Embed Size (px)
Citation preview



Abstract We study the continuous extractive distillation of minimum and maximum boiling azeotropic mixtures
A-B with a heavy or a light entrainer E, intending to assess its feasibility based on thermodynamic insights.
The ternary mixtures belong to the 1.0-1a and 1.0-2 class ternary diagrams, each with two sub-cases
depending on the univolatility line location. The column has three sections, rectifying, extractive and stripping.
Differential equations are derived for each section composition, depending on operating parameters:
distillate product purity and recovery, reflux ratio R and entrainer – feed flow rate ratio FE/F for the heavy
case; bottom product purity and recovery, reboil ratio S and entrainer – feed flow rate ratio for the light
entrainer case. For the case with a heavy entrainer fed as a boiling liquid above the main feed, the feasible
product and operating parameters R and FE/F ranges are assessed under infinite reflux ratio conditions by
using the general feasibility criterion enounced by Rodriguez-Donis et al. (Ind. Eng. Chem. Res, 2009, 48(7),
3544–3559). For the 1.0-1a class, there exists a minimum entrainer - feed flow rate ratio to recover the
product, and also a minimum reflux ratio. The minimum entrainer - feed flow rate ratio is higher for the
continuous process than for the batch because of the additional requirement in continuous mode that the
stripping profile intersects with the extractive profile. For the 1.0-2 class both A and B can be distillated. For
one of them there exists a maximum entrainer - feed flow rate ratio. The continuous process also has a
minimum entrainer - feed flow rate ratio limit for a given feasible reflux ratio.
For the case with a light entrainer fed as saturated vapor below the main feed, the feasible product
and operating parameters S and FE/F ranges are assessed under infinite reflux ratio conditions by using the
general feasibility criterion enounced by Rodriguez-Donis et al. (Ind. Eng. Chem. Res, 2012, 51, 4643–4660),
Compared to the heavy entrainer case, the main product is removed from the column bottom. Similar results
are obtained for the 1.0-1a and 1.0-2 class mixtures whether the entrainer is light or heavy. With a light
entrainer, the batch insight about the process feasibility holds for the stripping and extractive sections. Now,
an additional constraint in continuous mode comes from the necessary intersection between the rectifying
and the extractive sections.
This work validates the proposed methodology for assessing the feasibility of continuous extractive
distillation processes and enables to compare entrainers in terms of minimum reflux ratio and minimum
entrainer feed flow rate ratio.
Keywords
Extractive distillation – feasibility – thermodynamic insight – univolatility line - unidistribution line -
reflux ratio – entrainer - feed flow rate ratio – reboil ratio – heavy entrainer – light entrainer

Résumé Nous étudions la faisabilité du procédé de distillation extractive continue pour séparer des mélanges
azéotropiques A-B à température de bulle minimale ou maximale, avec un tiers corps E lourd ou léger. Les
mélanges ternaires A-B-E appartiennent aux classes 1.0-1-a et 1.0-2 qui se subdivisent chacune en deux
sous-cas selon la position de la courbe d’univolatilité. La colonne de distillation a trois sections, rectification,
extractive, épuisement. Nous établissons les équations décrivant les profiles de composition liquide dans
chaque section en fonction des paramètres opératoires: pureté et taux de récupération du distillat, taux de
reflux ratio R et rapport des débits d’alimentation FE/F dans le cas d’un tiers corps lourd; pureté et taux de
récupération du produit de pied, taux de rebouillage S et rapport des débits d’alimentation FE/F dans le cas
d’un tiers corps léger.
Avec un tiers corps lourd alimenté comme liquide bouillant au dessus de l’étage d’alimentation du
mélange A-B, nous identifions le distillat atteignable et les plages de valeurs faisables des paramètres R et
FE/F à partir du critère général de faisabilité énoncé par Rodriguez-Donis et al. (Ind. Eng. Chem. Res, 2009,
48(7), 3544–3559). Pour la classe 1.0-1a, il existe des rapports FE/F et reflux ratio minimum. Le rapport FE/F
est plus important pour le procédé continu que pour le procédé discontinu parce que la faisabilité du procédé
continu nécessite que les profils d’épuisement et extractifs s’intersectent. Pour la classe 1.0-2, les deux
constituants A et B sont des distillats potentiels, l’un sous réserve que le rapport FE/F reste inférieur à une
valeur limite maximale. Le procédé continu exhibe également une valeur minimale de FE/F à un taux de
reflux ratio donné, contrairement au procédé discontinu.
Avec un tiers corps léger alimenté comme vapeur saturante sous l’étage d’alimentation du mélange A-
B, nous identifions le produit de pied atteignable et les plages de valeurs faisables des paramètres S et FE/F
à partir du critère général de faisabilité énoncé par Rodriguez-Donis et al. (Ind. Eng. Chem. Res, 2012, 51,
4643–4660). Comparé au cas des tiers corps lourds, le produit principal est obtenu en pied. Autrement, les
comportements des classes 1.0-1a et 1.0-2 sont analogues entre les tiers corps léger et lourd. Avec un tiers
corps léger, le procédé continu ajoute la contrainte que les profils de rectification et extractifs s’intersectent.
La contrainte d’intersection des profils d’épuisement et extractif est partagée par les deux modes opératoires
continu et discontinu.
Ce travail valide la méthodologie proposée pour évaluer la faisabilité du procédé de distillation
extractive continue et permet de comparer les tiers entre eux en termes de taux de reflux ratio minimum et
de rapport de débit d’alimentation minimal.
Mots-clés
Distillation extractive - courbes d’univolatilité - taux de reflux ratio - taux de solvent - entraîneur lourde
- entraîneurlégerère

Acknowledgements
My deepest gratitude goes first and foremost to my supervisor Mr. Vincent GERBAUD, Chargé de
recherche CNRS, for his constant encouragement and guidance. I really admire his wonderful and intriguing
personality, his preciseness, patience, persistence, high requirements and great interest on research, his
mind always abounded with new and effective idea, his courage to explore extensive different fields. He has
walked me through all the stages of this thesis no matter weekends and evenings, without his consistent and
illuminating instruction, this thesis would not have reached its present form.
I should like to acknowledge with deep gratitude the assistance and guidance given to me by Miss
Hassiba BENYOUNES, lecturer of Université Des Sciences et Technologies. Oran, Algeria. I would also like
to highlight the contribution of Ms. Ivonne Rodriguez-Donis, Prof. of Instituto Superior de Tecnologías y
Ciencias Aplicadas, Cuba. It has been a pleasure collaborating with them and I sincerely appreciate their
warm and cordial personalities. My heartfelt thanks are also due to their patience, encouragement, and
professional instructions during my research activities.
I am also indebted to prof. Peter LANG of Budapest University of Technology and Economics, Faculty
of Mechanical Engineering, Hungary, and prof. Jean Michel RENEAUME of Université de Pau et des Pays
de l’Adour, France. Both of them are reviewers of this thesis. I thank them for spending time to give
constructive suggestions, and kindly eliminate many of the errors in it, which are of help and importance in
making the thesis a reality.
I am also honored by the presence of prof. Xavier JOULIA, co-founder and board member of Prosim
Company who has so kindly accepted to be a part of the jury. Likewise, I would like to thank Mr. Michel
MEYER, excellent professor of laboratoire de Génie Chimique, Dr. Olivier BAUDOUIN, head of process
operation at Prosim. All of them have graciously accepted to be a member of the jury.
Last but not the least, my gratitude also extends to my dear colleagues and friends: Ali, Juliette, Sofia,
Eduardo, Guillermo, László, Raul, Ferenc, ElAwady, Anthony,Moises, Meryem, Jean-Stephane, Fernando,
René, Marco, Sayed, Nishant, Jesus, Marianne, Mary, Tibor, Adama, Marie, Mayra, Nguyen, Marie Roland
and many others, without them I cannot have so happy, colorful, and wonderful life in France.
Weifeng SHEN
Toulouse

i
Table of contents
Chapter Content
1. GENERAL INTRODUCTION .................................................................................................................................... 1
GENERAL INTRODUCTION .................................................................................................................................................. 2
2. STATE OF THE ART, METHODOLOGY, OBJECTIVES ................................................................................................ 7
2.1 INTRODUCTION ................................................................................................................................................. 8
2.2 PHASE EQUILIBRIUM ............................................................................................................................................... 8
2.2.1 Phase equilibrium equations ................................................................................................................................. 8
2.2.2 Activity coefficient model ...................................................................................................................................... 9
2.2.3 Non ideality of the mixture .................................................................................................................................. 11
2.2.4 Residue curve ....................................................................................................................................................... 13
2.2.5 Unidistribution and relative volatility .................................................................................................................. 14
2.2.6 Ternary VLE diagrams classification .................................................................................................................... 19
2.3 THE DISTILLATION PROCESS AND ITS IMPROVEMENT ......................................................................................................22
2.3.1 Highly integrated distillation columns ................................................................................................................. 23
2.3.2 Vapor recompression distillation ......................................................................................................................... 24
2.3.3 Petlyuk arrangements ......................................................................................................................................... 25
2.4 NONIDEAL MIXTURES SEPARATION ............................................................................................................................26
2.4.1 Pressure-swing distillation ................................................................................................................................... 27
2.4.2 Azeotropic distillation .......................................................................................................................................... 29
2.4.3 Reactive distillation ............................................................................................................................................. 30
2.4.4 Salt-effect distillation........................................................................................................................................... 31
2.4.5 Extractive distillation ........................................................................................................................................... 31
2.5 LITERATURE STUDIES ON EXTRACTIVE DISTILLATION .......................................................................................................32
2.5.1 Extractive Batch Column configurations.............................................................................................................. 32
2.5.2 Continuous Column configurations ..................................................................................................................... 34
2.5.3 Entrainer design................................................................................................................................................... 35

ii
2.5.4 Key operating parameters ................................................................................................................................... 36
2.6 METHODOLOGY FOR EXTRACTIVE DISTILLATION PROCESS FEASIBILITY IN RESEARCH ...............................................................36
2.6.1 Ternary systems studied in extractive distillation ................................................................................................ 37
2.6.2 Batch extractive process operation policies and strategy ................................................................................... 41
2.6.3 Thermodynamic insight on extractive distillation feasibility ............................................................................... 45
2.6.4 Topological features related to process operation .............................................................................................. 46
2.6.5 Extractive process feasibility assessed from intersection of composition profiles and differential equation ...... 53
2.6.6 Extractive process feasibility from pinch points analysis ..................................................................................... 54
2.6.7 Feasibility validation by rigorous simulation assessment .................................................................................... 56
2.7 RESEARCH OBJECTIVES ...........................................................................................................................................57
3. EXTENSION OF THERMODYNAMIC INSIGHTS ON BATCH EXTRACTIVE DISTILLATION TO CONTINUOUS
OPERATION. AZEOTROPIC MIXTURES WITH A HEAVY ENTRAINER ............................................................................. 61
3.1 INTRODUCTION ....................................................................................................................................................62
3.2 COLUMN CONFIGURATION AND OPERATION ................................................................................................................62
3.3 FEASIBILITY STUDY METHODOLOGY ...........................................................................................................................63
3.3.1 Thermodynamic feasibility criterion for 1.0-1a and 1.0-2 ternary diagram classes. ........................................... 63
3.3.2 Computation of section composition profiles ...................................................................................................... 66
3.3.3 Methodology for assessing the feasibility. .......................................................................................................... 68
3.4 RESULTS AND DISCUSSION .......................................................................................................................................70
3.4.1 Separation of minimum boiling temperature azeotrope with heavy entrainers (Class 1.0-1a). ......................... 70
3.4.2 Separation of maximum boiling temperature azeotropes with heavy entrainers (class 1.0-2). .......................... 83
3.5 CONCLUSIONS ......................................................................................................................................................96
4. EXTENSION OF THERMODYNAMIC INSIGHTS ON BATCH EXTRACTIVE DISTILLATION TO CONTINUOUS
OPERATION. AZEOTROPIC MIXTURES WITH A LIGHT ENTRAINER .............................................................................. 95
4.1 INTRODUCTION .................................................................................................................................................. 100
4.2 STATE OF THE ART WITH LIGHT ENTRAINER ................................................................................................................ 101
4.3 COLUMN CONFIGURATION AND OPERATION .............................................................................................................. 103
4.4 EXTRACTIVE DISTILLATION FEASIBILITY ASSESSMENT .................................................................................................... 104
4.5 FEASIBILITY STUDY METHODOLOGY ......................................................................................................................... 106
4.5.1 Thermodynamic feasibility criterion for 1.0-1a and 1.0-2 ternary diagram classes. ......................................... 106
4.5.2 Calculation of reboil ratio vs. entrainer - feed flow rate ratio diagrams. .......................................................... 109

iii
4.6 RESULTS ........................................................................................................................................................... 116
4.6.1 Separation of Maximum Boiling Temperature Azeotropes with light Entrainers (Class 1.0-1a). ...................... 116
4.6.2 Separation of Minimum Boiling Temperature Azeotropes with Light Entrainers (class 1.0-2). ......................... 127
4.7 CONCLUSIONS .................................................................................................................................................... 138
5. CONCLUSIONS, PERSPECTIVE ........................................................................................................................... 143
5.1 CONCLUSIONS ................................................................................................................................................ 144
5.2 PERSPECTIVE .................................................................................................................................................. 150
6. APPENDIX: NOMENCLATURE, REFERENCE ........................................................................................................ 151
6.1 NOMENCLATURE................................................................................................................................................. 152
6.2 REFERENCES ...................................................................................................................................................... 155

iv
Figure content
Figure 2.1. Typical homogeneous mixtures without azeotrope ........................................................................................ 11
Figure 2.2. Typical homogeneous mixtures with maximum boiling azeotrope, a negativedeviation from Raoult’s
law ............................................................................................................................................................................ 12
Figure 2.3. Typical homogeneous mixtureswith minimum boiling azeotrope, a positive deviation fromRaoult’s
law ............................................................................................................................................................................ 12
Figure 2.4. Typical homogeneous minimum boiling heteroazeotrope .............................................................................. 12
Figure 2.5Condition of tangency between a residue curve and its corresponding distillate curve. .................................. 14
Figure 2.6 Feasible patterns of the VLE functions for binary mixtures of components 1 and 2: (a) equilibrium line
y(x), (b) distribution coefficients Ki(x) and Kj(x),(c) relative volatility αij(x) and (d) distribution coefficient
trajectories for a mixture 1-2-3 with minimum-boiling azeotrope 1-2 (Kiva et al., 2003). ....................................... 17
Figure 2.7 Unidistribution and univolatility line diagrams for the most probable classes of ternary mixtures
according to Reshetov’s statistics (Kiva et al., 2003). ............................................................................................... 18
Figure 2.8 Azeotropic ternary mixture: Serafimov’s 26 topological classes and Reshetov’s statistics (Hilmen et al.,
2002). (o) unstable node, (∆) saddle, (●) stable........................................................................................................ 20
Figure 2.9 Occurrence of classes from published data for ternary mixtures based on Reshetov’s statistics 1965-
1988 (Kiva et al., 2003). ............................................................................................................................................ 21
Figure 2.10 Ternary zeotropic mixtures Classes of diagrams of K-ordered regions for unilateral and bilateral
univolatility α-lines, respectively; 123, 132, 213, …, indices of K-ordered regions. ................................................... 22
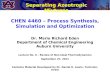
Figure 2.11. (a) Schematic diagram of HIDiC (Fukushima et al., 2006) and (b) HIDiC concentric tube column
(From PSE's Gproms manual, gP-B-611--051028 DR) ............................................................................................... 23
Figure 2.12 Schematic diagram of (1) direct vapor recompression distillation (1: distillation column, 2:
compressor, 3: reboiler–condenser and 4: expansion valve) and (2) external vapor recompression
distillation (1: distillation column, 2,3: heat exchangers, 4: compressor and 5: expansion valve). (from
Jogwar and Daoutidis, 2009). ................................................................................................................................... 24
Figure 2.13 Schematic diagram of the fully thermally coupled (Petlyuk) arrangement (a)replaces the
conventional arrangements with a prefractionator and a main column, and only a single reboiler and a
single condenser is needed and (b) dividing wall configuration by moving the prefractionator into the same
shell (from Halvorsen and Skogestad, 2011). ........................................................................................................... 25
Figure 2.14 Effect of pressure on the azeotropic composition and corresponding continuous pressure-swing
distillation processes (from Gerbaud and Rodriguez-Donis, 2010). .......................................................................... 28
Figure 2.15 Indirect separation (a) and direct (b) azeotropic continuous distillation under finite for a 1.0-2 class
mixture (from Gerbaud and Rodriguez-Donis, 2010). ............................................................................................... 30

v
Figure 2.16 Configurations of extractive batch distillation column in rectifier and stripper ........................................... 33
Figure 2.17. Flowsheet of typical extractive distillation with (a) heavy entrainer and (b) light entrainer ........................ 34
Figure 2.18 Configurations for the heterogeneous distillation column considering all possibilities for both the
entrainer recycle and the main azeotropic feed. (from Rodriguez-Donis et al. 2007) .............................................. 35
Figure 2.19 Topological features related to extractive distillation process operation of class 1.0-1a when using a
heavy entrainer (Rodriguez-Donis et al., 2009a). ..................................................................................................... 47
Figure 2.20 Topological features related to the extractive distillation process operation of class 1.0-2 when using
a heavy entrainer. ..................................................................................................................................................... 52
Figure 2.21 The equilibrium stage: (a) component mass flows and (b) stream energy flows .......................................... 56
Figure 3.1Configurations of extractive distillation column: (a) continuous (b) batch. ...................................................... 63
Figure 3.2Thermodynamic features of 1.0-1a mixtures with respect to batch extractive distillation. Separation of
a minimum boiling azeotrope with a heavy entrainer. ............................................................................................. 64
Figure 3.3Thermodynamic features of 1.0-2 mixtures with respect to batch extractive distillation. Separation of
a maximum boiling azeotrope with a heavy entrainer. ............................................................................................ 65
Figure 3.4Separation of acetone-heptane using toluene: (a) 1.0-1a class residue curve map (rcm) and batch
extractive profile map (b) (FE/V=0.01, R∞) (c) (FE/V=1,R∞) and (d) (FE/V=1,R=10). .................................................. 71
Figure 3.5 Extractive distillation of acetone – heptane with toluene (1.0-1a class). Entrainer - feed flow rate ratio
as a function of the reflux ratio. ............................................................................................................................... 72
Figure 3.6Extractive distillation of acetone – methanol with water (1.0-1a class). Entrainer - feed flow rate ratio
as a function of the reflux ratio to recover 98%mol acetone (A). ............................................................................. 74
Figure 3.7Rectifying, extractive and stripping composition for four operating parameter points taken from
Figure 3.5 (b) point YU1, (b) point YF1, (c) point YU2 and (d) point YU3 ........................................................................ 75
Figure 3.8Rigorous simulation result to recover acetone at FE/F=1, R=20 and FE/F=20, R=20, compared with
calculated profiles: (a-d) stripping section, (b-e) extractive section and (c-f) rectifying section. ............................. 77
Figure 3.9Separation of acetone-methanol using chlorobenzene: (a) 1.0-1a class residue curve map (rcm) and
batch extractive profile map (b) (FE/V=0.01, R∞) (c) (FE/V=2, R∞) and (d) (FE/V=2, R=5). ........................................ 79
Figure 3.10Extractive distillation of acetone – methanol with chlorobenzene (1.0-1a class). Entrainer - feed flow
rate ratio as a function of the reflux ratio to recover 98%mol methanol (B). ........................................................... 80
Figure 3.11 Rectifying, extractive and stripping composition for two operating parameter points taken from
Figure 3.10 (b) point YF1 and (b) point YU1 ................................................................................................................. 81
Figure 3.12 Rigorous simulation result to recover methanol at: (a) R=1, FE/F=10; (b) R=1, FE/F=20; (c) R=20,
FE/F=10 and (c) R=20, FE/F=20. ................................................................................................................................. 83
Figure 3.13 chloroform-vinyl acetate using butyl acetate: (a) 1.0-2 class residue curve map (rcm) and batch
extractive profile map (b) (FE/V=0.1< (FE/V)max, R=15) .............................................................................................. 84
Figure 3.14Extractive distillation of chloroform – vinyl acetate with butyl acetate (1.0-2 class). Entrainer - feed
flow rate ratio as a function of the reflux ratio to recover 98%mol chloroform (A). ................................................ 85

vi
Figure 3.15Comparison of three different entrainers to recover Chloroform (A) from the mixture chloroform –
vinyl acetate. (a) Univolatility curve location. (b) Toluene, (c) Cyclohexane and (d) Butyl acetate feasible
regions. ..................................................................................................................................................................... 87
Figure 3.16Extractive distillation of chloroform – vinyl acetate with butyl acetate (1.0-2 class). Entrainer - feed
flow rate ratio as a function of the reflux ratio to recover 98%mol vinyl acetate (B). .............................................. 88
Figure 3.17Rigorous simulation result to recover vinyl acetate (B) at FE/F=5, R=5 and FE/F=0.1, R=5, compared
with calculating profiles: (a-d) stripping section, (b-e) extractive section and (c-f) rectifying section. .................... 89
Figure 3.18acetone-chloroform using benzene: (a) 1.0-2 class residue curve map (rcm) and batch extractive
profile map (b) (FE/V=0.1 < (FE/V)max, R=60). ............................................................................................................ 91
Figure 3.19 Extractive distillation of acetone – chloroform with benzene (1.0-2 class). Entrainer - feed flow rate
ratio as a function of the reflux ratio to recover 98%mol acetone (A)...................................................................... 93
Figure 3.20 Extractive distillation of acetone – chloroform with benzene (1.0-2 class). Entrainer - feed flow rate
ratio as a function of the reflux ratio to recover 98%mol chloroform (B). ................................................................ 94
Figure 3.21Rectifying, extractive and stripping composition for four operating parameter points taken from
Figure 3.20 (a) point YU1, (b) point YF1, (c) point YU2 and (d) point YU3. ...................................................................... 95
Figure 4.1 Configurations of extractive distillation column: (a) batch (b) continuous. ................................................... 104
Figure 4.2.Thermodynamic features of 1.0-1a mixtures with respect to batch extractive distillation. Separationof
a maximum boiling azeotrope with a light entrainer. ............................................................................................ 106
Figure 4.3. Thermodynamic features of 1.0-2 mixtures with respect to batch extractive distillation. Separation of
a maximum boiling azeotrope with a light entrainer. ............................................................................................ 108
Figure 4.4. 1.0-1a class residue curve map of propanoic acid – DMF maximumn boiling azeotrope separation
using light entrainer MIBK. ..................................................................................................................................... 117
Figure 4.5. Entrainer - entrainer - feed flow rate ratio FE/F as a function of the reboil ratio S. Propanoic acid –
MIBK – DMF Separation to recover A (propanoic acid). ......................................................................................... 118
Figure 4.6. The influence of the reboil ratio on stripping section composition profiles. ................................................. 119
Figure 4.7.Operating parameter scene explanation.Points taken from Figure 4.5: (b) point YF1, (a) point YU1, (c)
point YF2 and (d) point YU2. ...................................................................................................................................... 121
Figure 4.8. Rigorous simulation result to recover A (propanoic acid) at FE/F=1, S=15, compared with calculated
profiles: (a) rectifying section, (b)extractive section and (c) stripping section. ...................................................... 123
Figure 4.9. 1.0-1a class residue curve map of water – ethylene diamine maximum boiling azeotrope separation
using light entrainer acetone. ................................................................................................................................. 126
Figure 4.10. Entrainer - entrainer - feed flow rate ratio FE/F as a function of the reboil ratio S. Water – EDA –
acetone separation to recover B (EDA). .................................................................................................................. 126
Figure 4.11. 1.0-2 class residue curve map of ethanol - water minimum boiling azeotrope separation using light
entrainer methanol ................................................................................................................................................. 129
Figure 4.12. Entrainer - entrainer - feed flow rate ratio FE/F as a function of the reboil ratio S. Ethanol-water-
methanol seperation: (a) to recover A (ethanol) (b) to recover B (water). ............................................................. 129

vii
Figure 4.13. 1.0-2 class residue curve map of MEK – benzene minimum boiling azeotrope separation using light
entrainer acetone. .................................................................................................................................................. 131
Figure 4.14. Entrainer - entrainer - feed flow rate ratio FE/F as a function of the reboil ratio S. MEK-benzene-
acetone seperation: (a) to recover A (MEK) (b) to recover B (benzene). ................................................................. 132
Figure 4.15 Operating parameter scene explanation. Points taken from Figure 13b: (a) point YF1, (b) point YU1 ......... 133
Figure 4.16. Influence of the reboil ratio on the extractive section composition profiles. .............................................. 135
Figure 4.17. Rigorous simulation result to recover MEK (a-c) or Benzene (d-f) at S=15, FE/F=1 compared with
simplified composition profiles: (a-d) stripping section, (b-e) extractive section and (c-f) rectifying section. ........ 136
Table content
Table 2.1 The most important literature concerning extractive distillation separation of binary azeotropic and
low relative volatility mixtures in a batch rectifier with light, intermediate or heavy entrainer. ............................. 39
Table 2.2 The study case related to extractive distillation separation of binary azeotropic and low relative
volatility mixture in a batch rectifier with light, intermediate or heavy entrainer. .................................................. 40
Table 2.3. The operating steps and limiting parameters of extractive distillation in configuration BED-I
separating binary azeotropic and low relative volatility mixture in a batch rectifier with light, intermediate
or heavy entrainer (Varga, 2006). ............................................................................................................................ 43
Table 2.4. The operating stages and limiting parameters of azeotropic extractive distillation in configuration
BES-I separating binary azeotropic and low relative volatility mixture in a batch rectifier with light,
intermediate or heavy entrainer (Varga, 2006). ....................................................................................................... 44
Table 2.5 Summary of possible systems studied in the PhD thesis manuscript. .............................................................. 59
Table 3.1 Operating parameters for all study cases. ....................................................................................................... 69
Table 3.2 Column operating specifications for rigorous simulation................................................................................. 70
Table 3.3 Operating parameters corresponding to Figure 3.5. ......................................................................................... 73
Table 3.4 Operating parameters corresponding to Figure 3.6. ......................................................................................... 74
Table 3.5. Operating parameters corresponding to Figure 3.7a,b,c,d .............................................................................. 76
Table 3.6 Operating parameters corresponding to Figure 3.8a,b,c. ................................................................................ 78
Table 3.7 Operating parameters corresponding to Figure 3.8 d,e,f. ................................................................................ 78
Table 3.8 Operating parameters corresponding to Figure 3.10. ...................................................................................... 81
Table 3.9 Operating parameters corresponding to Figure 3.14. ....................................................................................... 85
Table 3.10 Operating parameters corresponding to Figure 3.16. .................................................................................... 88
Table 3.11 Operating parameters corresponding to Figure 3.17a,b,c. ............................................................................. 90
Table 3.12 Operating parameters corresponding to Figure 3.17 d,e,f. ............................................................................ 90

viii
Table 3.13 Operating parameters corresponding to Figure 3.19. .................................................................................... 93
Table 3.14. Operating parameters corresponding to Figure 3.20. ................................................................................... 94
Table 3.15. Operating parameters corresponding to Figure 3.21..................................................................................... 96
Table 4.1. operating parameters for all case study involving possible products. ........................................................... 115
Table 4.2. Column operating specifications for rigorous simulation .............................................................................. 116
Table 4.3 Operating parameters corresponding to Figure 4.5. ...................................................................................... 118
Table 4.4 Operating parameters corresponding to Figure 4.7. ...................................................................................... 122
Table 4.5 Operating parameters corresponding to Figure 4.8a,b,c. ............................................................................... 124
Table 4.6 Operating parameters corresponding toFigure 4.10. ..................................................................................... 127
Table 4.7 Operating parameters corresponding to Figure 4.12. .................................................................................... 130
Table 4.8 Operating parameters corresponding to Figure 4.14a.................................................................................... 133
Table 4.9 Operating parameters corresponding to Figure 4.15a,b. ............................................................................... 134
Table 4.10 Operating parameters corresponding to Figure 4.17a,b,c. ........................................................................... 138

1. General introduction
CH
AP
TER
1

2
GENERAL INTRODUCTION
Distillation is the most widely used industrial method for separating liquid mixtures in many chemical
and other industry fields like perfumery, medicinal and processing. The first clear evidence of distillation can
be dated back to first century AD. Being the leading process for the purification of liquid mixtures, distillation
columns consume about 40% of the energy used to operate plants in the refining and bulk chemical process
industries according the U.S Dept of Energy. Azeotropic and low relative volatility mixtures often occur in
separating industry and their separation cannot be realized by conventional distillation. Extractive distillation
is then a suitable alternative process. Extractive distillation has been studied for many decades with a rich
literature. Some main subjects studied include: column with all possible configurations; process operation
polices and strategy; process design, synthesis, optimization; determining separation sequencing; entrainer
design and selection, feasibility studies and so on. Among those topics, feasibility is always a critical issue as
it is necessary to assess process feasibility before making the design specifications. Feasibility studies also
contribute to a better understanding of complex unit operations such as the batch extractive distillation.
Upon the feasibility study, the design of conventional and azeotropic distillation is connected to
thermodynamics, in particular the volatility of each compound and azeotrope. Furthermore, residue curve
maps analysis allows assessing the feasibility under infinite reflux ratio conditions with the finding of the
ultimate products under direct or indirect split conditions. However, distillation runs under finite reflux ratio
conditions and finding which products are achievable and the location of the suitable feed composition region
is more complicated because we must consider the dependency of composition profile on reflux ratio. This
affects the range of composition available to each section profiles, due to the occurrence of pinch points,
which differ from the singular points of the residue curve map. The identification of possible cut under key
parameters reflux ratio, reboil ratio and entrainer - feed flow rate ratio has been the main challenge for an
efficient separation of azeotropic mixtures.
Extractive distillation is a powerful and widely used technique for separating azeotropic and low
relative volatility mixtures in pharmaceutical and chemical industries. Given an azeotropic mixture A-B (with
A having a lower boiling temperature than B), an entrainer E is added to interact selectively with the original
components and alter their relative volatility, thus enhancing the original separation. It differs from azeotropic
distillation by the fact that the third-body solvent E is fed continuously in another column position than feed
mixture. For decades a single feasibility rule holds in industry: extractive distillation should be operated by

3
choosing a miscible, azeotrope, relatively non-volatile component. The solvent forms no new azeotrope and
the original component with the greatest volatility separates out as the top (bottom) product. The bottom (top)
product consists of a mixture of the solvent and the other component.
Combining knowledge of residue curve maps and of the univolatility and unidistribution curves location
Rodriguez-Donis et al (2009a, 2009b, 2010, 2012a, 2012b) published a general feasibility criterion for
extractive distillation under infinite reflux ratio. The volatility order is set by the univolatility curves. Using
illustrative examples covering all sub cases, but exclusively operated in batch extractive distillation, those
authors found that Serafimov’s classes covering up to 53% of azeotropic mixtures were suited for extractive
distillation: 0.0-1 (low relative volatility mixtures), 1.0-1a, 1.0-1b, 1.0-2 (azeotropic mixtures with light,
intermediate or heavy entrainers forming no new azeotrope), 2.0-1, 2.0-2a, 2.0-2b and 2.0-2c (azeotropic
mixtures with an entrainer forming one new azeotrope). For all suitable classes, the general criterion under
infinite reflux ratio could explain the product to be recovered and the possible existence of limiting values for
the entrainer - feed flow rate ratio for batch operation: a minimum value for the class 1.0-1a, a maximum
value for the class 1.0-2, etc. The behavior at finite reflux ratio could be deduced from the infinite behavior
and properties of the residue curve maps, and some limits on the reflux ratio were found. However precise
finding of the limiting values of reflux ratio or of the entrainer - feed flow rate ratio required other techniques.
The feasibility always relies upon the intersection for the composition profiles in the various column
sections (rectifying, extractive, stripping). Whatever the operation parameter values (reflux ratio, flow-rates...),
the process is feasible if the specified product compositions at the top (xD) and at the bottom (xW) of the
column can be connected by a single or by a composite composition profile. Here in this thesis we use
geometrical analysis to evaluate profile intersection but mathematical ones could be used as well.
Several column configurations can be used for extractive distillation both in batch and continuous. In
batch mode, both batch extractive distillation (BED) and simple batch distillation (SBD) processes can be
performed either in rectifier, or in middle-vessel column, or in stripping column. With a heavy entrainer fed
above the main feed, the batch column is a rectifier, with an extractive and a rectifying section and the
product is removed as distillate from the top. With a light entrainer here we quote and apply the batch
stripper column from Rodriguez-Donis et al., (2011), the original binary mixture (A+B) is initially charged into
the column top vessel and it is fed to the first top tray as a boiling liquid. Light entrainer is introduced
continuously at an intermediate tray leading to two column sections: extractive and stripping section. In the

4
continuous process, we consider the classical configuration, with the entrainer fed above the main feed,
giving rise to three sections, rectifying, extractive and stripping ones.
In extractive distillation, the entrainer is conventionally chosen as a heavy (high boiling) component,
however, there are some cases when its use is not recommended such as if a heat sensitive or a high boiling
component mixture has to be separated. Besides, different entrainers can cause different components to be
recovered or recovered overhead in extractive distillation. Therefore finding potential entrainers is critical
since an economically optimal design made with an average design using best entrainer can be much less
costly, Theoretically, any candidate entrainer satisfying the feasibility and optimal criteria can be used no
matter it is heavy, light, or intermediate entrainer. Literature studies on intermediate entrainer or light
entrainer, even though not too much, validate this assumption.
The presentation of this work focuses on four chapters:
Chapter 2 is a literature review to present the state of the art on the extractive distillation. This chapter
introduces several issues related to our thesis: phase equilibrium, ternary diagram classifications, the
principles of distillation and its improvement studies, possible method to separate non ideal mixtures, the
state of art on extractive distillation, the general methodology used in this thesis, the objective, and
organization of the thesis are shown at the end of this chapter. As this thesis is mainly concerned with
feasibility studies, the most important methods are discussed in this part.
In Chapter 3, a systematic study is performed for the extractive distillation separation of azeotropic
mixtures with a heavy entrainer belonging to 1.0-1a and 1.0-2 classes. The occurrence of two types of A-B
azeotropic mixtures (minimum or maximum boiling temperature) and of two possible intersection of the
univolatility line αAB=1 with the binary sides gives rise to four sub cases. Firstly, the column configuration is
discussed. Then, the section composition profiles equations are derived for a heavy entrainer. Then a
methodology in three steps is presented. In step1, based on batch feasibility knowledge, the feasibility of
batch and continuous separation is studied under finite reflux ratio and entrainer - feed flow-rate, Insights
gained from the batch extractive distillation criterion are extended to the feasible operation of the continuous
process, with focus on the product cut sequence and operating parameter limit values. In step 2, assuming a
given product purity and recovery, the feasible ranges of values of the operating parameters, reflux ratio R
and entrainer - feed flow rate ratio FE/F are determined for the batch and continuous processes, and
compared with the help of diagrams FE/F vs. R in continuous mode and FE/V vs. R in batch mode.

