Embed Size (px)
Citation preview

OEE Improvement using Cost
Effective Raw Material Inventory
Management
Författare: Almila Berfin YAZICI
Handledare företag Jaroslaw
Modzelewski
Handledare LNU Anders Ingwald
Examinator, LNU Basim Al-najjar
Termin: VT12 30 hp
Ämne/kurskod 5SE01E

(Blank Page)

i
ABSTRACT
The companies ought to care about OEE because it is a measure that shows the effect of the
performance and quality related losses on the system or equipment. In order to improve OEE,
they focus on defining the losses under each OEE elements and try to eliminate these losses.
This study aims to enhance raw material inventory management in order to eliminate
inventory management related losses and improve OEE. Lack of raw material and improper
storage of raw material are main problems related to inventory management. A model is
developed and tested in order to prevent these problems and eliminate these losses.
Performance rate can be improved by preventing idle time due to lack of raw material, and
quality rate can be improved by standardization and improving raw material storage
procedure. In the result of model testing, it is shown that raw material inventory management
has an effect on OEE and OEE can be improved by enhancing raw material inventory
management.
Keywords Raw material inventory management, Overall equipment effectiveness, Cost
effectiveness

ii
ACKNOWLEDGEMENTS
During this study, we were lucky that people, who dealt with our questions and problems, as
they were theirs, surrounded us. There are a few names that we want to tell them special
thanks:
Firstly I would sincerely like to thank Saint-Gobain Emmaboda Glass for their contribution.
Jaroslaw Modzelewski - Production Manager
Bertrand Lerebourg - Top Manager
And thanks to all the workers at Emmaboda Glass that kindly have answered our questions.
For her/his helpful guide and constructive feedbacks, our thanks go to our supervisor Anders
Ingwald,
For his valuable feedbacks and contributions to evaluate that study thanks to Basim Al-
Najjar…
Lastly, for support and understanding during this study, thanks to Mohammed Yahya and
Nevin Boz …
Thanks all.
2012, May
Berfin Almila YAZICI

iii
DEFINITION OF KEY TERMS
Capacity: the total amount or of things that something can hold (Cambridge Business
Dictionary, 2012).
Excess cost: difference between purchase cost and salvage value of items left over at the end
of a period (Stevenson, 2005).
Holding (carrying) costs: cost to carry an item in inventory for a length of time, usually a
year (Stevenson, 2005).
JIT: a technique for reducing wastage through procedures that establish good
communications throughout the production process to ensure that all resources are used
optimally, so that there are only minimum stocks on site for work in progress (Eti et al.,
2004).
Lead-time: time interval between ordering and receiving the order (Stevenson, 2005).
Ordering costs: It is the cost of ordering and receiving inventory (Stevenson, 2005).
Pareto Principle: the idea that a small quantity of work or resources (= time, money,
employees, etc.) can produce a large number of results (Cambridge Business Dictionary,
2012).
Safety stock: the small extra supply of goods, materials, etc. that a company keeps in case
the demand for them is greater than is expected (Cambridge Business Dictionary, 2012).
Setup cost; the amount of money needed to start a business, service, process, etc.
(Cambridge Business Dictionary, 2012).
Shortage: a situation in which there is less of something than people wants or need
(Cambridge Business Dictionary, 2012).
Shortage costs: costs when demand exceeds supply (Stevenson, 2005).

iv
LIST OF ABBREVATIONS
AHP Analytical Hierarchy Process
CNC Computer Numerical Control
DSS Decision Support System
EOQ Economic Order Quantity
EPQ Economic Production Quantity
IT Information Technology
JIT Just in Time
KPI Key Process Indicator
M2
Square meter
MCDM Multi Criteria Decision Making
MCIC Multi criteria Inventory Classification
MM Millimeter
MS Excel Microsoft Excel
OEE Overall Equipment Effectiveness
RM Raw Material
RaMIM Raw Material Inventory Management
TPS Toyota Production System
WIP Work in Process
∀ For all

v
TABLE OF CONTENTS DEFINITION OF KEY TERMS ............................................................................................. iii
LIST OF ABBREVATIONS .................................................................................................... iv LIST OF APPENDICES .......................................................................................................... vii LIST OF TABLES ................................................................................................................. viii LIST OF FIGURES ............................................................................................................... viii 1. INTRODUCTION ............................................................................................................. 1
1.1 Background ................................................................................................................. 1 1.2 Problem Discussion ..................................................................................................... 2 1.3 Presentation of Problem .............................................................................................. 3
1.4 Problem Formulation................................................................................................... 4
1.5 Purpose ........................................................................................................................ 4 1.6 Relevance .................................................................................................................... 4
1.7 Limitations and Delimitations ..................................................................................... 6 1.8 Time Frame ................................................................................................................. 6
2. METHODOLOGY ............................................................................................................ 7
2.1 Scientific perspective .................................................................................................. 7 2.2 Research approach....................................................................................................... 7
2.3 Methods for data collection ......................................................................................... 7 2.4 Evaluation of results .................................................................................................... 8
2.5. Thesis research methods.............................................................................................. 9 2.6. Study Plan ................................................................................................................. 10
3. THEORETICAL FRAMEWORK ................................................................................... 12
3.1. Overview of theory.................................................................................................... 12
3.2. Raw material inventory management ........................................................................ 12 3.3. Raw material Inventory Classification ...................................................................... 13
3.3.1. Traditional ABC Classification.............................................................................. 13
3.3.2. Multi-criteria ABC Classification .......................................................................... 14
3.4. Raw material Inventory Optimization ................................................................... 14
3.4.1. Moving Average Forecasting Method ................................................................... 15
3.5. Decision Support System (DSS) ................................................................................ 16
3.6. Lean Manufacturing .................................................................................................. 16 3.7. Overall Equipment Effectiveness .............................................................................. 17 3.8. Cost Effectiveness in Raw Material Inventory Management ................................... 18
4. MODEL DEVELOPMENT ............................................................................................. 19
4.1 Literature Search ....................................................................................................... 19 4.2 Discussion ................................................................................................................. 19 4.3 Model Development .................................................................................................. 23
4.3.1. Data Collection for the model ............................................................................ 25
4.3.2. Initial OEE Calculation ...................................................................................... 26 4.3.3. Phase 1- Raw material Classification ................................................................ 27 4.3.4. Phase 2 – Order quantity Optimization .............................................................. 28
4.3.5. Phase 3 – Selection of Cost-effective model ..................................................... 32 4.3.6. Phase 4 – Standardization of Raw material size ................................................ 33 4.3.7. Final OEE Measurement .................................................................................... 34

vi
5. EMPIRICAL FINDINGS ................................................................................................ 35
5.1. Presentation of Saint-Gobain Group ......................................................................... 35 5.2. Presentation of Saint-Gobain Emmaboda Glass Factory .......................................... 35 5.3. Cutting Department ................................................................................................... 36 5.4. Rest Plate Inventory .................................................................................................. 37
5.5. Data Collection & Discussion ................................................................................... 38
6. MODEL TESTING .......................................................................................................... 41
6.1. Initial OEE Measurement ......................................................................................... 41 6.2. Phase 1 - Raw material Classification ....................................................................... 42 6.3. Phase 2 –Order Quantity Optimization ..................................................................... 43
6.3.1. Continuous Review ................................................................................................ 43 6.3.2. Periodic Review ..................................................................................................... 46
6.4. Phase 3 – Selection of Cost-Effective Inventory Control Method ............................ 48 6.5. Phase 4 - Raw Material Size Standardization ........................................................... 48 6.6. Final OEE Measurement ........................................................................................... 50
7. RESULTS ........................................................................................................................ 52
7.1. Expected Results of Model Testing ........................................................................... 52
7.2. Actual Results of Model Testing ............................................................................... 52
7.2.1. Cost effectiveness .................................................................................................. 52 7.2.2. OEE Improvement ................................................................................................. 53
8. DISCUSSION .................................................................................................................. 54
8.1. Model Development................................................................................................... 54 8.2. Data Gathering ........................................................................................................... 54
8.3. Model Testing ............................................................................................................ 55
9. CONCLUSIONS.............................................................................................................. 57 10. RECOMMENDATIONS ................................................................................................. 58
REFERENCES ........................................................................................................................ 59

vii
LIST OF APPENDICES
Appendix 1;Saint-Gobain Group (from official website) ......................................................... x
Appendix 2; Photos from Current Raw material inventory .................................................... xii
Appendix 3; Raw material items .......................................................................................... xiii
Appendix 4; Reasons and quantities of defect products ........................................................ xvi
Appendix 5; Production Percentage Among Standard Sizes for Class-A items..................... xx
Appendix 6;Production in February ..................................................................................... xxii
Appendix 7; Defected Products in February........................................................................ xxvi
Appendix 8; Calculations of DSS for RM Classification ................................................... xxxv
Appendix 9;Demand forecasting ............................................................................................ xli
Appendix 10; Photos of New Inventory ............................................................................... xlii
Appendix 11; Production in May......................................................................................... xliii
Appendix 12; Defected products in May ........................................................................... xlviii

viii
LIST OF TABLES
Table 1; Literature review ......................................................................................................... 5
Table 2; Time frame .................................................................................................................. 6
Table 3; The wastes in Lean Production ................................................................................. 16
Table 4; Article search ............................................................................................................ 19
Table 5; Comparison of RM inventory management models ................................................. 22
Table 6; Eight selected raw material items ............................................................................. 43
Table 7; Demand Forecasting ................................................................................................. 44
Table 8;Calculation of Holding costs...................................................................................... 44
Table 9; Calculation of Ordering cost ..................................................................................... 44
Table 10; Results of optimization model ................................................................................ 45
Table 11; Inventory holding quantities ................................................................................... 46
Table 12; EOQ Calculations ................................................................................................... 47
Table 13; Number of orders per year ...................................................................................... 47
Table 14; Demand of Class-A items According to sizes ........................................................ 49
Table 15;Standard rest plate sizes ........................................................................................... 49
Table 16; Rest Plate size for Class-A items ............................................................................ 50
LIST OF FIGURES
Figure 1; Root cause analysis diagram ..................................................................................... 3
Figure 2; Study Plan ............................................................................................................... 10
Figure 3; Connection between theories .................................................................................. 12
Figure 4; Overview of the developed model .......................................................................... 24

1
1. INTRODUCTION
This chapter gives an introduction to the thesis. A description of the background, the problem
discussion and the task developed are presented which leads to the purpose of this study. Also
in this part research clarification takes place by starting a problem formulation.
1.1 Background
In early 1980s, as a reaction to high competition on market, where wastes are unaffordable
and resources are very limited, the lean manufacturing concept was introduced to the public
(Wan & Chen, 2009).Antony et al. (2003) mentions that the aim of lean strategy is to reduce
cycle times, inventories, equipment downtime, set up times, scrap, rework and other wastes in
the production system. Womack and Jones (2003) explain the concepts of waste reduction
and show the effects on the operations of industries and organizations in the manufacturing
sector. By preventing mistakes and eliminating wastes, a lean system produces products with
lower cost, shorter lead-time, and more stable quality (Wan & Chen, 2009). Zhu et al. (1994)
describes waste in a production line as; scrap, rework, equipment downtime, excess lead-
time, overproduction, and lower space utilization. All these wastes also can have an effect on
overall equipment effectiveness (OEE) (Antony et al., 2003).
Nakajima (1988) defines six big losses under the elements of OEE, which covers the wastes
in lean manufacturing. OEE is a measure for effectiveness of either production system or
production equipment. There are 3 elements of OEE, which are performance rate, quality rate
and availability. Availability related losses are breakdowns, setup and adjustments,
performance related losses are idling and reduced speed and lastly quality related losses are
yield and rework (Nakajima, 1988). Godfrey (2002) also classified those wastes based on
OEE elements, which also highlights the effects of waste elimination on OEE. Even though
OEE is a technical measure, each loss related to OEE also has a cost in the system. This is
why OEE improvement by reducing these losses can also reduce the costs related to these
losses (Konopka & Trybulla, 1996).In this case cost effectiveness takes the attention because
implementation of a loss/waste elimination procedure also has its own cost. The loss/waste
elimination should have higher outcomes than itself.
Any problem, delay or stoppage in material flow of raw material can cause higher idle time
and stoppages of the production equipment, which results as lower OEE. Material flow in a

2
production system starts with inventory. There are several inventory types such as; raw
material (RM), work in process (WIP) and spare part inventories. Each inventory has
different impacts of system effectiveness. As an example, spare part management effects the
time of maintenance activities, which also affect the availability of the equipment.
Furthermore, RM inventory management is a two-sided coin, which connects the supply
chain to production, which is the first step of material flow in the production. A successful
RM inventory management has several benefits in both sides but as a common, it provides
optimization for the flow of material and traces the raw material requirement continuously
(Rai & Singh, 2011). This is why raw-material inventory management affects performance
and quality losses. Also preventing such losses decreases the production related costs and
optimum RaMIM minimizes the total inventory cost. Since there are several RaMIM
techniques, cost effectiveness must be considered to select the suitable technique.
1.2 Problem Discussion
The companies ought to care about OEE because it is a measure that shows the effect of the
performance and quality related losses on the system or equipment. In order to improve the
OEE, they focus on defining the losses under each OEE elements and try to eliminate these
losses.
Performance rate is an indicator to measure the production speed. Performance problems
occur from speed losses, small stops, idling or empty positions, (Eti et al., 2004).These
losses, stoppages and idling may have different reasons related to inventory management. As
an example, the line may be not running, because of lack of raw material. Lack of raw
material is a problem in material flow, which causes delays and stoppages. These delays and
stoppages are reasons for high production equipment idle time. These losses lead to low OEE
(Eti et al., 2004). In this study production equipment downtime is defined as the time that the
equipments available to function but remains idle.
The quality rate is calculated to include quality related losses (Pricket, 1999). Quality
problems occur from low quality products and high amount of rework (Godfrey, 2002). There
are different reasons for quality problems; equipment related, worker related, inventory
related, environmental related, etc. This study focuses on inventory related quality issues. The
way to store the raw material affects the quality of the raw material. If the raw material is not

3
stored in the inventory appropriately, the quality of the raw material decreases. Low quality
raw material cannot be processed as a high quality product. So if the raw material quality is
low, the product quality will be low. Improvement and standardization of raw material
storing can overcome this problem.
The last element of OEE is availability. In this study, availability is defined as a measure of
production equipment’s condition to function. Therefore, it does not cover the availability of
raw material and does not have any relation with RM inventory. This is why the availability
is assumed to be constant during the study. The focus is given on performance rate and
quality rate because; these measures can be improved by enhancing inventory management.
1.3 Presentation of Problem
What kind of inventory related problems could occur that reduces OEE? Lack of raw material
and inappropriate storing of raw material are two common problems related to inventory
management, which can reduce OEE. Also, these are only some possible problems but how
do they affect the OEE? They consume working time, work force, delay the production,
decrease the production quantity, decrease the quality rate and increase production equipment
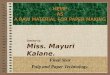
idle time. The summary of the problem is shown in Figure 1.
Figure 1; Root cause analysis diagram
Low OEE
Performance
Rate
Quality Rate
High Idle time
High Cycle time
High Setup time
Lack of RM
Shelf life
Improper Storage
Depreciation
Excessing
Lifetime

4
How inventory management is related to these problems? Raw material inventory
management function is essentially dealing with two major functions; inventory planning and
inventory tracking (Nourpanah & Ansary, 2012). Optimizing RM inventory and following up
RM inventory levels in order to improve performance rate, planning the way of storing raw
material quality high in order to improve the quality rate, also improves OEE.
Max (2003) advises inventory cost for economical evaluation of alternative inventory
management methods. In this study, cost effectiveness is utilized in decision-making step to
decide the alternative management method. Companies may identify if their inventory
management improvement is reducing or increasing inventory cost, but it is also important to
identify the impacts of new inventory management on production i.e. does it generate losses
or savings? There are already many studies about inventory planning and management tools
and methods but there is a lack of theory about how to apply these methods and evaluating
the effect of inventory management on OEE, which shows an interesting problem.
1.4 Problem Formulation
The problem formulation is based upon the presentation of the problem and it is given in the
following.
- How to enhance raw material inventory management in a cost effective way in order to
improve overall equipment effectiveness?
1.5 Purpose
The purpose is to develop a model for raw material inventory management in a cost effective
way in order to improve OEE. Inventory management consists of planning and control.
Inventory planning model consists of raw material classifications and raw material storing
strategy while inventory control model covers optimization of the inventory level and order
quantities. Evaluation will be done in technical and economical perspective in order to select
the cost effective management model.
1.6 Relevance
Enhancing raw material inventory management in order to reduce production equipment
downtime and increase quality rate also aims to increase OEE. Efficient or inefficient
management of inventory is one of the factors that influence performance rate (Koumanakos,

5
2008). OEE is a common measure for company’s effectiveness. It is also very important to
improve effectiveness and reduce the waste of production while you reduce the production
cost. The literature on optimal inventory management uses criteria of cost minimization or
profit maximization (Koumanakos, 2008), which also makes it cost-effective.
All companies would like to have a higher effectiveness in their production system to be
stronger in todays though competition. Bose (2006, p.22) mentions the importance of
inventory management in order to do efficient management of resources in any organization.
This is why all companies can benefit from a cost effective raw material inventory
management by eliminating the wastes in the system and improve their effectiveness. A cost
effective raw material inventory management, keeps the material flow continuous, increases
production rate and quality rate with optimum cost. Therefore this subject is of great
relevance to study.
Beyond the practical relevance, a detailed literature survey is carried out to show the
academically relevance. This review is given in Table 1.
Table 1; Literature review
Database Keywords Hits Relevant
Hits
Onesearch “Raw material inventory management” and “OEE” 0 0
Google scholar “Raw material inventory management” and “OEE” 0 0
LIBRIS “Raw material inventory management” and “OEE” 0 0
WorldCat “Raw material inventory management” and “OEE” 0 0
Google Books “Raw material inventory management” and “OEE” 0 0
IEEE “Raw material inventory management” and “OEE” 0 0
Emerald “Raw material inventory management” and “OEE” 0 0
Emerald “Raw material inventory management” and “Performance Rate” 0 0
Emerald “Raw material inventory management” and “Quality Rate” 0 0
Emerald “Raw material inventory management” and “Availability” 1 0
ScienceDirect “Raw material inventory management” and “OEE” 0 0
ScienceDirect “Raw material inventory management” and “Performance Rate” 0 0
ScienceDirect “Raw material inventory management” and “Quality Rate” 0 0
ScienceDirect “Raw material inventory management” and “Availability” 1 0

6
In the literature review there is no directly related study found in the theory. There are only 2
hits about Raw material inventory management (RaMIM) and availability, which covers the
availability of raw material, not equipment, so they are not relevant to this study. In this
review, one article had mentioned a book written by Bose (2006) that mentions the effect of
RaMIM on performance. Although Bose (2006) underlined that there are visible and invisible
effects of inventory management on performance rate theoretically, but no model is given to
prove this theory. As a result, there is still a gap of existing theories about how raw material
inventory management affects OEE.
1.7 Limitations and Delimitations
The developed model will be tested in one relevant case company, which is delimitation. This
study is limited with cutting department for model testing and measurements. One raw
material inventory will be selected for model testing.
1.8 Time Frame
In Table 2, the primary time frame for conducting this study is shown.
Table 2; Time frame

7
2. METHODOLOGY
In this chapter an explanation of different approaches that can be used when conducting a
scientific report are presented. Lastly, the chosen approaches and the reasons for these
approaches are also presented.
2.1 Scientific perspective
In general, logical aspects of reasoning processes are divided into two categories: deduction,
and induction. But there is also a combination of these two aspects, which is called abduction
(Kudo et al., 2009).
Deduction is a reasoning process for concluding specific facts from general rules (Kudo et al.,
2009). So it depends more on logical thinking than facts. On the other hand induction
provides general rules from specific facts (Kudo et al., 2009). So the conclusions are built
based on facts. Abduction is a process for providing hypotheses that explain the given facts
(Kudo et al., 2009). It is a combination of these two aspects that creates logical hypotheses to
explain empirical facts.
2.2 Research approach
Mainly there are two types of research methods, which are qualitative and quantitative
approaches. In the qualitative approach, goal is discovery-oriented to understand processes
while the research process is iterative and emerging (Forman et al., 2008). It applies inductive
reasoning and used to create theories so the validity is assessed through methodological rigor,
researcher experience and skill, and relevance (Forman et al., 2008).
In the quantitative research method the goal is to measure and determine the relationships
among variables (Forman et al., 2008). Data analysis is deductive so validity is assessed
through expert judgment, correlation and prediction, and mathematical modeling (Forman et
al., 2008). It is commonly used for testing theories; therefore findings are generalized from
sample to population.
2.3 Methods for data collection
Data collection is very important for a successful study to create valid and accurate results.
Case study is a study of first hand experiences contributed by participants which hypothetical

8
cases designed to point out specific problems areas (Brewer, 2001). Data is the source of
information for any case study in order to enable research to analysis or to prove any
phenomenon. There are many methods of collecting data. The most common of these
methods are interviews, observations and document reviews (Tashakkori & Teddlie, 2003).
Interviews could be face to face or via phone. Data can be collected also via e-mail. These
data can be personal experience and/or idea. Observations are main methods for case studies,
as long as case study is a study of firsthand experience. The historical data for a study can be
gathered by document reviewing and/or from electronic data.
2.4 Evaluation of results
In this paragraph validity, reliability and generalization of results will be described briefly. A
research is reliability if results are consistent over time and if the results can be reproduced
under a similar practice, (Golafshani, 2003). Validity determines whether the research
measures which it was intended to measure, (Golafshani, 2003).
2.4.1. Validity
Validity determines whether the research truly measures that which it was intended to
measure or how truthful the research results are (Joppe, 2000 cited in Golafshani, 2003). In
other words, validity tests the consistency of measurements and results. There are three kinds
of validity. These are construct, internal and external validity (Riege, 2003). Construct
validity is about data gathering method and can be improved by having more than one source
for each data (Riege, 2003). This method is also called as triangulation. Triangulation is a
method to use of multiple sources of evidence in the data collection phase, to prevent biases
and gather more realistic data, Golafshani (2003) and Riege (2003). Internal validity concerns
about data analysis, which can be improved by crosschecking the analysis method (Riege,
2003). External validity concerns about research design. Model can be tested again in
different case studies, (Riege, 2003).
2.4.2. Reliability
Reliability concerns if the results are consistent over time if the study were repeated. Also, if
the results of a study can be reproduced under a similar methodology, then the research
instrument is considered to be reliable (Golafshani, 2003). Therefore, observations should not
be dependent on personal or random conditions. Also, to increase the reliability of data

9
gathering by observations, data should be recorded permanently (Riege, 2003).
2.5. Thesis research methods
This report is written according to the official report template of Terotechnology department.
It consists of developing a theoretical model, testing of this model and evaluation of results.
This is a case study, so we deal with empirical facts, on the other hand we develop models
and methods based on general rules. Case study is selected as a method because; the
developed model can be tested and validated by empirical data. This study combines both
inductive and deductive approach in an "iterative" process. At first induction will be used for
problem development and reasoning. Then the deductive approach will be used for model
development and testing. In this point of view this study combines quantitative and
qualitative approaches.
Data collection is based on two parts. Data that will be used for the theoretical chapters is
through literature, scientific journals and books. Data that will be used for empirical findings
and analysis is through interviews, observations, document reviews, electronic data and
personnel experience.
All data, which will be gathered within the study, will be analyzed in order to evaluate the
validity and the reliability. For achieving high validity, deviations will be investigated for
finding the causes. In this study, all numerical data is gathered and processed with MS Excel.
Therefore, validation by MS Excel is used to check the inconsistent data. To increase the
validity of data gathering, each historical data is gathered from related department. Moreover,
electronic data is checked with paper-based documents and consulted to related manager to
increase the construct validity of the data. In this study, triangulation will be applied. Since
the case company uses more than one IT software for keeping historical data, to assure the
reliability, same data will be pulled from all alternative IT systems and be cross checked. For
internal validity, each calculation will be done forward and backward to crosscheck the
validity of data analysis. External validity of this study cannot be tested since the model is
delimited to test on one case company.
In order to increase the reliability, the procedures for data gathering will be carefully

10
explained in the report. Each data source will be given and observations will be recorded
permanently. Assuring the reliability of personal experience is one issue that will be faced
during the study. To overcome this issue, the background of person will be explained.
The author has her roots in industrial management, four years of bachelor degree in industrial
engineering, of which one year is study within the field of planning and optimization models
and two years of Master of Science degree in life cycle management of industrial assets.
Courses studied that are the basics for this project are mainly facilities planning, operations
management, production planning and case study II. The author is used to work with
problem-based learning. Therefore, the author is qualified to make wide literature reviews,
discuss and use theoretical knowledge in order to develop models for a specific problem and
design a research method for this study.
2.6. Study Plan
The plan of this study is given in Figure 2.
Figure 2; Study Plan

11
This study initiates by defining the problem and problem area. When the problem is defined,
a wide research starts to gather information about similar problems in the literature. Available
models and solutions are analyzed and adapted or improved. Meanwhile, a work plan is
prepared with the case company for testing the developed model. When the model is
developed, indicators and data requirements are specified to start data gathering phase. This
is an iterative study so each step gives an input to the next step. When the finals results are
gathered, discussions are carried out for further improvements.

12
3. THEORETICAL FRAMEWORK
In this chapter all necessary theories for conducting this research are presented in order to
make the reader more acquainted with the subject and to increase the understanding.
3.1. Overview of theory
In Figure 3, different theories are presented together with the connections between them.
Figure 3; Connection between theories
At first raw material inventory management (RaMIM) is presented which is the base for
conducting the model development. RaMIM consists of inventory planning and control so;
raw material classification and inventory optimization techniques will be explained. In this
study, these techniques will be utilized in a form of decision support system (DSS). Lean
manufacturing is a strategy that affects the inventory planning while overall equipment
effectiveness (OEE) is a measure to compare the changes in overall management. Finally cost
effectiveness is defined to motivate the cost-effective selection of management model.
3.2. Raw material inventory management
Inventory is a stock of goods that contain economic value, and are held for use or sale in a
future time (Nourpanah & Ansary, 2012).A manufacturing organization can hold inventory of
raw materials, which are necessary for production in order to keep the material flow.
According to Nourpanah & Ansary (2012), RaMIM deals with two major functions; First
function is inventory planning and the second one is inventory tracking. As inventory
management, the task is to analyze demand and decide the inventory levels and to decide
when to order and how much to order. Nourpanah & Ansary (2012) classified inventory
RAW MATERIAL INVENTORY MANAGEMENT
RAW MATERIAL CLASSIFICATIONRAW MATERIAL INVENTORY
OPTIMIZATION
DECISION
SUPPORT SYSTEM
LEAN
MANUFACTURING
OVERALL
EQUIPMENT
EFFECTIVENESS
COST
EFFECTIVENSS

13
management approach as:
1. EOQ: Economic Order Quantity method determines the optimal order quantity, which
minimizes the total inventory cost.
2. EPQ: Economic Production Quantity is developed model of EOQ, which determines
optimal production quantity.
3. Continuous Order Model: When the inventory level reaches predetermined safety
level, the order is triggered with optimal quantity.
4. Periodic System Model: It works on the basis of placing order with optimal order
quantity after a fixed period of time.
These approaches are useful for batch or continuous manufacturing. There is also make-to-
order manufacturing that nothing is specified and everything depends on customer orders.
These approaches, given above, cannot answer such type of manufacturing.
3.3. Raw material Inventory Classification
Inventory classification is a necessary application to manage a large number of inventory
items. ABC analysis is one of the most common techniques in inventory classification (Chen,
2011). It is based on the Pareto principle. The inventory items are divided into three classes.
Class A is the high runner and/or very important class, which usually cover the 80% (Chen,
2011) of the overall score. Class B is the medium runner / important class which is the next
15% of overall score. Class C is the low runners / not important class which the remaining
items in the inventory. Horbal et al. (2008) defines these classes as follows:
Class A; Components for products ordered by most of the customers in large volumes.
Class B; Components for products often ordered by the customers.
Class C; Components ordered rarely or in very low volumes.
Based on the requirements in industry, traditional ABC analysis is also improved from one
criterion to multi criteria. These methods are explained in the following.
3.3.1. Traditional ABC Classification
Traditional ABC classification allows only one criterion. Hence, the traditional ABC analysis
may not be able to provide a good classification of inventory items in practice (Ramanathan,

14
2006). This method classifies the inventory items based on one criterion, which is decided by
the decision maker. In practice, this method is not very common because of this limitation.
3.3.2. Multi-criteria ABC Classification
Value of items and number of items are most common criteria for RM classification
(Stevenson, 2005). Some other suggested criteria are; inventory cost, part criticality, lead
time, commonality, obsolescence, substitutability, number of requests for the item in a year,
scarcity, durability, substitutability, repairability, order size requirement, stockability,
demand distribution, and stock-out penalty cost (Ramanathan, 2006).
Flores et al. (1992) provide a matrix-based model. This matrix is allowing only for two
criteria. To increase the available criteria quantity, multi-criteria decision making (MCDM)
tools are utilized. The most common MCDM tool is the analytic hierarchy process (AHP).
The general idea of AHP is to calculate a score of importance of each inventory item by using
weighting system (Ramanathan, 2006). As the common issue of AHP, this weighting system
is subjective. To address this problem, Ramanathan (2006) developed a simple weighted
linear optimization model whose criticality factor is a subjective value, aims to maximize the
score, and calculates the importance score. Later, Ng (2007) developed a multi-criteria ABC
classification model, which aims to compute a scalar score for each inventory item to
compare them. On the other hand, this model was in lack of utilizing criteria weighting in
score calculations. Hadi-Vencheh (2010) discovers this missing point in the model of Ng
(2007) and develops it in a form that scalar scores are dependent on criteria weighting. Chen
(2011) improved this model for inventory items that has effect on each other by peer
estimation of criteria weighting.
3.4. Raw material Inventory Optimization
Research in inventory optimization deals with the control of production or ordering quantities
so as to minimize the total inventory cost to a firm. This cost includes production cost,
inventory holding cost, ordering cost, transportation cost and others (Ghelman, 2010). These
cost factors are used to calculate economic order quantity (EOQ) or economic production
quantity (EPQ). EPQ is used to adjust the production quantity in batch production. In the
optimization models for EOQ and EPQ, there are some certain rules and assumptions, which
are described by Stevenson (2005):

15
•Annual demand requirements known
•Demand is even throughout the year
•Lead-time does not vary
•Each order is received in a single delivery
•There are no quantity discounts
These are the common assumptions for any optimization model for optimizing EOQ. So the
optimization can be carried out for each item individually assuming that demand is known
and lead-time is constant. If the demand is assumed as constant through the year, fixed order
interval can be calculated by utilizing EOQ formula, given in Equation 1, (McIntosh, 2001).
Eq 1; EOQ = 2𝐷𝑂/𝐻
“D” represents the annual demand of the item, “O” is the fixed order cost of the item and “H”
is the annual holding cost per unit item. Beside optimization of order quantity, different
factors can be optimized according to the manufacturing types and raw material kind. These
factors can be the size, weight, width, volume, etc. of the item. As an example, for items that
cannot be counted with quantity, liquids can be optimized based on volume.
High runner items are checked continuously, Medium runner items can be periodic review
policy and low runner items are controlled using a periodic review policy or only optimized
for once (Ghelman, 2010).
3.4.1. Moving Average Forecasting Method
For inventory optimization models with stochastic demand, a method should be applied in
order to forecast the future demand. Moving average forecasting is an easy applicable method
and preferred with small amount of data exists. Moving average is a smoothing method that
uses the average of the last “n” time period demand as the forecast for the next period
(Sweeney et al., 2009). This method is applicable for data with no trend. If there is an
increasing or decreasing trend in demand, other forecasting methods should be applied to get
more accurate forecasting.

