Embed Size (px)
Citation preview

Scripta Materialia 55 (2006) 959–962
www.actamat-journals.com
On the role of iterative processing in grain boundary engineering
Gregory Owen and Valerie Randle*
Materials Research Centre, School of Engineering, University of Wales Swansea, Singleton Park, Swansea SA4 6TW, UK
Received 23 February 2006; revised 30 March 2006; accepted 11 April 2006Available online 24 August 2006
This work reports grain boundary engineering (GBE) in 316 steel. During the first processing iterations the proportion of R3decreased, but in the final iteration both the R3 and R9 fraction increased. The results discuss the mechanisms and importanceof iterative processing in GBE, and the role of R9 boundaries.� 2006 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
Keywords: Twinning; Grain boundary engineering; Austenitic steels; Electron backscatter diffraction
It has been extensively shown that a material’s suit-ability to perform well in industrial applications can bevastly improved by controlling the type and quantity ofgrain boundaries present in the existing grain boundarynetwork. The concept of grain boundary network designand control [1] has been refined and coined as grainboundary engineering (GBE). The current status ofGBE has recently been embodied in a Viewpoint Setof papers [2]. These engineered materials are dominatedby a high frequency of annealing twins and twin-relatedboundaries. Frequently special boundaries are classifiedaccording to the coincidence site lattice (CSL) modelwhere boundaries are assigned a R-value correspondingto the reciprocal number density of common lattice sites.Studies have shown a resistance to intergranular corro-sion cracking [3], segregation [4] and precipitation [5]as well as other types of intergranular phenomena whenhigh numbers of low-R value boundaries are present.However in reality virtually all CSL boundaries in aGBE material are R3 and R3n boundaries, where twinsare included in the R3 classification.
GBE is usually brought about by iterative thermome-chanical treatments involving several cycles of strain andannealing. Higher levels of strain (typically >20%) in-voke partial recrystallisation or recovery at each cycle,whereas low levels of strain (typically <7%) can alsobe used to invoke GBE by a strain-induced grain bound-ary migration mechanism. The end result is similar interms of properties, although there is evidence to suggest
1359-6462/$ - see front matter � 2006 Acta Materialia Inc. Published by Eldoi:10.1016/j.scriptamat.2006.04.049
* Corresponding author. Tel.: +44 1792 295841; fax: +44 1792295676; e-mail: [email protected]
that grain size is easier to control where higher strains/shorter anneal regimes are used [6]. Recent work hasshown that iterative processing produces a more effec-tively GBE structure (in terms of R3 proportion) thandoes a single processing step [7].
The present article reports the effects on the grainboundary population of a designed thermomechanicalprocess that involves iterative strain-anneal cyclesapplied to solution annealed specimens of 316 stainlesssteel. The processes have been adapted from strain-anneal GBE on a Ni–Cr–Fe alloy [8]. The objectivesare to investigate how the application of an iterativeprocessing regime affects the frequency of twin-relatedboundary types in the microstructure during each cycleof the processing, to compare this with previouslyreported investigations, and to discuss the implicationsfor GBE in general.
Cylindrical samples of dimensions 8 mm length and6 mm diameter were machined from a bar of 316 Aaustenitic stainless steel. In order to avoid grain bound-ary pinning by carbides, each sample was solutionannealed at 1200 �C for 30 min followed by waterquenching. An ESH 100KN high rate servo hydraulicmachine was used to apply 45% compressive strainalong the length of each cylinder followed by a recrystal-lisation anneal at 900 �C for 30 min, and water quench.After these initial preparation stages, samples were thensubjected to four iterative strain–anneal cycles, eachconsisting of 3% applied compressive strain along thedirection of the cylinders’ length and an anneal at925 �C for 7 min. After each cycle the samples weremetallographically prepared using a final polish with0.05 lm silica slurry. In order to expose the grain
sevier Ltd. All rights reserved.