5
Comparison of three entrainers leading to the same class of diagram and sub-case is performed to check
that the feasible conditions ranges are entrainer dependent, in particular the minimum reflux ratio and the
minimum entrainer entrainer - feed flow rate ratio. In step 3, rigorous simulations verify the results of step 2,
by providing rigorous values of the product purity and recovery.
Chapter 4 focuses on the extractive distillation feasibility studies with a light entrainer to separate
minimum or maximum boiling azeotropic mixtures. The corresponding ternary diagram belongs to the 1.0-1a
and 1.0-2 Serafimov’s class. Knowledge of the residue curve map and of the location of the univolatility curve
αAB=1 can help assess which product is removed in the distillate. Contrary to the heavy entrainer case
(Chapter 3), the main product is removed from the column bottom. The batch extractive process is a
stripping column and the continuous process considers that the entrainer is fed below the main feed. The
heavy entrainer methodology is now adapted to the light entrainer case. The section composition profile
equations are reformulated in terms of the reboil ratio S and entrainer - feed flow rate ratio FE/F, also
considering the entrainer physical state (saturated vapor or boiling liquid). The analyses of each of the four
sub cases follow the same three step methodology used in the previous chapter: section profiles and
methodology used, thermodynamic feasibility criterion analysis, calculation of reboil ratio vs. entrainer feed
flow rate ratio diagrams and rigorous simulation, discussion and conclusion.
The last chapter deals with conclusion and future studies that can be drawn. Appendix collected some
definitions of common terms in extractive distillation, the table data used in result discussion.


2. State of the art, methodology, objectives
CH
AP
TER
2

8
2.1 INTRODUCTION
We first recall phase equilibrium issues to introduce the concepts of residue curve map and their
classifications along with the concepts of the volatility and distribution curves. Then we survey distillation
processes and their use for the separation of non ideal mixtures. We insist on extractive distillation key
literature and review methods used to assess the feasibility of this process.
2.2 PHASE EQUILIBRIUM
2.2.1 Phase equilibrium equations
The phase equilibrium behavior is the foundation of chemical mixture components separation by
distillation. The basic relationship for every component in the vapor and liquid phases of a system at
equilibrium is the equality of fugacities in all phases. In an ideal liquid solution the liquid fugacity of each
component in the mixture is directly proportional to the mole fraction of the component. However, because of
the no ideality in the liquid solution of the systems studied in the following chapters, activity coefficient
representing the deviation of the mixture from ideality methods are used to describe the liquid phase
behavior. For the vapor phase, ideal gas behavior is assumed leading to the gas fugacity equal to the partial
pressure. Thus the basic vapor-liquid equilibrium equation is modified as:
Pyffxf ivi
liii
li === ,0γ (2.1)
With the liquid phase reference fugacity lif
,0 being calculated from:
000,0,0 ),( iiiv
il
i PPTf θϕ= (2.2)
Where
vi
,0ϕ is the fugacity coefficient of pure component i at the system temperature (T) and saturated
vapor pressure, as calculated from the vapor phase equation of state (for ideal vapor phase: vi
,0ϕ =1 ).
0iP is the saturated vapor pressure of component i at the system temperature.
0iθ is the Poynting correction for pressure )1exp(
*
,0∫P
P
li
i
dPVRT
.

9
At low pressures, the Poynting correction is near unity and can be ignored. Thus the overall vapor–
liquid phase equilibrium (VLE) relationship for most of the mixture systems in the following chapters can be
described as the following equation:
*iiii PxPy γ= (2.3)
When setting the condition iγ =1, equation (2.3) is the so-called Raoult's Law. The computation of the
liquid activity coefficient iγ requires thermodynamic models given in the next section.
Calculation of the saturated vapor pressure for a pure component is needed in Equation (2.3) for the
VLE relationship. The extended Antoine equation can be used to compute liquid vapor pressure as a
function of the system temperature T:
iCiii
i
jii TCTCTC
CT
CCP 7
6543
21
0 lnln ++++
+= (2.4)
Where C1i to C7i are the model parameters, model parameters for many components are available in
the literature or from the pure component databank of the Aspen Physical Property System.
2.2.2 Activity coefficient model
The UNIFAC, UNIQUAC, Wilson, NRTL activity coefficient model are recommended methods for
highly non ideal chemical systems, The UNIFAC, UNIQUAC, NRTL model can be used for VLE, LLE and
LLVE applications while the Wilson model can only be used for VLE application. (Kontogeorgis and Folas,
2010, Vidal, 2003). We use the UNIFAC model in this study to predict the VLE of each of the mixtures
studied. In each case it was verified that the UNIFAC predictions agreed with available experimental data
(Gmehling et al., 2004). The UNIFAC model is a semi-empirical method for the prediction of non-electrolyte
activity estimation in non ideal mixtures. It is constituted by two parts: a combinatorial Ciγ and a residual
component Riγ .For the molecule i, the equation for the UNIFAC model is:
Ri
Cii γγγ lnlnln += (2.5)
The combinatorial component of the activity Ciγ is contributed to by several terms in its equation, and
is the same as for the UNIQUAC model
jj
ji
iii
j j
jiii
i
ii
i
iCi lx
xql
tqtqq
zx ∑∑ −++−−+= φθ
φθφγ '
'
'''' lnln
2lnln (2.6)

10
Where
∑=
kkk
iii
xq
xqθ (2.7)
∑=
kkk
iii
xq
xq'
''θ (2.8)
∑=
kkk
iii
xr
xrφ (2.9)
iiii rqrz
l −+−= 1)(2
(2.10)
)lnexp( 2''
T
eTdTcat ij
ijijijk
ki +++= ∑ θ (2.11)
10=z (2.12)
The residual component of the activity Riγ is due to interactions between groups present in the
equation
( ) ( )[ ]∑=
Γ−Γ=m
1kk lnlnvln i
kkiR
iγ (2.13)
Where ( )ikΓ is the activity of an isolated group in a solution consisting only of molecules i,
−
−=Γ ∑
∑∑
=
=
=
m
jm
nnjn
jkjm
jjkjKQ
1
1
1k ln1ln
ϕθ
ϕθϕθ (2.14)
Where:
∑=
=m
nnn
jjj
Q
XQ
1
xθ (2.15)

11
∑∑
∑
= =
==c
i
m
ki
ik
c
ii
ij
j
xv
xv
X
1 1
1 (2.16)
−=
−−=
T
a
RT
UU jkkkjkjk expexpϕ (2.17)
2.2.3 Non ideality of the mixture
In most distillation systems, the predominant non ideality occurs in the liquid phase because of
molecular interactions. Equation (2.3) contains the liquid phase activity coefficient of the component j. When
chemically dissimilar components are mixed together (for example, oil molecules and water molecules),
there exists repulsion or attraction between dissimilar molecules. If the molecules repel each other, they
exert a higher partial pressure than if the mixture was ideal. In this case the activity coefficients are greater
than unity (called a “positive deviation” from Raoult‘s law). If the molecules attract each other, they exert a
lower partial pressure than in an ideal mixture. Activity coefficients are less than unity (negative
deviations).Activity coefficients are usually calculated from experimental data or from the aforementioned
models regressed on experimental data. Azeotropes occur in a number of non ideal systems. An azeotrope
exists when the liquid and vapor compositions are the same (xi=yi) at a given azeotrope temperature. There
are several types of azeotropes, Figure 2.1-Figure 2.4sketch typical phase graphical representations of the
VLE.
xA and yA
x
Vapor
Liquid
y
TB
T
TA
z
Tequilibrium
xA and yA
x
Vapor
Liquid
y
P0B
P
P0A
Pequilibrium
xA
Pure A
Pure B
A rich in vapor phrase
yA
phase
Figure 2.1. Typical homogeneous mixtures without azeotrope

12
xA and yA
xazeo
vapor
liquid
Tazeo
T
TB
TA
xA and yA
xazeo
vapor
liquid
Pazeo
P0B
P0A
P
xA
Azeotrope
Pure A
Pure B
A rich in vapor phrase B rich in
vapor phrase
yA
KA>1
KA<1
KA=1
phase
phase
Figure 2.2.Typical homogeneous mixtures with maximum boiling azeotrope, a negative deviation from
Raoult’s law
xA and yA
Vapor
Liquid
T
Tazeo
xazeo
TB
TA
xA and yA
Vapor
LiquidP
Pazeo
xazeo
P0B
P0A
xA
Azeotrope
Pure A
Pure B
A rich in vapor phase
B rich in vapor phase
yA
Figure 2.3.Typical homogeneous mixtures with minimum boiling azeotrope, a positive deviation from Raoult’s
law
T
x and y Azeotrope
vapor
Liquid-liquid
xA
Azeotrope
Pure A
Pure B
A rich in vapor phase
B rich in vapor phase
yA
Figure 2.4.Typical heteroazeotrope mixtures with minimum boiling azeotrope
The left part of Figure 2.1-Figure 2.4shows a combined graph of the bubble and dew temperatures,
pressure and the vapor-liquid equilibrium phase mapping, which gives a complete representation of the VLE.
In addition, the right part gives the equilibrium phase mapping y vs. x alone. Each of these diagrams uniquely
characterizes the type of mixture. Negative deviations (attraction) can give a higher temperature boiling

13
mixture than the boiling point of the heavier component, called a maximum-boiling azeotrope (Figure 2.2).
Positive deviations (repulsion) can give a lower temperature boiling mixture than the boiling point of the light
component, called a minimum boiling azeotrope (Figure 2.3).
2.2.4 Residue curve
A residue curve map (RCM) is a collection of the liquid residue curves in a simple one-stage batch
distillation originating from different initial compositions. The RCM technique is considered as powerful tool
for the flow-sheet development and preliminary design of conventional multi-component separation
processes. It has been extensively studied since 1900.Using the theory of differential equations, Doherty and
his colleagues (e.g. Doherty and Malone, 2001a) explored the topological properties of residue curve map
(RCM) which are summarized in two recent articles (Kiva et al., 2003, Hilmen et al., 2002b). The simple RCM
was modeled by the set of differential equations.
∗−= iii yx
dhdx (2.18)
Where h is a dimensionless time describing the relative loss of the liquid in the still-pot and dh=dV/L.xi
is the mole fraction of species i in the liquid phase, and yi is the mole fraction of species i in the vapor phase.
The yi values are related with the xi values using equilibrium constants Ki.
The singular points of the differential equation are checked by computing the associated eigenvalues.
Within anon-reactive residue curve map, a singular point can be a stable or an unstable node or a saddle,
depending on the sign of the eigenvalues related to the residue curve equation.
For non-reactive mixtures, there are three stabilities:
• Unstable node (denoted [un] with a symbol of white circle): The singular point eigenvalues are all
positive. It has a boiling point that is the lowest of the region of distillation. The residue curves
move away from the unstable node with increasing temperature.
• Stable node (denoted [sn] with a symbol of solid circle): Singular points whose own values are all
negative. It has a boiling point that is the highest of the region of distillation. The residue curves
move towards the stable node. Moving away from stable node along a residue curve, the
temperature is decreasing.
• Saddle point (denoted [s] with a symbol of triangle): Singular points are intermediate boiling
temperature points, which have at least one eigenvalue positive and the other negative. Some

14
residue curves away from a saddle point decreasing temperature and others with increasing
temperature.
Some significant properties of residue curves are the following:
1. The singular points of residue curves networks are either pure component or azeotropes.
2. The Stability of singular points is an unstable node, a saddle point or a node stable and it
depends on their respective boiling temperature.
3. In a simple distillation (Rayleigh’s distillation), the product follows a sequence of decreasing
temperature. Thus, the unstable node will be the first distillate, followed by the saddle point and
finally the node stable.
4. The orientation of the residue curve, that is to say, the changing composition of the boiling liquid,
is in line with increasing temperature from the unstable node to the stable node.
5. Under total reflux ratio, the composition profile in a packed distillation column exactly follows the
residue curve. Thus, in a column of infinite length at total reflux ratio, the distillate is the unstable
node (direct split) or the bottom product is the stable node (indirect split).
6. The residue curve equation indicates that the equilibrium vector (y - x) is tangent to the residue
curvet point x (Figure 2.5), hinting at the still path direction in simple distillation.
7. Each residue curve is related to a vapor in equilibrium, which is named the distillate curve. The
vapor curve is always located on the convex side of the corresponding residue curve (Figure 2.5).
x
Distillate curve y
Residue curve
Tangent line
Figure 2.5Condition of tangency between a residue curve and its corresponding distillate curve.
8. Two residue curves do not intercept.
2.2.5 Unidistribution and relative volatility
The distribution coefficient and relative volatility are well-known characteristics of the vapor–liquid
equilibrium. The distribution coefficient Ki is defined by

15
i
ji x
yK = (2.19)
Ki characterizes the distribution of component i between the vapor and liquid phases in equilibrium.
Ki=1 defines the unidistribution curve. The vapor is enriched with component i if Ki>1, and is impoverished
with component i if Ki<1 compared to the liquid. The higher Ki, the greater the driving force (yi-xi) and the
easier the distillation. The ratio of the distribution coefficient of components i and j gives the relative volatility.
The relative volatility is a very convenient measure of the ease or difficulty of separation in distillation. The
volatility of component j relative to component is defined as:
ii
jjij xy
xy
/
/=α (2.20)
The relative volatility characterizes the ability of component i to transfer (evaporate) into the vapor
phase compared to the ability of component j. Component i is more volatile than component j if αij>1, and
less volatile if αij<1. For ideal and nearly ideal mixtures, the relative volatilities for all pair of components are
nearly constant in the whole composition space. The situation is different for non ideal and in particular
azeotropic mixtures where the composition dependence can be complex.
A large value of relative volatility α implies that components i and j can be easily separated in a
distillation column. Values of αij close to 1 imply that the separation will be very difficult, requiring a large
number of trays and high reflux ratio (high energy consumption). For binary systems, the relative volatility of
light to heavy component is simply calledα:
)1/()1(/
xyxy
−−=α (2.21)
xx
y)1(1 −+
=αα
(2.22)
Where x and y are the mole fractions of the light component in the liquid and vapor phases
respectively. Rearrangement of equation (2.21) leads to the very useful y-x relationship equation (2.22) that
can be employed when αis constant in a binary system. If the temperature dependence of the vapor
pressure of both components is the same, relative volatility αwill be independent of temperature. This is true
for many components over a limited temperature range, particularly when the components are chemically
similar. Distillation columns are frequently designed assuming constant relative volatility because it greatly

16
simplifies the vapor-liquid equilibrium calculations. Relative volatilities usually decrease somewhat with
increasing temperature in most systems.
Unidistribution and univolatility line diagrams can be used to sketch the VLE diagrams and represent
the geometry of the simple phase transformation trajectories. The qualitative characteristics of the
distribution coefficient and relative volatility functions are typical approaches for the thermodynamic
topological analysis. Kiva et al., (2003) considered the behavior of these functions for binary mixtures. The
composition dependency of the distribution coefficients is qualitative and quantitative characteristics of the
VLE for the given mixture. The patterns of these functions determines not only the class of binary mixture
(zeotropic, minimum-or maximum-boiling azeotrope, or biazeotropic), but also the individual behavior of the
given mixture, as it is shown in Figure 2.6.

17
(b) (a)
(c) (d)
Figure 2.6. Feasible patterns of the VLE functions for binary mixtures of components 1 and 2: (a) equilibrium
line y(x), (b) distribution coefficients Ki(x) and Kj(x), (c) relative volatilityαij(x) and (d) distribution coefficient trajectories for a mixture 1-2-3 with minimum-boiling azeotrope 1-2(Kiva et al., 2003).
The composition dependence of the distribution coefficients of a ternary mixture of components 1, 2
and 3 can be represented by three surfaces K1(x), K2(x) and K3(x). The system of unidistribution lines Ki(x)=1
was analyzed in the composition space:
• The existence of a binary azeotrope gives rise to two unidistribution lines, and the existence of a
ternary azeotrope gives rise to three unidistribution lines.
• The point of pure component i may (or may not) give rise to a unidistribution line of component i.
• A given residue curve map corresponds to a given set of feasible diagrams of unidistribution lines.
In a similar way to the distribution coefficient, the relative volatility features can be represented by
isovolatility lines. Then the system of univolatility lines where αij=1 was proposed. It is evident that the point
of a binary azeotrope Azij gives rise to anαij univolatility line and that the point of a ternary azeotrope gives
rise to the three univolatility lines(Kiva et al., 2003).

18
These features are represented in Figure 2.7 for the most probable classes (see the next section for
the ternary diagram classification and probable occurrence).
Figure 2.7 Unidistribution and univolatility line diagrams for the most probable classes of ternary mixtures according to Reshetov’s statistics(Kiva et al., 2003).
Analysis of feasible diagrams of unidistribution and univolatility lines is given by Kiva et al., (2003). The
main aim of their work was to consider feasible structures of the residue curve maps in more detail, and in
fact this study helped to popularize more refined classification of the ternary diagrams. The diagrams of
unidistribution lines were used as a main tool for analysis of tangential azeotrope and biazeotrope
(Serafimov, 1996). Recently, Rodriguez-Donis et al (2009, 2010) studied how univolatility lines split the
composition triangle into regions of certain order of volatility of components and defined a general feasibility

19
criterion for extractive distillation under infinite reflux ratio. In this work we consider unidistribution and
univolatility line diagrams for the purpose of sketching the volatility order region and thus of assessing the
feasible structures which will give possible products and offer information of possible limitation of entrainer
feed.
2.2.6 Ternary VLE diagrams classification
The study of the thermodynamic classification of liquid-vapor phase equilibrium diagrams for ternary
mixtures and its topological interpretation has a long history. Considering a ternary diagram A-B-E formed by
a binary mixture A-B with the addition of an entrainer E, the classification of azeotropic mixtures in 113
classes was first proposed by Matsuyama (1978), then it was extended to 125 classes (Foucher et al.,
1991a). After the work of Hilmen et al.(2002b), it became known that a more concise classification existed
since the 70’s: Serafimov classification. As explained by Hilmen (2000), Serafimov extended the work of
Gurikov and used the total number of binary azeotropes M and the number of ternary azeotropes T as
classification parameters. Serafimov’s classification denotes a structure class by the symbol “M.T” where M
can take the values 0, 1, 2 or 3 and T can take the values 0 or 1. These classes are further divided into types
and subtypes denoted by a number and a letter. As a result of this detailed analysis, four more feasible
topological structures, not found by Gurikov, were revealed. Thus Serafimov’s classification includes 26
classes of feasible topological structures of VLE diagrams for ternary mixtures. Both the classifications of
Gurikov and Serafimov consider topological structures and thus do not distinguish between antipodal (exact
opposite) structures since they have the same topology. Thus, the above classifications include ternary
mixtures with opposite signs of the singular points and opposite direction of the residue curves (antipodal
diagrams). Serafimov’s classification is presented graphically in Figure 2.8. The transition from one antipode
to the other (e.g. changing from minimum-to maximum-boiling azeotropes) can be made by simply changing
the signs of the nodes and inverting the direction of the arrows and the correspondence between Matsuyama
and Serafimov’s classification is detailed in Kiva et al. (2003)and Hilmen (2000).

20
Figure 2.8 Azeotropic ternary mixture: Serafimov’s 26 topological classes and Reshetov’s statistics (Hilmen et al., 2002). (o) unstable node, (∆) saddle, (●) stable
As illustrated in Figure2.7, the concentration simplex of these mixtures in the presence of an inf ection
on conjugated tie and inverted tie lines consists of at least two regions characterized by different ranges for
the phase equilibrium ratio Ki, where i is the component number. The region of the concentration simplex in

21
which the decreasing order of Ki remains the same concerning azeotrope ternary mixture was called the K-
ordered region. These regions were separated from each other by univolatility α-lines.
The studies on the frequency of occurrences of different types of phase diagrams for ternary
azeotropic mixtures were presented by Reshetov and Kravchenko (2007). All 26 Serafimov’s classes are
topologically and thermodynamically feasible but their occurrence is determined by the probability of certain
combinations of molecular interactions. The statistics on the physical occurrence of these 26 classes were
provided to Kiva et al. (2003) by Reshetov (1998) but the original source is not available. The hereafter
called “Reshetov’s statistics” are based on thermodynamic data for 1609 ternary systems from which 1365
are azeotropic. The database covers data published from 1965 to 1998. The results in Figure 2.8show that
16 out of the 26 Serafimov’s classes were reported in the literature. Although Reshetov’s statistics do not
necessarily reflect the real occurrence in nature they can be used as an indicator of common azeotropic
classes that are worthy of further investigation. A graphical representation of the occurrence of the various
classes and types of ternary mixtures is given in Figure 2.9.
Figure 2.9 Occurrence of classes from published data for ternary mixtures based on Reshetov’s statistics 1965-1988 (Kiva et al., 2003).
The Figure 2.10 illustrates diagrams of K-ordered regions and their corresponding occurrence over
the studied azeotrope mixtures classes found by the Reshetov and Kravchenko (2007).

22
1
3
2
3
1 2
3
1 2
3
1 2
3
1 2
3
1 2
3
1 2
3
1 2
3
1 2
3
1 2
3
1 2
3
1 2
3
1 2
3
1 2
3
1 2
3
1 2
Class 1
71.576%
Class 2 Class 3 Class 4
Class 5 Class 6 Class 7 Class 8
Class 11 Class 12 Class 16 Class 17
Class 18 Class 19 Class 27 Class 4a
0.127% 2.919% 11.294%
0.254% 1.269% 11.041% 0.254%
0.127% 0.254% 0.254%
0.127%
0.127% 0.127% 0.127% 0.127%
1
Figure 2.10 Ternary zeotropic mixtures Classes of diagrams of K-ordered regions for unilateral and bilateral univolatility α-lines, respectively; 123, 132, 213, …, indices of K-ordered regions.
2.3 THE DISTILLATION PROCESS AND ITS IMPROVEMENT
Distillation is the most widely used industrial method for separating liquid mixtures in many chemical
and other industry fields like perfumery, medicinal and food processing, the first clear evidence of distillation
can be dated back to first century AD (Forbes, 1970). Being the leading process for the purification of liquid
mixtures, the distillation process is driven by the differences between the vapor and liquid phase

23
compositions of the mixture arising from successive partial vaporization and condensation steps (Geankoplis,
2003). Distillation operations are responsible for 40% of the energy used in the chemical process industries.
The technology that can significantly reduce the energy requirement will represent a major
breakthrough, and give significant competitive edge to the companies that adopt it. Regarding its high energy
consumption, which comes from the vaporization of the liquid and is related both to the mixture charge and
to the reflux ratio inside the column, progress has been made by the use of HIDiC (highly integrated
distillation columns) (Skogestad et al., 1992, 1997;Nakaiwa et al., 2001, 2003), vapor recompression column
(Jogwar et al., 2009) and other Petlyuk-like columns (Wolff and Skogestad, 1995; Halvorsen and Skogestad,
1999; Vitoria et al.2008;Halvorsen and Skogestad, 2011).
2.3.1 Highly integrated distillation columns
Bottom product
(b) (a)
Top product Feed
Figure 2.11.(a) Schematic diagram of HIDiC (Fukushima et al., 2006) and (b) HIDiC concentric tube column (From PSE's Gproms manual, gP-B-611--051028 DR)
The ideal HIDiC, which is enlightened from compressor, is a technology combining rectifying and
stripping columns in an annular (or similar suitable) arrangement so that they exchange heat along their
lengths, and elevated pressure in the rectifying section. Hence it is able to operate without a reboiler or a
condenser. It was firstly introduced by Nakaiwa et al. (1996). Both simulation studies (Nakaiwa et al, 2000,
2001, 2003) and experimental validation in a HIDiC pilot plant (Naito K. et al., 2000) were carried out using
the model system benzene/toluene, Nakaiwa et al. proposed the new configuration through manipulations of
pressure difference between the rectifying and stripping sections and feed thermal condition. Energy savings
of HIDiC can reach nearly 50%. However, despite the obvious potential, this very promising concept has not

24
yet developed into successful industrial-scale applications. This is partly because it is difficult to test its
applicability to specific mixtures to be separated, leading to a high perceived risk in deploying such
innovative technology. In particular, the practical deployment of HiDiC technology is hampered by the
difficulty of proving that it is possible to start up and operate the unit as intended. There is a relatively narrow
window of feasible operation, outside which the HiDiC system is either not fully efficient or suffers from liquid
drying in certain regions. The main conclusions from the feasibility by Jansens et al. (2001), Olujic et al.
(2003) were that HIDiC is especially attractive for close boiling mixtures.
2.3.2 Vapor recompression distillation
(b) (a)
Figure 2.12 Schematic diagram of (1) direct vapor recompression distillation (1: distillation column, 2: compressor, 3:reboiler–condenser and 4: expansion valve)and (2)external vapor recompression distillation (1:
distillation column, 2,3: heat exchangers, 4: compressor and 5: expansion valve).(From Jogwar and Daoutidis, 2009).
Vapor recompression distillation is an energy integrated distillation configuration which works on the
principle of a heat pump. The vapor coming from the top of the distillation column is compressed in a
compressor and is then used to transfer energy in a combined reboiler–condenser leading to the so-called
direct vapor recompression distillation (Figure 2.12a). On the other hand, an external refrigerant can also be
used to facilitate the energy transfer between the top vapor stream and the bottom liquid stream, leading to
the so-called external vapor recompression distillation (Figure 2.12b).Direct vapor recompression is
commonly used, whereas external vapor recompression is generally preferred when the column f uid is
corrosive or is not a good refrigerant (Jogwar & Daoutidis 2009).

