Embed Size (px)
Citation preview

Oil & Gas IndustryLOCTITE Solutions for Static Equipment
2
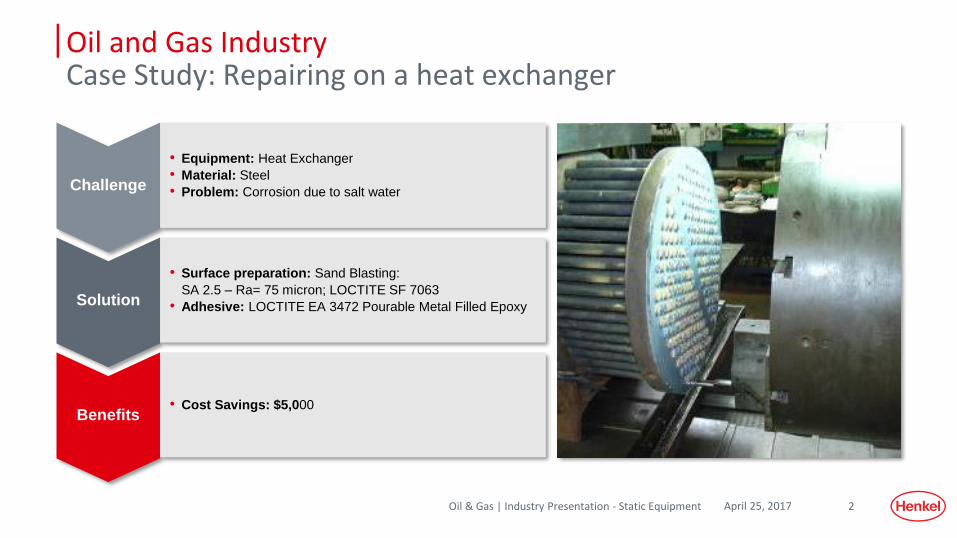
Oil and Gas IndustryCase Study: Repairing on a heat exchanger
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
Challenge
• Equipment: Heat Exchanger
• Material: Steel
• Problem: Corrosion due to salt water
Solution
• Surface preparation: Sand Blasting:
SA 2.5 – Ra= 75 micron; LOCTITE SF 7063
• Adhesive: LOCTITE EA 3472 Pourable Metal Filled Epoxy
Benefits• Cost Savings: $5,000
3
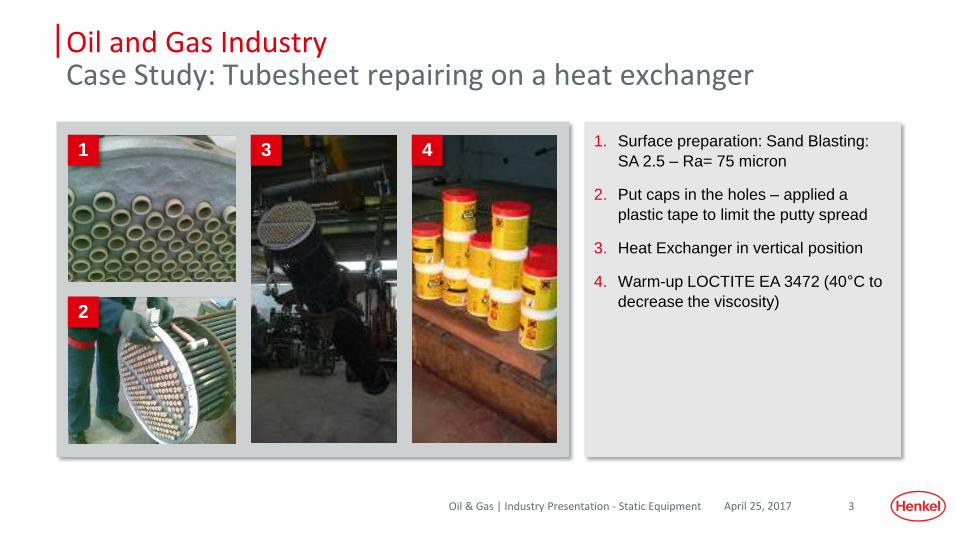
Oil and Gas IndustryCase Study: Tubesheet repairing on a heat exchanger
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
1. Surface preparation: Sand Blasting:
SA 2.5 – Ra= 75 micron
2. Put caps in the holes – applied a
plastic tape to limit the putty spread
3. Heat Exchanger in vertical position
4. Warm-up LOCTITE EA 3472 (40°C to
decrease the viscosity)
1 3
2
4
4
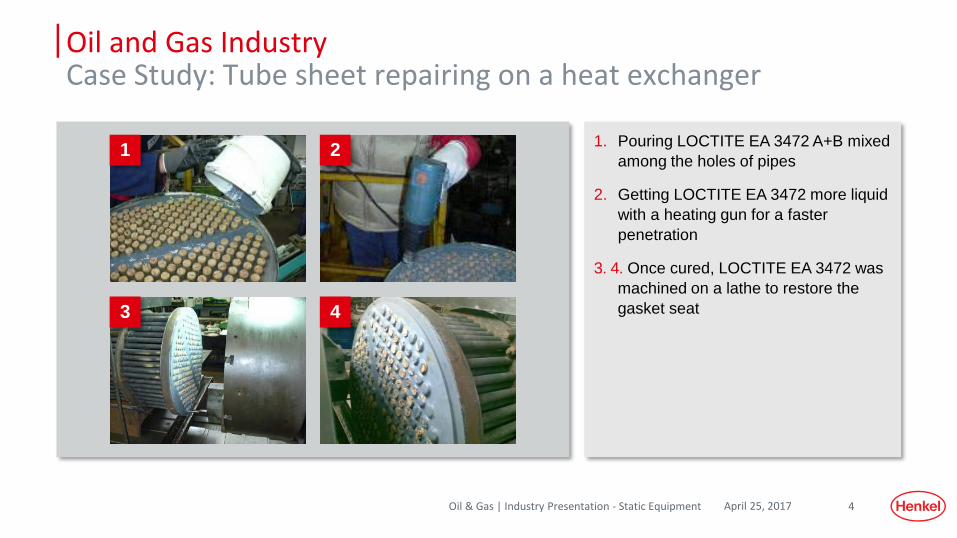
Oil and Gas IndustryCase Study: Tube sheet repairing on a heat exchanger
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
1 2
3 4
1. Pouring LOCTITE EA 3472 A+B mixed
among the holes of pipes
2. Getting LOCTITE EA 3472 more liquid
with a heating gun for a faster
