Embed Size (px)
Citation preview

doi: 10.1007/s12540-014-2017-6Met. Mater. Int., Vol. 20, No. 2 (2014), pp. 375~388
On the Superposition of Strengthening Mechanisms in Dispersion Strengthened Alloys and Metal-Matrix Nanocomposites: Considerations
of Stress and Energy
J. B. Ferguson1, Benjamin F. Schultz1, Dev Venugopalan1, Hugo F. Lopez1, Pradeep K. Rohatgi1, Kyu Cho2, and Chang-Soo Kim1,*
1University of Wisconsin-Milwaukee, Materials Science and Engineering Department,Milwaukee, WI 53211, USA
2U.S. Army Research Laboratory, Weapons and Materials Research Directorate,Aberdeen Proving Ground, MD 21005, USA
(received date: 12 August 2013 / accepted date: 22 September 2013)
Yield strength improvement in dispersion strengthened alloys and nano particle-reinforced composites bywell-known strengthening mechanisms such as solid solution, grain refinement, coherent and incoherentdispersed particles, and increased dislocation density resulting from work-hardening can all be describedindividually. However, there is no agreed upon description of how these mechanisms combine to deter-mine the yield strength. In this work, we propose an analytical yield strength prediction model combiningarithmetic and quadratic addition approaches based on the consideration of two types of yielding mecha-nisms; stress-activated and energy-activated. Using data available in the literature for materials of differinggrain sizes, we consider the cases of solid solutions and coherent precipitates to show that they followstress-activated behavior. Then, we applied our model with some empirical parameters to precipitation-hardenable materials of various grain sizes in both coherent and incoherent precipitate conditions, whichdemonstrated that grain boundary and Orowan-strengthening can be treated as energy-activated mechanisms.
Key words: nanostructured materials, composites, strength, mechanical properties, yield phenomena
1. INTRODUCTION
Particle strengthening, in the form of precipitation strengthen-ing, has been broadly employed to increase the yield strengthof ductile alloys (i.e., dispersion strengthened alloys) with theaim of enhancing mechanical properties that can be directlyapplied to the structural components of construction, trans-portation, military, and many other industrial and residentialsectors. The development of metal-matrix nanocomposites(MMNCs) focuses on increasing strength without decreasingductility by introducing nanoparticles directly into the mate-rial, rather than precipitating them, and has received tremen-dous attention in recent years [1-7]. In these composites, it ishoped that the addition of fine, nano-sized metallic or ceramicparticles will act to strongly impede the movement of dislo-cations; however, other mechanisms, such as grain refinementand coefficient of thermal expansion (CTE) mismatch strength-ening, are also considered as possible contributors to increasedstrength. Conceptualizing the strengthening mechanism for
these advanced dispersion strengthened alloys and MMNCsis not a trivial task because the strengthening is expected toresult from a complex combination of sources including (i)pinning of dislocations in their original positions due to stressfields created by solutes, precipitates, or particles in their imme-diate vicinity, (ii) remote obstacles such as grain boundaries,precipitates or particles that block moving dislocations caus-ing them to bow out and/or pile up, (iii) increased dislocationdensities caused by work-hardening and/or CTE mismatchbetween the metallic matrix and reinforcements/precipitates,or (iv) some combination of these mechanisms [8-11].
Due to the complexity in determining the yield strengthimprovement in these materials, recent studies of dispersionstrengthened alloys and MMNCs produced by various pro-cessing routes have raised questions as to how the strength-ening mechanisms expected to be active in these materialsshould be combined to predict an overall yield strength [12-19]. Establishing a reliable strength prediction model forboth alloys and MMNCs, therefore, would be greatly benefi-cial as it could guide the processing conditions for tuningmicrostructures to obtain the desired macroscopic properties.However, there is currently no agreed upon method of pre-
*Corresponding author: [email protected]©KIM and Springer

376 J. B. Ferguson et al.
dicting the yield stress of a metal strengthened by both grainrefinement and particle strengthening and other strengthen-ing mechanisms. Several strength addition methods includingarithmetic addition, quadratic addition, and compounding,have been empirically used to combine the individual effectsof strengthening mechanisms, but a physical basis has not beenprovided for any of these methods [12-19]. These methodshave been repeatedly used primarily relying on intuition andempirical practices.
In this work, we propose an addition/superposition methodfor the prediction of yield strength for dispersion strength-ened alloys and/or MMNCs. This new superposition method isbased on the theoretical consideration of two distinct strength-ening mechanisms; namely, stress-activated and energy-acti-vated mechanisms. In the next sections, a brief review of thestrengthening mechanisms is provided and the new superpo-sition method is proposed. In section 4, we demonstrate thatthe proposed model produces consistent results with experi-mental observations. To test the accuracy of our method, wehave applied our model to the yield strength prediction forvarious systems reinforced from some combinations of solidsolutions, coherent precipitates, and incoherent precipitateswith various microstructural features such as grain size, con-centration, volume fraction, and particle size.
2. STRENGTH PREDICTION IN PARTICLE STRENGTHENED ALLOYS AND MMNCS
2.1. Strengthening mechanismsIn treating the strengthening sources for particle reinforced
alloys or composites, we consider the well-known mecha-nisms of (i) grain refinement, (ii) Orowan looping, (iii) solidsolution strengthening, and (iv) precipitation strengtheningas well as the lesser known (v) CTE mismatch and (vi) modulusmismatch strengthening. An increase in yield strength dueto grain boundaries as described by Hall-Petch (ΔσHP) isperhaps the most well known general purpose strengtheningmechanism. The Orowan mechanism is of primary impor-tance when describing the yield strength improvements ofparticle strengthened alloys as it is known to provide largeincreases in strength and is theorized to do the same forMMNCs. Orowan strengthening (ΔσOrowan) is developedfrom dislocation interactions with unshearable particles ina infinitely large crystal (i.e., single crystal) matrix. Solidsolution strengthening (Δσsolute) occurs when the pure metallicmatrix acts as a solvent that dissolves impurity elements.This can occur until the matrix is saturated with the impu-rity, and generally the solubility of impurity elements islow. In addition, much better properties can be attained byprecipitation hardening in which the supersaturated matrixis strengthened first by coherent (Δσpptcoherent) and then byincoherent (Δσpptincoherent) precipitates. Coherent particles aregenerally considered shearable while incoherent particles are
unshearable. The strengthening increase corresponding toeach of these precipitation states can be considered sepa-rately. It should be pointed out that, in alloys or MMNCs,individual nanoparticles distributed uniformly within a grainshould be treated in the same manner as precipitates (mostlikely incoherent precipitates), while agglomerated particlesthat have accumulated at the grain boundaries may alter thegrain boundary strength and therefore the slope of the Hall-Petch line. In the present work, we consider the Orowanmechanism responsible for increases in strength in the casesof incoherent precipitates and individual nanoparticles inMMNC (ΔσOrowan= Δσpptincoherent).