16
3.5. Decision Support System (DSS)
Decision support system is a computer-based system that helps and supports during decision-
making process. In order to achieve more effective decisions, a DSS utilizes mathematical
models borrowed from disciplines, which are applied to the data contained in the system
(Vercellis, 2011). Decision support systems can be developed in any proper software. The
aim of DSS is to take the data and put it into mathematical models and shows the result. The
use of analytical models to transform data into knowledge and provide support is what
distinguishes a DSS from an information system (Vercellis, 2011).
3.6. Lean Manufacturing
Lean manufacturing is a strategy developed by Toyota manufacturing plants and nowadays
widely adopted around the world, Kahraman and Yavuz, (2010). Lean manufacturing is with
lower cost, shorter lead-time, and more stable quality than the traditional mass production
systems by preventing mistakes and eliminating wastes (Wan & Chen, 2009).
Kahraman and Yavuz (2010) stated that lean manufacturing is an umbrella term for JIT;
hence, it can be explained to produce necessary units in necessary quantities at the necessary
time with lean production continuous improvement is achievable by eliminating wastes.
Utilizing lean production would help companies to use less but achieve more through
improvements in the business process (Alsouf, 2011). Furthermore, according to lean
manufacturing strategy, all kind of wastes is considered as anything that does not add value to
product. Over producing, over processing, keeping high inventories and unnecessary
transportation are all considered as wastes, Kahraman and Yavuz, (2010). Originally, seven
kinds of waste are defined, but later seven new kinds of waste have been added to lean
principles, given in Table 3 (Pham, Dimov and Hagan, 2001):
Table 3; The wastes in Lean Production
Original wastes New wastes
1 Waste of overproduction Waste of human potential
2 Waste of waiting Waste of inappropriate systems
3 Waste of transporting Waste of energy and water
4 Waste of inventory Waste of material
5 Waste of processing Waste in service or office
6 Waste of motions Waste of customer time
7 Waste of defects Waste of defecting customers

17
So, improving a production system according to lean manufacturing needs to analyze all of
these topics above in plant to see where to make improvements in eliminating waste (Pham,
Dimov and Hagan, 2001).
3.7. Overall Equipment Effectiveness
Slack et al. (2009) define Overall Equipment Effectiveness (OEE) as a popular method of
judging the effectiveness of capacity, which is based on Time (for which the asset is
available, availability); Speed (or throughput rate of the equipment; performance rate) and
quality of the product or service (quality rate). So, OEE is calculated by multiplying
performance rate, quality rate and availability (Godfrey, 2002).SME (1995) gives the
calculation for performance rate and quality rate as in Equation 2 and 3:
Eq.2; Performance rate = Ideal cycle time * Output / Total operating time
Eq.3; Quality rate = Number of good products / Output
= Output – Defected products / Output
To calculate OEE, the critical parameters require detailed performance data (Dal et al., 2000).
This means initially data collection is highly complex. On the other hand, Dal et al. (2000)
suggests a simplification for data gathering; rather than recording the actual time of each
downtime and speed loss separately, the frequency of these losses could be recorded.
Dal et al. (2000) defines three main usage are for OEE. Firstly, OEE can be utilized to
measure the initial performance of a manufacturing plant. Thus, the initial OEE measure can
be compared with future OEE values, which shows the amount of improvement in time.
Secondly, OEE can be measured for each production line to compare line performance across
the factory. Thirdly, if the machines process individually, OEE measure can identify which
machine performance is lowest to specify the problem.
Eti et al. (2004) defines the losses related to OEE. Availability losses result from breakdowns
and changeovers. Performance deteriorations occur from speed losses and small stops or
idling times. In this case, the production line run, but it produces less than capacity. Quality
losses consist of losses due to rejects, defected products, and remake in production line.

18
3.8. Cost Effectiveness in Raw Material Inventory Management
There are many cost-analysis approaches in evaluation and decision-making, which are
related, but different. There is a common mistake in theory in distinguishing the terms of cost
effectiveness, cost/benefit. Lewin & McEwan (2000) separates each term clearly and
describes cost effectiveness approach as selecting the alternative, which has the maximum
effectiveness per level of cost or minimum cost per level of effectiveness.
Stevenson (2005) mentions that a cost effective inventory management should keep track of
inventory with a reliable forecast of demand and a classification system by utilizing accurate
lead times and reasonable estimates of holding cost and ordering cost. So we can define cost
effective inventory management as a system, which keep track of inventory with a reliable
forecast of demand and a classification system that keeps the material flow continuously by
utilizing accurate lead times and with minimum inventory cost which is calculated by
reasonable estimates of holding cost and ordering cost.

19
4. MODEL DEVELOPMENT
In this chapter the development of a model to enhance raw material inventory management is
presented. Search for relevant theories is made and then these theories are evaluated. In the
last step a new model is created.
4.1 Literature Search
Before developing a model for raw material inventory management (RaMIM), a search for
existing theories within this area will be done. The search is performed in Google scholar and
Onesearch search engines. Within these engines, different databases such as, Emerald,
Springer, Science direct and IEEE were available for scientific articles search. To assure the
validity of these articles they are selected from scholar journals. Keywords used and relevant
information is shown in Table 4.
Table 4; Article search
Keywords Search
Engine
Hits Relevant
Hits
Reference(s)
“Raw material inventory
management”
OneSearch 3 0 -
“Raw material inventory
management”
Scholar
41 3 Ghelman (2010)
Nourpanah & Ansary (2012)
Tang et al. (2008)
“Raw material inventory
optimization”
Scholar
3 0 -
“Raw material management” Google
Scholar
16 0 -
“Raw material optimization” Google
Scholar
5 0 -
The relevant hits for these keywords are selected based on the scholar journals and study
area. Since the navigator brings all articles that have these keywords in the entire text, many
irrelevant hits had occurred. Studies related to manufacturing industry and covers inventory
planning and control models are selected for relevant hits.
4.2 Discussion
In this part, a comparison of existing theories will be conducted. Firstly, criteria for
evaluating the models will be given, and then the comparison of the models' content will be
presented. Lastly they will be discussed according to the criteria and checked whether they
fulfill the criteria or not.

20
The criteria for evaluating the theoretical models are given in the following;
i. Understandable and applicable management model
ii. Utilization of Cost effectiveness
iii. Covers OEE elements
These criteria are developed to criticize and compare the models available in literature. Since
this study is about a cost effective inventory management in order to improve OEE, each
criterion is defined to select the suitable model for this study.
Criterion (i) concerns whether the model is understandable and applicable or not. This
criterion concerns about the management point of view. Since inventory control is a
continuous process, the model should be applied repeatedly. Each variable and parameter
notation should be defined clearly so the other applicants can understand the aim of the
model.
Each step of model application should be given in an order. The steps should be defined in an
overview and each step should also be given in details. The mathematical model should be
understandable and able to be solved without any special requirement. Each step of
calculations should be explained clearly. This feature prevents wrong implementation of
model and eases the implementation plan.
Required data should be defined to enable other applicants to gather these data before
implementing. This prevents time wastes during the model implementation and increases the
reliability of the implementation. Also if any data was assumed or forecasted, the author
should explain which method he utilized for this forecasting. As an example, if the demand
data is assumed to be constant in the model, the author should mention it, or if it is
forecasted, he should give the forecasting method in the model.
Criterion (ii) is about whether the model utilizes or satisfies cost-effectiveness or not. In
inventory management cost effectiveness analysis was defined as selecting the alternative,
which has minimum inventory cost for same unit of effect. The objectives of inventory
optimization models are commonly minimizing cost while determining order quantity to keep

21
the material flow continuously. In these models to fulfill cost-effectiveness, the models
should select an optimal order quantity, which is not allowing raw material shortages while
minimizing the inventory cost. Inventory cost has two main cost factors, ordering cost and
holding cost. An accurate inventory cost calculation should cover them both. Also inventory
cost and ordering policy would differ for different raw material classes. A cost effective
model cannot specify the same order quantity for high runners and low runners as long as
high runners requires higher amount of material flow. So raw material classification is
required to assure the cost effectiveness of the model.
Criterion (iii) concerns if the available models are discussed according to their effect on OEE.
Since this study is discussing the effect of raw material inventory management on OEE, the
models are compared according to this criterion. Models can discuss any element of OEE
separately such as performance rate quality rate or availability. Moreover, shortage is another
element that affects performance rate. If the shortage is allowed, the lack of raw material is
allowed which reduces performance rate.
The comparison of three available models in the theory according to defined criteria is in
Table 5. Each criterion is gathered from available models from theory. The criteria which are
satisfied by available models from theory are marked with “+” sign.
Criteria I
Ghelman’s (2010) RaMIM model has a structured explanation for application and an
illustrative example, which makes it easier for application. The notations of parameters and
variables are defined clearly. Also the model assumes that the demand is constant during the
year, which also eases the implementation in management point of view. On the other hand,
the utilized data is not listed in the model description, which reduces the reliability of model
implementation by other users. This is why Ghelman’s (2010) RaMIM does not satisfy
criteria (i). Nourpanah & Ansary (2012) developed an RM inventory optimization model,
which also does not fulfill the requirements of criteria (i). Each step of the model
implementation is defined but not explained in detailed. The abbreviations within the model
are not defined. Also there is no example of implementation, which means that the model is
not tested or validated. RM inventory model of Tang et al. (2008) has an assumption of
constant demand. The variables and parameters of this model are defined but there is no

22
example of application and no structured figure of model application. So this model also does
not satisfy criteria (i). As a result none of the available models satisfy criteria (i).
Table 5; Comparison of RM inventory management models
Authors
Criteria
Ghelman (2010)
Nourpanah & Ansary (2012)
Tang et al. (2008)
CRITERIA I Easy application of
management
Definition for notations + + +
Illustrative example +
Explanation of
mathematical model
calculations
+ + +
List of required data
Constant demand or
forecasting method + + +
CRITERIA II Cost effectiveness
Economic order
quantity + + +
Cost minimization + + +
Holding cost + + +
Ordering cost +
RM classification +
CRITERIA III Overall equipment
effectiveness
Shortage amount + +
Performance Rate +
Quality Rate
Equipment Availability
+: Model satisfies this criterion
Criteria II
Objective of all three available models are cost minimization. Ghelman’s (2010) model
covers both holding and ordering cost inventory cost calculation, the cost calculations are
accurate. Although there is no RM classification in this model, the EOQ calculations are
based on single kind of RM item. So each RM item has its own EOQ. This indicates that this
is a cost-effective model. The model of Nourpanah & Ansary (2012) also calculates the EOQ
for singe RM item but the cost calculations does not cover ordering cost. Since this cost
assumption is not realistic, the model is not cost-effective. The model of Tang et al. (2008)
has a similar model as Nourpanah & Ansary (2012) model in cost-effectiveness perspective
with a lack of ordering cost in inventory cost calculations. On the other hand, this model
covers RM classification, which is a requirement for cost-effectiveness criteria. As a

23
summary, the only model that satisfies cost-effectiveness criteria belongs to Ghelman (2010).
Criteria III
To fulfill this criterion, the models should discuss the effect of inventory management on
OEE and/or OEE elements. According to this explanation, the only model that discusses the
effect of inventory management on performance rate is the model of Nourpanah & Ansary
(2012). On the other hand, the models of Nourpanah & Ansary (2012) and Ghelman (2010)
discuss about the effect of shortage amount in inventory planning. Since shortages in
inventory affects performance rate, this model is covering performance rate discussions. On
the other hand, none of the available inventory models mention about quality rate and/or
equipment availability. As a summary none of the available models fulfills criteria (iii).
4.3 Model Development
When the available models in theory are compared according to defined criteria, we saw that
there is no available model in theory to utilize for this study because none of the models are
satisfying all three criteria. So, we need to develop a new model that satisfies all these criteria
to be able to show the effect of cost-effective inventory management on OEE. The new
model should discuss the OEE elements so; it should start with calculating the initial OEE of
production line/system and end with calculating the final OEE value to compare in the
results. According to criteria (ii) the model should cover raw material classification and
correct inventory cost calculations where cost is minimized for EOQ to develop a cost-
effective inventory model. Lastly according to criteria (i) each parameter, variable and
assumption will be explained clearly, the required data for model implementation will be
listed and the model will be verified by testing it with empirical data. The developed model is
shown in Figure 4.

24
Start
Phase 1- Raw Material Classification
a. Specify criteria for RM Comparison
b. Estimate weight for each criterion
c. Calculate score for each RM item
d. Classify RM items based on scores
(Explained in Chapter 4.3.3)
Phase 2 – Order Quantity Optimization
(Explained in Chapter 4.3.4)
2.1. Continuous Review
a. Specify the assumptions
b. Define parameters and
variables
c. Define objective function
d. Specify the constraints of
the model
e. Calculate optimum order
quantities
2.2. Periodic Review
a. Specify the assumptions
b. Define parameters and
variables
c. Define total inventory cost
d. Calculate optimum order
quantity
e. Calculate order interval
Phase 3 – Selection of cost effective inventory
control strategy
a. Calculate total inventory costs
b. Select the minimum total inventory cost of optimum order
quantities from Phase 2
(Explained in Chapter 4.3.5)
Phase 4 – Raw Material size Standardization
a. Specity RM items to optimize in size
b. Specify the assumptions
c. Define standard sizes
d. Select the optimum size for each RM item
(Explained in Chapter 4.3.6)
End
Initial OEE Calculation
(Explained in Chapter 4.3.2)
Final OEE Calculation
(Explained in Chapter 4.3.7)
Figure 4; Overview of the developed model
Before starting the RaMIM model, we calculate the initial OEE of the equipment or the
system, so we can compare it with the final OEE, after the model implementation. This
highlights the effect of RaMIM on OEE.

25
The model starts with Phase 1, raw material classification because classification model
distinguishes the high runner, medium runner and low runner items to make the model more
cost-effective and highlight the items to focus on in the rest of the model. RM Classification
improves cost-effectiveness by evaluating and optimizing high runner items and low runner
items separately. This classification will be utilized in inventory optimization step by
determining different ordering policy and order quantity for each class in order to decrease
the inventory cost. Multi criteria classification model is selected since it classifies according
to more than one criterion (supported in Chapter 3.3.2). Each criteria will be weighed
(Ramanathan, 2006) and score calculation of each item will be done (Hadi-Vencheh, 2010).
Phase 2 is for computing optimal order quantity for RM items. For order quantity
optimization, there are three alternative methods: periodic review, continuous review or no
review. For inventory cost minimization high runners must be optimized by periodic or
continuous review (Ghelman, 2010). Medium and low runners do not have to be reviewed.
This decision belongs to decision maker. In this study, high runners will be chosen for this
optimization model. In Phase 2, for chosen RM items, both review policies will be applied.
Then in Phase 3, the total inventory cost of these review policies will be compared to select
the minimum inventory cost. This total inventory cost is calculated according to the definition
of Stevenson (2005) for cost-effective RaMIM model. Since both optimization technique
does not allow shortages and have the same effect on system effectiveness, this selection also
fulfills the cost-effectiveness criteria of the model.
Lastly, Phase 4 is for defining standard sizes for RM items and select an optimum size for
each RM item according to demand of item. This phase is specifically applicable for RM
items, which are being purchased in bigger size and stored in smaller size.
When the RaMIM model is implemented, a final effectiveness will be calculated to show the
effect of RaMIM on OEE.
4.3.1. Data Collection for the model
Is the data in hand ready and enough? This needs to be considered before starting to use the
model. If the available data is relevant and enough, it should be evaluated and prepared for

26
the model. If the available data is not relevant and/or enough, data gathering should be
applied before starting the model. Before starting collecting data, all required data should be
listed and defined. This will prevent wasting time on collecting unnecessary data. During the
data collection process, there are some issues that should be considered. These data must be
valid in the time of the study and after. Same data can be compared from different sources to
increase validity. If there is a missing data, no data should be fabricated instead. The source
of the data should be noted to increase the reliability of the data.
For OEE Calculation: For performance rate calculation, production quantity, cycle and total
production time is required. For quality rate calculation, defected product quantity or number
of good products is required. And for availability, the time for maintenance activities, total
downtime of the equipment and total available time of the equipment.
For Phase 1: Data collection of raw material prices can be found in purchasing orders.
Technical data such as quantity, size, and weight according to demand can be gathered
production order or customer orders. Furthermore, amount of use in production and
frequency of use should be obtained from historical data. It is important to find all relevant
data for all raw material types.
For Phase 2: For optimization models, required data are annual demand, holding cost of one
item, ordering cost, lead-time of RM items. Annual demand can be approximated from
historical demand data or can be forecasted by forecasting techniques. Lead-time can be
found in purchasing related database. Ordering cost and holding cost is an approximation
from product price and can be calculated in different ways.
For Phase 4: The demand of each RM item according to customer order size is required to
analyze the most desired size for each item. Also size of supplied RM is necessary to define
standard sizes.
4.3.2. Initial OEE Calculation
Before implementing the model, OEE of the equipment or department or system should be
calculated in order to define the problem areas and compare it with the final OEE after the
implementation of the model.

27
In this study, the equipment availability is assumed to be constant, since no effect of raw
material inventory management is shown on availability. The performance rate can be
calculated with Equation 2. Every company can have different ways of calculating
performance rate. The main focus is to include the problem in the calculations and measure
the speed of production accurately. As an example, if the performance rate problem is related
to lack of raw material, the time period of data should include such a problem. The data of
OEE calculations should be chosen carefully in order to represent the actual situation. The
quality rate can be also calculated with Equation 3. Quality rate represents the rate of quality
items so it is a value, desired to improve also.
4.3.3. Phase 1- Raw material Classification
In this stage the available raw materials are going to be classified. The explanation for each
step is given in the following.
1.a.Specify criteria of economical and technical aspects for RM comparison. These criteria
used to compare raw material to define which of them are high runners, medium runners or
low runners. The aim of RM Classification is to distinguish RM items according to
production amount and price. Therefore the criteria are the price of raw material, frequency
of use, size, weight and amount of use. These criteria can be utilized all or some of them.
This decision belongs to decision maker and changes the result of classification.
1.b. Estimate weight for each criterion. Weighting of criteria is heuristic approach that
depends of the decision maker opinion. Each criterion has an importance in this analysis that
may differ according to type of industry and RM item. Weighting can be more accurate
according to the experience of decision maker. Heuristic weighting of criteria is a feature of
AHP technique (Ramanathan, 2006).
1.c. Implement inventory classification model. ABC analysis combined with AHP criteria
weighting is proposed as multi criteria inventory classification (MCIC) model (Explained in
Chapter 3.3.2). Objective of this model is given in Equation 4.

28
Eq 4; Objective Function
In equation 4, “i” represents the raw material items;“j” represents the criteria to consider. “Si”
is the score of item “i” which is multiplication of weight and measurement of each criteria.
“Yij” is the measurement of criterion “j” of item “i” which needs be converted to a value
between 0-1. This converted value is represented by “CYij” and computed by Equation 5.
Eq 5;Conversion of measurements
Weighting of contribution of each criteria of each item is shown as “Wij”. Total amount of all
criteria weights of each item must be 1, . For a discrete linear model, no variable
can be less than zero so, Wij≥0 for all weighting values.
1.d. Classification of items. As a result of this model, highest score is grouped as Class A,
middle values are Class B and low values are Class C. These classes are also called as high,
medium and low runners. There is no specific rule for deciding the limits of classes. Based on
Pareto principle, until 85% of all scores are classified as Class A, from 85% to 95% of all
scores is Class B and the rest is Class C.
4.3.4. Phase 2 – Order quantity Optimization
In this stage the focus is given in Class A and Class B items as long as they cover the high
amount of all production. Class-A items will be checked with the cost effective review
policy, Class-B items will be checked by periodic review policy and Class-C items will be
only optimized for once.
Phase 2.1. Continuous Review
The steps for Phase 2.1 are explained in the following.
J
j
ijiji CYwMaxS1
*
)(min)(max
)(min
ijiiji
ijiij
iYY
YYCY
J
j
ijW1
1

29
2.a. Specify the assumptions of the model. Inventory tracking model will be developed both
as periodic review and continuous review models. In both models, demand can be forecasted
and order quantity can be calculated periodically so the optimization can to be improved
according to new empirical data. In this study, two approaches will be applied both and
compared according to cost-effectiveness.
For demand forecasting, moving average forecasting technique is applied in this model.
There are various forecasting methods and a suitable one should be selected to data. If there
is any seasonal of linear trend, moving average method cannot be utilized.
2.b. Define notations of the optimization model. The indices, parameters and variables of the
model are defined in the following.
Indices;
i = raw material (i = 1,...N)
t = time period
T = length of planning horizon for each model run
Parameters;
Dit = Demand for raw material i in period t, i = 1,...,N and t = s, s+1,..., s+T-1
Cit = unit cost of raw material i in period t
Li = Lead time for raw material i
Hi = Inventory holding cost per unit of raw material i per period
Capt = Total normal storage capacity for all raw material in period t (in kilograms)
Ai = the unit weight of each raw material i (in kilograms)
Ot = Fixed order cost of raw material i in period t
M = Very large number (e.g. M = 9999)
Variables;
Xit = Amount of raw material i ordered in period t
Iit = Inventory of raw material i at the end of period t
δt𝜖 {0,1}, where δt = 1 if any raw material is ordered in period t, and δt = 0 otherwise

30
2.c.Defining objective function of the model. The objective of this model is minimization of
total cost. Total cost consists of inventory holding cost and ordering cost. The formulation is
shown in Equation 6.
Eq 6. 𝑀𝑖𝑛 z = (𝐻𝑖 ∗ 𝐼𝑖𝑡𝑁𝑖=1
𝑇𝑡=1 ) ∗ (O𝑡𝛿𝑡); (∀ 𝑖, 𝑡)
2.d.Specify constraints. There can be some constraints related to supply chain, production
quantity, time or special contracts with different customers. These constraints should be
involved in the model to get more realistic results. Constraints of the model are explained in
the following;
Demand Constraints
This constraint (Equation 7) is to make sure that in every period the inflows are the same with
the outflows. Shortage is not allowed so the amount items coming inside the inventory must
be equal to the amount of item going out from inventory. Inflow amount is calculated
according to lead-time, so it is not the amount ordered but the amount reached to inventory.
Eq 7. Ii, t-1 + Xi,t-Li = Dit + Iit ; ∀ 𝑖, 𝑡
Capacity Constraints
This constraint (Equation 8) is developing to limit the raw material storage according to the
limits of inventory storage units.
Eq 8. 𝐴𝑖 𝐼𝑖 ,𝑡−1 + 𝑋𝑖,𝑡−𝐿𝑖 = 𝐶𝑎𝑝𝑡
𝑁𝑖=1 ; ∀ 𝑖, 𝑡
Binary Constraints
This constraint (Equation 9) will make sure that the orders quantities have a relationship with
the actual ordering in every period. If no orders are placed in a period, these order quantities
have to be zero for that period.
Eq 9.X𝑖𝑡 ≤ 𝑀𝛿𝑡; ∀𝑖, 𝑡
Xit≥ 0; (∀𝑖, 𝑡)
Iit≥ 0; (∀𝑖, 𝑡)

31
These are non-negativity constraints that will make sure that the order and inventory
quantities will never be less than zero.
2.e. Calculating order quantity. This is a mathematical model so it should be solved with
proper software. Since there is a binary variable, “Lindo” or “Lingo” cannot solve this model
but “MS Excel Solver” or “Gams” can solve it.
Phase 2.2. Periodic Review
The steps of Phase 2.2 are given in the following.
2.a.Specify the assumptions of the model. In periodic review, annual demand can be gathered
from historical data or demand can be forecasted for a year time to gather annual demand.
Holding cost, ordering cost also assumed to be constant during the year.
For periodic review, as an EOQ assumption annual demand must be constant and known, on
the other hand demand can be stochastic in continuous review model (Stevenson, 2005). For
demand forecasting, moving average forecasting technique is applied in this model, because
there is no trend in demand data (Explained in Chapter 3.4.1).
2.b. Define notations of the optimization model. The notations of the model are defined in the
following.
Parameters;
Di = Annual demand for raw material i, i = 1,...,N
HCi = Annual inventory holding cost per unit of raw material i
OCi = Fixed order cost of raw material i
Variables;
EOQi = Economic order quantity for item i
TC = Total inventory cost
Oi = Total number of orders for item i

32
2.c.Defining total inventory cost. Total inventory cost consists of inventory holding cost and
ordering cost. The cost calculations are the same in both review techniques to be able
compare them. The formulation is shown in Equation 10.
Eq 10. TC = [(𝐻𝐶𝑖 ∗ 𝐸𝑂𝑄𝑖𝑁𝑖=1 ) ∗(OCi * Oi)], (∀𝑖, 𝑖 = 1. . 𝑁)
For determining Oi, another equation is required, given as Equation 11. The annual demand
should be divided by order quantity to compute how many orders are required for this time
period.
Eq 11.Oi = 𝐷𝑖
𝐸𝑂𝑄𝑖(∀𝑖, 𝑖 = 1. . 𝑁)
2.d. Calculating order quantity. Economic order quantity is calculated with a formula given
in Equation12. This equation is based on the theory given in Chapter 3.
Eq 12.EOQi = 2∗𝐷𝑖∗𝑂𝐶𝑖
𝐻𝐶𝑖
2.e. Calculating order interval. Since the order quantity is known, by dividing total demand
to order quantity, we can compute how many orders should be given during the year. This
order number will be given in 12 months so by dividing 12 by order number, we can find the
fixed order interval.
4.3.5. Phase 3 – Selection of Cost-effective model
This phase satisfies the cost-effectiveness of the model by selecting the minimum inventory
cost for the same effect. Stevenson (2005) defined cost effective RaMIM model as a model
that includes inventory holding cost and ordering cost as total inventory cost. So total
inventory cost is calculated by adding annual holding and ordering cost of items. The data
used in both models are the same and the same forecasting technique is utilized for demand
forecasting. Since both models are not allowing shortages, the effect of both models are the
same on performance rate.
3.a. Calculating total inventory cost. When the EOQ for each item is determined, by utilizing
Equation 10, total inventory cost will be selected as cost effective model.

33
3.b. Selection of model. The total inventory cost values, gathered in Phase 2 will be compared
and the model with minimum cost will be selected to as the application.
4.3.6. Phase 4 – Standardization of Raw material size
This phase is applicable for items that require being stored in different size than supplied. The
main purpose of the optimization is to minimize scrap rate, ease to locate the RM item and
standardize the inventory holding while preventing some quality issues.
4.a. Select RM items for size standardization. Not all the RM items have to standardize in
size. Since they have the highest effect on the effectiveness, high and medium runner items
can be standardized in size to ease the locating of RM item and prevent quality issues. The
items can be high-runners, medium runners, specific items which needs to be standardized in
size for easily handling, items that has quality problems related to holding in different size.
4.b. Specifying assumptions. This model assumes that the production percentage of each size
will be constant. If scrap rates changes in time or one or more of the selected size becomes
unnecessary, the procedure can be repeated in time. Also, the minimum production
percentage that should be covered by a selected size must be more than 20%.
4.c. Determining Standard sizes. The step is the main standardization process. According to
supplying size, other smaller sizes should be determined. Also, these standard sizes should be
easy to consider and process for the workers. There are two main criteria for determining
standard size; production rate according to size and easiness to gather from original size.
4.d. Select optimum size. A decision support system will be developed to select the optimum
size(s) for selected items. This decision is based on the production amount for each standard
size. The aim is to select the most suitable size with maximum production rate and minimum
scrap rate.
As an example, if production percentage is 20% for 5 kilogram (kg), 25% for 10 kilogram
and 65% for 15 kilogram, the selection is 5 kilogram and 15 kilogram because, 15 kilogram
cover high amount of production. Also, we select 5 kilogram too so we decrease the rate of

34
scrap by using 5kg for 20% of production instead of 15kg.
4.3.7. Final OEE Measurement
The final OEE calculation is the same procedure with initial OEE measurement except the
time of data. In final OEE calculation, the new data must be gathered after the
implementation of the model in order to show the change in OEE by implementing the
model.

35
5. EMPIRICAL FINDINGS
This chapter contains the description of the case company, the company's aim, current
applications of inventory management and work areas, material handling and resources.
5.1. Presentation of Saint-Gobain Group
Saint-Gobain, the world leader in the habitat and construction markets, designs, manufactures
and distributes building materials, providing innovative solutions to meet growing demand in
emerging economies, for energy efficiency and for environmental protection. It was
established in 1665 in France and today about 195,000 people work in 64 countries. Saint-
Gobain Group is active in 4 main sectors such as; innovative materials, construction products,
building distribution and packaging. The innovative materials sector comprises the flat glass
and high-performance materials divisions.
The company has more than 60,000 employees in 45 countries that are responsible within the
innovative materials sector. Innovative Materials Sector has eight core businesses; abrasives,
ceramic materials, plastics, textile solutions, flat glass manufacturing, processing of glass for
the building industry and domestic appliances, processing of glass for the automotive and
mass transit markets, solar energy solutions. More information about Saint-Gobain Group is
given in Appendix 1.
5.2. Presentation of Saint-Gobain Emmaboda Glass Factory
Emmaboda Glass factory was established in 1919. In 1946, 30% of the facility was taken
over by Saint-Gobain Group. Later in 1974, the facility was totally owned by Saint- Gobain
Group. Emmaboda Glass facility is also important for Saint-Gobain Group for being the first
investment in Sweden.
Saint-Gobain Emmaboda glass is the case company for this thesis which belongs to
innovative materials branch of Saint-Gobain Group. It is a flat glass manufacturing facility.
Saint-Gobain Emmaboda Glass has 225 employees and annual sales of approximately SEK
400 million. In Emmaboda facility, production is focused on fire protection glass, isolation
glass and regional distribution.