25
Muhrer et al. (1990) proposed a specific vapor recompression columns control scheme. Compared to
conventional columns, heat input control was replaced by compressor control. The pressure loops were
found to be faster than the composition loops. Hence, the pressure loop can be adjusted for relatively tight
control independently from the composition loops. This simple conclusion can be universally used for most
vapor recompression columns if they are satisfying their two requirements: the composition time constants of
column must be 5 times larger than the pressure time constant, and the time constants of reboiler of
conventional and vapor recompression columns should be nearly the same. For most columns vapor
recompression distillation systems the two requirements can be satisfied. Jogwar & Daoutidis (2009)
developed a systematic modeling framework which explicitly captures the difference between the different
material and energy flows. A case of propane–propylene separation was considered to demonstrate the
effectiveness of the proposed control strategy.
2.3.3 Petlyuk arrangements
Figure 2.13 Schematic diagram of the fully thermally coupled (Petlyuk) arrangement (a) replaces the conventional arrangements with a prefractionator and a main column, and only a single reboiler and a single
condenser is needed and (b) dividing wall configuration by moving the prefractionator into the same shell (from Halvorsen and Skogestad, 2011).
Petlyuk arrangements may reduce internal vapour flow rate ratio, and thereby the need for external
heating and cooling. The basis for the configuration is the prefractionator arrangement in Figure 2.13, where
the reboiler and condenser of the prefractionator column are removed and replaced with directly connected
vapour and liquid streams. This is called a full thermallycoupled arrangement. The dividing wall column
(DWC) is an implementation of the fully thermally coupled Petlyuk column arrangement (Petlyuk et al., 1965)
in a single shell. Kaibel (1987) firstly introduced a distillation column with vertical partitions to separate a feed
(a) (b) Dividing Wall column Petlyuk arrangement

26
mixture into 3 or 4 pure fractions in a single distillation step and column. The internal separation wall
prevents lateral mixing of liquid and vapor in the central part of the column, forming feed and outlet sections.
This is particularly advantageous when heat sensitive components are to be separated. The potential energy
savings are 20-40%, compared to other conventional arrangements(Halvorsen and Skogestad, 2011).
Although the DWC has many advantages, its application in chemical process industries has been still limited
to 80 industrial columns for zeotropic mixtures. This is due to the lack of proper control strategy to monitor
the internal flow on each side of the wall.
All these new arrangements (HiDiC, vapor recompression distillation and petlyuk arrangements) aim at
making the column operate closer to the ideal reversible system by reducing the thermodynamic losses.
Whereas the HIDiC approach with internal heat exchange between sections focuses on increasing the
efficiency of a single binary distillation column, the Petlyuk like arrangements columns are used for
multicomponent separations.
2.4 NONIDEAL MIXTURES SEPARATION
The separation in distillation processes are based on the differences on the vapor and liquid phase
compositions of the mixture arising from successive partial vaporization and condensation steps, distillation
process is a method for separating various components of a liquid solution depending upon the distribution
of these components between a vapor phase and a liquid phase. However, in case of a close-boiling (low
relative volatility) mixture, these differences in the compositions of the vapor and the liquid phase become
small. The separation of non ideal mixtures, azeotropic ones and low relative volatility ones, is the second
major incentive for distillation research. Low relative volatility mixtures require many vaporization or
condensations steps, columns and bigger reflux ratio and process often becomes uneconomical both in
equipment investment and operating cost by conventional distillation. Azeotrope mixtures also require
advanced techniques to facilitate separation.
The most common non-conventional distillation alternatives involve changing the operating pressure
(pressure-swing distillation) or adding of a so-called entrainer, either with the load (azeotropic distillation) or
at another location than the load (extractive distillation). All of these special techniques are ultimately based
on the same differences in the vapor and liquid compositions as ordinary distillation, but, in addition, they rely
on some additional mechanism to further modify the vapor-liquid behavior of the key components. These
enhanced techniques can be classified according to their effect on the relationship between the vapor and

27
liquid compositions: 1. Azeotropic distillation and pressure-swing distillation are methods that cause or
exploit azeotrope formation or behavior to alter the boiling characteristics and separability of the mixture.2.
Extractive distillation and salt distillation are methods that primarily modify liquid-phase behavior to alter the
relative volatility of the components of the mixture.3. Reactive distillation is a method that uses chemical
reaction to modify the composition of the mixture or, alternatively, use existing vapor-liquid differences
between reaction products and reactants to enhance the performance of a reaction.
2.4.1 Pressure-swing distillation
Pressure-swing distillation is a method for separating a pressure-sensitive azeotrope that utilizes two
columns operated in sequence at two different pressures if concentration of the azeotrope changes
significantly with pressure (Seader and Henley, 1998). Generally, the composition of component A (light in
the azeotropic mixture) increases as pressure decreases, possibly until disappearance of the azeotrope
allowing the use of a conventional distillation process. In a ternary mixture separation, there may exists
distillation boundaries involving azeotrope(s) as seen on residue curve maps. By changing the pressure we
can cross these boundaries because they vary with pressure along with the azeotropic composition.
Between the boundaries at two different pressures, there is a region from where different products can be
obtained at the different pressures. If all products obtained at different pressures are pure components or
pressure sensitive binary azeotrope(s) this region is considered as the operating region of pressure swing
distillation (Modla et al., 2010). In pressure-swing distillation process, two columns operate at different
pressures, each columns supplied with the azeotropic composition at a pressure which is different from the
other to obtain a possible pure component in each column. For the case of mixture with Tmax azeotrope, the
less volatile component are obtained at first column top and more volatile one from the second column
(Figure 2.14). The opposite result occurs for the mixture with a Tmin azeotrope (Gerbaud et al., 2010).

28
Figure 2.14 Effect of pressure on the azeotropic composition and corresponding continuous pressure-swing distillation processes (from Gerbaud and Rodriguez-Donis, 2010).
Lewis (1928) appears to be the first one to exploit the pressure sensibility to distillate azeotropic
mixtures. Since then pressure-swing distillation has been known as a readily thermally integrated method to
separate azeotropic mixtures. In 1992, Knapp and Doherty proved that pressure-swing is not restricted to
binary mixtures with pressure-sensitive azeotrope, and it can be extended to separate mixtures in which the
desired products lie in different distillation regions. They can be separated by a new pressure-swing process
when one end of the distillation boundary is a pressure-sensitive azeotrope. Thus pressure-insensitive binary
azeotropes can be separated using novel entrainers that form pressure-sensitive distillation boundaries. The
separations of ethanol from water and acetone from methanol were used to demonstrate the new pressure-
swing technique. These examples exhibit some interesting behavior such as (1) a region of multiplicity in the
number of trays required to achieve the same separation at fixed reflux ratio, (2) a maximum reflux ratio
above which no feasible column exists, (3) a separation where the unexpected component is the distillate
due to a reversal of the relative volatility as the pressure changes, and (4) a non-azeotropic separation that
becomes easier as the pressure is increased. An optimal-control algorithm was employed to determine
desirable campaigns, and to schedule pressure switch-over policies (Phimister and Seider, 2000).The
column achieves production rates near 89% of the maximum throughput of a single column in the continuous
process and shows superior performance when compared to reverse-batch operation. Based on the analysis
of batch stripping/batch rectifying distillation regions, assuming maximal separation, Modla et al.
(2010)studied the feasibility of the separation of ternary homoazeotropic mixtures with pressure swing batch
distillation (PSBD) in different column conf gurations: one column (batch stripper (BS) and rectif er (BR) and
double column conf gurations (double column batch stripper (DCBS) and rectif er (DCBR). The separation
steps were also determined for the corresponding column conf gurations.

29
2.4.2 Azeotropic distillation
Azeotropic distillation usually refers to the specific technique of adding a third component along with
the main feed. In some senses, adding an entrainer is similar to extractive distillation. Azeotropic processes
have been well studied and the feasibility assessment only relies upon residue curve map analysis whereas
for extractive distillation, the volatility order region must be known, as well. The separation of a minimum
boiling azeotrope AB with a light entrainer E forming no new azeotrope is considered. The ternary diagram
belongs to the 1.0-2 class (Figures2.8 and 2.15).Both A and B are stable node but they are located in
different batch distillation regions. Residue curves begin at the unstable entrainer vertex (E) and end at the
stable A or B. In batch both azeotropic components can be distillated if the boundary is curved enough
(Bernot et al., 1990, Doherty and Malone, 2001). In continuous only A or B is obtained from the column,
regarding continuous process, research has focused on advances in the methodologies for the synthesis,
design, analysis and control of separation sequences involving homogeneous and heterogeneous azeotropic
towers. Maps of residue curves and distillation lines were studied (Widagdo and Seider, 1996), as well as
geometric methods for the synthesis and design of separation sequences, trends in the steady-state and
dynamic analysis of homogeneous and heterogeneous towers, the nonlinear behavior of these towers, and
strategies for their control. Emphasis is placed on the methods of computing all of the azeotropes associated
with a multicomponent mixture, on the features that distinguish azeotropic distillations from their non
azeotropic counterparts, on the possible steady-state multiplicity, and on the existence of maximum and
minimum reflux ratio bounds. Important considerations in the selection of entrainers are examined (Foucher
et al., 1991b).For the synthesis of separation trains, when determining the feasible product compositions, the
graphical methods are clarified, especially the conditions under which distillation boundaries can be crossed
and bounding strategies under finite reflux ratio.
The azeotropic distillation column usually follows three rules:
1. The temperature decreases from bottom to top of the column.
2. The material balance must be satisfied and the rule indicates that the points of feed, distillate,
and boiler are aligned in the composition diagram. If there are multiple power supplies, the
global feed is calculated in advance by a lever arm rule.
3. Applying the principles of total reflux ratio feasibility, the compositions of the distillate and boiler
are located approximately on a residue curve.

30
Figure 2.15shows the separation of an azeotropic ternary system belongs to the class Serafimov 1.0-2.
Two distillation regions are separated by a separatrix connecting the saddle point azeotrope and unstable
node entrainer in Figure 2.15. The feeds F1 and F2enter in different locations, and the composition of the
global feed FG is aligned with that of the column bottom SL, and the distillate D. xD and xN are connected by a
composition profile which approximately follows the residue curve map. For indirect separation, the column
bottom SL is located near the stable node B (Figure 2.15a). For direct separation, the distillate D is located
near the unstable node E (Figure 2.15b).
(a)
A A
B C B C
(b)
Figure 2.15Indirect separation (a) and direct (b) azeotropic continuous distillation under finite for a 1.0-2
class mixture (from Gerbaud and Rodriguez-Donis, 2010).
2.4.3 Reactive distillation
Reactive distillation (RD) is a process where the chemical reactor is also the column. The entrainer
reacts preferentially and reversibly with one of the original mixture components. The reaction product is
distilled out from the non-reacting component and the reaction is reversed to recover the initial component.
This can result insignificant reductions in both energy and equipment in systems that have appropriate
chemistry and appropriate vapor–liquid phase equilibrium. This technique is attractive in those systems
where certain chemical and phase equilibrium conditions exist and it is especially useful for equilibrium-
limited reactions such as esterification and ester hydrolysis reactions. Conversion can be increased far
beyond what is expected by the equilibrium due to the continuous removal of reaction products from the
reactive zone. This helps to reduce capital and investment costs and may be important for sustainable
development since that shifts the chemical equilibrium to produce more product and thus a lower
consumption of resources(Luyben and Yu, 2009).
Although invented in 1921, the industrial application of reactive distillation did not take place before the
1980s.Being a relatively new field, research on various aspects such as modeling and simulation, process

31
synthesis, column hardware design, non-linear dynamics and control is in progress. The suitability of RD for
a particular reaction depends on various factors such as volatilities of reactants and products along with the
feasible reaction and distillation temperature. Hence, the use of RD for every reaction may not be feasible. A
commentary paper(Malone and Doherty, 2000) on RD exposes an effective way of decomposing the design
and development of reactive distillation involves four stages: (1) feasibility and alternatives, (2) conceptual
design and evaluation, (3) equipment selection and hardware design, and (4) operability and control.
2.4.4 Salt-effect distillation
The salt effect distillations a method of extractive distillation in which a salt is dissolved in the mixture
of liquids to be distilled. The salt dissociates in the mixture and alters the relative volatilities sufficiently so
that the separation becomes possible. Hence salt effect on vapor-liquid equilibrium relationships provides a
potential technique of extractive distillation for systems difficult or impossible to separate by normal
rectification in a related process. The salt is fed into the distillation column at a steady rate by adding it to the
reflux ratio stream at the top of the column. It dissolves in the liquid phase, and since it is non-volatile, flows
out with the heavier bottoms stream. The bottom is partially or completely evaporated to recover the salt for
reuse. An example is the dehydration of ethanol using potassium acetate solution (Furter, 1968). One
advantage of salt-effect distillation over other types of azeotropic distillation is the potential for reduced costs
associated with energy usage.
2.4.5 Extractive distillation
Extractive distillation is a powerful and widely used technique for separating azeotropic and low
relative volatility mixtures in pharmaceutical and chemical industries. Given an azeotropic mixture A-B (with
A having a lower boiling temperature than B), an entrainer E is added to interact selectively with the original
components and alter their relative volatility, thus enhancing the original separation. It differs from azeotropic
distillation by the fact that the third-body solvent E is fed continuously in another column position other than
mixture feed. For decades a single feasibility rule holds in industry for separating minimum boiling azeotrope:
extractive distillation is defined as involving a miscible, heavy component. The solvent forms no new
azeotrope and the original component with the greatest volatility separates out as the top product. The
bottom product consists of a mixture of the solvent and the other component fed to the recovering column.
An example is the dehydration of ethanol with ethylene glycol. The extractive process allows distilling ethanol,
a saddle of the 1.0-1a class diagram.

32
2.5 LITERATURE STUDIES ON EXTRACTIVE DISTILLATION
Extractive distillation has been studied for many decades with a rich literature, some main subjects
studied include:(1) column with all possible configurations (Davidyan et al., 1994, Phimister and Seider, 2000,
Stéger et al., 2005b, Hua et al., 2007) and a systematic study on column configurations of continuous
heterogeneous extractive distillation was published by Rodriguez-Donis et al. (2007a);(2) process operation
polices and strategy (Demicoli and Stichlmair, 2003, Safrit and Westerberg, 1997, Lelkes et al., 1998); (3)
process design, synthesis, optimization (Doherty and Caldarola,1985, Pham and Doherty, 1990a, Barreto et
al., 2011); (4) determining the separation sequencing (Bernot et al., 1991, Ulrich and Morari, 2003); (5)
entrainer design and selection (Wahnschafft and Westerberg, 1993a, Thomas and Karl Hans, 1994, Van Dyk
and Nieuwoudt, 2000); (6) feasibility studies (Knapp and Doherty, 1994, Rodriguez-Donis et al., 2009a,
Rodriguez-Donis et al., 2011).
2.5.1 Extractive Batch Column configurations
Several column configurations can be used for extractive distillation both in batch and continuous. In
batch mode, batch extractive distillation (BED) is a process where the mixture to be separated is charged
into the still whereas entrainer (E) is fed continuously. When the entrainer is added to the mixture to be
separated at the beginning of the process, it belongs to solvent-enhanced batch distillation (SBD).Both BED
and SBD processes can be performed either in rectifier, or in middle-vessel column, or in stripping column
(see Figure).
+FE
+FE
(a) SBD
(c) SBS
(b) BED-T
(d) BES-T

33
(e) BED-I
(f) BED-B
(h) BES-B (g) BES-I
Figure 2.16 Configurations of extractive batch distillation column in rectifier and stripper
According to the position of the entrainer feed, four configurations in a rectifier can be considered:
• A single rectifying section exists (Figure 2.16a, b).
o both the entrainer and feed are premixed to the boiler in batch mode (SBD configuration).
o the entrainer is fed to the boiler continuously (BED-B configuration).
• extractive and rectifying section exist (Figure 2.16e).
o the entrainer is fed to the intermediate section in continuous mode (configuration BED-I).
• a single extractive section exists (BED-T configuration) (Figure 2.16f).
o the e trainer is fed to the condenser in continuous mode (configuration BED-I).
Correspondingly, depending on the location of the feed configurations in a stripper (reverse extractive
column) can be considered (see Figure 2.16 c, d, g, h):
• A single stripping section (Figure 2.16c,d).
o both the entrainer and feed are premixed to the condenser (SBS configuration).
o both feed and entrainer are fed to the condenser, the entrainer is fed continuously (BES-B
configuration).
• extractive and rectifying section (Figure 2.16g).
o the entrainer is fed to the intermediate section in continuous mode (configuration BES-I).
• a single extractive section exists (Figure 2.16h).

34
o the feed is fed to the condenser and the entrainer is fed to the boiler in continuous mode
(configuration BES-B).
Steger et al. (2005) emphasize that the most commonly applied configuration is the rectifier as
controlling a batch rectifier is less complex than controlling a stripper.
2.5.2 Continuous Column configurations
A typical extractive distillation process is shown in Figure 2.17, which includes an extractive distillation
column where the solute, A, is obtained as the distillate and the mixture of raffinate, B, and solvent is exists
from the bottom. A solvent recovery column comes next where the purified raffinate, B is obtained as
distillate and the solvent is recovered from the bottom and recycled to the extractive distillation column is
also shown. The study on extractive distillation summarizes in following sections.
(a)
FE
F (A+B)
A(B)
Extractive section
Rectification section
Stripping section
V
LT
S+B (A)
B(A)
V
LT
(b)
FE
F (A+B)
A(B)
Extractive section
Rectification section
Stripping section
V
LT
S+B (A)
B(A) V
LT
Figure 2.17.Flowsheet of typical extractive distillation with (a) heavy entrainer and (b) light entrainer
Rodriguez-Donis et al (2007) investigated the feasibility of heterogeneous extractive distillation
process in a continuous column considering several feed point strategies for the entrainer recycle stream
and for the main azeotropic feed (Figure 2.18).

35
Figure 2.18 Configurations for the heterogeneous distillation column considering all possibilities for both the entrainer recycle and the main azeotropic feed. (From Rodriguez-Donis et al. 2007)
Depending on these choices, the heterogeneous distillation column is composed of one, two, or three
column sections. Unlike homogeneous extractive distillation, a ref ux policy composed by a single or both
decanted liquid phases is considered. They also looked at the impact of the external feeding inf uence on the
composition of the top column liquid stream, which knowledge was required to assess the feasibility. Figure
2.18 try to display superstructure for the extractive distillation column considering all possibilities for both the
entrainer recycle and the main azeotropic feed (Rodriguez-Donis et al., 2007).Taking into account the seven
conf gurations combining the entrainer recycle stream and the main azeotropic feed. The heteoazeotropic
distillation column is the aggregation of several parts among (i) a condenser and a decanter together, (ii) a
rectifying section from the top of the column down to the entrainer recycle feed, (iii) an extractive section
between the two feeds, and (iv) a stripping section from the main azeotropic feed to the bottom, including the
boiler. Choosing the main azeotropic feed location (intermediate or column top) and the entrainer recycle
strategy (mixed with the azeotropic feed or with the top liquid ref ux or sent to an intermediate column point
of the column or to the decanter) leads to any of the seven conf gurations.
2.5.3 Entrainer design
The effectiveness of an extractive distillation process relies on the choice of extractive agent. Although
many heuristic methods have been developed to assist in the choice of solvent, they are mostly qualitative. A
more effective method for selecting solvents is computer-aided molecular design (CAMD). In this method the
required properties of a solvent are specified, and its structure is then calculated through the use of group
contribution methods (Van Dyk and Nieuwoudt, 2000b). Entrainer design study has been rich in the literature.

36
A potential candidate entrainer is often related to three major properties: (1) pure solvent properties such as
boiling point, vapor pressure, molar volume, and critical properties (Marrero and Gani,2001 , Hein-
Hsiun,1994); (2)process properties such as relative volatility, solvent solubility power, phase stability criterion
performance index (Pretel et al., 1994), and (3) recent criteria related to sustainability: environment
properties such as LC50 (Song and Song, 2008), environmental waste, impact, health, and safety issues
(Weis and Visco, 2010). The entrainer is conventionally chosen in industrial practice as a heavy (high boiling)
component (Seader et al., 1998, Luyben and Chien, 2010, Lang et al., 1994, Rodriguez-Donis et al., 2009a).
However, there are some cases when its use is not recommended such as if a heat sensitive, high boiling
component mixture is to be separated. Different entrainers can cause different components to be recovered
overhead in extractive distillation, potential entrainers is critical since an economically optimal design made
with an average design using best entrainer can be much less costly. Besides, the entrainer must also be
easy to recover from the regeneration column. Inspired by Laroche et al., (1991), the work by Rodriguez-
Donis et al. (2009a, 2009b, 2010, 2012a, 2012b) showed that a feasible extractive process is achievable in
batch for heavy, light, or intermediate entrainer and even for entrainers that form new azeotropes. Extending
that insight to continuous is the main objective of our PhD Thesis.
2.5.4 Key operating parameters
Both minimum entrainer - feed flow rate ratio and minimum reflux ratios can be used as indicators of a
flowsheet’s energy requirements. Levy and Doherty (1986)used tangent pinch points to calculate minimum
reflux ratios for class 1.0-1a.Knapp and Doherty, (1994) determined for 1.0-1a class (min T azeotrope with a
heavy entrainer) the minimum entrainer - feed flows using a geometric method involving bifurcations of the
finite difference equations describing the middle section of the column. In addition to minimum reflux ratio,
there may be a maximum reflux ratio above which separation cannot be achieved. These bounds for the
reflux ratio depend on the entrainer feed flow rate ratio. The range of feasible choices for the reflux ratio
decreases with decreasing entrainer - feed flow rate ratio. Below a minimum entrainer - feed flow rate ratio
the extractive effect is no longer sufficient for separation and a feasible reflux ratio policy cannot be found.
2.6 METHODOLOGY FOR EXTRACTIVE DISTILLATION PROCESS FEASIBILITY IN RESEARCH
The design of all distillation processes is connected to thermodynamics, in particular to the boiling
point of each compound and azeotrope. For conventional or azeotropic distillation, residue curve maps

37
analysis allows assessing the feasibility under infinite reflux ratio conditions with the finding of the ultimate
products under direct or indirect split conditions (Doherty and Malone, 2001).
The initial feasibility study related to well-known design tools: residue curve maps analysis and liquid
phase diagrams, since they can represent good approximations to actual equilibrium behavior and can be
used to predict composition changes in separation processes under infinite reflux ratio conditions, residue
curve maps (RCMs), were first defined and used by Schreinemakers (1901). A past review article (Fien and
Liu, 1994) presented the use of ternary diagrams including RCMs for the feasibility analysis, flowsheet
development, and preliminary design of both homogeneous and heterogeneous azeotropic systems
separation processes. Residue curve maps of reactive and extractive distillation units are used by (Jiménez
et al., 2001) for a simultaneous analysis, this graphical techniques reveal the sensitivity of design options by
giving us a visual representation over the whole composition space and assist the engineer to detect
separation constraints. Pham and Doherty (1990b) conducted a residue curve map analysis for ternary
heterogeneous mixtures to aid in the sequencing of heterogeneous distillation columns. However, distillation
runs under finite reflux ratio (reboil ratio in reverse extractive distillation) conditions, finding which products
are achievable and the location of the suitable feed composition region is more complicated (Wahnschafft et
al., 1992, Fidkowski et al., 1993, Pöllmann and Blass, 1994) because the dependency of composition profile
on reflux ratio (reboil ratio) needs to be considered. That affects the range of composition available to each
section profiles, due to the occurrence of pinch points, which differ from the singular points of the residue
curve map (Levy et al., 1985, Doherty and Caldarola, 1985, Bausa et al., 1998, Urdaneta et al., 2002).
The design of extractive distillation columns is further complicated by the occurrence of a middle
extractive section, and the process often shows counterintuitive operational properties. The separation
maximum and efficiency are not necessarily improved by increasing the reflux ratio (Knapp and Doherty,
1994) and batch extractive distillation studies further demonstrated the importance of selecting a suitable
entrainer feed flow rate ratio (Lelkes et al., 1998a). As detailed later, those issues are related to the
knowledge of univolatility curve location and of volatility order region. It was needed in complement to RCM
analysis for studying the feasibility of extractive distillation processes.
2.6.1 Ternary systems studied in extractive distillation
Ternary systems are studied in this thesis on the basis of Serafimov’s classification that includes 26
classes of feasible topological structures of VLE diagrams for ternary mixtures (Serafimov, 1996). The

38
entrainer E is conventionally defined by its boiling temperature with respect to the binary mixture A-B to
separate: a heavy entrainer E has a boiling temperature higher than A and B, an intermediate entrainer E
has a boiling temperature between the A and B, a light entrainer E has a boiling temperature lower than A
and B. In industry, extractive distillation entrainer is usually chosen as a heavy (high boiling) component
(Seader, J. D., et al., 1998,Luyben and Chien, 2010,Lang et al., 1994,Rodriguez-Donis et al., 2009a).
Theoretically, any candidate entrainer satisfying the feasibility and optimal criteria enounced by Rodriguez-
Donis et al.(2009a) can be used no matter it is heavy, light, or intermediate entrainer. Literature studies on
intermediate entrainer or light entrainer validate this assumption (Lelkes et al., 2002, Hunek et al., 1989,
Laroche et al., 1992, Lang et al., 1999b, Varga et al., 2006, Rodriguez-Donis et al., 2011).Apart from
Laroche et al., 1990, 1992, continuous extractive distillation studies have always considered a heavy
entrainer to split a minimum boiling azeotrope which belongs to class 1.0-1a (Knapp and Doherty, 1994a,
Luyben, 2008a, 2008b, Brüggemann and Marquardt, 2004). Laroche et al., 1991 also considered light and
intermediate entrainers.
Steger et al., 2005compared several systems of batch extractive distillation in a rectifier. Varga (2006
PhD thesis) surveyed batch extractive distillation studies in a stripper. These works give a useful guide to the
separation of mixtures binary homogeneous azeotropic mixtures by batch extractive distillation. Table 2. and
Table 2.2 update the information on literature for each ternary system.

39
Table 2.1 The most important literature concerning extractive distillation separation of binary azeotropic and low relative volatility mixtures in a batch rectifier with light, intermediate or heavy entrainer.
Extractive distillation of ternary mixture systems
Entrainer type heavy intermediate light
Mixture type minimum maximum low alpha minimum maximum minimum maximum low alpha
Serafimov class 1.0-1a 1.0-2 0.0-1 1.0-1b 1.0-1b 1.0-2 1.0-1a 0.0-1
Volatility order Az>A>B>E A>B>Az>E A>B>E Az>A>E>B A>E>B>Az E>Az>A>B E>A>B>Az E>A>B
Related Literature
Yatim, 1993, Lang et al.,
2000a
Lang et al.,
1994
Rev et al., 2003 Bernot et
al., 1990
Hunek et al.,
1989
Varga et al.,
2006
Varga et al.,
2006
Lang et al., 1994,
Laroche et al.,
1992
Lang et al.,
2000b
Rodriguez-
Donis et al.
2009b
Varga, 2003 Lelkes et
al., 2002
Laroche et al.,
1992
Rodriguez-Donis
et al. 2012a
Rodriguez-Donis
et al. 2012a
Knapp and
Doherty, 1994a,
Rodriguez-Donis
et al. 2009a
Rodriguez-Donis
et al. 2012b
Rodriguez-
Donis et
al. 2012b
Lelkes, 1998
Lang et al., 1995,
Lelkes et al.,
1998b
Lelkes et al.,
1998a, 1998b,
Lang et al., 1999
Milani, 1999,
Varga et al.,
2006
Brüggemann and
Marquardt, 2004,
Rodriguez-Donis
et al. 2012a
Luyben,
2008a,2008b,
Rodriguez-Donis
et al. 2009a

40
Table 2.2 The study case related to extractive distillation separation of binary azeotropic and low relative volatility mixture in a batch rectifier with light, intermediate or heavy entrainer.
Extractive distillation of ternary mixture systems
Entrainer
type heavy intermediate light
Mixture type minimum maximum low alpha minimum maximum minimum maximum low alpha
Serafimov
class
1.0-1a 1.0-2 0.0-1 1.0-1b 1.0-1b 1.0-2 1.0-1a 0.0-1
Volatility
Order
Az>A>B>E A>B>Az>E A>B>E Az>A>E>B A>E>B>Az E>Az>A>B E>A>B>Az E>A>B
Case study [A ; B ; E]
acetone acetone ethyl acetate methyl acetate chloroform ethanol water chlorobenzene
methanol
water
chloroform
benzene
benzene
butanol
cyclohexane
carbon
tetrachloride
ethyl acetate
2-chlorobutane
water
methanol
ethylene diamine
methanol
ethylebenzene
4-methylheptane
acetone acetone heptane methanol ethanol chloroform
methanol
isopropanol
chloroform
toluene
toluene
phenol
Toluene
triethylamine
toluene
acetone
acetone
dichloromethane
acetone vinyl heptane methyl methyl isobutyl
methanol
ethanol
acetate
Butyl acetate
chloroform
toluene
chlorobenzene
ethyl
ketone(A)
enzene(B)
acetone(E)
ketone(A)
propanoic acid
dimethylformami
de
acetone ethyl acetate
methanol benzene
chlorobenzene hexanol

41
2.6.2 Batch extractive process operation policies and strategy
Process operation policies and strategy concern batch extractive distillation process. The batch
extractive distillation realization and the role played by the different steps in the process are analyzed and
are presented by Lelkes et al. (1998), on the basis of this analysis several operational policies. Usually,
batch extractive distillation (BED) proceeds in four operation steps: (1) infinite reflux ratio operation to reach
steady state inside the column, (2) infinite reflux ratio operation with continuous entrainer feeding, (3) finite
reflux ratio, leading to the distillation of one of the original component while feeding continuously the
entrainer, and (4) conventional distillation for the separation of the zeotropic binary mixture retained into the
still. The original R=const. policy is modified by shortening the second preparatory step of the BED (R=∞,
F>0). The possibilities of performing a constant distillate composition (xD, A=const.) policy are discussed. In
their article about improved operational policies for batch extractive distillation columns, Safrit and
Westerberg (1997) studied the sensitivities to various column operation parameters, in particular the
entrainer - feed flow rate ratio policy, bottoms flow rate ratio policy, and the switching time between
operational steps. They showed that these variables do have a large effect on the final solution and should
be solved as in an optimal process. While the optimal policies for the entrainer and bottoms flow rate ratio
were not obvious, the value of the switching time that maximized the final profit for the simulations run was
very near to the value of the time in which the accumulated profit was maximized in the main operational
step (distillate recovery step). The problem solution was very sensitive to assumed product value and
operational costs. They also found that the still path steering algorithm provides a good first approximation to
the bottoms flow rate ratio policy for certain types of objective functions. Demicoli and Stichlmair (2003),
presented an experimental investigation of the separation of a zeotropic ternary mixture via total reflux ratio
operation and of the separation of an azeotropic binary mixture via batch-wise extractive distillation. Lang et
al. (2006) proposed a new operational policy which was successfully applied in the industry, as well. They
started the continuous E feeding already during the heating-up of the column.
Step 1 feasibility obeys the residue curve map analysis results, because the residue curve then
describes the liquid composition in the column. Steps 2 and 3 are the extractive steps, and their feasibility is
determined by the existence of an extractive composition profile that links the rectifying profile to the
instantaneous still composition, following Lelkes’ model. Under feasible operating parameters, both profiles
intersect close to the extractive stable node (SNextr) that, under a sufficiently high entrainer/vapor flow rate
ratio and number of extractive trays, is commonly located near the binary side of the entrainer and the

42
original component, which is drawn as distillate product. The other azeotropic component remains in the still
with the entrainer at the end of step 3.This intersection-finding methodology has been used to study the
separation of minimum and maximum azeotropic mixtures and that of close-boiling mixtures by feeding a
heavy, light, and intermediate entrainer in extractive distillation (Rodriguez-Donis et al., 2009a, 2009b, 2010,
2012a, 2012b).
The necessary operating steps of the process and the limiting operating parameters in a batch rectifier
or a batch stripper with intermediate entrainer feeding are determined and compared in Table 2.3 and Table
2.4 for each case reported in Table 2.2. These results can be useful in other separation problems. The
limiting parameters include: the reflux ratio R, the entrainer - feed flow rate ratio F / V, the number of
theoretical stages in rectifying and extractive section.
.