penetration
3. 4. Once cured, LOCTITE EA 3472 was
machined on a lathe to restore the
gasket seat
5
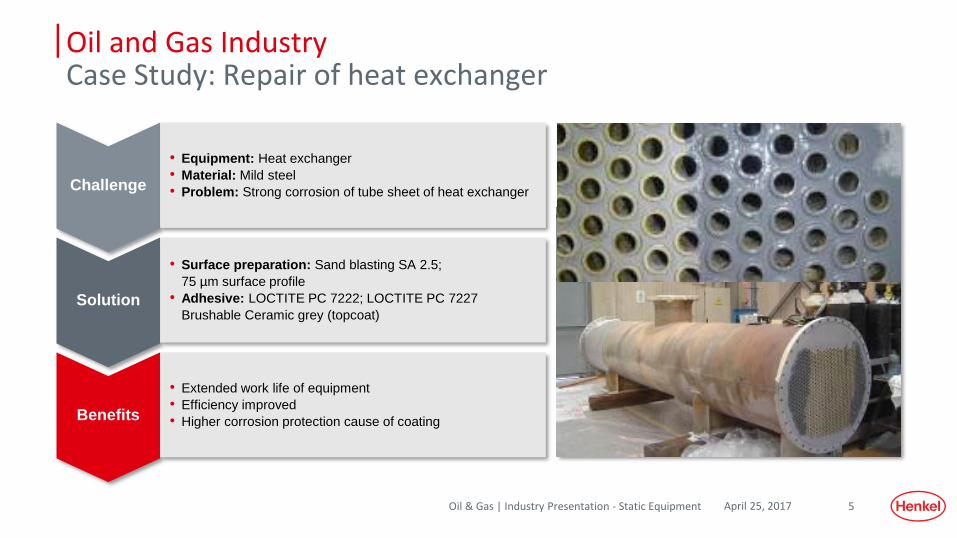
Oil and Gas IndustryCase Study: Repair of heat exchanger
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
Challenge
• Equipment: Heat exchanger
• Material: Mild steel
• Problem: Strong corrosion of tube sheet of heat exchanger
Solution
• Surface preparation: Sand blasting SA 2.5;
75 µm surface profile
• Adhesive: LOCTITE PC 7222; LOCTITE PC 7227
Brushable Ceramic grey (topcoat)
Benefits
• Extended work life of equipment
• Efficiency improved
• Higher corrosion protection cause of coating
6
1
3
2
4
5
Oil and Gas IndustryCase Study: Repair of heat exchanger
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
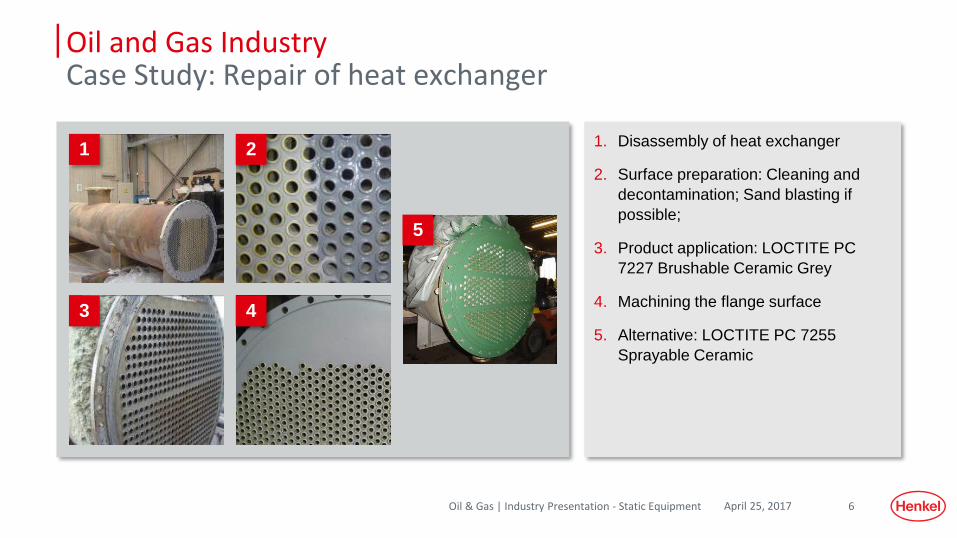
1. Disassembly of heat exchanger
2. Surface preparation: Cleaning and
decontamination; Sand blasting if
possible;
3. Product application: LOCTITE PC
7227 Brushable Ceramic Grey
4. Machining the flange surface
5. Alternative: LOCTITE PC 7255
Sprayable Ceramic
7
Oil and Gas IndustryCase Study: Heat Exchanger – Corrosion Protection
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
Challenge
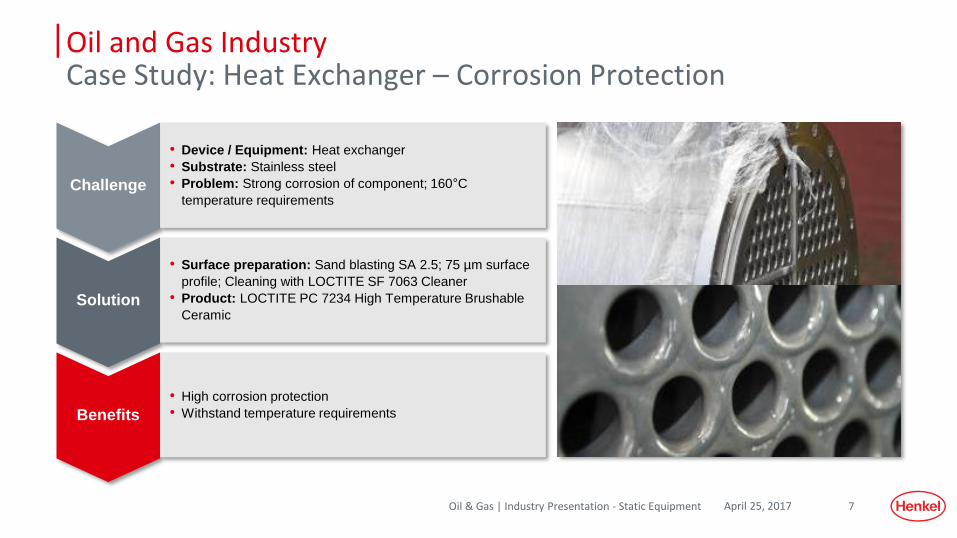