36
5.3. Cutting Department
In this facility, there are two main production lines, which are for fire-resistant glass products
and isolation glass products. Both production lines start with a common process, which is
cutting. Since, cutting department is the first step of all production, there are 2 shifts only in
this department. It pulls the raw material (RM) from inventory and pushes the items to
different production processes.
There are two types of cutting departments in the facility. The first one is computerized
cutting department and the second one is manual cutting department. Both cutting
departments feed the production lines with items. In this study, we focus on manual cutting
department.
5.3.1. Computerized Cutting Department
In computerized cutting department, there are two CNC tables for glass cutting, which is
operated by workers. The raw material is being brought from inventory by forklifts to the
machines. The machine pulls and locates the glass on the table and start processing. This
cutting process is planned and optimized in production planning department. The CNC
machines are only allowed to use jumbo size glasses (3250-6000mm). There are two kinds of
CNC cutting tables; one is for single glass and the second one is for laminated glass.
Laminated glass is a glass that consists of more than one glass stick to each other. These
glasses can be only processed on computerized laminated cutting table.
5.3.2. Manual cutting Department
Manual cutting department consists of one cutting machine and its own RM inventory. This
department is responsible of cutting “remakes” and not-optimized pieces, which cannot be
planned for CNC machines. Remake is producing the same of a defected item. There is one
operator responsible for each shift. The process order is sent from production planning. No
glass cutting optimization is utilized for this department. Also no data is recorded about the
performance rate of this department.
In the manual cutting department, the production starts by receiving the work order from
production planning department. When the worker gets the order, he goes to inventory site to
find the proper glass type. Since each item is stored in different sizes, the worker measures

37
the glasses to find the closest size to his production order. He pulls the overhead cranes to
handle the item to cutting machine. After he places the glass on the cutting table, he gives the
information on the work order to computer and operates the machine. This machine is
making 2 millimeters (mm) cuts on the glass surface. When the cutting process finishes, the
worker separates the Work in Process (WIP) product from scrap manually. He dumps the
scrap to recycle box and places WIP product in the handling rack to send to the next process.
5.4. Rest Plate Inventory
In the facility, there are two kinds of raw material inventory; for computerized cutting tables,
and manual cutting table. As it was mentioned as delimitation, this study will be conducted in
the inventory for manual cutting table, which is also called as “rest plate inventory”. Rest
plates are cut into smaller sizes from jumbo size plates. To plan the jumbo size inventory, rest
plate requirement and demand should be specified. This is the reason; this study focuses on
Rest Plate Management.
Rest Plate inventory is a raw material inventory, which is off the record. Since, there is no
standardization in the inventory, inventory planning and tracing is impossible. As a result, no
data regarding to rest plate inventory is kept. In the current system, there is no specific order
quantity specified and no track of inventory quantities. This is the reason of having
effectiveness problems related to lack of raw material. Some photos of RM inventory (Rest
Plate inventory) are given in

38
Appendix 2.
5.4.1. Inventory Items
Rest Plate is a flat glass, which is stored in different size than its original size. The company
purchases RM glass in pre-defined sizes which is most commonly jumbo size (3250-
6000mm). These jumbo plates are cut to smaller sizes to store and process easier in manual
cutting. The decision maker defines this size, which is also a part of this study. Rest plates
can be produced either by cutting specifically from jumbo plates or scraps of CNC cutting
tables.
There are 206 kinds of glass type as raw material. These glass types differ according to type,
thickness and color, so each type has a unique code in the facility. Some of these glasses are
single glass while the others are laminated. Laminated glass is a glass type that is made from
two or more glasses stick to each other with a special chemical. Also there is another specific
glass called “Artic blue” which is produced specifically for one customer in one size.
Excluding them, there are 179 glass types left which can be process and stored in manual
cutting department. They are not classified according to any criteria so the company behaves
each item equally. Uncommon glass types have a high amount of inventory, while high
runner glass types have a small amount of inventory. But we will exclude these special items
in the model testing as well as laminated glass is not able to be processes on manual cutting
table and “Artic Blue” does not need any optimization.
5.4.2. Inventory Planning
There is no strategy developed for rest plate management in the facility. The rest plates are
being stored randomly. The amount of inventory and size of items are not specified for rest
plates. Because there is no standardization in the inventory planning, there is also no
historical data about rest plate inventory. As a result of this, the manual cutting department
has performance and quality problems related to lack of inventory management. In the rest
plate inventory, each glass type is stored in a specific place separately, usually in open area.
In each shelf there are different sizes of items, not arranged properly, which is wasting the
time of the worker to pull the correct size from bottom of the line.
5.5. Data Collection & Discussion

39
All these data are gathered from two other IT systems of the company to crosscheck the
validity of data.
For Phase 1; All raw material items are listed with their prices and production amount both
in quantity and area (square meter) in Appendix 3. This data is gathered in January so the
data is covering from august 2011 until December 2011 from company IT system. It will be
used for Raw material classification. There are some items with missing price data, which
shows that these items are not purchased in the period of data. This is because the facility will
stop producing from these glasses after they finish their current inventory. So we did not
focus on these glass types since they will be low runners and out from production system.
For Phase 2; The data about the defect product amount and reasons according to glass type is
given in Appendix 4. Since manual cutting department is responsible for producing remakes
of defected items, this data represents the demand of manual cutting department. This table
includes all the defected products from beginning of October until the end of March. This
pivot table is formed using MS Excel in order to form an easier look on the data. In the first
column, the glass type is listed while the reasons of defect are given in the row. In the table,
the area of total defect products is given in square meter. As defect reasons only scratch and
tempering is given as long as they are the inventory management related reasons for low
quality products.
Lead-time of any RM item differs from day to day. Since the Jumbo size inventory is also
inside the facility, it takes from 10 minutes to 10 hours to take the desired glass from Jumbo-
sized inventory. Since it does not exceed one day, we accept lead-time as the same day of
order.
Holding cost is derived as percentage of item price. Since the item is being held in inventory
it losses some value by the rate of inflation. So the holding cost of each item is calculated by
multiplying inflation rate with unit price.
Ordering cost is the cost of handling the item from jumbo sized item inventory to rest plate
inventory. This approximation is done by energy surcharge rate of the company. The rate is
0.5SEK for each millimeter of thickness. Also, according to company estimations, the fixed

40
cost of ordering is 3.5SEK for each type of glass.
For Phase 4; The production percentages for each defined standard size are given in
Appendix 5.Since the study will focus on some specific glass types, only the percentages
belong to these types are given. These percentages are calculated from real production
amount data by sorting them according to sizes.
For OEE Calculations; We will calculate an initial and a final OEE to show the effect of
inventory management on effectiveness. Since the availability is assumed to be constant, we
will calculate performance and quality rate. The initial performance rate will be calculated by
utilizing the production quantities of February, which is given in Appendix 6. For the
comparison, February is selected because the production system is working identical without
any effects. The model implementation has started on March so since March the values are
affected by the testing. For final performance rate, production data of April will be gathered
after implementing the model, given in Appendix 11. Initial quality rate will be calculated by
rate of defected items in February, which is given in Appendix 7. And it will be compared to
final quality rate, which will be calculated by utilizing the defect rate of April and May, given
in Appendix 12.

41
6. MODEL TESTING
In this part an analysis will be conducted by testing the developed model with empirical data
of the company.
6.1. Initial OEE Measurement
As it was explained in model development, in this study we focus on the performance rate
and quality rate as OEE measurement, which assumes that the equipment availability is
constant. The calculations for the performance rate and quality rate of the company are given
in the following. These measurements are based on the initial situation of the facility in order
to compare with the results of model testing.
Performance Rate is the speed of production, which was defined as the rate of products over
production time. Performance rate is targeted in showing the effect of lack of raw material on
production speed. In this point, we separate effect of equipment availability in production
speed by selecting a time period with no equipment failure. The formula is given in Equation
2. The production quantity (Appendix 6) is given for February (21 working days) and the
total area of production is 23495.6 m2. The ideal cycle time for producing one product is
estimated about 5 minutes. But the calculations are done according to product area, so we
estimated the ideal cycle time as 70 seconds for each 1m2. Since there is no change in
specifications of the equipment, workers responsible, environment, the cycle time is not
changed. The working time is calculated in terms of seconds. So the initial performance rate
is calculated as;
Performance rate = (70 * 23495.6) / (21 * 24 * 60 * 60)= 0.906
Quality Rate is the rate of good products over input. In this study, we specify the quality rate
by utilizing the amount of defected products for February (21 working days). The total
production area is 23495.6 m2 and 632.52 m2 of these are defected products so we calculate
quality rate with equation 3, in the following.
Quality rate = 23495.6 – 632.52 / 23495.6 = 0.973
As it was mentioned, the quality problems that occur as a result of lack of inventory

42
management in rest plate inventory are scratch and tempering errors. Wrong storage of
glasses results scratches and some of these scratches are unable to be noticed that the glass
gets broken in the tempering process. Accordingly, we utilize the defect product data of
scratch and tempering reasons (Appendix 7) to show the low quality products for the quality
rate. The total scratch and tempering defected product area is 97.53 m2(Appendix 7);
(23495.6– 97.53) / 23495.6= 0.995
Since we assume that the availability is constant, we represent it “A”, so the initial OEE value
is the multiplication of performance rate, quality rate and availability.
OEE = 0.973 * 0.906 * A = 0.881 A = 88.1% * A
6.2. Phase 1 - Raw material Classification
The implementation of developed model is given step by step in the following.
1.a. For the raw material classification, there are three criteria decided; purchasing price,
production quantity and product area. Production quantity and area are important criteria to
compare the RM items to define the high runners. Price is selected as criteria to select the
valuable glasses to focus on, to reduce the inventory cost. Since it is manufacturing of flat
glass-products, these criteria are decided to be the only related criteria. Because the product
type can be low in quantity but high in area so we have to take them both to accurately show
the usage of glass.
1.b. In this study, criteria are weighted heuristically, which is a feature of AHP method. To
minimize the effect of subjectivity, each criterion is weighted equally. Since the total weight
must be less than or equal to zero, purchasing price is weighted 0.33, production area is
weighted 0.33 and production quantity is weighted 0.34.
1.c. Firstly the values of criteria are converted to a value between zero and one by applying
Equation 3. Then, score for each item is calculated by utilizing Equation 4. These scores
represent the importance of RM item, so we sort them in ascending order. For the application
of this model, a DSS is developed for the calculations via MS Excel, given in Appendix 8.

43
1.d. As consistent with Pareto principle, the first 85% of all scores are group as Class-A,
which are 8 items. Next 10% is classified as Class-B that consists of 30 items. The rest of the
items are classified as Class-C, which consists of 141 items with small production quantity
and low price. Class-A items are selected to focus on during the study, shown in Table 6.
Table 6; Eight selected raw material items
Glass Code Glass Type Class
3 3mm Planilux A
4 4mm Planilux A
5 5mm Planilux A
6 6mm Planilux A
8 8mm Planilux A
34 4mm Planilux Special A
36 6mm Planilux Special A
38 8mm Planilux Special A
5mm Planilux glass is expected to be the highest runner, since it covers almost half of the
whole production, but the rest of the glasses are a new focus for the company.
6.3. Phase 2 –Order Quantity Optimization
In the inventory optimization phase, there are two techniques implemented. The first one is
continuous review and the second one is the periodic review. Since the company counts the
inventory levels at the last day of each month, time interval is applied as one month for both
models.
6.3.1. Continuous Review
Order quantity optimization also determines the optimum inventory level and order
frequency. Continuous review generates variable order intervals.
2.1.a. The last 6 months demand is available for forecasting. Average of these demands is
taken to forecast the next demand by moving average method. Since there is no trend in the
demand, it is allowed to apply this technique. Also, scrap rate is added to demand value about
20% of production. These scrap rates are added to prevent shortages because the glass cutting

44
optimization software is limited with maximum 20% of scrap rate. The actual and the
forecasted demand are given in the Table 7.
Table 7; Demand Forecasting
Actual Demand Forecast Demand Glass code
Months 1 2 3 4 5 6 7 8 9 10 11 12
3 27 30 59 3 28 12 27 26 26 20 23 22 4 152 174 76 146 37 53 106 99 86 88 78 85 5 245 397 284 429 435 368 360 379 376 391 385 376 6 138 119 59 48 52 52 78 68 59 60 61 63 8 22 71 16 112 69 8 50 54 52 58 48 45 34 23 52 58 72 133 82 70 78 82 86 88 81 36 19 21 45 28 28 82 37 40 43 43 45 48 38 38 77 37 47 42 47 48 50 45 47 46 47
2.1.b.The inflation rate of economy in Sweden for last month is 1.3%. According to this the
holding cost calculation is given inTable 8. This cost targets to show the amount of value that
the item losses while it is being held in inventory.
Table 8;Calculation of Holding costs
Glass code
Unit
Price
(SEK) Inflation
rate Unit Holding
cost (SEK) 3 18.9 0.013 0.25 4 24.98 0.013 0.32 5 30.38 0.013 0.39 6 23.12 0.013 0.30 8 46.61 0.013 0.61 34 31.65 0.013 0.41 36 37.65 0.013 0.49 38 41.73 0.013 0.54
The ordering cost consists of 3.5SEK fixed cost and 0.5SEK/mm variable cost, explained in
data collection, so the ordering cost for each item is calculated in Table 9.
Table 9; Calculation of Ordering cost
Glass code Thickness
(mm) Fixed ordering
cost (SEK) Variable ordering
cost (SEK) Total ordering
cost (SEK) 3 3 3.5 1.5 5 4 4 3.5 2 5.5 5 5 3.5 2.5 6 6 6 3.5 3 6.5 8 8 3.5 3.5 7

45
34 4 3.5 2 5.5 36 6 3.5 3 6.5 38 8 3.5 4 7.5
2.1.c. According to the formula, represented in Equation 6, the objective function of this
model is given in the following;
Minimize (0.25*I3,1)+ (0.25*I3,2)+ (0.25*I3,3)+ (0.25*I3,4)+ (0.25*I3,5)+ (0.25*I3,6)+
(0.25*I3,7)+ (0.25*I3,8)+ (0.25*I3,9)+ (0.25*I3,10)+ (0.25*I3,11)+ (0.25*I3,12)+ (0.32*I4,1)+
(0.32*I4,2)+ (0.32*I4,3)+ (0.32*I4,4)+ .. + (0.54*I38,12) + (5*𝛿3,1) + .. + (7.5* 𝛿38,12)
2.1.d. The constraints, defined in Equation 7, 8 and 9 are introduced to the model. These
constraints must be satisfied.
2.1.e. This model is a non-linear optimization model with a binary variable. This model is
solved via MS-Excel Solver. The model calculates optimum order quantities and inventory
level for each month. Results are given in Table 10.
Table 10; Results of optimization model
Months Glass
Code 1 2 3 4 5 6 7 8 9 10 11 12
3 27 30 62 0 40 0 27 26 46 0 23 22 4 152 174 76 146 37 53 106 99 86 88 78 85 5 245 397 284 429 435 368 360 379 376 391 385 376 6 138 119 59 48 52 52 78 68 59 60 61 63 8 22 87 0 112 77 0 50 54 52 58 48 45
34 23 52 58 72 133 82 70 78 82 86 88 81 36 19 21 45 28 28 82 37 40 43 43 45 48 38 38 77 37 47 42 47 48 50 45 47 46 47
The optimum order quantities for minimum inventory cost are variable for each moth and
each item. For item 3, there is no order given in months 4,6 and 10, which indicates that there
is some holding quantity. For item 5, there is no order given in months 3 and 6. So we derive
the inventory holding quantities as given in Table 11.

46
Table 11; Inventory holding quantities
Glass
Code
Months
1 2 3 4 5 6 7 8 9 10 11 12
3 0 0 3 0 12 0 0 0 20 0 0 0
4 0 0 0 0 0 0 0 0 0 0 0 0
5 0 0 0 0 0 0 0 0 0 0 0 0
6 0 0 0 0 0 0 0 0 0 0 0 0
7 0 16 0 0 8 0 0 0 0 0 0 0
34 0 0 0 0 0 0 0 0 0 0 0 0
36 0 0 0 0 0 0 0 0 0 0 0 0
38 0 0 0 0 0 0 0 0 0 0 0 0
6.3.2. Periodic Review
Order quantity optimization also determines the optimum inventory level with fixed order
intervals. The implementation is explained in the following.
2.2.a. The demand assumption is the same with previous model, which are given in Table 7.
Since we need the total annual demand for this model, we sum up all the demand values in
Table 7.
2.2.b. The lead-time, holding cost and ordering cost assumptions are the same with previous
technique so we utilize lead-time as zero, holding and ordering costs are given in Table 8 and
Table 9.
2.2.c. Since the total inventory cost is defined as the sum of total holding and ordering cost,
the formula is given in Equation 10.
2.2.d.The calculation of EOQ with fixed order intervals are carried out by utilizing the
formula, in Equation 12. These calculations are given in Table 12 for each item. EOQ
represents how much we should order in each time.

47
Table 12; EOQ Calculations
Glass
code 2DO/H 𝟐𝐃𝐎
𝐇 EOQ
(m2)
3 12149.74 110.23 110.23
4 39758.22 199.39 199.39
5 134256.20 368.22 368.22
6 36773.97 191.77 191.77
8 14843.24 121.83 121.83
34 24056.79 155.10 155.10
36 12583.63 112.18 112.18
38 15638.69 125.05 125.05
All the items have similar order quantity except glass type 5, which is expected, since 5mm
Planilux is the highest runner in the production.
2.2.e. The order interval should be calculated for each item separately. Since we have the
order quantities and annual demand, how many orders are required per year is calculated by
Equation 11, in Table 13.
Table 13; Number of orders per year
Glass code Annual
demand EOQ
Number
of order
3 298.52 110.23 3
4 1173.73 199.39 6
5 4418.60 368.22 12
6 850.21 191.77 5
8 599.60 121.83 5
34 899.83 155.10 6
36 473.77 112.18 5
38 565.59 125.05 5
The number of orders cannot be a fractional number so we round up the division to the
closest integer. As you can see in Table 13, average number of orders is5-6 orders per year,
which indicates that the order should be given approximately in each 2 months. For glass type
5, the order must be given in each month, since it is the highest runner.

48
6.4. Phase 3 – Selection of Cost-Effective Inventory Control Method
In this step, we firstly calculated the total inventory cost for both methods, and then we
selected the minimum cost.
3.a. Total Cost Calculations
The total cost calculation for continuous review (Equation 6) consists of holding cost of
23.14SEK and ordering cost of 570SEK, which is totally 593.14SEK.
The total cost calculation for periodic review (Equation 10) consists of holding cost of
277.64SEK and ordering cost of 300SEK, which is totally 577.64SEK.
3.b.Comparison of alternatives
Both methods do not allow shortages so they have the same effect on performance rate by
preventing the stoppages due to lack of raw material. Therefore, the cost effective method is
being selected by selecting the minimum cost, which is the periodic review method with
fixed order quantity.
6.5. Phase 4 - Raw Material Size Standardization
This step aims to standardize size for raw material items to store in inventory by improving a
decision support system.
4.a. Rest plate size optimization will be applied to Class-A, since they are the high runners of
the production; they have the higher effect on OEE.
4.b. There is no standardization in the rest plate inventory, which makes it different to keep
track of items. To avoid this difficulty, the first criterion is defined to be standardization.
Second criterion is the production distribution according to sizes, which supports to define
the standard sizes. As an assumption of optimization model, demand must be known so; we
gather the historical data of production amounts as the demand.
4.c.We defined some standard size intervals for rest plate inventory items. Since the smallest
possible size could be 1000mm, we started sizes from 1000mm and define and interval for
each 500mm. Total production distribution of Class-A items for each size interval is given in

49
percentages Table 14. The production distribution percentages of each item are given in
Appendix 5.
Table 14; Demand of Class-A items According to sizes
Percentage
WIDTH
1000 1500 2000 2500 3210 TOTAL
LENGTH
1000 52.527 0.000 0.000 0.000 0.000 52.527
1500 22.129 2.106 0.000 0.000 0.000 24.235
2000 12.600 1.827 0.047 0.000 0.000 14.475
2500 4.806 2.731 0.168 0.009 0.002 7.717
3000 0.447 0.292 0.089 0.008 0.006 0.842
3500 0.095 0.062 0.006 0.022 0.000 0.184
4000 0.018 0.001 0.001 0.000 0.000 0.020
TOTAL 92.624 7.017 0.312 0.039 0.009 100
As it is showed above, 50% of all production is less than 1000mm by 1000mm. Since this
table represents the distribution for all Class-A items, it is used to determine the standard rest
plate sizes.
The computerized cutting machine is cutting jumbo sizes so pre-defined sizes must be easy to
cut from jumbo sizes. Also, these standard sizes should be easy to consider and process for
the workers. So we decided to keep the width of the jumbo size fixed and divided the length
(6000mm) in equal pieces. As the highest production percentages are between 1000mm,
1500mm and 2000mm, these are the decided sizes also shown in Table 15. Also for the
products smaller than 1000mm by 1500mm we defined an extra size (Size 1).
Table 15;Standard rest plate sizes
Width (mm) Length (mm)
Size 1 1000 1610
Size 2 1000 3120
Size 3 1500 3120
Size 4 2000 3120
4.d. Based on the sizes given in Table 15, optimum sizes for each item is defined according
to minimize the scrap rate. Scrap rate calculations are carried out from all customer orders.
These data cannot be given according to company regulations but the average scrap rate

50
computed as 20%. By utilizing these data, we decided which pre-defined size is best for each
item. Rest plate sizes for Class-A item is given in Table 16.
Table 16; Rest Plate size for Class-A items
Glass
Code
Size 1 Size 2 Size 3 Size 4
Width Length Width Length Width Length Width Length
3 1000 1500 1000 3210 - - 2000 3210
4 1000 1500 1000 3210 - - 2000 3210
5 1000 1500 1000 3210 1500 3210 2000 3210
6 1000 1500 1000 3210 1500 3210 2000 3210
8 1000 1500 1000 3210 1500 3210 - -
34 1000 1500 1000 3210 1500 3210 - -
36 - - 1000 3210 1500 3210 2000 3210
38 1000 1500 1000 3210 2000 3210
Because Class-A is defined as the high runners, we defined 3 rest plate sizes for each item.
These sizes are easy to track and optimize for cutting processes. The procedure is to start
optimization from the smallest size so if any piece is cut from a bigger size, the rest of the
glass will not be scrap, stored as the smaller size again. This is a procedure to decrease the
glass loss.
6.6. Final OEE Measurement
Performance Rate is the speed of production. Since the model prevents the lack of raw
material, we expect an improvement in the performance rate. The production quantity of
April (Appendix 11) is given for April (21 working days), as 24518.6 m2area. Since the cycle
time is in unit of seconds, the total production time is also calculated in terms of second. So
the final performance rate is calculated as;
Performance rate = (24,518.6*70) / (21*24*60*60) = 0.946
Quality Rate is the rate of good products over input. By standardizing the glass size and
storing properly, we expect to prevent the quality loss due to scratch and tempering. We
utilize the defected product data (Appendix 12) to show the low quality products for the
quality rate;

51
Quality Rate = (24,518.6 – 806.8) / 24,518.6 = 0.967
Since this model is expected to improve the quality defects in scratch and tempering errors,
the quality rate according to scratch and tempering is calculated in the following. The total
scratch and tempering defected product area is 51.05 m2
(Appendix 12);
(24,518.6 – 51.05) / 24,518.6 = 0.998
As a result the final OEE is calculated with respect to constant availability as;
OEE = 0.946 * 0.967 *A = 0.915 A = 91.5% * A

52
7. RESULTS
In this part expected and actual results of model testing will be presented.
7.1. Expected Results of Model Testing
The model was expected to classify the raw material items and select the high runners as a
focus subject, since high runners have the highest effect on the effectiveness. Then, the model
tries two alternative order quantity optimization techniques for selecting cost effective
management of raw material inventory. This selection is expected to decrease inventory cost
while preventing performance losses by lack of raw material by selecting the technique with
minimum inventory cost and no shortages. Next, the model determines some standard size for
raw material in order to store with high quality. This step is expected to prevent some quality
defects, which occurs because of scratches on the raw material, by storing the same size of an
item together. Also, this standardization is expected to make inventory tracing more effective
and locating required raw material easier. Finally, the model is comparing the initial and final
OEE of the equipment/system to show the changes in effectiveness.
7.2. Actual Results of Model Testing
The actual result of the model is consistent with the expected results. We achieved the OEE
improvement while selecting the cost effective RaMIM model.
There are three criteria defined in the model development. These criteria are used to compare
the available theoretical studies. Also, these criteria are taken into account in developing this
study. So, this model is easy for management application, covers cost effectiveness and show
the change in OEE.
This is an iterative procedure that the result of each step is used as an input for the next step.
In this case, there are two final results gathered related to problem formulation of the study.
These results are explained in the following.
7.2.1. Cost effectiveness
The cost effective inventory management is selected according to inventory cost and effect
on OEE. Since both two alternative optimization techniques were limited for shortages and

53
optimizing the order quantity with an aim of minimum inventory cost, the effect of both
techniques were the same on OEE. In this case, the cost effectiveness is selected according to
inventory cost. Inventory cost consists of total annual holding and ordering cost of 8 high
runner items. The less inventory cost leads to more cost effective RaMIM.
The total inventory cost calculation for continuous review consists of holding cost of
23.14SEK and ordering cost of 570SEK, which is totally 593.14SEK. The total cost
calculation for periodic review consists of holding cost of 277.64SEK and ordering cost of
300SEK, which is totally 577.64SEK. This testing has selected periodic review technique,
which the order quantity is fixed for each order.
7.2.2. OEE Improvement
The OEE improvement is the aim of this model. The total time period for this model testing is
3 months. The data collection for initial OEE was in February. In march the model is
implemented and the final OEE is calculated according to the data of April. In this study the
initial OEE is calculated as 88.1% when availability was constant. In the initial OEE
calculation, performance rate is 90.6% and quality rate is 97.3%.
The final OEE after model implementation is calculated as 91.5% with the performance rate
is 94.6% and the quality rate is 96.7%.
As a comparison of initial and final values of OEE, the overall effectiveness is improved by
3.8% of initial effectiveness. The performance rate is improved by unit of 4% while the
quality rate is decreased unit of 0.6%. The performance rate is improved by preventing
stoppages due to lack of raw material, which was an expected result. On the other and,
overall quality rate is decreased due to the increasing in defected items. As it was mentioned
this model would affect two main defect reasons; scratch and tempering. So if we evaluate
the model according to the rate of these reasons, the scratch and tempering related defects
have decreased 0.3%. So the model decreases the rate of specific defects.

54
8. DISCUSSION
In this part, discussions regarding to data gathering and model testing will be given. Data
validity and reliability will be discussed and assumptions in the model testing will be
criticized.
8.1. Model Development
In the model, there are some criteria decided according to case company. In other
implementations, these criteria could be changed according to the priorities of the company.
The other available criteria are also given and suggested in model development.
There is no specific rule for deciding the limits of classes in Raw material classification
phase. In this study, we suggested Pareto principle, which support that the small amount has
bigger effect. Based on Pareto principle, until 85% of all scores are classified as Class A,
from 85% to 95% of all scores is Class B and the rest is classified as Class C. This
classification is beneficial to define the items to put focus on.
As a feature of AHP, the criteria weighting is a heuristic process, which is decided by
decision maker and can differentiate according to other companies or people. In this study,
any change in criteria weighting would change the Class-A items, which would change the
results.
In the raw material size optimization phase, the model suggests to define standard sizes for all
items. This standardization is required to keep track of inventory easily. But in this way, the
model does not suggest the size with minimum scrap rate. On the other hand, it can be
changed as different sizes for different items, which would make the tracing more difficult
for raw material inventory but give less scrap rate. This contradiction is a decision that
depends on the priorities of the company.
8.2. Data Gathering
The company has several IT systems as data source. In the data gathering process, the same
type of data is collected from all available sources to check the validity by triangulation
method. On the other hand, one source is selected as the main one to prevent people making
decisions based on different data sources. In the company, only management team can use

55
these IT systems. The workers have no access to IT systems. They report on paper based
documentation and managers put the data in the IT systems. While, this increases the validity
of the data, we face another problem about validity. Because there are events that workers do
not report. They do not exist in the IT system or anywhere else. This problem affects the
results because some defected products are not registered in the IT system. Since, it is glass
manufacturing, a glass breakage during a process is a defected product and most of the
workers do not report it. When we noticed this problem during the study, some meetings and
trainings was done with workers to courage them about reporting defected items. So this may
affect the OEE calculations, since there may exist some defected products not registered in
the IT system.
The reliability of the data is ensured by gathering the data from the company IT systems as
historical data. The IT system of the company is compatible with MSOffice software so we
could process the data without making any changes on them.
8.3. Model Testing
In the classification phase, there are some items listed with no price data given. For these
items, we assumed that the weight of price criterion is zero and we equally weighted other
two criteria. Since, we use the data of production and purchase for last 6 months, we had a
special case that the company is stop producing some certain kinds of glass. So they stop
purchasing these kinds of glasses. This is why this assumption is not affecting our analysis,
since all the items with no price data is already classified as Class-C items. In different
implementation in different companies, this assumption can affect the results negatively and
could be an unrealistic assumption. Because, some items would be classified according to
price while some are not. So some expensive and important items may be classified as low
runners.
According to Pareto principle, this model defined 8 items as high runners and the model is
implemented on these 8 items over more than 200 items. Since we defined the high runner
items with high effect on the system, we observed an improvement in the overall
effectiveness. This is also a result of Pareto principle.
In our case, we would like to define high runner items as more frequent and expensive items,

56
so we define criteria as item price, production quantity and area. Since all these criteria were
equally important to us, we weighted them also equally. If the criteria would be weighted
differently, there probably changes in the item classification.
This model is tested in cutting department since cutting is the first process in the production
system and directly pulling the raw material from the inventory. The manual cutting
department is selected for this model testing because the manual cutting department needs the
order quantity optimization and raw material size standardization. Most of the scratch related
quality defects are originated from manual cutting department.
In OEE calculations, there are some certain assumptions in model testing. Since there was
found no evidence that raw material inventory management affects the availability, we decide
to accept the availability measure constant. Availability is assumed to be represented as “A”
and constant, since we are not interested in equipment availability. The reason of keeping
availability constant is to monitor the change in performance and quality rate. Also, in
performance rate calculations, the ideal cycle time assumed to be constant, since we did not
make any changes in production process. Involving actual value of availability and cycle time
may give different results. Since this model is not affecting the cycle time and equipment
availability, involving these measures would differentiate the OEE comparison. In this case,
we would not observe only the effect of this model but also other effects would be involved.

57
9. CONCLUSIONS
In this chapter the conclusions will be presented.
A model is developed to enhance raw material inventory management in a cost effective way
in order to improve overall equipment effectiveness. The major conclusion is that this model
is improving the raw material inventory management by optimizing order quantities and
preventing shortages while it selects the cost effective management model. Thus, applying
the model results in improving OEE by eliminating the waste of inventory, defects, waiting
time and material, see Table 3.
As additional conclusions, this model is a practical tool to enhance the raw material inventory
management. It is applicable for effectiveness problems related with lack of raw material and
quality defects. Applying the model makes inventory tracing easier by standardization the
management process. This model is tested in a glass processing company, under the name of
rest plate management.
Also it is shown that, this model is applicable in mass production or batch production. Also in
make-to-order production and customer based production types, since demand is not
predictable, this optimization model does not answer accurately.
This study covers the effect of inventory quantity optimization and raw material storage
standardization on OEE. As a further study, a research about how facilities planning of raw
material inventory are affecting OEE should be carried out. Since facilities planning cover
material handling and space requirements, an optimum facilities planning can increase OEE
by reducing handling time and improve safety.
On the other hand, there are factors, which are changed by raw material inventory
management improvement but cannot be measured by OEE. These factors can be
investigated to observe the actual change in the system. As another further research, the effect
of raw material inventory management on raw material item loss can be investigated, since
the size standardization aims to minimize the material loss.