43
Table 2.3. The operating steps and limiting parameters of extractive distillation in configuration BED-I separating binary azeotropic and low relative volatility mixture in a batch rectifier with light, intermediate or heavy entrainer (Varga, 2006).
Extractive distillation of ternary mixture systems
Entrainer type heavy intermediate light
Mixture minimum maximum low alpha minimum maximum minimum maximum low alpha
Serafimov class 1.0-1a 1.0-2 0.0-1 1.0-1b 1.0-1b 1.0-2 1.0-1a 0.0-1
Volatility Order Az>A>B>E A>B>Az>E A>B>E Az>A>E>B A>E>B>Az E>Az>A>B E>A>B>Az E>A>B
Analysis of Operating steps with configuration BED-I
Adding entrainer
in advance - - - - necessary necessary necessary necessary
Startup R=∞ ; F=0 R=∞ ; F=0 R=∞ ; F=0 R=∞ ; F=0 R=∞ ; F=0 R=∞ ; F=0 R=∞ ; F=0 R=∞ ; F=0
Purification R=∞ ; F>0 R=∞ ; F>0 R=∞ ; F>0 R=∞ ; F>0 - - - -
1st product R<∞ ; F>0 R<∞ ; F>0 R<∞ ; F>0 R<∞ ; F>0 R<∞ ; F>0 R<∞ ; F>0 R<∞ ; F>0 R<∞ ; F>0
{A} {A} {A} {A} {AE} {EA} {EA} {EA}
2nd product R<∞ ; F=0 R<∞ ; F=0 R<∞ ; F=0 R<∞ ; F=0 R<∞ ; F=0 R<∞ ; F=0 R<∞ ; F=0 R<∞ ; F=0
{B} {B} {B} {E} {E} {E} {E} {E}
3rd product remainder:
{E}
remainder:
{E}
remainder:
{E}
remainder:
{B}
remainder:
{B}
remainder:
{B}
remainder:
{B}
remainder:
{B}
Reloading
{AE} {EA} {EA} {EA}
4th product
R<∞ ; F=0 R<∞ ; F=0 R<∞ ; F=0 R<∞ ; F=0
{A} {E} {E} {E}
5th product
remainder:
{E}
remainder:
{A}
remainder:
{A}
remainder:
{A}
Limitation parameters
Reflux ratio min min min min min min ; max min ; max min
NRect ( rect. stage) min ; max min min min ; max min min ; max min ; max min ; max
NExtr (extr. stage) min min ; max min min - max max max
F/V (entrainer - feed flow rate
ratio) min max min min min max min -

44
Table 2.4.The operating stages and limiting parameters of azeotropic extractive distillation in configuration BES-I separating binary azeotropic and low relative volatility mixture in a batch rectifier with light, intermediate or heavy entrainer(Varga, 2006).
Extractive distillation of ternary mixture systems
Entrainer type: heavy intermediate light
Mixture: minimum maximum low alpha minimum maximum minimum maximum low alpha
Volatility Order Az>A>B>E A>B>Az>E A>B>E Az>A>E>B A>E>B>Az E>Az>A>B E>A>B>Az E>A>B
Analysis of Operating steps with configuration BES-I
Op
era
tin
g s
tep
s –
BE
S-I
1 / Startup s=∞ ; +F s=∞ ; +F s=∞ ; +F s=∞ ; +F s=∞ ; F=0 - s=∞ ; F=0 s=∞ ; +F
2 /purification - - - - s=∞ ; F>0 - s=∞ ; F>0 -
3 / production s<∞ ; F>0
{B/E}
s<∞ ; F>0
{B/E}
s<∞ ; F>0
{B/E}
s<∞ ; F>0
{B/E}
s<∞ ; F>0
{B} -
s<∞ ; F>0
{B}
s<∞ ; F>0
{B}
4 / cutting s<∞ ; F>0 s<∞ ; F>0 s<∞ ; F>0 s<∞ ; F=0 s<∞ ; F=0 - s<∞ ; F=0 s<∞ ; F=0
5 / production
s<∞ ; F=0
{E}
remainder: A
s<∞ ; F=0
{E}
remainder: A
s<∞ ; F=0
{E}
remainder: A
s<∞ ; F=0
{E}
remainder: A
s<∞ ; F=0
{E}
remainder: A
-
s<∞ ; F=0
{A}
remainder: E
s<∞ ; F=0
{A}
remainder: E
reloading {B/E} {B/E} {B/E} {B/E} - - - -
6 / production
s<∞ ; F=0
{E}
remainder: B
s<∞ ; F=0
{E}
remainder: B
s<∞ ; F=0
{E}
remainder: B
s<∞ ; F=0
{B}
remainder: E
- - - -

45
2.6.3 Thermodynamic insight on extractive distillation feasibility
Almost all the literature relied upon the feasibility rule that a heavy entrainer forming new azeotrope
was suitable to separate a minimum boiling azeotrope. The corresponding ternary diagram belongs to the
1.0-1a Serafimov’s class (occurrence 21.6%). As Laroche et al. (1991, 1992) showed for the 1.0-1a class,
knowledge of the residue curve map and of the location of the univolatility curve αAB=1 can help assess
which product is removed in the distillated when using a light, intermediate or heavy entrainer. With a heavy
entrainer, A (or B) can be distillated by using a direct sequence if the univolatility curve intersects the A-E
edge (the B-E edge). This helped to explain some counterintuitive observation that sometimes the
intermediate boiling compound B within the A-B-E mixture is removed in the distillate.
The important separation of a maximum boiling azeotrope with a heavy entrainer corresponds to the
1.0-2 class (occurrence 8.5%) was not studied in continuous operation but it was studied in batch by using
composition profiles (Lang et al., 2000a, 2000b).
Completion and extension of thermodynamic insight to other mixture classes was published by
Rodriguez-Donis et al (2009a, 2009b, 2010, 2012a, 2012b) who combined knowledge of the thermodynamic
properties of residue curve maps and of the univolatility and unidistribution curves location. They expressed
a general feasibility criterion for extractive distillation under infinite reflux ratio:
“Homogeneous extractive distillation of a A-B mixture with entrainer E feeding is feasible if there exists
a residue curve connecting E to A or B following a decreasing (a) or increasing (b) temperature direction
inside the region where A or B are the most volatile (a) or the heaviest (b) component of the mixture”.
The volatility order is set by the univolatility curves which knowledge is therefore critical. Using
illustrative examples covering all sub cases, but exclusively operated in batch extractive distillation,
Rodriguez-Donis and colleagues found that Serafimov’s classes covering up to 53% of azeotropic mixtures
were suited for extractive distillation : 0.0-1 (low relative volatility mixtures), 1.0-1a, 1.0-1b, 1.0-2 (azeotropic
mixtures with light, intermediate or heavy entrainers forming no new azeotrope), 2.0-1, 2.0-2a, 2.0-2b and
2.0-2c (azeotropic mixtures with an entrainer forming one new azeotrope). For all suitable classes, the
general criterion under infinite reflux ratio could explain the product to be recovered and the possible
existence of limiting values for the entrainer - feed flow rate ratio for batch operation: a minimum value for
the class 1.0-1a, a maximum value for the class 1.0-2, etc. The behavior at finite reflux ratio could be
deduced from the infinite reflux ratio behavior and properties of the residue curve maps, and some limits on

46
the reflux ratio were found. However precise finding of the limiting values of reflux ratio or of the entrainer -
feed flow rate ratio required other techniques, summarized now, more details will be given in Chapters3 and
4.
Batch distillation process studies have added new insights to both batch and continuous distillation
operation. The design of pressure swing batch distillation process has been recently revisited with precise
feasibility criteria based on thermodynamic properties of ternary diagrams (Wozny and Repke, 2007; Modla
and Lang, 2008, Modla et al., 2010, Modla, 2010, Modla, 2011). Batch azeotropic distillation exhaustive
feasibility rules for homogeneous (Rodriguez-Donis et al., 2001) and heterogeneous mixtures (Rodriguez-
Donis et al. 2001, 2002, Skouras et al., 2005, Lang and Modla, 2006) have increased the number of mixture
classes suited for azeotropic batch distillation, prompted the search of novel operation modes, like double
columns (Denes et al., 2009) and helped the selection of the proper load composition region in continuous
operation. Regarding extractive distillation, continuous mode studies have relied for decades upon a simple
feasibility rule (Laroche et al., 1991, Knapp and Doherty, 1990, 1994): for the separation of a minimum (resp.
maximum) boiling azeotropic mixture A-B, one should add a heavy (resp. light) entrainer E that forms no new
azeotrope. The corresponding ternary mixture A-B-E belongs to the 1.0-1a class (Kiva et al., 2003), which
occurrence amounts to 21.6% of all azeotropic ternary mixtures (Hilmen et al. 2000). In Chapters 3 and 4 we
study how batch insight can be used for assessing continuous extractive distillation feasibility for classes 1.0-
1a and 1.0-2 (min T and max T azeotropic mixtures with a heavy or light entrainer).
2.6.4 Topological features related to process operation
The general feasibility criterion enounced previously strictly holds for infinite reflux ratio operation,
corresponding to steps 1 and2 of the batch extractive distillation process. For finite reflux ratio(step 3), things
are more complicated and can only be exhaustively studied from the computation of extractive singular
points as was done for the minimum boiling azeotrope separation with a heavy entrainer (class 1.0-1a) via
batch homogeneous extractive rectification (the BED process)(Frits et al., 2006).Figure 2.19displaysthe
qualitative topological features of the class 1.0-1a diagram.

47
xP
R∝∝∝∝ R∝∝∝∝ B [Srcm]
Tmin azeoAB [UNrcm]
II
E (heavy) [SNrcm]
A [Srcm]
FE/V = 0
1.0-1a Residue curve map Extractive profile maps
FE/V →→→→ 0+
B [SB,ext]
E [UNext]
A [SA,ext]
Tmin azeoAB [SNext]
R∝∝∝∝ R∝∝∝∝ B
Tmin azeoAB
E A
FE/V < (FE/V)min,R∝∝∝∝ FE/V > (FE/V)min,R∝∝∝∝
B
E A
Tmin azeoAB
[UNext] [SNext]
[SB,ext]
[SA,ext]
ααααAB = 1
xP
[UNext]
[SN’ext]
[SB,ext]
Extractive profile
residue curve passing near A
(a) (b)
(c) (d)
xP
R finite R finite B
Tmin azeoAB
E A
FE/V →→→→ 0+ FE/V < (FE/V)min,R>0
B
E A
Tmin azeoAB
[UNext]
[SNext]
[SB,ext]
[SA,ext]
[UNext]
[SN’ext]
[SB,ext]
unfeasible region
residue curve passing near A
(e) (f)
Residue curve
Unstable extractive separatrix
Stable extractive separatrix
feasible region
+E
-D
[UN’ ext]
Figure 2.19 Topological features related to batch extractive distillation process operation of class 1.0-1a when using a heavy entrainer (Rodriguez-Donis et al., 2009a).
Feasible and unfeasible regions for the composition in the extractive section of the column are
deduced from the analysis of the extractive composition profile map, similarly to residue curve map (rcm)
analysis. Those regions are bounded by extractive stable and unstable separatrices crossing at saddle
extractive singular points (Knapp and Doherty, 1994a). For the class 1.0-1a, the pinch point of the extractive
composition profiles is a stable extractive node SNextr issued from the original minimum boiling azeotrope.
Saddle extractive points Si, extr are emerged from the rcm saddle points (A and B vertices). An extractive

48
unstable node UNextr is located at the entrainer vertex. We now discuss the conclusions of Frits et al., from
the perspective of a univolatility concept (Frits et al., 2006).
At infinite reflux ratio with no entrainer feeding (BED process step1), the rcm holds (Figure 2.19a). The
column has a single rectifying section, and the composition profile in a tray column follows strictly a residue
curve assuming constant molar overflow hypothesis and infinite number of trays. The rcm analysis states
that the minimum boiling azeotrope, being the unique rcm unstable node, is obtained at the top of the column.
At infinite reflux ratio, as soon as the entrainer entrainer - feed flow rate ratio is turned on (FE/V=0+)
(BED process step 2), two column sections occur: a rectifying one above the feed and an extractive one the
feed. The rectifying section composition profiles are residue curves, as shown in Figure 2.19a. Figure 2.19b
sketches the extractive composition profiles map. Extractive singular points have the opposite stability of the
rcm singular points by comparing Figure 2.19a and Figure 2.19b, as explained in the literature(Knapp and
Doherty, 1994b). Of utmost importance is the univolatility curve αAB=1 that starts at the azeotrope Tmin azeoAB
and intersects the A-E edge at xP. The general criterion that we have enounced previously holds for
component A, which is then the first product cut of the BED process, provided that adequate reflux ratio and
entrainer - feed flow rate ratio values are set. Note that since components A, B, and E are extractive singular
points, the A-E, B-E, and A-B edges are, respectively, unstable, unstable, and stable extractive separatrices.
At infinite reflux ratio while FE/V increases (Figure 2.19c), SNextr moves along αAB=1, SA,extr and SB,extr
moves along the binary edges (A-E and B-E, respectively), toward the vertex E. Extractive stable
separatrices that link SA,extr -SNextr- SB,extr move inside the composition triangle toward E with no effect on
feasibility.
Close to a limiting value FE/Vmin,R∝, SNextr and SA,extr merge and the extractive composition profiles are
attracted to a new extractive stable node SNextr’ located below the A-E edge. FE/Vmin,R∝is defined as the value
for which the process becomes feasible: Extractive composition profiles ending at SNextr’ cross a rectifying
profile that can reach the vicinity of the expected product (A) (Figure 2.19d).
At a finite reflux ratio with FE/V= 0+ (Figure 2.19e), SNextr no longer belongs to the univolatility curve
but starts closer to component B on the B-Tmin azeotrope AB segment and moves inside the triangle along
with the both saddles SA,extr and SB,extr. The stable extractive separatrices SA,extr-SNextr and SB,extr-SNextr are the
sequel of the A-B edge moving inside the triangle. UNextr also moves slightly inside and sets with SA,extr and
SB,extr, two extractive unstable separatrices with significant curvature. Those separatrices end outside the

49
triangle toward unstable nodes UNextr’ and UNextr’. They are the sequel of the A-E and B-E edges, extractive
unstable separatrices at infinite R, moving inside the triangle at finite reflux ratio (Figure 2.19e).
As FE/V increases at finite R, the extractive unstable separatrix UNextr-SA,extr-UNextr’ near the A-E edge
quickly disappears(Figure 2.19e). In the meantime (Figure 2.19f), SB,extr moves toward the vertex E inside the
triangle. Consequently, the extractive unstable separatrix UNextr-SB,extr-UNextr’ remains. Besides, the
extractive stable separatrix also remains, joining SB,extr to SNextr’ and SNextr’ located outside the ternary
composition space through the B-E edge. At finite reflux ratio, there exists FE/Vmin,R>0> FE/Vmin,R∝ above
which SNextr and SA,extr have merged and the extractive composition profiles are attracted to a new extractive
stable node SNextr ’ located below the A-E edge(Figure 2.19f). This allows one to connect the still
composition via a composite extractive and rectifying profile to the vicinity of A, and the process becomes
feasible again. However, the extractive unstable separatrix UNextr-SB,extr-UNextr’ remains and now sets
unfeasible composition regions located above it (Figure 2.19f) that prevent the total recovery of component A
from the column. Notice also that there exists a minimum reflux ratio Rmin at a given FE/V, for which the still
composition path lies entirely inside the unfeasible regions. This condition is accomplished when the
unstable separatrix UNextr-SB,extr-UNextr’ is tangent to the still path.
Hence finite reflux ratio operation is feasible if FE/V > FE/Vmin,R>0and R>Rmin. Now, as component E is
fed to the column, the composition profile moves toward component E and away from the distillate that is
close to component A (Figure 2.19f).Besides, the size of the unfeasible region increases as R decreases.
Therefore, recommended operation is to start at low reflux ratio and increase the reflux ratio, preventing the
column composition (or still path) from crossing the unstable separatrix UNextr-SB,extr-UNextr’ and lie inside the
unfeasible region.
Differential profiles do not hint at the number of theoretical trays in each column section. In practice, if
the number of theoretical trays in each column section is large enough, composition profiles reach close
enough to their nodes. So, there exist a minimum number of theoretical trays in both sections and also a
maximum in the rectifying section. Indeed, the residue curve starts at the Tmin azeoAB and too many rectifying
trays would force the rectifying profile to approach to component A (the expected product) but, then turn
away from component A toward the Tmin azeoAB.
In summary, we state that a priori knowledge of the residue curve shape and the location of the
univolatility curve αAB=1intersection with a diagram edge allows one to predict the distillate product obtained

50
by extractive distillation as a first cut. Second, the existence of an unstable separatrix (coming from an
extractive saddle opposite to the distillate) must be tracked down, because it sets an unfeasible composition
region that prevents total product recovery under finite reflux ratio operation.
In contrast to class 1.0-1a, applied to for the ternary diagram 1.0-2 that concerns the separation of
maximum boiling azeotropes using heavy entrainers at infinite reflux ratio with no entrainer feeding (BED
process step1), process operation insights on class 1.0-2 extractive distillation are evident if we recall the
key features of class 1.0-1a (Figure 2.19), namely, under infinite R and FE/V=0+, rcm stability of the singular
points is reversed for the extractive profile map. Figure 2.20 shows the similar feature for residue curve map
(Figure 2.20a) and extractive map (Figure 2.20b). The column has a single rectifying section, the
composition profile in a tray column follows strictly a residue curve assuming constant molar overflow
hypothesis and infinite number of trays. The rcm analysis states that both original components A and B are
unstable nodes; the entrainer (E) is the stable node, while the maximum boiling azeotrope Tmax azeotrope AB
is a saddle point. The rcm stable separatrix, which is also called the basic distillation region boundary, links
the azeotrope to E. Separation of components A and B is theoretically impossible by conventional azeotropic
distillation adding E initially into the still, because components A and B are located in different distillation
regions, separated by the rcm stable separatrix.
Under infinite R and FE/V ~ 0+ (see Figure 2.20b), the maximum boiling azeotrope azeoAB is a saddle
Sextr and A and B are stable extractive nodes (SNA,extr and SNB,extr, respectively), whereas E is an unstable
extractive node (UNextr). There will always be an unstable extractive separatrix between UNextr (vertex E) and
Sextr (Tmax azeotrope AB).
All the general features of the topology of the extractive composition profile map and its difference
relative to class 1.0-1a are now discussed as follow, depending on the intersection of the αAB=1 curve with
the triangle edges.
Figure 2.20c shows the extractive composition profile maps for a higher value of FE/V but lower than
(FE/V)max while R is infinite. Sextr moves inside the ternary composition space, precisely along the univolatility
line αAB=1. Furthermore, the stable extractive nodes SNA,extr and SNB,extr move toward E over the binary
edges A-E and B-E, respectively. Therefore, a stable extractive separatrix SNB,extr-Sextr-SNA,extr and an
unstable extractive separatrix UNextr-Sextr-UNextr’, similar to those shown in Figure 2.19e,f exist, even for

51
infinite reflux ratio. Logically, under finite reflux ratio, the unstable extractive separatrix UNextr-Sextr-UN’ will
move toward the selected distillate product (A or B), reducing the size of their respective feasible regions.
Further increases in FE/V allow the fusion of Sextr and SNA, extr. All extractive composition profiles then
reach the unstable node SNB,extr (Figure 2.20d). This shows the significance of the univolatility line in the
synthesis of the homogeneous extractive distillation process, because it sets limiting values of (FE/V)max.
Here, the αAB=1 line sets a maximum value (FE/V)max,B,R∝ to recover component A.
Under finite reflux ratio, extractive profiles are dependent on the distillate composition. Therefore,
rectifying and extractive composition profile maps must be computed for both possible distillates xDA and xDB
for different FE/V and R conditions (Figure 2.20e-g for product A and Figure 2.20f-h for product B).
For Figure 2.20e, g, the ternary saddle Sextr moves toward vertex B inside the composition triangle and
the stable node SNB, extr are located outside the composition triangle. That reflux ratio allows one to set the
extractive separatrix on the left of the rectifying separatrix, an optimal reflux ratio exists for a given FE/V. The
occurrence of an unstable extractive separatrix prevents complete recovery of the distillate, because an
unfeasible region of growing size arises as R decreases. On contrast, for Figure 2.20f-h, the ternary saddle
Sextr moves toward vertex B inside the composition triangle and the stable node SNA,extr is located outside the
composition triangle. Figure 2.20 displays the qualitative topological features of the class 1.0-2 diagram.

52
xP
R∝∝∝∝ R∝∝∝∝ B [UNrcm]
Tmax azeoAB [Srcm]
I
E (heavy) [SNrcm]
A [UNrcm]
FE/V = 0
1.0-2 Residue curve map Extractive profile maps
FE/V →→→→ 0+
B [SNext,B]
E [UNext]
A [SNext,A]
Tmax azeoAB [Sext]
R∝∝∝∝ R∝∝∝∝ B
Tmax azeoAB
E A
FE/V < (FE/V)max,R∝∝∝∝ FE/V > (FE/V)max,R∝∝∝∝
B
E A
Tmax azeoAB
[UNext] [Sext]
[SNext,B]
[SNext,A]
ααααAB = 1
xP
[UNext]
[Sext]
[SNext,B]
Extractive profile
residue curve passing near A
(a) (b)
(c) (d)
xP
R finite B
Tmax azeoAB
E A
FE/V →→→→ 0+
[UNext]
[Sext]
[SNA,ext]
(e)
Residue curve
Unstable extractive separatrix
Stable extractive separatrix
I
Distillation Boundary
xP
R finite B
Tmax azeoAB
E A
FE/V →→→→ 0+
[UNext]
[Sext]
[SNB,ext]
(f)
xP
R finite B
Tmax azeoAB
E A
[UNext]
[Sext]
[SNB,ext]
(h)
FE/V < (FE/V)max
xP
R finite B
Tmax azeoAB
E A
[UNext]
[Sext]
[SNA,ext]
(g)
FE/V < (FE/V)max
Product A
Product A Product B
Product B
Figure 2.20 Topological features related to the extractive distillation process operation of class 1.0-2 when using a heavy entrainer.

53
2.6.5 Extractive process feasibility assessed from intersection of composition profiles and
differential equation
The feasibility always relies upon intersection for composition profiles in the various column sections
(rectifying, extractive, stripping), joining the top and bottom composition, whatever the operation parameter
values (reflux ratio, flow-rates...)(Frits et al., 2006).The process is feasible if the specified product
compositions at the top (xD) and the bottom (xW) of the column can be connected by a single or by a
composite composition profile.
A single composition profile belongs to one column section and a composite composition profile is
composed by two or three column section composition profiles connected at some punctual composition.
The number of section depends on the column configuration. The column section profiles are described by
the general finite differential model (Van Dongen and Doherty, 1985), and extended by Lelkes et al. (1998)
for the BED:
[ ] *)( ii yxy
L
V
dh
dx−⋅±= (2.23)
where V and L are the vapor and liquid flow-rates within the column, the vapor composition y* in
equilibrium with x is computed by the liquid-vapor equilibrium relation and the actual vapor composition y is
computed from the mass balance in each column section, depending on choice of the column
configuration(Rodriguez-Donis et al., 2007b). The V/L and y equation for each section will be detailed in
Chapters3 and 4.
The differential equation is a continuous model derived via a truncated series expansion of a staged
model. As differential model, it is well suited for the study of singularities (stable or unstable node, saddle)
and eventual boundaries of the liquid composition profile maps that may affect feasibility under various
operating conditions, feasibility and limiting parameter values like minimum reflux ratio(reboil ratio).To assess
intersection of composition profiles are easier with continuous composition profiles from the differential
model than with discrete composition profiles from distillation line calculations as investigated in earlier
works(Pham et al., 1989).The differential model is, however, neither related to theoretical or real stages, nor
it is based on mass transfer equations. It cannot be used to evaluate a finite number of stages within some
column section like with the distillation line calculations under higher than minimum reflux ratio conditions.
Finally, it contains the same driving force y-y* as occurs in the well-known NTU-HTU mass transfer model.

54
This differential equation is an initial value problem that should be solved by starting the computation.
The double sign ± shown in equation (2.23) is to be actualized according to the direction (top down or bottom
up) considering that column height h is equal to zero at the top. Therefore, equation (2.23) must be used in
computing the liquid composition profile of a rectifying, extractive and stripping column section with an
adequate definition of the initial point for x, and the direction of the solution and the mass balance equation
for y. The driving force applied in equation (2.23) is to be understood at a given column height h. This is valid
even at thievery top of the column. The composition of the vapor emerging from the column top, and the
imagined vapor composition that would be in equilibrium y* with the countercurrent liquid x0 are in the same
relation. Therefore, the composition of this countercurrent liquid x0 is a good candidate tube an initial point for
the higher (rectifying or extracting) column section and the equation is solved top down. Otherwise, if the
bottom composition xW is known then it can be directly applied as the initial value, and equation (2.23) is
solved bottom up in the lowest (stripping) column section keeping negative sign.
Thus, computation of the top (rectifying or extractive) column section composition profile should be
started from the composition of the liquid flowing on the top of the column if there are at least two column
sections. This is called ‘the top liquid composition’, and denoted by x0. The x0 is identical to the composition
of the reflux ratio stream xR if there is not external feed mixed with the liquid reflux ratio. This xR, in turn, is
identical to the distillate composition xD if there is no decanter (homogeneous extractive case). If there is a
liquid phase distribution then, the composition of the reflux ratio stream xR is determined by the compositions
xD and the distributed liquid phases, and the reflux ratio R, together. Besides, if there is some external liquid
feed sent tithe top of the column then it should be accounted as a feed mixed to the reflux ratio stream. The
top liquid composition x0 is then determined by the mass balance of mixing the external feed stream to the
reflux ratio stream, the reader can find more details in the work on heterogeneous extractive continuous
distillation by Rodriguez-Donis et al., (2007b).Finally, if there are three sections in the column then the
rectifying and stripping composition profiles begin at xR and xW, respectively, whereas for exploring the range
of potentially valid extractive composition profiles (the intermediate column section) a series of composition
profiles should be computed started from several points in the composition triangle.
2.6.6 Extractive process feasibility from pinch points analysis
The identification of possible cut under key parameters reflux ratio, reboil ratio and entrainer - feed
flow rate ratio has been the main challenge for an efficient separation of azeotropic mixtures. Several

55
achievements have been realized by the use of an algebraic criterion (Levy et al. 1986) or of mathematical
approaches either by using bifurcation theory (Knapp and Doherty, 2004); by interval arithmetic (Frits et al.
2006) or by a combined bifurcation-short cut rectification body method (Brüggemann and Marquardt, 2008).
Extending its method for single feed azeotropic distillations (Levy et al. 1985), Levy et al. (1986)
proposed an algebraic trial-and-error tangent pinch points procedure for determining the minimum reflux ratio
without the necessity of lengthy iteration schemes involving column profile calculations. The method
consisted in finding the value of reflux ratio which makes the feed pinch point, the saddle pinch point, and the
controlling feed composition collinear but was restricted to ternary mixtures.
After studying the sequence extractive column and entrainer regeneration column for the separation of
the acetone – methanol azeotrope with water (Knapp and Doherty, 1990), Knapp and Doherty (1994) used
bifurcation theory to analyze the 1.0-1a class behavior and related the feasibility to the appearance of
saddle-node bifurcation points and branching points. Feasible processes required that a ternary saddle
originating from a pure component exists whereas the appearance of a ternary unstable node on the pinch
branch originating at the azeotrope led to an unfeasible separation. They also proposed some heuristics to
set the operational values of R and FE, once their minimal value was known. They also published more
general diagrams, issued from bifurcation theory, without providing illustrative example for each.
Frits et al. (2006) used an interval arithmetic-based branch-and-bound optimizer to find limiting flows
based on the existence and location of singular points and separatrices in profile maps and applied it to the
same 1.0-1a mixture as Knapp and Doherty (acetone-methanol-water), but for batch extractive distillation.
Agreeing with the findings of Knapp and Doherty (1994), they found a feasible process under infinite reflux
ratio above a minimal entrainer - feed flow rate ratio which corresponded to the merging of a stable pinch
point originating from the azeotrope with a saddle point originating from a pure component. Finite reflux ratio
analysis showed that the pinch points moved inside the composition triangle and brought unfeasible regions
which are described later.
Brüggemann and Marquardt (2008) exploited a fully-automated shortcut design procedure to
determine the limit values. The method is based on the approximation of all column profiles by so-called
rectification body method (RBM) which is constructed from nonlinear analysis of the pinches of each section
(Bausa et al., 1998). Like Knapp and Doherty (1994) they also set some operational constraint to determine
the quasi-optimal values once the minimal values of R and FE are known. All was incorporated into a general

56
algorithm for the determination of the optimal values of the entrainer - feed flow rate ratio and the reflux ratio.
Several ternary mixtures were used for illustration, all of them belonging to the 1.0-1a class, but a quaternary
mixture with two azeotropes and an entrainer forming no new azeotrope was shown. Kossack et al. (2008)
then used the RBM method as a second screening criterion for evaluating the extractive distillation entrainer
candidates. Fast and efficient, the method bears some critics when the profiles are highly curves because
each rectification body has straight boundaries (Lucia et al., 2008).
Finally, one should notice the recent publication of a unique non iterative method for finding the
possible splits at finite reflux ratio of azeotropic distillation based on the identification of the common terminal
points of pinch branches in each column section (Petlyuck et al., 2011, 2012). Its extension to extractive
distillation is in preparation.
Although these methods are invaluable to get the accurate limiting values, they have mostly been
illustrated for mixtures belonging to the 1.0-1a class, namely the separation of minimum (resp. maximum)
boiling azeotrope with heavy (light) entrainers. None of them considering the relationship between reboil ratio
and entrainer - feed flow rate ratio when recover product in bottom, which will summarize in following parts.
2.6.7 Feasibility validation by rigorous simulation assessment
Rigorous simulation validation is carried out with ProSim Plus® and Aspen Plus® for continuous
column based on the MESH equilibrium distillation column model, The MESH equilibrium distillation model
involves contacting of vapor and liquid in one or more equilibrium stages, in this process one or more feed
stream enter a stage and one or more stream leave the stage, energy may be added or withdrawn from the
stage, importantly the thermodynamic equilibrium is required to exist on this stage, which assumes the
streams leaving any stage are in equilibrium with each other, The M equations are the material balance
equations, E stands for equilibrium equations, S stands for mole fraction summation equations, and H refers
to the heat or enthalpy balance equations.
Fn zi,n
V ’n yi,n
L’ n xi,n
(a)
Vn-1 yi,n-1 Ln xi,n
Vn yi,n Ln+1 xi,n+1
Stage n
Fn Hf,,n V ’n H
vn
L’ n hln
(b)
Vn-1 Hvn-1 Ln h
ln
Vn Hv,n Ln+1 h
ln+1
Stage n Qn
Figure 2.21 The equilibrium stage: (a) component mass flows and (b) stream energy flows
The mass balance across the stage is:

57
)xL(L)yV(VyVxLz F i,n'nni,n
'nni.n-1n-11i,n1ni,nn +++=++ ++ 1,2......ni = (2.24)
There must be equilibrium on the stage:
xKy i,ni,ni,n = 1,2......ni = (2.25)
Where Ki, n is the vapor-liquid equilibrium for component i, in general,
) , x f(T,P,xK jii ⋅⋅⋅⋅= 1,2......nji, = (2.26)
Also, the summation of mole fractions must equal unity:
∑ =i
ni, 1x ∑ =i
ni,y 1 (2.27)
Finally, an enthalpy balance must prevail on the stage:
)hL(L)HV(VHVhLHFQ nl'
nnnv'
nnn-1v
n-11nl
1nf,nv
nn +++=+++ ++ (2.28)
Where
enthalpy vapor ) , y f(T,P,yH jiv =⋅⋅⋅⋅= 1,2......nji, = (2.29)
enthalpy liquid =⋅⋅⋅⋅= ) , x f(T,P,xh jil 1,2......nji, = (2.30)
The simulation aims at adjusting the operating parameters by taking into account the overall
optimization of other process parameter (number of theoretical stages, position of the feed and solvent and
so on). Given the pressure and the column configuration, the degree of freedom of the MESH model is equal
to 2, and the partial flow rate ratio of the desired component (at the top or at the bottom) is fixed. Then, the
heat duties are deduced from the model resolution. The purity achieved is used to see the feasibility under
the given condition of reflux ratio and entrainer - feed flow rate ratio. To easy the simulation convergence,
achievable product compositions deduced from the simplified feasibility analysis based on composition
profile are set in our calculation are used as initialization points.
2.7 RESEARCH OBJECTIVES
The operational stability of separation processes is a crucial factor to the economic success of such
processes. This is especially true for extractive distillation columns that often show counterintuitive
operational properties. Due to the extractive effect and the existence of a maximum reflux ratio the

58
separation is not necessarily improved by increasing the reflux ratio which is a common property of
conventional distillation. Furthermore the range of feasible reflux ratios may be small. In this case explain
control mechanisms are required. Therefore it is sometimes useful to sacrifice cost-optimality of a steady-
state design in favor of better operational stability (Brüggemann and Marquardt, 2002).Thus, exploring a
feasible region based on two key parameters: reflux ratio and entrainer - feed flow rate ratio, is an important
issue when a chemical process is designed. Feasibility studies also contribute to the better understanding of
complex unit operations such as extractive distillation. Both minimum solvent flow rate ratio and minimum
reflux ratios can be used as indicators of a flowsheet’s energy requirements. The limitations of entrainer -
feed flows and operating reflux ratios give essential guidance for design and operation of extractive
distillations.
Chapter 2 presented a survey of works on extractive distillation. Although the literature is extremely
large regarding applications of extractive distillation, by using a heavy entrainer to separate a minimum
boiling azeotrope, the number of works truly addressing issues like feasibility, design are rare, even more in
continuous mode than in batch as only a few authors, Laroche in 1991 and 1992, Knapp in 1994,
Brüggemann in 2004, Luyben in 2008 and co-workers, have truly contributed to better understand the
continuous extractive distillation process. In batch extractive distillation, systematic studies starting in 1993
by Yatim et al. (1993) and continued blokes et al. (1998), and then followed by Rodriguez-Donis and co-
workers, have surveyed all possible separation by batch extractive distillation. A transposition to continuous
operation has not been done so far. Other issues have also been discussed, like the column configurations
coming from the different entrainer feed location.
We select the feasibility method based on the thermodynamic insight gathered on batch distillation
studied by Rodriguez-Donis et al (2009a, 2009b, 2010, 2012a, 2012b). Those authors combined knowledge
of the thermodynamic properties of residue curve maps and of the univolatility and unidistribution curves
location. They expressed a general feasibility criterion for extractive distillation under infinite reflux ratio
(reboil ratio). Nevertheless, it was never systematically checked for continuous operation, which is our main
focus. Based on thermodynamic criteria and topological features of ternary diagram should indeed be valid
concepts for continuous distillation as well. Then, with the help of these theories and systematic calculations
of rectifying, extractive, stripping section composition profiles, feasibility ranges for the two key parameters,
entrainer - feed flow rate ratio and reflux ratio, can be determined and later validated by rigorous simulation.