In metals strengthened by micron size particles, a proposedincrease in strength has been predicted due to an increase ingeometrically necessary dislocation (GND) density aroundparticles arising from the difference in CTE between parti-cles and matrix (ΔσCTE⊥). This is thought to arise when a metalor alloy containing a dispersed solid phase is rapidly cooledfrom high temperature to room temperature. However, theexistence of the CTE mismatch strengthening (ΔσCTE⊥) mecha-nism in alloys or MMNCs with fine nano-sized particles dis-tributed throughout is questionable as recent observations[20] and analyses of experimental data [7] suggest the absenceof CTE effects on the strength improvement for these mate-rials. Redsten et al. [21] suggest that there is a lower limit onparticle size, below which CTE strengthening is not possi-ble. There is also a debate as to whether CTE strengtheningcan accurately describe the yield stress behavior of compos-ites [22-25] and experimental studies seem to indicate thatCTE strengthening effects may only come into play at highvolume fractions [26,27]. Given the small size, low concen-trations, and lack of experimental evidence for CTE strengthen-ing in MMNCs, it is likely that this mechanism is plays asignificant role in affecting the yield strength. Another mecha-nism that is believed to improve yield strength is modulusmismatch strengthening due to differences in the elasticmodulus of the matrix and the particles (Δσmodulus⊥). Modulusmismatch strengthening is also thought to result in the pro-duction of geometrically necessary dislocations (GND)when an MMNC is subjected to a compressive loadingduring post-processing, as in the case of hot-extrusion orhot-rolling. However, the activation of such modulus mis-match strengthening is controversial as well with negligibleimpact on the strength increase [19,28]. In mechanically post-processed materials, there is an increase in yield strengthresulting from the increase in dislocation density, Δσρ⊥. Ithas been suggested that this strengthening mechanism isresponsible for some increase in the strength of MMNCs[7,19]. In view of these, it is not unreasonable that we willexclude considerations of ΔσCTE⊥ and Δσmodulus⊥, and con-sider only Δσsolute, ΔσHP, ΔσOrowan=Δσpptincoherent, and Δσpptcoherent
for the yield strength improvements of the dispersion strength-ened alloys and MMNCs.

Superposition of Strengthening Mechanisms 377
2.2. Superposition of individual strengthening mechanismsIn principle, adequate combination of individual strength-
ening mechanisms addressed in the previous section (Δσsolute,ΔσHP, ΔσOrowan=Δσpptincoherent, and Δσpptcoherent) will reproduce theobserved yield strength of dispersion strengthened alloysand/or MMNCs. Conventionally, arithmetic addition of Eq.(1) and quadratic addition of Eq. (2) have been the main con-tenders for mathematically describing strengthening mechanismsuperposition [12-17,19,29]. The basis for these arithmeticand quadratic superposition schemes is detailed in AppendixA.1.
(1)
(2)
In Eqs. (1) and (2), σy, σsolvent, and Δσρ⊥, represent the yieldstrength of dispersion strengthened alloys or MMNCs, yieldstrength of solvent (i.e., matrix materials) without alloyingelements or precipitates/reinforcements, and yield strengthincrease due to dislocation density, respectively. In both Eqs.(1) and (2), Δσsolvent is added arithmetically, because it is con-sidered an intrinsic property of the material, which presumablyoperates at a different structural scale than other mecha-nisms. In formulating the superposition, we also included theimpact of increased dislocation density on the yield strengthincrease (Δσρ⊥) as a result of work-hardening, although it isnot considered as direct impact of adding reinforcement par-ticles. Experimental data from Hornbogen and Staniek [30]for the grain size dependence of yield strength of Fe-1 wt%Cu in various precipitation states show that σy and Δσpptcoherent
exhibit a linear relationship implying arithmetic addition(Eq. (1)) can be used for coherent precipitates (i.e., Δσpptcoherent>0and Δσpptincoherent=0), which rules out quadratic addition (Eq.(2)) as a general description of the behavior of the material.However, arithmetic addition does not accurately describethe behavior of incoherent precipitates (i.e., Δσpptcoherent=0 andΔσpptincoherent>0) where at large grain sizes the yield stress isroughly independent of grain size and at small grain sizesyield stress follows a Hall-Petch relationship. Quadraticaddition seems to handle incoherent precipitate strengthen-ing much better, because mathematically the strongest mech-anism dominates the behavior and there is a smooth transitionfrom one dominant behavior to the other. To apply arithmeticaddition to incoherent precipitates would require that theHall-Petch proportionality constant, KHP, must be made tovary with grain size, which is an unattractive complicationseemingly unsupported by experiments. Therefore, it is thoughtthat some mechanisms add arithmetically and others addquadratically, where the general expression can be given as:
(3)
In Eq. (3), Δσi and Δσj denote some unspecified individualstrengthening mechanisms that must be superpositioned inarithmetic and quadratic manners, respectively. In the nextsection, in conjunction with Appendix A.2 and A.3, we willdetail the concepts of stress-activated and energy-activatedstrengthening mechanisms and develop a model how theyshould be combined to predict σy.
3. STRENGTHENING INTERACTIONS CON-SIDERING STRESS AND ENERGY
3.1. Stress-activated and energy-activated strengtheningmechanisms
To assign particular strengthening mechanisms to the cor-rect terms in Eq. (3), we propose an approach that dividesthem into stress-activated and energy-activated types. Yield-ing, defined as creating an irreversible change in the shape ofthe material, requires the movement of dislocations. Thoughdislocation movement is necessary to achieve permanentdeformation, movement is not necessarily sufficient. A dis-location may bow upon the application of stress, but returnto its original position when the stress is released - a revers-ible phenomenon. Irreversible change can be achieved bydislocation movement alone when interaction with other dis-locations results in a lower energy configuration; for examplethe annihilation that occurs upon the collision of dislocationswith opposite Burgers vectors or trapping of a moving dislo-cation by an array of dislocations such as a low angle grainboundary. This type of irreversible change requires that thedislocations a) break free of the strain fields that bind them totheir initial positions and b) overcome any strain field barri-ers that prevent them from achieving their lowest energyconfiguration (e.g., overcoming the repulsive effects of lowangle grain boundaries). The initiation of movement andovercoming of strain field barriers requires the application ofa threshold stress. Solutes, nanoscopic second phases, andother dislocations create significant strain fields and there-fore have the effect of increasing the threshold stress. There-fore, it is considered that intrinsic strength, solid solutionstrengthening, and strengthening due to increased dislocationdensity are considered stress-activated mechanisms underthis model.
Energy-activated mechanisms, on the other hand, involvethe irreversible creation or destruction of dislocations resultingfrom dislocation/obstacles interactions, rather than overcomingstrain field barriers. Yielding occurs when the dislocation/obstacle interaction first creates new dislocations or destroysexisting dislocations in the undeformed material. Since theOrowan mechanism creates new dislocation loops aroundunshearable particles and grain boundaries are either sources
σy σsolvent Δσsolute ΔσpptcoherentΔσpptincoherent
+ + +=
+ΔσHP Δσρ ⊥+
σy σsolvent Δσsolute+=
+ Δσpptcoherent
2 Δσpptincoherent
2 ΔσHP2 Δσρ ⊥
2+ + +
σy σsolvent Δσii
∑ Δσj2
j∑+ +=

378 J. B. Ferguson et al.
or sinks for dislocations, both Orowan strengthening and grainboundary strengthening are considered energy-activated underthis scheme. Note that, the energy-activated mechanism con-siders the energy change (not the stress itself) in the materialsbrought about by the creation or destruction of dislocations asthe critical factor. Therefore, it should not be misinterpretedthat the energy-activation mechanism does in fact includethe concept of the stress needed to create or destroy disloca-tions on the grain boundary, but it is not directly used todescribe the strengthening mechanisms.
There may be some doubt as to the classification of strength-ening by coherent second phase particles. Coherent secondphases can produce significant strain fields, especially as theyapproach incoherency and shearing of the coherent particleresults in a change in particle surface area resulting in anenergy change associated with this phenomenon. However,after passing through the particle the dislocation is, for allintents and purposes unchanged (i.e., it is not necessarily anylonger or shorter than it was before shearing the particle andit has not left any remnants behind as loops). Thus, for ourpurposes, strengthening by coherent second phases is con-sidered a stress-activated mechanism, since it does not createor destroy dislocations.
