Embed Size (px)
Citation preview

Operations ManagementOperations ManagementContemporary Concepts and CasesContemporary Concepts and Cases
Chapter ThirteenChapter ThirteenScheduling OperationsScheduling Operations
Copyright © 2011 by The McGraw-Hill Companies, Inc. All rights reserved.McGraw-Hill/Irwin

13-2
Chapter 13 OutlineChapter 13 Outline
Batch SchedulingBatch Scheduling
Gantt ChartingGantt Charting
Finite Capacity SchedulingFinite Capacity Scheduling
Theory of ConstraintsTheory of Constraints
Priority Dispatching RulesPriority Dispatching Rules
Planning and Control SystemsPlanning and Control Systems

13-3
SynonymsSynonyms
Shop Floor ControlShop Floor Control
Scheduling OperationsScheduling Operations
Production Activity Control (PAC)Production Activity Control (PAC)
Detailed Planning and Scheduling Detailed Planning and Scheduling (DPS)(DPS)

13-4
Scheduling OperationsScheduling OperationsLast and most constrained decision in the Last and most constrained decision in the capacity planning hierarchycapacity planning hierarchyResults in a time-phased planResults in a time-phased planTime frame ranges from a few hours to a few Time frame ranges from a few hours to a few monthsmonthsHas conflicting objectivesHas conflicting objectives– High efficiencyHigh efficiency– Low inventoriesLow inventories– Good customer serviceGood customer service

13-5
Batch SchedulingBatch Scheduling
Very complex scheduling environmentVery complex scheduling environment
Can be thought of as “Network of Queues”Can be thought of as “Network of Queues”
Customers or jobs spend most of their time at Customers or jobs spend most of their time at work stations waiting to be processedwork stations waiting to be processed
Typical for actual work to be 20 percent or Typical for actual work to be 20 percent or less of the total throughput timeless of the total throughput time
Closely related to MRP (see Chapter 16)Closely related to MRP (see Chapter 16)
13-6
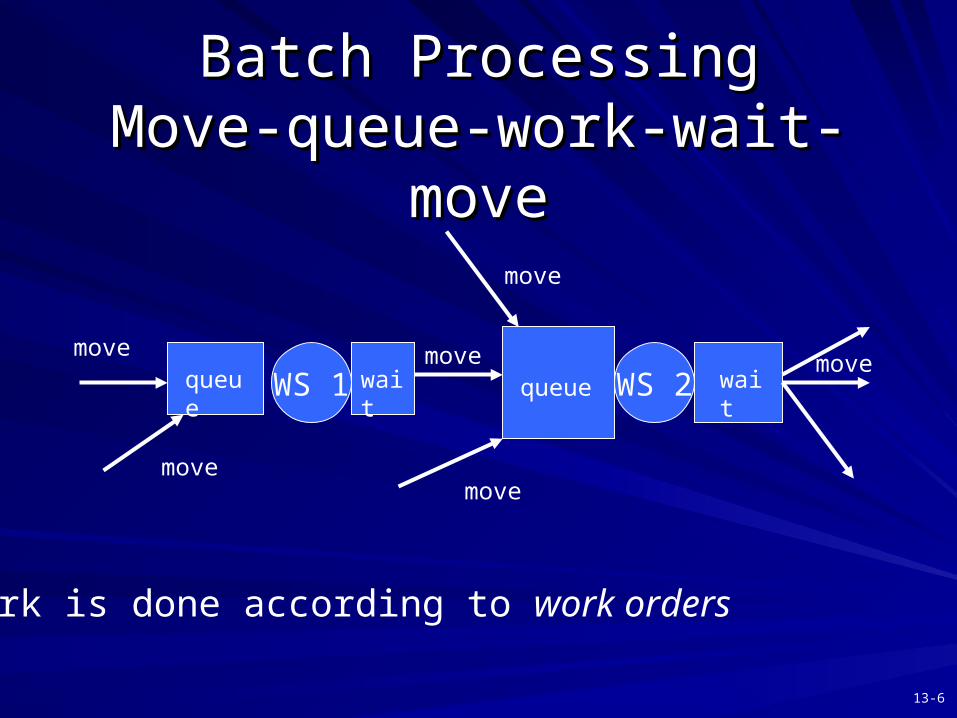
Batch ProcessingBatch ProcessingMove-queue-work-wait-moveMove-queue-work-wait-move
WS 1 WS 2
Work is done according to work orders
waitmove
queue
move
movewaitqueue
move
movemove