0
5
10
15
20
25
30
0 1 2 3 4
Iteration
Pro
po
rtio
n s
igm
a 3
(%)
0
1
2
3
Pro
po
rtion
sigm
a 9 (%)
3
9
Σ
Σ
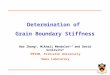
Figure 2. Length fractions of R3 and R9 after each processing stage.
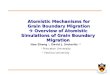
Figure 3. Orientation map of the microstructure after the firstprocessing iteration of 3% compression and 7 min anneal at 925 �C.Colours are as in Figure 1.
960 G. Owen, V. Randle / Scripta Materialia 55 (2006) 959–962
boundary network, each sample was etched for approx-imately 5 s in glycergia before examination in a PhilipsXL30 scanning electron microscope (SEM) operated at20 kV accelerating voltage and equipped with an HKLtechnology Channel5 electron backscatter diffraction(EBSD) system. Orientation maps with a step size of1 lm and containing approximately 200,000 data pointson average were collected after each iteration so thatcrystallographic data from all cycles could be compared.
Before the GBE iterative processing cycles could beimplemented, a reference specimen was required whichwould provide a similar starting grain boundary net-work for each of the samples. It was essential for thepurposes of this experiment that the solution annealtemperature and duration used to prepare the referencesspecimen was sufficient to ensure that all carbides werein solution in order to avoid the effects of carbide precip-itation and boundary pinning on the development of thegrain boundary network crystallography. Figure 1shows an orientation map of the reference specimen,that is, after 45% strain and annealing at 900 �C to bringabout recrystallisation. The grains were equiaxed, andthe grain size distribution was inhomogeneous, consist-ing of regions where some grain growth had taken placeinterspersed with other areas of small grains. Hence therecrystallisation stage had overlapped with the graingrowth stage. A grain boundary was identified as oneof the following types: R3, R9, or random high angleboundary. There were virtually no other CSL bound-aries or low angle boundaries present. The boundarystatistics were expressed as a fraction of total boundarylength and shown in Figure 2. There was 24% R3 lengthfraction. Inspection of Figure 1 shows that the R3smostly have the morphology of coherent annealingtwins. Twins are present both in the large and smallgrains, which indicates that twins were generated bothduring the recrystallisation and grain growth stages.Only 1% of the interface length was R9, which indicatesthat there were few interactions between twins leading togeneration of R9 boundaries.
The first three of the four processing iterations didnot show any significant increase in the populations ofR3 or R9 CSL boundaries, as indicated on Figure 2.In fact, the proportion of R3 length actually decreasedslightly. Figure 3 is an orientation map after the first
Figure 1. Orientation map of the reference microstructure aftersolution annealing, 45% compression and annealing at 900 �C for30 min. R3 boundaries are red, R9 boundaries are blue, low angleboundaries are grey and random high angle boundaries are black. (Forinterpretation of the references to colour in this figure legend, thereader is referred to the web version of this article.)
processing iteration. This map is typical of the appear-ance of the microstructure after each of the first threeprocessing stages. It is clear that anomalous graingrowth took place, resulting in a bimodal grain size dis-tribution consisting of very large and very small grains.There are few twins in the large grains, which is an indi-cation that the anomalous grains grew very rapidly, andone reason why the length fraction of R3 did notincrease during the processing. Low angle boundariesare coloured grey in the maps. Their visibility in thelarge grains in Figure 2 is evidence of retained strain.
A dramatic difference was observed in the grainboundary statistics and microstructure after thefourth processing iteration, as shown on the graph in
Figure 4. Orientation map of the microstructure after the fourthprocessing iteration of 3% compression and 7 min anneal at 925 �C.Colours are as in Figure 1.

G. Owen, V. Randle / Scripta Materialia 55 (2006) 959–962 961
Figure 2 and on the orientation map in Figure 4. Theproportion of R3 length has increased to 30% and theproportion of R9 length has increased to 3%. Figure 4shows a uniform, quite small equiaxed grain size withalmost no evidence of retained strain. Both the appear-ance of the microstructure and the upswing in R3 and R9population has the hallmark of a GBE microstructure.