Each type of mechanism (i.e, stress-activated or energy-acti-vated) can be distinguished by its effect on the Hall-Petchbehavior of the material. The Hall-Petch behavior describesthe yield stress of a metal, alloy, or MMNC in terms of abase yield stress (defined as the yield stress of a infinitelylarge crystal or a crystal of infinite diameter, s0) and anincrease in yield stress inversely proportional to the squareroot of the grain size. This well-known relation is given inEq. (4), where KHP and D represent the Hall-Petch propor-tionality constant and average grain diameter in polycrys-tals, respectively.
(4)
In Fig. 1, typical behaviors of the yield strength (σy) withthe inverse square root of grain diameter (D-1/2) are shown for(a) stress-activated and (b) energy-activated mechanisms [30].The symbols in Fig. 1 represent the experimental measurementdata with lines indicating the general trend suggested by thelimited data. From these figures, it is apparent that 5 nmparticles simply increased σy without altering KHP, while 10nm incoherent particles result in a more complex behavior;namely grain size independence for large grains and Hall-Petch-type behavior with much increased KHP for smallergrains. A stress-activated mechanism in Fig. 1(a) causes anupward shift in the infinitely large crystal yield strengthwhen the solutionized sample is precipitation-hardened (5 nm),which may or may not be accompanied by a change in the slopeof the line. On the other hand, the square symbols (alongwith the green solid trend line) in Fig. 1(b) show the typical
behavior of an energy-activated strengthening mechanism,in which the dominant behavior for large grains can beindependent or roughly independent of grain size, while thedominant behavior at small grain size follows the Hall-Petchrelation with a slope that is often greater than that of theunstrengthened base material.
3.2. Proposed superposition modelBased on the theory development detailed in Appendix
A.2~A.4, we propose that Eq. (5) describes the means bywhich various strengthening mechanisms combine to determinethe yield strength (σy). In developing the prediction model, itis important to note that we consider coherent precipitationstrengthening and incoherent precipitation (i.e., Orowan)strengthening to be mutually exclusive mechanisms, in thatif one is present, then the other is absent.
(5)
σy σo ΔσHP+ σoKHP
D---------+= =
σy σelsolventΔσelsolute
Δσelppt coh–Δσel sf⊥
+ + +=
ΔσHP2 ΔσOro
2++
Fig. 1. Typical behaviors of the yield strength (σy) with the inversesquare root of grain diameter (D-1/2) for (a) stress-activated and (b)energy-activated mechanisms (data adopted from [30]).

Superposition of Strengthening Mechanisms 379
4. APPLICATION OF STRENGTH PREDICTION MODELS
In this section, we apply the generalized formula shown inEq. (5) to the estimation of the yield strength of variousmaterials systems for dispersion strengthened alloys. Thesepredictions should be generally applicable to MMNCs sinceboth materials share the same strengthening mechanisms.Using data available in the literature for materials of differ-ing grain sizes, we first tested the individual cases of solidsolutions and coherent precipitates to show that they followstress-activated behavior. Precipitation-hardenable materialsof various grain sizes in both coherent and incoherent precip-itate conditions were then considered to verify that Eq. (5)can provide an adequate description of yield strength behav-ior and to demonstrate that grain boundary and Orowan-strengthening can be treated as energy-activated mechanisms.Although we included in Eq. (5), the effect of dislo-cation density has been excluded here (i.e., =0) sincenone of the materials considered were mechanically post-processed. At each stage we have examined how the individ-ual factors of concentration, volume fraction, or particle sizeaffect the parameters of Eq. (5) and how they are related tothe empirical determination of Hall-Petch proportionalityconstant. In applying our model, classical examples ofprecipitation hardenable alloys (dispersion strengthenedalloys) have been selected over MMNC data because it iswell established that the Orowan and Hall-Petch mechanismsare active in precipitation hardenable alloys; they providesecond phase particulates that can exhibit coherency or inco-herency with the matrix and particle size and grain size dis-tributions that can be controlled to some degree. In MMNCs,strengthening mechanisms have not been so clearly estab-lished; the most significant drawback of recent studies com-paring various strengthening superposition models [13,14,31]in MMNCs is a lack of sufficient data. For example, in astudy by DeCicco et al. [31], all three of the reviewed candi-date models for combining individual mechanisms into ayield stress were reasonably accurate if only Hall-Petch andOrowan strengthening estimates were used.
4.1. Effect of various strengthening mechanisms on KHPIn testing the yield strength prediction model finalized in
Eq. (5) through existing experimental data sets, it is importantto quantify the Hall-Petch proportionality constant, KHP, foreach set. Several expressions have been proposed to describeKHP [32,33], and though it is beyond the scope of this workto attempt to clarify which, if any, expression is correct, itmust be noted that KHP varies not only from material tomaterial, but may also vary with differing material states (e.g.,solute concentration or precipitation condition). Thus, it ispossible that KHP could be affected by any of the abovementioned strengthening mechanisms. The simplest expression
to describe changes in KHP due to strengthening mechanismsis given in Eq. (6).
KHP = KHPsolvent + ΔKHPsolute + ΔKHPppt-coh + ΔKHPOro + ΔKHPρ⊥ (6)
In Eq. (6), the individual impacts of alloying element(ΔKHPsolute), coherent precipitates (ΔKHPppt-coh), Orowan looping(ΔKHPOro), and increased dislocation populations from workhardening (ΔKHP⊥sf) on the resultant Hall-Petch constant(KHP) are considered. In general, it is thought that alloyingelements present at grain boundaries as solutes or in the formof precipitates would be expected to affect grain boundaryfilm strength and/or grain boundary interface energy andtherefore they will affect KHP. Increasing dislocation densityshould have little effect on grain boundary strength or surfaceenergy and therefore negligible effect on KHP. From theadmittedly limited data presented in the next section, weassumed that the terms of Eq. (6) can be approximated bythe following relationships:
(7)
(8)
(9)
In Eqs. (7)~(9), it is considered that ΔKHPsolute, ΔKHPppt-coh, andΔKHPOro are proportional to a certain power (n) of concentra-tion of solute alloying element (Xsolute), volume fraction ofcoherent precipitates ( fppt-coh), and the strength increase dueto Orowan strengthening (Xsolute), respectively. It should bepointed out that, unfortunately, values for KHP must bedetermined empirically, but in order to make choices lessarbitrary we have systematically attempted to choose valuesfor KHP with relations (7) through (9) in mind.
4.2. Solid solution strengthening and coherent precipitatesEquation (5) predicts an upward shift in the infinitely large
crystal yield strength for both coherent precipitates and solidsolution strengthened materials. This shift should increasewith increasing volume fraction of precipitate or increasingsolute concentration. To the extent that solutes and coherentparticles are present at the grain boundary and impart addi-tional strength to the grain boundary film or increase grainboundary interface energy, it is expected that KHP will increasewith increasing volume fraction of coherent precipitate andsolute concentration. However, it must be pointed out thatthis is based on a uniform distribution of precipitates/solutes,which may not apply at extremely low volume fractions asthe solutes and precipitates may be preferentially located atgrain boundaries or bulk dislocations (Cottrell atmospheres).