• Device / Equipment: Heat exchanger
• Substrate: Stainless steel
• Problem: Strong corrosion of component; 160°C
temperature requirements
Solution
• Surface preparation: Sand blasting SA 2.5; 75 µm surface
profile; Cleaning with LOCTITE SF 7063 Cleaner
• Product: LOCTITE PC 7234 High Temperature Brushable
Ceramic
Benefits
• High corrosion protection
• Withstand temperature requirements
8
Oil and Gas IndustryCase Study: Heat Exchanger – Corrosion Protection
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
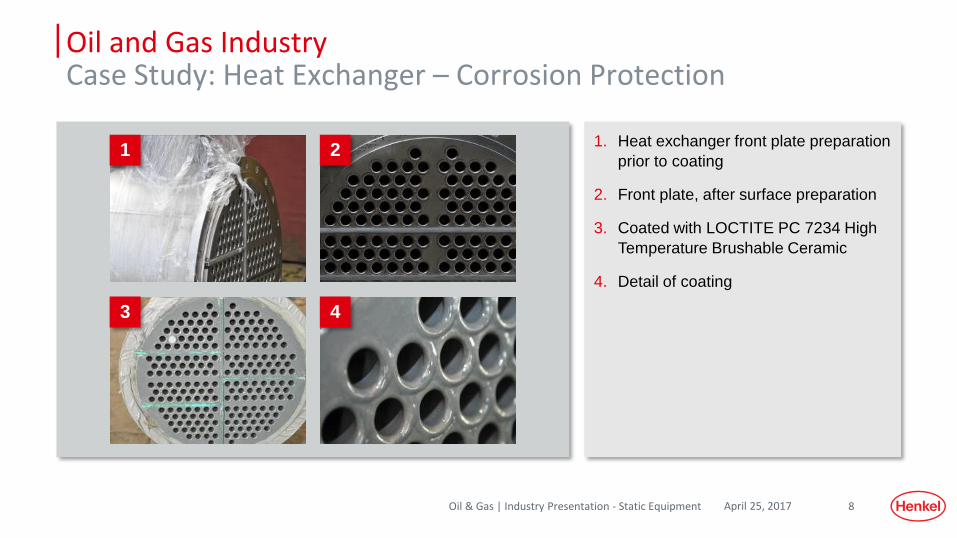
1. Heat exchanger front plate preparation
prior to coating
2. Front plate, after surface preparation
3. Coated with LOCTITE PC 7234 High
Temperature Brushable Ceramic
4. Detail of coating
1 2
3 4
9
Oil and Gas IndustryCase Study: Pipe – Type A – External Corrosion protection
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
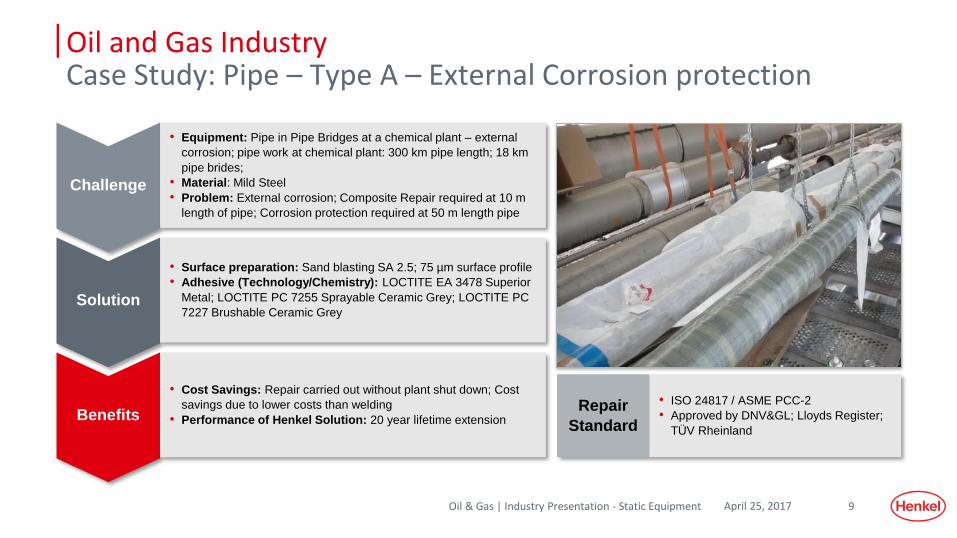
Challenge
• Equipment: Pipe in Pipe Bridges at a chemical plant – external
corrosion; pipe work at chemical plant: 300 km pipe length; 18 km
pipe brides;
• Material: Mild Steel
• Problem: External corrosion; Composite Repair required at 10 m
length of pipe; Corrosion protection required at 50 m length pipe
Solution
