Embed Size (px)
Citation preview

b i om a s s an d b i o e n e r g y 3 5 ( 2 0 1 1 ) 3 0 9 4e3 1 0 3
Avai lab le at www.sc iencedi rect .com
ht tp : / /www.e lsev ier . com/ loca te /b iombioe
Optimisation of dilute alkaline pretreatment for enzymaticsaccharification of wheat straw
S. McIntosh a,1, T. Vancov a,b,*,1
a Industry and Investment NSW, Wollongbar Primary Industries Institute, NSW, Australiab Primary Industries Innovation Centre, University of New England Armidale, NSW, Australia
a r t i c l e i n f o
Article history:
Received 26 May 2010
Received in revised form
6 April 2011
Accepted 15 April 2011
Available online 13 May 2011
Keywords:
Alkali pretreatment
Biofuels
Enzyme saccharification
Lignocellulose
Wheat straw
* Corresponding author. Industry and Investmfax: þ61 2 6628 3264.
E-mail address: [email protected] Both authors contributed equally to the m
0961-9534/$ e see front matter ª 2011 Elsevdoi:10.1016/j.biombioe.2011.04.018
a b s t r a c t
Physico-chemical pretreatment of lignocellulosic biomass is critical in removing substrate-
specific barriers to cellulolytic enzyme attack. Alkaline pretreatment successfully deligni-
fies biomass by disrupting the ester bonds cross-linking lignin and xylan, resulting in
cellulose and hemicellulose enriched fractions. Here we report the use of dilute alkaline
(NaOH) pretreatment followed by enzyme saccharifications of wheat straw to produce
fermentable sugars. Specifically, we have assessed the impacts of varying pretreatment
parameters (temperature, time and alkalinity) on enzymatic digestion of residual solid
materials. Following pretreatment, recoverable solids and lignin contents were found to be
inversely proportional to the severity of the pretreatment process. Elevating temperature
and alkaline strengths maximised hemicellulose and lignin solubilisation and enhanced
enzymatic saccharifications. Pretreating wheat straw with 2% NaOH for 30 min at 121 �C
improved enzyme saccharification 6.3-fold when compared to control samples. Similarly,
a 4.9-fold increase in total sugar yields from samples treated with 2% NaOH at 60 �C for
90min, confirmed the importance of alkali inclusion. A combination of three commercial
enzyme preparations (cellulase, b-glucosidase and xylanase) was found to maximise
monomeric sugar release, particularly for substrates with higher xylan contents. In
essence, the combined enzyme activities increased total sugar release 1.65-fold and
effectively reduced cellulase enzyme loadings 3-fold. Prehydrolysate liquors contained
4-fold more total phenolics compared to enzyme saccharification mixtures. Harsher
pretreatment conditions provide saccharified hydrolysates with reduced phenolic content
and greater fermentation potential.
ª 2011 Elsevier Ltd. All rights reserved.
1. Introduction 50% by 2025 [1]. Allowing for current rates of production and
The search for sustainable transportation fuels is instigated by
diminishing crude oil supplies, impact on climate change and
green house gas (GHG) emissions. Global petroleum demands
have steadily increased from 57 � 106 barrels/day in 1973 to
82 � 106 barrels/day in 2004 and is anticipated to rise another
ent NSW, 1243 Bruxner
w.gov.au (T. Vancov).anuscript.
ier Ltd. All rights reserve
existing reserves, we will soon approach Hubbert’s predicted
‘peak oil’ levels [2]. In selecting an alternative, consideration
must be given to fuels which serve to combat climate change
and produce cleaner air. Since the industrial revolution
atmospheric CO2 levels have increased fromw275ew380 ppm
owing to the burning of fossil fuels. Consequently,
Highway, Wollongbar, 2477 NSW, Australia. Tel.: þ61 2 6626 1359;
d.

b i om a s s a n d b i o e n e r g y 3 5 ( 2 0 1 1 ) 3 0 9 4e3 1 0 3 3095
atmospheric temperatures have risen by 0.6 � 0.2 �C during
the twentieth century. If left unchecked, CO2 levels could
easily surpass 550 ppm by the middle of this century [3].
Biofuels, fuels derived fromplant biomass are currently the
only sustainable class of liquid fuels [4]. First-generation bio-
fuels such as ethanol are currently produced from plants rich
in storage carbohydrates (i.e. sugar and starch). However, as
the demands for the feedstock intensify so will the debate
between ‘food’ versus ‘fuel’. Moreover, 1st generation bio-
ethanol does not significantly diminish green house gas (GHG)
emissions [5]. These shortcomings can be addressed by
producing ethanol from lignocellulosic material (2nd genera-
tion biofuels), such as agricultural and forest waste residues.
Second-generation biofuels are derived from the inedible and/
or unexploited part of the plant (lignocellulose) and can be
sourced from plant residues or organic waste such as crop
straw, forestry thinnings or municipal waste.
Potential agricultural biomass residues from major grain
crops in Australia can be exploited for bioethanol production
and is presently estimatedat 65Mt [6,7].Makingallowances for
current uses like ground cover, soil carbon and fodder, leaves
approximately 45% available for production of 2nd generation
biofuels [6]. The largest individual contributor to this biomass
derives from wheat cultivation. Presently, the total planted
area in Australia stands at approximately 13 million hectares
with an estimated grain yield of 22 Mt [8]. Assuming the
harvest index statement that for every 4 ton of grain at least
6 ton of residue is produced holds true, the total straw yield
from wheat cultivation in Australia would approach 33 Mt.
Utilization of lignocellulosics requires effective pretreat-
ment to free cellulose from its lignin seal and open up the
crystalline structure so that enzymatic hydrolysis can take
place [9]. Although a range of chemical, physical and biolog-
ical processes have been configured to release constituent
sugars from lignocellulose, they suffer several shortcomings
such as cost, infrastructure needs and technological impasses
[10]. Alkali treatment processes are generally very effective in
the pretreatment of agricultural residues such as wheat straw
and herbaceous crops [11,12].
Alkali-based pretreatment efficiently delignifies lignocel-
lulose by disrupting the ester bonds cross-linking lignin and
xylan, leading to fractions enriched in both cellulose and
hemicellulose [9]. Its mechanism of action closely resembles
soda or kraft pulping. Alkali pretreatment processes generally
utilize lower temperatures, pressures and residence times
compared to other pretreatment technologies, the degree
dependant directly on the nature of the biomass feedstock,
mainly its lignin content [13]. Sodium hydroxide, ammonia,
peroxide and lime have received a great deal of attention as
pretreatment agents, owing in part to cost-effective practises
such as chemical and water recycling (processes well devel-
oped in thepulping industry) andpartly because lower enzyme
loads are generally required to convert cellulose to glucose [14].