In solid solutions, the increase in yield strength has beendescribed by Eq. (10), where G is Shear Modulus, ε is frac-tional difference in diameter between solvent and solute
Δσel sf⊥
Δσel sf⊥
ΔKHPsoluteXsolute( )n∝
ΔKHPppt coh–fppt coh–∝
ΔKHPOroΔσOro∝
380 J. B. Ferguson et al.
atoms, Xsolute is concentration of solute [29].
(10)
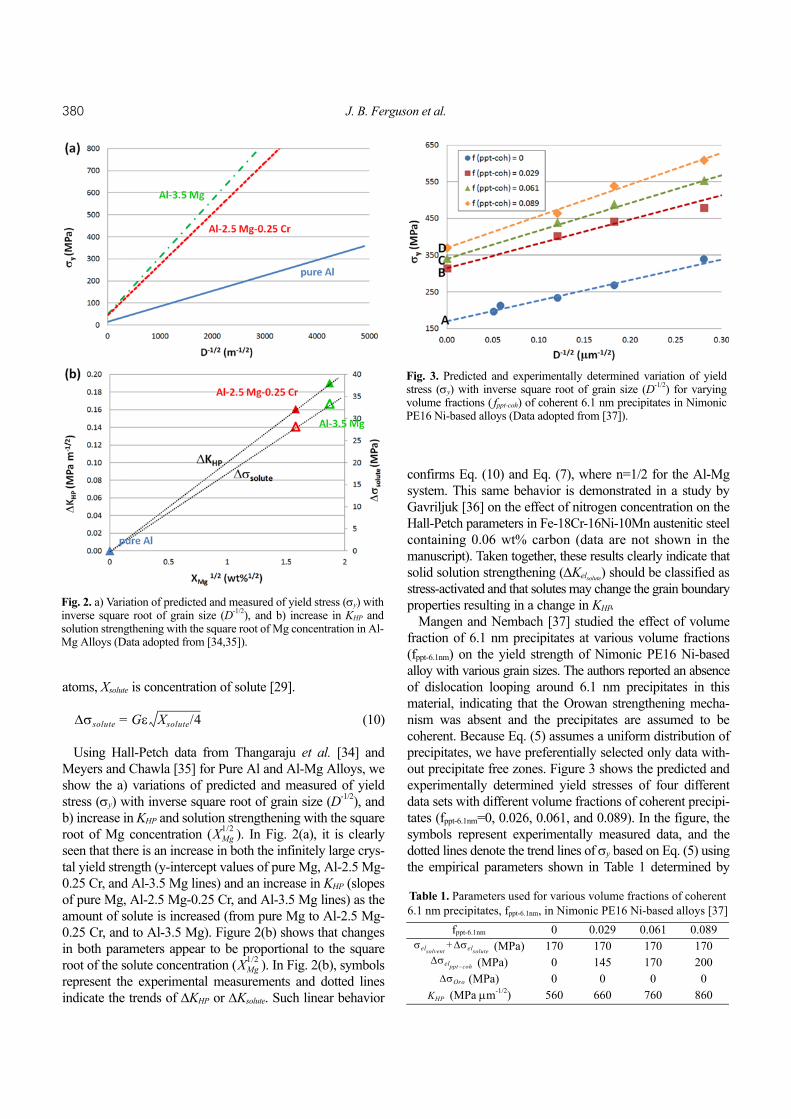
Using Hall-Petch data from Thangaraju et al. [34] andMeyers and Chawla [35] for Pure Al and Al-Mg Alloys, weshow the a) variations of predicted and measured of yieldstress (σy) with inverse square root of grain size (D-1/2), andb) increase in KHP and solution strengthening with the squareroot of Mg concentration ( ). In Fig. 2(a), it is clearlyseen that there is an increase in both the infinitely large crys-tal yield strength (y-intercept values of pure Mg, Al-2.5 Mg-0.25 Cr, and Al-3.5 Mg lines) and an increase in KHP (slopesof pure Mg, Al-2.5 Mg-0.25 Cr, and Al-3.5 Mg lines) as theamount of solute is increased (from pure Mg to Al-2.5 Mg-0.25 Cr, and to Al-3.5 Mg). Figure 2(b) shows that changesin both parameters appear to be proportional to the squareroot of the solute concentration ( ). In Fig. 2(b), symbolsrepresent the experimental measurements and dotted linesindicate the trends of ΔKHP or ΔKsolute. Such linear behavior
confirms Eq. (10) and Eq. (7), where n=1/2 for the Al-Mgsystem. This same behavior is demonstrated in a study byGavriljuk [36] on the effect of nitrogen concentration on theHall-Petch parameters in Fe-18Cr-16Ni-10Mn austenitic steelcontaining 0.06 wt% carbon (data are not shown in themanuscript). Taken together, these results clearly indicate thatsolid solution strengthening (ΔKelsolute) should be classified asstress-activated and that solutes may change the grain boundaryproperties resulting in a change in KHP.
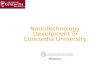
Mangen and Nembach [37] studied the effect of volumefraction of 6.1 nm precipitates at various volume fractions(fppt-6.1nm) on the yield strength of Nimonic PE16 Ni-basedalloy with various grain sizes. The authors reported an absenceof dislocation looping around 6.1 nm precipitates in thismaterial, indicating that the Orowan strengthening mecha-nism was absent and the precipitates are assumed to becoherent. Because Eq. (5) assumes a uniform distribution ofprecipitates, we have preferentially selected only data with-out precipitate free zones. Figure 3 shows the predicted andexperimentally determined yield stresses of four differentdata sets with different volume fractions of coherent precipi-tates (fppt-6.1nm=0, 0.026, 0.061, and 0.089). In the figure, thesymbols represent experimentally measured data, and thedotted lines denote the trend lines of σy based on Eq. (5) usingthe empirical parameters shown in Table 1 determined by
Δσsolute Gε Xsolute/4=
XMg1/2
XMg1/2
Fig. 2. a) Variation of predicted and measured of yield stress (σy) withinverse square root of grain size (D-1/2), and b) increase in KHP andsolution strengthening with the square root of Mg concentration in Al-Mg Alloys (Data adopted from [34,35]).
Fig. 3. Predicted and experimentally determined variation of yieldstress (σy) with inverse square root of grain size (D-1/2) for varyingvolume fractions ( fppt-coh) of coherent 6.1 nm precipitates in NimonicPE16 Ni-based alloys (Data adopted from [37]).
Table 1. Parameters used for various volume fractions of coherent 6.1 nm precipitates, fppt-6.1nm, in Nimonic PE16 Ni-based alloys [37]
fppt-6.1nm 0 0.029 0.061 0.089 (MPa) 170 170 170 170
(MPa) 0 145 170 200 (MPa) 0 0 0 0
(MPa μm-1/2) 560 660 760 860
σelsolventΔσelsolute
+Δσelppt coh–
ΔσOro
KHP

Superposition of Strengthening Mechanisms 381
linear regression. The values 170 MPa for σelsolvent + Δσelsolute
was determined from σy in the samples without precipitates(i.e. solutionized samples) for an infinitely large crystal (D-1/2
=0) (marked as 'A' in the plot). Assuming negligible differ-ence in σelsolvent + Δσelsolute values between the supersaturatedsolutionized material and the saturated precipitated material,it is possible to reasonably extract the Δσelppt-coh values bydetermining the differences in the σy values in D-1/2=0 condi-tion for each of the precipitated materials. The values of 145,170, and 200 MPa were, thus, estimated by subtracting the170 MPa from the corresponding data points of 'B', 'C', and'D' in the figure for fppt-6.1nm of 0.029, 0.061, and 0.089 sam-ples, respectively. From Fig. 3, it is apparent that the infinitelylarge crystal yield strength and KHP increases with increasingfppt-6.1nm. In addition, it was found that the formula ΔKHP=3250fppt-coh can reasonably approximate the data for thisNimonic PE16 Ni-based alloy systems, which clearly sup-ports Eq. (8).