• Surface preparation: Sand blasting SA 2.5; 75 µm surface profile
• Adhesive (Technology/Chemistry): LOCTITE EA 3478 Superior
Metal; LOCTITE PC 7255 Sprayable Ceramic Grey; LOCTITE PC
7227 Brushable Ceramic Grey
Benefits
• Cost Savings: Repair carried out without plant shut down; Cost
savings due to lower costs than welding
• Performance of Henkel Solution: 20 year lifetime extension
• ISO 24817 / ASME PCC-2
• Approved by DNV≷ Lloyds Register;
TÜV Rheinland
Repair
Standard
10
Oil and Gas IndustryCase Study: Pipe – Type A – External Corrosion protection
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
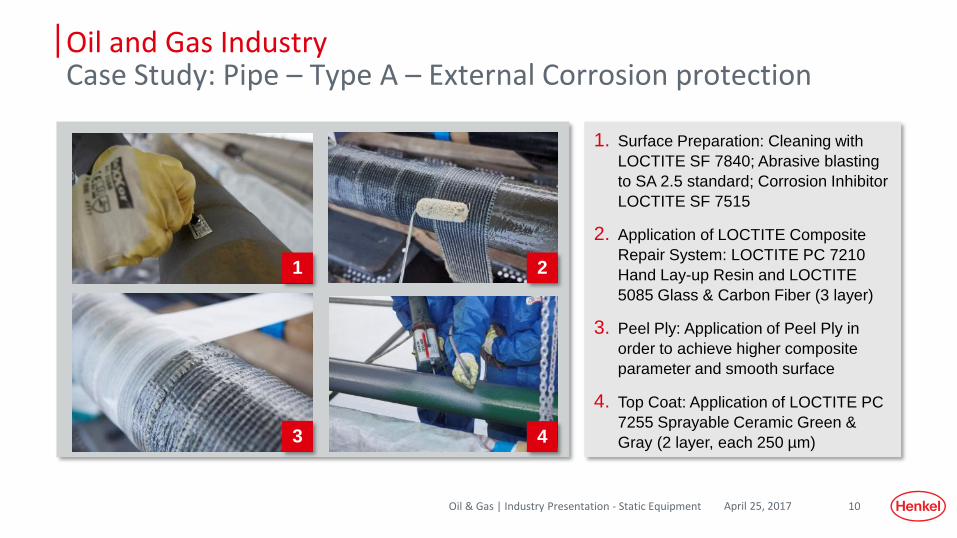
1. Surface Preparation: Cleaning with
LOCTITE SF 7840; Abrasive blasting
to SA 2.5 standard; Corrosion Inhibitor
LOCTITE SF 7515
2. Application of LOCTITE Composite
Repair System: LOCTITE PC 7210
Hand Lay-up Resin and LOCTITE
5085 Glass & Carbon Fiber (3 layer)
3. Peel Ply: Application of Peel Ply in
order to achieve higher composite
parameter and smooth surface
4. Top Coat: Application of LOCTITE PC
7255 Sprayable Ceramic Green &
Gray (2 layer, each 250 µm)
2
3 4
1
11
Oil and Gas IndustryCase Study: Pipe – Type A – Chlorine Vent Main Pipework
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