Several studies have assessed with varying degrees of
success, the utility of pretreating lignocellulosic materials
with dilute alkali followed by enzyme hydrolysis with cellu-
lases [15e18]. For the most part, these studies examined and
reported conditions for hydrolysing the lignocellulosic
biomass without detailing the specific affects of individual
treatment parameters on saccharification yields and changes
in monosaccharide compositions. Moreover, these studies
failed to highlight the fact that they employed extremely high
enzyme dosages, extended reaction and fermentation times
above what would be considered the cost-benefit threshold.
Overcoming the toxic effects of inhibitors generated from
sugar and lignin decomposition (furans, phenols, carboxylic
acids) and salts was the major reason for these economically
unsustainable practises.
In this study, we report sugar yields and profiles from post-
grain harvested wheat straw following dilute alkaline pro-
cessing and low enzyme dose saccharification. Specifically,
we examine and describe three characteristic phases: 1)
ascertaining the function of key pretreatment parameters
(alkaline strength, temperature and residence time) and their
impact on sugar solubilisation, lignin reduction and solid
losses; 2) enzymatic hydrolysis efficacy of pretreated solid
residues and variations in sugar composition with respect to
pretreatment parameters; and 3) the role of individual and
combined enzyme activities and their impact on the rates and
yields of sugar release. Due to the impact of phenolic
compounds on downstream processes we also discuss their
release during pretreatment and saccharification. Under-
standing these key elements will enable further process
optimisation of wheat residues and assist in determining the
efficacy of the conversion strategy.
2. Materials and methods
2.1. Materials
Post-grain harvested wheat straw (Triticum aestivum) was
sourced from the Liverpool plains Northern NSW, Australia.
The wheat straw was dried at 55e60 �C for 48 h, ground in
a rotary mill (Thomas Wiley Laboratory Mill) and passed
through a 1.5 mm screen. All chemicals used were of reagent
or analytical grade and purchased from Sigma Chemical Co.
(St. Louis, MO).
2.2. Pretreatment
The effect of pretreatment parameters including: alkalinity,
residence time and temperature were evaluated using
a 4 � 3 � 2 factorial design. The procedure described by
McIntosh and Vancov [19] was employed in this study. Briefly,
dilute sodium hydroxide (NaOH) at 0.75% 1.0% and 2.0% (w/v)
was used to pretreat milled wheat straw samples at a solid
loading of 10% (w/v). Treatments were performed at 60 �C in
a water bath and in an autoclave at 121 �C (15 psi) with resi-
dence times of 30, 60 and 90 min. Insoluble solids were sepa-
rated from liquor fractions following pretreatment using
a Buchner funnel fitted with glass fibre filters. Solid material
was washed with water until the pH was 7, sealed in plastic
bags and stored at �20 �C.
2.3. Enzyme assays
Cellulase (NS50013), b-glucosidase (NS50010) and xylanase
(NS50030) preparations were kindly supplied by Novozymes
(BagsværdDenmark). Enzymeactivities,asdescribedbysupplier,

b i om a s s an d b i o e n e r g y 3 5 ( 2 0 1 1 ) 3 0 9 4e3 1 0 33096
are 70 filter paper unit (FPU)/g, 250 cellobiase units (CBU)/g and
500 Farvet Xylan Unit (FXU)/g respectively. FXU is measured
relative to a Novozymes fungal enzyme standard. The activity of
the reference standard, Humicola insolens, xylanase batch no. 17-
1194, isdefined tohaveanenzymaticactivityof 3 550FXU/gatpH
6.0 and 50 �C in 30 min reaction time of colour release from
remazol-xylan substrate (from Novozymes Biomass Kit for
conversionof lignocellulosicmaterials). Total cellulaseactivityof
NS50013was confirmed using the filter paper assay as described
by the National Renewable Energy Laboratory (NREL) laboratory
procedure LAP006 [20]. Protein content of liquid enzyme prepa-
rations was determined using a commercial bicinchoninic acid
(BCA) protein assay reagent kit (Pierce Products, USA). Endoglu-
canase, exoglucanase, xylanase and pectinase activities were
individually determined in reactionmixtures (10mL) containing
1%(w/v)carboxymethylcellulose,0.5%(w/v)avicel, 0.5%(w/v)oat
spelt xylan and 0.5% (w/v) citrus pectin, respectively, in 50 mM
citrate buffer (pH 5.2), and appropriately diluted enzyme solu-
tions as described by McIntosh and Vancov [19]. After 30 min
incubation at 50 �C, the reducing sugar liberated in the reaction
mixturewasmeasured by the dinitrosalicylic acid (DNS)method
[21].Oneunit (U)ofeachenzymeactivity isdefinedas theamount
of enzyme that produces 1 mmol of reducing sugar as glucose,
xylose (for xylanase) or galacturonic acid (for pectinase) in the
reaction mixture per minute, per mg protein under the above
specified conditions (Table 1).
b-Glucosidase activities were assayed in reaction mixtures
(1 mL) containing 4 mM p-nitrophenyl b-D-glucoside, 50 mM
acetate buffer (pH 5.0) and appropriately diluted enzyme solu-
tions as described by McIntosh and Vancov [19]. Following
incubationat 50 �Cfor 30min, reactionswere stoppedbyadding
100 uL of ice-cold 100 mM NaOH, and the resulting colour
intensity measured at 405 nm. A unit (U) of enzyme activity is
defined as the amount of enzyme that releases 1 mmol of
p-nitrophenol per minute, per mg of protein in the reaction
mixture under these assay conditions. b-Glucosidase activities
present in commercial preparations are reported in Table 1.
2.4. Enzymatic saccharification
Enzymatic saccharifications were performed according to the
method described by McIntosh and Vancov [19]. Essentially,
Table 1e Specific activity of commercial enzymes used inNaOH pretreated wheat straw saccharification.
Enzymes Specific activity (U/mg protein)a
NS50013 NS50010 NS50030
Endoglucanase 14.20 0.11 0.02
Exoglucanase 1.51 0.07 0.05
Xylanase 7.05 75.00 129.50
b-glucosidase 1.07 10.08 0.04
Pectinase 0.03 0.4 ND
Cellulaseb 70.00 ND ND
Protein (mg/ml)c 135 150 33
ND Not determined.
a At pH 5.0 and 50 �C.b Measured as filter paper units/g protein.
c Concentration of Novozymes preparations.
solid residues at a 5% (w/v) loading were resuspended in
solutions of 50 mM citrate buffer (pH 5.2) and appropriately
diluted enzymes (NS50013, NS50010, andNS50030) as specified
in Section 3.4. Hydrolysis was performed in a shaking water
bath at 50 �C and 150 rpm for up to 72 h and in the presence of
10 mM sodium azide to prevent microbial contaminant
growth. Samples were placed in a centrifuge tube and imme-
diately chilled on ice, centrifuged at 8000g for 5 min, filtered
and stored at �20 �C awaiting sugar analysis. In this paper,
units of enzyme activity are those given by the manufacturer.