58
10. RECOMMENDATIONS
There are some model implementation recommendations are given for the companies, who
would like to apply this model. These recommendations are according to the model testing in
case company.
In the implementation of this model, the most important stage is data gathering. Any
deviation in data or wrong data can change the results and cause decrease in OEE by wrong
analysis. Each data must be validated before using them. As a recommendation to
companies, the data should be discussed with personnel in the production to involve their
personal experience before utilizing them.
As a second recommendation, production personnel should be given a meeting before the
implementation to motivate and explain them the changes in the production. In some cultures,
people are resistant to changes. In this case, the workers should be informed before the
project and regular meeting should be carried out during the project. When the
implementation is finished, training can be given to workers to explain the new system.

59
REFERENCES
Alsouf, I., 2011. A framework for assessing the cost effectiveness of lean tools.
Inderscience Enterprises Ltd.
Antony, J., Escamillia, J. L., Caine, P., 2003. Lean sigma. Manufacturing Engineer,
April(2003), pp.40-42.
Bose, D. C., 2006. Inventory Management. PHI Learning Pvt. Ltd.
Brewer, E. W., DeJonge, J. O., Stout, V. J., 2001. Moving to Online : Making the
Transition From Traditional Instruction and Communication Strategies . California:
Corwin Press
Chase, R. B., Jacobs, F. R., Aquilano N. J., 2006. Operations management - for
Competitive Advantage with Global Cases, 11th ed., Irwin: McGraw-Hill.
Chen J., 2011. Peer-estimation for multiple criteria ABC inventory classification,
Computers & Operations Research 38(2011), pp.1784–1791.
Dal, B., Tugwell, P., Greatbanks, R., 2000. Overall equipment effectiveness as a measure
of operational improvement; a practical analysis. International Journal of Operations &
Production Management, 20(12), pp.1488-1502.
Eti, M. C., Ogaji, S.O.T., Probert, S.D., 2004. Implementing total productive maintenance
in Nigerian manufacturing industries. Applied Energy, 79(2004), pp.385-401.
Flores, B. E., Olson, D. L., Dorai, V. K., 1992. Management of multi-criteria inventory
classification. Mathematical and Computer Modeling, 16(12), pp.71–82.
Forman, J., Creswell, J. W., Damschroder, L., Kowalski, C. P., Krein, S. L., 2008.
Qualitative research methods: Key features and insights gained from use in infection
prevention research. AJIC practice forum, December(2008), pp. 764-771.
Ghelman, M. E., 2010. Raw materials procurement planning models with applications.
[pdf] Available at <https://etda.libraries.psu.edu/paper/9614/5740 > [Accessed 6 February
2012].
Godfrey, P., 2002. Overall equipment effectiveness. Manufacturing Engineer, June(2002),
pp.109-112.
Golafshani, N., 2003. Understanding Reliability and Validity in Qualitative Research. The
Qualitative Report, 8(4), pp.597-607.
Hadi-Vencheh, A., 2010. An improvement to multiple criteria ABC inventory
classification. European Journal of Operational Research, 201(2010), pp.962–965.

60
Horbal, R., Kagan, R., Koch, T., 2008. In: IFIP International Federation for Information
Processing, Volume 257, Lean Business Systems and Beyond, Tomasz Koch, ed.;
(Boston: Springer), pp. 257–267.
Kahraman, C., Yavuz, M., 2010. Production engineering and management under
fuzziness. Verlag Berlin Heidelberg: Springer.
Konopka, J. & Trybulla, W., 1996. Overall equipment effectiveness (OEE) and cost
measurement. In 1996 IEEECPMT International Electronics Manufacturing Technology
Symposium. pp. 137-140.
Koumanakos, D. P., 2008. The effect of inventory management on firm performance.
International Journal of Productivity and Performance Management, 57(5), pp.355-369.
Kudo, Y., Murai, T., Akama, S., 2009. A granularity-based framework of deduction,
induction, and abduction. International Journal of Approximate Reasoning, 50(2009),
pp.1215–1226.
Levin, H. M., McEwan, P. J., 2000. Cost effectiveness analysis; methods and applications.
CA; Sage Publications
McIntosh, R. I., 2001. Improving Changeover Performance : A Strategy for Becoming a
Lean, Responsive Manufacturer . MA: Elsevier
Max, M., 2003. Essentials of Inventory Management. New York: AMACOM – Book
Division of American Management Association.
Nakajima, S., 1988. Introduction to TPM, Total Productive Maintenance. Cambridge:
Productivity Press.
Ng, W. L., 2007. A simple classifier for multiple criteria ABC analysis. European Journal
of Operational Research, 177(2007), pp.344–353.
Nourpanah, P., Ansary, N., 2012. Integrated Inventory Model For Two Products When
Shortage are Permitted. International Journal of Research in Management, 1(2), pp.90-
100.
Pham, D. T., Dimov, S. S., O`Hagan, V., 2001. Advances in manufacturing technology.
Professional Engineering Publishing Limited.
Prickett, P.W., 1999. An integrated approach to autonomous maintenance management.
Integrated Manufacturing Systems, 10(4), pp.233 – 243.
Rai, S., Singh, D. B., 2011. A Study of Issues Challenges Affecting ERP Implementations
in SME’S. Global Journal of Enterprise Information System, Jan-March(3), pp.63-71.

61
Ramanathan, R., 2006. ABC inventory classification with multiple-criteria using weighted
linear optimization. Computers & Operations Research, 33(2006), pp.695–700.
Riege, A. M., 2003. Validity and reliability tests in case study research: a literature review
with "hands-on" applications for each research phase. Qualitative Market Research: An
International Journal, 6(2), pp.75-86.
Society of Manufacturing Engineers, 1995. Total Productive Maintenance in America.
Michigan; SME.
Slack, N., Chambers, S., Johnsten, R., 2009. Operations Management. 6th ed. Upper
Saddle River, NJ, USA: Pearson Prentice Hall.
Stevenson, W. J., 2005. Operations Management, 8ed, McGraw-Hill.
Sweeney D. J., Anderson D. R., Williams T. A., Camm J. D., Marti R. K., 2009.
Quantitative Methods for Business, 11ed.Ohio: Southwestern-Cengage Learning.
Tang, L., Liu, G., Liu, J., 2008. Raw material inventory solution in iron and steel industry
using Lagrangian relaxation. Journal of the Operational Research Society, 2008(59),
pp.44-53.
Tashakkori, A., Teddlie, C., 2003. Handbook of Mixed Methods in Social & Behavioral
Research. Thousand Oaks: SAGE.
Vercellis, C., 2011. Business Intelligence; Data mining and optimization for decision
making. UK; John Wiley & Sons
Wan, H., Chen, F. F., 2009. Decision support for lean practitioners: A web-based adaptive
assessment Approach. Computers in Industry, 60(2009), pp.277–283.
Womack J. P., Jones, D. T., 2003. Lean Thinking: Banish Waste and Create Wealth in
Your Corporation. New York: Simon and Schuster.
Zhu, Z., Meredith P. H., Makboonprasith, S., 1994. Elements in JIT Implementation: A
Survey. Industrial Management & Data Systems, 94(5), pp.3-10.

x
Appendix 1;Saint-Gobain Group (from official website)
Saint-Gobain group exists in 64 countries for manufacturing and retail. They are European
and worldwide leader in all business sectors. Figures from 2011 are given in the following;
- Saint-Gobain employs 194,700 people
- €42.1 billion in sales
- €1.7 billion in net income
- €3.4 billion in cash flow
- €1.9 billion in capital expenditure
- At Saint-Gobain, 3 out of 4 employees work outside France.
History; There are probably two milestones that stand out in the Saint-Gobain Group’s long
history:-it was established in 1665,- Saint-Gobain and Pont-à-Mousson merged in 1970,
initiating the process that made the Group what it is today.
Market; Around 80% of sales on the habitat and construction markets. Saint-Gobain has now
clearly defined itself with regard to the habitat and construction markets, in the broadest
sense, having stated its new ambition to become “world leader on the habitat and construction
markets, providing innovative solutions to the key challenges of our age: growth, energy and
the environment". The immense potential of this sector certainly offers Saint-Gobain
opportunities for developing its different activities.
Innovations and research; A strategy built around innovations and research. Innovations and
research are critical factors in Saint-Gobain’s sustainable habitat and construction strategy, as
well as a key component in the Group's competitive edge. By leveraging ambitious programs
and cross-functional measures that generate synergy among the different businesses,
innovation and research also help drive short, medium and long-term growth.
Although the greater part of research and development work is focused on improving
manufacturing processes and developing new ranges of products on Saint-Gobain's
traditional markets, the Group is also keen to break into new markets with its innovations. To
achieve this goal, Saint-Gobain has been consistently increasing its R&D budgets for several
years, streamlining its organization and signed partnership agreements with internationally

xi
recognized organizations and universities.
Key figures;
- 2011 R&D budget: €431 million.
- Six large broad-based R&D centers.
- Twelve research centers and around 100 development units worldwide.
- 3,500 researchers (around fifty nationalities) in all fields: physics, mechanics, materials,
chemistry, electrochemistry, organic chemistry, mathematics.
- A portfolio of more than 700 projects.
- 396 patents applied for in 2011.
- More than one product out of five sold by the manufacturing sectors did not exist five years
ago.

xii
Appendix 2; Photos from Current Raw material inventory

xiii
Appendix 3; Raw material items
Item Price Production (Area) Production (Quantity)
10MM AKRYL - 5.98 10
10MM AKRYL GRÅ - 0.09 1
10MM DIAMANT 153.84 3.4 7
10MM PARSOL GRÖN * 128.53 3.44 13
10MM PLANILUX 68.68 855.13 1089
10MM PLANILUX SPECIAL - 101.32 56
10MM SATIMAT * 220.84 12.14 11
10MM SGG SILENCE ES 55.1 175.22 1643.51 2129
10MM SGG STADIP 55.2 109.88 400.47 236
10MM SGG STADIP DIAMANT 64.2 203.8 1.05 1
10MM SGG STADIP PROTECT P4A - 72.57 59
12MM AKRYL - 0.77 3
12MM DIAMANT 213.86 19.29 53
12MM PLANILUX 85.82 197.59 233
12MM PLANILUX SPECIAL - 5.66 6
12MM SGG SILENCE ES 66.2 234.02 2720.2 4130
13MM STADIP SILENCE OPAL 66.2 - 2.52 8
15MM STADIP 66.8 P6B PROTECT 436.53 408.96 458
20MM AKRYL GJUTEN - 1.08 3
2MM AKRYL - 2.8 4
2MM MIRALITE - 20.5 10
3MM AKRYL - 20.8 16
3MM AKRYL GJUTEN OPAL - 16.64 11
3MM AKRYL GRÅ - 0.2 1
3MM AKRYL OPAL - 8.59 5
3MM AKRYLSPEGEL - 1.9 3
3MM DIAMANT 41.23 128.14 173
3MM KULTURGLAS - 30.98 191
3MM MASKIN ANTIK BRONZE - 0.84 12
3MM MASKIN ANTIK GRÖN - 0.73 12
3MM MASKIN ANTIK GUL - 0.1 10
3MM MASKIN ANTIK KLAR - 0.14 12
3MM MIRALITE 51.22 199.39 1189
3MM PLANILUX 18.9 3246.95 10039
3MM POLYSTYREN OFÄRGAD ISKROSS - 16.1 58
3MM POLYSTYREN OFÄRGAD VÅG - 2.6 4
3MM RESTOVERGLAS - 14.2 42
4MM AKRYL - 84.22 61
4MM AKRYL GRÅ - 1.51 1
4MM AKRYL OPAL - 8.88 7
4MM ARENA C104 - 3.64 47
4MM ARTIC BLUE * 115.01 799.3 2380
4MM BIOCLEAN 94.58 18.68 78
4MM CHINCHILLA - 0.57 1
4MM COTSWOLD - 19.01 104
4MM DIAMANT 57.29 463.71 507
4MM LACOBEL Metal GRÅ RAL 9006 SAFE - 0.71 1
4MM LACOBEL METAL GRÅ RAL9006 - 9.88 15
4MM LISTRAL K 159 - 2.54 32
4MM MARIS - 33.55 57
4MM MASKIN ANTIK - 4.06 12
4MM MASKIN ANTIK KLAR - 2.57 11
4MM MIRA-LITE BRONZE - 4.58 15
4MM MIRA-LITE GRÅ - 0.1 10
4MM MIRALITE 57.64 458.72 712
4MM NEMO - 50.43 63
4MM PARSOL BRONZE 57.49 235.59 157
4MM PARSOL GRÅ 70.44 752.81 1050
4MM PARSOL GRÖN * - 48.11 79
4MM PLANILAQUE EVOL SAFE RED 137 - 18.75 57
4MM PLANILUX 24.98 19266.65 29031
4MM PLANILUX SPECIAL 31.65 3032.01 3926
4MM PLANITHERM ONE SECURIT - 1.42 2
4MM SÄKERHETSSPEGEL BRONZE - 1.44 2
4MM SÄKERHETSSPEGEL HM - 66.63 56
4MM SATIMAT 95.45 760.61 535
4MM SGG 01 PLANILAQUE EVOLUTION GRÖN - 14.67 23

xiv
Item Price Production (Area) Production (Quantity)
4MM SGG 02 PLANILAQUE EVOLUTION IVORY - 8.42 47
4MM SGG 08 PLANILAQUE EVOLUTION BLUE - 6.31 45
4MM SGG 12 PLANILAQUE EVOLUTION WHITE 855.1 96.93 139
4MM SGG 15 PLANILAQUE MINTGRÖN - 1.8 30
4MM SGG ABSTRACTO KLAR - 1.58 12
4MM SGG ALBARINO S* - 36.9 27
4MM SGG ALTDEUTSCH KLAR - 1.62 18
4MM SGG ANTELIO KLAR 80.79 7.76 6
4MM SGG COOL-LITE SS114 - 1.3 1
4MM SGG COOL-LITE SS120 - 78.3 114
4MM SGG COOL-LITE SS132 - 6.23 4
4MM SGG EKO POLERAT SECURIT 111.65 5812.62 8233
4MM SGG ISMAGLAS - 0.36 1
4MM SGG KATHEDRAL GRÅ 71 - 2.38 13
4MM SGG KATHEDRAL GRÖN - 0.35 11
4MM SGG KATHEDRAL GUL - 5.81 11
4MM SGG KATHEDRAL MAX - 5.41 45
4MM SGG KATHEDRAL MIN - 2.15 44
4MM SGG MASTER CARRE - 37.88 114
4MM SGG MASTER LIGNE* - 0.69 12
4MM SGG MASTER POINT - 3.13 46
4MM SGG MASTER-LENS - 6.14 53
4MM SGG MASTERRAY - 2.32 43
4MM SGG MONUMENTAL M 123 - 8.08 23
4MM SGG NEOCERAM - 1.95 17
4MM SGG PLANILAQUE EVOL 20 BLACK - 39.31 87
4MM SGG PLANILAQUE EVOL SAFE WHITE 12 - 3.69 3
4MM SGG PLANILAQUE SFB 2132 PERSIKA - 1.8 30
4MM SGG PLANILAQUE SFB 2133 APRIKOS - 1.8 30
4MM SGG PLANILAQUE SFB 5023 LJUSBLÅ - 2.55 5
4MM SGG PLANILAQUE SFB 5339 LAVENDEL - 2.08 31
4MM SGG PLANILAQUESFB 8028 CHOKLADBRUN - 2.52 32
4MM SGG PLANITHERM ULTRA 36.86 840.93 1292
4MM SGG PLANITHERM ULTRA II 58.06 259.63 283
4MM SGG PUNTEATO NR 50* - 1.4 33
4MM SGG SATINOVO SECURIT - 0.81 1
4MM SGG SILVIT NR 178 - 2.65 34
4MM SSG LINJEGLAS 452 BLÄSTRAT - 7.07 22
4MM SSG LINJEGLAS 452 KLAR - 2.1 22
4MM SVART BLOMMA - 6.3 7
4MM THELA - 7.74 44
4MM VIT BLOMMA - 13.49 7
4MM WATERDROP NR54 - 1.06 41
5MM AKRYL - 16.46 6
5MM AKRYL GRÅ - 2.56 8
5MM PARSOL BRONZE 56.55 54.46 129
5MM PARSOL GRÅ 59.5 960.33 1643
5MM PARSOL GRÖN 56.91 28.79 41
5MM PLANILUX 30.38 29527.41 37638
5MM SGG ANTELIO KLAR 114.35 119.58 196
5MM SGG KATHEDRAL MAX - 1.2 2
5MM SGG NIAGARA GUL - 0.54 2
5MM SGG NIAGARA KLAR - 2.8 12
5MM SGG PYROSWISS - 0.36 1
5MM SGG STADIP 5.38 GRÖN - 21.18 6
5MM STADIP 5.38 - 92.2 56
6MM 33.1 PLTHRM ULTRA 106.08 271.99 345
6MM AKRYL - 32.28 13
6MM BIOCLEAN 114.82 57.04 74
6MM C-L SKN 178/BIOCLEAN* 162.92 5.89 6
6MM C-L SKN154 167.48 15.19 15
6MM C-L SKN165B 145.51 242.38 169
6MM C-L SKN174 159.26 41.81 35
6MM C-L XTREME 164.98 70.53 45
6MM DIAMANT 85.29 578.23 568
6MM LACOBEL VIT KLAR 9003 - 5.73 7
6MM MASTER LIGNE - 1.26 33
6MM MASTER POINT - 5.6 4
6MM MASTER-CARRE - 0.58 1
6MM MASTERRAY - 3.95 12

xv
Item Price Production (Area) Production (Quantity)
6MM MIRALITE 78.93 183.22 78
6MM MIRASTAR 118.57 23.5 22
6MM PARSOL BRONZE 69.5 196.8 240
6MM PARSOL GRÅ 70.44 271.25 339
6MM PARSOL GRÖN 71.47 187.42 99
6MM PLANILUX 23.12 12242.22 16312
6MM PLANILUX SPECIAL 37.65 3445.26 2475
6MM SATIMAT 132.02 615.54 680
6MM SGG ANTELIO HAVANNA 143.19 4.44 4
6MM SGG ANTELIO SILVER 128.93 3.76 6
6MM SGG COOL-LITE KN 169 - 35.68 29
6MM SGG COOL-LITE SKN178 136.78 14.25 33
6MM SGG COOL-LITE SS 114 * - 3.56 32
6MM SGG COOL-LITE SS 132* - 11.32 8
6MM SGG COOL-LITE SS120 - 39.81 24
6MM SGG EKO PLUS G 149.2 361.12 564
6MM SGG KATHEDRAL MAX - 5.65 5
6MM SGG KONFRONTATIONSSPEGEL - 0.1 10
6MM SGG MIRASTAR SEC - 38.63 25
6MM SGG PLANITHERM ONE 58.73 161.15 257
6MM SGG PLANITHERM ULTRA 39.39 354.38 289
6MM SGG PLANITHERM ULTRA II 84.56 216.85 201
6MM SGG PYROSWISS/SATIMAT - 24.78 72
6MM SGG SILENCE 33.1 128.89 127.41 147
6MM SGG STADIP 33.1 GRÖN 3773 80.24 3.81 11
6MM SGG STADIP 33.2 GRÅ 89.73 21.48 29
6MM SGG STADIP BRONZE 33.1 273.6 124.32 174
6MM SGG STADIP EL 6/33 505.62 481.75 673
6MM SGG TRÅDKLARGLAS - 85.62 73
6MM SGG VETROFLAM EW30 - 39.42 32
6MM SGG WIRED 1/2" - 114.38 68
6MM STADIP 33.1 80.98 2106.3 2437
6MM STADIP 33.2 89.73 377.56 239
6MM STADIP OPAL 33.1 - 135.42 92
8MM 44.1 PLTHRM ULTRA 117.92 279.87 240
8MM 44.2 PLTHRM ULTRA 137.6 56.18 25
8MM AKRYL - 11.77 10
8MM AKRYL GRÅ - 0.09 1
8MM C-L SKN154 44.1 200.46 35.55 22
8MM DIAMANT 111.91 56.98 151
8MM GRÖNSKA - 13.27 56
8MM MIRASTAR 150.06 12.25 62
8MM PARSOL BRONZE - 18.73 64
8MM PARSOL GRÅ 86.75 162.82 175
8MM PARSOL GRÖN* - 20.59 17
8MM PLANILUX 46.61 5223.47 3228
8MM PLANILUX SPECIAL 41.73 1877.89 888
8MM RANDIG - 8.24 54
8MM SATIMAT 167.98 312.45 359
8MM SATIMAT DIAMANT 344.51 0.3 3
8MM SGG 44.1 SILENCE EKO PLUS G 413.83 147.5 490
8MM SGG COOL-LITE SKN165B44.1 212.41 14.91 7
8MM SGG COOL-LITE SKN174 44.1 195.96 17.87 9
8MM SGG COOL-LITE SKN178 168.59 2.14 3
8MM SGG COOL-LITE SKN178 44.1 190.41 9 1
8MM SGG MASTER POINT - 3.92 2
8MM SGG MASTER-LIGNE - 0.16 2
8MM SGG MASTER-SHINE - 8.73 59
8MM SGG MIRASTAR SEC - 4.56 5
8MM SGG PLANIDUR VÄRMEFÖRSTÄRKT - 6 15
8MM SGG PLANITHERM ULTRA II - 36.67 29
8MM SGG SILENCE ES 44.1 179.13 963.24 840
8MM SGG STADIP 44.3 121.98 5.68 3
8MM SGG STADIP OPAL 44.2 15.93 14
8MM STADIP 44.1 93.53 480.82 521
8MM STADIP 44.2 101.03 2994.39 2867
8MM STADIP OPAL 44.1 - 9.08 12
9.5MM SGG STADIP PROTECT P3/A2 - 4.3 5
9MM SGG PROTECT P2A/A1 521.7 124.39 136
9MM SGG SILENCE ES 44.2 181.45 81.75 79

xvi
Appendix 4; Reasons and quantities of defect products
(From October 2011 until April 2012)
Su
m o
f ar
ea (
m2)
BO
RD
ER
/
ED
GE
ER
RO
RS
BR
OK
EN
AF
TE
R
MA
CH
INE
BR
OK
EN
BE
FO
RE
MA
CH
INE
BR
OK
EN
IN
MA
CH
INE
CO
AT
ING
ER
RO
R
DIM
EN
SIO
N
ER
RO
R
DIR
T/
ST
AIN
EM
ER
GE
NC
Y
EM
PT
Y O
UT
FIL
L W
ITH
BU
BB
LE
S
HA
RD
EN
ING
ER
RO
R
OR
DE
RF
EL
/
AD
M.F
EL
PR
OF
ILE
ER
RO
R
SC
RA
TC
H
SC
RE
EN
ER
RO
R
SE
AL
ING
ER
RO
R
TE
MP
ER
ING
WA
XIN
G
ER
RO
R
WR
ON
G
GL
AS
S
WR
ON
G
LA
BE
LE
D
WR
ON
G
QU
AN
TIT
Y
10 DIAMANT
0.290
0.646
0.715
10 EL A3
6.620
10
PLANILUX 3.307
15.572
0.918
5.003
10
PYROSWISS 2.939
2.295
10 SATIMAT
2.939
10PLX
HARDAT 1.732
2.450 0.324
12 DIAMANT
1.210
0.107
12
PLANILUX 9.755
12
PYROSWISS 0.187
3 DIAMANT
0.060
3
KULTURGL
AS
0.199
3 MIRA-LIT
0.407
0.385
3 PLANILUX 5.585
0.237 25.854
0.161
24.095
57.116
3PLX
HARDAT 12.859
3.753
0.718
4 ARTIC
BLUE 1.786
4 DIAMANT 2.378
0.799 24.056
0.238
1.662
2.778
3.678
4 EKOPLG
POL 8.341 51.436
1.323
8.947
4 MIRA-LIT 2.018
18.182
0.863
4 PLANILUX 13.995 5.042 0.734 75.418
4.271 1.340
1.257
17.037
4 PSOL
BRONS 0.616
4 PSOL GRA
0.799
4 SATIMAT
1.104
4COTSW
HARDAT 2.579
4DIAM
HARDAT 0.285
4EKOPL
HÄRDAT 0.601
45.477
0.774
10.237
2.595

xvii
4GRÅ
HARDAT 0.526 0.528
0.469
Su
m o
f ar
ea (
m2)
BO
RD
ER
/
ED
GE
ER
RO
RS
BR
OK
EN
AF
TE
R
MA
CH
INE
BR
OK
EN
BE
FO
RE
MA
CH
INE
BR
OK
EN
IN
MA
CH
INE
CO
AT
ING
ER
RO
R
DIM
EN
SIO
N
ER
RO
R
DIR
T/
ST
AIN
EM
ER
GE
NC
Y
EM
PT
Y O
UT
FIL
L W
ITH
BU
BB
LE
S
HA
RD
EN
ING
ER
RO
R
OR
DE
RF
EL
/
AD
M.F
EL
PR
OF
ILE
ER
RO
R
SC
RA
TC
H
SC
RE
EN
ER
RO
R
SE
AL
ING
ER
RO
R
TE
MP
ER
ING
WA
XIN
G
ER
RO
R
WR
ON
G
GL
AS
S
WR
ON
G
LA
BE
LE
D
WR
ON
G
QU
AN
TIT
Y
4HM-
SAKSPEGEL 0.863
4LAQUERED
21 1.280
4MCARRE
WIESS 4.006
4MI-LIT
GRA 4.236
2.440
2.650
4MSKANTIK
SECURIT 0.894
4MSKANTK
LAR 0.109
4PLX
HARDAT 17.631 9.248 48.612 255.583
0.185
9.309
2.430
66.975
4PLX
SPECIAL 7.582 35.398 3.431 99.629 2.502 2.306 11.259 0.729 57.387 6.143 4.894
13.034
26.447 0.470 50.112 2.749 1.791 21.760
4SATIM
HARDAT 0.221
0.625
4ULTRA II
3.006
4WDROP
NR5 1.106
5 PLANILUX 71.083 184.098 61.414 311.004 20.098 14.102 100.744 46.397 414.154 17.562 27.804 10.825 116.273 5.470 111.190 2.841 67.754 22.953 32.823 122.975
5 PSOL
BRONS 1.409
5 PSOL GRA 3.165
4.528
5.400
1.582
5ANT KL
HARDAT 6.138
5GRÅ
HARDAT 4.240
1.092
5PLX
HARDAT 3.924
25.440
0.643
1.150
1.493 1.872
5PSOL
GRON 1.657
5STAD22.1
0.865
6 SKN165B
1.516
6 DIAMANT 0.124 1.514 3.439 17.475
0.761
2.632
4.484
6 GLAS
KUND 1.369
6 MIRA-LIT 3.037
7.546 2.381
3.437
6 PLANILUX 19.005 16.740 5.557 52.380
10.622 2.043
8.124
1.725
34.137
6 PSOL
BRONS 1.072
10.813
6
PYROSWISS 5.818 9.815 1.711 9.603
4.300
6.349
4.799
1.042

xviii
6 SATIMAT 3.623
2.205
1.072 1.773
0.631
1.170
0.067
6DIAM
HARDAT 1.499
1.302
Su
m o
f ar
ea (
m2)
BO
RD
ER
/
ED
GE
ER
RO
RS
BR
OK
EN
AF
TE
R
MA
CH
INE
BR
OK
EN
BE
FO
RE
MA
CH
INE
BR
OK
EN
IN
MA
CH
INE
CO
AT
ING
ER
RO
R
DIM
EN
SIO
N
ER
RO
R
DIR
T/
ST
AIN
EM
ER
GE
NC
Y
EM
PT
Y O
UT
FIL
L W
ITH
BU
BB
LE
S
HA
RD
EN
ING
ER
RO
R
OR
DE
RF
EL
/
AD
M.F
EL
PR
OF
ILE
ER
RO
R
SC
RA
TC
H
SC
RE
EN
ER
RO
R
SE
AL
ING
ER
RO
R
TE
MP
ER
ING
WA
XIN
G
ER
RO
R
WR
ON
G
GL
AS
S
WR
ON
G
LA
BE
LE
D
WR
ON
G
QU
AN
TIT
Y
6EKOPLG
HÄRDAT 4.433
1.255
6GRÅ
HARDAT 3.002
0.700
6KATDRAL
MAX 0.875
6MIRASTAR
3.810
1.263
6MIRASTSE
C 1.742
8.451
0.030
6PL ONE
0.749
6PLX
HARDAT 9.688 12.236 11.765 130.808 0.306 0.914 2.149 7.169
12.725
0.363
25.646 0.030 22.566
6PLX
SPECIAL 4.498 25.103 7.825 19.154 13.666 6.735 10.633
41.585
7.294 5.333 13.211
19.109 3.290 1.469
3.938
6PSOL GRA 0.658 0.777 2.431 1.080
4.666
6SATIM
HARDAT 2.663
0.030 0.286
6STADIP331 2.295 1.062
8.598
6.224 3.698
2.901
1.659
1.060
3.985 3.115
1.914
6ULTRA II
3.516 7.385
6VETROFLA
M 1.613
8 DIAMANT
1.981
3.087
1.572 12.438
2.097
8 PLANILUX 16.493 7.985 5.977 119.296
3.902 2.235
45.230
18.250
3.231 1.281 16.078
8 PSOL
BRONS 2.575
1.365
8 PSOL GRA 2.502
1.758
3.186
8
PYROSWISS 5.134 64.141
14.016
1.186
2.518
8 SATIMAT 0.579
7.395
3.821
8BICANNES
0.433
8MASTRSHI
NE 2.015
8PLX
HARDAT 6.192
0.196
8PLX
SPECIAL 10.497 53.757 35.215 46.094 1.286
7.054
8.278 2.034 0.178 6.625 28.322
6.302
25.786 0.206
6.196
8PSOL
GRÖN 1.554
8SATIM
HARDAT 3.300
9 EL A1 1.012
1.386 1.012
2.447 1.012
2.025
2.186
2.438
EL 6/33
0.261
ES 44.2
2.459