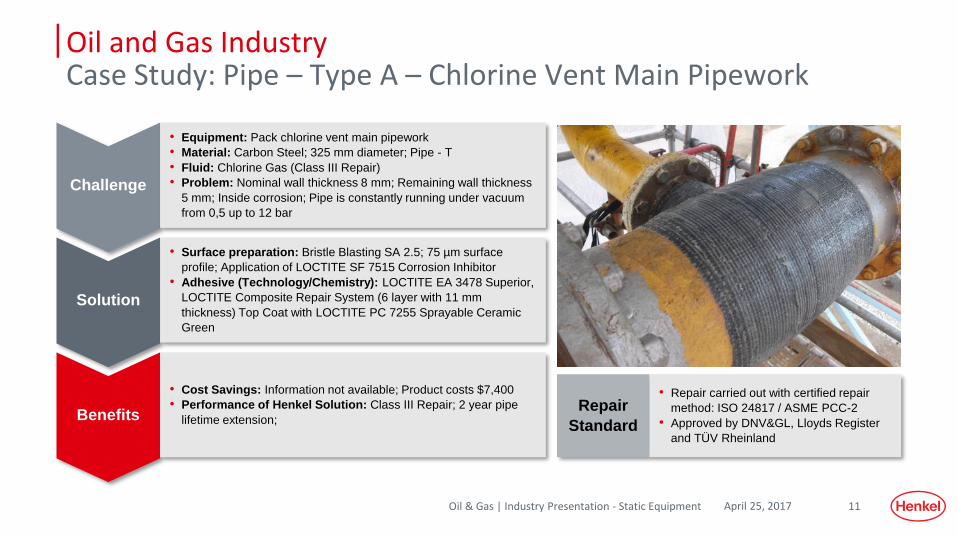
Challenge
• Equipment: Pack chlorine vent main pipework
• Material: Carbon Steel; 325 mm diameter; Pipe - T
• Fluid: Chlorine Gas (Class III Repair)
• Problem: Nominal wall thickness 8 mm; Remaining wall thickness
5 mm; Inside corrosion; Pipe is constantly running under vacuum
from 0,5 up to 12 bar
Solution
• Surface preparation: Bristle Blasting SA 2.5; 75 µm surface
profile; Application of LOCTITE SF 7515 Corrosion Inhibitor
• Adhesive (Technology/Chemistry): LOCTITE EA 3478 Superior,
LOCTITE Composite Repair System (6 layer with 11 mm
thickness) Top Coat with LOCTITE PC 7255 Sprayable Ceramic
Green
Benefits
• Cost Savings: Information not available; Product costs $7,400
• Performance of Henkel Solution: Class III Repair; 2 year pipe
lifetime extension;
• Repair carried out with certified repair
method: ISO 24817 / ASME PCC-2
• Approved by DNV&GL, Lloyds Register
and TÜV Rheinland
Repair
Standard
12April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
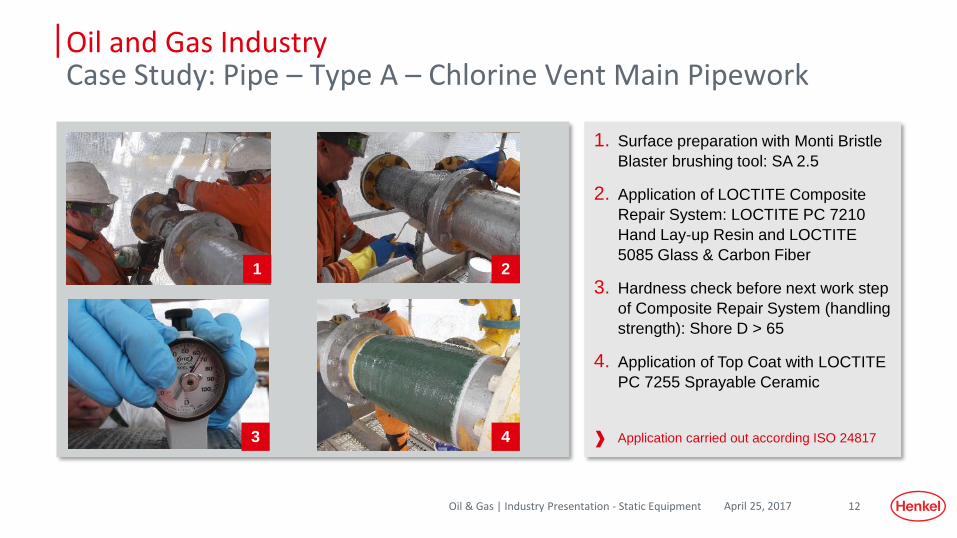
1. Surface preparation with Monti Bristle
Blaster brushing tool: SA 2.5
2. Application of LOCTITE Composite
Repair System: LOCTITE PC 7210
Hand Lay-up Resin and LOCTITE
5085 Glass & Carbon Fiber