4.3. Solid solutions, coherent, and incoherent precipi-tates strengthening
Up to this point, systems without any incoherent precipitateswere considered. Equation (5) predicts that a non-linearbehavior would be expected as yield stress transitions fromgrain size-independent to grain size-dependent behavior asthe grain size decreases in materials strengthened by theOrowan mechanism. Because heat treatments are routinelyemployed to control size and coherency/incoherency ofprecipitates, it is possible to determine the variation of yieldstrength behavior with these properties. Variation in σy withD-1/2 for varying precipitation sizes and condition have beenstudied by adopting data sets in 6.1 vol% precipitatesNimonic PE16 system by Mangen and Nembach [37] andFe-1 wt% Cu by Hornbogen and Staniek [30]. It should beagain emphasized that because Eq. (5) assumes a uniformdistribution of precipitates, we have selected only data with-out precipitate free zones for Nimonic PE16. The empiricalparameters of Table 2 were used to estimate σy for a fixedvolume fraction of precipitates in the Nimonic PE16 system,and the prediction results are shown in Fig. 4. In this figure,solutionized material data (r=0 nm) and underaged materialdata (i.e., coherent precipitates with r=6.1 nm) appear assolid circular and triangular symbols, respectively, while slightlyoveraged material (i.e., incoherent precipitate data with r=25nm) are indicated by open square symbols.
In Table 2, ΔσOro=275 MPa was obtained for the alloycontaining incoherent phases by subtracting the D-1/2=0 valueof the solutionized material from the overaged material,because at this point, σy is independent of KHP. KHP=880 MPaμm-1/2 was then determined using a regression model to fit theexperimental data. The predicted σy trend line using theseparameters is given as the solid curve in Fig. 4, which showsgood agreement with experimental observations. For the combi-
nation of Orowan and grain size strengthening, the accuracyof the predictions of Eq. (5) (in which ΔσOro and ΔσHP addquadratically) may be compared to the predictions of Eq. (1)(in which ΔσOro and ΔσHP add arithmetically). To make thiscomparison, a linear regression was again performed on thedata of the slightly overaged material (square open symbols).It is clear from Fig. 4 that the yield strength predicted byEq. (5) (solid line) is more accurate than the prediction ofEq. (1) (dashed line) for the slightly overaged material.Moreover, as indicated in the shaded boxes of Table 2, if Eq.(1) is used, KHP=290 MPa μm-1/2 is required, which is signif-icantly less than the KHP=590 MPa μm-1/2 of the solutionizedmaterial. This decrease in the KHP value seems suspect sincethe KHP value increases in coherent precipitates and wouldthen have to drop precipitously to a value less than that of thesolutionized material upon the change of the precipitatesfrom coherent to incoherent.
Next, in Fig. 5(a), using Eq. (5) along with the empiricalparameters of Table 3 for the various conditions of precipita-tion, we show the predicted trends along with the full set ofdata available for Fe-1 wt% Cu Alloy that have undergonevarious heat treatments. The experimental data were againadopted from the work of Hornbogen and Staniek [30], as inFig. 1. In Fig. 5(a), solid symbols represent σy from solutionizedand coherent precipitate samples and open symbols represent
Fig. 4. Predicted and experimentally determined variation of yieldstress (σy) with inverse square root of grain size (D-1/2) for NimonicPE16 containing 6.1 vol% precipitation ( fppt=0.061) with differentsizes (coherent and incoherent) (Data adopted from [37]).
Table 2. Parameters used for various precipitation sizes in Nimonic PE16 Ni-based alloys (6.1 vol% precipitates, fppt=0.061) [37]
Precipitation Condition Solid Solution Coherent Incoherentr (nm) 0 6.1 25
(MPa) 170 170 170 170 (MPa) 0 170 0 275
(MPa) 0 0 275 0 (MPa μm-1/2) 560 760 880 290
σelsolventΔσelsolute
+Δσelppt coh–
ΔσOro
KHP

382 J. B. Ferguson et al.
samples with incoherent precipitates. In this case, we haveestablished σelsolvent=73 MPa by linear extrapolation of σy vs.to D-1/2 infinite grain size from the investigation of pure Fefrom Morrison [38]. From the solutionized line of Fig. 5(a),it is known that σelsolvent + Δσelsolute=141 MPa (y-intercept point
of 'E' in Fig. 5(a)). Therefore, Δσelsolute=68 MPa. The σelppt-coh
and ΔσOro have been decided based on the well-knownparticle size dependence of these strengthening mechanismswhere the trend in yield strength increases with increasingparticle size to a maximum (in this case a particle with aradius of approximately 5 nm) and then falls with increasingparticle size following the loss of coherency [35] as shown inFig. 6(a). From Fig. 5(a), it is clear that the generalizedexpression for the overall σy (Eq. (5)) results in predictionsconsistent with the experimental data. In Fig. 5(a), as in Fig.4, the predictions for coherent and incoherent precipitates arerepresented by dotted and solid lines, respectively.
As a means of comparison, we show another set of empiricalparameters in Table 3 applying Eq. (2) for coherent precipitatesand Eq. (1) for incoherent precipitates. It should be notedthat Eq. (5) and Eq. (1) are equivalent for the solutionizedand coherent precipitate materials and Eq. (5) and Eq. (2) areequivalent for the solutionized and incoherent precipitates.Values of KHP for each equation were again determined usinga linear regression approach. These alternate parameters aregiven in the shaded boxes of Table 3 and the prediction
Fig. 5. Predicted and experimentally determined variation of yieldstress (σy) with inverse square root of grain size (D-1/2) for variousprecipitation sizes in Fe-1 wt% Cu (Data adopted from [30]) using (a)Eq. (5), and (b) Eq. (1) for inchorent precipitates and Eq. (2) forcoherent precipitates, and (c) variation of average relative errors forplots of (a) and (b).
Fig. 6. Variation of (a) Δσelppt-coh (for coherent precipitates) or ΔσOro (forincoherent precipitates) with particle size, and (b) KHP with ΔσOro inFe-1 wt% Cu (Data adopted from [30]).

Superposition of Strengthening Mechanisms 383
results are plotted in Fig. 5(b) with solid lines representingcoherent precipitate samples and dashed lines indicatingsolutionized and incoherent precipitate samples. Though thesealternate predictions still provide a reasonable fit, Fig. 5(c)shows that the average relative error is significantly less forEq. (5) for all cases except the coherent r=5.0 nm material,where there is not much difference in relative errors. As inthe Nimonic PE16, the incoherent precipitates in Fe-1 wt%Cu as predicted by Eq. (1) require KHP values (125 or 65 MPaμm-1/2) considerably smaller than the solutionized value (195MPa μm-1/2), and for coherent precipitation samples, usingEq. (2) results in seemingly unrealistically large KHP values(775 or 710 MPa μm-1/2). Though some increase in KHP mightbe expected, such large increases in KHP for coherent precip-itation samples are inconsistent with other where precipitatevolume fraction is constant, but size is varied. For example astudy of Ti-8Al-0.25Si by Mendiratta et al. [39] reported thatprecipitation of particles resulted in an increase in the singlecrystal strength of the material but KHP was the same as thesolutionized material to within experimental error. In addition,the full set of data for a fixed volume fraction of precipitatesof various sizes in Nimonic PE16 [37] also shows that thereis very little change in KHP with increasing incoherent particleradius. In Fig. 6, we show the variation of (a) Δσelppt-coh (forcoherent precipitates) or ΔσOro (for incoherent precipitates)with particle size, and (b) KHP with ΔσOro in Fe-1 wt% Cu.From Fig. 6(a), it is clearly seen that ΔσOro decreases withincreasing incoherent precipitate size, which is consistentwith the Orowan strengthening theory [8]. Fig. 6(b) suggeststhat in the case of the incoherent Fe-1 wt% Cu precipitates,the change in KHP is qualitatively proportional to the changein infinitely large crystal yield stress due to Orowan strength-ening, ΔσOro, as assumed in Eq. (9).