59
We apply that methodology and we focus in chapter 3on the separation of minimum and maximum
azeotropic mixtures with a heavy entrainer, which refers to the 1.0-1a (occurrence 21.6%) and 1.0-2
(occurrence 8.5%) classes respectively. The 1.0-1a case has been the most studied in the literature but not
with the thermodynamic insights of the general feasibility criterion for extractive distillation which covers all
cases of product. Detailed study about the 1.0-2 case continuous extractive distillation has not been reported
in the literature.
The case with a light entraineris then presented in Chapter4has been studied in batch recently by
Rodriguez-Donis et al., (2012a)but no systematic study of continuous extractive distillation process has been
done so far.
Table 2.5displays the systems for all the possible separating cut of class1.0-1a and 1.0-2.
Table 2.5Summary of systems studied.
Study cases Minimum boiling azeotrope Maximum boiling azeotrope
Product A Product B Product A Product B
Heavy entrainer
univolatility line αAB
reach AE edge
1.0-1a case a A (acetone) – B
(heptane) + E(toluene)
1.0-2case (a)
A (chloroform) – B (vinyl acetate) + E (butyl acetate)
univolatility line αAB
reach BE edge
1.0-1a case b A (acetone) - B (methanol) + E
(chlorobenzene)
1.0-2case (b)
A (acetone) - B (chloroform) + E (benzene)
Light entrainer
univolatility line αAB
reach AE edge
1.0-1a case a A(propanoic acid) – B(DMF) + E(MIBK)
1.0-2case (a)
A(ethanol) – B(water) + E(methanol)
univolatility line αAB
reach BE edge
1.0-1a case b
A(water) – B(EDA) + E(acetone)
1.0-2 case (b)
A(MEK) – B(benzene) + E(acetone)


3. Extension of Thermodynamic Insights on Batch Extractive
Distillation to Continuous Operation. Azeotropic Mixtures with a
Heavy Entrainer
CH
AP
TER
3

62
3.1 INTRODUCTION
In this chapter we study the batch and continuous extractive distillation of minimum and maximum
boiling azeotropic mixtures with a heavy entrainer. Until the work of Rodriguez-Donis et al. (2009b), almost
all the literature relied upon the feasibility rule that a heavy entrainer forming new azeotrope was suitable to
separate a minimum boiling and a maximum azeotrope. The corresponding ternary diagram belongs to the
1.0-1a and 1.0-2Serafimov’s class ternary diagrams, each with two sub-cases depending on the univolatility
line location. Knowledge of the residue curve map and of the location of the univolatility curve αAB=1 can help
assess which product is removed in the distillate. The feasible product and operating parameters reflux ratio
(R) and entrainer - feed flow rate ratio (FE/F, FE/V) ranges are assessed under infinite reflux ratio conditions
by using the general feasibility criterion enounced by Rodriguez-Donis et al. (2009).
From basic mass balance analysis, feasibility of an extractive distillation under finite reflux ratio
conditions requires that the top and bottom product compositions are connected each other through the
liquid composition profiles xi in each section. Once a target product composition is set, the process feasibility
depends on parameters like the feed heat condition (q), the feed stage location, the total number of stages,
the column holdup, the vapor flow rate ratio, the condenser cooling duty, the boiler heat duty but the two
most important and that we consider, remain the reflux ratio (reboil ratio) and the entrainer - feed flow rate
ratio. The main content of the chapter is constituted by the following parts: the column configuration, section
profiles and methodology utilized, thermodynamic feasibility criterion, calculation of reflux ratio vs. entrainer -
feed flow rate ratio diagrams, result discussion and conclusion.
3.2 COLUMN CONFIGURATION AND OPERATION
Extractive distillation can be operated either in batch mode or in continuous mode. Because we
consider a heavy entrainer (boiling temperature above that of both A and B), the entrainer stream is fed
above the main feed in continuous configuration (Figure 3.1a) or above the boiler in batch (Figure 3.1b).

63
(a (b
FE, xE
F, xF
W,xW
D,xD
Extractive section
Rectification section
Stripping section V
V
LT LT
F,xF
FE,xE
D,xD
Extractive section
Rectification section
Figure 3.1 Configurations of extractive distillation column: (a) continuous (b) batch.
We consider the classical configuration displayed in Figure 3.1a, with the entrainer fed above the main
feed, giving rise to three sections, rectifying, extractive and stripping ones.
Extractive batch distillation is a semi-batch process, as the main feed F is loaded initially into the boiler,
whereas the entrainer is fed continuously. In the case of a heavy entrainer, the batch column is a rectifier,
with an extractive and a rectifying section (Figure 3.1b) and the product is removed as distillate from the top.
3.3 FEASIBILITY STUDY METHODOLOGY
Our methodology aims at extending thermodynamic insight for batch extractive distillation to
continuous distillation. The main difference lies in the existence of a stripping section for the continuous
column configuration, compared to the batch column configuration (Figure 3.1). The key parameters remain
the reflux ratio R and the solvent to feed flow-rate ratio FE/F for continuous operation mode or FE/V, where V
is the vapor flow-rate going up from the boiler, for the batch process.
3.3.1 Thermodynamic feasibility criterion for 1.0-1a and 1.0-2 ternary diagram classes.
The thermodynamic insights published by Rodriguez-Donis et al. (2009a) and validated for batch
extractive distillation are used for the 1.0-1a and 1.0-2 ternary mixture class studied here. Based on the
verification of the general feasibility criterion, they provide the expected product, the possible occurrence of
limiting values for the reflux ratio and the entrainer - feed flow rate ratio FE/V.
Figure 3.2displays the essential features of the 1.0-1a class, corresponding to the separation by
extractive distillation of a minimum boiling azeotropic mixture A-B with a heavy entrainer E, the underlined
letter indicates the possible distillate (e.g.A in ABE):

64
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0
[SNextr,B] range
B [Srcm ]
E [SNrcm ] A [S rcm ]
B [Srcm ] (a)
αAB = 1
XYZ Volatility order (X possible distillate)
ABE
BAE
residue curves
[SNextr,A] range
Xp E [SNrcm ] A [S rcm ]
(b)
ABE
BAE
αAB = 1 Tmin azeoAB
[UNrcm ] Xp
XDB
XDA
Tmin azeoAB
[UNrcm ]
Distillate at R∞∞∞∞ in ABE: xDA if FE/V > FE/Vmin
Distillate at R∞∞∞∞ in BAE: xDB if FE/V > FE/Vmin
Figure 3.2 Thermodynamic features of 1.0-1a mixtures with respect to batch extractive distillation. Separation of a minimum boiling azeotrope with a heavy entrainer.
With a heavy entrainer, the light original component A and the heavy original component B are both
residue curve map (rcm) saddles and they form a minimum boiling azeotrope Tmin azeoAB, which is an
unstable node. The heavy entrainer E is a stable node. The univolatility curve αAB =1changes the volatility
order of its concerned compounds, and volatility orders are ABE or BAE depending on the side (Kiva et al.,
2003). Two sub cases arise. In Figure 3.2a, the αAB =1 curve intersects the binary side A-E at the point xP. A
is the expected product in the distillate because it satisfies the general feasibility criterion under infinite reflux
ratio for batch distillation (Rodriguez-Donis et al, 2009a): it is the most volatile in the region ABE where it is
connected to E by a residue curve of decreasing temperature from E to A. In Figure 3.2b, the αAB =1 curve
intersects the binary side B-E and now B is the expected product.
As detailed in chapter 2, analysis of the composition profile maps and pinch points under infinite reflux
ratio have shown that the extractive distillation process is feasible only if the entrainer - feed flow rate ratio
FE/V is greater than a minimal value (FE/V)min. FE/V is the governing parameter of the extractive composition
profile Equation 3.8 that holds for batch distillation. Below (FE/V)min, the terminal point of the extractive
section profiles, extractive SNextr,A, lies on the univolatility curve. Above (FE/V)min, SNextr leaves the
univolatility curve to lie near the [xP; E] segment (Knapp and Doherty, 1994, Frits et al., 2006, Rodriguez-
Donis et al., 2009a). Then the extractive profile can cross a rectifying profile, which is approximated by a
residue curve under infinite reflux ratio and which reaches the vicinity of the product, e.g. A. We use
illustrative examples: separation of the minimum boiling azeotropes acetone A (56.3°C) – heptane B (98 .4°C)
(xazeo,A=0.93 at 55.8°C) with toluene E (110.6°C), so that αAB =1 curve intersects the binary side A-E (Figure
3.2b); and acetone A (56.3°C) – methanol B (64.1°C) (xazeo,A=0.78 at 55.4°C) with chlorobenzene E
(131.7°C),so that αAB =1 curve intersects the binary side B-E.

65
Figure 3.3displays the essential features of the 1.0-2 class corresponding to the separation by
extractive distillation of a maximum boiling azeotropic mixture A-B with a heavy entrainer E:
[SNextr,B] range
[SNextr,B] range
B [UNrcm ] B [UNrcm ] (a)
αAB = 1
XYZ Volatility order (X possible distillate)
ABE
BAE
residue curves
[SNextr,A] range
Xp
(b)
ABE
BAE αAB = 1
Tmax azeoAB [Srcm ]
Xp
XDB
XDA
Tmax azeoAB [Srcm ]
Distillate at R∞∞∞∞: xDA if FE/V < FE/Vmax in ABE
xDB ∀∀∀∀ FE in BAE
Distillate at R∞∞∞∞: xDA ∀∀∀∀ FE in ABE
xDB if FE/V < FE/Vmax in BAE
rcm stable separatrix
XDB
XDA
[SNextr,A] range E [SNrcm ] A [UN rcm ] E [SNrcm ] A [UN rcm ]
rcm stable separatrix
AEB
BEA αAE = 1
αBE = 1
Figure 3.3 Thermodynamic features of 1.0-2 mixtures with respect to batch extractive distillation. Separation of a maximum boiling azeotrope with a heavy entrainer.
The 1.0-2 class diagram displays a rcm stable separatrix, which divides the composition space into
two distillation regions. With a heavy entrainer, it connects the stable node E to the saddle maximum boiling
azeotrope Tmax azeoAB. Both components A and B are unstable nodes. The size of the volatility order regions
BAE (+BEA eventually) and ABE (+ AEB eventually) depends on the αAB =1univolatility curve location
(Figure 3.3). The other univolatility curve (αBE =1 Figure 3.3a or αAE =1 Figure 3.3b) may exist (Kiva et al.,
2003) but does not affect the extractive distillation feasibility and the product finding (Rodriguez-Donis et al.,
2009a).
Regarding extractive distillation feasibility, both A and B are connected by a residue curve of
decreasing temperature to E which nears the triangle edge in the ternary diagram. Therefore they can both
be distillate products, depending on the location of the global feed composition xF, av., either in BAE and BEA
(B product) or in ABE and AEB (A product). To add more explanations, we recall that under infinitesimal
entrainer - feed flow rate ratio, the rcm singular points become the singular points of the extractive profile
map with an opposite stability for the heavy entrainer case (Knapp and Doherty, 1994, Frits et al., 2006).
Then for the 1.0-2 class, increasing the entrainer - feed flow rate ratio, the extractive profile singular points
originating from A and B, SNextr,A and SNextr,B move towards the entrainer vertex (Rodriguez-Donis et al.,
2009a). In Figure 3.3a, SNextr,B can go up to E and there is no limiting flow rate ratio. But SNextr,A disappears
at point xP when it merges with the saddle extractive Sext originating at the Tmax azeAB, so there is a maximum
flow rate ratio (FE/V)max to obtain A as product by extractive distillation. The opposite occurs in Figure 3.3b.

66
That behavior is directly related to the volatility order regions, which explains how the general criterion was
set up. The exact value of FE/V can be readily calculated.
1.0-2 class illustration is done for the separation of the maximum boiling azeotropes chloroform A
(61.2°C)– vinyl acetate B (72.5°C) (x azeo,A=0.28 at 75.1°C) with butyl acetate E (126°C), so t hat αAB =1 curve
intersects the binary side A-E (Figure 3.3a); and acetone A (56.3°C) – chloroform B (61.2°C) (x azeo,A=0.37 at
65.1°C) with benzene (81.1°C) E, so that αAB =1 curve intersects the binary side B-E (Figure 3.3b).
We expect the general feasibility criterion for batch mode to hold for the intersection of the extractive
and rectifying section of the continuous distillation column, as those already exist in batch distillation column.
3.3.2 Computation of section composition profiles
Initial studies extended methods developed for single feed azeotropic distillation columns to double
feed columns for the analysis of extractive distillation processes by looking at the composition profiles in
each column section (Levy et al., 1986, Wahnschafft and Westerberg, 1993). The finding of pinch points for
each section profiles allowed determining the limiting values of the operating parameters.
Earlier works (Levy et al., 1985, 1986) relied upon plate by plate calculations, leading to discrete
profiles which segments numbers matched equilibrium tray numbers in each section. Inspired by the
differential approach of Lelkes et al. (1998) for batch extractive distillation, a complete set of differential
expression of the composition profiles was published by Rodriguez-Donis et al. (2007) for continuous
heterogeneous extractive distillation. The computing of section composition profile allows checking whether
they intersect each other, then a composition profile connects the top and bottom composition and the
process is deemed feasible. The differential model is based on the following simplifying assumptions: (1)
theoretical plates, (2) saturated liquid feeds, (3) constant molar flow rate ratio in the three respective column
sections.
Liquid composition profile in each column section depends on the azeotropic mixture feed flow rate ratio
(F) and composition(xF), the entrainer - feed flow rate ratio (FE), and composition (xE), the specified recovery
ratio of the primary key component (η), the temperature (T), the distillate composition (xD, component-rich
phase composition),the operating pressure (P), the reflux ratio (R).Given these operating variables, the other
overall operating parameters can be computed such as vapor (V), distillate (D),and bottom product (W) flow
rate ratio, the bottom product composition(xW) and the liquid flow rate ratio in each column section: LR, LE, and
LW for the rectifying, extractive, and stripping section, respectively. These unknowns are determined by mass
balance envelope, taking into account the combinations general column configuration displayed in Figure3.1:

67
DFFW EF -+= (3.1)
AD
AFA
x
xFD
,
,⋅⋅=
η
(3.2)
AD
DEEFW x
xDxFxFx
,
⋅−⋅+⋅=
(3.3)
Let’s recall the general differential model equation:
[ ] *)( ii yxy
LV
dhdx
−⋅±= (3.4)
Here V is deduced from R and D:
( )1+= RDV (3.5)
Then, from mass balance over each column section we can obtain the particular expressions for these
column sections stripping, extractive and rectifying occurring in the column configuration (Fig 2.1a).
Stripping section:
−−
++
= ∗iWi
i yxS
xSS
Sdhdx .111
1 (3.6)
yi* is the composition of the vapor in equilibrium with xi and is computed by using a proper
thermodynamic model, S is the reboil ratio equal to V/W.
Extractive section:
−
+−
++
++
+
+
+= ∗iE
EDi
E
E
i yxDF
FF
Rx
Rx
DF
FF
RRR
DF
FF
R
Rdhdx
11
11
11
11 (3.7)
R is the reflux ratio equal to LT/D. Simple mass balance can show that this expression is equivalent to
the one for batch distillation that was used by Rodriguez-Donis et al. (2009) to validate their general
feasibility criterion under infinite reflux ratio for extractive distillation:
−
−+
+
++
⋅
++
+= *1
1 1)1(
1iE
EDi
E
E
i yxVF
xR
xVF
RR
VF
RR
Rdhdx (3.8)
Rectifying section:
−
++
++= ∗
iDii yx
Rx
RR
RR
dhdx
11
11 (3.9)

68
In these equations, setting S, the reboil ratio, or R, the reflux ratio, as infinite and FE, the entrainer feed
flow rate ratio, equal to zero leads to the residue curve equation:
∗−= iii yx
dhdx
(3.10)
The straightforward calculation method is to select a column configuration and values for the reflux
ratio and the entrainer - feed flow rate ratio. Assuming a direct (fixed xD) or indirect (fixed xW) split and a
recovery rate, the other product is computed from the overall mass balance as the main feed xF and the
entrainer feed xE compositions and flow rate ratio are known. The rectifying liquid composition profile is
computed top down from the reflux ratio composition which here, in a homogeneous process, is equal to xD
(see Rodriguez-Donis et al., 2007 for a complete discussion about heterogeneous variants). The stripping
liquid composition profile is computed bottom up from xW. The extractive distillation profile is computed from
any composition belonging to either the rectifying or the stripping composition profile, which choice is user
dependent. Limiting reflux ratio or entrainer - feed flow rate ratio values can then be found after tedious and
lengthy calculations.
3.3.3 Methodology for assessing the feasibility.
We propose a three step methodology to assess the feasibility of continuous extractive distillation:
1-Knowledge of the existence of limiting values for the entrainer - feed flow rate ratio in batch mode, namely
a value for FE/V; minimal for 1.0-1a class and maximal for the 1.0-2 class is transformed into a limiting
entrainer entrainer - feed flow rate ratio value for continuous mode FE/F by means of equation:
( )
⋅
⋅+=
FD
V
F1R
F
F EE (3.11)
This equation shows that the limiting value for FE depends on R and on D. As the distillate composition
xD is chosen to compute the composition profiles, setting a distillate recovery enables to compute D from
mass balance, given the main and entrainer feed composition and flow rate ratio. Table 3.1 summarizes
these data for all mixtures.
2- Keeping the same xD and distillate recovery rate in step 1, continuous composition profiles maps are
computed for all three sections from equations 3.9 (rectifying section), 3.7 (extractive section) and 3.6
(stripping section). The stripping section is expected to differentiate the continuous from the batch mode.
They allow to sketch entrainer - feed flow rate ratio vs. reflux ratio diagrams.

69
3- Rigorous simulation with a MESH equilibrium distillation column model either with ProSim Plus 3.1
(Prosim SA, 2009) or Aspen Plus 11.1 (Aspen, 2011) software is run to check the feasibility. Considering the
reflux ratio and the entrainer - feed flow rate ratio and composition, those simulations provide the exact
distillate and bottom compositions along with the stage compositions and flows of liquid and vapour and
temperatures. Those simulations consider energy balances, although they are not expected to play a
significant part in feasibility.
Table 3.1 Operating parameters for all study cases.
Case study A B E Class1.0-1a case (a): A (acetone) – B (heptane) + E(toluene)
product: A (acetone)
Feed xF 0.9 0.1 0 Distillate flow rate ratio,D 0.9 Entrainer xE 0 0 1 Bottom flow rate ratio,W 10.1 Distillate xD 0.98 0.01 0.01 Feed flow rate ratio,F 1
Bottom, xw 0.0018 0.009 0.9892 Continuous entrainer - feed flow rate ratio, FE/F 10
Product recovery,ηb 0.98 0 0 Reflux ratio,R 20
Global feed xF,av. 0.0818 0.0092 0.909 Batch entrainer - feed flow rate ratio, FE/V 0.53
Class1.0-1a case (b): A (acetone) - B (methanol) + E (chlorobenzene)
product: B (methanol)
xF 0.1 0.9 0 D 0.9 xE 0 0 1 W 10.1 xD 0.01 0.98 0.01 F 1 xw 0.0090 0.0018 0.9892 FE/F 10 ηb 0 0.98 0 R 10
xF,av. 0.0092 0.0818 0.9090 FE/V 1.0-1 Class1.0-2 case (a): A (chloroform) – B (vinyl acetate) + E (butyl acetate)
product: A (chloroform)
xF 0.9 0.1 0 D 0.8909 xE 0 0 1 W 10.11 xD 0.99 0.005 0.005 F 1 xw 0.0018 0.0094 0.9888 FE/F 10 ηb 0.98 0 0 R 15
xF,av. 0.0818 0.0091 0.9091 FE/V 0.7015
product: B (vinyl acetate)
xF 0.1 0.9 0 D 0.8909 xE 0 0 1 W 10.11 xD 0.005 0.99 0.005 F 1 xw 0.0094 0.0018 0.9888 FE/F 10 ηb 0 0.98 0 R 15
xF,av. 0.0091 0.0818 0.9091 FE/V 0.7015

70
Table 3.1 (next) Operating parameters for all study cases.
Class1.0-2 case (b): A (acetone) - B (chloroform) + E (benzene)
product: A (acetone)
xF 0.9 0.1 0 D 0.9 xE 0.1 0 0.9 W 10.1 xD 0.98 0.01 0.01 F 1 xw 0.1008 0.0090 0.8902 FE/F 10 ηb 0.98 0 0 R 15
xF,av. 0.1728 0.0091 0.8181 FE/V 0.694
product: B (chloroform)
xF 0.1 0.9 0 D 0.9 xE 0 0.1 0.9 W 10.1 xD 0.01 0.98 0.01 F 1 xw 0.0090 0.1008 0.8902 FE/F 10 ηb 0 0.98 0 R 15
xF,av. 0.0091 0.1728 0.8181 FE/V 0.694
Table 3.2 displays the extractive distillation column features. No optimization of the separation is
performed as it should be done along with the entrainer regeneration column (Luyben, 2008), not considered
here. The number of trays in the extractive section is set so that the terminal point of the extractive section
composition profile approaches to the extractive section stable node.
Table 3.2 Column operating specifications for rigorous simulation
Specifications Class1.0.1-a
Case a Case b
Class1.0.2
Case a and b
Tray number, N 22 22 40
Entrainer tray, NFE 7 7 5
Feed tray, NF 14 14 15
xF, mole fraction (A,B,E) {0.9; 0.1; 0.0} {0.1; 0.9; 0.0} {0.1; 0.9; 0.0}
xE, mole fraction (A,B,E) {0.0; 0.0; 1.0} {0.0; 0.0; 1.0} {0.0; 0.0; 1.0}
Results are displayed in terms of entrainer entrainer - feed flow rate ratio vs. reflux ratio diagrams FE/F
vs. R in continuous mode and FE/V vs. R in batch mode.
3.4 RESULTS AND DISCUSSION
3.4.1 Separation of minimum boiling temperature azeotrope with heavy entrainers (Class 1.0-1a).
In this section, we consider the separation of a minimum boiling azeotrope with a heavy entrainer. The
ternary mixture belongs to Serafimov’s class 1.0-1a. For the extractive process, two sub-cases arise,
whether the univolatility curve αAB =1 reaches the A-E or the B-E side (Rodriguez-Donis et al. 2009a).
3.4.1.1. Subcase1.0-1a case (a): αAB =1 Curve Reaching the Binary Side A-E.
The example of such a separation is the minT azeotrope acetone A - heptane B with toluene as the
entrainer taken from Rodriguez-Donis et al (2009).

71
FE/V = 0 R∞
Toluene (E) (110.6°C) [SN rcm ]
Acetone (A) (56.3°C) [S rcm ]
Heptane (B) (98.4°C) [S rcm ]
Tmin azeoAB
(55.8°C)
Residue curves
αAB = 1
XYZ Volatility order (X possible distillate)
ABE
BAE
(a)
FE/V =0.01 FE/V = 0.01 R∞
[SNextr,A]
Extractive profile
αAB = 1
[UNext]
Toluene (E) Acetone (A) [Sext]
Heptane (B) [Sext]
Tmin azeoAB
(55.8°C)
(b)
FE/V = 1 R∞
Extractive profile Residue curve to A
[SNextr,A]
αAB = 1
[UNext]
Toluene (E) Acetone (A)
Heptane (B)
Tmin azeoAB
(55.8°C)
(c)
[Sext,B]
FE/V = 1 R = 10
Extractive profile
[UNext]
Unfeasible region
Extractive unstable separatrix Residue curve to A
[SNextr,A]
αAB = 1
Toluene (E) Acetone (A)
Heptane (B)
Tmin azeoAB
(55.8°C)
(d)
[Sext,B]
Figure 3.4 Separation of acetone-heptane using toluene: (a) 1.0-1a class residue curve map (rcm) and batch extractive profile map (b) (FE/V=0.01, R∞) (c) (FE/V=1, R∞) and (d) (FE/V=1, R=10).
Figure 3.4a displays the residue curve map. An infinitely small increase in entrainer - feed flow rate
ratio, FE/V=0.01 highlights the extractive profile map features (Figure 3.4b): the extractive profile singular
points stability is now opposite to the rcm one (Knapp and Doherty, 1994). Profiles shape are close to rcm
ones. As FE increases, the extractive stable node SNextr moves along the univolatility curve until it merges
near the A-E edge with the extractive saddle originating in A, for FE/Vmin. Then above FE/Vmin (Figure 3.4c),
SNextr,A lies near the A-E edge and the extractive process is now feasible as with A becoming the unique
possible distillate cut, because all the extractive composition profiles reach SNextr,A and can intersect a
rectifying section profile, namely a residue curve as R is infinite, nearing A. In the mean while the saddle
Sextr,B originated from B has moved along the B-E edge towards E, but the whole triangle is feasible. If reflux
ratio becomes finite (Figure 3.4d), Sextr,B and UNextr move inside the triangle, giving rise to an unstable
extractive separatrix, which in turn defines an unfeasible region: near the B-E edge, the extractive profile no
longer reaches SNextr,A and A is not the distillate product. At very low reflux ratio, the unfeasibility region
overcomes the SNextr,A and the process is no longer feasible.

72
Figure 3.5a records the range of entrainer - feed flow rate ratio FE/V vs. reflux ratio R for which the
extractive batch or continuous processes are feasible to get A as product with the xD purity (region limited by
the dotted line).
Table 3.3 summarizes operating parameters corresponding to Figure 3.5. To extend that batch mode
insight to continuous mode, we follow the methodology enounced above. According Equation 3.11, the
occurrence of a minimum value for FE/V to get a feasible batch process translates into a minimum value for
FE/F but which depends on R. The minimal value was related in batch to the need of having an extractive
section profile intersecting the rectifying one. For continuous configuration (Figure 3.1a), the feasibility also
requires that the extractive section profile intersects the stripping section profile to reach the bottom product
xW, computed from mass balances (Table 3.1). That is systematically checked by computing the continuous
profiles for various FE/F and R couples. Figure 3.5a and Figure 3.5b display the feasibility results for the
batch process and the continuous process, displayed in terms of FE/V vs. R (Figure 3.5a) and FE/F vs. R
(Figure 3.5b). The same parameters showed in Table 3.1 are used for both graphs, in particular the same
desired purity. Even though the y-axis scales rotated to each other by Equation 3.11, one notices that the
shape of the feasible region is unlike depending on the y-axis variable. This occurs because according to
Equation 3.11 when FE/V is fixed, FE/F is not directly proportional to R+1 but also to D/F.
0
0.5
1.0
1.5
0 5 10 15 20 25 30
F E/V
, Fee
d R
atio
R, Reflux Ratio
0
5
10
15
0 5 10 15 20 25 30
F E/F
, Fee
d R
atio
YU2 (20,1)
YU1 (0.5,10)
YF1 (20,5)
YF1 (20,2)
R, Reflux Ratio Continuous feasible line sketch Batch feasible line sketch
Batch Continuous Feasible Feasible Feasible Unfeasible Unfeasible Unfeasible
Figure 3.5 Extractive distillation of acetone – heptane with toluene (1.0-1a class). Entrainer - feed flow rate ratio as a function of the reflux ratio.