xix
ES 66.2 0.317
ES 8/38
2.819
2.979
5.509
5.330
ES10/39
6.860
0.295
Su
m o
f ar
ea (
m2)
BO
RD
ER
/
ED
GE
ER
RO
RS
BR
OK
EN
AF
TE
R
MA
CH
INE
BR
OK
EN
BE
FO
RE
MA
CH
INE
BR
OK
EN
IN
MA
CH
INE
CO
AT
ING
ER
RO
R
DIM
EN
SIO
N
ER
RO
R
DIR
T/
ST
AIN
EM
ER
GE
NC
Y
EM
PT
Y O
UT
FIL
L W
ITH
BU
BB
LE
S
HA
RD
EN
ING
ER
RO
R
OR
DE
RF
EL
/
AD
M.F
EL
PR
OF
ILE
ER
RO
R
SC
RA
TC
H
SC
RE
EN
ER
RO
R
SE
AL
ING
ER
RO
R
TE
MP
ER
ING
WA
XIN
G
ER
RO
R
WR
ON
G
GL
AS
S
WR
ON
G
LA
BE
LE
D
WR
ON
G
QU
AN
TIT
Y
SKN154 441
1.224
1.820
STAD44.1 3.324
0.650
STADIP 332
1.330
STADIP 442 4.823
1.721 19.600
1.866 9.352
1.459
0.200
0.998
1.879
STADIP 552 1.001
STADIP 668 6.299 2.174
12.025 4.189 4.812 2.994
5.417
1.697 0.098
5.617 0.575
3.677
ULTRA 331
7.911
0.179
ULTRA 44.1
2.013
2.636
ULTRA 44.2
7.462
1.638

xx
Appendix 5; Production Percentage Among Standard Sizes for Class-A items
Glass
code
3
WIDTH
1000 1500 2000 2500 3210 TOTAL
HEIGHT
1000 71.65 0.00 0.00 0.00 0.00 71.65
1500 27.58 0.08 0.00 0.00 0.00 27.66
2000 0.66 0.01 0.00 0.00 0.00 0.67
2500 0.02 0.00 0.00 0.00 0.00 0.02
3000 0.00 0.00 0.00 0.00 0.00 0.00
3500 0.00 0.00 0.00 0.00 0.00 0.00
4000 0.00 0.00 0.00 0.00 0.00 0.00
TOTAL 99.91 0.09 0.00 0.00 0.00 100.00
Glass
code 4
WIDTH
1000 1500 2000 2500 3210 TOTAL
HEIGHT
1000 54.38 0.00 0.00 0.00 0.00 54.38
1500 25.69 1.15 0.00 0.00 0.00 26.84
2000 10.87 1.01 0.03 0.00 0.00 11.90
2500 2.42 3.26 0.07 0.00 0.00 5.75
3000 0.73 0.33 0.01 0.00 0.00 1.08
3500 0.03 0.00 0.00 0.00 0.00 0.03
4000 0.00 0.00 0.00 0.00 0.00 0.01
TOTAL 94.13 5.75 0.11 0.00 0.00 100.00
Glass
code 5
WIDTH
1000 1500 2000 2500 3210 TOTAL
HEIGHT
1000 49.38 0.00 0.00 0.00 0.00 49.38
1500 19.26 3.50 0.00 0.00 0.00 22.76
2000 14.40 3.32 0.01 0.00 0.00 17.73
2500 7.02 1.87 0.07 0.00 0.00 8.96
3000 0.51 0.49 0.09 0.00 0.00 1.09
3500 0.07 0.00 0.01 0.01 0.00 0.09
4000 0.00 0.00 0.00 0.00 0.00 0.00
TOTAL 90.63 9.17 0.18 0.01 0.00 100.00
Glass
code 6
WIDTH
1000 1500 2000 2500 3210 TOTAL
HEIGHT
1000 50.84 0.00 0.00 0.00 0.00 50.84
1500 21.60 1.95 0.00 0.00 0.00 23.55
2000 13.48 1.99 0.13 0.00 0.00 15.60
2500 6.36 1.91 0.23 0.03 0.01 8.54
3000 0.58 0.26 0.02 0.04 0.04 0.94
3500 0.37 0.06 0.01 0.01 0.00 0.44
4000 0.09 0.00 0.01 0.00 0.00 0.09

xxi
TOTAL 93.32 6.16 0.39 0.07 0.05 100.00
Glass
code 8
WIDTH
1000 1500 2000 2500 3210 TOTAL
HEIGHT
1000 23.87 0.00 0.00 0.00 0.00 23.87
1500 13.58 0.74 0.00 0.00 0.00 14.32
2000 12.12 1.46 0.28 0.00 0.00 13.86
2500 10.04 34.62 0.53 0.12 0.00 45.32
3000 0.50 0.53 0.00 0.03 0.00 1.05
3500 0.37 0.62 0.00 0.56 0.00 1.55
4000 0.03 0.00 0.00 0.00 0.00 0.03
TOTAL 60.51 37.97 0.81 0.71 0.00 100.00
Glass
code 34
WIDTH
1000 1500 2000 2500 3210 TOTAL
HEIGHT
1000 54.30 0.00 0.00 0.00 0.00 54.30
1500 13.81 2.45 0.00 0.00 0.00 16.25
2000 11.64 3.80 0.00 0.00 0.00 15.44
2500 11.23 2.34 0.00 0.00 0.00 13.58
3000 0.23 0.20 0.00 0.00 0.00 0.43
3500 0.00 0.00 0.00 0.00 0.00 0.00
4000 0.00 0.00 0.00 0.00 0.00 0.00
TOTAL 91.21 8.79 0.00 0.00 0.00 100.00
Glass
code 36
WIDTH
1000 1500 2000 2500 3210 TOTAL
HEIGHT
1000 22.48 4.68 3.53 0.37 0.00 31.05
1500 10.91 4.10 0.74 0.16 0.16 16.08
2000 10.30 1.31 0.21 0.16 0.00 11.98
2500 21.62 10.01 0.98 0.00 0.00 32.61
3000 3.53 3.24 0.82 0.00 0.00 7.59
3500 0.70 0.00 0.00 0.00 0.00 0.70
4000 0.00 0.00 0.00 0.00 0.00 0.00
TOTAL 69.52 23.34 6.28 0.70 0.16 100.00
Glass
code 38
WIDTH
1000 1500 2000 2500 3210 TOTAL
HEIGHT
1000 5.30 0.00 0.00 0.00 0.00 5.30
1500 6.99 3.27 0.00 0.00 0.00 10.26
2000 2.71 1.69 0.11 0.00 0.00 4.51
2500 21.42 19.28 8.34 0.00 0.00 49.04
3000 13.75 17.14 0.00 0.00 0.00 30.89
3500 0.00 0.00 0.00 0.00 0.00 0.00
4000 0.00 0.00 0.00 0.00 0.00 0.00
TOTAL 50.17 41.38 8.46 0.00 0.00 100.00

xxii
Appendix 6;Production in February
Glass
Code Glass Code Description Total Production area
3 3MM PLANILUX 606.4
4 4MM PLANILUX 556.5
5 5MM PLANILUX 257.1
6 6MM PLANILUX 457.0
8 8MM PLANILUX 560.3
10 10MM PLANILUX 165.5
12 12MM PLANILUX 57.6
34 4MM PLANILUX SPECIAL 7.5
36 6MM PLANILUX SPECIAL 2.0
604 4MM PARSOL GREY 2.9
605 5MM PARSOL GREY 218.5
606 6MM PARSOL GREY 24.8
608 8MM PARSOL GREY 29.6
704 4MM PARSOL BRONZE 3.8
705 5MM PARSOL BRONZE 21.6
706 6MM PARSOL BRONZE 97.0
708 8MM PARSOL BRONZE 12.3
804 4MM PARSOL GREEN * 1.3
805 5MM PARSOL GREEN 2.8
806 6MM PARSOL GREEN 9.0
3104 4MM MATTBLÄSTRAT 0.9
4104 4MM SATIMAT 76.0
4106 6MM SATIMAT 34.5
4108 8MM SATIMAT 61.8
4110 10MM SATIMAT * 2.1
4708 8MM SATIMAT DIAMOND 0.1
5003 3MM MIRALITE 42.7
5004 4MM MIRALITE 35.1
5006 6MM MIRALITE 45.6
5007 6MM MIRASTAR 11.5
5008 8MM MIRASTAR 4.0
5104 4MM MIRA-LITE GREY 14.5
5204 4MM MIRA-LITE BRONZE 3.2
6004 4MM SÄKERHETSSPEGEL HM 7.8
6106 6MM SGG MIRASTAR SEC 4.8
7703 3MM SGG DIAMANT 8.7
7704 4MM DIAMOND 44.9
7706 6MM DIAMOND 87.5
7708 8MM DIAMOND 6.9
7710 10MM DIAMOND 2.3
7712 12MM DIAMOND 3.8
12006 6MM C-L SKN154 9.2
12306 6MM C-L SKN174 74.9
14008 8MM C-L SKN154 44.1 80.1
16306 6MM SGG SKN 174 SECURIT 33.4
20104 4MM SGG PUNTEATO NR 50* 0.2
21004 4MM ARENA C104 0.3
21406 6MM SGG KATHEDRAL MAX 0.9
21504 4MM SGG MASTER CARRE 24.9
21806 6MM MASTERRAY 1.0
22604 4MM SGG MASTER-LENS 2.2
22708 8MM SGG MASTER-SHINE 6.0
22804 4MM NEMO 0.2

xxiii
Glass
Code Glass Code Description Total Production area
22904 4MM THELA 0.5
24504 4MM SGG KATHEDRAL GRÅ 71 0.6
24734 4MM SGG KATHEDRAL GRÖN 0.1
24914 4MM ARTIC BLUE * 40.6
28001 4MM SGG PLANILAQUE EVOL 20 BLACK 8.2
28002 4MM SGG 12 PLANILAQUE EVOLUTION WHITE 33.3
28007 4MM SGG 01 PLANILAQUE EVOLUTION GREEN 1.9
28008 4MM PLANILAQUE EVOLUTION LIGHT BLUE 3.9
28009 4MM SGG PLANILAQUE EVOL SAFE 20 BLACK 0.1
28010 4MM SGG PLANILAQUE EVOL SAFE WHITE 12 5.3
28018 4MM PLANILAQUE EVOL SAFE RED 137 3.7
28024 4MM SVART BLOMMA 1.2
28034 4MM VIT BLOMMA 8.2
28104 4MM LACOBEL METAL GREY RAL9006 8.2
28204 4MM LACOBEL Metal Grey RAL 9006 SAFE 0.1
28406 6MM LACOBEL VIT KLAR 9003 1.5
29000 3MM MASKIN ANTIK KLAR 6.0
29003 3MM MASKIN ANTIK GRÖN 0.9
29007 3MM MASKINANTIK BRONS 0.2
29040 4MM MASKIN ANTIK KLAR 3.0
30104 4MM CHINCHILLA 0.3
30804 4MM COTSWOLD 4.5
33004 4MM SSG LINJEGLAS 452 BLÄSTRAT 3.3
33104 4MM SSG LINJEGLAS 452 KLAR 1.4
50005 5MM STADIP 5.38 197.7
50006 6MM STADIP 33.1 329.7
50008 8MM STADIP 44.1 30.0
50106 6MM STADIP 33.2 134.6
50108 8MM STADIP 44.2 220.3
50110 10MM SGG STADIP 55.2 42.5
50113 15MM STADIP 66.8 P6B PROTECT 62.6
50255 5MM SGG STADIP 5.38 GRÖN 7.1
50256 6MM SGG STADIP 33.1 GRÖN 3773 2.0
50506 6MM STADIP OPAL 33.1 4.2
50508 8MM STADIP OPAL 44.1 0.0
50608 8MM SGG STADIP OPAL 44.2 0.0
51409 8MM SGG STADIP 44.3 5.7
53506 6MM 33.1 PLTHRM ULTRA 200.7
53508 8MM 44.1 PLTHRM ULTRA 24.1
53509 8MM 44.2 PLTHRM ULTRA 29.0
54808 8MM SGG COOL-LITE SKN165B44.1 0.9
55806 6MM SGG SILENCE 33.1 14.8
55808 8MM SGG SILENCE ES 44.1 276.0
55810 10MM SGG SILENCE ES 55.1 646.7
55813 12MM SGG SILENCE ES 66.2 595.8
55814 14MM SGG SILENCE ES.68.2 4.0
55823 13MM STADIP SILENCE OPAL 66.2 17.6
55828 8MM SGG 44.1 SILENCE EKO PLUS G 4.4
55829 9MM SGG SILENCE ES 44.2 55.5
55837 12MM SGG SILENCE ULTRA 66.2* 10.0
56006 6MM SGG LAMINERAT FLOAT 4.0
56010 10MM SGG STADIP 1.5
56012 12MM SGG STADIP 66.1 4.4
57704 4MM SGG BIOCLEAN SECURIT 1.7
58007 6MM SGG TRÅDKLARGLAS 26.8

xxiv
Glass
Code Glass Code Description Total Production area
58296 6MM SGG WIRED 1/2" 8.1
60101 9MM SGG PROTECT P2A/A1 41.7
60102 9.5MM SGG STADIP PROTECT P3/A2 1.8
60211 12MM SGG STADIP N P6B 1.9
60231 20MM SGG STADIP N P8B 1.0
60506 6MM SGG STADIP EL 6/33 277.2
67020 6MM SGG PYROSWISS E30 112.0
67021 8MM SGG PYROSWISS E30 35.2
67022 10MM SGG PYROSWISS E30 16.7
67023 12MM SGG PYROSWISS E30 0.6
67030 6MM SGG VETROFLAM EW30 21.2
67402 13MM CONTRAFL LITE EW30 1,211.5
67403 14MM CONTRAFL LITE EW60 228.1
67404 15MM CONTRAFLAM LITE EW30 102.0
67406 20MM CONTRAFL LITE EW60 99.1
67409 23MM CONTRAF LITE EW30 P6B 89.6
67410 11MM CONTRAF DOOR-LITE 30 150.0
67420 20MM CONTRAFLAM EW 60 22.7
67440 20MM CONTRAFLAM 30 LITE STRUCTURE 157.3
67442 20MM CONTRAFLAM 60 LITE STRUCTURE 68.5
67502 16MM CONTRAFLAM EI30 (5/5) 3,066.8
67503 20MM CONTRAF. EI30 (5/44.2) 39.0
67504 17MM CONTRAFLAM EI30 SATIMAT 26.3
67505 18MM CONTRAFLAM EI30 (6/6) 8.0
67507 22MM CONTRAFLAM EI30 (8/8) 24.8
67509 26MM CONTRAFLAM EI30 P6B 38.3
67520 23MM CONTRAFLAM 30 STRUCTURE 469.4
67521 28MM CONTRAFLAM 30 STRUCTURE 159.3
67541 18MM SGG SWISSFLAM EI30 110.6
67602 25MM CONTRAFLAM EI60 (5/4/5) 2,143.4
67604 26MM CONTRAFLAM EI60 (5/5/5) 977.2
67608 35MM CONTRAFLAM EI60 P6B 10.8
67620 31MM CONTRAFLAM 60 STRUCTURE 238.1
67700 36MM CONTRAFLAM EI90 10.3
69124 4MM SGG NEOCERAM 0.0
70003 3MM SGG SECURIT 45.3
70004 4MM SGG SECURIT 1,253.8
70005 5MM SGG SECURIT 483.4
70006 6MM SGG SECURIT 1,606.2
70008 8MM SGG SECURIT 6.4
70010 10MM SGG SECURIT 163.5
70104 4MM SGG PARSOL GRÅ SECURIT 0.9
70105 5MM SGG PARSOL GRÅ SECURIT 101.4
70106 6MM SGG PARSOL GRÅ SECURIT 12.0
70108 8MM SGG PARSOL GRÅ SECURIT 4.7
70204 4MM SGG PARSOL BRONS SECURIT 4.5
70306 6MM SGG PARSOL GRÖN SECURIT 11.1
70704 4MM SGG DIAMANT SECURIT 7.1
70706 6MM SGG DIAMANT SECURIT 6.4
71005 5MM SGG ANTELIO KLAR SECURIT 75.0
72104 4MM SGG COTSWOLD SECURIT 3.9
72204 4MM SGG ARENA C 104 SECURIT 1.4
72304 4MM SGG MASKINANTIK SECURIT 0.2
72704 4MM SGG CHINCHILLA SECURIT 0.5
74104 4MM SGG SATIMAT SECURIT 3.5

xxv
Glass
Code Glass Code Description Total Production area
74106 6MM SGG SATIMAT SECURIT 9.1
75804 4MM SGG EKO POLERAT SECURIT 84.9
76604 4MM SGG PL ULTRA SECURIT 67.6
76606 6MM SGG PL ULTRA SECURIT 1,113.6
78506 6MM SGG SERALIT 4.3
81004 4MM SGG ANTELIO KLAR 0.7
81005 5MM SGG ANTELIO KLAR 4.0
82204 4MM SGG COOL-LITE SS120 5.8
82404 4MM SGG COOL-LITE SS132 3.5
83806 6MM SGG COOL-LITE SECURIT 21.2
84718 8MM SGG BIOCLEAN ULTRA 44.1 24.9
84748 8MM 44.1 C-L SKN165/BIOCLEAN 1.2
84768 8MM 44.1 C-L SKN 178/BIOCLEAN 2.2
84786 6MM C-L SKN 178/BIOCLEAN* 33.8
84866 6MM SGG COOL-LITE SKN165B SECURIT 2.0
86604 4MM SGG PLANITHERM ULTRA 719.3
86606 6MM SGG PLANITHERM ULTRA 174.0
86636 6MM SGG PLANITHERM ONE 3.2
87806 6MM SGG EKO PLUS G 5.1
87814 4MM SGG EKO PLUS G POLERAT 332.4
91004 4MM AKRYL 0.4
91005 5MM AKRYL 3.8
91006 6MM AKRYL 17.7
91104 4MM AKRYL OPAL 3.4
92003 3MM AKRYLSPEGEL 0.6
93002 2MM POLYKARBONAT 115.2
93004 4MM POLYKARBONAT 2.3
93006 6MM POLYKARBONAT 9.6
93008 8 MM POLYKARBONAT 8.0
93010 10MM POLYKARBONAT 9.4
93012 12MM POLYKARBONAT 12.9
93043 3MM POLYKARBONAT HÅRD YTA 3.1
93044 4MM POLYKARBONAT HÅRD YTA 1.6
93045 5MM POLYKARBONAT HÅRD YTA 7.3
93046 6MM POLYKARBONAT HÅRD YTA 0.4
93050 10MM POLYKARBONAT HÅRD YTA 2.4
93503 3MM POLYKARBONAT OPAL 8.1
93618 8MM AKRYL GRÅ 0.8

xxvi
Appendix 7; Defected Products in February
Glass Code Remake Quantity Area (m2) Date of Message Reason of Error
5 1 0.64 2/1/12 SMUTS / FLÄCKAR
50006 1 0.99 2/1/12 SÖNDER I MASKIN
50006 1 0.99 2/1/12 SMUTS / FLÄCKAR
6 1 1.71 2/1/12 SÖNDER INNAN MASKIN
5 3 1.95 2/1/12 SÖNDER I MASKIN
87814 1 1.07 2/1/12 GLASFEL
6 1 0.26 2/1/12 GLASFEL
5004 1 0.54 2/1/12 SÖNDER I MASKIN
6 2 5.36 2/1/12 SÖNDER EFTER MASKIN
6 1 2.58 2/1/12 SÖNDER EFTER MASKIN
5 1 1.06 2/1/12 SÖNDER EFTER MASKIN
5 1 1.12 2/1/12 REPA
5 1 1.98 2/1/12 FYLLBLÅSOR
87814 1 0.72 2/1/12 GLASFEL
5 2 1.02 2/1/12 SMUTS / FLÄCKAR
38 1 1.72 2/1/12 SÖNDER INNAN MASKIN
38 3 5.16 2/1/12 SÖNDER INNAN MASKIN
38 1 0.58 2/1/12 SÖNDER INNAN MASKIN
38 1 0.58 2/1/12 SÖNDER INNAN MASKIN
38 1 0.57 2/1/12 SÖNDER INNAN MASKIN
5 1 0.12 2/1/12 SÖNDER I MASKIN
5 1 3.63 2/1/12 SÖNDER I MASKIN
5 1 3.63 2/1/12 SÖNDER I MASKIN
5006 1 0.4 2/1/12 SÖNDER I MASKIN
5004 1 0.54 2/1/12 SÖNDER I MASKIN
8 2 6.94 2/1/12 SÖNDER I MASKIN
6 1 0.93 2/1/12 FEL ANTAL
8 1 1.41 2/1/12 SÖNDER I MASKIN
8 1 1.39 2/1/12 SÖNDER I MASKIN
8 1 1.37 2/1/12 URFLISNING / KANTFEL
6 1 0.31 2/1/12 SÖNDER I MASKIN
6 1 0.65 2/1/12 SÖNDER I MASKIN
6 1 0.52 2/1/12 SÖNDER I MASKIN
5 1 1.01 2/1/12 SÖNDER I MASKIN
5 1 0.97 2/2/12 FYLLBLÅSOR
34 1 0.17 2/2/12 FYLLBLÅSOR
5 1 0.77 2/2/12 SÖNDER EFTER MASKIN
5 1 1.68 2/2/12 FYLLBLÅSOR
5 1 2.45 2/2/12 REPA
34 1 1.29 2/2/12 SMUTS / FLÄCKAR
6 1 1.23 2/2/12 DIMENSIONSFEL
5006 1 0.4 2/2/12 SÖNDER I MASKIN
30804 1 1.29 2/2/12 SÖNDER I MASKIN
8 1 2.27 2/2/12 SÖNDER I MASKIN
6 1 0.36 2/2/12 GLASFEL
5 1 0.11 2/2/12 SÖNDER I MASKIN
8 1 0.83 2/2/12 REPA
8 1 0.83 2/2/12 REPA
5 1 1.71 2/2/12 FEL ANTAL
5 1 0.62 2/2/12 FEL ANTAL
5 1 1.27 2/2/12 SÖNDER I MASKIN
4108 2 3.24 2/2/12 SÖNDER I MASKIN
5 2 3.54 2/2/12 SÖNDER I MASKIN
5 3 5.31 2/2/12 SÖNDER I MASKIN

xxvii
Glass Code Remake Quantity Area (m2) Date of Message Reason of Error
5 1 1.75 2/2/12 FEL ANTAL
34 2 3.28 2/2/12 SÖNDER I MASKIN
5 2 3.28 2/2/12 SÖNDER I MASKIN
30804 1 1.29 2/2/12 SÖNDER I MASKIN
34 1 0.38 2/2/12 FEL ANTAL
34 1 0.38 2/2/12 FEL ANTAL
5 1 1.4 2/2/12 SÖNDER I MASKIN
34 1 0.67 2/3/12 VAXNINGSFEL
5 1 0.36 2/3/12 REPA
34 1 0.15 2/3/12 FYLLBLÅSOR
4108 1 1.62 2/3/12 SÖNDER I MASKIN
38 1 1.72 2/3/12 FYLLBLÅSOR
4106 1 1.45 2/3/12 SÖNDER I MASKIN
5004 1 0.54 2/3/12 SÖNDER I MASKIN
38 1 1.72 2/4/12 REPA
8 1 1.91 2/6/12 SÖNDER I MASKIN
5 1 0.54 2/6/12 URFLISNING / KANTFEL
6 2 0.06 2/6/12 URFLISNING / KANTFEL
5 33 7.92 2/6/12 DIMENSIONSFEL
5 1 1.52 2/6/12 REPA
34 16 3.84 2/6/12 REPA
5 1 0.54 2/6/12 ANLÖPNING
87814 1 0.8 2/6/12 SÖNDER I MASKIN
87814 4 5.68 2/6/12 SÖNDER I MASKIN
87814 2 3.16 2/6/12 SÖNDER I MASKIN
87814 1 1.58 2/6/12 SÖNDER I MASKIN
5 1 0.97 2/6/12 SÖNDER I MASKIN
5 1 1.72 2/6/12 SMUTS / FLÄCKAR
6 1 0.2 2/6/12 DIMENSIONSFEL
34 1 1.29 2/6/12 SMUTS / FLÄCKAR
5 1 0.36 2/6/12 SMUTS / FLÄCKAR
6 1 0.18 2/6/12 REPA
4 1 1.89 2/7/12 SÖNDER EFTER MASKIN
5007 1 1.22 2/7/12 SÖNDER I MASKIN
5 5 5.2 2/7/12 SÖNDER EFTER MASKIN
5 1 1.04 2/7/12 SÖNDER I MASKIN
5 1 1.67 2/7/12 SÖNDER EFTER MASKIN
34 1 1.93 2/7/12 SÖNDER I MASKIN
5 1 0.5 2/7/12 FEL ANTAL
5 1 1.09 2/7/12 DIMENSIONSFEL
5 1 2.46 2/7/12 FELMÄRKT
5 1 1.42 2/7/12 FELMÄRKT
5 1 2.46 2/7/12 FELMÄRKT
5 1 1.39 2/7/12 FELMÄRKT
5 1 0.51 2/7/12 FELMÄRKT
5 1 2.44 2/7/12 FELMÄRKT
5 1 0.43 2/7/12 FELMÄRKT
5 1 0.51 2/7/12 FELMÄRKT
5 1 1.01 2/7/12 SMUTS / FLÄCKAR
50113 1 1.54 2/7/12 SMUTS / FLÄCKAR
5004 1 0.54 2/7/12 SÖNDER I MASKIN
8 1 1.23 2/7/12 SÖNDER I MASKIN
22708 1 2.01 2/7/12 SÖNDER EFTER MASKIN
5 1 0.62 2/7/12 SÖNDER I MASKIN
50113 1 0.69 2/7/12 SKIKT / BEL FEL
50113 1 0.81 2/7/12 SKIKT / BEL FEL

xxviii
Glass Code Remake Quantity Area (m2) Date of Message Reason of Error
5 1 0.54 2/7/12 SKIKT / BEL FEL
50113 1 0.69 2/7/12 SKIKT / BEL FEL
34 1 1.42 2/7/12 FYLLBLÅSOR
6 2 3.24 2/8/12 GLASFEL
6 1 0.51 2/8/12 REPA
5003 2 0.4 2/8/12 SÖNDER I MASKIN
6 1 1.13 2/8/12 REPA
6 1 0.85 2/8/12 GLASFEL
34 1 0.43 2/8/12 VAXNINGSFEL
34 1 0.43 2/8/12 VAXNINGSFEL
34 2 1.16 2/8/12 VAXNINGSFEL
34 8 4.08 2/8/12 VAXNINGSFEL
34 6 3.06 2/8/12 VAXNINGSFEL
34 2 1.02 2/8/12 VAXNINGSFEL
34 2 0.82 2/8/12 VAXNINGSFEL
34 8 2.72 2/8/12 VAXNINGSFEL
34 6 2.04 2/8/12 VAXNINGSFEL
67410 1 0.12 2/8/12 VAXNINGSFEL
8 1 1.5 2/8/12 GLASFEL
8 1 2.31 2/8/12 SÖNDER I MASKIN
50108 3 0.21 2/8/12 ORDERFEL / ADM.FEL
50113 1 1.52 2/8/12 VAXNINGSFEL
50113 1 2.05 2/8/12 VAXNINGSFEL
5 1 2.05 2/8/12 VAXNINGSFEL
38 1 1.72 2/8/12 VAXNINGSFEL
85106 3 5.73 2/8/12 SKIKT / BEL FEL
85106 1 1.64 2/8/12 SKIKT / BEL FEL
5 4 7.84 2/8/12 REPA
5 4 7.84 2/8/12 REPA
34 1 1.93 2/8/12 SÖNDER EFTER MASKIN
5 1 0.51 2/9/12 SKIKT / BEL FEL
6 1 0.47 2/9/12 FEL ANTAL
5 1 0.36 2/9/12 SÖNDER EFTER MASKIN
5 1 0.44 2/9/12 SÖNDER EFTER MASKIN
4 2 1.2 2/9/12 SÖNDER I MASKIN
5 1 0.55 2/9/12 REPA
6 2 3.24 2/9/12 SÖNDER EFTER MASKIN
5 2 0.72 2/9/12 FYLLBLÅSOR
5 2 0.72 2/9/12 FYLLBLÅSOR
5 1 1.77 2/9/12 SÖNDER EFTER MASKIN
5 1 0.18 2/9/12 SÖNDER EFTER MASKIN
5 1 0.18 2/9/12 SÖNDER EFTER MASKIN
36 1 0.55 2/9/12 REPA
87814 2 1.32 2/9/12 GLASFEL
5 1 0.76 2/9/12 GLASFEL
8 2 5.5 2/9/12 FEL ANTAL
5 1 0.48 2/9/12 SÖNDER INNAN MASKIN
6 1 1.47 2/9/12 SÖNDER I MASKIN
34 1 0.96 2/9/12 FYLLBLÅSOR
8 1 1.97 2/9/12 SÖNDER I MASKIN
6 1 0.57 2/9/12 SMUTS / FLÄCKAR
34 4 4.88 2/9/12 URFLISNING / KANTFEL
6 1 0.57 2/9/12 SMUTS / FLÄCKAR
36 1 2.6 2/9/12 SÖNDER I MASKIN
10 1 0.36 2/9/12 SÖNDER I MASKIN
6 1 0.34 2/9/12 SÖNDER I MASKIN

xxix
Glass Code Remake Quantity Area (m2) Date of Message Reason of Error
34 1 1.09 2/10/12 FYLLBLÅSOR
6 1 1.91 2/10/12 SÖNDER I MASKIN
55829 1 1.19 2/9/12 SÖNDER I MASKIN
8 1 1.34 2/9/12 SÖNDER I MASKIN
6 1 0.63 2/10/12 URFLISNING / KANTFEL
6 1 0.39 2/10/12 REPA
6 1 0.51 2/10/12 SÖNDER I MASKIN
6 1 0.68 2/10/12 SÖNDER I MASKIN
6 1 1.32 2/10/12 SÖNDER I MASKIN
6 1 1 2/10/12 SÖNDER I MASKIN
55808 1 1.62 2/10/12 SÖNDER I MASKIN
5 1 1.33 2/10/12 SÖNDER I MASKIN
34 3 3.99 2/10/12 SÖNDER I MASKIN
5 1 0.77 2/10/12 FEL ANTAL
5 1 0.73 2/10/12 FEL ANTAL
5 1 0.68 2/10/12 FEL ANTAL
5 1 0.68 2/10/12 FEL ANTAL
5 1 0.66 2/10/12 FEL ANTAL
5 1 0.46 2/10/12 FEL ANTAL
5 1 0.46 2/10/12 FEL ANTAL
5 1 0.4 2/10/12 FEL ANTAL
5 1 0.35 2/10/12 FEL ANTAL
5 1 0.35 2/10/12 FEL ANTAL
5 1 0.16 2/10/12 FEL ANTAL
5 1 0.08 2/10/12 FEL ANTAL
8 1 2.56 2/10/12 SÖNDER I MASKIN
6 1 0.67 2/10/12 REPA
6 1 0.67 2/10/12 REPA
36 4 12.64 2/10/12 REPA
5 1 0.28 2/11/12 PROFILFEL
5 1 1.01 2/11/12 REPA
5 1 2.31 2/11/12 FYLLBLÅSOR
5 1 0.37 2/11/12 REPA
4 2 0.46 2/13/12 FEL ANTAL
4 1 0.11 2/13/12 SÖNDER I MASKIN
6 1 0.71 2/13/12 SÖNDER I MASKIN
5 1 1.59 2/13/12 REPA
5 1 1.13 2/13/12 REPA
34 1 1.33 2/13/12 SÖNDER I MASKIN
34 1 1.33 2/13/12 FEL ANTAL
10 1 0.16 2/13/12 SÖNDER I MASKIN
5 2 1.98 2/13/12 REPA
34 2 1.98 2/13/12 REPA
34 1 1.01 2/13/12 URFLISNING / KANTFEL
87814 17 0.51 2/13/12 SÖNDER I MASKIN
5 2 1.24 2/13/12 SÖNDER EFTER MASKIN
34 1 0.62 2/13/12 SÖNDER EFTER MASKIN
34 1 1.33 2/13/12 SÖNDER I MASKIN
10 1 0.16 2/13/12 SÖNDER I MASKIN
34 1 0.67 2/13/12 SÖNDER I MASKIN
34 1 1.01 2/13/12 DIMENSIONSFEL
5 2 0.08 2/14/12 URFLISNING / KANTFEL
34 1 0.99 2/14/12 ORDERFEL / ADM.FEL
34 1 0.99 2/14/12 ORDERFEL / ADM.FEL
5 1 2.48 2/14/12 FYLLBLÅSOR
5 1 2.89 2/14/12 FYLLBLÅSOR