One might still argue that given the limited data availablefor the incoherent precipitate materials a linear fit of Eq. (1)is as accurate as the non-linear fit of Eq. (5), especially sinceparameters of each equation must be chosen empirically.However, Fig. 7 shows that below a certain grain size thebest fit using Eq. (1) for 32 nm incoherent particles in Fe-1wt% Cu predicts σy below that predicted for solutionized
material using only the Hall-Petch relation. In contrast, Eq.(5) predicts that (i) the yield strength will always be higher inthe incoherent particle-hardened material than in the solutionizedmaterial and (ii) that for smaller grain sizes Hall-Petch typebehavior approximately describes the precipitation-hardenedmaterial. Though the data unfortunately does not extend intothe region of interest, it is difficult to imagine that an incoherentparticle-hardened material can be outperformed by the solutionizedmaterial below a certain grain size. This also demonstratesthat the combined model presented in Eq. (5) would seem amore attractive description of the behavior than Eq. (1). As afinal remark, it is understood that it can be argued the empiricalparameters used in Tables 1 through 4 are somewhat qualitative.However, it is required that, to quantitatively determine theindividual components of strengthening mechanisms, muchmore abundant experimental data points along with detailedmicrostructural feature information and experimental conditionsmust be known, which is currently unavailable for anyprecipitation hardenable or MMNC systems. Thus, it iscurrently not feasible to accurately quantify the respectiveeffects of individual strengthening mechanisms such as
Table 3. Parameters used for various precipitation sizes in Fe-1 wt% Cu [30] using Eq. (1), (2) and (5) (Note: * indicates equivalence of Eq. (1) and/or Eq. (2) with Eq. (5))
Precipitation Condition Solid Solution Coherent Incoherentr (nm) 0.0 2.4 5.0 10.0 15.6 32.0
(MPa) 73 73 73 73 73 73 (MPa) 68 68 68 68 68 68 (MPa) 0 215 190 0 0 0
(MPa μm-1/2) 0 0 0 145 100 60
(MPa μm-1/2)Eq. (5) 195 260 250 570 330 205Eq. (1) 195* 260* 250* 220 125 65Eq. (2) 195* 775 710 570* 330* 205*
σelsolvent
ΔσelsoluteΔσelppt coh–
ΔσOro
KHP
Fig. 7. Predicted and experimentally determined variation of yieldstress (σy) with inverse square root of grain size (D-1/2) for solutionizedand incoherent (r=32 nm) precipitate-hardened Fe-1 wt% Cu (Dataadopted from [30]).

384 J. B. Ferguson et al.
Δσelsolute, Δσelppt, ΔσOrowan, or ΔσHP from first principles. Therefore,it is expected that empirical fitting lines based on a linearregression model such as those shown in Figs. 2~5 can beused to approximate the relative contributions of constituentstrengthening mechanisms for dispersion strengthened alloysystems.
5. SUMMARY
In the present work, we have developed a new analyticalmodel for predicting yield strength that can be applied forparticle reinforced metallic materials such as precipitationhardenable alloys, dispersion strengthened alloys, or MMNCsby classifying the strengthening mechanisms into stress-activated and energy-activated types, where stress-activatedmechanisms add arithmetically to the infinitely large crystalyield strength and energy-activated mechanisms add quadratically.The predictions of the model have been compared to data forseveral materials strengthened by solid solutions and coher-ent precipitates over a range of grain sizes to show that thesemechanisms follow stress-activated behavior as defined byour scheme. Data from precipitation hardenable materialsover a range of grain sizes in both coherent and incoherentprecipitate conditions have been compared to the predictionsof the model to demonstrate that grain boundary and Orowan-strengthening can be treated as energy-activated mechanisms.Characteristic differences in how each strengthening mecha-nism influences the grain size-dependent behavior of materi-als were also identified for the various factors of soluteconcentration, volume fraction, or particle size affect theparameters of the proposed model.
ACKNOWLEDGEMENTS
This material is based upon work supported by the U.S.Army Research Laboratory under Cooperative AgreementNo. W911NF-08-2-0014. The views, opinions, and conclu-sions made in this document are those of the authors andshould not be interpreted as representing the official policies,either expressed or implied, of Army Research Laboratoryor the U.S. Government. The U.S. Government is authorizedto reproduce and distribute reprints for Government purposesnotwithstanding any copyright notation herein. C-S Kim andPK Rohatgi also acknowledge the partial support by the Uni-versity of Wisconsin-Milwaukee (UWM) Research GrowthInitiative (RGI) Award.
REFERENCES
1. H. Asgharzadeh, A. Simchi, and H. S. Kim, Metall. Mater.Trans. A. 42, 816 (2011).
2. H. Z. Ye and X. Y. Liu, J. Mater. Sci. 39, 6153 (2007). 3. W. L. E. Wong and M. Gupta, Compos. Sci. Technol. 67,
1541 (2007). 4. K. S. Tun and M. Gupta, Mater. Sci. Eng. A. 527, 5550
(2007). 5. J. Ye, B. Q. Han, Z. Lee, B. Ahn, S. R. Nutt, and J. M. Schoe-
nung, Scripta Mater. 53, 481 (2005). 6. G. Cao, J. Kobliska, H. Konishi, and X. Li, Metall. Mater.
Trans. A. 39, 880 (2008). 7. J. B. Ferguson, F. Sheykh-Jaberi, C.-S. Kim, P. K. Rohatgi,
and K. Cho, Mater. Sci. Eng. A. 558, 193 (2012). 8. G. E. Dieter, Mechanical Metallurgy, 3rd ed, McGraw-Hill,
New York (1986). 9. U. F. Kocks, A. S. Argon, and M. F. Ashby, Prog. Mater.
Sci. 19, 1 (1975).10. R. Ebeling and M. F. Ashby, Phil. Mag. 13, 805 (1966).11. U. Lagerpusch, V. Mohles, D. Baither, B. Anczykowski,
and E. Nembach, Acta Mater. 48, 3647 (2000).12. R. J. Arsenault, Mater. Sci. Eng. 64, 171 (1984).13. C. S. Goh, J. Wei, L. C. Lee, and M. Gupta, Acta Mater. 55,
5115 (2007).14. L. H. Dai, Z. Ling, and Y. L. Bai, Compos. Sci. Technol. 61,
1057 (2001).15. T. W. Clyne and P. J. Withers, An Introduction to Metal
Matrix Composites, 1st Ed, New York, Cambridge Univer-sity Press (1995).
16. D. Hull and T. W. Clyne, An Introduction to CompositeMaterials, 2nd ed, Cambridge University Press, New York(1996).
17. H. Lilholt, Deformation of Multi-Phase and Particle Con-taining Materials, Roskilde, Denmark, Riso National Lab(1985).