73
Table 3.3 Operating parameters corresponding to Figure 3.5.
Class 1.0-1a case A-E side with heavy entrainer Feasibility
Specification A B E Reflux ratio Reboil ratio FE/F FE/V Batch Continuous
Name acetone heptane Toluene 30 7.75 3 0.12 yes yes
Boiling T(°C) 56.3 98.4 110.6 30 11.27 2 0.08 no no
XF 0.9 0.1 0 30 9.18 2.5 0.11 yes no
XE 0 0 1 20 6.22 2.5 0.15 yes yes
XD 0.98 0.01 0.01 20 7.63 2 0.12 yes no
Other Specification 20 9.88 1.5 0.09 no no
F 1 10 4 2 0.23 yes yes
D 0.9 10 5.17 1.5 0.17 yes no
η 0.98 10 7.33 1 0.11 no no
5 2.82 1.5 0.31 yes yes
5 4 1 0.21 yes no
5 6.86 0.5 0.12 no no
1 1.6 0.8 0.5 yes yes
1 2.29 0.5 0.31 yes no
1 3.2 0.3 0.18 no no
0.8 0.28 5 3.47 no no
One notices that the range of feasible reflux ratio to get the desired product purity enlarges as the
entrainer - feed flow rate ratio increases. Besides, both batch and continuous feasible regions are bounded
by a minimal value. We have explained above the batch limit FE/Vmin. For a given reflux ratio, there exists a
minimum entrainer - feed flow rate ratio FE/Fmin related to the batch minimum FE/Vmin by Equation 3.11. For
both processes, the range of feasible reflux ratio to get the desired product purity enlarges as the entrainer -
feed flow rate ratio increases. A closer look at the points delimiting the minimum entrainer - feed flow rate
ratio on both graphs shows the key result that the minimal value is higher for the continuous process when
the same purity is targeted. At R=20, the batch process is feasible for FE/V =0.12 (equivalent to FE/F = 2.0),
whereas the continuous process is feasible above FE/F = 2.5 (equivalent to FE/V = 0.15). That is caused by
the additional stripping profile in the continuous process which must intersect the extractive profile to make
the separation feasible.
Figure 3.6 emphasizes the universality of that behavior for all 1.0-1a class mixtures. It refers to the
separation of the acetone-methanol minT azeotropic mixture with heavy water (1.0-1a) studied by Knapp and
Doherty (1994) in continuous and Lelkes et al. (1998) in batch. The column specifications are given in Knapp
et al. (1990). Calculations are done with xD,Acetone=0.98 as acetone (A) is the product because αAB =1 reaches
the A-E side. For that mixture, the minimal reflux ratio increases a significant 2.5 fold for the continuous
process at R=20: the batch process is feasible for FE/V =0.13 (equivalent to FE/F = 2.5), whereas the
continuous process is feasible above FE/F = 4.5. The corresponding data are summarized in Table 3.4.

74
0
0.5
1.0
1.5
0 5 10 15 20 25 30
F E/V
, Fee
d R
atio
R, Reflux Ratio
0
5
10
15
0 5 10 15 20 25 30
F E/F
, Fee
d R
atio
R, Reflux Ratio
Continuous feasible line sketch Batch feasible line sketch
Batch Continuous Feasible Feasible Feasible Unfeasible Unfeasible Unfeasible
Figure 3.6 Extractive distillation of acetone – methanol with water (1.0-1a class). Entrainer - feed flow rate ratio as a function of the reflux ratio to recover 98%mol acetone (A).
Table 3.4 Operating parameters corresponding to Figure 3.6.
Class 1.0-1a case A-E side with heavy entrainer Feasibility
Specification A B E Reflux ratio Reboil ratio FE/F FE/V Batch Continuous
Name acetone methanol water 30 7.75 5.5 0.2 yes yes
Boiling T(°C) 56.3 64.5 100 20 4 4.5 0.24 yes yes
XF 0.9 0.1 0 15 3.46 4 0.28 yes yes
XE 0 0 1 10 4 3.5 0.35 yes yes
XD 0.98 0.01 0.01 7 2 25 3.47 yes yes
F 1 7 0.25 5 0.69 yes yes
D 0.9 7 2.91 3 0.42 yes yes
η 0.98 30 9.18 3 0.11 yes no
20 7.63 4 0.21 yes no
20 3.05 2.5 0.13 yes no
15 5.82 3.5 0.24 yes no
15 7.53 2 0.14 yes no
10 5.12 2 0.2 yes no
10 5.87 1.5 0.15 yes no
7 5.33 2 0.28 yes no
7 1.08 1.3 0.18 yes no
30 4.35 2.5 0.09 no no
20 6.22 2 0.11 no no
15 2.38 1.5 0.1 no no
10 1.23 1.3 0.13 no no
7 4.27 1 0.14 no no
6 7.75 25 3.97 no no
6 0.22 5 0.79 no no
Figure 3.7 displays the composition profiles computed for all three sections from equations 3.6, 3.7
and 3.9 at four operating parameter points taken from Figure 3.5. It shows that the continuous process is not
feasible under conditions for which the batch process is, because the additional stripping profile in the
continuous process must intersect the extractive profile to make the separation feasible. For Yu1 (R=0.5,
FE/F=10) the process is unfeasible for both batch and continuous mode because the rectifying profile falls
short of intersecting the extractive section profile. That later ends on a stable node SNextr shifted towards the
vertex E as FE/F is large (Figure 3.7a). For YF1 (R=20, FE/F=5), the process is feasible for both processes as

75
all section profiles intersect and the specified purity 0.98 is reached (Figure 3.7b). For Yu2 (R=20, FE/F=2),
the continuous process is unfeasible because there is no intersection between the extractive and stripping
section, but the batch process is feasible as the extractive and rectifying profiles intersect (Figure 3.7c). For
Yu3 (R=20, FE/F=1) no process is feasible: none of the section profiles intersect each other (Figure 3.7d). The
corresponding detailed data can be found in Table 3.5.
Heptane
Toluene Acetone
Rectifying profile
Extractive profile
Stripping profile
(a)
Univolatility line
FE/F=10 R =0.5 S =0.13
TminazeoAB
Heptane
Toluene Acetone
Rectifying
profile
Extractive
profile
Stripping
profile
(b) FE/F=5 R =20
Univolatility line
S =3.71
TminazeoA
Heptane
Toluene Acetone
Rectifying profile
Extractive
profile
Stripping
profile
(c) FE/F=2 R =20 S =17.18 Univolatility line
TminazeoAB
Heptane
Toluene Acetone
Rectifying
profile
Extractive profile
Stripping profile
(d) FE/F=1 R =20 S =9
Univolatility line
TminazeoAB
Figure 3.7 Rectifying, extractive and stripping composition for four operating parameter points taken from Figure 3.5 (b) point YU1, (b) point YF1, (c) point YU2 and (d) point YU3

76
Table 3.5 Operating parameters corresponding to Figure 3.7a, b, c, d
Class 1.0-1a case A-E side with heavy entrainer
Specification parameters for Figure 3.7(a) Specification parameters for Figure 3.7(b)
Apex A B E Apex A B E
Name acetone heptane Toluene Name acetone heptane Toluene
Boiling T(°C) 56.3 98.4 110.6 Boiling T(°C) 56.3 98.4 110.6
XF 0.9 0.1 0 XF 0.9 0.1 0
XE 0 0 1 XE 0 0 1
XD 0.98 0.01 0.01 XD 0.98 0.01 0.01
XW 0.001782 0.00901 0.989208 XW 0.003529 0.017843 0.978627
R 0.5 R 20
FE/F 10 FE/F 5
F 1 F 1
D 0.9 D 0.9
E 10 E 5
W 10.1 W 5.1
V 1.35 V 18.9
ηB 0.98 ηB 0.98
Reboil S 0.1337 Reboil S 3.7059
FE/V 7.4074 FE/V 0.2646
Specification parameters for Figure 3.7(c) Specification parameters for Figure 3.7(d)
Apex A B E Apex A B E
Name acetone heptane Toluene Name acetone heptane Toluene
Boiling T(°C) 56.3 98.4 110.6 Boiling T(°C) 56.3 98.4 110.6
XF 0.9 0.1 0 XF 0.9 0.1 0
XE 0 0 1 XE 0 0 1
XD 0.98 0.01 0.01 XD 0.98 0.01 0.01
XW 0.016364 0.082727 0.900909 XW 0.008571 0.043333 0.948095
R 20 R 20
FE/F 1 FE/F 2
F 1 F 1
D 0.9 D 0.9
E 1 E 2
W 1.1 W 2.1
V 18.9 V 18.9
ηB 0.98 ηB 0.98
Reboil S 17.1818 Reboil S 9
FE/V 0.0529 FE/V 0.1058
When concerns heptane (B) as the first product component separating from system acetone-heptane-
toluene, the calculating result shows always unfeasible as it can be explained univolatility line αAB =1 intersect
at binary side A-E, all extractive profiles going in the direction to extractive stable node (A) instead of extractive
stable node (B), makes it impossible to recover heptane in the whole operating parameter region.
In application of step 3, rigorous simulations are carried out with Aspen plus®, with thermodynamic
model UNIFAC modified Dortmund 93 in an extractive column which features are displayed in Table 3.2. A
feed F, xF = {0.9; 0.1; 0.0} close to the acetone– heptane azeotrope is separated with pure entrainer. Figure
3.8shows simulation results under two operational parameter points: FE/F=1, R=20 and FE/F=20, R=20, and
the rigorous simulation profiles in each section are compared to the approximate composition profile maps
computed from Equations 3.6, 3.7 and 3.9.

77
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0
[SNextr,A] [UNstrip,A]
[UNrect,A]
[SNextr,A] [UNstrip,A]
Heptane
Toluene Acetone
FE/F=1 R =20
(c) Heptane
Toluene Acetone
Heptane
Toluene Acetone
(b) (a)
Simulated rectifying profile Simulated stripping profile Simulated extractive profile
xD,A
S =17.18
rectifying
profile map
stripping
profile map
extractive
profile map
Heptane
Toluene Acetone
FE/F=20 R =20
(f) Heptane
Toluene Acetone
Heptane
Toluene Acetone
(e) (d)
xD,A
S =1.87
rectifying
profile map
stripping
profile map
extractive
profile map
TminazeoAB
TminazeoAB
TminazeoAB
[UNrect,A]
TminazeoAB
TminazeoAB
TminazeoAB
Figure 3.8 Rigorous simulation result to recover acetone at FE/F=1, R=20 and FE/F=20, R=20, compared with calculated profiles: (a-d) stripping section, (b-e) extractive section and (c-f) rectifying section.
At FE/F=1, as predicted from Figure 3.7d, the rigorous simulation does not allow to recover acetone in
the distillate with purity 0.98. Instead, xD=0.9468 is obtained. At such a low entrainer - feed flow rate ratio,
the FE/V and the FE/F values are lower than the minimal value for the batch and continuous processes
(Figure 3.5). The extractive stable node SNextr,A lies on the univolatility curve (Figure 3.8c) and intersects a
rectifying profile that cannot reach the targeted product purity (Figure 3.8e). Furthermore, the number of
trays in the rectifying section is too large forcing the composition to turn away from the acetone vertex
towards the azeotrope. At FE/F=20, well within the feasible region in Figure 3.5, SNextr,A lies near the A-E
edge. Distillate purity of rigorous simulation reaches 0.9965, well above the target purity. Moreover, the
rigorous and approximate profiles shapes agree well but not strictly because rigorous profiles are computed
from a fixed number of trays in each section when the approximate profile differential equations are not tray
dependent but can be related to an infinite number of trays. Table and Table 3.7 list all the data
corresponding to Figure 3.8.

78
Table 3.6 Operating parameters corresponding to Figure 3.8a, b, c.
Class 1.0-1a case A-E side with heavy entrainer(FE/F=1, R=20)
Worksheet parameters Rectifying section Stripping section
Specification A B E A B E A B E
Name acetone heptane Toluene acetone heptane Toluene acetone heptane Toluene
Boiling T(°C) 56.3 98.4 110.6 0.940169 0.0598 4.82E-05 0.757691 0.127262 0.115048
XF 0.9 0.1 0 0.947888 0.0519 0.000192 0.754797 0.130026 0.115178
XE 0 0 1 0.955306 0.044 0.000718 0.746387 0.136671 0.116943
XD 0.98 0.01 0.01 0.960797 0.0366 0.002586 0.716357 0.15525 0.128393
R 20 0.960275 0.0306 0.009122 0.595835 0.215902 0.188263
FE/F 1 0.940528 0.0271 0.032337 0.305418 0.336289 0.358293
F 1 0.84925 0.0296 0.121194 0.088589 0.375277 0.536133
D 0.9
E 1 Extractive section
W 1.1 A B E
V 18.9 0.12119408 0.12119408 0.12119408
ηB 0.98 0.12053856 0.12053856 0.12053856
Reboil S 17.18 0.1197252 0.1197252 0.1197252
FE/V 0.0529 0.11868607 0.11868607 0.11868607
Rigorous parameters 0.11733785 0.11733785 0.11733785
XF 0.9 0.1 0 0.11576276 0.11576276 0.11576276
XE 0 0 1 0.11522306 0.11522306 0.11522306
XD 0.98 0.01 0.01 0.11513531 0.11513531 0.11513531
Num stages 22
Solvent tray 7
Feed tray 14
Table 3.7 Operating parameters corresponding to Figure 3.8 d, e, f.
Class 1.0-1a case A-E side with heavy entrainer(FE/F=20, R=20)
Worksheet parameters Rectifying section Stripping section
Specification A B E A B E A B E
Name acetone heptane Toluene acetone heptane Toluene acetone heptane Toluene
Boiling T(°C) 56.3 98.4 110.6 0.998313 0.001074 0.000613 0.123069 0.086109 0.790821
XF 0.9 0.1 0 0.997243 0.000748 0.00201 0.064322 0.098717 0.836961
XE 0 0 1 0.993068 0.000538 0.006394 0.029028 0.105039 0.865932
XD 0.98 0.01 0.01 0.979137 0.000413 0.02045 0.012034 0.105505 0.882462
R 20 0.931159 0.00037 0.06847 0.004779 0.101594 0.893627
FE/F 20 0.750964 0.000459 0.248576 0.001853 0.094015 0.904132
F 1 0.343429 0.000553 0.656019 0.000701 0.082676 0.916623
D 0.9 8.03E-05 0.047568 0.932528
E 20 Extractive section
W 10.1 A B E
V 18.9 0.343429 0.000553 0.656019
ηB 0.98 0.341597 0.001343 0.65706
Reboil S 1.87 0.336675 0.003152 0.660173
FE/V 0.5291 0.32514 0.00724 0.66762
0.300835 0.016235 0.68293
XF 0.9 0.1 0 0.256756 0.034989 0.708254
XE 0 0 1 0.193505 0.070723 0.735772
XD 0.98 0.01 0.01 0.123069 0.086109 0.790821
Num stages 22
Solvent tray 7
Feed tray 14
3.4.1.2SubcaseCase (b): αAB =1Curve Reaching the Binary Side B-E.
We use the separation of the minimum boiling azeotrope acetone-methanol with heavy entrainer
chlorobenzene to illustrate the 1.0-1a class case (b), when the univolatility curve reaches the binary side B-E.
As detailed in Rodriguez-Donis et al. (2009a), the expected behavior for batch extractive distillation is strictly
identical to the previous case, except that (B),the intermediate boiling compound of the mixture is now the
expected distillate instead of (A).

79
Figure 3.9shows the residue curve map of the acetone (A) – methanol (B) – chlorobenzene (heavy E)
mixture. The univolatility curve intersects the B-E side. Extractive profile maps are also displayed under
infinite reflux ratio for FE/V=0.01< (FE/V) min and for FE/V=2> (FE/V) min, with (FE/V) min~0.4. As in the 1.0-1a
case (a), all extractive composition profiles end at SNB,extr close to the B-E edge for FE/V>(FE/V)min, indicating
that the batch process feasible. Under finite reflux ratio conditions (Figure 3.9d, FE/V=2, R=5), the saddle
SA,extr moves inside the triangle and drags along an extractive unstable boundary with other unstable
extractive nodes. It generates an unfeasible composition region whose size grows as the reflux ratio
decreases, where the extractive composition profile reaches SNA, extr instead of SNB,extr.
FE/V < (FE/V)min R∞∞∞∞
Chlorobenzene (E) (131.7°C) [SN rcm ]
Acetone (A) (56.3°C ) [Srcm ]
Methanol (B) (64.1°C ) [Srcm ]
TminazeoAB
(55.4°C) [UN rcm ]
Residue curves
αAB = 1
XYZ Volatility order (X possible distillate)
ABE
BAE
(a)
xP
Chlorobenzene (E) Acetone (A)
Methanol (B)
Tmin azeoAB (55.4°C) [UN rcm ]
Extractive profiles
αAB = 1
(b) FE/V = 0.01 R∞
xP
Chlorobenzene (E) Acetone (A)
Methanol (B)
Tmin azeoAB
(55.4°C)
Extractive profiles
αAB = 1
(c) FE/V =2 R∞
xP
[SNextr,B]
[SNextr,A]
[UNextr]
Chlorobenzene (E) Acetone (A)
Methanol (B)
Tmin azeoAB
(55.4°C)
Extractive profile
αAB = 1
(d) FE/V =2 R=5
xP
[SNextr,B]
[SA,extr]
UNextr,1]
[UNextr,2]
Extractive unstable separatrix
Figure 3.9 Separation of acetone-methanol using chlorobenzene: (a) 1.0-1a class residue curve map (rcm) and batch extractive profile map (b) (FE/V=0.01, R∞) (c) (FE/V=2, R∞) and (d) (FE/V=2, R=5).
Figure 3.10displays the feasible range of operating conditions as entrainer - feed flow rate ratio vs.
reflux ratio to recover 98%mol methanol (B) as the univolatility line αAB =1 intersects binary B-E side. Its
shape is similar to the Figure 3.5case to recover acetone (A) when the univolatility line αAB =1 intersects
binary A-E side. However, for this mixture, there is no larger region for the batch process than for the
continuous process. Table 3.8 gathers all the data corresponding to Figure 3.10.
It is clear that there exists a minimum value for entrainer - feed flow rate ratio and this minimum values
depend strongly on reflux ratio, it gets smaller as the function of reflux ratio gets smaller, until it reaches a
minimum reflux ratio, in other words, if changing the X-axis reflux ratio with Y-axis reflux ratio, we can say the

80
desired product specification can be maintained over a wider range of reflux ratio as entrainer - feed flow
rate ratio increase, the maximum values gradually reduces as reflux ratio gets smaller, until it reaches a
minimum entrainer - feed flow rate ratio value. The reason is similar to former case a, extractive stable node
(B) lies on xp or lies along the univolatility line αAB =1 when FE/V value are below its minimum limitation,
above minimum value, extractive stable node (B) becomes on the binary methanol-chlorobenene sides
below xp part, the SNB,extr generate an extractive stable region sets a minimum value for entrainer - feed flow
rate ratio(FE/V)min to recover methanol (B).There is also a minimum reflux ratio value, A detailed calculation
of the profile map shows that the feasible rectifying section profiles region gets smaller when reflux ratio gets
smaller until it can no longer intersect the extractive profile region. The same holds for the continuous mode
because of a minimum FE/V and reflux ratio in batch translates well into a minimum FE/F and reflux ratio in
continuous.
0
0.5
1.0
1.5
0 5 10 15 20
F E/V
, Fee
d R
atio
R, Reflux Ratio
0
10
25
0 5 10 15 20
F E/F
, Fee
d R
atio
20
15
5
YF1 (15, 6)
YU1 (15, 5)
R, Reflux Ratio Continuous and batch feasible line sketch
Batch Continuous Feasible Feasible Feasible Unfeasible Unfeasible Unfeasible
Figure 3.10 Extractive distillation of acetone – methanol with chlorobenzene (1.0-1a class). Entrainer - feed flow rate ratio as a function of the reflux ratio to recover 98%mol methanol (B).

81
Table 3.8 Operating parameters corresponding to Figure 3.10.
Class 1.0-1a case B-E side with heavy entrainer Feasibility
Specification A B E Reflux ratio Reboil ratio FE/F FE/V Batch Continuous
Name acetone methanol chlorobenzene 20 2.33 8 0.42 yes yes
Boiling T(°C) 56.3 64.5 131.7 20 3.09 6 0.32 no no
XF 0.1 0.9 0 20 2.66 7 0.37 no no
XE 0 0 1 15 2.36 6 0.42 yes yes
XD 0.01 0.98 0.01 15 2.82 5 0.35 no no
Other Specification 10 1.94 5 0.51 yes yes
F 1 10 2.41 4 0.41 no no
D 0.8 5 1.74 3 0.56 yes yes
η 0.98 5 0.53 10 1.85 yes yes
5 0.32 17 3.15 yes yes
5 2.57 2 0.37 no no
3 1.16 3 0.83 yes yes
3 1.71 2 0.56 no no
2 0.26 10 3.7 no no
2 2.45 1 0.37 no no
2 1.34 20 7.41 no no
When concerns acetone (A) as the first product component from system acetone-heptane-toluene, the
calculation results show the process always unfeasible as univolatility line αAB =1 intersect at binary side B-E,
all extractive profiles going in the direction to extractive stable node (B) instead of extractive stable node (A),
makes it impossible to recover acetone (A) in the whole operating parameter region.
Figure 3.11 displays the composition profiles computed for all three sections at two critical operating
parameter points in Figure 3.10b. For YF1(R=15, FE/F=6) the process is feasible for both batch and
continuous process but it is not for YU1(R=15, FE/F=5), as both the extractive and the stripping profiles move
in the opposite direction (Figure 3.10b). Unlike the previous 1.0-1a mixture, the batch and continuous
feasible range are identical. The reason of this is that as the stripping section is located between the
rectifying and extractive section, once the extractive profile no longer crosses the rectifying profile, it does
not cross the stripping profile either. This is shown in Figure 3.10 for R=15, FE/F = 5 and FE/F = 6. When
checking at R=5, R=3, we obtained similar graphs.
Rectifying profile
Extractive profile
Stripping profile
(a)
Univolatility line
FE/F=6 R =15 S =2.36
Methanol
Chlorobenzene Acetone
TminazeoAB
xP
Methanol
Chlorobenzene Acetone
Rectifying
profile
Extractive
profile
Stripping
profile
(b) FE/F=5 R =15
Univolatility line
S =2.82
TminazeoAB
xP
Figure 3.11 Rectifying, extractive and stripping composition for two operating parameter points taken from Figure 3.10 (b) point YF1 and (b) point YU1

82
Similarly, for this case rigorous simulations were also carried out with Aspen Plus®, with
thermodynamic model UNIFAC. A feed F rich in methanol (B) with composition xF = {0.1, 0.9, 0} is used so
as to distillate methanol as product. Under condition of very low reflux ratio(R=1) and entrainer - feed flow
rate ratio (FE/F=10), the process is unfeasible, product composition 0.9262 can not satisfy specified
composition 0.98, meanwhile, under condition of very low entrainer - feed flow rate ratio (FE/F=1) and reflux
ratio(R=20), the product composition is only 0.7959, these two cases demonstrate the parameter lies in left
and bottom blank sides(not lies in shade region) of graph Figure 3.10b will surly result in unfeasible
process(Figure 3.12a-b). At the similar reason with case a, when choose two parameter(R=20, FE/F=10) and
(R=20, FE/F=20) from shade region, the rigorous simulation results (Figure 3.12c.d) verified they are feasible
for the reason of both specified distillated composition xD can be obtained, satisfying the necessary and
sufficient condition of the feasibility to have at least one possible column profile connecting bottoms
composition xw with the point xD. Regarding purity, the first composition of distillate are {0.0108, 0.0069,
0.9823} compared to bottom composition {0.9518, 0.0092, 0.0390}, the second composition of distillate
{0.0113, 0.0002, 0.9885} compared to residue composition {0.9753, 0.0049, 0.0198}.

83
Rectifying profile
Extractive profile
Stripping profile
(c)
Univolatility line
FE/F=10 R =20
Methanol
TminazeoAB
xP
Acetone Chlorobenzene
Rectifying profile
Extractive profile
Stripping profile
(b)
Univolatility line
FE/F=20 R =1
Methanol
Chlorobenzene
TminazeoAB
xP
Acetone
Rectifying profile
Extractive profile
Stripping profile
(a)
Univolatility line
FE/F=10 R =1
Methanol
Chlorobenzene
TminazeoAB
xP
Acetone
Rectifying profile
Extractive profile
Stripping profile
(c)
Univolatility line
FE/F=10 R =20
Methanol
Tmin azeoAB
xP
Acetone Chlorobenzene
Figure 3.12 Rigorous simulation result to recover methanol at: (a) R=1, FE/F=10; (b) R=1, FE/F=20; (c) R=20, FE/F=10 and (c) R=20, FE/F=20.
3.4.2 Separation of maximum boiling temperature azeotropes with heavy entrainers (class 1.0-2).
In this section, we consider the separation of a maximum boiling azeotrope with a heavy entrainer.
The ternary mixture belongs to Serafimov’s class 1.0-2. For the extractive process, two sub-cases arise,
depending whether the univolatility curve αAB =1 reaches the A-E or the B-E side (Rodriguez-Donis et al.
2009a).
3.4.2.1 Subcase 1.0-2case (a) univolatility line αAB=1reaching the binary side A-E
Separation of the maximum boiling azeotrope chloroform (A) – vinyl acetate (B) by adding butyl
acetate (heavy E) illustrates the case when αAB =1 reaches the A-E side (Figure 3.13).Both original
components A and B are unstable nodes, the entrainer (E) is the stable node, while the maximum boiling
azeotrope Tmax azeoAB is a saddle point. A rcm stable separatrix, links the azeotrope to E. According to the
general feasibility criteria for extractive distillation under infinite reflux ratio (Rodriguez-Donis et al. 2009a),

84
both chloroform (A) and vinyl acetate (B) can be recovered as distillate depending on the global feed
composition.
Rectifying Separatrix
Chloroform (A) 61.2°C
Vinyl acetate (B) 72.5°C
Butyl acet ate (E) 126°C
(a)
xP
Rectifying profile for A
rcm stable separatrix
Tmax azeoAB 75.1°C
Rectifying profile for B
αAB = 1
ABE
[SNextr,B] range
[SNextr,A] range
BAE
Chloroform (A)
Vinyl acetate (B)
Butyl acetate (E)
(b)
xP
[SNextr,B] Tmax azeoAB
xF1
[SNextr,A]
I
III
II
IV
xDB
x
xDA
x
FE/V =0.1 R=15
xF3
xF2
[Sextr]
Rectifying Separatrix
Extractive Separatrix
αAB = 1
XYZ Volatility order
(X possible distillate)
Figure 3.13 chloroform-vinyl acetate using butyl acetate: (a) 1.0-2 class residue curve map (rcm) and batch extractive profile map (b) (FE/V=0.1< (FE/V)max, R=15)
As the [SNextr,A] and [SNextr,B] range show (Figure 3.13a), there exists a maximum value (FE/V)max,A,R∞ to
recover component A but no entrainer limit restriction applies to recover component B at infinite reflux ratio
(Rodriguez-Donis et al. 2009a). Under finite reflux ratio and for (FE/V) < (FE/V)max,A (Figure 3.13b), extractive
separatrices appear but they still allow to recover either A or B, depending on the global feed composition:
pure A can be obtained from the initial charge composition xF2 by adding even a small quantity of E. Indeed,
xF2 lies in the regions III and IV where extractive composition profiles reach [SNextr,A]which is able to cross a
rectifying profile reaching the unstable rectifying node vertex A. Above (FE/V)max,A,R∞, [SNextr,A]would
disappear in the left of xP. In contrast starting from xF1 in regions I and II, all extractive profiles reach [SNextr,B]
whatever the entrainer - feed flow rate ratio and enable to recover distillate xDB. Other cases for FE/V >
(FE/V)max,A were detailed in Rodriguez-Donis et al. (2009a).
The feasible range of operating conditions as entrainer - feed flow rate ratio vs. reflux ratio to recover
98%mol of product is displayed in Figure 3.14for chloroform (A).The corresponding operating parameters are
shown in Table 3.9.

85
0
1.5
3
4.5
0 5 10 15 20 25 30
F E/V
, Fee
d R
atio
R, Reflux Ratio
0
15
30
45
0 5 10 15 20 25 30
F E/F
, Fee
d R
atio
R, Reflux Ratio Continuous feasible line sketch Batch feasible line sketch
Batch Continuous Feasible Feasible Feasible Unfeasible Unfeasible Unfeasible
Figure 3.14 Extractive distillation of chloroform – vinyl acetate with butyl acetate (1.0-2 class). Entrainer - feed flow rate ratio as a function of the reflux ratio to recover 98%mol chloroform (A).
Table 3.9 Operating parameters corresponding to Figure 3.14.
Class 1.0-1a case A-E side with heavy entrainer Feasibility
Specification A B E Reflux
ratio
Reboil
ratio FE/F FE/V Batch Continuous
Name chloroform Vinyl acetate Butyl acetate 30 0.55 51 1.3 yes yes
Boiling T(°C) 61.2 72.5 126 25 0.57 41 1.41 yes yes
XF 0.9 0.1 0 15 0.62 23 1.59 yes yes
XE 0 0 1 30 2.31 12 0.42 yes yes
XD 0.98 0.01 0.01 25 2.32 10 0.45 yes yes
F 1 3 0.51 7 1.94 yes yes
D 0.9 15 2.03 7 0.49 yes yes
η 0.98 1.3 0.41 5 2.41 yes yes
3 1.16 3 0.83 yes yes
1.3 0.8 2.5 1.2 yes yes
30 2.51 11 0.39 yes no
25 2.57 9 0.38 yes no
15 2.29 6.2 0.43 yes no
3 1.24 2.8 0.78 yes no
1.3 0.9 2.2 1.06 yes no
0.5 1.23 1 0.74 no no
30 279 0 0 yes no
25 234 0 0 yes no
15 144 0 0 yes no
30 0.54 52 1.4 no no
25 0.56 42 1.52 no no
15 0.6 24 1.66 no no
3 0.44 8 2.22 no no
1.3 0.34 6 2.89 no no
When chloroform(A) is the distillate (Figure 3.14), there exists a maximum value for the entrainer -
feed flow rate ratio above which the process is unfeasible both in batch and continuous. In continuous, the
maximum gradually reduces as reflux ratio gets smaller, until a minimum reflux ratio is reached. A detailed
calculation of the profile map shows that the feasible rectifying section profiles region gets smaller until it can

86
no longer intersect the extractive profile. The batch (Figure 3.14a) and continuous mode (Figure 3.14b)
feasible region are different, as an additional minimum value of the entrainer - feed flow rate ratio exists for
the continuous mode, because under very low entrainer - feed flow rate ratio, the stripping section profile can
no longer intersect the extractive section profile.
If the upper limit for the feed flow rate ratio is not a concern for industrial practice of continuous
extractive distillation, the lower limit should be as low as possible for keeping the energy demand low. Figure
3.15compares three different entrainers suitable to recover chloroform as distillate, under the 1.0-2 class.
The location of the univolatility line is the closest to E for toluene, then for cyclohexane and finally for butyl
acetate (Figure 3.15a). That expands the SNextr,A range and toluene has indeed the highest upper limit for the
feed flow rate ratio (Figure 3.15b), followed by cyclohexane and butyl acetate. The opposite holds for the
lowest feed flow rate ratio limit order. Concerning reflux ratio, toluene enables to operate at the lowest reflux
ratio. A definite choice would require more process analysis and optimization. Overall, Figure 3.15indicates
that toluene exhibits the largest extractive feasible region, which can results in a better operational stability.
That may become critical at low reflux ratio when the range of feasible feed flow rate ratio is narrowed.