2.5. Analytical methods
Neutral detergent fibre (NDF), acid detergent fibre (ADF), acid
detergent lignin (ADL) and acid insoluble ash (AIA) were
determined in untreated wheat straw by Industry and
Investment NSW’s Diagnostic and Analytical Services (Wagga
Wagga, Australia) using ANKOMTechnologyMethods [22e24].
The difference between NDF and ADF provides an estimate of
detergent soluble hemicellulose. Detergent cellulose is calcu-
lated by subtracting the values for ADL plus AIA from ADF.
Carbohydrate content of untreated material was also deter-
mined bymeasuring the hemicellulose (xylan and araban) and
cellulose (glucan) derived sugars in supernatants following
concentrated acid hydrolysis as described by NREL [25]. Acid
insoluble lignin content of untreated and pretreated wheat
straw was determined according to the NREL methods [25].
Water and ethanol soluble sugars were also extracted from
untreated wheat straw and quantified according to NREL
methods [26] (see Table 2).
Sugar composition of prehydrolysate and enzymatic
saccharification liquors were determined using high perfor-
mance liquid chromatography (HPLC) according to the
procedure described by McIntosh and Vancov [19]. The sepa-
ration system consisted of a solvent delivery system
(Controller 600 Waters, Milford, MA) equipped with an auto-
sampler (717, Waters), a refractive index detector (410 differ-
ential refractometer, Waters) and a computer software based
integration system (Empower, Waters).
Sugars were analysed using either a Sugar-Pak 1
(6.5 � 300 mm, Waters) or an IC-Pak Ion-Exclusion 50Ao 7 mm
(7.8 � 300 mm, Waters), both fitted with the IC-Pak Ion Exclu-
sion guard-Pak (Waters). The Sugar-Pak 1 column was main-
tained at 70 �C, and sugars were eluted with degassed Milli-Q
filtered water containing 50 mg/l Ca-EDTA at a flow rate of
Table 2 e Composition of untreated wheat straw.
Component Percentage (%)a
Neutral detergent fibre 69.0
Acid detergent fibre 43.0
Acid detergent lignin 5.9
Acid insoluble ash 0.9
Cellulose 36.0
Hemicellulose 26.0
Acid insoluble lignin 7.6
Water extractives 13.0
Ethanol extractives 5.5
a Composition percentages are on dry-weight basis.

b i om a s s a n d b i o e n e r g y 3 5 ( 2 0 1 1 ) 3 0 9 4e3 1 0 3 3097
0.5mL/min. The IC-Pak Ion-Exclusion columnwasmaintained
at 60 �C, and sugars, acetic acid and ethanol were eluted with
degassed Milli-Q filtered water containing 2 mM H2SO4 at
a flow rate of 0.8 mL/min. The refractive index detector was
maintained at 50 �C for all applications. Compounds were
identified by comparison with retention times of standards
(glucose, xylose, galactose, arabinose, mannose, fructose,
sucrose and cellobiose). Quantification was performed using
a calibrationwith external standards of known concentration.
2.6. Xylan extraction
The method was performed according to the procedure
described by McIntosh and Vancov [19]. Wheat straw was
pretreated as described in section 2.2. Liquid fractions
following pretreatment were separated from solids by filtra-
tion using a Buchner funnel and then centrifuged (10,000g for
10 min) to precipitate particulates. Decanted liquor was
adjusted to � pH 4.0 with 6M HCL. After 10 min of continuous
stirring, particulates were precipitated by centrifugation. To
the supernatant, approximately three volumes of cold ethanol
were added whilst stirring for 15 min and the precipitate
(xylan) collected by centrifugation. The xylan was then dried
and weighed.
2.7. Acid-insoluble lignin extraction
The method is as described by McIntosh and Vancov [19].
Particulates were removed from liquors by centrifugation
(10min; 10 000 g), and the supernatants adjusted to pH 2.0with
concentratedH2SO4andheated (60 �C).After 5minof continual
stirring, samples were cooled to ambient temperature and
particulates precipitated by centrifugation. Acid-insoluble
lignin precipitates were washed by mixing with acidified
water (pH 2.0) by gently inversion, collected by centrifugation
(10 min; 10 000 g), dried and their weight recorded.
2.8. Total phenolic determination
The enzymatic method described by McIntosh and Vancov
[19] was used to determine total phenolic content of hydro-
lysates. Samples were centrifuged and filtered (0.45 micron)
prior to analysis. A 25 ml aliquot of an appropriately diluted
phenolic sample was mixed with 225 ml of enzyme-reagent
working solution into 96 well microtitre plate (clear
F-bottom). The enzyme-reagent working solution was
a freshly prepared solution containing 0.1 M potassium
phosphate buffer solution (pH 8.0), 30 mM 4-aminoantipyrine
(4-AP), 20 mM hydrogen peroxide (H2O2) and 6.6 mMHRP. After
15 min at room temperature, the absorbance was read at
540 nm, using a Flurostar (BMG labtechnologies, GmbH) plate
reader. Vanillic acid standards (0e500 ng/mL) were subjected
to the same assay conditions as the samples. Total phenolics
were reported as vanillic acid equivalents.
2.9. Statistical methods
Each set of observations was modelled as a response to the
classifying factors generated by the experimental design. The
data was analysed using analysis of variance which allowed
separation of the variation in the data into components of
temperature, residence time, alkaline strength and interac-
tions between those terms.
The modelling process enabled prediction of the expected
(average) response at each combination of the experimental
factors and a measure of the experimental error. Estimated
experimental error was used to calculate the “Least significant
difference” (l.s.d., p¼ 0.05) between three averages required to
indicate a statistically significant effect. Statistical analysis
and graphical presentation were conducted using software
provided by the R Development Core Team [27].
3. Results and discussion
3.1. Effects of alkaline pretreatment on wheat straw
The composition of post-grain harvested wheat straw used in
this study is presented in Table 2. The holocellulose fraction
totalled 62% of the dry biomass with cellulose being the major
component at 36% and the remaining 26% derived from
hemicellulose. Both acid detergent and acid insoluble lignin
levels were 5.9% and 7.6%, respectively. Water extractive
compounds accounted for approximately 130 mg/g dry straw,
of which 35 mg � 2 mg was identified as a storage trisaccha-
ride (glucoseefructoseefructose) of the steam and leaves [28].
Further solvent extraction with ethanol resulted in 55 mg of
material, presumably composed of oils, pigments and waxes.
The profile and quantities of individual wheat straw compo-
nents is comparable to reported values in the literature [16].