xxx
Glass Code Remake Quantity Area (m2) Date of Message Reason of Error
8 1 1.7 2/14/12 SÖNDER I MASKIN
5 2 1.56 2/14/12 REPA
34 1 0.51 2/14/12 SÖNDER EFTER MASKIN
8 1 1.72 2/14/12 SÖNDER I MASKIN
8 1 1.42 2/14/12 SÖNDER I MASKIN
8 1 1.41 2/14/12 SÖNDER I MASKIN
7706 1 1.3 2/14/12 DIMENSIONSFEL
6 1 0.22 2/14/12 SÖNDER I MASKIN
5 1 1.01 2/14/12 SÖNDER EFTER MASKIN
5 1 1.01 2/14/12 SÖNDER EFTER MASKIN
5 1 2.48 2/14/12 SÖNDER EFTER MASKIN
34 5 1.2 2/14/12 SÖNDER EFTER MASKIN
50108 1 1.35 2/14/12 URFLISNING / KANTFEL
6 1 0.51 2/14/12 SÖNDER I MASKIN
8 1 0.83 2/14/12 SÖNDER I MASKIN
8 1 0.83 2/14/12 SÖNDER I MASKIN
8 1 0.83 2/14/12 SÖNDER I MASKIN
8 1 0.83 2/14/12 SÖNDER I MASKIN
7704 1 1.62 2/14/12 SÖNDER I MASKIN
7704 1 0.55 2/14/12 SÖNDER I MASKIN
5 1 1.05 2/14/12 SÖNDER INNAN MASKIN
5 1 1.44 2/14/12 URFLISNING / KANTFEL
7704 1 0.32 2/15/12 SÖNDER I MASKIN
10 1 2.93 2/15/12 SÖNDER EFTER MASKIN
4 1 0.46 2/15/12 FEL ANTAL
4 1 0.75 2/15/12 SÖNDER I MASKIN
6 1 0.15 2/15/12 REPA
5 1 1.61 2/15/12 SÖNDER I MASKIN
6 1 0.15 2/15/12 REPA
34 1 0.25 2/15/12 FYLLBLÅSOR
5 1 2.54 2/15/12 URFLISNING / KANTFEL
5 1 1.45 2/15/12 FYLLBLÅSOR
5 1 0.24 2/15/12 REPA
8 1 0.83 2/15/12 SÖNDER I MASKIN
8 1 0.83 2/15/12 SÖNDER I MASKIN
8 1 1.42 2/15/12 SÖNDER I MASKIN
8 1 1.42 2/15/12 SÖNDER I MASKIN
8 1 1.72 2/15/12 SÖNDER I MASKIN
8 1 1.41 2/15/12 SÖNDER I MASKIN
8 1 1.7 2/15/12 SÖNDER I MASKIN
7704 1 0.55 2/15/12 SÖNDER I MASKIN
6 1 0.32 2/15/12 URFLISNING / KANTFEL
5 1 0.53 2/15/12 SÖNDER EFTER MASKIN
5 1 0.53 2/15/12 SÖNDER EFTER MASKIN
5 1 1.17 2/15/12 SÖNDER I MASKIN
7704 1 0.55 2/15/12 SÖNDER I MASKIN
6 1 0.2 2/15/12 SÖNDER I MASKIN
10 1 0.61 2/15/12 SÖNDER I MASKIN
7706 1 0.12 2/15/12 URFLISNING / KANTFEL
34 1 0.99 2/15/12 SÖNDER I MASKIN
5 1 2.85 2/15/12 SÖNDER INNAN MASKIN
5 1 1.15 2/15/12 SÖNDER INNAN MASKIN
4 4 6.36 2/15/12 SÖNDER I MASKIN
4 2 3.02 2/15/12 SÖNDER I MASKIN
4 1 1.41 2/15/12 SÖNDER I MASKIN
5 1 0.71 2/16/12 FYLLBLÅSOR

xxxi
Glass Code Remake Quantity Area (m2) Date of Message Reason of Error
6 1 0.32 2/16/12 SÖNDER INNAN MASKIN
4 1 1.07 2/16/12 URFLISNING / KANTFEL
5 4 1.72 2/16/12 SÖNDER I MASKIN
4 1 0.51 2/16/12 SÖNDER I MASKIN
36 1 1.95 2/16/12 FYLLBLÅSOR
3 15 6.75 2/16/12 SÖNDER I MASKIN
50110 1 0.99 2/16/12 URFLISNING / KANTFEL
34 3 0.21 2/16/12 FEL ANTAL
5 1 2.22 2/16/12 SÖNDER I MASKIN
3 3 1.35 2/16/12 FEL ANTAL
6 1 0.05 2/16/12 SMUTS / FLÄCKAR
5 1 0.24 2/16/12 URFLISNING / KANTFEL
5 1 2.01 2/16/12 GLASFEL
608 1 2.5 2/17/12 URFLISNING / KANTFEL
708 1 2.57 2/17/12 URFLISNING / KANTFEL
605 1 1.27 2/17/12 SÖNDER I MASKIN
5 1 0.97 2/17/12 FYLLBLÅSOR
5006 1 3.43 2/17/12 GLASFEL
605 2 2.54 2/17/12 GLASFEL
5 1 0.65 2/17/12 REPA
605 1 1.52 2/20/12 SÖNDER I MASKIN
6 1 0.43 2/20/12 FEL ANTAL
5 1 0.41 2/20/12 REPA
5 1 1.49 2/20/12 REPA
5 1 1.38 2/20/12 SMUTS / FLÄCKAR
5 1 0.19 2/20/12 SÖNDER EFTER MASKIN
7706 1 1.82 2/20/12 GLASFEL
5 1 2.91 2/20/12 REPA
5 1 0.96 2/20/12 REPA
5 1 1.92 2/20/12 REPA
5 1 1.35 2/20/12 FYLLBLÅSOR
5 2 3.16 2/20/12 SÖNDER I MASKIN
6 1 1.13 2/20/12 SÖNDER EFTER MASKIN
8 1 1.73 2/20/12 SÖNDER EFTER MASKIN
7708 1 1.97 2/20/12 SÖNDER EFTER MASKIN
4 6 1.44 2/20/12 SÖNDER I MASKIN
4 4 0.92 2/20/12 SÖNDER I MASKIN
6 1 2.27 2/20/12 SÖNDER I MASKIN
34 1 2.5 2/21/12 SKIKT / BEL FEL
5 3 1.56 2/21/12 SÖNDER I MASKIN
34 1 2.35 2/21/12 SÖNDER I MASKIN
7706 1 1.51 2/21/12 SÖNDER EFTER MASKIN
4 1 2.05 2/21/12 REPA
6 1 0.66 2/21/12 SÖNDER I MASKIN
5 1 1.6 2/21/12 SMUTS / FLÄCKAR
5 1 1.75 2/21/12 REPA
5 1 0.32 2/21/12 SÖNDER EFTER MASKIN
5 1 0.32 2/21/12 SÖNDER EFTER MASKIN
5 1 0.86 2/21/12 SÖNDER EFTER MASKIN
5 1 0.86 2/21/12 SÖNDER EFTER MASKIN
5 1 1.43 2/21/12 SÖNDER EFTER MASKIN
5 1 1.43 2/21/12 SÖNDER EFTER MASKIN
38 1 0.2 2/21/12 GLASFEL
8 1 0.41 2/21/12 REPA
5 1 1.07 2/21/12 REPA
53506 1 0.76 2/21/12 SÖNDER I MASKIN

xxxii
Glass Code Remake Quantity Area (m2) Date of Message Reason of Error
4 2 2.68 2/22/12 SÖNDER I MASKIN
4 1 1.34 2/22/12 SÖNDER I MASKIN
5 1 2.65 2/22/12 FYLLBLÅSOR
53506 1 0.76 2/21/12 SÖNDER I MASKIN
8 1 1.98 2/21/12 SÖNDER INNAN MASKIN
5 1 0.15 2/22/12 FYLLBLÅSOR
5 1 1.83 2/22/12 SÖNDER INNAN MASKIN
4 1 0.72 2/22/12 SÖNDER I MASKIN
5 1 0.65 2/22/12 REPA
34 1 1.77 2/22/12 REPA
6 1 1.92 2/22/12 SÖNDER I MASKIN
6 1 0.31 2/22/12 REPA
6 1 0.3 2/22/12 REPA
10 1 1.41 2/22/12 SÖNDER I MASKIN
4 1 0.23 2/22/12 FEL ANTAL
7706 1 0.53 2/22/12 SÖNDER I MASKIN
8 1 1.41 2/22/12 SÖNDER I MASKIN
5 1 1.07 2/22/12 SÖNDER I MASKIN
5 1 1.07 2/22/12 SÖNDER I MASKIN
6 1 0.72 2/22/12 URFLISNING / KANTFEL
6 1 0.25 2/22/12 SÖNDER I MASKIN
5 1 2.28 2/22/12 FYLLBLÅSOR
34 1 2.27 2/22/12 VAXNINGSFEL
5 1 0.48 2/22/12 VAXNINGSFEL
5 1 0.14 2/22/12 SÖNDER EFTER MASKIN
5 1 0.69 2/22/12 SMUTS / FLÄCKAR
6 1 2.85 2/22/12 SÖNDER INNAN MASKIN
5 3 3.12 2/22/12 SÖNDER EFTER MASKIN
21504 4 1.6 2/23/12 SÖNDER I MASKIN
3 20 12.8 2/23/12 SÖNDER I MASKIN
5 3 3.36 2/23/12 REPA
3 15 1.35 2/23/12 FEL ANTAL
3 15 1.05 2/23/12 FEL ANTAL
5 1 2.11 2/23/12 GLASFEL
50108 1 1.08 2/23/12 URFLISNING / KANTFEL
50113 1 2.1 2/23/12 SÖNDER INNAN MASKIN
38 1 1.57 2/23/12 SÖNDER INNAN MASKIN
5 1 2.86 2/23/12 REPA
34 1 1.03 2/23/12 SÖNDER EFTER MASKIN
5 5 2.1 2/23/12 REPA
5 1 0.42 2/23/12 REPA
34 1 1.43 2/23/12 FYLLBLÅSOR
5 2 1.48 2/23/12 REPA
50113 1 0.1 2/23/12 REPA
38 1 0.91 2/24/12 SMUTS / FLÄCKAR
38 1 0.91 2/24/12 SMUTS / FLÄCKAR
5 1 0.04 2/24/12 FYLLBLÅSOR
606 1 1.08 2/24/12 SÖNDER I MASKIN
606 1 0.7 2/24/12 GLASFEL
6 1 0.13 2/24/12 SÖNDER I MASKIN
34 3 0.21 2/24/12 FEL ANTAL
8 2 1.66 2/24/12 REPA
5 1 0.4 2/24/12 SMUTS / FLÄCKAR
5 1 0.4 2/24/12 SMUTS / FLÄCKAR
34 1 1.71 2/26/12 FEL ANTAL
5 1 0.1 2/26/12 FEL ANTAL

xxxiii
Glass Code Remake Quantity Area (m2) Date of Message Reason of Error
5 2 1.02 2/26/12 FEL ANTAL
4108 1 1.06 2/27/12 SÖNDER I MASKIN
6 1 0.07 2/27/12 URFLISNING / KANTFEL
5 1 2.3 2/27/12 FYLLBLÅSOR
5 2 0.2 2/26/12 FEL ANTAL
5 1 0.1 2/26/12 FEL ANTAL
5 1 0.03 2/26/12 FEL ANTAL
5 1 0.03 2/26/12 FEL ANTAL
5 1 0.14 2/26/12 FEL ANTAL
5 1 0.14 2/26/12 FEL ANTAL
4 1 0.98 2/27/12 SÖNDER I MASKIN
5 1 0.76 2/27/12 GLASFEL
34 1 2.72 2/27/12 REPA
60101 1 1.01 2/27/12 FYLLBLÅSOR
5 1 1.01 2/27/12 FYLLBLÅSOR
34 1 0.07 2/27/12 FYLLBLÅSOR
4 1 0.05 2/27/12 URFLISNING / KANTFEL
5 1 0.29 2/27/12 FYLLBLÅSOR
5 1 1.09 2/27/12 FYLLBLÅSOR
5 1 1.75 2/27/12 REPA
5 2 5.58 2/27/12 REPA
36 1 0.74 2/27/12 REPA
10 1 0.84 2/27/12 SÖNDER I MASKIN
5 2 0.82 2/27/12 SÖNDER I MASKIN
8 1 0.28 2/27/12 URFLISNING / KANTFEL
34 1 1.02 2/27/12 SÖNDER I MASKIN
34 1 0.5 2/27/12 SÖNDER I MASKIN
34 2 1 2/27/12 SÖNDER I MASKIN
4106 1 1.4 2/27/12 URFLISNING / KANTFEL
6 1 0.72 2/27/12 SÖNDER I MASKIN
4106 1 1.91 2/27/12 URFLISNING / KANTFEL
34 1 1.21 2/28/12 FYLLBLÅSOR
38 1 0.64 2/28/12 SKIKT / BEL FEL
5 1 2.1 2/28/12 SÖNDER I MASKIN
8 1 1.56 2/28/12 SÖNDER EFTER MASKIN
6 1 0.6 2/28/12 URFLISNING / KANTFEL
34 1 1.79 2/28/12 FELMÄRKT
8 1 1.49 2/28/12 SÖNDER I MASKIN
5 1 2.15 2/28/12 FEL ANTAL
5 2 3.92 2/28/12 SÖNDER EFTER MASKIN
5 1 0.37 2/28/12 SMUTS / FLÄCKAR
5 1 0.04 2/28/12 REPA
5 1 0.44 2/28/12 SMUTS / FLÄCKAR
5 1 0.44 2/28/12 SMUTS / FLÄCKAR
604 4 0.8 2/28/12 SÖNDER I MASKIN
6 2 2.14 2/28/12 SÖNDER I MASKIN
6 1 0.16 2/28/12 FEL ANTAL
60101 1 1.39 2/28/12 SÖNDER INNAN MASKIN
4 1 0.86 2/28/12 REPA
34 1 0.38 2/28/12 HÄRDNINGSFEL
8 1 1.4 2/28/12 SÖNDER I MASKIN
99806 1 1.37 2/28/12 SÖNDER I MASKIN
5 1 0.81 2/28/12 FYLLBLÅSOR
4 1 0.86 2/29/12 SÖNDER I MASKIN
4 1 0.63 2/29/12 FEL ANTAL
5 2 0.94 2/29/12 SÖNDER I MASKIN

xxxiv
Glass Code Remake Quantity Area (m2) Date of Message Reason of Error
5 1 0.67 2/29/12 SÖNDER EFTER MASKIN
5 1 0.86 2/29/12 SÖNDER I MASKIN
5 1 1.52 2/29/12 SÖNDER I MASKIN
55808 1 0.51 2/29/12 FEL ANTAL
5 1 1.44 2/29/12 SÖNDER EFTER MASKIN
4108 1 1.46 2/29/12 SÖNDER I MASKIN
34 5 0.5 2/29/12 FEL ANTAL
6 1 0.45 2/29/12 DIMENSIONSFEL
5006 1 1.82 2/29/12 SKIKT / BEL FEL
5 2 2.04 2/29/12 SÖNDER I MASKIN
5 1 1.02 2/29/12 GLASFEL
5 1 0.87 2/29/12 REPA

xxxv
Appendix 8; Calculations of DSS for RM Classification
Item (Glass code) measures (y) converted measures Criteria weights
score Class value m2 quantity value m2 quantity value m2 quantity
5MM PLANILUX (5) 30.38 29527.41 37638 0.00103 1.00000 1.27468 0.33 0.34 0.33 0.76098 A
4MM PLANILUX (4) 24.98 19266.65 29031 0.00084 0.65250 0.98319 0.33 0.34 0.33 0.54658 A
6MM PLANILUX (6) 23.12 12242.22 16312 0.00078 0.41460 0.55243 0.33 0.34 0.33 0.32353 A
3MM PLANILUX (3) 18.9 3246.95 10039 0.00064 0.10996 0.33999 0.33 0.34 0.33 0.14979 A
8MM PLANILUX (8) 46.61 5223.47 3228 0.00158 0.17690 0.10932 0.33 0.34 0.33 0.09674 A
4MM PLANILUX SPECIAL (34) 31.65 3032.01 3926 0.00107 0.10268 0.13296 0.33 0.34 0.33 0.07914 A
6MM PLANILUX SPECIAL (36) 37.65 3445.26 2475 0.00127 0.11668 0.08382 0.33 0.34 0.33 0.06775 A
8MM PLANILUX SPECIAL (38) 41.73 1877.89 888 0.00141 0.06360 0.03007 0.33 0.34 0.33 0.03201 A
5MM PARSOL GRÅ 59.5 960.33 1643 0.00201 0.03252 0.05564 0.33 0.34 0.33 0.03008 B
4MM SGG PLANITHERM ULTRA 36.86 840.93 1292 0.00125 0.02848 0.04375 0.33 0.34 0.33 0.02453 B
10MM PLANILUX 68.68 855.13 1089 0.00232 0.02896 0.03688 0.33 0.34 0.33 0.02278 B
4MM PARSOL GRÅ 70.44 752.81 1050 0.00238 0.02549 0.03556 0.33 0.34 0.33 0.02119 B
6MM SATIMAT 132.02 615.54 680 0.00447 0.02084 0.02303 0.33 0.34 0.33 0.01616 B
3MM MIRALITE 51.22 199.39 1189 0.00173 0.00675 0.04026 0.33 0.34 0.33 0.01615 B
4MM SATIMAT 95.45 760.61 535 0.00323 0.02576 0.01812 0.33 0.34 0.33 0.01580 B
6MM DIAMANT 85.29 578.23 568 0.00289 0.01958 0.01923 0.33 0.34 0.33 0.01396 B
4MM MIRALITE 57.64 458.72 712 0.00195 0.01553 0.02411 0.33 0.34 0.33 0.01388 B
4MM SGG 12 PLANILAQUE EVOLUTION
WHITE 855.1 96.93 139 0.02896 0.00328 0.00470 0.33 0.34 0.33 0.01222 B
6MM SGG EKO PLUS G 149.2 361.12 564 0.00505 0.01223 0.01910 0.33 0.34 0.33 0.01213 B
4MM DIAMANT 57.29 463.71 507 0.00194 0.01570 0.01717 0.33 0.34 0.33 0.01164 B
8MM SATIMAT 167.98 312.45 359 0.00569 0.01058 0.01216 0.33 0.34 0.33 0.00948 B
9MM SGG PROTECT P2A/A1 521.7 124.39 136 0.01767 0.00421 0.00460 0.33 0.34 0.33 0.00878 B
6MM 33.1 PLTHRM ULTRA 106.08 271.99 345 0.00359 0.00921 0.01168 0.33 0.34 0.33 0.00817 B
6MM SGG PLANITHERM ULTRA 39.39 354.38 289 0.00133 0.01200 0.00978 0.33 0.34 0.33 0.00775 B
6MM PARSOL GRÅ 70.44 271.25 339 0.00238 0.00918 0.01148 0.33 0.34 0.33 0.00770 B
8MM 44.1 PLTHRM ULTRA 117.92 279.87 240 0.00399 0.00948 0.00813 0.33 0.34 0.33 0.00722 B
4MM SGG PLANITHERM ULTRA II 58.06 259.63 283 0.00196 0.00879 0.00958 0.33 0.34 0.33 0.00680 B
6MM C-L SKN165B 145.51 242.38 169 0.00492 0.00821 0.00572 0.33 0.34 0.33 0.00630 B
12MM PLANILUX 85.82 197.59 233 0.00290 0.00669 0.00789 0.33 0.34 0.33 0.00584 B
6MM PARSOL BRONZE 69.5 196.8 240 0.00235 0.00666 0.00813 0.33 0.34 0.33 0.00572 B
6MM SGG PLANITHERM ULTRA II 84.56 216.85 201 0.00286 0.00734 0.00680 0.33 0.34 0.33 0.00569 B

xxxvi
Item measures (y) converted measures Criteria weights
score Class value m2 quantity value m2 quantity value m2 quantity
6MM SGG PLANITHERM ONE 58.73 161.15 257 0.00199 0.00545 0.00870 0.33 0.34 0.33 0.00538 B
4MM PARSOL BRONZE 57.49 235.59 157 0.00194 0.00798 0.00531 0.33 0.34 0.33 0.00511 B
5MM SGG ANTELIO KLAR 114.35 119.58 196 0.00387 0.00405 0.00663 0.33 0.34 0.33 0.00484 B
8MM PARSOL GRÅ 86.75 162.82 175 0.00293 0.00551 0.00592 0.33 0.34 0.33 0.00480 B
6MM PARSOL GRÖN 71.47 187.42 99 0.00242 0.00634 0.00335 0.33 0.34 0.33 0.00406 B
8MM SATIMAT DIAMANT 344.51 0.3 3 0.01166 0.00001 0.00010 0.33 0.34 0.33 0.00388 B
3MM DIAMANT 41.23 128.14 173 0.00139 0.00434 0.00586 0.33 0.34 0.33 0.00387 C
6MM MIRALITE 78.93 183.22 78 0.00267 0.00620 0.00264 0.33 0.34 0.33 0.00386 C
3MM KULTURGLAS - 30.98 191 0.00000 0.00105 0.00647 0 0.5 0.5 0.00376 C
8MM DIAMANT 111.91 56.98 151 0.00379 0.00193 0.00511 0.33 0.34 0.33 0.00359 C
4MM SGG COOL-LITE SS120 - 78.3 114 0.00000 0.00265 0.00386 0 0.5 0.5 0.00325 C
12MM DIAMANT 213.86 19.29 53 0.00724 0.00065 0.00179 0.33 0.34 0.33 0.00320 C
6MM C-L XTREME 164.98 70.53 45 0.00558 0.00239 0.00152 0.33 0.34 0.33 0.00316 C
6MM SGG WIRED 1/2" - 114.38 68 0.00000 0.00387 0.00230 0 0.5 0.5 0.00309 C
6MM BIOCLEAN 114.82 57.04 74 0.00389 0.00193 0.00250 0.33 0.34 0.33 0.00276 C
10MM SATIMAT * 220.84 12.14 11 0.00748 0.00041 0.00037 0.33 0.34 0.33 0.00273 C
5MM PARSOL BRONZE 56.55 54.46 129 0.00191 0.00184 0.00437 0.33 0.34 0.33 0.00270 C
6MM SGG TRÅDKLARGLAS - 85.62 73 0.00000 0.00290 0.00247 0 0.5 0.5 0.00268 C
10MM PLANILUX SPECIAL - 101.32 56 0.00000 0.00343 0.00189 0 0.5 0.5 0.00266 C
6MM C-L SKN174 159.26 41.81 35 0.00539 0.00141 0.00118 0.33 0.34 0.33 0.00265 C
4MM SGG MASTER CARRE - 37.88 114 0.00000 0.00128 0.00386 0 0.5 0.5 0.00257 C
8MM MIRASTAR 150.06 12.25 62 0.00508 0.00041 0.00210 0.33 0.34 0.33 0.00251 C
8MM 44.2 PLTHRM ULTRA 137.6 56.18 25 0.00466 0.00190 0.00084 0.33 0.34 0.33 0.00246 C
4MM AKRYL - 84.22 61 0.00000 0.00285 0.00206 0 0.5 0.5 0.00246 C
10MM SGG STADIP PROTECT P4A - 72.57 59 0.00000 0.00245 0.00200 0 0.5 0.5 0.00222 C
6MM C-L SKN154 167.48 15.19 15 0.00567 0.00051 0.00050 0.33 0.34 0.33 0.00221 C
4MM PARSOL GRÖN * - 48.11 79 0.00000 0.00163 0.00267 0 0.5 0.5 0.00215 C
4MM BIOCLEAN 94.58 18.68 78 0.00320 0.00063 0.00264 0.33 0.34 0.33 0.00214 C
4MM SGG PLANILAQUE EVOL 20 BLACK - 39.31 87 0.00000 0.00133 0.00294 0 0.5 0.5 0.00214 C
4MM COTSWOLD - 19.01 104 0.00000 0.00064 0.00352 0 0.5 0.5 0.00208 C
4MM SÄKERHETSSPEGEL HM - 66.63 56 0.00000 0.00225 0.00189 0 0.5 0.5 0.00207 C
6MM SGG COOL-LITE SKN178 136.78 14.25 33 0.00463 0.00048 0.00111 0.33 0.34 0.33 0.00206 C
6MM C-L SKN 178/BIOCLEAN* 162.92 5.89 6 0.00551 0.00020 0.00020 0.33 0.34 0.33 0.00195 C
8MM SGG COOL-LITE SKN178 168.59 2.14 3 0.00571 0.00007 0.00010 0.33 0.34 0.33 0.00194 C
4MM NEMO - 50.43 63 0.00000 0.00170 0.00213 0 0.5 0.5 0.00192 C

xxxvii
Item measures (y) converted measures Criteria weights
score Class value m2 quantity value m2 quantity value m2 quantity
6MM MIRASTAR 118.57 23.5 22 0.00401 0.00079 0.00074 0.33 0.34 0.33 0.00184 C
10MM DIAMANT 153.84 3.4 7 0.00521 0.00011 0.00023 0.33 0.34 0.33 0.00183 C
6MM SGG ANTELIO HAVANNA 143.19 4.44 4 0.00485 0.00015 0.00013 0.33 0.34 0.33 0.00169 C
6MM SGG PYROSWISS/SATIMAT - 24.78 72 0.00000 0.00084 0.00244 0 0.5 0.5 0.00164 C
10MM PARSOL GRÖN * 128.53 3.44 13 0.00435 0.00011 0.00044 0.33 0.34 0.33 0.00162 C
6MM SGG ANTELIO SILVER 128.93 3.76 6 0.00436 0.00012 0.00020 0.33 0.34 0.33 0.00155 C
4MM MARIS - 33.55 57 0.00000 0.00113 0.00193 0 0.5 0.5 0.00153 C
5MM PARSOL GRÖN 56.91 28.79 41 0.00192 0.00097 0.00139 0.33 0.34 0.33 0.00142 C
8MM PARSOL BRONZE - 18.73 64 0.00000 0.00063 0.00216 0 0.5 0.5 0.00140 C
4MM PLANILAQUE EVOL SAFE RED 137 - 18.75 57 0.00000 0.00063 0.00193 0 0.5 0.5 0.00128 C
3MM POLYSTYREN OFÄRGAD ISKROSS - 16.1 58 0.00000 0.00054 0.00196 0 0.5 0.5 0.00125 C
6MM SGG VETROFLAM EW30 - 39.42 32 0.00000 0.00133 0.00108 0 0.5 0.5 0.00121 C
8MM GRÖNSKA - 13.27 56 0.00000 0.00045 0.00189 0 0.5 0.5 0.00117 C
8MM SGG MASTER-SHINE - 8.73 59 0.00000 0.00029 0.00200 0 0.5 0.5 0.00114 C
8MM SGG PLANITHERM ULTRA II - 36.67 29 0.00000 0.00124 0.00098 0 0.5 0.5 0.00111 C
6MM SGG COOL-LITE KN 169 - 35.68 29 0.00000 0.00121 0.00098 0 0.5 0.5 0.00109 C
4MM SGG ALBARINO S* - 36.9 27 0.00000 0.00125 0.00091 0 0.5 0.5 0.00108 C
6MM SGG COOL-LITE SS120 - 39.81 24 0.00000 0.00135 0.00081 0 0.5 0.5 0.00108 C
6MM SGG MIRASTAR SEC - 38.63 25 0.00000 0.00131 0.00084 0 0.5 0.5 0.00107 C
4MM SGG ANTELIO KLAR 80.79 7.76 6 0.00273 0.00026 0.00020 0.33 0.34 0.33 0.00106 C
8MM RANDIG - 8.24 54 0.00000 0.00028 0.00183 0 0.5 0.5 0.00105 C
4MM SGG MASTER-LENS - 6.14 53 0.00000 0.00020 0.00179 0 0.5 0.5 0.00100 C
3MM RESTOVERGLAS - 14.2 42 0.00000 0.00048 0.00142 0 0.5 0.5 0.00095 C
4MM SGG 02 PLANILAQUE EVOLUTION
IVORY - 8.42 47 0.00000 0.00028 0.00159 0 0.5 0.5 0.00094 C
4MM THELA - 7.74 44 0.00000 0.00026 0.00149 0 0.5 0.5 0.00087 C
4MM SGG 08 PLANILAQUE EVOLUTION
BLUE - 6.31 45 0.00000 0.00021 0.00152 0 0.5 0.5 0.00087 C
4MM ARENA C104 - 3.64 47 0.00000 0.00012 0.00159 0 0.5 0.5 0.00085 C
4MM SGG KATHEDRAL MAX - 5.41 45 0.00000 0.00018 0.00152 0 0.5 0.5 0.00085 C
4MM SGG MASTER POINT - 3.13 46 0.00000 0.00010 0.00155 0 0.5 0.5 0.00083 C
4MM SGG KATHEDRAL MIN - 2.15 44 0.00000 0.00007 0.00149 0 0.5 0.5 0.00078 C
4MM SGG MASTERRAY - 2.32 43 0.00000 0.00008 0.00145 0 0.5 0.5 0.00076 C
6MM AKRYL - 32.28 13 0.00000 0.00109 0.00044 0 0.5 0.5 0.00076 C
4MM WATERDROP NR54 - 1.06 41 0.00000 0.00003 0.00139 0 0.5 0.5 0.00071 C