87
0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1
1
0.9
0.8
0.7
0.6
0.5
0.4
0.2
0.1
0 1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
1 0Chloroform
(A)
Vinyl acetate (B)
E
Butyl acetate rcm stable separatrix
xDA
x
Tmax azeoAB
[SNextr,A] range
E1 E2 E3
αAB = 1
E1 Toluene E2 Cyclohexane E3 Butyl acetate
0
20
40
50
0 5 10 15
F E/F
, Fee
d R
atio
R, Reflux Ratio
30
10
0
20
40
50
0 5 10 15
F E/F
, Fee
d R
atio
R, Reflux Ratio
30
10
0
20
40
50
0 5 10 15
F E/F
, Fee
d R
atio
R, Reflux Ratio
30
10
Feasible point Unfeasible point
(c)
(a)
Feasible line for continuous extractive distillation
(d)
(b)
Figure 3.15 Comparison of three different entrainers to recover Chloroform from the mixture chloroform – vinyl acetate. (a) Univolatility curve location. (b) Toluene, (c) Cyclohexane and (d) Butyl acetate feasible
regions.
When vinyl acetate(B) is the distillate, a behavior similar to the 1.0-1a case (a) is observed in Figure
3.16. Under infinite reflux ratio there is no limit for the entrainer - feed flow rate ratio in batch process.
Concerning the reflux ratio, an unstable extractive separatrix reduces the feasible region at low reflux ratio
(Rodriguez-Donis et al., 2009a), thus defining an effective minimum feasible value for the reflux ratio, for
both the batch and continuous modes. Overall, the continuous feasible region is again smaller than the batch
one when the same purity is targeted, because of the limit set by the requirement of intersecting the stripping
and extractive sections profiles (eg. below FE/F=0.2). Table 3.10 displays operating parameters
corresponding to Figure 3.16.

88
0
0.3
0.6
0 5 15 25
F E/V
, Fee
d R
atio
0.5
0.4
0.2
0.1
R, Reflux Ratio
0
2
5
0 5 10 15
F E/F
, Fee
d R
atio
4
3
1
R, Reflux Ratio Continuous feasible line sketch Batch feasible line sketch
Batch Continuous Feasible Feasible Feasible Unfeasible Unfeasible Unfeasible
Figure 3.16 Extractive distillation of chloroform – vinyl acetate with butyl acetate (1.0-2 class). Entrainer - feed flow rate ratio as a function of the reflux ratio to recover 98%mol vinyl acetate (B).
Table 3.10 Operating parameters corresponding to Figure 3.16.
Class 1.0-2 case A-E side with heavy entrainer Feasibility
Specification A B E Reflux ratio Reboil ratio FE/F FE/V Batch Continuous
Name chloroform vinyl acetate Butyl acetate 1 1.64 1 0.55 no no
Boiling T(°C) 61.2 72.5 126 1 0.35 5 2.77 no no
XF 0.1 0.9 0 2 2.45 1 0.37 yes yes
XE 0 0 1 2 0.53 5 1.85 yes yes
XD 0.01 0.98 0.01 5 18 0.2 0.04 yes no
F 1 5 13.5 0.3 0.06 yes yes
D 0.8 15 48 0.2 0.01 yes yes
η 0.98 15 72 0.1 0.007 yes no
Rigorous simulations are carried out with ProsimPlus® in an extractive column whose features are
displayed in Table 3.2. The rigorous profiles are then compared in Figure 3.17 to the approximate
composition profile maps computed from Equations 3.6, 3.7 and 3.9, setting xD = 0.98. As in the 1.0-1a case,
approximate and rigorous profiles agree well. For the conditions (FE/F=5; R=5) the process is feasible as the
distillate purity reaches 0.982 in vinyl acetate. For the conditions (FE/F=5; R=0.1) the process is unfeasible
as the distillate purity can only reach 0.88 in vinyl acetate. The detailed information can be found in Tables
3.11- 3.12. Therefore, the approximate calculations are worthy to evaluate the feasibility of continuous
extractive distillation processes under finite reflux ratio conditions.

89
[UNstrip,B]
[Sextr,B] [UNrect,B]
[Sstrip,B]
[SNextr,B] [UNrect,B]
[UNstrip]
[UNstrip]
[Sstrip,B]
[UNstrip]
Vinyl acetate
Butyl acetate Chloroform
Vinyl acetate
Butyl acetate Chloroform
FE/F = 5 R = 5 (c) (b)
(a)
Simulated rectifying profile Simulated stripping profile Simulated extractive profile
xD,B
S = 1.06
rectifying profile map
stripping profile map
extractive profile map
Vinyl acetate
Butyl acetate Chloroform
Vinyl acetate
Butyl acetate Chloroform
Vinyl acetate
Butyl acetate Chloroform
FE/F = 0.1 R = 5
(f) (e) (d)
S = 27
rectifying profile map
stripping profile map
extractive profile map
Vinyl acetate
Butyl acetate Chloroform
Unstable stripping separatrix
Unstable extractiveseparatrix
xD,B
Tmax azeoAB Tmax azeoAB Tmax azeoAB
Tmax azeoAB Tmax azeoAB Tmax azeoAB
Figure 3.17 Rigorous simulation result to recover vinyl acetate (B) at FE/F=5, R=5 and FE/F=0.1, R=5, compared with calculating profiles: (a-d) stripping section, (b-e) extractive section and (c-f) rectifying section.

90
Table 3.11 Operating parameters corresponding to Figure 3.17a, b, c.
Class 1.0-2 case B-E side with heavy entrainer(FE/F=5, R=5)
Worksheet parameters Rectifying section Stripping section
Name chloroform vinyl acetate Butyle acetate A B E A B E
Boiling T(°C) 61.2 72.5 126 chloroform vinyle acetate butyle acetate chloroform vinyle
acetate
butyle
acetate
XF 0.1 0.9 0 5.07E-03 0.982132 0.0128 0.0317 0.394905 0.573442
XE 0 0 1 8.06E-03 0.920564 0.0714 0.0333 0.393085 0.573641
XD 0.01 0.98 0.01 9.11E-03 0.750609 0.240278 0.0355 0.390622 0.573893
XW 0.017843 0.003529 0.978627 0.00682 0.482299 0.510877 0.0385 0.387329 0.574203
R 5 0.00393 0.284766 0.711306 0.0424 0.382989 0.574568
FE/F 5 0.00496 0.284095 0.710945 0.0477 0.377372 0.574976
F 1 0.0543 0.370262 0.575398
D 0.9 0.0627 0.361495 0.575791
E 5 Extractive section 0.0729 0.351005 0.576103
W 5.1 A B E 0.0849 0.338859 0.57628
V 18.9 chloroform vinyle acetate butyle acetate 0.0984 0.325274 0.576287
ηB 0.98 0.00496 0.284095 0.710945 0.113284 0.310588 0.576128
Reboil S 1.06 0.00611 0.283681 0.710205 0.128929 0.2952 0.575871
FE/V 0.9259 0.00741 0.283718 0.708874 0.144828 0.279478 0.575695
0.00887 0.284506 0.706622 0.160387 0.263633 0.57598
0.0106 0.286524 0.702923 0.174919 0.247561 0.577521
0.0125 0.29057 0.696894 0.187465 0.230593 0.581942
0.015 0.298057 0.686963 0.196413 0.211153 0.592434
0.0182 0.311748 0.670036 0.198943 0.186542 0.614516
Rigorous parameters 0.023 0.337924 0.639062 0.190922 0.153888 0.65519
XF 0.1 0.9 0 0.0317 0.394905 0.573442 0.168958 0.113633 0.717409
XE 0 0 1 0.00496 0.284095 0.710945 0.134878 0.0727 0.792405
XD 0.01 0.98 0.01 0.00496 0.284095 0.710945 0.0967 0.0402 0.863072
Num stages 40 0.0628 0.0196 0.917613
Solvent tray 5 0.0369 0.0085 0.954625
Feed tray 15 0.0187 0.00315 0.978134
Table 3.12 Operating parameters corresponding to Figure 3.17d, e, f.
Class 1.0-2 case B-E side with heavy entrainer(FE/F=0.1, R=5)
Worksheet parameters Rectifying section Stripping section
Name chloroform vinyl acetate Butyl acetate A B E A B E
Boiling T(°C) 61.2 72.5 126 chloroform vinyl
acetate
butyl
acetate chloroform
vinyl
acetate
butyl
acetate
XF 0.1 0.9 0 0.00497 0.885386 0.10964 0.0106 0.231015 0.758369
XE 0 0 1 0.00515 0.583146 0.411702 0.0122 0.238958 0.748823
XD 0.01 0.98 0.01 0.00365 0.354431 0.641917 0.0143 0.250749 0.734956
XW 0.445 0.09 0.455 0.00265 0.25962 0.737729 0.0172 0.269218 0.713576
R 5 0.00223 0.228497 0.769269 0.0218 0.300968 0.677244
FE/F 0.1 0.00208 0.218916 0.779 0.0306 0.366003 0.603436
F 1 Extractive section 0.0315 0.364945 0.603585
D 0.9 0.00203 0.216017 0.781951 0.0327 0.363459 0.603797
E 0.1 0.00202 0.215143 0.782841 0.0345 0.361375 0.604106
W 0.2 0.00201 0.21488 0.783109 0.037 0.358456 0.604578
V 5.4 0.00201 0.214801 0.78319 0.0403 0.354353 0.605356
ηB 0.98 0.00264 0.214514 0.782847 0.0447 0.348528 0.606758
Reboil S 27 0.0033 0.214404 0.782298 0.0504 0.340078 0.609531
FE/V 0.0185 0.00399 0.214522 0.78149 0.0573 0.327378 0.61536
Rigorous parameters 0.00471 0.214932 0.780353 0.0647 0.307491 0.627823
XF 0.1 0.9 0 0.00548 0.215716 0.7788 0.0709 0.275733 0.653391
XE 0 0 1 0.00631 0.216981 0.776712 0.0725 0.227358 0.700112
XD 0.01 0.98 0.01 0.0072 0.218877 0.773923 0.0662 0.164136 0.76965
Num stages 40 0.00819 0.221612 0.7702 0.052 0.0998 0.848202
Solvent tray 5 0.00931 0.225498 0.765196 0.0346 0.0503 0.915181
Feed tray 18 0.0187 0.0202 0.961044

91
3.4.2.2 Subcase1.0-2 Case (b): univolatility line αAB=1 reaching the binary Side B-E.
Separation of the maximum boiling azeotrope acetone (A) – chloroform (B) by adding benzene (heavy
E) illustrates the case when αAB =1 reaches the B-E side (Figure 3.18).The 1.0-2 class diagram bears the
same features as the previous chloroform-vinyl acetate-butyl acetate diagram, but for the location of the
univolatility curve. As it now reaches the B-E edge, the batch extractive process criterion states that A can be
distillated without any limit for the entrainer entrainer - feed flow rate ratio, whereas there exists a maximum
entrainer entrainer - feed flow rate ratio to get B. Depending of the overall feed composition either A or B can
be distillated: from xF1 B is the distillate product; from xF2 below the extractive separatrix, A is the distillate
product.
Rectifying Separatrix
Benzene (E) 81.1°C
[SNextr,B] range
Rectifying profile for A
rcm stable separatrix
Tmax azeoAB
65.1°C
Rectifying profile for B
Acetone (A) 56.3°C
αAB = 1
xP
[SNextr,A] range
ABE αBE = 1
AEB
BAE
Chlorform (B) 61.2°C (a)
Rectifying Separatrix
Benzene (E) 81.1°C
Tmax azeoAB
65.1°C
Extractive profile
Acetone (A) 56.3°C
xP
Chlorform (B) 61.2°C FE/V =0.1 R=60 [SNextr,B]
[SNextr,A]
XF1
XF2
I
III
II
IV
xDB
x
xDA
[Sextr]
Extractive Separatrix
αAB = 1
αBE = 1
(b)
XYZ Volatility order
(X possible distillate)
Figure 3.18 acetone-chloroform using benzene: (a) 1.0-2 class residue curve map (rcm) and batch extractive profile map (b) (FE/V=0.1 < (FE/V)max, R=60).
As shown in Figure 3.18, both original components A and B are unstable nodes, the entrainer (E) is
the stable node, while the maximum boiling azeotrope Tmax azeoAB is a saddle point, The rcm stable
separatrix, so-called distillation boundary, links the azeotrope to E. The univolatility curve αAB =1 starts at
Tmax azeoAB until it intersects the B-E side at the so-called xP point. Both acetone (A) and chloroform (B) are
the most volatile in their respective region (see volatility order B>A>E and A>B>E in Fig.18a) where there
exists a residue curve with decreasing temperature from E to their location. Therefore, either A or B are
possible distillates of the extractive distillation process. As explained in Rodriguez-Donis et al. (2009a), there
is a maximum value (FE/V)max,B,R∞ to recover component B whereas no entrainer - feed flow rate ratio
restriction applies to recover component A at infinite reflux ratio (See [SNextr,A] and [SNextr,B] range in Figure
3.18a). Figure 3.18b displays the extractive composition profile for (FE/V) < (FE/V)max,B,R∞, under infinite reflux
ratio. Pure B can be obtained from the initial charge composition xF1 by adding even a small quantity of E.

92
Indeed, xF1 lies in the regions I and II where extractive composition profiles reach [SNextr,B] that are able to
cross a rectifying profile reaching the unstable rectifying node vertex B, above (FE/V)max,B,R∞, [SNextr,B] would
disappear under composition xP. In contrast starting from xS2 in regions III and IV, all extractive profiles reach
[SNextr,A] whatever the entrainer - feed flow rate ratio and enable to recover distillate xDA.
The feasible range of operating conditions as entrainer - feed flow rate ratio vs. reflux ratio to recover
98mol%mol of product is displayed in Figure 3.19for acetone (A). It is similar to Figure 3.16for the previous
mixture. Again, the batch and continuous process feasible ranges are different because the continuous
process requires that the stripping profile intersects the extractive profile when the same purity is targeted.
When distillate is acetone (A) (Figure 3.19), infinite reflux ratio analysis shows no limit for the entrainer
- feed flow rate ratio. These results of Figure 3.19b in batch process agree well with the thermodynamics
criteria analysis above. However, in continuous process of Figure 3.19a there exists additional minimum
value FE/Fmax at any given reflux ratio R > Rmin or we can say at any given entrainer - feed flow rate ratio
there exists minimum value of reflux ratio Rmin, this minimum value remains nearly constant. This additional
existence results from the stripping section profile can not intersect the extractive section in continuous
process and its conditions limit feasibility, the operation requirement become more rigorous because all of
parameters choice need occur over a more narrow range. Technically speaking in class 1.0-2, both
component A and B can be recovered as they are unstable rectifying node UNrcm, at the condition of FE = 0
or infinite reflux ratio, this is similar to the theory of process azeotropic distillation, Figure 3.19bat the
condition of infinite reflux ratio, verified this theory, obviously, in continuous process of Figure 3.19a, again,
becomes unfeasible at this unlimited situation. Both continuous modes and batch modes display the same
features for reflux ratio limitation. Similarly to Figure 3.16, there is a minimum reflux ratio value below which
the separation becomes impossible no matter how big the amount entertainer feed given. The corresponding
operating parameters are available in Table 3.13.

93
0
3
6
0 5 15 25
F E/V
, Fee
d R
atio
R, Reflux Ratio
5
4
2
1
0
15
30
0 5 15 25
F E/F
, Fee
d R
atio
25
20
10
5
R, Reflux Ratio
Continuous feasible line sketch Batch feasible line sketch
Batch Continuous Feasible Feasible Feasible Unfeasible Unfeasible Unfeasible
Figure 3.19 Extractive distillation of acetone – chloroform with benzene (1.0-2 class). Entrainer - feed flow rate ratio as a function of the reflux ratio to recover 98%mol acetone (A).
Table 3.13 Operating parameters corresponding to Figure 3.19.
Class 1.0-2 case B-E side with heavy entrainer Feasibility
Specification A B E Reflux ratio Reboil ratio FE/F FE/V Batch Continuous
Name acetone chloroform benzene 25 6.5 3.5 0.15 yes no
Boiling T(°C) 56.3 61.2 81.1 25 5.7 4 0.17 yes yes
XF 0.9 0.1 0 15 4.65 3 0.21 yes no
XE 0 0 1 15 4 3.5 0.24 yes yes
XD 0.98 0.01 0.01 5 2.08 2.5 0.46 yes no
F 1 5 1.74 3 0.56 yes yes
D 0.9 2 0.27 10 3.7 yes yes
η 0.98 2 0.18 15 5.56 yes yes
2 0.11 25 9.26 yes yes
1 0.18 10 5.56 no no
1 0.12 15 8.33 no no
1 0.17 25 13.89 no no
The feasible range of operating conditions as entrainer - feed flow rate ratio vs. reflux ratio to recover
98%mol of product is displayed in Figure 3.20 for chloroform (B), showing the maximum entrainer entrainer -
feed flow rate ratio value. It is slightly different from Figure 3.14 for the previous mixture as now the batch
and continuous process feasible ranges are different. As expected from the infinite reflux ratio analysis there
exists a maximum value for entrainer - feed flow rate ratio above which the process is unfeasible. This
maximum value gradually reduces as reflux ratio gets smaller, until it reaches a minimum reflux ratio. A
detailed calculation of the profile map shows that the feasible rectifying section profiles region gets smaller
until it can no longer intersect the extractive profile region. The same holds for the continuous mode.
However, the continuous (Figure 3.20a) and batch mode (Figure 3.20b) have a large difference as the
existence of minimum value of the entrainer - feed flow rate ratio, because in continuous process the
stripping section is now involved and its conditions can limit feasibility, the operations requirement become
more rigorous because all of parameters choice need occur over more narrow range.

94
0
1.5
3.0
4.5
0 5 10 15 20 25
F E/V
, Fee
d R
atio
R, Reflux Ratio
0
10
20
35
0 5 10 15 20 25
F E/F
, Fee
d R
atio
YU2 (12,1)
YU1 (12, 25)
YF1 (12,10)
30
25
5
15 YU3 (2, 10)
R, Reflux Ratio
Continuous feasible line sketch Batch feasible line sketch
Batch Continuous Feasible Feasible Feasible Unfeasible Unfeasible Unfeasible
Figure 3.20 Extractive distillation of acetone – chloroform with benzene (1.0-2 class). Entrainer - feed flow rate ratio as a function of the reflux ratio to recover 98%mol chloroform (B).
Table 3.14. Operating parameters corresponding to Figure 3.20.
Class 1.0-2 case B-E side with heavy entrainer Feasibility
Specification A B E Reflux ratio Reboil ratio FE/F FE/V Batch Continuous
Name acetone chloroform benzene 20 4.6 4 0.21 yes yes
Boiling T(°C) 56.3 61.2 81.1 20 0.67 28 1.48 yes yes
XF 0.1 0.9 0 20 6.1 3 0.16 yes no
XE 0 0 1 20 0.65 29 1.53 no no
XD 0.01 0.98 0.01 12 0.58 20 1.71 yes yes
F 1 12 3.77 3 0.26 yes yes
D 0.9 12 0.55 21 2.22 no no
η 0.98 12 5.57 2 0.17 yes no
5 0.45 12 4.22 yes yes
5 6 0.8 0.15 yes yes
5 0.41 13 2.41 no no
5 6.75 0.7 0.13 yes no
3 0.71 5 0.39 yes yes
3 4.5 0.7 0.19 yes yes
3 0.59 9 2.60 no no
3 5.14 0.6 0.17 yes no
2 2.45 1 0.37 no no
2 0.27 10 3.7 no no
Figure 3.21 displays the composition profiles computed to get xD = 0.98, under four operating
conditions reported in Figure 18b. For Yu1(R=12, FE/F=25) the process is unfeasible as the rectifying profile
cannot intersect the extractive section (Figure 3.21a). For YF1 (R=12, FE/F=10), the process is feasible
(Figure 3.21b). ForYu2 (R=12, FE/F=1) the batch process is feasible but not the continuous process as the
stripping profile cannot intersect the extractive profile (Figure 3.21c).Figure 3.21d concerns the point Yu3
(R=2, FE/F=10) which reflux ratio is lower than the minimum reflux ratio value: the rectifying profile is so short
that it doesn’t intersect the extractive section. Table 3.15 summarizes the operating parameters
corresponding to Figure 3.21.

95
Rectifying profile
Extractive profile
Stripping profile
Chloroform
Benzene Acetone
(a) FE/F=25 R =12
Univolatility line
Rectifying seperatrix
Tmax azeoAB
Extractive profile
Stripping profile
Chloroform
Benzene Acetone
(b) FE/F=10 R =12
Univolatility line
Rectifying seperatrix
Rectifying profile
Tmax azeoAB
Chloroform
Benzene Acetone
(c) FE/F=1 R =12
Univolatility line
Rectifying seperatrix
Rectifying profile
Extractive profile
Stripping profile
Tmax azeoAB
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0
Chloroform
Benzene Acetone
(d) FE/F=10 R =2
Univolatility line
Rectifying seperatrix
Rectifying profile
Extractive profile
Stripping profile
Tmax azeoAB
Figure 3.21 Rectifying, extractive and stripping composition for four operating parameter points taken from Figure 3.20 (a) point YU1, (b) point YF1, (c) point YU2 and (d) point YU3.

96
Table 3.15. Operating parameters corresponding to Figure 3.21
Class 1.0-2 case B-E side with heavy entrainer
Specification parameters for Figure 3.21(a) Specification parameters for Figure 3.21(b)
Apex A B E Apex A B E
Name acetone chloroform benzene Name acetone chloroform benzene
Boiling T(°C) 56.3 61.2 81.1 Boiling T(°C) 56.3 61.2 81.1
XF 0.1 0.9 0 XF 0.1 0.9 0
XE 0 0 1 XE 0 0 1
XD 0.01 0.98 0.01 XD 0.01 0.98 0.01
XW 0.0036255 0.00071713 0.995657371 XW 0.0090099 0.00178218 0.989207921
R 12 R 12
FE/F 25 FE/F 10
F 1 F 1
D 0.9 D 0.9
E 25 E 10
W 25.1 W 10.1
V 11.7 V 11.7
ηB 0.98 ηB 0.98
Reboil S 0.4661 Reboil S 1.1584
FE/V 2.1368 FE/V 0.8547
Specification parameters for Figure 3.21(c) Specification parameters for Figure 3.21(d)
Apex A B E Apex A B E
Name acetone chloroform benzene Name acetone chloroform benzene
Boiling T(°C) 56.3 61.2 81.1 Boiling T(°C) 56.3 61.2 81.1
XF 0.1 0.9 0 XF 0.1 0.9 0
XE 0 0 1 XE 0 0 1
XD 0.01 0.98 0.01 XD 0.01 0.98 0.01
XW 0.08272727 0.01636364 0.900909091 XW 0.0090099 0.00178218 0.989207921
R 12 R 2
FE/F 1 FE/F 10
F 1 F 1
D 0.9 D 0.9
E 1 E 10
W 1.1 W 10.1
V 18.9 V 2.7
ηB 0.98 ηB 0.98
Reboil S 10.6363 Reboil S 0.2673
FE/V 0.0855 FE/V 3.7037
3.5 CONCLUSIONS
A feasibility method built for the batch extractive distillation process was extended to investigate the
range of operating parameters reflux ratio (R) and entrainer - feed flow rate ratio (FE/F, FE/V) for both
continuous or batch process. It is shown that the feasibility under infinite reflux ratio conditions can be
predicted from the general feasibility criterion enounced by Rodriguez-Donis et al. (2009a), which requires
only the knowledge of the rcm topology and classification along with the computation of the univolatility line.
The prediction is confirmed by the calculation of approximate composition profile in each column section,
depending on reflux ratio and entrainer - feed flow rate ratio. Under finite reflux ratio conditions, the results at
approximate calculations agree with those at the rigorous simulations of continuous extractive distillation
processes, but also bring information about the location of pinch points and possible composition profiles
separatrices that could impair the process feasibility.

97
For class 1.0-1a (minimum boiling azeotrope separation A-B by adding a heavy entrainer E), two sub
cases arise depending on the univolatility line αAB =1 location. Two azeotropic systems acetone-heptane with
toluene (entrainer) and acetone-methanol with water (entrainer) are used to demonstrate the case when
univolatility line αAB =1 intersects the A-E edge (case a); an example acetone-methanol with heavy entrainer
chlorobenzene is used to explain the case when univolatility line αAB =1 intersects the B-E edge (case b).
At infinite reflux ratio for the batch process, the point xp determines the minimal limit value for entrainer
- feed flow rate ratio, the range of the extractive stable node SNextr,A and the expected product A (in class
1.0-1a case a), SNextr,B and the expected product B (in class 1.0-1a case b). Under finite reflux ratio, SNextr,B
in class 1.0-1a case a) (SNextr,A in class 1.0-1a case b) moves inside the diagram and generates an
extractive unstable separatrix that reduces the feasible region.
These results also translate well for continuous extractive distillation, regarding A as product
component for the two examples of case a, the results show the expected feature: there is a minimum
entrainer - feed flow rate ratio at any reflux ratio. Besides, there is maximum reflux ratio at any given
entrainer entrainer - feed flow rate ratio. The maximum reflux ratio gets smaller as the entrainer entrainer -
feed flow rate ratio reduces, in agreement with the result of Knapp and Doherty(1994). There is also a
minimum reflux ratio value, below which the separation becomes impossible no matter how big is the
entrainer to entrainer - feed flow rate ratio. The feasible regions of the two examples have the same shape
but the limits are different because of the different properties of azeotrope and solvent performance.
The same shape of the operating parameter feasibility region holds for the continuous and batch mode,
as the limitation FE/V and reflux ratio in batch translates into a continuous value FE/F. However, the minimum
value FE/V is smaller for the continuous than for the batch mode because the continuous profile sets stricter
feasible conditions due to the necessary intersection between the stripping and the extractive profile.
Regarding case b aiming to produce acetone(A)as distillate from ternary system acetone (A)-methanol
(B)-chlorobenzene(E), it bears symmetrical feature with case a, but then heptane(B) is the product as the
univolatility curve αAB =1 now reaches B-E edge.
For class 1.0-2 (separation of a maximum boiling azeotrope with a heavy entrainer) two sub cases
also occur. Forth mixture chloroform (A) - vinyl acetate (B) using butyl acetate as entrainer(E), the
univolatility curve αAB =1 intersects the A-E edge (case a), while for the mixture acetone (A) – chloroform (B)
using benzene (E) as entrainer, the univolatility curve αAB =1 intersects the B-E edge (case b). The batch
feasibility criterion under infinite reflux ratio then states that A or B can be distillated out, depending on the

98
starting composition. For case a (resp. case b), chloroform (A for case a) (resp. B for case b) can be a
distillate product, provided that the entrainer entrainer - feed flow rate ratio lies below a maximal value
(FE/V)max at a given reflux ratio. The continuous process also displays a corollary maximal value (FE/F)max.
But the continuous process also shows a minimum value FE/F because of the necessary intersection
between the stripping and the extractive section composition profiles. Under finite reflux ratio an extractive
unstable separatrix moves inside the diagram and impacts the feasible composition region. In continuous
mode, the minimum value FE/F at a given reflux ratio gets smaller as reflux ratio reduces, and there also
exists a minimum reflux ratio.
Regarding the distillation of vinyl acetate (B) when separating the mixture chloroform-vinyl acetate
using butyl acetate as entrainer or acetone (A) when separating the mixture chloroform-acetone using
benzene as entrainer, the batch extractive process analysis predicts no entrainer limitation under infinite
reflux ratio. However there exists a minimum entrainer - feed flow rate ratio limit under finite reflux ratio for
the continuous process because of the additional constraint that the stripping profile intersects the extractive
profile. For both continuous and batch mode, there exist a minimum value for reflux ratio because of the
reduction of the rectifying profile region as reflux ratio decreases.
Comparison of three entrainers leading to the same type of diagram and the same sub-case also
shows that the feasible conditions ranges is entrainer dependent, in particular the minimum reflux ratio and
the minimum entrainer entrainer - feed flow rate ratio, and that the methodology is suitable to compare
entrainers in a preliminary step before optimizing the process with the entrainer regeneration column.
As these observations for the class 1.0-2 or 1.0-1a are corroborated by rigorous simulations, we
demonstrate that feasibility analysis based on simple thermodynamic insight (the ternary class, the
univolatility line intersect with the diagram) can be exploited to evaluate the feasibility under finite reflux ratio
and both for batch and continuous operation.