The applied strain-annealing treatments havebrought about GBE in the 316 austenitic steel speci-mens, as judged by both the appearance of the micro-structure and the increase in R3 and R9 lengthfraction. Potentially the proportion of R3 could be in-creased even more, during further iterations. It is inter-esting that the first three processing iterations did notappear to be effective, even causing a drop in R3 length,yet in the fourth iteration there was definite microstruc-tural evidence of GBE. The results of this work there-fore underline the importance for GBE of iterativeprocessing, which is in agreement with a recent detailedstudy on GBE in copper [7].
Although most GBE treatments use iterative process-ing, the evolution of the microstructure and grainboundary statistics as a function of iteration number isoften not reported. For those investigations that do pro-vide details, most of them record instability in the R3population statistics in the early iterations. This is illus-trated on Figure 5, which shows proportions of R3 as afunction of processing iteration for nine investigations,including the present one [9–13]. After all the iterationshave been completed, the proportion of R3s is alwayshigher than at the outset. However there are fluctuationsin the R3 fraction during the processing stages, with nosmooth increase in R3 fraction.
An explanation for the erratic microstructural deve-lopment seen here and in previous work is thought tobe a consequence of strain retention in the lattice, causedby the presence of twins. During the early iterationsstrain is retained due to dislocation pile-up at twinboundaries, hence increasing the internal stress and driv-
0
10
20
30
40
50
60
70
1 2 3 4 5 6Iteration
Pro
po
rtio
n s
igm
a 3
(%)
9 10 10
11
11
1113
12
Figure 5. Proportions of R3 boundaries as a function of iteration stagefor several investigations, identified by a number from the referencelist, or unlabelled for the present data. Points are joined as a guide tothe eye.
ing force for boundary migration. Figure 3 showsevidence of retained strain in the form of low angleboundaries. There is also the possibility that some resid-ual strain remained from the initial 45% compressionand anneal. As a consequence after subsequent strainincrements have been applied there is now an increaseddriving force for grain boundary migration, thereforemobile boundaries move through the microstructure,sometimes annihilating some twins as they do so. Thekey step happens during the anneal which follows thenext strain increment. There is now no stored strain,hence less driving force for grain boundary migration,and so boundaries move more slowly, at an intermediatevelocity which is optimal for the nucleation and genera-tion of annealing twins. When the critical fraction oftwins for R3 regeneration becomes exceeded, the totalR3 proportion is able to increase via the R3 regenerationmechanism, whereby interactions of the type R3n +R3n+1! R3 take place [14]. An indication that thethreshold value for R3 regeneration has been exceededis when the proportion of R9s increases, since theseinterfaces usually arise from the meeting of two R3s. Athreshold value of approximately 20% R3 has been ob-served previously [15], which agrees with the presentdata.
A key feature of GBE treatments is that deformationis required to provide strain-induced grain boundarymigration which, as described above, finally results inhigh proportions of R3s which modify the interfacialnetwork. In the present case, in some regions of themicrostructure the retained strain also provided a driv-ing force for the anomalous grain growth that was man-ifest in the early iterations. Traditionally, anomalousgrain growth is mostly associated with boundary pin-ning by particles, although it has been observed in theabsence of particles as ‘strain induced grain growth’ oras a consequence of inhomogeneous grain boundarymobilities [16,17]. In the present investigation, 316 steelis strengthened by chromium carbides which precipitatein the range 480–815 �C [18]. The heat treatments werepurposely conducted at temperatures well above thisrange, followed by quenching, in order to maintain car-bides in solution. The anomalous grain growth thereforecould not be a result of boundary pinning, but rather itis suggested that it was a result of strain induced graingrowth aided by solute drag.
