A.56 Voltage drop through the copper insert for the wide bar model (V)
82

Figure A.57 First principal stress in the block for the wide bar model (Pa)
Figure A.58 Normal stress at the carbon/cast iron interface for the wide bar model (Pa)
83

Figure A.59 Normal stress at the steel/copper interface for the wide bar model (Pa)
Figure A.60 Current density on top of the block for the wide bar model (A/m2)
84

A.6 Cathode with a slot of varying depth
Figure A.61 Temperature map through the slot of varying depth model (C)
Figure A.62 Temperature map through the block for the slot of varying depth model (C)
85

Figure A.63 Temperature map through the collector bar for the slot of varying depth model
(C)
Figure A.64 Temperature map through the copper insert for the slot of varying depth model
(C)
86

Figure A.65 Voltage drop through the slot of varying depth model (V)
Figure A.66 Voltage drop through the block for the slot of varying depth model (V)
87

Figure A.67 Voltage drop through the collector bar for the slot of varying depth model (V)
Figure A.68 Voltage drop through the copper insert for the slot of varying depth model (V)
88

Figure A.69 First principal stress in the block for the slot of varying depth model (Pa)
89

Figure A.70 Normal stress at the carbon/cast iron interface for the slot of varying depth
model (Pa)
Figure A.71 Normal stress at the steel/copper interface for the slot of varying depth model
(Pa)
90

Figure A.72 Current density on top of the block for the slot of varying depth model (A/m2)
A.7 Collector rod design (full copper)
Figure A.73 Temperature map through the collector rod model (C)
91

Figure A.74 Temperature map through the copper insert for the collector rod model (C)
Figure A.75 Voltage drop through the collector rod model (V)
92

Figure A.76 Voltage drop through the copper insert for the collector rod model (V)
Figure A.77 First principal stress in the block for the collector rod model (Pa)
93

Figure A.78 Normal stress at the carbon/copper interface for the collector rod model (Pa)
Figure A.79 Current density on top of the block for the collector rod model (A/m2)
94

A.8 Collector rod design (with steel sheat and cap)
Figure A.80 Temperature map through the sheated model (C)
Figure A.81 Temperature map through the collector rod for the sheated model (C)
95

Figure A.82 Voltage drop through the sheated model (V)
Figure A.83 Voltage drop through the collector rod for the sheated model (V)
96

Figure A.84 First principal stress in the block for the sheated model (Pa)
Figure A.85 Normal stress at the carbon/steel interface for the sheated model (Pa)
97

Figure A.86 Current density on top of the block for the sheated model (A/m2)
A.9 Collector rod design (with 8 rods per block)
Figure A.87 Temperature map through the 8 rods model (C)
98

Figure A.88 Temperature map through the collector rod for the 8 rods model (C)
Figure A.89 Voltage drop through the 8 rods model (V)
99

Figure A.90 Voltage drop through the collector rod for the 8 rods model (V)
Figure A.91 First principal stress in the block for the 8 rods model (Pa)
100

Figure A.92 Normal stress at the carbon/steel interface for the 8 rods model (Pa)
Figure A.93 Current density on top of the block for the 8 rods model (A/m2)
101


Appendix B
Patent review
B.1 ELECTROLYSIS CELL INTENDED TO BE USED TO
PRODUCE ALUMINIUM
Patent number WO 2012/172196 #1 Inventor CHAMPEL, Bénédicte
Publication date 20 December 2012 Applicant ALCAN
Description:
The proposed assembly design is unique in that the collector bars travel up in the sidelining
before exiting the cell just under the lining embankment. The resulting heat loss helps keeping
the desired side crust.
Potential:
Such a design would result in additionnal voltage drop through the elongated collector bar.
Drawing:
Figure B.1 Patent WO 2012/172196
103

B.2 COMPONENT CATHODE COLLECTOR BAR
Patent number WO 2011/148347 #1 inventor VON KAENEL, Rene
Publication date 1 December 2011 Applicant KAN-NAK
Description:
The invention relates to carbon cathode blocks with a recessed central area. Reducing the
carbon cover on top of the collector bars towards the center of the cell improves current
distribution and therefore increases life expectancy of the cell. The recessed central area also
have a damping eect on bath waves which increases cell stability and allows a reduction of
the anode to cathode distance.
The invention also relates to shell collector bars containing low resistivity liquid metal such
as copper.
Potential:
The recessed central area requires important adjustements in the cell operation.
Drawing:
Figure B.2 Patent WO 2011/148347
104

B.3 ELECTROLYSIS CELL FOR THE PRODUCTION OF
ALUMINIUM COMPRISING MEANS TO REDUCE
THE VOLTAGE DROP
Patent number WO 2008/062318 #1 Inventor ALLANO, Bertrand
Publication date 29 May 2008 Applicant ALCAN
Description:
Copper collector bars are used in conjunction with the steel collector bars in order to reduce
voltage drop and to improve current distribution.
Potential:
Copper melting point is near operating temperature. Copper mechanical behavior at such
temperature is unknown. The extension of the copper bars outside the block must be controlled
in order to limit heat loss.
Drawing:
Figure B.3 Patent WO 2008/062318
105