18. Z. Zhang and D. L. Chen, Scripta Mater. 54, 1321 (2006).19. C.-S. Kim, I. Sohn, M. Nezafati, J. B. Ferguson, B. F. Schultz,
Z. Bajestani-Gohari, P. K. Rohatgi, and K. Cho, J. Mater.Sci. 48, 4191 (2013).
20. R. Vogt, Z. Zhang, Y. Li, M. Bonds, N. D. Browning, E. J.Lavernia, and J. M. Schoenung, Scripta Mater. 61, 1052(2009).
21. A. M. Redsten, E. M. Klier, A. M. Brown, and D. C. Dunand,Mater. Sci. Eng. A. 201, 88 (1995).
22. V. C. Nardone, Scripta Metall. 21, 1313 (1987).23. V. C. Nardone and K. M. Prewo, Scripta Metall. 20, 43
(1986).24. V. C. Nardone and K. M. Prewo, Scripta Metall. 23, 291
(1989).25. R. J. Arsenault, Scripta Metall. 23, 293 (1989).26. N. Chawla, C. Andres, J. W. Jones, and J. E. Allison, Metall.
Trans. A. 29, 2843 (1998).27. N. Chawla, U. Habel, Y.-L. Shen, C. Andres, J. W. Jones,
and J. E. Allison, Metall. Trans. A. 31, 531 (2000).28. D. N. Seidman, E. A. Marquis, and D. C. Dunand, Acta
Mater. 50, 4021 (2002).29. Y. T. Zhao, S. L. Zhang, G. Chen, X. N. Cheng, and C. Q.
Wang, Compos. Sci. Technol. 68, 1463 (2008).30. E. Hornbogen and G. Staniek, J. Mater. Sci. 9, 879 (1974).

Superposition of Strengthening Mechanisms 385
31. M. De Cicco, H. Konishi, G. Cao, H. S. Choi, L. S. Turng,J. H. Perepezko, S. Kou, R. Lakes, and X. Li, Metall.Mater. Trans. A. 40A, 3038 (2009).
32. J. W. Morris, Proc. International Symposium on UltrafineGrained Steels, (eds. S. Takaki and T. Maki) Iron and SteelInst. Tokyo, Japan (2001).
33. V. Bata and E.V. Pereloma, Acta Mater. 52, 657 (2004).34. S. Thangaraju, M. Heilmaier, B. S. Murty, and S. S. Vadla-
mani, Adv. Eng. Mater. 14, 892 (2012).
35. M. A. Meyers and K. K. Chawla, Mechanical Metallurgy:Principles and Applications, 1st ed, Englewood Cliffs: PrenticeHall. (1984).
36. V. G. Gavriljuk, Scripta Mater. 52, 951 (2005).37. W. Mangen and E. Nembach, Acta Metall. 37, 1451 (1989).38. W. B. Morrison, Trans ASM. 59, 824 (1966).39. M. G. Mendiratta, S. M. Sastry, and J. V. Smith, J. Mater.
Sci. 11, 1853 (1976).

386 J. B. Ferguson et al.
APPENDIX: DERIVATION OF STRENGTHEN-ING INTERACTION RELATIONS
A.1. Superposition of strengthening mechanismsThere are a number of studies that deal with the combina-
tion and superposition of strengthening mechanisms at themicroscopic level [9-11]. For example, Kocks and co-work-ers [9] investigated the changes in dislocation behaviorbrought about by individual strengthening mechanisms. Intheir work, each mechanism is dealt with in isolation and theauthors delve into great detail regarding how each mecha-nism affects edge dislocations and screw dislocations forparticular slip systems. However, application of these theo-retical considerations to actual materials, in which multiplestrengthening mechanisms act simultaneously, receives onlycursory treatment. In contrast to macroscale descriptions ofstrengthening mechanisms like the Hall-Petch or Orowanrelations where differential increases in strength attributableto an individual strengthening mechanism are added to thebaseline strength of the material, microscale treatments con-sider dislocations to interact directly with different obstaclesindependently and use the absolute critical resolved shearstress (CRSS), τCRSS, for each type of obstacle. Therefore, iftwo strengthening mechanisms, i.e., A and B, are available,then these mechanisms are combined in the manner given bythe following expression:
(τCRSStotal)n = (τCRSSA)
n + (τCRSSB)n (A-1)
Kocks and co-workers [9] suggest that it is useful to cate-gorize each mechanism by structural scale (i.e., size) todetermine the power exponent n, where the critically resolvedshear stresses of mechanisms of significantly different scalessimply add linearly (i.e., n=1), while those at the same mag-nitude should be treated by quadratic addition (i.e., n=2).However, experimental studies on Cu/SiO2 and Cu/Au/SiO2
single crystals by Eberling and Ashby [10] and Lagerpuschet al. [11] to validate the theoretical suggestion, do not shedmuch light on the subject. For roughly the same set of exper-iments, Eberling and Ashby [10] find n=1 consistent withtheir theoretical predictions of how solid solution strengthen-ing and dispersion hardening (i.e. particle strengthening)should combine, while Lagerpusch et al. [11] find n=1.8, avalue quite contrary to any theoretical predictions. Given thecontradictory results in such highly controlled microscopiclevel experiments in single crystals tested at low temperatureto prevent cross-slip and oriented such that only a single slipsystem is active, it is unclear how generally applicable thesefindings are to the room temperature behavior of randomlyoriented polycrystalline samples with multiple active slipsystems containing edge, screw, and mixed dislocations. It isthought that it would be more appropriate to simplify thecomplexities of the microscale and to focus on the averagebehaviors at the macroscale level.
A.2. Stress-activated mechanismsBelow the true elastic limit (σel), dislocations remain in
their original positions until the applied stress is large enoughto allow dislocations to overcome the obstacles of theirimmediate surroundings. Initial motion will be hampered bya variety of strain fields such as; those intrinsic to the solvent(pure material), those arising from solute atoms (solid solu-tions), and those created by matrix distortions of precipitates(especially copious fine coherent precipitates which concen-trate at high energy regions including dislocation lines).Work hardening, a result of increasing the dislocation den-sity by deformation of the material, is another means of pro-ducing increased yield strength. In this case, initial motion ofthe dislocation is hampered by the strain fields of the otherdislocations and results in an increase in yield strength,which we denote by Δσρ⊥sf . Strain fields acting on unmov-ing dislocations (i.e., dislocations in their original, unstressedconfigurations) should have no effect on the length of thedislocation, and they are fundamentally different from theeffects of secondary obstacles such as grain boundaries orremote precipitates that force dislocations to bow, resultingin an increase in overall dislocation length.
Therefore initial motion of dislocations can be consideredsimply stress-activated; meaning that enough stress must beapplied to nullify the restraining effects of the strain fields ator in close proximity to the dislocations. As such, thesemechanisms can be isolated when secondary strengtheningmechanisms (i.e. Hall-Petch or Orowan) are absent or negli-gible. The threshold activation stress used in the Hall-Petchrelation (σy=σoHP+KHP/D1/2), σoHP
, is equivalent to the true elas-tic limit, σel, and is the yield stress of an infinitely large crys-tal grain in the absence of incoherent particle strengthening.This stress may be determined by Eq. (A-2).