We initially observed that pretreatment of wheat straw
with dilute NaOH resulted in a dark coloured slurry and that
the colour intensity generally increased with pretreatment
severity. Separation of the slurry revealed the insoluble frac-
tion was both reduced in mass and bleached in colour. Others
have reported similar reductions in solids during alkali
pretreatment and attribute the degree of solubilisation with
the severity of temperature, alkali concentrations and resi-
dence time. We found solid losses ranging from 25% under
mild conditions (1% NaOH; 60min; 60 �C) to 57% when pre-
treated in 2% NaOH at 121 �C. Although each pretreatment
variable in this study contributed to the loss of solids, we
found that temperature caused the greatest loss followed by
alkalinity and then residence time. Comparable solid loss and
treatment parameter trends have been reported in related
studies on wheat straws [11]. However, a survey of the liter-
ature reveals a number of studies reporting disparity in
susceptibility to alkali pretreatment between different agri-
cultural crop residues [11,17,29].
These solid losses are equivalent to the amount of solubi-
lised hemicellulose fraction and other components into pre-
hydrolysate liquors. Aside from lignins (discussed later),
several studies have reported the hydrolysis of hemicellulose
and release of oligoxylans (polyoses) of mixed molecular
weights following exposure to alkali-based chemicals during
the pretreatment process [30e32]. Once considered a disad-
vantage of alkaline treatment processes (i.e. reduction in total
fermentable sugar yields) current biorefinery platforms are
exploiting this phenomenon for the recoveryofhighmolecular
weight oligoxylans/arabinoxylans which are desirable high-

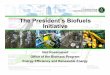
Fig. 1 e Total sugar release from alkali pretreated (10%, w/
v) and enzyme saccharified wheat straw. Sugar yields are
expressed as mg/g pretreated material. Displayed data
represents averages of three independent experiments.
The average l.s.d. ( p [ 0.05) [ 25.0.
b i om a s s an d b i o e n e r g y 3 5 ( 2 0 1 1 ) 3 0 9 4e3 1 0 33098
value co-products [15,33,34]. In order to measure hemi-
cellulose degradation, we initially attempted to quantify the
amount of liberated pentose sugars (xylose and arabinose).
However, HPLCanalysis of the prehydrolysate liquors revealed
a complex profile of monosaccharides and mixed higher
molecular weight oligosaccharides. Analysis of these oligox-
ylans showed that the yieldswere proportional to the strength
of the alkaline solution at 121 �C. Pretreating wheat straw at
121 �C for 30min in 0.75% and 2.0%NaOH solutions resulted in
20% and 33% solubilisation, respectively, of the hemicellulose
fraction. This was correspondingly isolated as a crude xylan
precipitant from prehydrolysate liquors as given by the mass
balance outlined in section 3.7. In addition to alkaline strength,
variation in temperature and timemay also have an impact on
the yield of isolated arabinoxylans [15].
3.2. Total sugars in enzyme saccharified hydrolysates
The hydrolysis of both cellulose and hemicellulose in pre-
treated materials via enzymatic action is critical in releasing
monomeric sugars for fermentation to bioethanol. The rate
and extent of enzymatic saccharification of the poly-
saccharides provides a measure of the pretreatment’s effec-
tiveness. The relationship between pretreatment severity and
enzyme saccharification of pretreated solid material was
examined. In an attempt to identify and describe the key
variables, twenty four pretreatment combinations derived by
altering the alkaline concentrations (4 levels), time (3 levels)
and temperature (2 levels), were used to assess wheat straw.
To avert large rapid sugar releases which could potentially
mask any significant pretreatment variable(s), saccharifica-
tions were performed with relatively low enzyme doses
(2.5 FPU cellulase, 2.5 CBU b-glucosidase and 1.5 FXU xylanase
per gram of pretreated solids). That is, the intension of the
enzyme hydrolysis process was not designed to maximise
sugar release but to augment and identify key parameters in
successful pretreatment processes. Sugar yields were quan-
tified and total sugar release was modelled as a response to
pretreatment parameters and expressed as a function of
alkaline strength, temperature and residence time (Fig. 1).
Increases in pretreatment temperature, residence time and
alkali concentration all improve the enzymatic saccharifica-
tion efficiency of recovered solids. Temperature had the
greatest significant ( p < 0.05) effect on enzyme saccharifica-
tion followed by alkaline strength and residence time. Solids
pretreated at 121 �C were more acquiescent to enzymatic
hydrolysis than at 60 �C. Within the 121 �C experiments an
increase in the strength of the alkaline solution from 0 to 2%
resulted in a 5.2 fold increase in total sugar release. Pretreating
wheat straw with 2% NaOH for 30 min at 121 �C, followed by
enzyme saccharification, yielded the highest recorded sugar
releaseof 850mg/gpretreatedmaterial. Extending the reaction
time to 90min failed to liberate any furthermonomeric sugars.
Total sugar release did, however, decline (by 67 mg/g or 7.8%)
when the reaction time was reduced to 60 min. Hu and Wen
[35] and Wang et al. [18] reported similar responses to
temperature and alkaline concentrations, albeit, they recov-
ered significantly less total sugars at elevated NaOH strengths.
At the lower pretreatment temperature of 60 �C sugar yields
were found to rise 5 fold with increasing NaOH concentration
(0e2%). Amaximumyield of 667mg/g pretreatedmaterial was
attained with 2% NaOH followed by saccharification. Under
these conditions statistically similar ( p < 0.05) yields were
obtained from solid materials exposed to an elevated
temperature and reduced hydroxide combination (121 �C/0.75% NaOH). This raises the possibility that under mild alka-
line conditions the optimal pretreatment temperature may be
lower than 121 �C, offering potential power and cost savings in
a commercial process. No discernable differences between the
30 and 60 min treatments were observed at 60 �C, however,
extending the time to 90min improved total sugar yields for all
combinations of alkalinity. In the absence of NaOH, increasing
time did not influence sugar yields but raising the temperature
to 121 �C gave a slight improvement in saccharification.
3.3. Pentose and hexose sugars in enzyme saccharifiedhydrolysates
The effectiveness of enzymatic saccharification on pretreated
material is principally evaluated by the degree of conversion
of cellulose to glucose monomers. For alkaline based
pretreatment processes, this also includes the release of
monomeric pentose (xylose and arabinose) sugars from
preserved hemicellulose. Alkaline pretreatment partially
solubilises the hemicellulose fraction leaving a material
enriched in cellulose [18,29,31]. Thus quantifying individual
sugar components in enzyme treated hydrolysates permits
appraisal of their fermentation potential and assists in
determining the best possible conversion strategy. Mono-
saccharides present in saccharified hydrolysates from pre-
treated solids were quantified and expressed as a function of
alkaline strength, temperature and residence time in Fig. 2.