B.4 ELECTROLYSIS CELL AND METHOD FOR
OPERATING THE SAME
Patent number WO 2008/033034 #1 Inventor OVSTETUN, Frank
Publication date 20 March 2008 Applicant NORSK HYDRO
Description:
The patented cathode uses collector bars with vertical current outlets. Using vertical current
outlets improves current distribution and therefore improves the life expectancy of the cell.
Potential:
Vertical current outlets are prone to loss of the cell due to inltration. A new more complex
bus bar system is also required.
Drawing:
Figure B.4 Patent WO 2008/033034
106

B.5 CATHODES FOR ALUMINUM ELECTROLYSIS CELL
WITH NON-PLANAR SLOT DESIGN
Patent number WO 2007/118510 #1 Inventor HILTMANN, Frank
Publication date 25 October 2007 Applicant SGL CARBON
Description:
The patented cathode assembly is characterised by collector bar slots deepening towards the
center of the carbon block. The collector bar height is increased accordingly. The reduction of
carbon cover over the collector bar improves current distribution and therefore increases the
life expectancy of the cell.
Potential:
The design is simple and easy to implement. Few unforeseen problems are expected.
Drawing:
Figure B.5 Patent WO 2007/118510
107

B.6 CATHODES FOR ALUMINIUM ELECTROLYSIS CELL
WITH EXPANDED GRAPHITE LINING
Patent number WO 2007/071392 #1 Inventor HILTMANN, Frank
Publication date 28 June 2007 Applicant SGL CARBON
Description:
The invention proposes to line a section of the collector bar slot with expanded graphite. The
added resistivity improves current distribution and therefore increases the life expectancy of
the cell.
Potential:
Using dierent materials on sections of the interface can cause mechanical singularities and
decreases contact quality.
Drawing:
Figure B.6 Patent WO 2007/071392
108

B.7 CATHODE ELEMENT FOR AN ELECTROLYSIS CELL
FOR THE PRODUCTION OF ALUMINIUM
Patent number WO 2005/098093 #1 Inventor BONNAFOUS, Delphine
Publication date 20 October 2005 Applicant ALUMINIUM PECHINEY
Description:
Two modications to the typical cathode assembly design are suggested in this patent. First,
a copper insert is added to the extremity of the collector bar near the busbar where current
density is maximum. The low electrical resistivity of the copper is expected to reduce the
voltage through the collector bar. An unsealed section is also maintained at the extremity of
the carbon/cast iron interface in order to improve current distribution. This is expected to
increase the life expectancy of the cell.
Potential:
Both of those improvements are used in the industry with economical success. The resistivity of
metals increases with temperature. The temperature of the collector bar reduces dramatically
as it exits the carbon block. Copper high thermal conductivity increases the cell heat loss.
Copper is also quite expensive. Its use must therefore be analysed taking into account numerous
considerations.
Drawing:
Figure B.7 Patent WO 2005/098093
109

B.8 CATHODE BAR PROVIDING DISCONTINUOUS
ELECTRICAL CONNECTION TO CATHODE BLOCK
Patent number WO 2004/031452 #1 Inventor LEBLANC, Robert
Publication date 15 April 2004 Applicant ALCAN
Description:
The invention proposes to alternate cast iron with insulated material at the interface. Insula-
tion increases toward the extremities of the interface. This forces the current toward the center
of the cell and improves current distribution.
Potential:
Using insulating material at the interface increases the overall cathode voltage drop. There is
also a risk of weakening contact at the interface.
Drawing:
Figure B.8 Patent WO 2004/031452
110

B.9 COMPONENT CATHODE COLLECTOR BAR
Patent number WO 03/014423 #1 Inventor GAUTHIER, Claude
Publication date 20 February 2003 Applicant ALCOA INC.
Description:
The patented cathode uses two primary collector bars for which contact at the interface is
only achieved near the center of the block. A secondary collector bar of smaller length and
surface area is used to collect the current near the edges of the block. The combined collector
apparatus is expected to improve current distribution.
Potential:
Many problems due to thermal expansion are to be anticipated. Stress concentration and poor
contact at the numerous interfaces are expected.
Drawing:
Figure B.9 Patent WO 03/014423
111

B.10 AN ELECTROLYTIC REDUCTION CELL AND
COLLECTOR BAR
Patent number WO 01/63014 #1 Inventor SHAW, Raymond, Walter
Publication date 30 August 2001 Applicant COMALCO
Description:
The invention relates to the collector bars of the cathode assembly. The proposed bar is
composed of two sections. The rst section is composed of a core of copper protected from
chemical agression by a shell of steel. The end section of the collector bar is composed of steel
in order to limit heat loss. This design is expected to reduce voltage drop and improve current
distribution.
Potential:
This invention is promising. Copper cost is a limiting factor.
Drawing:
Figure B.10 Patent WO 01/63014
112