σoHP=σel=σelsolvent
+Δσelsolute+Δσelppt-coh
+Δσel⊥sf(A-2)
where σelsolvent is the baseline true elastic limit of the pure
metallic element (matrix), Δσelsolute and σelppt-coh are the increase
in true elastic limit caused by strain fields of solute atomsthat are dissolved in the matrix and coherent precipitates,respectively. The initial number of dislocations before anywork hardening is factored into σelsolvent
; therefore σel⊥sf is
equivalent to the increase in yield strength directly attribut-able to the increase in dislocation density resulting fromwork hardening, σρ⊥sf
. The precipitation term, σelppt, should
only be used for coherent precipitates that are predomi-nantly strengthened by locking dislocations in their initiallocations (i.e., strain field strengthened), because it is onlythese that are small enough and distributed uniformlyenough to lock dislocations in their original configurations.Therefore, Δσelppt is considered as equivalent to Δσpptcoherent
.This true elastic limit (σel) can be determined from the y-intercept of the yield stress vs. D-1/2 plot using Hall-Petch

Superposition of Strengthening Mechanisms 387
relations, but it must be determined when grain refinementis the dominant secondary strengthening mechanism.
A.3. Energy-activated mechanismsBeyond the initial motion of dislocations, the next set of
strengthening mechanisms result from the elastic bowing orstretching of dislocations as they move away from their ini-tial locations and encounter more remote obstacles such asgrain boundaries or precipitates. Yielding occurs when thereis an irreversible change to the material. In the case of grainboundaries, it may become more energetically favorable tocreate a step in the surface of a grain or to dissociate the lead-ing dislocation into other dislocations such as grain bound-ary dislocations rather than to bow dislocations any furtheror add additional bowed dislocations to pile-ups. Conversely,it may be more energetically favorable to destroy a surfacestep at a grain boundary and create a dislocation. The changein surface area of grain boundary, ΔAgb will result in a changein surface energy (γgbΔAgb, where γgb is the surface energy perunit area) and will irreversibly alter the internal energy of thematerial when the dislocation (or some portion of it) is eithercreated or destroyed. In the case of non-shearable particles, itbecomes more energetically favorable to create a permanentdislocation loop surrounding the particle than for the disloca-tion to continue bowing around it. In both these cases, whetheror not this obstacle can be overcome is determined by energyconsiderations and we must consider them from the view-point of energy.
The energy of a dislocation, E⊥, depends on its length, l⊥,according to Eq. (A-3) [8].
E⊥=α⊥Gb2l⊥ (A-3)
where α⊥ is the dislocation line tension coefficient, G is theshear modulus of matrix, and b is the magnitude of theBurgers vector, respectively. The maximum energy the dis-location will possess depends on the maximum length itcan reach before there is an irreversible change in the mate-rial (i.e. before yielding). The change in grain boundaryenergy (ΔEgb) resulting from the change of grain boundarysurface area when a step is created and either all or a por-tion of the dislocation is destroyed can be expressed interms of a change in dislocation length, Δl⊥, by:
=α⊥Gb2Δl⊥ (A-4)
It is notable that Eq. (A-4) also applies when a step isdestroyed and a dislocation is created.
The change of energy resulting from the creation of a dis-location loop (ΔEloop) around a non-shearable particle can beexpressed as:
ΔEloop=α⊥Gb2Δl⊥=α⊥Gb22π·l⊥ (A-5)
In Eq. (A-4), r⊥ denotes the radius of curvature of bowed
dislocations. From the above energy considerations, it is rea-sonable to treat yielding in average terms as an irreversiblechange in energy density. It is therefore necessary to defineenergy per volume of dislocations in terms of line tension(α⊥Gb2), average number of initial dislocations in a givenvolume ( /V), and average dislocation length l⊥ as given inEq. (A-6).
(A-6)
It should be mentioned that, in the elastic region betweenthe true elastic limit (σel) and the yield stress (σy), the energywill be partitioned between the stretching of interatomicbonds within the crystal lattice and the stretching of disloca-tions, where the portion of elastic energy input to the mate-rial that is available to stretch both bonds and dislocations,( ) is equal to the area under the linear portion of thestress strain curve between σel and σy and εy and εel anddepends on elastic modulus, Y, of the material:
(A-7)
The major portion of this energy is stored in stretchedatomic bonds, fbond, while the remainder is stored in stretcheddislocations, f⊥, where
fbond + f⊥ = 1 (A-8)
And we can partition this energy change into ΔEbond andΔE⊥y, which are the energy change due to atomic stretchingand bowing of dislocations, respectively, according to Eq.(A-9).
( fbond + f⊥)=
(A-9)
At this point, we must deal with a macroscopic polycrystallinematerial and so we must use the average lengths of dislocationsin the entire material. If only the Hall-Petch mechanism wereactive, all of the available dislocation energy is apportionedto changes in grain boundary surface area and the change inenergy would be described by Eq. (A-10):
(A-10)
If only the Orowan mechanism were active, all of the avail-able dislocation energy is apportioned to creating dislocationloops and the change in energy would be described by Eq.(A-11):
(A-11)
If both mechanisms are active, the total available energy
ΔEgb γgbΔAgb=
n o⊥
E⊥
V------ αGb2 n o⊥
V---------- l ⊥ =
ΔEy el–
V--------------
ΔEy el–
V--------------- 1
2--- σy σel–( ) εy εel–( )
σy σel–( )2
2Y-----------------------= =
ΔEy el–
V--------------- ΔEy el–
V---------------=
ΔEbond
V--------------- ΔE⊥y
V-----------+
σy σel–( )2
2Y-----------------------=
ΔE⊥y
V----------- αGb2n⊥o
V-------Δ l ⊥ f⊥
σy σel–( )2
2Y----------------------- f⊥
ΔσHP2
2Y------------= = =
ΔE⊥y
V----------- αGb2n⊥o
V-------Δ l ⊥ f⊥
σy σel–( )2
2Y----------------------- f⊥
ΔσOro2
2Y-------------= = =

388 J. B. Ferguson et al.
must be split between the two and the combined change inenergy due to both energy activated mechanisms is given by:
(A-12)
We may then simplify and determine the general relation forenergy-activated mechanisms:
(A-13)
Here, as mentioned previously, ΔσOro is considered to beequivalent to Δσpptincoherent
.
A.4. Generalized modelFrom Eq. (A-2) and Eq. (A-13), we arrive at a relation that
predicts yield stress when both stress-activated and energy-activated strengthening mechanisms are active.
(A-14)
Further, the stress-activated term is comprised of the originalbaseline true elastic limit of the pure metallic element( ), and the stress increase in true elastic limit causedby strain field of solute atoms ( ), coherent precipitates( ), and dislocations from work hardening ( ) asgiven in Eq. (A-1). Therefore, the generalized formula topredict the yield strength of particle reinforced alloys orMMNCs becomes:
(A-15)
ΔE⊥y
V----------- αGb2n⊥o
V-------Δ l ⊥ f⊥
σy σel–( )2
2Y----------------------- f⊥
ΔσHP2
2Y------------ ΔσOro
2
2Y-------------+⎝ ⎠
⎛ ⎞= = =
σy σel–( )2 ΔσHP2 ΔσOro
2+=
σy σel ΔσHP2 ΔσOro
2++=
σelsolvent
σelsoluteσelppt coh–
Δσel⊥sf
σy=σelsolvent+Δσelsolute
+Δσelppt coh–+Δσel⊥sf
+ ΔσHP2 ΔσOro
2+








![Superposition rules, Lie theorem, and partial differential ... · Superposition rules, Lie theorem, and partial differential equations ... [15] he was able to ... superposition](https://img.pdfslide.us/doc/110x75/5b51ae327f8b9a7b648c4dfc/superposition-rules-lie-theorem-and-partial-dierential-superposition.jpg)

