b i om a s s a n d b i o e n e r g y 3 5 ( 2 0 1 1 ) 3 0 9 4e3 1 0 3 3099
Generally, enzymatic hydrolysis of cellulose increasedwith
pretreatment temperature, residence time and alkali concen-
tration. Temperature had the greatest significant ( p < 0.05)
effect, with 121 �C delivering greater cellulose hydrolysis than
60 �C. A maximum glucose yield was recorded (567 mg/g pre-
treated solids) when pretreated at 121 �C for 90 min in 2%
NaOH, though reducing the reaction time to 30 min delivered
comparable yields (552 mg). Within the 121 �C treatments,
elevating alkaline strengths resulted in a significant ( p < 0.05)
increase in glucose recovery for all pretreatment times. Similar
trendswere noted in samples treated at the lower temperature
of 60 �C. Glucose release from wheat straw exposed to 2%
NaOH at 60 �C was found to equal or surpass glucose levels
resulting from pretreatment with 0.75% NaOH at 121 �C for all
pretreatment times. These results suggest that increasing
alkaline strength acts as a trade-off to reducing temperatures.
Increasing pretreatment temperature, residence time and
alkali concentration substantially improved hemicellulose
saccharification and subsequent xylose release from pre-
treated straw. Temperature had a significant ( p < 0.05) effect
with 121 �C producing greater xylose release than 60 �C.Maximum xylose yields were attained when wheat straw was
exposed to 1% NaOH at 121 �C giving a peak yield of 275 mg
after 60mins. As observed for glucose yields (above), a reduc-
tion in alkali strength (0.75%) resulted in significantly
( p> 0.05) lower xylose release suggesting that lower alkalinity
is ineffective in disrupting the lignocellulosic structure. When
wheat straw was pretreated at conditions optimal for glucose
recovery (i.e. 2% NaOH/121 �C/30 min), a significantly
( p < 0.05) lower xylose yield was observed. Others have
reported similar declines in xylose yield which ultimately
correlate with increasing xylan levels in pretreatment
hydrolysates as pretreatment settings are elevated [11,15,17].
In the control samples, xylose release was very small
(30 mge45 mg/g), irrespective of temperature setting.
Lowering the pretreatment temperature to 60 �C led to
a reduction in themaximumxylose yield (227mg/g pretreated
material). However, we noted that xylose levels from enzyme
saccharified wheat straw exposed to 1e2% NaOH at 60 �C for
Fig. 2 e Monosaccharide composition of sugars released
from pretreated (10%, w/v) and enzyme saccharified wheat
straw. Sugar yields are expressed as mg/g pretreated
material. Displayed data represents averages of three
independent experiments. The average l.s.d. ( p [ 0.05)
are: 13.2 (glucose), 11.1 (xylose), 2.7 (arabinose) and 25.0
(total yields).
90 min equalled xylose release from enzyme digested solids
pretreated with 0.75% NaOH at 121 �C. Inadequate hemi-
cellulose hydrolysis at this lower temperature has probably
physically constrained, and therefore impeded, cellulase
breakdown. Supplementing the enzyme mixture with addi-
tional hemicellulase/xylanase activity will improve sacchari-
fication of mildly treated substrates containing higher
amounts of xylan [36]. Pretreatment conditions for maximum
arabinose sugar release correlated with those observed
(above) for xylose sugars at both temperatures. Maximum
yields of z33 mg/g pretreated material were attained under
these conditions. Arabinose yields from solids pretreated in
2% NaOH at 121 �C were also significantly ( p < 0.05) reduced.
Glucose and xylose yields from controls (water treated mate-
rials) were approximately 4 and 6-fold, respectively, lower
than yields resulting from alkali catalysed pretreatment. In
summary, these results firstly confirm the need for an alkali
catalyst and secondly, that the optimal concentration will be
based on whether maximising for glucose recovery or
a combination including hemicellulose sugars.
3.4. Time course of enzyme hydrolysis
For any individual biomass and pretreatment strategy, it is
essential to tailor the saccharification process (enzyme
mixture and conditions) to maximise sugar yields [37]. Addi-
tionally, although commercial cellulase preparations are
abundant in b-endoglucanase and cellobiohydrolyase activity,
the level of b-glucosidase and xylanase activities are generally
inadequate for efficient monomeric sugar release from
substrates containing higher amounts of arabinoxylan [38]. As
shown in Table 1, the Novozymes cellulase preparation
(NS50013) has 10-fold and 18-fold less b-glucosidase and
xylanase activities, respectively, than NS50010 and NS50030
enzyme preparations, hence enzyme blending is necessary. In
Fig. 3aeb, the rate and extent of saccharification in response
to differing enzyme combinations and dosages from NaOH
(1.0% NaOH; 60 min; 121 �C) pretreated wheat straw is exam-
ined. This pretreatment regime was employed to evaluate
pretreated material that has been substantially delignified yet
retained most of its xylan fraction.
The combination of cellulase with b-glucosidase substan-
tially promoted sugar release and was greater than the indi-
vidual preparations. A supplementary experiment (unreported
data) revealed that increasing the ratio of NS50010 to NS50013
from 1:1 to 4:1 (a 4-fold increase in b-glucosidase activity) lead
to a corresponding rise in saccharification. However, beyond
the ratio of 1:1 the gains were neither statistically significant
nor cost-effective for cellulose conversion, and this ratio was
subsequently used in following enzyme trials. Tengborg et al.
[39] also described similar benefits and limitations of b-gluco-
sidases in enzymatic saccharifications of lignocellulosics in
their work on softwoods.
As predicted, the rates of sugar release over 62 h and total
sugar yield improved as the cellulase and b-glucosidase dosage
was raised 6-fold (5 FPUe30 FPU). For example, total sugar
release increased 1.3 fold in the presence of 10 FPU cellulase
plus 10 CBU b-glucosidase, with the main benefit of glucose
rather than xylose release (Fig. 3a,b). However, the final total
sugar yields were lower that anticipated. Given that NS50010

Fig. 3 e Time course of glucose (a) and xylose (b) release by
enzymatic saccharification (5%, w/v; 50 �C, pH 5.2) of
alkaline pretreated (1.0% NaOH; 60 min; 121 �C) wheat
straw using five enzyme combinations. Glucose and xylose
yields are presented as mg/g pretreated material. Data
represents averages of three separate experiments. The
average l.s.d. ( p [ 0.05) [ 12.9 (glucose) and 9.6 (xylose).
b i om a s s an d b i o e n e r g y 3 5 ( 2 0 1 1 ) 3 0 9 4e3 1 0 33100
contains reasonable levels of xylanase (see Table 1), we
assumed that its activity should be sufficient to hydrolyse the
hemicellulose fraction in these pretreated solids. It is well
documented that hemicellulose (xylan) acts as a physical
barrier around the cellulose restricting cellulase access and
decreasing hydrolysis efficiency [40e42]. The hydrolytic effi-
ciency was improved by supplementing the NS50013 and
NS50010 mixture with NS50030. The final combined glucose
andxylose yields increase byanadditional 180mg following the
addition of 1.5 FXU xylanase to the 10 FPU/10 CBU enzyme
mixtures. As shown in Fig. 3a,b approximately 90% of glucose
and xylose was released within 14 h and hydrolysis was virtu-
ally completed by 24 h. There was no advantage in extending
the saccharification after this time; albeit in the absence of
additional xylanase, extended saccharification time is neces-
sary. Both glucose and xylose yields increased by 1.3 and 1.24
fold respectively. More importantly, this enzyme combination
was capable of delivering similar rates of release and total sugar
yields as a 3 fold higher dose of cellulase/b-glucosidase (30 FPU/
30 CBU) mixture lacking the additional xylanase. In essence,
addition of xylanase in the saccharification reaction had the
effect of reducing the cellulase enzyme loadings 3-fold. Further
increases in xylanases (3.0 FXU) failed to promote greater sugar
gains (unreported data).