3. Hardness check before next work step
of Composite Repair System (handling
strength): Shore D > 65
4. Application of Top Coat with LOCTITE
PC 7255 Sprayable Ceramic
1 2
3 4
Oil and Gas IndustryCase Study: Pipe – Type A – Chlorine Vent Main Pipework
Application carried out according ISO 24817
13
Oil and Gas IndustryCase Study: Pipework & Valve for Water Glycol System
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
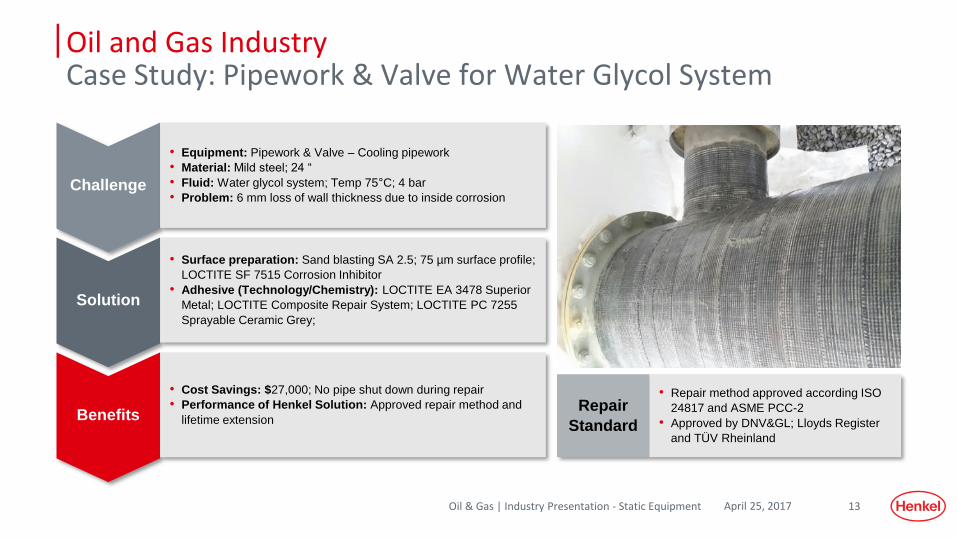
Challenge
• Equipment: Pipework & Valve – Cooling pipework
• Material: Mild steel; 24 “
• Fluid: Water glycol system; Temp 75°C; 4 bar
• Problem: 6 mm loss of wall thickness due to inside corrosion
Solution
• Surface preparation: Sand blasting SA 2.5; 75 µm surface profile;
LOCTITE SF 7515 Corrosion Inhibitor
• Adhesive (Technology/Chemistry): LOCTITE EA 3478 Superior
Metal; LOCTITE Composite Repair System; LOCTITE PC 7255
Sprayable Ceramic Grey;
Benefits
• Cost Savings: $27,000; No pipe shut down during repair
• Performance of Henkel Solution: Approved repair method and
lifetime extension
• Repair method approved according ISO
24817 and ASME PCC-2
• Approved by DNV≷ Lloyds Register
and TÜV Rheinland
Repair
Standard
14April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