xxxviii
Item measures (y) converted measures Criteria weights
score Class value m2 quantity value m2 quantity value m2 quantity
4MM SGG 01 PLANILAQUE EVOLUTION
GRÖN - 14.67 23 0.00000 0.00049 0.00078 0 0.5 0.5 0.00063 C
8MM PARSOL GRÖN* - 20.59 17 0.00000 0.00069 0.00057 0 0.5 0.5 0.00063 C
3MM AKRYL - 20.8 16 0.00000 0.00070 0.00054 0 0.5 0.5 0.00062 C
4MM SGG SILVIT NR 178 - 2.65 34 0.00000 0.00009 0.00115 0 0.5 0.5 0.00062 C
6MM SGG COOL-LITE SS 114 * - 3.56 32 0.00000 0.00012 0.00108 0 0.5 0.5 0.00060 C
4MM LISTRAL K 159 - 2.54 32 0.00000 0.00008 0.00108 0 0.5 0.5 0.00058 C
4MM SGG PLANILAQUESFB 8028
CHOKLADBRUN - 2.52 32 0.00000 0.00008 0.00108 0 0.5 0.5 0.00058 C
4MM SGG PUNTEATO NR 50* - 1.4 33 0.00000 0.00004 0.00111 0 0.5 0.5 0.00058 C
6MM MASTER LIGNE - 1.26 33 0.00000 0.00004 0.00111 0 0.5 0.5 0.00058 C
4MM SGG PLANILAQUE SFB 5339
LAVENDEL - 2.08 31 0.00000 0.00007 0.00105 0 0.5 0.5 0.00056 C
4MM SGG 15 PLANILAQUE MINTGRÖN - 1.8 30 0.00000 0.00006 0.00101 0 0.5 0.5 0.00054 C
4MM SGG PLANILAQUE SFB 2132 PERSIKA - 1.8 30 0.00000 0.00006 0.00101 0 0.5 0.5 0.00054 C
4MM SGG PLANILAQUE SFB 2133 APRIKOS - 1.8 30 0.00000 0.00006 0.00101 0 0.5 0.5 0.00054 C
4MM SGG MONUMENTAL M 123 - 8.08 23 0.00000 0.00027 0.00078 0 0.5 0.5 0.00052 C
2MM MIRALITE - 20.5 10 0.00000 0.00069 0.00034 0 0.5 0.5 0.00051 C
4MM SSG LINJEGLAS 452 BLÄSTRAT - 7.07 22 0.00000 0.00024 0.00074 0 0.5 0.5 0.00049 C
3MM AKRYL GJUTEN OPAL - 16.64 11 0.00000 0.00056 0.00037 0 0.5 0.5 0.00046 C
4MM LACOBEL METAL GRÅ RAL9006 - 9.88 15 0.00000 0.00033 0.00050 0 0.5 0.5 0.00042 C
4MM SSG LINJEGLAS 452 KLAR - 2.1 22 0.00000 0.00007 0.00074 0 0.5 0.5 0.00041 C
5MM AKRYL - 16.46 6 0.00000 0.00055 0.00020 0 0.5 0.5 0.00038 C
8MM AKRYL - 11.77 10 0.00000 0.00040 0.00034 0 0.5 0.5 0.00037 C
8MM STADIP OPAL 44.1 - 9.08 12 0.00000 0.00030 0.00040 0 0.5 0.5 0.00035 C
8MM SGG PLANIDUR VÄRMEFÖRSTÄRKT - 6 15 0.00000 0.00020 0.00050 0 0.5 0.5 0.00035 C
4MM VIT BLOMMA - 13.49 7 0.00000 0.00045 0.00023 0 0.5 0.5 0.00034 C
4MM SGG ALTDEUTSCH KLAR - 1.62 18 0.00000 0.00005 0.00061 0 0.5 0.5 0.00033 C
4MM MIRA-LITE BRONZE - 4.58 15 0.00000 0.00015 0.00050 0 0.5 0.5 0.00033 C
6MM SGG COOL-LITE SS 132* - 11.32 8 0.00000 0.00038 0.00027 0 0.5 0.5 0.00032 C
4MM SGG NEOCERAM - 1.95 17 0.00000 0.00006 0.00057 0 0.5 0.5 0.00032 C
4MM SGG KATHEDRAL GUL - 5.81 11 0.00000 0.00019 0.00037 0 0.5 0.5 0.00028 C
4MM MASKIN ANTIK - 4.06 12 0.00000 0.00013 0.00040 0 0.5 0.5 0.00027 C
10MM AKRYL - 5.98 10 0.00000 0.00020 0.00034 0 0.5 0.5 0.00027 C
6MM MASTERRAY - 3.95 12 0.00000 0.00013 0.00040 0 0.5 0.5 0.00027 C

xxxix
Item measures (y) converted measures Criteria weights
score Class value m2 quantity value m2 quantity value m2 quantity
4MM AKRYL OPAL - 8.88 7 0.00000 0.00030 0.00023 0 0.5 0.5 0.00027 C
4MM SGG KATHEDRAL GRÅ 71 - 2.38 13 0.00000 0.00008 0.00044 0 0.5 0.5 0.00026 C
5MM SGG NIAGARA KLAR - 2.8 12 0.00000 0.00009 0.00040 0 0.5 0.5 0.00025 C
3MM AKRYL OPAL - 8.59 5 0.00000 0.00029 0.00017 0 0.5 0.5 0.00023 C
4MM SGG ABSTRACTO KLAR - 1.58 12 0.00000 0.00005 0.00040 0 0.5 0.5 0.00023 C
4MM MASKIN ANTIK KLAR - 2.57 11 0.00000 0.00008 0.00037 0 0.5 0.5 0.00023 C
4MM SVART BLOMMA - 6.3 7 0.00000 0.00021 0.00023 0 0.5 0.5 0.00022 C
3MM MASKIN ANTIK BRONZE - 0.84 12 0.00000 0.00003 0.00040 0 0.5 0.5 0.00021 C
6MM LACOBEL VIT KLAR 9003 - 5.73 7 0.00000 0.00019 0.00023 0 0.5 0.5 0.00021 C
3MM MASKIN ANTIK GRÖN - 0.73 12 0.00000 0.00002 0.00040 0 0.5 0.5 0.00021 C
4MM SGG MASTER LIGNE* - 0.69 12 0.00000 0.00002 0.00040 0 0.5 0.5 0.00021 C
3MM MASKIN ANTIK KLAR - 0.14 12 0.00000 0.00000 0.00040 0 0.5 0.5 0.00020 C
12MM PLANILUX SPECIAL - 5.66 6 0.00000 0.00019 0.00020 0 0.5 0.5 0.00019 C
4MM SGG KATHEDRAL GRÖN - 0.35 11 0.00000 0.00001 0.00037 0 0.5 0.5 0.00019 C
6MM SGG KATHEDRAL MAX - 5.65 5 0.00000 0.00019 0.00017 0 0.5 0.5 0.00018 C
5MM AKRYL GRÅ - 2.56 8 0.00000 0.00008 0.00027 0 0.5 0.5 0.00018 C
4MM SGG COOL-LITE SS132 - 6.23 4 0.00000 0.00021 0.00013 0 0.5 0.5 0.00017 C
3MM MASKIN ANTIK GUL - 0.1 10 0.00000 0.00000 0.00034 0 0.5 0.5 0.00017 C
4MM MIRA-LITE GRÅ - 0.1 10 0.00000 0.00000 0.00034 0 0.5 0.5 0.00017 C
6MM SGG KONFRONTATIONSSPEGEL - 0.1 10 0.00000 0.00000 0.00034 0 0.5 0.5 0.00017 C
6MM MASTER POINT - 5.6 4 0.00000 0.00019 0.00013 0 0.5 0.5 0.00016 C
8MM SGG MIRASTAR SEC - 4.56 5 0.00000 0.00015 0.00017 0 0.5 0.5 0.00016 C
9.5MM SGG STADIP PROTECT P3/A2 - 4.3 5 0.00000 0.00014 0.00017 0 0.5 0.5 0.00015 C
4MM SGG PLANILAQUE SFB 5023 LJUSBLÅ - 2.55 5 0.00000 0.00008 0.00017 0 0.5 0.5 0.00012 C
2MM AKRYL - 2.8 4 0.00000 0.00009 0.00013 0 0.5 0.5 0.00011 C
4MM SGG PLANILAQUE EVOL SAFE WHITE
12 - 3.69 3 0.00000 0.00012 0.00010 0 0.5 0.5 0.00011 C
3MM POLYSTYREN OFÄRGAD VÅG - 2.6 4 0.00000 0.00009 0.00013 0 0.5 0.5 0.00011 C
8MM SGG MASTER POINT - 3.92 2 0.00000 0.00013 0.00006 0 0.5 0.5 0.00010 C
3MM AKRYLSPEGEL - 1.9 3 0.00000 0.00006 0.00010 0 0.5 0.5 0.00008 C
20MM AKRYL GJUTEN - 1.08 3 0.00000 0.00003 0.00010 0 0.5 0.5 0.00007 C
12MM AKRYL - 0.77 3 0.00000 0.00002 0.00010 0 0.5 0.5 0.00006 C
4MM SÄKERHETSSPEGEL BRONZE - 1.44 2 0.00000 0.00005 0.00006 0 0.5 0.5 0.00006 C
4MM PLANITHERM ONE SECURIT - 1.42 2 0.00000 0.00005 0.00006 0 0.5 0.5 0.00005 C
5MM SGG KATHEDRAL MAX - 1.2 2 0.00000 0.00004 0.00006 0 0.5 0.5 0.00005 C

xl
Item measures (y) converted measures Criteria weights
score Class value m2 quantity value m2 quantity value m2 quantity
5MM SGG NIAGARA GUL - 0.54 2 0.00000 0.00002 0.00006 0 0.5 0.5 0.00004 C
4MM AKRYL GRÅ - 1.51 1 0.00000 0.00005 0.00003 0 0.5 0.5 0.00004 C
4MM SGG COOL-LITE SS114 - 1.3 1 0.00000 0.00004 0.00003 0 0.5 0.5 0.00004 C
8MM SGG MASTER-LIGNE - 0.16 2 0.00000 0.00000 0.00006 0 0.5 0.5 0.00003 C
4MM SGG SATINOVO SECURIT - 0.81 1 0.00000 0.00002 0.00003 0 0.5 0.5 0.00003 C
4MM LACOBEL Metal GRÅ RAL 9006 SAFE - 0.71 1 0.00000 0.00002 0.00003 0 0.5 0.5 0.00003 C
6MM MASTER-CARRE - 0.58 1 0.00000 0.00002 0.00003 0 0.5 0.5 0.00002 C
4MM CHINCHILLA - 0.57 1 0.00000 0.00002 0.00003 0 0.5 0.5 0.00002 C
4MM SGG ISMAGLAS - 0.36 1 0.00000 0.00001 0.00003 0 0.5 0.5 0.00002 C
5MM SGG PYROSWISS - 0.36 1 0.00000 0.00001 0.00003 0 0.5 0.5 0.00002 C
3MM AKRYL GRÅ - 0.2 1 0.00000 0.00000 0.00003 0 0.5 0.5 0.00002 C
10MM AKRYL GRÅ - 0.09 1 0.00000 0.00000 0.00003 0 0.5 0.5 0.00002 C
8MM AKRYL GRÅ - 0.09 1 0.00000 0.00000 0.00003 0 0.5 0.5 0.00002 C

xli
Appendix 9;Demand forecasting
Months
Actual Demand Forecast Demand
Glass
code 1 2 3 4 5 6 7 8 9 10 11 12
Annual
Demand
Demand
with
scrap
rate
3 22.33 24.24 48.90 2.10 23.31 9.50 21.73 21.63 21.19 16.58 18.99 18.27 248.77 298.52
4 126.32 144.86 62.85 121.28 30.17 43.59 88.18 81.82 71.31 72.72 64.63 70.38 978.11 1173.73
5 204.06 330.27 236.23 357.50 361.85 306.18 299.35 315.23 312.72 325.47 320.13 313.18 3682.16 4418.60
6 114.19 98.40 48.43 39.99 42.99 42.70 64.45 56.16 49.12 49.24 50.78 52.07 708.51 850.21
8 17.94 58.34 13.12 93.21 57.44 6.29 41.06 44.91 42.67 47.60 40.00 37.09 499.66 599.60
34 19.02 42.98 47.59 59.81 110.39 67.83 57.94 64.42 68.00 71.40 73.33 67.15 749.86 899.83
36 15.13 17.22 37.26 23.04 22.58 67.61 30.47 33.03 35.67 35.40 37.46 39.94 394.81 473.77
38 31.35 63.85 30.07 39.15 34.33 39.07 39.64 41.02 37.21 38.40 38.28 38.94 471.32 565.59

xlii
Appendix 10; Photos of New Inventory

xliii
Appendix 11; Production in May
Glass Code Glass Code Description
Total
Production Area
3 3MM PLANILUX 253.3
4 4MM PLANILUX 1,201.1
5 5MM PLANILUX 1,068.1
6 6MM PLANILUX 515.0
8 8MM PLANILUX 1,795.6
10 10MM PLANILUX 99.9
12 12MM PLANILUX 75.0
604 4MM PARSOL GREY 51.6
605 5MM PARSOL GREY 54.5
606 6MM PARSOL GREY 60.3
608 8MM PARSOL GREY 29.9
704 4MM PARSOL BRONZE 2.7
706 6MM PARSOL BRONZE 11.2
805 5MM PARSOL GREEN 27.8
806 6MM PARSOL GREEN 7.5
808 8MM PARSOL GREEN 21.2
4104 4MM SATIMAT 128.7
4106 6MM SATIMAT 44.3
4108 8MM SATIMAT 26.8
4110 10MM SATIMAT * 1.9
5002 2MM MIRALITE 0.3
5003 3MM MIRALITE 23.2
5004 4MM MIRALITE 32.1
5006 6MM MIRALITE 9.0
5007 6MM MIRASTAR 12.2
5008 8MM MIRASTAR 10.4
5104 4MM MIRA-LITE GREY 0.5
6004 4MM SÄKERHETSSPEGEL HM 7.9
6106 6MM SGG MIRASTAR SEC 7.5
6108 8MM SGG MIRASTAR SEC 0.8
7704 4MM DIAMOND 73.0
7706 6MM DIAMOND 158.0
7708 8MM DIAMOND 43.6
7710 10MM DIAMOND 6.4
7712 12MM DIAMOND 2.2
12006 6MM C-L SKN154 3.4
12106 6MM C-L SKN165B 3.0
12306 6MM C-L SKN174 56.0
14008 8MM C-L SKN154 44.1 9.7
16306 6MM SGG SKN 174 SECURIT 13.7
20604 4MM SGG ABSTRACTO KLAR 0.6
20904 4MM WATERDROP NR54 0.6
21004 4MM ARENA C104 1.0
21104 4MM SGG KATHEDRAL MIN 1.8
21304 4MM SGG ESTRADIO 5.4
21406 6MM SGG KATHEDRAL MAX 24.3
21606 6MM MASTER LIGNE 3.8
22304 4MM SGG KATHEDRAL MAX 10.1
22904 4MM THELA 0.1
24404 4MM SGG KATHEDRAL GUL 1.8
24914 4MM ARTIC BLUE * 129.6

xliv
Glass Code Glass Code Description
Total
Production Area
27999 4MM PLANILAQUE EVOL 170 LIGHT GREY 1.4
28001 4MM SGG PLANILAQUE EVOL 20 BLACK 23.4
28002
4MM SGG 12 PLANILAQUE EVOLUTION
WHITE 27.6
28005 4MM SGG PLANILAQUE SFB 2133 APRIKOS 0.2
28007
4MM SGG 01 PLANILAQUE EVOLUTION
GREEN 4.1
28008
4MM PLANILAQUE EVOLUTION 08 LIGHT
BLUE 2.9
28011 4MM SGG PLANILAQUE SFB 1791 NEONGUL 0.2
28014 4MM SGG PLANILAQUE SFB 2132 PERSIKA 0.2
28017
4MM SGG PLANILAQUESFB 8028
CHOKLADBRUN 0.1
28018 4MM PLANILAQUE EVOL SAFE RED 137 13.7
28034 4MM VIT BLOMMA 10.2
28038 8MM GRÖNSKA 2.0
28104 4MM LACOBEL METAL GREY RAL9006 1.7
28204 4MM LACOBEL Metal Grey RAL 9006 SAFE 7.3
28406 6MM LACOBEL VIT KLAR 9003 13.5
29007 3MM MASKINANTIK BRONS 0.6
30804 4MM COTSWOLD 5.2
31903 3MM KULTURGLAS 9.2
32704 4MM SGG TRAVERTINO 2.3
33004 4MM SSG LINJEGLAS 452 BLÄSTRAT 0.1
33104 4MM SSG LINJEGLAS 452 KLAR 2.7
50005 5MM STADIP 5.38 91.8
50006 6MM STADIP 33.1 220.0
50008 8MM STADIP 44.1 142.9
50106 6MM STADIP 33.2 76.7
50108 8MM STADIP 44.2 466.0
50110 10MM SGG STADIP 55.2 18.5
50113 15MM STADIP 66.8 P6B PROTECT 14.3
50255 5MM SGG STADIP 5.38 GRÖN 3.6
50256 6MM SGG STADIP 33.1 GRÖN 3773 0.0
50345 5MM SGG STADIP 5.38 BRONS 7.1
50346 6MM SGG STADIP BRONS 33.1 0.9
50506 6MM STADIP OPAL 33.1 3.5
50508 8MM STADIP OPAL 44.1 1.7
50608 8MM SGG STADIP OPAL 44.2 3.9
53506 6MM 33.1 PLTHRM ULTRA 72.3
53508 8MM 44.1 PLTHRM ULTRA 44.7
53509 8MM 44.2 PLTHRM ULTRA 3.9
53608 8MM 44.2 PLTHRM ONE 6.3
54908 8MM SGG COOL-LITE SKN178 44.1 15.0
54918 8MM SGG COOL-LITE SKN174 44.1 13.6
54930 10MM C-L 46.2 XTREME 60/28 11.7
55806 6MM SGG SILENCE 33.1 4.8
55808 8MM SGG SILENCE ES 44.1 242.9
55810 10MM SGG SILENCE ES 55.1 468.8
55813 12MM SGG SILENCE ES 66.2 460.4
55823 13MM STADIP SILENCE OPAL 66.2 3.3
55828 8MM SGG 44.1 SILENCE EKO PLUS G 11.2
55829 9MM SGG SILENCE ES 44.2 3.6
55838 8MM SILENCE ULTRA 44.1 1.8

xlv
Glass Code Glass Code Description
Total
Production Area
55891 8MM SGG SILENCE 44.2 EKO PLUS G 1.7
56008 8MM SGG STADIP 4.1
57706 6MM SGG BIOCLEAN SECURIT 15.5
58007 6MM SGG TRÅDKLARGLAS 1.0
58296 6MM SGG WIRED 1/2" 2.6
59108 8MM SGG STADIP 44.2 SECURIT 0.2
60103 10MM SGG P4A PROTECT 61.1
60211 12MM SGG STADIP N P6B 0.5
60221 16MM STADIP N P7B 3.8
60506 6MM SGG STADIP EL 6/33 124.4
67020 6MM SGG PYROSWISS E30 221.0
67021 8MM SGG PYROSWISS E30 26.3
67022 10MM SGG PYROSWISS E30 0.7
67026 6MM SGG PYROSWISS/SATIMAT 5.5
67030 6MM SGG VETROFLAM EW30 4.8
67402 13MM CONTRAFL LITE EW30 539.1
67403 14MM CONTRAFL LITE EW60 370.1
67404 15MM CONTRAFLAM LITE EW30 188.7
67405 19MM CONTRAFLAM LITE EW30 24.2
67406 20MM CONTRAFL LITE EW60 241.1
67407 16MM CONTRAFL LITE EW60 66.6
67409 23MM CONTRAF LITE EW30 P6B 115.7
67410 11MM CONTRAF DOOR-LITE 30 61.6
67412 17MM CONTRAF.LITE EW30(44.2) 70.0
67420 20MM CONTRAFLAM EW 60 109.7
67440 20MM CONTRAFLAM 30 LITE STRUCTURE 68.7
67442 20MM CONTRAFLAM 60 LITE STRUCTURE 528.4
67502 16MM CONTRAFLAM EI30 (5/5) 2,475.3
67503 20MM CONTRAF. EI30 (5/44.2) 33.6
67504 17MM CONTRAFLAM EI30 SATIMAT 11.4
67505 18MM CONTRAFLAM EI30 (6/6) 50.9
67507 22MM CONTRAFLAM EI30 (8/8) 34.8
67509 26MM CONTRAFLAM EI30 P6B 42.3
67520 23MM CONTRAFLAM 30 STRUCTURE 459.2
67521 28MM CONTRAFLAM 30 STRUCTURE 134.7
67541 18MM SGG SWISSFLAM EI30 204.7
67602 25MM CONTRAFLAM EI60 (5/4/5) 1,619.7
67603 26MM CONTRAFLAM EI60 SATIMAT 1.8
67604 26MM CONTRAFLAM EI60 (5/5/5) 231.0
67606 29MM CONTRAFLAM EI60 (6/6/6) 33.3
67607 33MM CONTRAFLAM EI60 (8/6/8) 1.2
67608 35MM CONTRAFLAM EI60 P6B 32.9
67610 29MM CONTRAF EI60 (5/4/44.2) 19.3
67611 28MM CONTRAFLAM EI60 (5/4/44.1) 6.6
67620 31MM CONTRAFLAM 60 STRUCTURE 56.2
67641 28MM SGG SWISSFLAM EI60 4.0
67700 36MM CONTRAFLAM EI90 12.0
70003 3MM SGG SECURIT 0.8
70004 4MM SGG SECURIT 2,349.8
70005 5MM SGG SECURIT 285.3
70006 6MM SGG SECURIT 1,798.0
70008 8MM SGG SECURIT 49.6
70010 10MM SGG SECURIT 103.4

xlvi
Glass Code Glass Code Description
Total
Production Area
70012 12MM SGG SECURIT 26.9
70104 4MM SGG PARSOL GRÅ SECURIT 9.6
70105 5MM SGG PARSOL GRÅ SECURIT 62.7
70106 6MM SGG PARSOL GRÅ SECURIT 30.6
70204 4MM SGG PARSOL BRONS SECURIT 27.0
70205 5MM SGG PARSOL BRONS SECURIT 12.5
70305 5MM SGG PARSOL GRÖN SECURIT 0.6
70704 4MM SGG DIAMANT SECURIT 0.5
70706 6MM SGG DIAMANT SECURIT 0.6
71005 5MM SGG ANTELIO KLAR SECURIT 57.5
72104 4MM SGG COTSWOLD SECURIT 10.9
72704 4MM SGG CHINCHILLA SECURIT 0.7
74104 4MM SGG SATIMAT SECURIT 24.9
74106 6MM SGG SATIMAT SECURIT 18.5
74108 8MM SGG SATIMAT SECURIT 2.0
75804 4MM SGG EKO POLERAT SECURIT 444.8
76604 4MM SGG PL ULTRA SECURIT 124.5
76606 6MM SGG PL ULTRA SECURIT 22.9
80806 6MM SGG ANTELIO SILVER 0.2
81004 4MM SGG ANTELIO KLAR 17.9
82204 4MM SGG COOL-LITE SS120 5.0
82304 4MM SGG COOL-LITE SS114 2.3
82404 4MM SGG COOL-LITE SS132 3.3
82406 6MM SGG COOL-LITE SS 132* 0.3
84208 8MM SGG COOL-LITE KS147 1.4
84706 6MM SGG COOL-LITE SKN178 5.4
84768 8MM 44.1 C-L SKN 178/BIOCLEAN 4.3
84866 6MM SGG COOL-LITE SKN165B SECURIT 69.4
85104 4MM SGG PLANITHERM ULTRA II 6.0
85106 6MM SGG PLANITHERM ULTRA II 44.9
86604 4MM SGG PLANITHERM ULTRA 567.7
86606 6MM SGG PLANITHERM ULTRA 143.1
86636 6MM SGG PLANITHERM ONE 6.4
87806 6MM SGG EKO PLUS G 1.8
87814 4MM SGG EKO PLUS G POLERAT 1,035.1
91002 2MM AKRYL 4.0
91003 3MM AKRYL 7.6
91004 4MM AKRYL 4.2
91006 6MM AKRYL 4.5
91008 8MM AKRYL 2.3
91010 10MM AKRYL 0.3
91105 5MM AKRYL OPAL 14.0
91205 5MM AKRYL GJUTEN OPAL 5.8
92306 5MM POLYSTYREN OFÄRGAD VÅG 2.0
93002 2MM POLYKARBONAT 0.5
93003 3MM POLYKARBONAT 2.0
93004 4MM POLYKARBONAT 21.4
93005 5MM POLYKARBONAT 4.2
93006 6MM POLYKARBONAT 2.6
93008 8 MM POLYKARBONAT 4.6
93010 10MM POLYKARBONAT 2.9
93024 4MM POLYKARBONAT GRÅ 21.0
93044 4MM POLYKARBONAT HÅRD YTA 1.1

xlvii
Glass Code Glass Code Description
Total
Production Area
93045 5MM POLYKARBONAT HÅRD YTA 1.0
93046 6MM POLYKARBONAT HÅRD YTA 6.2
93048 8MM POLYKARBONAT HÅRD YTA 0.8
93105 5MM POLYKARBONAT BRONS 3.5
93106 6MM POLYKARBONAT BRONS 0.3
93506 6MM POLYKARBONAT OPAL 8.0
93614 4MM AKRYL GRÅ 4.3
93615 5MM AKRYL GRÅ 1.5
93616 6MM AKRYL GRÅ 1.9
93620 10MM AKRYL GRÅ 3.7
93655 5MM AKRYL SVART 0.3

xlviii
Appendix 12; Defected products in May
Glass Code Area (m2) Remake Quantity Date of Message Reason of Error
38 3.14 1 4/1/12 FYLLBLÅSOR
38 0.15 1 4/2/12 FYLLBLÅSOR
34 2.32 1 4/2/12 SÖNDER EFTER MASKIN
4 0.21 1 4/2/12 SÖNDER I MASKIN
4 1.88 1 4/2/12 SÖNDER I MASKIN
4 1.24 1 4/2/12 SÖNDER I MASKIN
34 1.84 1 4/2/12 SÖNDER INNAN MASKIN
34 3.26 2 4/2/12 SÖNDER I MASKIN
5 1.32 2 4/2/12 SÖNDER EFTER MASKIN
5 1.32 2 4/2/12 SÖNDER EFTER MASKIN
4 0.25 1 4/2/12 DIMENSIONSFEL
5 0.17 1 4/2/12 FEL ANTAL
5 1.84 1 4/2/12 SÖNDER I MASKIN
5 1.84 1 4/2/12 REPA
5 1.1 1 4/2/12 REPA
5 1.1 1 4/2/12 SÖNDER I MASKIN
5 0.66 1 4/2/12 SÖNDER I MASKIN
34 0.76 1 4/2/12 SÖNDER I MASKIN
34 4.64 2 4/2/12 SMUTS / FLÄCKAR
50006 1.98 1 4/2/12 FEL ANTAL
6 0.54 1 4/2/12 SÖNDER I MASKIN
5 0.36 1 4/2/12 REPA
34 0.3 1 4/3/12 SÖNDER I MASKIN
5 1.65 1 4/3/12 FEL ANTAL
5 0.53 1 4/3/12 FELMÄRKT
5 0.53 1 4/3/12 FELMÄRKT
6 0.3 1 4/3/12 URFLISNING / KANTFEL
4 1.95 3 4/3/12 URFLISNING / KANTFEL
6 1.6 1 4/3/12 SÖNDER I MASKIN
34 0.15 1 4/3/12 HÄRDNINGSFEL
36 1.15 1 4/3/12 HÄRDNINGSFEL
34 0.31 1 4/3/12 REPA
4 1.06 1 4/3/12 SÖNDER I MASKIN
4 1.17 1 4/3/12 SÖNDER I MASKIN
5 0.19 1 4/3/12 SMUTS / FLÄCKAR
5 1.01 1 4/3/12 SÖNDER I MASKIN
5 0.26 1 4/3/12 FEL ANTAL
34 0.24 2 4/4/12 FYLLBLÅSOR
6 0.14 1 4/4/12 URFLISNING / KANTFEL
4 0.73 1 4/4/12 GLASFEL
7704 1.69 1 4/4/12 SÖNDER I MASKIN
4 1.74 2 4/4/12 SÖNDER I MASKIN
4 2.02 2 4/4/12 SÖNDER I MASKIN
605 0.92 1 4/4/12 REPA
8 5.5 2 4/4/12 SÖNDER I MASKIN
87814 12.45 15 4/4/12 FEL ANTAL
5004 1.18 1 4/4/12 GLASFEL
5 0.27 1 4/4/12 HÄRDNINGSFEL
50108 2.61 1 4/4/12 GLASFEL
34 1.11 1 4/4/12 URFLISNING / KANTFEL
5 2.1 1 4/4/12 SÖNDER I MASKIN
5 0.41 1 4/4/12 SÖNDER INNAN MASKIN
5 2.18 1 4/4/12 SÖNDER I MASKIN
4 1.82 1 4/4/12 SÖNDER I MASKIN

xlix
Glass Code Area (m2) Remake Quantity Date of Message Reason of Error
4 1.82 1 4/4/12 FEL ANTAL
4 1.25 1 4/4/12 SÖNDER I MASKIN
4 1.33 1 4/4/12 SMUTS / FLÄCKAR
5 0.54 1 4/4/12 FÖRSGLINGSFEL
34 0.67 1 4/5/12 SÖNDER I MASKIN
34 0.65 1 4/5/12 SÖNDER I MASKIN
34 0.3 1 4/5/12 SÖNDER I MASKIN
34 0.22 1 4/5/12 SÖNDER I MASKIN
5 0.3 1 4/5/12 SÖNDER I MASKIN
5 3 1 4/5/12 FELMÄRKT
5 1.14 1 4/5/12 SÖNDER I MASKIN
5 1.3 1 4/5/12 SÖNDER I MASKIN
50506 0.32 1 4/5/12 FEL ANTAL
5 0.56 1 4/5/12 REPA
5 0.56 1 4/5/12 REPA
50506 0.32 1 4/5/12 ANLÖPNING
6 1.26 2 4/5/12 SÖNDER I MASKIN
6 1.04 1 4/5/12 SÖNDER I MASKIN
6 1.02 1 4/5/12 SÖNDER I MASKIN
6 0.25 1 4/5/12 REPA
5 1.84 1 4/5/12 FEL ANTAL
5 1.17 1 4/5/12 FYLLBLÅSOR
5 0.55 1 4/5/12 FYLLBLÅSOR
5 1.05 1 4/5/12 FYLLBLÅSOR
5 1.05 1 4/5/12 FYLLBLÅSOR
5 1 5 4/5/12 URFLISNING / KANTFEL
5 0.68 2 4/5/12 FÖRSGLINGSFEL
50113 0.48 1 4/5/12 DIMENSIONSFEL
5 0.91 1 4/5/12 FYLLBLÅSOR
5 3.3 1 4/5/12 FYLLBLÅSOR
5 0.87 1 4/5/12 URFLISNING / KANTFEL
36 1.99 1 4/9/12 GLASFEL
5 1.14 1 4/9/12 GLASFEL
5 0.14 1 4/9/12 SÖNDER EFTER MASKIN
5 0.66 1 4/10/12 SÖNDER EFTER MASKIN
5 1.8 9 4/10/12 SÖNDER I MASKIN
5 0.34 1 4/10/12 SMUTS / FLÄCKAR
5 0.34 1 4/10/12 SMUTS / FLÄCKAR
4 0.51 1 4/10/12 SÖNDER I MASKIN
34 0.32 1 4/10/12 FÖRSGLINGSFEL
5 1 1 4/10/12 REPA
4 1.41 1 4/10/12 URFLISNING / KANTFEL
4 0.54 1 4/10/12 URFLISNING / KANTFEL
50108 1.23 1 4/10/12 DIMENSIONSFEL
50108 1.22 1 4/10/12 DIMENSIONSFEL
605 4.2 20 4/10/12 DIMENSIONSFEL
5 1.18 1 4/10/12 FÖRSGLINGSFEL
5 1.18 1 4/10/12 FÖRSGLINGSFEL
5 1.26 1 4/10/12 SÖNDER I MASKIN
5 1.26 1 4/10/12 SÖNDER I MASKIN
4 0.48 1 4/10/12 SÖNDER I MASKIN
5 1.32 1 4/10/12 SÖNDER I MASKIN
5 1.75 1 4/10/12 SÖNDER I MASKIN
5 0.54 1 4/10/12 SÖNDER INNAN MASKIN
38 0.66 1 4/10/12 SÖNDER I MASKIN
38 0.66 1 4/10/12 SÖNDER I MASKIN