13-7
Difficulties Of Batch/Job Shop Difficulties Of Batch/Job Shop SchedulingScheduling
Variety of jobs processedVariety of jobs processed
Different routing and processing Different routing and processing requirements of each jobrequirements of each job
Number of different orders in the Number of different orders in the facility at any one timefacility at any one time
Competition for common resourcesCompetition for common resources

13-8
Responsibilities of Production Responsibilities of Production Control DepartmentControl Department
LoadingLoading– Check availability of material, machines Check availability of material, machines
& labor& laborSequencingSequencing
– Release work orders to shop & issue Release work orders to shop & issue dispatch lists for individual machinesdispatch lists for individual machines
MonitoringMonitoring– Maintain progress reports on each job Maintain progress reports on each job
until it is completeuntil it is complete

13-9
Gantt ChartingGantt Charting
Proposed by Henry Gantt in 1917Proposed by Henry Gantt in 1917
Machine performance measures:Machine performance measures:– Makespan – total time to complete a set of jobsMakespan – total time to complete a set of jobs– Machine utilization – percent of make span time a Machine utilization – percent of make span time a
machine (or person) is used.machine (or person) is used.
Used primarily to monitor progress of jobsUsed primarily to monitor progress of jobs
One technique for executing the production One technique for executing the production planplan

Job Data for Scheduling ExampleJob Data for Scheduling Example
JobWork center/Machine Hours
DueDate
1 A/2, B/3, C/4 3
2 C/6, A/4 2
3 B/3, C/2, A/1 4
4 C/4, B/3, A/3 4
5 A/5, B/3 2
13-10

13-11
Scheduling ExampleScheduling Example
Process A Process C
Job 1 AC
B
Process B
Job 3
In what sequence should the jobs be done?Job 5 Job 2 Job 4

13-12
Where is the bottleneck?Where is the bottleneck?
Total machine times for the five jobs:Total machine times for the five jobs:– Machine A: 15 hoursMachine A: 15 hours– Machine B: 12 hoursMachine B: 12 hours– Machine C: 16 hoursMachine C: 16 hours
C appears to be the bottleneck.C appears to be the bottleneck.
But! A is used for every job; C is not.But! A is used for every job; C is not.
Either one could determine makespan.Either one could determine makespan.

13-13
Gantt Chart for ExampleGantt Chart for Example

13-14
Conclusions about Batch SchedulingConclusions about Batch Scheduling
Performance is highly sequence dependent.Performance is highly sequence dependent.
Waiting time depends upon job interference Waiting time depends upon job interference in the schedule and available capacity.in the schedule and available capacity.
Finding optimal schedules is not practical, Finding optimal schedules is not practical, but good heuristics are available.but good heuristics are available.

13-15
Finite Capacity Scheduling (1)Finite Capacity Scheduling (1)
Finite capacity scheduling loads jobs onto Finite capacity scheduling loads jobs onto work stations being careful not to exceed work stations being careful not to exceed the capacity of any given station.the capacity of any given station.Done at the detailed planning and Done at the detailed planning and scheduling (DPS) level.scheduling (DPS) level.Part of the loading responsibility for Part of the loading responsibility for executing the production plan.executing the production plan.

13-16
Finite Capacity Scheduling (2)Finite Capacity Scheduling (2)
Can be used to identify bottlenecks.Can be used to identify bottlenecks.A bottleneck is a work center whose A bottleneck is a work center whose capacity is less than the demand placed capacity is less than the demand placed on it, and is less than the capacities of all on it, and is less than the capacities of all other resources.other resources.A bottleneck will constrain the capacity A bottleneck will constrain the capacity of the entire shop (or office).of the entire shop (or office).