In a complementary experiment (unreported data), various
enzymatic mixtures were used to saccharify wheat straw
exposed to harsh pretreatment conditions (2% NaOH/90 min/
121 �C). Optimal mixtures (10 FPU/10 CBU/1.5 FXU) released
total sugar yields which peaked at 940 mg/g pretreated mate-
rial, with glucose to xylose ratios approaching 3:1 within the
first 14 h. Increasing the enzyme load 3-fold (30 FPU/30 CBU/
1.5FXU), failed to improve final sugar yield suggesting that
cellulase loading may have reached saturation point. Dispar-
ities in cellulase saturation loading amongst wheat and other
herbaceous straw saccharifications are well documented and
reported to result from variations in enzyme activities and
substrate composition/structure [11,43,44]. Thehighly reactive
nature of alkaline pretreated straw, demonstrated by its near
complete digestion to monomeric sugars and rapid reduction
in volume (80% within 8 h), could prove to be advantageous in
overcoming limitations in solid to liquid load ratios and limi-
tations of dilute sugar streams for fermentation.
3.5. Delignification during mild-alkaline pretreatment
The degree of delignification reflects the effectiveness of the
alkaline pretreatment process. Moreover, it is critical in
improving enzymatic degradation of lignocellulosics and is
ultimately influenced by pretreatment severity [9]. The effect
of NaOH pretreatment on the delignification of wheat straw
was quantified by determining the reduction of acid-insoluble
lignin in pretreated solids as a function of temperature, alkali
concentration and residence time. This was expressed as
a percent reduction compared to original starting material
(Fig. 4). All parameters contributed towards delignification,
particularly temperature, which had the most significant
( p < 0.05) effect. At 121 �C, delignification ranged from 33%
(0.75% NaOH/30 min/121 �C) to a maximum of 72% (2.0%
NaOH/90 min/121 �C). At 2% NaOH/121 �C, similar reductions
in lignin content were attained irrespective of reaction time.
At reduced alkaline strengths, the degree of delignification
between 30min and 90 min became significant ( p < 0.05).
Generally, it was found that increasing alkaline concentration
significantly ( p < 0.05) improved delignification at 121 �C,whereas, responses to increasing time were less pronounced.
Under similar reaction conditions, Varga and co-workers [17]
reported almost complete delignification (>95%) when alka-
line concentrations were raised to 10%, though total recover-
able carbohydrate levels had drastically diminished.
At 60 �C delignification was substantially reduced and
ranged from 15% (0.75% NaOH/30 min) to 42% (2.0% NaOH/
90 min). However, the maximum delignification achieved at
60 �C in 2% NaOH surpasses that at 121 �C in 0.75% NaOH.
Alkaline treatments at 0.75% NaOH were generally ineffective
in delignifying wheat straw irrespective of reaction tempera-
ture and time. The reduced levels of delignification observed
when pretreating in 0.75% NaOH at 60 �C coincides with
reduced sugar yields in saccharified hydrolysates. These
findings show a correlation between delignification and
enhanced enzyme saccharification of pretreated wheat straw.
In fact several studies have demonstrated strong negative
correlations between lignin content and sugar released by
enzymatic hydrolysis [45,46]. Various researchers have
confirmed that lignin directly acts as a physical barrier,

Fig. 4 e Reduction of acid-insoluble lignin in wheat straw
pretreated in 0.75% (white) 1.0% (grey) and 2.0% (black)
NaOH. Results are presented as percent reduction of
untreated wheat straw. The data presented are averages of
three separate experiments. The average l.s.d.
( p [ 0.05) [ 4.77.
b i om a s s a n d b i o e n e r g y 3 5 ( 2 0 1 1 ) 3 0 9 4e3 1 0 3 3101
restricting cellulase access to cellulose, and reduces the
enzyme’s activity through non-productive binding [40].
3.6. Total phenolics quantified in hydrolysates
Other compounds formed or released during pretreatment of
lignocellulosic materials are known to have an inhibitory
effect on downstream processes including enzyme sacchari-
fication and fermentation [47,48]. Themain compound groups
are phenols, furans, carboxylic acids and inorganic salts and
their occurrence is related to biomass composition and
pretreatment severity. Neither acids nor inorganic salts were
tested in this study. Wheat, like most monocotyledons, is
typically rich in phenolic acid esters associated with hemi-
cellulose and lignin [49]. Total phenolic release into pretreated
and enzyme saccharified hydrolysates were quantified and
the data presented as a function of changes in pretreatment
temperature, residence time and alkaline strength in Fig. 5.
Excluding the control samples (0.0% NaOH), approximately
7.4-fold more total phenolics were found in pretreatment
Fig. 5 e Total phenolics present in pretreatment and
enzyme saccharified hydrolysates as a function of alkaline
strength, temperature and residence time. Results are
presented as mg/g vanillic acid equivalents. The data
presented are averages of three separate experiments.
liquors (maximum of 1486 mg/g) compared to enzyme
saccharification mixtures (maximum of 200 mg/g). Tempera-
ture had a larger impact than reaction times or alkalinity on
phenolic levels in pretreated liquors. At 121 �C, increasing
pretreatment reaction time and alkaline strength >0.75% did
not generally enhance phenolic release. At 60 �C responses to
changes in time and alkalinity were varied although a net
decrease in total yields is observed.
Most of the phenolics were recovered in the pretreated
liquors particularly in the higher temperature treatments.
Consequently, the total phenolics content found in the enzyme
saccharifiedhydrolysateswere substantially lower. Conversely,
saccharificationmixtures of samples pretreated at 60 �C and all
the water controls contained higher phenolic content. Overall
these results suggest that harsher pretreatment conditions
should produce saccharified hydrolysates with reduced
phenolic content and greater fermentation potential due to
decreased concentrations of inhibitory substances.
