Embed Size (px)
Citation preview

On the mark

Fabrication
Precision Fabrication

Coating
• R avg. < 5% @ 2.5-13µm. 0deg
• Adhesion per MIL-C-48497
• Abrasion per MIL-C-48497
• R avg. < 0.5% @ 3-5µm. 0deg
• Adhesion per MIL-C-48497
• Abrasion per MIL-C-48497
• R avg. < 0.5% @ 8-12µm. 0deg
• Adhesion per MIL-C-48497
• Abrasion per MIL-C-48497
Coating (Non-Radioactive)
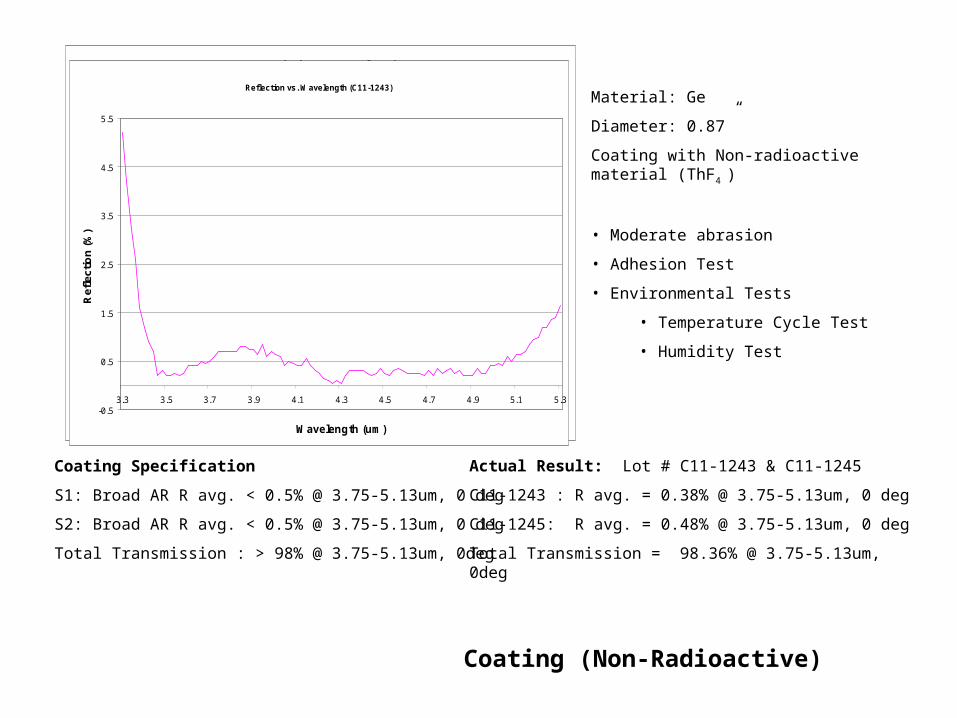
Coating Specification
S1: Broad AR R avg. < 0.5% @ 3.75-5.13um, 0 deg
S2: Broad AR R avg. < 0.5% @ 3.75-5.13um, 0 deg
Total Transmission : > 98% @ 3.75-5.13um, 0deg
Transmission vs. Wavelength
60
65
70
75
80
85
90
95
100
3.3 3.5 3.7 3.9 4.1 4.3 4.5 4.7 4.9 5.1 5.3
Wavelength (um)
Tra
ns
mis
sio
n (
%)
Actual Result: Lot # C11-1243 & C11-1245
C11-1243 : R avg. = 0.38% @ 3.75-5.13um, 0 deg
C11-1245: R avg. = 0.48% @ 3.75-5.13um, 0 deg
Total Transmission = 98.36% @ 3.75-5.13um, 0deg
Material: Ge
Diameter: 0.87”
Coating with Non-radioactive material (ThF4 )
• Moderate abrasion
• Adhesion Test
• Environmental Tests
• Temperature Cycle Test
• Humidity Test
Reflection vs. Wavelength (C11-1243)
-0.5
0.5
1.5
2.5
3.5
4.5
5.5
3.3 3.5 3.7 3.9 4.1 4.3 4.5 4.7 4.9 5.1 5.3
Wavelength (um)
Re
fle
cti
on
(%
)
QC / Abrasion & Adhesion Tests
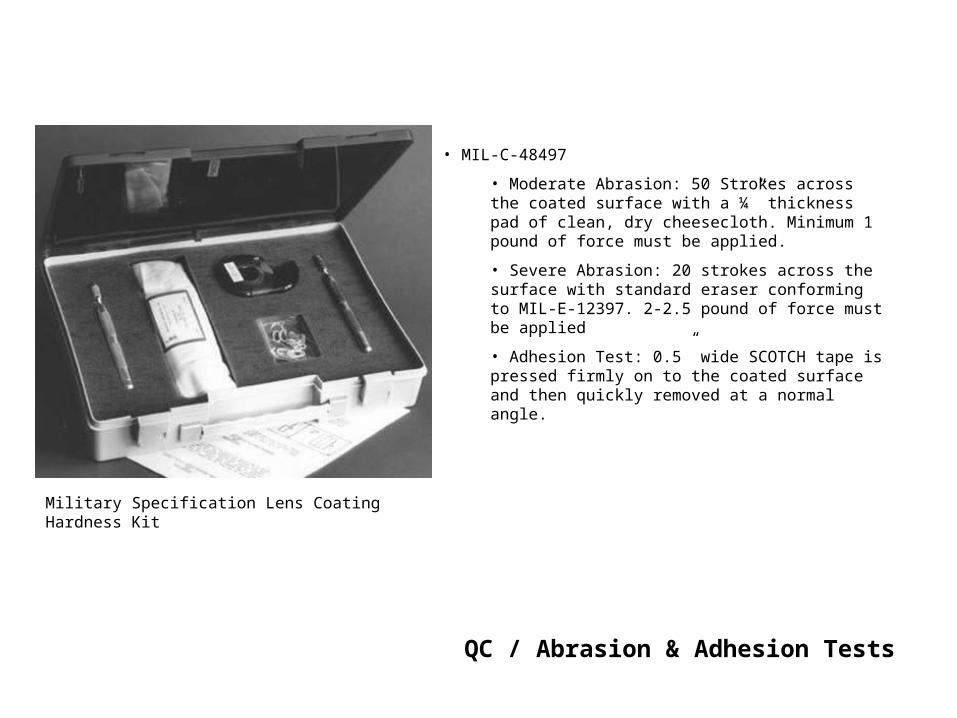
• MIL-C-48497
• Moderate Abrasion: 50 Strokes across the coated surface with a ¼” thickness pad of clean, dry cheesecloth. Minimum 1 pound of force must be applied.
• Severe Abrasion: 20 strokes across the surface with standard eraser conforming to MIL-E-12397. 2-2.5 pound of force must be applied
• Adhesion Test: 0.5” wide SCOTCH tape is pressed firmly on to the coated surface and then quickly removed at a normal angle.
Military Specification Lens Coating Hardness Kit