A final important point is the role of R9 boundariesin the development of a GBE microstructure. It is usualin a GBE microstructure that the proportion of R9sincreases, as has occurred here. Recent work by thepresent authors on copper has referred to this type ofscenario as the ‘direct mechanism’, whereby some ofthe grain boundary network is replaced by R3s [19].The length fraction of R9 has increased three to fivetimes in the GBE specimen (fourth iteration) comparedto the reference specimen or earlier iterations. Highermultiples of R3 (R27, R81 etc.) do not increase becauseR3s are regenerated in the microstructure. Under theseconditions it has been shown that the number fractionof R3s in three dimensions cannot exceed 0.5, andfurthermore in a so-called ‘twin-limited microstructure’R9 boundaries could form a continuous surface[20,21]. R9s are therefore critical components in the

962 G. Owen, V. Randle / Scripta Materialia 55 (2006) 959–962
development of a GBE microstructure, not only in termsof their role in replenishing the R3 proportion but alsoin terms of their connectivity, which may be detrimentalif R9s do not have ‘special’ properties. More work istherefore needed on the proportion, distribution andproperties of R9s in GBE microstructures.
This work demonstrated that 316 A austenitic stain-less steel became grain boundary engineered by four iter-ative processing steps of 3% compressive strain followedby annealing at 925 �C for 7 min. During the first threeprocessing iterations anomalous grain growth occurredand the proportion of R3 boundaries decreased, to befollowed in the final iteration by an increase in bothR3 and R9 fraction and an equiaxed grain structure.The increase in R9 is significant because it indicates thatthe threshold for R3 iterations was exceeded. The expla-nation for this behaviour is that strain is retained at twinboundaries in the early iterations These results highlightthe importance of iterative processing steps in order toachieve the increase in R3 and R9 boundaries which isassociated with a GBE microstructure.
[1] T. Watanabe, Res. Mech. 11 (1984) 47.[2] M. Kumar, C.A. Schuh, Scripta Mater. 54 (2006) 961.[3] Y. Pan, B.L. Adams, T. Olson, N. Panayotou, Acta
Mater. 44 (1996) 4685.
[4] P. Lin, G. Palumbo, U. Erb, K.T. Aust, Scripta Metall.Mater. 33 (1995) 1387.
[5] T. Watanabe, Physique 46 (1985) C4.[6] V. Randle, Acta Mater. 52 (2004) 4067.[7] A.J. Schwartz, W.E. King, M. Kumar, Scripta Mater. 54
(2006) 963.[8] B. Alexandreanu, B. Capell, G. Was, Mater. Sci. Eng. A
300 (2001) 94–104.[9] C.A. Schuh, M. Kumar, W.E. King, Acta Mater. 51
(2003) 687.[10] M. Kumar, W.E. King, A.J. Schwartz, Acta Mater. 48
(2000) 2081.[11] V. Thaveeprungsriporn, P. Sinsrok, D. Thong-Aram,
Scripta Mater. 44 (2001) 67.[12] U. Krupp, W.M. Kane, X. Liu, O. Dueber, C. Laird,
C.J. McMahon, Mater. Sci. Eng. A 349 (2003) 213.[13] V. Randle, H. Davies, Metall. Mater. Trans. A 33 (2002)
1853.[14] V. Randle, Acta Mater. 47 (1999) 4187.[15] V. Randle, Mater. Sci. Forum 426–432 (2003) 3557.[16] D.J. Srolovitz, G.S. Grest, M.P. Anderson, Acta Metall.
33 (1985) 2233.[17] V. Randle, Philos. Mag. 67A (1993) 1301.[18] C. Chung-Shing, Ph.D. thesis, University of Birmingham,
UK, 2000.[19] V. Randle, G.T. Owen, Acta Mater. 54 (2006) 1777.[20] V.Y. Gertsman, Acta Cryst. A 57 (2001) 649.[21] B.W. Reed, M. Kumar, Scripta Metall. 54 (2006) 1079.