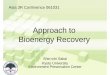
3.7. Overall mass balance
A mass balance of the process from pretreatment to enzy-
matic hydrolysis was calculated and is shown in Fig. 6. The
wheat straw at a solid loading of 10% (w/v) was pretreated
under conditions optimised for maximum sugar recovery (2%
NaOH/121 �C/30 min). The remaining insoluble fraction was
separated from the pretreatment hydrolysate prior to enzy-
matic saccharification. The amount of recovered material
corresponded to z 51% (w/w) of the original starting material
and was subjected to saccharification. Enzyme
Fig. 6 e Mass balance of the treatment process. Wheat
strawwas soaked in a 2% NaOH solution at a solid to liquid
ratio of 1:10 and pretreated for 30 min at 121 �C. Insolublefractions were recovered and washed with water and
subjected to enzymatic saccharification at 50 �C for 48 h.
Acid insoluble lignin and xylans were sequential
precipitated from recovered pretreatment hydrolysates.

b i om a s s an d b i o e n e r g y 3 5 ( 2 0 1 1 ) 3 0 9 4e3 1 0 33102
saccharification was performed with a low dose, three
enzyme combination of 2.5 FPU cellulase, 2.5 CBU b-glucosi-
dase and 1.5 FXU xylanase (pre gram of pretreated solids) and
incubated at 50 �C for up to 48 h. Sugar yields were recorded at
279mg of glucose, 136mg of xylose and 15mg of arabinose per
gram of original starting material. The recovered pretreated
hydrolysate was further fractionated through titration with
3M H2SO4. At pH 4.0, 162.6 mg/g of acid insoluble lignin was
recovered as a precipitate. Addition of cold ethanol to the
aqueous phase led to the precipitation of 86 mg/g crude xylan.
The pretreated hydrolysate fraction also contained approxi-
mately 35 mg/g of water extractive storage carbohydrate and
other unquantified polysaccharides, phenolics and degrada-
tion compounds. Finally, the mass balance demonstrates that
combining mild pretreatment conditions with low enzyme
doses gave recoveries of approximately 87% of the theoretical
sugar potential of wheat straw.
4. Conclusion
The dilute alkali pretreatment studies satisfy some of the
more important requisites for an effective pretreatment
process, specifically; excellent delignification, cellulose
enriched fraction that is responsive to enzyme digestion with
high and rapid sugar release and desirable high phenolic
inhibitor losses. Our study also shows that further process
optimisation in pretreatment temperature and/or use of other
enzyme combinations and dosages is possible. Using alkaline
pretreatment to extract oligoxylans and lignins while simul-
taneously improving cellulose hydrolysis can be a means of
consolidating the economic viability of a biorefinery. Consid-
ering its abundance and high sugar potential, wheat straw is
a appropriate feedstock for ethanol production and is ideally
suited to the biorefinery concept.
Acknowledgements
We gratefully acknowledge the financial support provided by
Climate Action Grant (TOC/CAG/013-2007) for this work and
the support of Industry and Investment NSW, Australia. We
express our gratitude to Mr Steve Pepper for technical assis-
tance and Mr Steve Morris for providing advice and assistance
in the presentation of the data.
r e f e r e n c e s
[1] Ragauskas AJ, Nagy M, Kim D, Eckert CA, Hallett JP, Liotta CL.From wood to fuels: integrating biofuels and pulpproduction. Ind Biotechnol 2006;2:55e65.
[2] Campbell CJ, Laherrere JH. The End of Cheap Oil. Globalproduction of convention oil will begin to decline soonerthan most people think, probably within 10 years. Sci Am;1998:78e83.
[3] Zhang YHP. Reviving the carbohydrate economy via multi-product lignocellulose biorefineries. J Ind MicrobiolBiotechnol 2008;35:367e75.
[4] Ragauskas AJ, Williams CK, Davison BH, Britovsek G,Cairney J, Eckert CA, et al. The path forward for biofuels andbiomaterials. Science 2006;311:484e9.
[5] Spatari S, Bagley DM, MacLean HL. Life cycle evaluation ofemerging lignocellulosic ethanol conversion technologies.Bioresour. Technol. 2010;101:654e67.
[6] Dunlop M, Poulton P, Unkovich M, Baldock J, Herr A, Poole M,et al. Assessing the availability of crop stubble as a potentialbiofuel resource. In: Unkovich M, editor. Global issues,paddock action: proceedings of the 14th agronomyconference, Adelaide, Australia, 21e25 Sept 2008. Adelaide:The Regional Institute Limited; 2008.
[7] Fung P, Kirschbaum M, Raison R, Stucley C. The potential forbioenergy production from Australian forests, itscontribution to national greenhouse targets and recentdevelopments in conversion processes. Biomass Bioenergy2002;22:223e36.
[8] Australian Bureau of Agricultural and Resource Economics.Australian crop report. Canberra: Australian Bureau ofAgricultural and Resource Economics; 2009.
[9] Sun Y, Cheng J. Hydrolysis of lignocellulosic materials forethanolproduction: a review.BioresourTechnol 2002;83:1e11.
[10] Antizar-Ladislao B, Turrion-Gomez J. Second-generationbiofuels and local bioenergy systems. Biofuels Bioprod andBiorefin 2008;2:455e69.
[11] Chen Y, Sharma-Shivappa R, Keshwani D, Chen C. Potentialof agricultural residues and hay for bioethanol production.Appl Biochem Biotechnol 2007;142:276e90.
[12] Hsu T. Pretreatment of biomass. In: Wyman CE, editor.Handbook on bioethanol: production and Utilization.Washington, DC: Taylor and Francis; 1996. p. 179e95.
[13] McMillan J. Enzymatic conversion of biomass for fuelsproduction. In: Himmel M, Baker J, Overend R, editors.Pretreatment of lignocellulosic biomass. Washington, DC:American Chemical Society; 1994. p. 292e324.
[14] SendichE, LaserM,KimS,AlizadehH,Laureano-PerezL,DaleB,et al. Recent process improvements for the ammonia fiberexpansion(AFEX)processandresultingreductions inminimumethanol selling price. Bioresour Technol 2008;99:8429e35.
[15] Persson T, Ren JL, Joelsson E, Jonsson A-S. Fractionation ofwheat and barley straw to access high-molecular-masshemicelluloses prior to ethanol production. BioresourTechnol 2009;100:3906e13.
[16] Saha BC, Cotta MA. Ethanol production from alkalineperoxide pretreated Enzymatically saccharified wheat straw.Biotechnol Prog 2006;22:449e53.
[17] Varga E, Szengyel Z, Reczey K. Chemical pretreatments ofcorn stover for enhancing enzymatic digestibility. ApplBiochem Biotechnol 2002;98e100:73e87.