13-17
Theory of Constraints (TOC)Theory of Constraints (TOC)
Proposed by Goldratt in Proposed by Goldratt in The Goal (1983)The Goal (1983)Goal is to make moneyGoal is to make moneyKey elements of “goals” according to TOC:Key elements of “goals” according to TOC:– Throughput—sales minus cost of goods soldThroughput—sales minus cost of goods sold– Inventory—raw materialsInventory—raw materials– Operating expenses—cost of conversion including Operating expenses—cost of conversion including
overheadoverhead
Production does not count until it is sold!Production does not count until it is sold!

13-18
Theory of Constraints (TOC)Theory of Constraints (TOC) A constraint is anything that is slowing down A constraint is anything that is slowing down production—a bottleneck.production—a bottleneck.– A machine or workstationA machine or workstation– The marketThe market– Procurement systemProcurement system
The bottleneck determines the capacity of the The bottleneck determines the capacity of the system.system.Implication: The operations manager should Implication: The operations manager should focus on the bottleneck to increase capacity focus on the bottleneck to increase capacity and throughput (and make more money).and throughput (and make more money).

13-19
Theory of Constraints (TOC)Theory of Constraints (TOC)The bottleneck should be scheduled to The bottleneck should be scheduled to achieve maximum throughput.achieve maximum throughput.Non-bottlenecks should be scheduled to Non-bottlenecks should be scheduled to keep the bottleneck busy.keep the bottleneck busy.A work-in-process queue should be in front A work-in-process queue should be in front of the bottleneck.of the bottleneck.Non-bottleneck resources may be idle.Non-bottleneck resources may be idle.Find ways to relieve or reduce the Find ways to relieve or reduce the bottleneck.bottleneck.

13-20
Theory of Constraints (TOC)Theory of Constraints (TOC)
Ways of reducing the bottleneck or constraint:Ways of reducing the bottleneck or constraint:Increase capacity.Increase capacity.Divert work that doesn’t need to go through the Divert work that doesn’t need to go through the bottleneck.bottleneck.Catch rejects before they get to the bottleneck.Catch rejects before they get to the bottleneck.Increase output at the bottleneck.Increase output at the bottleneck.– Larger batchesLarger batches– Reduced set-up timesReduced set-up times

13-21
Priority Dispatching RulesPriority Dispatching Rules
What are priority dispatching rules?What are priority dispatching rules?– If you have more than one job waiting at a If you have more than one job waiting at a
work station, how do you select which one to work station, how do you select which one to process next? The criterion you use for process next? The criterion you use for selecting the next job is your dispatching rule.selecting the next job is your dispatching rule.
In front office In front office servicesservices, the most common , the most common rule is “first come, first served” (except for rule is “first come, first served” (except for emergency services)emergency services)
Part of the sequencing responsibilityPart of the sequencing responsibility

13-22
Priority Dispatching RulesPriority Dispatching Rules
Commonly used in services:Commonly used in services:– FCFS FCFS (First Come, First Served)(First Come, First Served)
Commonly used in manufacturing:Commonly used in manufacturing:– CR (CR (Critical RatioCritical Ratio,, Minimizes average lateness)Minimizes average lateness)
– MINPRT MINPRT (Minimum Processing Time or (Minimum Processing Time or SPTSPT, shortest , shortest processing time) This rule minimizes total waiting time.processing time) This rule minimizes total waiting time.

13-23
Planning and Control SystemsPlanning and Control Systems
What delivery date do I promise?What delivery date do I promise?
How much capacity do I need?How much capacity do I need?
When should I start on each particular activity When should I start on each particular activity or task?or task?
How do I make sure that the job is completed How do I make sure that the job is completed on time?on time?
Sometimes referred to as Advanced Planning Sometimes referred to as Advanced Planning & Scheduling (APS)& Scheduling (APS)

13-24
SummarySummary
Batch SchedulingBatch Scheduling
Gantt ChartingGantt Charting
Finite Capacity SchedulingFinite Capacity Scheduling
Theory of ConstraintsTheory of Constraints
Priority Dispatching RulesPriority Dispatching Rules
Planning and Control SystemsPlanning and Control Systems

13-25
End of Chapter Thirteen