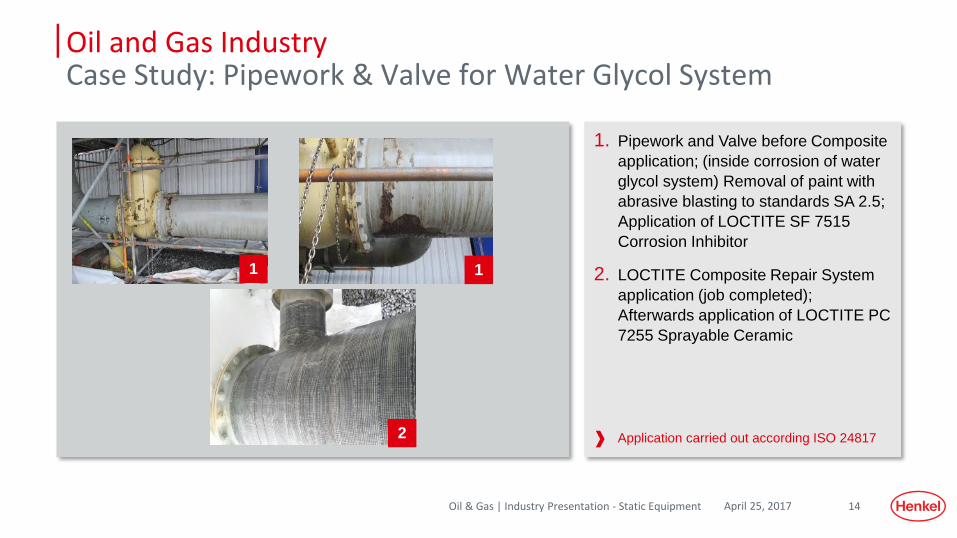
1. Pipework and Valve before Composite
application; (inside corrosion of water
glycol system) Removal of paint with
abrasive blasting to standards SA 2.5;
Application of LOCTITE SF 7515
Corrosion Inhibitor
2. LOCTITE Composite Repair System
application (job completed);
Afterwards application of LOCTITE PC
7255 Sprayable Ceramic
Oil and Gas IndustryCase Study: Pipework & Valve for Water Glycol System
1
2
1
Application carried out according ISO 24817
15
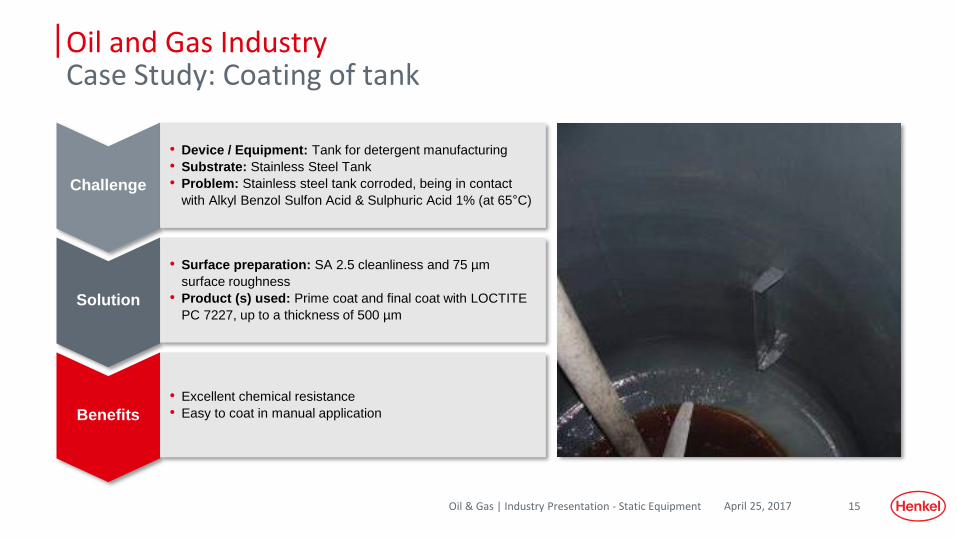
Challenge
• Device / Equipment: Tank for detergent manufacturing
• Substrate: Stainless Steel Tank
• Problem: Stainless steel tank corroded, being in contact
with Alkyl Benzol Sulfon Acid & Sulphuric Acid 1% (at 65°C)
Solution
• Surface preparation: SA 2.5 cleanliness and 75 µm
surface roughness
• Product (s) used: Prime coat and final coat with LOCTITE
PC 7227, up to a thickness of 500 µm
Benefits
• Excellent chemical resistance
• Easy to coat in manual application
Oil and Gas IndustryCase Study: Coating of tank
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
16
Oil and Gas IndustryCase Study: Rebuilding & coating of tank
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