QC / Salt Fog Spray Test
The salt fog method is applied to determine the effects of salt deposits on the physical & electrical aspects of the coatings.
• MIL-STD-810F (method 509.4)
• Salt Solution: 5+/-1% concentration. Confirmed by checking the specific gravity of the solution.
• Temperature: 35degC +/-2deg
• Duration: 48 hours of exposure + 48 hours of drying time
• 4 periods of 24hour periods (2 wet + 2 dry)
•The component should exhibit no signs of corrosion.
Associated Environmental Systems - Model# MX9200

QC / Humidity Test
Humidity test is performed to determine the resistance of the coatings and assemblies to degradation from exposure to high relative humidity.
• MIL-C-48497 : “Basic” resistance to humidity
• Temperature : 120deg F
• Humidity: 95-100% relative for 24~48hrs.
• The component shall not exhibit any signs of flaking, peeling, cracking, blistering, coating separation, moisture penetration or softening of cement if assembled.
Blue M Electric - Model # AC-7502-TDA-4

QC / Temperature Cycle Test
Temperature exposure testing is performed to determine the resiliency of the coatings and assemblies to changes in temperature.
• MIL-C-48497
• Temperature: -80deg +/-2deg F & +160deg+/-2deg F
• Time: 2 hours at each temperature
• Rate of Temp Change: < 4 deg F per minute
• The component shall not exhibit any signs of flaking, peeling, cracking, blistering, coating separation, or softening of cement if assembled.
Tenney Engineering – Model # TJR
Lambda Research Optics, Inc.
1695 W. MacArthur Blvd.
Costa Mesa, CA 92626 (USA)
Tel: 714-327-0600
Fax; 714-327-0610
Email: [email protected]
For more information, go to
http:// www.lambda.cc





