l
Glass Code Area (m2) Remake Quantity Date of Message Reason of Error
34 0.32 1 4/11/12 FYLLBLÅSOR
5 0.51 1 4/11/12 SÖNDER I MASKIN
5 0.66 1 4/11/12 SÖNDER EFTER MASKIN
5 0.66 1 4/11/12 FEL ANTAL
5 0.48 1 4/11/12 DIMENSIONSFEL
50113 0.48 1 4/11/12 DIMENSIONSFEL
5 2.95 1 4/11/12 SÖNDER INNAN MASKIN
4 1.39 1 4/11/12 SÖNDER I MASKIN
5 0.32 1 4/11/12 REPA
606 0.9 1 4/11/12 SÖNDER I MASKIN
4 2.5 5 4/11/12 SÖNDER I MASKIN
50006 0.72 3 4/11/12 FEL ANTAL
50108 0.82 1 4/11/12 URFLISNING / KANTFEL
34 0.1 1 4/11/12 REPA
6 0.78 2 4/11/12 SÖNDER I MASKIN
34 0.76 1 4/11/12 FYLLBLÅSOR
8 0.57 1 4/11/12 SÖNDER I MASKIN
8 0.61 1 4/11/12 SÖNDER I MASKIN
6 0.93 1 4/11/12 FEL ANTAL
38 7.2 3 4/11/12 SÖNDER I MASKIN
38 4.8 2 4/11/12 SÖNDER I MASKIN
38 2.27 1 4/11/12 GLASFEL
50113 0.48 1 4/11/12 URFLISNING / KANTFEL
5 3.63 3 4/11/12 SÖNDER I MASKIN
34 1.21 1 4/11/12 SÖNDER I MASKIN
5 1.46 1 4/12/12 SÖNDER EFTER MASKIN
4 0.5 1 4/12/12 URFLISNING / KANTFEL
4 1.39 1 4/12/12 SÖNDER I MASKIN
4104 5.2 4 4/12/12 ORDERFEL / ADM.FEL
4106 0.52 1 4/12/12 REPA
4 1.39 1 4/12/12 SÖNDER I MASKIN
5 1.32 1 4/12/12 SÖNDER I MASKIN
4 1.39 1 4/12/12 REPA
5 0.54 1 4/12/12 VAXNINGSFEL
5 0.98 1 4/12/12 REPA
4 0.45 1 4/12/12 SÖNDER I MASKIN
4 0.45 1 4/12/12 SÖNDER I MASKIN
87814 2.49 3 4/12/12 HÄRDNINGSFEL
5 0.62 2 4/12/12 SÖNDER I MASKIN
5 0.36 1 4/12/12 SÖNDER I MASKIN
5 2.37 1 4/12/12 VAXNINGSFEL
6 1.35 5 4/12/12 SÖNDER I MASKIN
5 0.71 1 4/12/12 SÖNDER I MASKIN
5 0.58 1 4/12/12 REPA
4 3.18 3 4/12/12 SÖNDER I MASKIN
4 1.06 1 4/12/12 GLASFEL
4 1.38 1 4/12/12 SÖNDER I MASKIN
4 2.78 2 4/12/12 SÖNDER I MASKIN
4 0.69 1 4/12/12 SÖNDER I MASKIN
4 1.88 1 4/13/12 URFLISNING / KANTFEL
6 0.92 2 4/13/12 SÖNDER EFTER MASKIN
6 2.03 7 4/13/12 ORDERFEL / ADM.FEL
6 1.05 7 4/13/12 ORDERFEL / ADM.FEL
6 0.73 1 4/13/12 SÖNDER EFTER MASKIN
608 3.03 1 4/13/12 SÖNDER I MASKIN
50006 1.04 1 4/13/12 SÖNDER INNAN MASKIN

li
Glass Code Area (m2) Remake Quantity Date of Message Reason of Error
5 1.43 1 4/14/12 VAXNINGSFEL
5 0.27 1 4/15/12 REPA
5 0.26 1 4/16/12 VAXNINGSFEL
5 1.63 1 4/16/12 SÖNDER I MASKIN
34 0.3 3 4/16/12 FYLLBLÅSOR
34 0.1 1 4/16/12 FYLLBLÅSOR
6 0.66 1 4/16/12 GLASFEL
50006 1.97 1 4/16/12 SKIKT / BEL FEL
50006 1.97 1 4/16/12 SKIKT / BEL FEL
50006 0.63 1 4/16/12 SKIKT / BEL FEL
50006 0.63 1 4/16/12 SKIKT / BEL FEL
4 0.67 1 4/16/12 SÖNDER I MASKIN
4 0.82 1 4/16/12 SÖNDER I MASKIN
4 1.03 1 4/16/12 SÖNDER I MASKIN
10 2.06 1 4/16/12 DIMENSIONSFEL
8 0.47 1 4/16/12 SÖNDER EFTER MASKIN
4 2.3 1 4/16/12 SÖNDER I MASKIN
4108 2.19 1 4/16/12 SÖNDER EFTER MASKIN
36 1.31 1 4/16/12 FYLLBLÅSOR
808 2.53 1 4/16/12 SÖNDER EFTER MASKIN
808 1.52 1 4/16/12 SÖNDER EFTER MASKIN
5 0.41 1 4/16/12 SÖNDER I MASKIN
50006 0.76 1 4/16/12 URFLISNING / KANTFEL
5 1.53 1 4/16/12 FYLLBLÅSOR
5 1.53 1 4/16/12 FYLLBLÅSOR
5 1.53 1 4/16/12 FYLLBLÅSOR
5 1.53 1 4/16/12 FYLLBLÅSOR
5 0.4 1 4/17/12 SMUTS / FLÄCKAR
5 3 2 4/17/12 SÖNDER INNAN MASKIN
22304 0.68 1 4/17/12 SÖNDER EFTER MASKIN
34 0.5 1 4/17/12 SÖNDER I MASKIN
50006 0.63 1 4/17/12 SÖNDER I MASKIN
36 2 1 4/17/12 SÖNDER I MASKIN
87814 1.91 1 4/17/12 SÖNDER I MASKIN
87814 4.2 2 4/17/12 SÖNDER I MASKIN
4 1.39 1 4/17/12 SÖNDER I MASKIN
4 1.1 1 4/17/12 SÖNDER I MASKIN
4 0.92 1 4/17/12 SÖNDER I MASKIN
4 1.52 1 4/17/12 SÖNDER I MASKIN
4 1.35 1 4/17/12 SÖNDER I MASKIN
5 2.95 1 4/17/12 VAXNINGSFEL
60103 0.13 1 4/17/12 URFLISNING / KANTFEL
4 1.28 1 4/17/12 SÖNDER I MASKIN
808 1.52 1 4/17/12 SÖNDER EFTER MASKIN
28034 2.6 1 4/17/12 SÖNDER I MASKIN
5 0.06 1 4/17/12 URFLISNING / KANTFEL
55813 0.18 1 4/17/12 URFLISNING / KANTFEL
5 0.51 1 4/17/12 SKIKT / BEL FEL
34 0.21 1 4/17/12 SÖNDER EFTER MASKIN
5 0.51 1 4/17/12 SKIKT / BEL FEL
5 1.54 1 4/17/12 SKIKT / BEL FEL
5 0.34 1 4/17/12 SÖNDER INNAN MASKIN
5 0.51 1 4/17/12 SÖNDER EFTER MASKIN
5 0.41 1 4/17/12 SÖNDER I MASKIN
34 1.63 1 4/18/12 SÖNDER I MASKIN
6 1.48 1 4/18/12 SÖNDER I MASKIN

lii
Glass Code Area (m2) Remake Quantity Date of Message Reason of Error
5 1.55 1 4/18/12 VAXNINGSFEL
6 0.39 1 4/18/12 SÖNDER I MASKIN
808 1.52 1 4/18/12 ORDERFEL / ADM.FEL
38 5.07 1 4/18/12 REPA
5 1.55 1 4/18/12 VAXNINGSFEL
4 0.84 1 4/18/12 SÖNDER I MASKIN
4 0.99 1 4/18/12 SÖNDER I MASKIN
87814 9.96 12 4/18/12 SÖNDER I MASKIN
87814 4.98 6 4/18/12 HÄRDNINGSFEL
87814 12.45 15 4/18/12 FEL ANTAL
4 0.63 1 4/18/12 SÖNDER I MASKIN
5008 2.52 1 4/18/12 SÖNDER I MASKIN
34 0.66 1 4/19/12 SÖNDER I MASKIN
4108 1.47 1 4/19/12 SÖNDER I MASKIN
4108 1.26 1 4/19/12 SÖNDER I MASKIN
5 0.26 1 4/19/12 SÖNDER I MASKIN
6 1.04 1 4/19/12 URFLISNING / KANTFEL
4106 1.46 1 4/19/12 SÖNDER I MASKIN
5 0.51 1 4/19/12 FYLLBLÅSOR
38 2.4 1 4/19/12 FYLLBLÅSOR
5 0.15 1 4/19/12 SMUTS / FLÄCKAR
34 1.63 1 4/19/12 FYLLBLÅSOR
38 2.4 1 4/19/12 HÄRDNINGSFEL
5 1.29 1 4/19/12 SÖNDER INNAN MASKIN
5 0.71 1 4/19/12 REPA
5 0.72 1 4/19/12 SÖNDER I MASKIN
38 5.07 1 4/19/12 SÖNDER I MASKIN
4 3.5 14 4/19/12 SÖNDER I MASKIN
5 1.01 1 4/19/12 SÖNDER I MASKIN
34 1.72 1 4/19/12 SÖNDER I MASKIN
5 2.95 1 4/20/12 FYLLBLÅSOR
5 0.07 1 4/20/12 SÖNDER I MASKIN
34 0.24 1 4/20/12 REPA
8106 0.94 1 4/20/12 SÖNDER I MASKIN
5 1.25 1 4/20/12 SÖNDER I MASKIN
50006 0.85 1 4/20/12 URFLISNING / KANTFEL
5 0.37 1 4/23/12 SKIKT / BEL FEL
5 0.44 1 4/23/12 SKIKT / BEL FEL
5003 0.81 1 4/23/12 SÖNDER I MASKIN
30804 1.16 2 4/23/12 SÖNDER EFTER MASKIN
4 1.03 1 4/23/12 SÖNDER I MASKIN
5 0.38 1 4/23/12 URFLISNING / KANTFEL
5 4.16 4 4/23/12 SÖNDER I MASKIN
5 0.34 1 4/23/12 REPA
5 0.34 1 4/23/12 REPA
5 0.71 1 4/23/12 HÄRDNINGSFEL
4 0.96 2 4/23/12 SÖNDER I MASKIN
5 0.48 1 4/23/12 VAXNINGSFEL
5 0.67 1 4/23/12 SÖNDER I MASKIN
12 2.26 1 4/23/12 SÖNDER I MASKIN
4 0.84 1 4/23/12 SMUTS / FLÄCKAR
6 1.53 1 4/23/12 SÖNDER I MASKIN
10 0.2 1 4/23/12 DIMENSIONSFEL
12 1.17 1 4/23/12 NÖDTÖMNING
5 2.95 1 4/23/12 SÖNDER INNAN MASKIN
5 2.95 1 4/23/12 SÖNDER I MASKIN

liii
Glass Code Area (m2) Remake Quantity Date of Message Reason of Error
5 0.37 1 4/24/12 SÖNDER INNAN MASKIN
5 0.18 1 4/24/12 FELMÄRKT
5 2.01 1 4/23/12 HÄRDNINGSFEL
8 2.78 1 4/23/12 SÖNDER I MASKIN
8 5.12 2 4/23/12 URFLISNING / KANTFEL
8 2.57 1 4/23/12 URFLISNING / KANTFEL
5 0.18 1 4/24/12 FELMÄRKT
5 0.64 1 4/24/12 FELMÄRKT
5 0.64 1 4/24/12 FELMÄRKT
6 0.62 2 4/24/12 URFLISNING / KANTFEL
4 1.78 1 4/24/12 SÖNDER I MASKIN
4 0.87 1 4/24/12 URFLISNING / KANTFEL
34 0.96 4 4/24/12 REPA
4 1.47 1 4/24/12 SÖNDER I MASKIN
53506 0.41 1 4/24/12 SÖNDER INNAN MASKIN
5 4.08 2 4/24/12 GLASFEL
38 0.91 1 4/24/12 URFLISNING / KANTFEL
38 5.6 2 4/24/12 HÄRDNINGSFEL
38 5.6 2 4/24/12 SÖNDER I MASKIN
5 1.47 1 4/24/12 URFLISNING / KANTFEL
5 0.22 1 4/24/12 REPA
5 0.54 1 4/25/12 SÖNDER I MASKIN
6 0.06 1 4/25/12 FEL ANTAL
38 2.66 1 4/25/12 GLASFEL
38 2.66 1 4/25/12 URFLISNING / KANTFEL
38 2.66 1 4/25/12 REPA
38 2.81 1 4/25/12 GLASFEL
38 2.19 1 4/25/12 SÖNDER I MASKIN
5 0.35 5 4/25/12 FELMÄRKT
5 0.35 5 4/25/12 FELMÄRKT
5 0.35 5 4/25/12 FELMÄRKT
5 0.18 1 4/25/12 FELMÄRKT
5 0.18 1 4/25/12 FELMÄRKT
38 0.91 1 4/25/12 GLASFEL
5 1.77 1 4/25/12 ORDERFEL / ADM.FEL
5 0.3 2 4/25/12 FEL ANTAL
5 1.77 1 4/25/12 ORDERFEL / ADM.FEL
5 0.69 1 4/25/12 FYLLBLÅSOR
34 0.77 1 4/25/12 FYLLBLÅSOR
34 0.82 2 4/25/12 PROFILFEL
5 0.28 1 4/25/12 FYLLBLÅSOR
5 0.28 1 4/25/12 FYLLBLÅSOR
34 0.7 1 4/25/12 FYLLBLÅSOR
38 2.8 1 4/25/12 URFLISNING / KANTFEL
50006 0.82 1 4/25/12 SKIKT / BEL FEL
50006 0.82 1 4/25/12 SKIKT / BEL FEL
5 12.96 6 4/25/12 SÖNDER I MASKIN
5 2.56 1 4/25/12 REPA
5 4.83 3 4/25/12 REPA
5 4.83 3 4/25/12 SÖNDER I MASKIN
5 0.1 1 4/25/12 FEL ANTAL
5 0.1 1 4/25/12 FEL ANTAL
8 2.06 1 4/25/12 SÖNDER I MASKIN
5 1.04 1 4/26/12 FYLLBLÅSOR
5 2.17 1 4/26/12 FYLLBLÅSOR
85104 2.16 1 4/26/12 SÖNDER I MASKIN

liv
Glass Code Area (m2) Remake Quantity Date of Message Reason of Error
5 2.95 1 4/26/12 FYLLBLÅSOR
8 1.81 1 4/26/12 SÖNDER EFTER MASKIN
5 0.17 1 4/26/12 FYLLBLÅSOR
38 11.2 4 4/26/12 HÄRDNINGSFEL
5 0.35 5 4/26/12 FELMÄRKT
38 5.6 2 4/26/12 REPA
34 0.41 1 4/26/12 FYLLBLÅSOR
50006 0.17 1 4/26/12 SÖNDER EFTER MASKIN
5 0.16 1 4/26/12 HÄRDNINGSFEL
5 0.16 1 4/26/12 HÄRDNINGSFEL
5 0.16 1 4/26/12 HÄRDNINGSFEL
5 0.36 1 4/26/12 FYLLBLÅSOR
5 2.95 1 4/26/12 FYLLBLÅSOR
5 1.46 1 4/26/12 SÖNDER INNAN MASKIN
6 0.51 1 4/26/12 SÖNDER I MASKIN
6 0.44 1 4/26/12 SÖNDER I MASKIN
6 2.26 2 4/26/12 SÖNDER I MASKIN
6 2.08 1 4/26/12 SÖNDER I MASKIN
6 1.88 1 4/26/12 SÖNDER I MASKIN
6 0.43 1 4/26/12 SÖNDER I MASKIN
5 0.27 1 4/26/12 REPA
5 1.4 1 4/26/12 VAXNINGSFEL
55813 1.4 1 4/26/12 VAXNINGSFEL
5 1.4 1 4/27/12 VAXNINGSFEL
5 0.16 1 4/27/12 FYLLBLÅSOR
85106 3.54 1 4/27/12 SÖNDER I MASKIN
85106 2.94 1 4/27/12 SÖNDER I MASKIN
85106 2.94 1 4/27/12 SÖNDER I MASKIN
8 2.36 1 4/27/12 REPA
5 0.18 3 4/27/12 URFLISNING / KANTFEL
5 1.15 1 4/27/12 SKIKT / BEL FEL
5 0.35 5 4/27/12 DIMENSIONSFEL
55813 9.8 7 4/27/12 SKIKT / BEL FEL
55813 5.6 4 4/27/12 SKIKT / BEL FEL
4 1.21 1 4/27/12 URFLISNING / KANTFEL
5 0.51 1 4/27/12 REPA
4 1.49 1 4/27/12 SÖNDER I MASKIN
5 0.07 1 4/27/12 SÖNDER I MASKIN
5 3.54 2 4/27/12 FEL ANTAL
5 1.3 1 4/27/12 FEL ANTAL
5 1.45 1 4/27/12 FEL ANTAL
5 0.58 1 4/27/12 URFLISNING / KANTFEL
5 0.29 1 4/27/12 URFLISNING / KANTFEL
36 1.42 1 4/27/12 FYLLBLÅSOR
5 1.15 1 4/27/12 SÖNDER I MASKIN
5 1.15 1 4/27/12 SÖNDER I MASKIN
34 3.45 3 4/27/12 SÖNDER I MASKIN
5 0.41 1 4/30/12 SÖNDER INNAN MASKIN
4 7.6 4 4/30/12 SÖNDER I MASKIN
4 1.89 1 4/30/12 SÖNDER I MASKIN
5 0.82 2 4/30/12 SÖNDER EFTER MASKIN
34 0.41 1 4/30/12 SÖNDER EFTER MASKIN
34 0.2 2 4/30/12 REPA
34 0.31 1 4/30/12 SÖNDER I MASKIN
5 0.79 1 4/30/12 SÖNDER I MASKIN
4 0.15 1 4/30/12 REPA

lv
Glass Code Area (m2) Remake Quantity Date of Message Reason of Error
36 0.45 1 4/30/12 SÖNDER I MASKIN
8 1.28 1 4/30/12 URFLISNING / KANTFEL
5 0.73 1 5/1/12 REPA
4 0.16 1 4/30/12 URFLISNING / KANTFEL
5 0.59 1 4/30/12 FEL ANTAL
21406 0.65 1 4/30/12 URFLISNING / KANTFEL
5 0.88 2 4/30/12 VAXNINGSFEL
8 1.89 1 4/30/12 SÖNDER I MASKIN
36 1.13 1 4/30/12 URFLISNING / KANTFEL
5 1.15 1 5/1/12 FÖRSGLINGSFEL
5 0.77 1 5/1/12 REPA
4 1.35 1 5/2/12 SÖNDER I MASKIN
36 2.31 1 5/2/12 SÖNDER EFTER MASKIN
5 2.14 1 5/2/12 SÖNDER EFTER MASKIN
34 0.35 1 5/2/12 SÖNDER I MASKIN
34 0.43 1 5/2/12 SÖNDER I MASKIN
4 0.65 1 5/2/12 SÖNDER I MASKIN
5 0.36 1 5/2/12 SÖNDER I MASKIN
55810 5.04 3 5/2/12 SÖNDER EFTER MASKIN
38 1.53 1 5/2/12 SÖNDER I MASKIN
38 0.71 1 5/2/12 SÖNDER I MASKIN
38 1.57 1 5/2/12 SÖNDER I MASKIN
5 0.25 1 5/2/12 SÖNDER I MASKIN
5 1.22 1 5/2/12 FEL ANTAL
36 4.4 1 5/2/12 SÖNDER I MASKIN
5 0.65 1 5/2/12 URFLISNING / KANTFEL
36 2.13 1 5/3/12 REPA
36 2.13 1 5/3/12 REPA
5 2.79 1 5/3/12 SÖNDER I MASKIN
5 1.45 1 5/3/12 REPA
5 1.15 1 5/3/12 FEL ANTAL
28007 0.78 1 5/3/12 GLASFEL
5 0.92 1 5/3/12 SÖNDER I MASKIN
50113 0.65 1 5/3/12 GLASFEL
55813 0.54 1 5/3/12 SÖNDER EFTER MASKIN
5 0.25 1 5/3/12 SKIKT / BEL FEL
6 1.19 1 5/3/12 SÖNDER I MASKIN
6 1.18 1 5/3/12 SÖNDER I MASKIN
6 0.97 1 5/3/12 SÖNDER I MASKIN
6 0.42 1 5/3/12 SÖNDER I MASKIN
36 4.4 1 5/3/12 FELMÄRKT
7706 0.05 1 5/3/12 DIMENSIONSFEL
5 0.42 1 5/3/12 SÖNDER EFTER MASKIN
4 0.83 1 5/3/12 SÖNDER I MASKIN
4 1.6 1 5/3/12 SÖNDER I MASKIN
6 0.59 1 5/3/12 FEL ANTAL
6 0.56 1 5/3/12 FEL ANTAL
8 0.63 1 5/3/12 SÖNDER I MASKIN
8 1.12 1 5/3/12 REPA
5 0.14 1 5/3/12 VAXNINGSFEL
5 0.14 1 5/3/12 VAXNINGSFEL
5 0.14 1 5/3/12 VAXNINGSFEL
87814 1.59 1 5/3/12 SÖNDER I MASKIN
87814 1.56 3 5/4/12 SÖNDER I MASKIN
5 2.16 1 5/4/12 SMUTS / FLÄCKAR
4 1.11 1 5/4/12 SÖNDER I MASKIN

lvi
Glass Code Area (m2) Remake Quantity Date of Message Reason of Error
81005 3.2 4 5/4/12 SÖNDER I MASKIN
606 1.19 1 5/4/12 DIMENSIONSFEL
4 0.38 1 5/4/12 FEL ANTAL
21908 1.72 1 5/5/12 DIMENSIONSFEL
21908 1.72 1 5/5/12 DIMENSIONSFEL
4 0.96 1 5/4/12 SÖNDER I MASKIN
4 3.48 4 5/4/12 SÖNDER I MASKIN
4 0.83 1 5/4/12 SÖNDER I MASKIN
4 1.8 1 5/4/12 SÖNDER I MASKIN
5 3.2 4 5/4/12 SÖNDER I MASKIN
5 0.97 1 5/4/12 SÖNDER I MASKIN
8 1.35 1 5/4/12 URFLISNING / KANTFEL
5 0.18 2 5/7/12 SÖNDER I MASKIN
5 0.43 1 5/7/12 FÖRSGLINGSFEL
706 0.71 1 5/7/12 URFLISNING / KANTFEL
5 0.07 1 5/7/12 SÖNDER I MASKIN
806 0.26 1 5/7/12 DIMENSIONSFEL
6 0.73 1 5/7/12 URFLISNING / KANTFEL
6 0.73 1 5/7/12 URFLISNING / KANTFEL
6 1.56 1 5/7/12 SÖNDER I MASKIN
6 0.21 1 5/7/12 URFLISNING / KANTFEL
6 0.73 1 5/7/12 SÖNDER I MASKIN
706 0.71 1 5/7/12 FEL ANTAL
4 0.51 1 5/7/12 SÖNDER EFTER MASKIN
5 0.73 1 5/7/12 SÖNDER EFTER MASKIN
34 0.83 1 5/7/12 SÖNDER EFTER MASKIN
36 1.41 1 5/8/12 FÖRSGLINGSFEL
36 1.41 1 5/8/12 LÄCKA AV FYLLVÄTSKA
5 0.68 1 5/8/12 REPA
5 0.68 1 5/8/12 REPA
34 0.68 1 5/8/12 REPA
5 1.63 1 5/8/12 SÖNDER INNAN MASKIN
5 1.79 1 5/8/12 ORDERFEL / ADM.FEL
5 4.44 2 5/8/12 ORDERFEL / ADM.FEL
6 1.57 1 5/8/12 SÖNDER I MASKIN
67410 1.13 1 5/8/12 SÖNDER EFTER MASKIN
5 0.42 1 5/8/12 FEL ANTAL
34 0.61 1 5/8/12 SÖNDER INNAN MASKIN
5 1.93 1 5/8/12 SÖNDER INNAN MASKIN
34 2.58 2 5/8/12 ORDERFEL / ADM.FEL
34 0.49 1 5/8/12 HÄRDNINGSFEL
34 0.49 1 5/8/12 HÄRDNINGSFEL
34 0.44 2 5/8/12 HÄRDNINGSFEL
34 0.4 1 5/8/12 HÄRDNINGSFEL
34 0.56 1 5/8/12 HÄRDNINGSFEL
34 0.56 1 5/8/12 HÄRDNINGSFEL
34 0.35 1 5/8/12 HÄRDNINGSFEL
34 0.35 1 5/8/12 HÄRDNINGSFEL
34 0.43 1 5/8/12 HÄRDNINGSFEL
34 0.43 1 5/8/12 HÄRDNINGSFEL
34 0.43 1 5/8/12 HÄRDNINGSFEL
34 0.43 1 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL

lvii
Glass Code Area (m2) Remake Quantity Date of Message Reason of Error
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 2.26 2 5/8/12 HÄRDNINGSFEL
34 1.13 1 5/8/12 HÄRDNINGSFEL
34 0.92 1 5/8/12 HÄRDNINGSFEL
34 0.92 1 5/8/12 HÄRDNINGSFEL
34 0.92 1 5/8/12 HÄRDNINGSFEL
34 0.92 1 5/8/12 HÄRDNINGSFEL
34 0.59 1 5/8/12 HÄRDNINGSFEL
34 0.59 1 5/8/12 HÄRDNINGSFEL
34 0.59 1 5/8/12 HÄRDNINGSFEL
34 0.59 1 5/8/12 HÄRDNINGSFEL
4 2.45 1 5/8/12 SÖNDER INNAN MASKIN
7704 2.5 10 5/8/12 SÖNDER I MASKIN
4 3.3 10 5/8/12 SÖNDER I MASKIN
34 1.08 1 5/8/12 SKIKT / BEL FEL
34 0.83 1 5/8/12 DIMENSIONSFEL
605 1.55 1 5/8/12 GLASFEL
38 1.53 1 5/8/12 SÖNDER INNAN MASKIN
605 4.05 3 5/8/12 SÖNDER I MASKIN
34 1.13 1 5/8/12 SÖNDER I MASKIN
34 1.13 1 5/8/12 SÖNDER I MASKIN
30804 0.22 1 5/9/12 SÖNDER I MASKIN
87814 0.68 1 5/9/12 URFLISNING / KANTFEL
5 0.15 1 5/9/12 SÖNDER EFTER MASKIN
5 0.15 1 5/9/12 SÖNDER EFTER MASKIN
6 0.8 1 5/9/12 URFLISNING / KANTFEL
4 1.56 1 5/9/12 SÖNDER I MASKIN
5 1.57 1 5/9/12 SMUTS / FLÄCKAR
8 1.6 1 5/9/12 SÖNDER I MASKIN
5 0.93 1 5/9/12 SÖNDER I MASKIN
8 2.24 1 5/9/12 GLASFEL
34 0.15 1 5/9/12 VAXNINGSFEL
36 3.52 1 5/9/12 SÖNDER I MASKIN
6 0.53 1 5/9/12 SÖNDER I MASKIN
5 0.68 1 5/9/12 SÖNDER I MASKIN
5 0.63 1 5/9/12 REPA
5 0.45 1 5/10/12 LÄCKA AV FYLLVÄTSKA
5 0.09 1 5/10/12 HÄRDNINGSFEL
5 0.09 1 5/10/12 HÄRDNINGSFEL
5 0.09 1 5/10/12 HÄRDNINGSFEL
5 0.18 1 5/10/12 SÖNDER I MASKIN
36 0.7 1 5/10/12 SÖNDER I MASKIN
30804 0.22 1 5/10/12 SÖNDER EFTER MASKIN
34 0.43 1 5/10/12 REPA
50108 3.08 1 5/10/12 URFLISNING / KANTFEL
7706 1.68 1 5/10/12 SÖNDER I MASKIN
38 1.19 1 5/10/12 SÖNDER I MASKIN
5 6 3 5/10/12 FEL ANTAL

lviii
Glass Code Area (m2) Remake Quantity Date of Message Reason of Error
36 3.08 1 5/10/12 URFLISNING / KANTFEL
5 4.36 2 5/10/12 SÖNDER I MASKIN
7704 0.93 1 5/10/12 SÖNDER I MASKIN
4 0.27 1 5/10/12 URFLISNING / KANTFEL
5 2.53 1 5/10/12 SÖNDER I MASKIN
4 0.37 1 5/10/12 SÖNDER I MASKIN
4 0.89 1 5/10/12 SÖNDER I MASKIN
5 1 10 5/10/12 REPA
4 0.16 1 5/10/12 URFLISNING / KANTFEL
5 0.22 2 5/10/12 REPA
6 3 1 5/10/12 URFLISNING / KANTFEL
5 0.45 1 5/10/12 SÖNDER I MASKIN
5 0.32 1 5/10/12 SÖNDER EFTER MASKIN
5 1.85 1 5/10/12 SÖNDER EFTER MASKIN
5 1.74 1 5/10/12 URFLISNING / KANTFEL
5007 1.65 1 5/10/12 URFLISNING / KANTFEL
5 0.73 1 5/11/12 LÄCKA AV FYLLVÄTSKA
38 3.81 1 5/11/12 FYLLBLÅSOR

lix
Institutionen för teknik
351 95 Växjö
tel 0772-28 80 00, fax 0470-76 85 40