B.11 CATHODE COLLECTOR BAR WITH SPACER FOR
IMPROVED HEAT BALANCE
Patent number WO 01/27353 #1 Inventor HOMLEY, Graham, E.
Publication date 19 April 2001 Applicant ALCOA INC.
Description:
The invention relates to the collector bars of the cathode assembly. A copper rod is inserted
in the collector bar in the section of the bar inside the cell. The heat loss is limited by keeping
the outside section of the collector bar free of copper. The presence of the copper insert is
expected to reduce voltage drop and improve current distribution.
Potential:
This design is already in use and provides signicant savings.
Drawing:
Figure B.11 Patent WO 01/27353
113

B.12 CATHODE CONSTRUCTION
Patent number WO 97/48838 #1 Inventor JURIC, Drago, Dragutin
Publication date 24 December 1997 Applicant COMALCO
Description:
The invention proposes to x a steel plate underneath the cathode block with electrical contact
plugs. Current distribution is improved by controlling the number and position of the electrical
contact plugs.
Potential:
The dierence in thermal expansion between the carbon block and the steel plate can cause
cracking. The plates can be use alone or in conjunction with the collector bars.
Drawing:
Figure B.12 Patent WO 97/48838
114

B.13 ALUMINIUM ELECTROWINNING CELL WITH
IMPROVED CARBON CATHODE BLOCKS
Patent number WO 96/07773 #1 Inventor DE NORA, Vittorio
Publication date 14 March 1996 Applicant MOLTECH INVENT
Description:
The invention relates to the top surface of the cathode carbon blocks. Channels parallel to the
collector bars are machined on the top surface of the blocks in order to decrease movements of
the aluminum pool. This is expected to enable a reduction in the anode to cathode distance.
Potential:
Numerous derivative patents are used in China.
Drawing:
Figure B.13 Patent WO 96/07773
115


Bibliography
[1] Bénédicte Allard, Jean-Michel Dreyfus, and Michel Lenclud. Evolution of thermal, elec-
trical and mechanical properties of graphitized cathode blocks for aluminium electrolysis
pots with temperature. Light Metals, pages 515521, 2000.
[2] G. Arkhivop and V. Pingin. Investigating cathode strained-stressed state in the aluminum
electrolysis pot. Light Metals, pages 763769, 2002.
[3] Richard Beeler. An analytical model for cathode voltage drop in aluminum reduction
pots. Light Metals, pages 241245, 2003.
[4] Martin Désilets, Daniel Marceau, and Mario Fafard. Start-cuve: Thermo-electro-
mechanical transient simulation applied to electrical preheating of a hall-héroult pot.
Light Metals, pages 247254, 2003.
[5] Marc Dupuis. Development and application of an ansys based thermo-electro-mechanical
collector bar slot design tool. Light Metals, pages 519524, 2011.
[6] Mario Fafard, Daniel Marceau, Guillaume D'Amours, Patrice Goulet, and Daniel Richard.
Modélisation numérique, dés et perspective, volume 2 of Mécanique et ingénierie des
matériaux, chapter 2 - Modélisation du comportement thermo-électromécanique des cuves
de Hall-Héroult, pages 47122. Hermes Science and Lavoisier, 2006.
[7] Patrice Goulet. Modélisation du comportement thermo-électro-mécanique des interfaces
de contact d'une cuve de Hall-Héroult. PhD thesis, Laval University, 2004.
[8] Frank Hiltmann, Jörg Mittag, Anne Store, and Harald A. Oye. Inuence of temperature
and contact pressure between cast iron and the cathode on contact resistance. Light
Metals, pages 277283, 1996.
[9] Lie Jie, Liu Wei, Lai Yanqing, Wang Zhigang, and Liu Yexiang. Analysis of cathode
voltage drop in aluminum electrolysis pots with an electric contact model. Light Metals,
pages 465470, 2007.
117

[10] Augustin Moraru, Aureliu Panaitescu, and Andrei Crisu. Current eld in an aluminum
electrolysis pot. Light Metals, pages 469474, 2005.
[11] Donald Picard. Modélisation et caractérisation du uage/relaxation de matériaux à base
de carbone présents dans les revêtements cathodiques des cuves d'électrolyse de l'alu-
minium. PhD thesis, Laval University, 2007.
[12] Donald Picard and Mario Fafard. Thermodynamics - Physical Chemistry of Aqueous
Systems, chapter 12 - Three-Dimensional Constitutive Viscoelastic Model for Isotropic
Materials, pages 327350. Number 978-953-307-979-0. InTech, 2011.
[13] Daniel Richard. Aspects thermomécaniques de la modélisation par éléments nis du
préchauage électrique d'une cuve de Hall-Héroult: lois constitutives, conception orientée-
objet et validation. PhD thesis, Laval University, 2004.
[14] Morten Sorlie and Hermann Gran. Cathode collector bar-to-carbon contact resistance.
Light Metals, pages 779787, 1992.
[15] Morten Sorlie, Hermann Gran, and Harald A. Oye. Property changes of the cathode
lining materials during pot operation. Light Metals, pages 497505, 1995.
[16] René von Kaenel and Jacques Antille. Modeling of energy savings by using cathode design
and inserts. Light Metals, pages 569574, 2011.
118