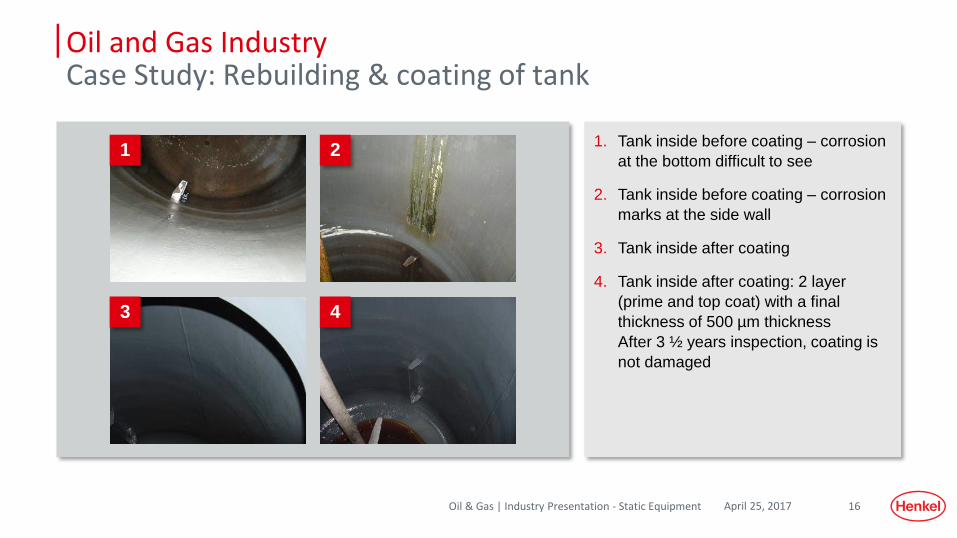
1. Tank inside before coating – corrosion
at the bottom difficult to see
2. Tank inside before coating – corrosion
marks at the side wall
3. Tank inside after coating
4. Tank inside after coating: 2 layer
(prime and top coat) with a final
thickness of 500 µm thickness
After 3 ½ years inspection, coating is
not damaged
1 2
3 4
17
Oil and Gas IndustryCase Study: Rebuilding & coating of tank
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
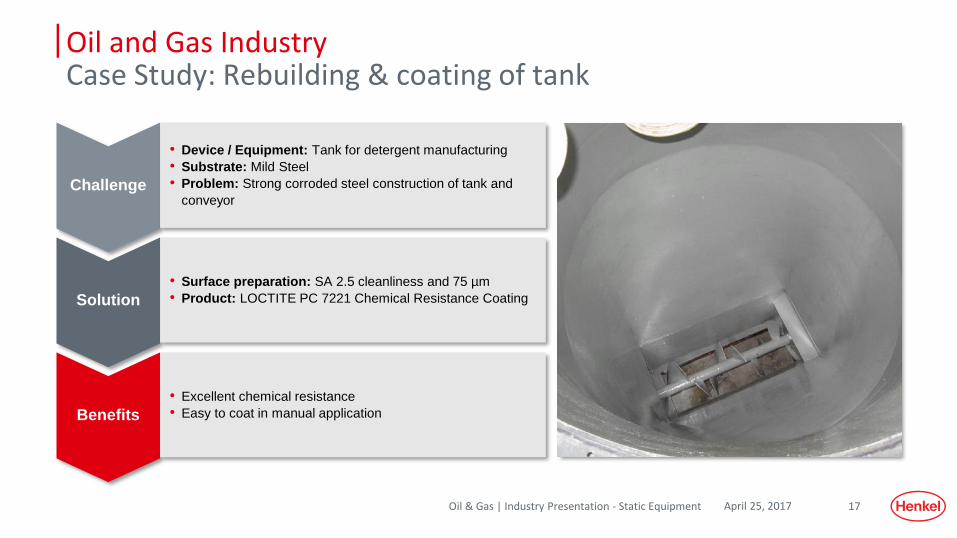
Challenge
• Device / Equipment: Tank for detergent manufacturing
• Substrate: Mild Steel
• Problem: Strong corroded steel construction of tank and
conveyor
Solution
• Surface preparation: SA 2.5 cleanliness and 75 µm
• Product: LOCTITE PC 7221 Chemical Resistance Coating
Benefits
• Excellent chemical resistance
• Easy to coat in manual application
18
Oil and Gas IndustryCase Study: Rebuilding & coating of tank
April 25, 2017Oil & Gas | Industry Presentation - Static Equipment
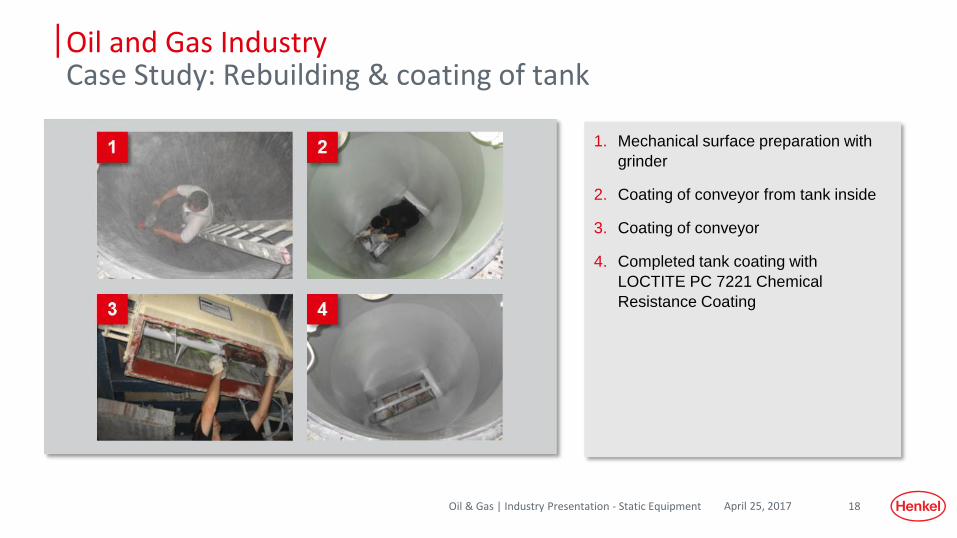
1. Mechanical surface preparation with
grinder
2. Coating of conveyor from tank inside
3. Coating of conveyor
4. Completed tank coating with
LOCTITE PC 7221 Chemical
Resistance Coating





