[18] Wang Z, Keshwani DR, Redding AP, Cheng JJ. Alkalinepretreatment of Coastal Bermudagrass for bioethanolproduction. DigitalCommons@University of Nebraska -Lincoln, http://digitalcommons.unl.edu/cgi/viewcontent.cgi?article¼1035&context¼biosysengpres; 2008 [accessed05.08.09].
[19] McIntosh S, Vancov T. Enhanced enzyme saccharification ofSorghum bicolor straw using dilute alkali pretreatment.Bioresour Technol 2010;101:6718e27.
[20] Adney B, Baker J. Measurement of cellulase activity. NRELtechnical report NREL/TP-510e42628, http://www.nrel.gov/biomass/pdfs/42628.pdf; 2008 [accessed 15.09.11].
[21] Miller G. Use of dinitrosalicylic acid reagent forDetermination of reducing sugar. Anal Chem 1959;31:426e8.
[22] ANKOM Technology. Method for determining acid detergentlignin in beakers, http://www.ankom.com/09_procedures/ADL_beakers.pdf; 2005 [accessed 11.11.08].
[23] ANKOM Technology. Acid detergent fibre in feeds- filter bagtechnique method 5, http://www.ankom.com/09_procedures/ADF_81606_A200.pdf; 2006 [accessed 11.11.08].

b i om a s s a n d b i o e n e r g y 3 5 ( 2 0 1 1 ) 3 0 9 4e3 1 0 3 3103
[24] ANKOM Technology. Neutral detergent fibre in feeds- filterbag technique method 6, http://www.ankom.com/09_procedures/NDF_081606_A200.pdf; 2006 [accessed 11.11.08].
[25] Sluiter A, Hames B, Ruiz R, Scarlata C, Sluiter J, Templeton D,et al. Determination of Structural carbohydrates and ligninin biomass, http://www.nrel.gov/biomass/pdfs/42618.pdf;2008 [accessed 11.11.08].
[26] Sluiter A, Ruiz R, Scarlata C, Sluiter J, Templeton D.Determination of extractives in biomass, http://www.nrel.gov/biomass/pdfs/42619.pdf; 2008 [accessed 11.11.08].
[27] R Development Core Team. R: a language and environmentfor statistical computing. Vienna, Austria: R Foundation forStatistical Computing; 2009.
[28] Wardlaw I,Willenbrink J. Carbohydrate storageandmobilisationby the culm of wheat between heading and grainmaturity: therelationship to sucrose synthase and sucroseephosphatesynthase. Aust J Plant Physiol 1994;21:255e71.
[29] Silverstein RA, Chen Y, Sharma-Shivappa RR, Boyette MD,Osborne J. A comparison of chemical pretreatment methodsfor improving saccharification of cotton stalks. BioresourTechnol 2007;98:3000e11.
[30] Cheng K-K, Zhang J-A, Ping W-X, Ge J-P, Zhou Y-J, Ling H-Z,et al. Sugarcane bagasse mild alkaline/oxidativepretreatment for ethanol production by alkaline recycleprocess. Appl Biochem Biotechnol 2008;151:43e50.
[31] Varga E, Schmidt A, Reczey K, Thomsen A. Pretreatment ofcorn stover using wet oxidation to enhance enzymaticdigestibility. Appl Biochem Biotechnol 2003;104:37e50.
[32] Zhang Q, Cai W. Enzymatic hydrolysis of alkali-pretreatedrice straw by trichoderma reesei ZM4-F3. Biomass Bioenergy2008;32:1130e5.
[33] Huang H-J, Ramaswamy S, Tschirner UW, Ramarao BV. Areview of separation technologies in current and futurebiorefineries. Sep Purif Technol 2008;62:1e21.
[34] Moure A, Gullon P, Domınguez H, Parajo JC. Advances in themanufacture, purification and applications of xylo-oligosaccharides as food additives and nutraceuticals.Process Biochem 2006;41:1913e23.
[35] Hu Z, Wen Z. Enhancing enzymatic digestibility ofswitchgrass by microwave-assisted alkali pretreatment.Biochem Eng J 2008;38:369e78.
[36] Bura R, Chandra R, Saddler J. Influence of xylan on theenzymatic hydrolysis of steam-pretreated corn stover andhybrid poplar. Biotechnol Prog 2009;25:315e22.
[37] Chang VS, Holtzapple MT. Fundamental factors affectingbiomass enzymatic reactivity. Appl Biochem Biotechnol2000;84e86:5e37.
[38] Berlin A, Maximenko V, Gilkes N, Saddler J. Optimization ofenzyme complexes for lignocellulose hydrolysis. BiotechnolBioeng 2007;97:287e96.
[39] Tengborg C, Galbe M, Zacchi G. Reduced inhibition ofenzymatic hydrolysis of steam-pretreated softwood. EnzymMicrob Technol 2001;28:835e44.
[40] Jeoh T, Ishizawa C, Davis M, Himmel M, Adney W,Johnson D. Cellulase digestibility of pretreated biomass islimited by cellulose accessibility. Biotechnol Bioeng 2007;98:112e22.
[41] Kabel MA, Bos G, Zeevalking J, Voragen AGJ, Schols HA. Effectof pretreatment severity on xylan solubility and enzymaticbreakdown of the remaining cellulose from wheat straw.Bioresour Technol 2007;98:2034e42.
[42] Yang B, Wyman CE. Effect of xylan and lignin removal bybatch and flowthrough pretreatment on the enzymaticdigestibility of corn stover cellulose. Biotechnol Bioeng 2004;86:88e98.
[43] Lloyd TA, Wyman CE. Combined sugar yields for dilutesulfuric acid pretreatment of corn stover followed byenzymatic hydrolysis of the remaining solids. BioresourTechnol 2005;96:1967e77.
[44] Spindler D, Wyman C, Grohmann K. Evaluation of pretreatedherbaceous crops for the simultaneous saccharification andfermentation process. Appl Biochem Biotechnol 1990;24e25:275e86.
[45] Chen F, Dixon RA. Lignin modification improves fermentablesugaryields forbiofuelproduction.NatBiotech2007;25:759e61.
[46] Guo G-L, Hsu D-C, Chen W-H, Chen W-H, Hwang W-S.Characterization of enzymatic saccharification for acid-pretreated lignocellulosic materials with different lignincomposition. Enzym Microb Technol 2009;45:80e7.
[47] Klinke HB, Thomsen AB, Ahring BK. Inhibition of ethanol-producing yeast and bacteria by degradation productsproduced during pre-treatment of biomass. Appl MicrobiolBiotechnol 2004;66:10e26.
[48] Palmqvist E, Hahn-Hagerdal B. Fermentation oflignocellulosic hydrolysates. I: inhibition and detoxification.Bioresour Technol 2000;74:17e24.
[49] Akin D. Plant cell wall aromatics: influence on degradation ofbiomass. Biofuels Bioprod and Biorefin 2008;2:288e303.