4. Extension of Thermodynamic Insights on Batch Extractive
Distillation to Continuous Operation. Azeotropic Mixtures with a
light Entrainer
CH
AP
TER
4

100
4.1 INTRODUCTION
In extractive distillation, the common industrial rule for selecting a suitable entrainer is to choose a
miscible, heavy boiling, which forms no new azeotrope. It should interact differently with the components of
the mixture causing their relative volatilities to either increase or reduce, and thereby easy the separation.
However, there are some cases when its use is not recommended such as if a heat sensitive, high boiling
component mixture to be separated. Different entrainers can cause different components to be recovered or
recovered overhead in extractive distillation, Potential entrainers is critical since an economically optimal
design made with an average design using best entrainer can be much less costly (Laroche et al,
1991).Theoretically, any candidate entrainer satisfying the feasibility and optimal criteria can be used no
matter it is heavy, light, or intermediate entrainer. Literature studies on intermediate entrainer or light
entrainer, even though not too much, validate this assumption. Laroche et al. (1991) investigated the use of
heavy, intermediate and light boiling entrainer to separate minimum boiling azeotropes. In batch operation,
Rodriguez-Donis et al, reviewed the use of these three kinds of entrainers to separate maximum boiling
azeotropes and low relative volatility mixtures (Rodriguez-Donis et al., 2009a, 2009b, 2012a, 2012b). They
also showed that entrainers forming azeotropes could also be used in extractive distillation (2010 DistAbs
Proceedings), but that was not further tested for continuous operation.
In this chapter, we are here concerned by extending the thermodynamic insight on extractive
distillation feasibility proven for batch distillation to continuous extractive distillation. In Chapter3, we have
shown how the thermodynamic insight acquired on batch extractive distillation could be extended to the use
of a heavy entrainer for separating minimum and maximum boiling azeotropes. Applying the general
feasibility criterion for extractive distillation under infinite reflux ratio (Rodriguez-Donis et al., 2009a) which
considered the volatility order regions of the ternary diagram, we pointed out how they could be extended to
continuous extractive distillation and what differences occurred under finite reflux ratio. This chapter
concerns the use of a light boiling entrainer for the separation of minimum and maximum boiling binary
azeotropes.
After a brief state of the art section, we recall the essential features of the methodology, already
described in chapter3, stress the specificities due to the use of a light entrainer. Then we investigate the two
sub-cases process alternatives linked to the separation of a maximum boiling azeotrope with a light entrainer
(class 1.0-1a) and of a minimum boiling azeotrope with a light entrainer (class 1.0-2) by applying the
methodology. Through a systematic calculations of different section composition profiles, feasibility region for

101
two key parameters entrainer - entrainer - feed flow rate ratio and reboil ratio are determined and validated
by rigorous simulation.
4.2 STATE OF THE ART WITH LIGHT ENTRAINER
In extractive distillation, a third component entrainer E is added to interact selectively with the original
components A and B, to reinforce their relative volatility, thus enhancing the original separation. We refer to
A as having a lower boiling point than B. It differs from azeotropic distillation by the fact that the third-body
solvent E is fed continuously in another column position (either to the still, or to the column, or to the top)
other than feed mixture. Entrainer design study has been rich in the literature, a potential candidate entrainer
is often referred to three major property classes : (1)pure solvent properties such as boiling point, vapor
pressure, molar volume, … (Marrero and Gani, 2001; Chein-Hsiun, 1994); (2)process properties such as
relative volatility, solvent solubility power, phase stability criterion performance index (Pretel et al., 1994) and
univolatility and unidistribution curves (Laroche et al., 1992; Rodriguez-Donis et al. 2009a, 2009b, 2010,
2012a, 2012b); and (3) environment-related properties such as LC50 (Song and Song, 2008),
environmentalwaste, impact, health, and safety issues (Weis and Visco, 2010).
Literature studies on light entrainer for extractive distillation are scarce compared to the use of a heavy
entrainer. Hunek et al. (1989) tested the separation of the minimum boiling azeotropic mixture ethanol (A)-
water (B) with the light entrainer methanol by a pilot-plant experiment, calling this process reverse extractive
distillation. Laroche et al. (1991) showed that the univolatility curve location could be used to determine the
product obtained from extractive distillation of a minimum boiling azeotrope with a light entrainer: using
acetone as a light entrainer, the separation of water ethanol (A) – water (B) gave water (B) as the bottom
product of the extractive column; whereas the separation of methyl ethyl ketone (A) – water (B) gave methyl
ethyl ketone (A) as the bottom product of the extractive column. The general criterion for extractive distillation
feasibility under infinite reflux ratio (Rodriguez-Donis et al., 2009a) fully corroborates this analysis by
combining simultaneously the relationship between the residue curve map and the location of the univolatility
line.
Analyzing more than 400 binary azeotrope- entrainer system, for either azeotropic or extractive
distillation, Laroche et al., (1992)concluded that: (1) light entrainers are common, almost as common as
heavy entrainers; (2) light entrainers often represent the only viable alternative when a heavy entrainer
cannot be used; and (3) light entrainers can perform as well or better than heavy entrainer. Further works
have concerned batch extractive distillation. Lang et al. (1999a) assessed the feasibility of the extractive

102
distillation of ethanol (A)-water (B) with light entrainer methanol in batch rectifier and of mixture n-butanol (A)
- n-butylacetate (B) with n-propylformate and di-propylether as light entrainer in a batch stripper. Considering
a batch rectifier and a batch stripper, Varga (2006) studied the separation of three mixtures: ethanol-water
(minimum boiling azeotrope) with light entrainer methanol, water - ethylene diamine (maximum boiling
azeotrope) with light entrainer methanol, and chlorobenzene - ethylbenzene (close boiling mixture) with light
entrainer 4-methylheptane. Feasibility, operating steps, limiting entrainer - feed flows, limiting reflux ratios,
and limiting number of theoretical stages were then determined by parametric study on profiles maps, and
verified by rigorous simulation. More recently, by the aid of thermodynamic insights on knowledge of the
location of univolatility lines and residue curve analysis (Rodriguez-Donis et al. 2009a), Rodriguez-Donis et
al. (2012) published a detailed study on the feasibility of homogeneous batch extractive distillation for all the
possible sub-cases related to the separation of azeotropic mixtures with light entrainer which belongs to
class 1.0-2 and 1.0-1a.. This paper aims to investigate that insight for the continuous extractive distillation
process with a light entrainer.
From basic mass balance analysis, feasibility of an extractive distillation under finite reflux ratio (reboil
ratio in revers extractive distillation) conditions requires that the top and bottom product composition are
connected each other through the liquid composition profiles xi in each sections. The calculation requires
choosing a target product composition and depends on many parameters. In azeotropic distillation or
common distillation process with two column sections, the relevant parameters to be considered are the heat
condition of the feed variable q, the feed stage location, total number of stages, the column holdup, and the
vapor flow rate ratio, the condenser cooling duty, the boiler heat duty and the reflux ratio. Not all are
independent because the distillation column model has only two degrees of freedom (Widgado and Seider,
1996). Extractive distillation further adds the entrainer feed flow rate ratio to the list of the parameters as
another degree of freedom. Like a previous study in this series, we focus only on the influence of the reboil
ratio and entrainer - feed flow rate ratio on feasibility. Finding the ranges of reboil ratio and entrainer - feed
flow rate ratio values that enable a feasible extractive distillation is the main issue of extractive distillation.
Upon the feasibility study on separation a maximum (minimum) boiling azeotrope with the entrainer
forming no new azeotrope which belongs to the 1.0-1a of Serafimov’s class (occurrence 21.6%), most
literature focus on a heavy entrainer. The study with light entrainer, which is of equal importance, was not
studied in continuous operation but was in batch by using composition profiles. In contrast, applying light
entrainer for separating a maximum boiling azeotrope, the corresponding ternary diagram belongs to the 1.0-

103
1a Serafimov’s class (occurrence 21.6%). The separation of a minimum boiling azeotrope with a light
entrainer corresponds to the 1.0-2 class (occurrence 8.5%).
Knapp et al (1994) investigated the limit quantities of both reflux ratio and entrainer - feed flows for a
conventional
case of ternary mixture which belongs to class 1.0-1a, where a heavy entrainer is added to separate an
azeotropic mixture with minimum azeotrope and other literature merely focus on batch case 1.0-2 with heavy
entrainer (Lang et al., 2000), case 1.0-1a,1.0-2 and 0.01 with light entrainer (Lang et al., 1999b),1.0-1b
heavy entrainer with intermediate(Lelkes et al., 2002,Rév et al., 2003) were also published. The extension of
thermodynamic insight to other mixture classes with light entrainer was systematically studied by (Rodriguez-
Donis et al., 2012a) who combined knowledge of the thermodynamic properties of residue curve maps and
of the univolatility and unidistribution curves location. As a continue work of this series, this Chapter aims to
identify how the thermodynamic insight underlying the general feasibility criterion can be transposed to
continuous operation of extractive distillation with light entrainer, not only for the 1.0-1a class so far well
studied but for all the classes found feasible in batch. For all suitable classes, the general criterion under
infinite reboil ratio could explain the product to be recovered and the possible existence of limiting values for
the entrainer - feed flow rate ratio for batch operation: a minimum value for the class 1.0-1a, a maximum
value for the class 1.0-2, etc... The behavior at finite reboil ratio could be deduced from the infinite behavior
and properties of the residue curve maps, and some limits on the reboil ratio were found. However precise
finding of the limiting values of reboil ratio or of the entrainer - feed flow rate ratio required other techniques,
summarized as following parts.
4.3 COLUMN CONFIGURATION AND OPERATION
Extractive distillation can be operated either in batch or in continuous mode. The batch mode is
usually used for separating small quantities of mixture varying composition, besides the conventional batch
rectifier (Lelkes, Lang, Benadda, and Moszkowicz, 1998a,Stéger et al., 2005), both batch stripper (Lang et
al., 1999b, Varga, 2006) and middle vessel columns (Davidyan et al., 1994)have also been suggested and
discussed in the literature, even though the use of a light entrainer would recommend to use a batch stripper,
as the product being expected to be a heavy boiler could be removed from the boiler still (Varga et al.,
2006).Varga (2006) studied four configurations for extractive distillation using light entrainer premixed to the
charge in the still before distillation (SBD), fed continuously into the still (BED-B) at the top (BED-T) or at an
intermediate location BED-I and provided recommendations for separating minimum and maximum

104
azeotropes and close-boiling mixtures. In the present Chapter, we consider a continuous column with the
original binary mixture (A+B) initially charged into the column top vessel and it is fed to the first top tray as
boiling liquid (LT), light entrainer (FE)fed at an intermediate location below the main feed (A+B), according to
Figure 4.1b. It gives rise to three column sections, the extractive and stripping section, as in the batch
column (Figure 4.1a), partial evaporation of the liquid phase reaching the column bottom gives the vapor flow
rate ratio (VS). The remaining liquid is drawn as bottom product (W) in order to maintain the liquid amount
into the boiler. For continuous configuration, as we consider a light entrainer (boiling temperature below that
of both A and B), the entrainer stream is fed below the main feed in continuous (b), these two feeds leading
to three column sections, stages above azeotropic mixture feed named rectifying section, stages between
azeotropic mixture feed and entrainer feed named extractive section, stages below is stripping section (see
Figure 4.1b).
(a)
A+BxTop Top Vessel
LT
VE
FE,xE Stripping section
(VS,LS)
Extractive section(VE,LE)
W,xW
VS LS
(b)
FE, xE
F, xF
W,xW
D,xD
Extractive section (VE,LE)
Rectification section (VR,LR)
Stripping section (VS,LS)
VS
LT
LS
VR
Figure 4.1 Configurations of extractive distillation column: (a) batch (b) continuous.
4.4 EXTRACTIVE DISTILLATION FEASIBILITY ASSESSMENT
According to Serafimov’s classification of ternary diagrams (Kiva et al; 2003) the separation of a
minimum boiling azeotrope with a light entrainer gives rise to a 1.0-2 class diagram (8.5% occurrence among
ternary azeotropic mixtures) and the separation of a maximum boiling azeotrope gives rise to a 1.0-1a classe
diagram (21.6% occurrence).
Chapter 2 gave an overview of the state of the art on the feasibility assessment of continuous
extractive distillation when a heavy entrainer is used. Many classical tools used for azeotropic distillation are
valid for extractive distillation: residue curve map analysis, composition profiles…. A key parameter is the
reflux ratio, which should be as low as possible for economic reasons, as it governs the internal liquid flow
into the column. But, the occurrence of the middle / extractive section sets new challenges for extractive
distillation. The ratio of the entrainer / main feeds becomes a variable as important as the reflux ratio.

105
Besides, feasibility in terms of composition profiles now requires that all three sections intersects together as
was highlighted with the work on double feed columns of Levy and Doherty (1986). Laroche et al. (1992)
further brought attention to univolatility curves and volatility order regions for the 1.0-1a class with a heavy
entrainer, explaining that depending on the location of the univolatility curve intersection with the A-B-E
triangle, product can be either A or, less intuitive, B the intermediate boiler. Explanation also came from the
study of the middle section composition profile map topology and singular points for the 1.0-1a class (Knapp
and Doherty, 1994, Lelkes et al. 1998, Brüggemann and Marquardt, 2004, Frits et al. 2006) as feasibility of
the extractive distillation process required the stable node of the extractive section to be near the triangle
edge, so as to intersect a rectifying section curve reaching the desired distillate. As the stable node moves
along the univolatility curve for the 1.0-1a class when the entrainer - feed flow rate ratio increases below a
minimum entrainer - feed flow rate ratio value, the process becomes feasible above that limit value (Lelkes et
al., 1998).
Rodriguez-Donis and her colleagues extended systematically that analysis for the separation of
minimum or maximum boiling azeotropes and of low relative volatility mixtures, considering light,
intermediate or heavy entrainer, by batch extractive distillation (2009a, 2009b, 2010, 2012a, 2012b).
Combining knowledge of the thermodynamic properties of residue curve maps and of the univolatility and
unidistribution curves location, they expressed a general feasibility criterion for extractive distillation under
infinite reflux ratio. Serafimov’s classes covering up to 53% of azeotropic mixtures can match the criterion
and are suited for extractive distillation : 0.0-1 (low relative volatility mixtures) (Rodriguez-Donis et al. 2009b),
1.0-1a, 1.0-1b, 1.0-2 (azeotropic mixtures with light, intermediate or heavy entrainers forming no new
azeotrope) (Rodriguez-Donis et al. 2009a, 2012a, 2012b), 2.0-1, 2.0-2a, 2.0-2b and 2.0-2c (azeotropic
mixtures with an entrainer forming one new azeotrope) (Rodriguez-Donis et al. 2010). For all suitable classes,
the general criterion under infinite reflux ratio could explain the product to be recovered and the possible
existence of limiting values for the entrainer - feed flow rate ratio for batch operation: a minimum value for
the class 1.0-1a, a maximum value for the class 1.0-2, etc...
The behavior at finite reflux ratio could be deduced from the infinite behavior and properties of the
residue curve maps, and some limits on the reflux ratio were found. However precise finding of the limiting
values of reflux ratio or of the entrainer - feed flow rate ratio requires other techniques, like the intersection of
composition profiles, either discrete, tray by tray ones (Levy and Doherty, 1986, Julka and Doherty, 1993) or
continuous ones from a differential model (Lelkes et al. 1998). Pinch point analysis also allows to find these
values, either by using an algebraic criteria (Levy et al. 1986) or with mathematical approaches, like

106
bifurcation theory (Knapp and Doherty, 2004), interval arithmetics (Frits et al. 2006) or by a combined
bifurcation-short cut rectification body method (Brüggemann and Marquardt, 2008).
Then theoretical validation is performed by simulation with a rigorous model including both mass and
energy balances.
4.5 FEASIBILITY STUDY METHODOLOGY
Our methodology aims at extending thermodynamic insight for batch extractive distillation to
continuous. The main difference lies in the existence of a stripping section for the continuous column
configuration, compared to the batch column configuration (see Figure 4.1), whereas the key parameters
remain the reboil ratio S and the solvent to feed flow-rate ratio FE/F for continuous operation mode or FE/V,
where V is the vapor flow-rate going up from the boiler, for the batch process.
4.5.1 Thermodynamic feasibility criterion for 1.0-1a and 1.0-2 ternary diagram classes.
Rodriguez-Donis et al. (2012a) reformulated for light entrainers the general criterion for extractive
distillation enounced by Rodriguez-Donis et al., 2009a: Component A or B can be drawn as first bottom
product using a stripper configuration if there is a residue curve going from the entrainer E towards A or B
and following an increasing temperature in the region in which A or B is the least volatile component of the
ternary mixture, Figure 4.2 and Figure 4.3 summarize the topological features (singular points, univolatility
lines αAB=1 and volatility order regions) and the products achievable for the class 1.0-1a (maximum boiling
azeotrope with a light entrainer) and 1.0-2 (minimum boiling azeotrope with a light entrainer) diagrams.
[SNextr,B] range
A [Srcm ]
B [S rcm ] E [UNrcm ]
A [S rcm ] (a)
αAB = 1
ZYX Volatility order (X possible distillate)
EBA
EAB
Residue curves
[SNextr,A] range
xp
B [S rcm ] E [UNrcm ]
(b)
EBA
EAB
αAB = 1
Tmax azeoAB
[SNrcm ]
xp
XWB
XWA
Tmax azeoAB
[SNrcm ]
EBA: stripping of (A) above ( FE/LT)min,A
EAB: stripping of (B) above ( FE/LT)min,B
Figure 4.2.Thermodynamic features of 1.0-1a mixtures with respect to batch extractive distillation. Separation of a maximum boiling azeotrope with a light entrainer.

107
For class 1.0-1a (Figure 4.2) the entrainer is the residue curve unstable node UNrcm (open circle), apex
A and B are residue curve saddle point Srcm (open triangle down) while maximum boiling azeotrope is stable
node SNrcm (filled circle). By using azeotropic distillation It is impossible to recover A or B but a maxT
azeotrope at the column bottom in a batch stripper or in the continuous column bottom since A and B are
both saddle points. By using extractive distillation, either A or B can removed as product thanks to the
univolatility line αAB=1 that starts from the maximum boiling azeotrope and intersects one triangle side at xp.
The univolatility line divides the composition graph into two volatility order regions. The xP location decides
which possible product A or B can be recovered from bottom: A when xP lies on the A-E side (Figure 4.2a), B
when xP lies on the B-E side (Figure 4.2b) because the general criterion is fulfilled: A (in Figure 4.2a) (B in
Figure 4.2b) is the most volatile in the region EBA (EAB in Figure 4.2b) where it is connected to E by a
residue curve of increasing temperature from E to A (B), equivalent to the stripping section profile under
infinite reboil ratio.
The feasibility related to entrainer - feed flow rate ratio by the fact of the extractive profile map, under
infinitely reboil ratio and an infinitesimal entrainer - feed flow rate ratio (Figure 4.2), with a stripping
configuration, the singular point and stabilities of the extractive profile map are the same with residue curve
map in shape and directions, because the ending point of the extractive composition profile SNextr, lies at the
residue curve stable node SNrcm, apexes A and B become extractive saddle node Sextr while maximum
boiling azeotrope become stable node SNextr. As the entrainer - feed flow rate ratio increases, extractive
singular points move towards the entrainer vertex, with extractive saddle node moving along the triangle B-E
and A-E edge, whereas minT azeoAB SNextr move along the univolatility curve αAB=1. Ultimately UNextr and
Sextr may merge at the sacrifice of the extractive singular point Sextr being on the triangle edge (Rodriguez-
Donis et al., 2009a, Lang et al., 1999a). As the SNextr must be present near the triangle edge to enable
intersection of stripping and extractive section profiles and thus for the process to be feasible, thus a
minimum entrainer - feed flow rate ratio (FE/F)min,A (resp. (FE/F)min,B) is required for the process to be feasible
and recover the feasible product A (resp. B) when the αAB=1 intersects the A-E (resp. B-E) edge.
The separation of the maximum boiling azeotrope(xazeo,A=0.4 @434.2K,1atm)propanoic acid(414.4K)
(A) – DMF(425.2K) (B)using MIBK (389.7K) (E) illustrates Figure 4.2a, as αAB =1 intersects the binary side A-
E; and the separation of the maximum boiling azeotrope(xazeo,A=0.35 @393K) water (373.2K) (A) –
ethylenediamine EDA(390.4K)(B) using acetone (E)(329.3K) illustrates Figure 4.2b as αAB =1 curve
intersects the binary side B-E.

108
[SNextr,B] range
[SNextr,B] range
A [SNrcm ] A [SN ]
(a)
αAB = 1
ZYX Volatility order (X possible distillate)
EBA
EAB
Residue curves
[SNextr,A] range
xp
(b) xWA
Tmin azeoAB [Srcm ]
Rcm stable separatrix
xWB
B [SN rcm ] E [UNrcm ] B [SNrcm ]
E [UNrcm ]
BEA αBE = 1
αAB = 1
EBA
EAB
[SNextr,A] range
xp
xWA
Tmin azeoAB [Srcm ]
xWB
ΑAE = 1
A [SNrcm ]
AEB
BEA&EBA: stripping of (A) below ( FE/LT)max,A
EAB: stripping of (B) for all F E
EBA: stripping of (A) for all FE AEB&EAB: stripping of (B)
below ( FE/LT)max,B
Figure 4.3.Thermodynamic features of 1.0-2 mixtures with respect to batch extractive distillation. Separation of a maximum boiling azeotrope with a light entrainer.
Figure 4.3summarizes the topological features of the ternary diagrams 1.0-2 with a light entrainer.
The entrainer is the residue curve unstable node UNrcm (open circle), apex A and B are stable node SNrcm
(filled circle) while minimum boiling azeotrope are residue curve saddle point Srcm (open triangle down).
Even though both apex A and B are [SNrcm] but lie in two different distillation regions. Therefore,
unless the distillation boundary is highly curved, they cannot be recovered sequentially in a batch stripper by
azeotropic distillation process (Bernot et al., 1990), however, extractive distillation is a worthy alternative
process, as the feeding of the entrainer at an intermediate column tray generates extractive profiles able to
cross the distillation boundary of the residue curve map.
As the residue curve map is split in two distillation regions by a distillation boundary. The univolatility
lines αAB=1 that starts from the minimum boiling azeotrope and intersects one triangle side at xp, which result
in two case to consider, both components A and B can be recovered as bottom products as they satisfy the
general feasibility criterion: in volatility order region BEA and EBA, A is the least volatile component and
connected to entrainer E by a residue curve in the direction of increasing temperature and is a product
(denoted in Figure 4.3as A). In volatility order region AEB and EAB, the same occurs for B which is the
bottom product. Univolatility curves αEA and αEB do not affect the (A) vs. (B) volatility order and therefore the
expected product.
Under infinite reboil ratio and an infinitesimal entrainer - feed flow rate ratio (Figure 4.3), similarly,
extractive profile map the same shape and directions with residue curve map, as the ending point of the
extractive composition profile, SNextr, lies at the residue curve stable node, SNrcm, apexes A and B become

109
stable node SNextr while minimum boiling azeotrope becomes extractive saddle Sextr. There is no limit
entrainer - feed flow rate ratio for recovery component B (resp. A) but existing (FE/F)max,A for component A
(resp. (FE/F)max,B for B) because the extractive unstable node UNextr,B(resp. UNextr,A) can be located at any
position on the edge B-E (resp. A-E), The same event was observed in the separation of maxT with heavy
entrainer and discussed in detail in Rodriguez-Donis et al.(2009b).
Illustration is done for the separation of the minimum boiling azeotrope ethanol A -water B with
methanol E, so that αAB =1 curve intersects the binary side A-E (Figure 4.3a); and for the separation of the
minimum boiling azeotrope methyl ethyl ketone – benzene B with acetone (329.3K) E, so that αAB =1 curve
intersects the binary side B-E.
The separation of the minimum boiling azeotrope(xazeo,A=0.88 @351.1K) ethanol (A)(351.5k)- water
(373.1K) (B) with methanol(337.6K) (E) illustrates Figure 4.3a, as the αAB =1 curve intersects the binary side
A-E; and for the separation of the minimum boiling azeotrope(xazeo,A=0.50 @351.2K) methyl ethyl ketone
(352.5K) (A) – benzene (353.2K) (B) with acetone (E) illustrates Figure 4.3b, as the αAB =1 curve intersects
the binary side B-E.
More details about the topology changes of the extractive section composition profile map with the
reboil ratio and the entrainer - feed flow rate ratio in the case of a light entrainer are discussed in Rodriguez-
Donis et al. (2012a).
4.5.2 Calculation of reboil ratio vs. entrainer - feed flow rate ratio diagrams.
As recalled in the literature (Knapp and Doherty, 1994; Brüggeman and Marquardt, 2004), extractive
distillation processes studies require assessing reflux ratio vs. entrainer - feed flow rate ratio diagrams when
using a heavy entrainer. Initial studies of this kind of method in embryo appeared in Knight and Doherty,
(1986) by finding of pinch points for each section profiles allowed determining the limiting values of the
operating parameters from single feed azeotropic distillation columns to double(Levy and Doherty, 1986),
(Wahnschafft and Westerberg, 1993b). later works (Levy et al., 1985,Levy and Doherty, 1986, Julka and
Doherty,1993) relied upon plate by plate calculations, which required setting tray numbers in each section. In
chapter 3, we showed that thermodynamic insight validated for batch distillation could help draw these
diagrams because the general feasibility criterion used to generate that insight held for the intersection of the
extractive and rectifying section of the continuous distillation column. With a light entrainer we shall compute

110
reboil ratio vs. entrainer - feed flow rate ratio diagrams and expect the general criterion to explain the
feasible conditions under which the extractive and the stripping section can intersect.
The methodology of checking the extractive distillation feasibility is then carried out in three steps:
1. Sketch of the reboil ratio vs. entrainer - entrainer - feed flow rate ratio diagram features, from the
knowledge of limiting values for the entrainer - feed flow rate ratio in batch mode, namely a value for
FE/LT transformed into a limiting entrainer - feed flow rate ratio value for continuous mode FE/F, with
the help of the following equation:
( )
⋅+
−⋅+⋅
=
T
ET
EE
L
Fq
qFW
S
L
F
F
F
1
1 ' (4.1)
where we use the notations given in Figure 4.1b for the continuous extractive column. We have
considered the general case of partially vaporized feeds F (q’=1 for boiling liquid; q’=0 for saturated
vapour) and FE (q=1 for boiling liquid; q=0 for saturated vapour). Below, we use “entrainer - feed flow
rate ratio” as a short name for both FE/LT and FE/F.
2. Completion of the reboil vs. entrainer - feed flow rate ratio diagram, by checking the intersection of
composition profiles maps computed for all three rectifying, extractive and stripping sections, for a
given product purity. The rectifying section is expected to make a distinction between the continuous
and the batch modes.
3. Rigorous simulation with a MESH equilibrium distillation column model either with ProSimPlus 3.1
(Prosim SA, 2009) or Aspen 11.1 (Aspentech, 2001) software is run to check the feasibility. For all
illustrating mixtures, the thermodynamic model UNIFAC modified Dortmund version 1993 (Gmehling
et al., 1993, Weidlich and Gmehling, 1987) is used. Considering the reboil and the entrainer - feed
flow rate ratio and composition, those simulations provide the exact distillate and bottom
compositions along with the stage compositions and flows of liquid and vapour and temperatures.
Additionally, these simulations consider energy balances, which do not play a significant role in
feasibility.
In Step 1 , we refer to the FE/LT ratio since in a batch stripper (Figure 4.1a), the original binary mixture
(A+B) is initially charged into the column top vessel and it is fed to the first top tray as boiling liquid (LT),
which is equivalent with LR in a continuous column. Partial evaporation of the liquid phase reaching the
column bottom gives the vapor flow rate ratio (VS). The remaining liquid is drawn as bottom product (W). The

111
reboil ratio is VS/W. As the distillate composition xw is chosen to compute the composition profiles, we set a
distillate recovery yield to allow computing W from mass balance, given values for the main and entrainer
feed composition and flow rate ratio.
The investigation of the batch extractive process feasibility rely on a short-cut method to compute the
extractive distillation liquid column profiles, deriving from differential Equation(4.2)(Lelkeset al., 1998b)
published the extractive and rectifying profiles, together with Equation(4.3), model for predicting the still-path
of composition xS and holdup U.
∗−= iii yx
dhdx (4.2)
DDZZS XFxF
dt
Uxd⋅−⋅=
)( (4.3)
These two equations are solved as an initial value problem during feasibility study (Varga et al., 2006).
Rodriguez-Donis et al. (2007) studied the feasibility of heterogeneous extractive distillation process in a
continuous column considering several feed point strategies for the entrainer recycle stream and for the main
azeotropic feed, the operating policy composed by a single or both decanted liquid phases is considered as
well as the external feeding influence on the composition of the top column liquid stream.
In Equation (4.1), yi* and yi are the equilibrium composition with xi and the operating composition
computed from material balance for a given tray, respectively. Depending on the section, Equations (4.4),
(4.5) and (4.6) are labeled with subscript R (rectifying) E (extractive) or S (stripping). The model to calculate
the liquid composition profile in each column section based on the following assumptions: (1) theoretical
plates, (2) saturated liquid feed of mixture to separated, (3) saturated vapor entrainer feed, (4) constant
molar flow rate ratio of liquid and vapor in three respective sections of the column, (5) liquid is
incompressible fluid.
In a batch column, we recall the work of Rodriguez-Donis et al., (2011),considering the feed physical
state for mixture to be separated as saturated liquid (q=1) and entrainer feed as saturated vapor (q=0), one
obtains:
FLLL REs +== (4.4)
EsEr FVVV +== (4.5)
)1( +⋅= RDVr (4.6)

112
To get the expected product in the bottom a composition xW has been chosen. Bottom flow rate ratio
can be get with a give bottom recovery rate, distillate rate and flow rate ratio correspondingly calculated based
on mass balances. The relationship between reflux ratio and reboil ratios can be established by the Equations
(4.5) and (4.6).
Note that Rodriguez-Donis et al.(2011) have published the extractive liquid Equation(4.7),(4.8),(4.9)
and(4.10) in a batch stripping by considering the feed physical state by the variable q (q=1 or q=0) and
defining the reboil ratio S.
For y and V/L with a boiling liquid FE (q=1):
+⋅
+
⋅
+⋅
+−⋅
+
==
T
E
WT
EE
T
E
q
LF
SS
xL
F
SS
xL
Fx
y
11
11
1 (4.7)
+⋅
+=
= T
E
q LF
SS
LV 1
11 (4.8)
For y and V/L with for a saturated vapor FE (q=0):
+
+
⋅
+−⋅
+
==
T
E
WET
E
q
LF
SS
xS
xLF
x
y
1
11
0 (4.9)
+
+=
= T
E
q LF
SS
LV
10 (4.10)
Under infinite reboil ratio, Equations (4.7), (4.8), (4.9) and (4.10) become identical whatever the feed
state is. Therefore, the extractive liquid composition maps are similar and the process limiting entrainer -
feed flow rate ratio is identical considering the entrainer as saturated liquid or vapor. The stripping
composition profiles are computed by setting FE=0. Under infinite reboil ratio S, they become equivalent to
the residue curve Equation 4.2.
Considering the liquid profile of the extractive section starts at the composition of the top vessel (xTop)
and ends at an unstable extractive node UNextr. The stripping profile then, makes connection between UNextr
and the liquid composition in the boiler xW. A set of operating conditions that provide a continuous liquid
profile in the column from xTop to xW is considered as a feasible extractive batch distillation process. Under

113
feasible conditions, the composition profile {xTop-xW} for the stripping column configuration (Figure 4.1a)
combines an extractive section composition profile {xTop-[UNextr]}, [UNextr] located at theentrainer feeding
plate, and a stripping section composition profile {[UNextr]-xW}, assimilated to a residue curve at S∞.
For step 2, the liquid composition profile in each column section is computed by using the general
differential model of Lelkes et al (Lelkes et al., 1998). With constant molar overflow assumptions, once a
composition of the bottom product xW has been chosen.
( )*iii yy
L
V
dh
dx −= (4.11)
Assuming constant molar overflow, we can write for the vapour internal flow rate ratio:
WSVS ⋅= (4.12)
( ) ( ) EESE FqWSFqVV ⋅−+⋅=⋅−+= 11 (4.13)
( )( ) ( ) DLFqFqWS
FqVV
TE
ER
+=⋅−+⋅−+⋅=⋅−+=
'11'1
(4.14)
and for the internal liquid flow rate ratio:
TR LL = (4.15)
FqLFqLL TRE ⋅+=⋅+= '' (4.16)
( ) ETEESS FqFqLFqLWSWVL ⋅+⋅+=⋅+=⋅+=+= '1 (4.17)
Then, the expressions for y are obtained from partial mass balances in each section.
The general expressions for y and V/L in the rectifying section are
( ) ( )
−+
+−−+++
= WFiE
EE
Exx
WF
xWF
qWF
qSxWF
W
F
W
FS
y 1'q'-1q-1
1 (4.18)
( ) ( )( ) FqFqWS
FqFqWS
L
V
E
E
R
R
⋅−⋅−⋅+⋅−+⋅−+⋅
=''
111
(4.19)
To get the equations relevant to the extractive section, one should set F=0 in Equations4.18 and 4.19.
To get the relevant equation for the stripping section, one should set FE=0 and F=0 in Equation 4.18 and
4.19.

114
For the continuous column, supposing a boiling liquid main feed F, the rectifying profile becomes for q=0
(saturated vapor entrainer):
( )
−
−⋅+
+−+⋅+
⋅−+
+= *iWFiE
E
E
E
i yxxWF
xWF
SxW
F
W
FS
WF
S
W
FS
dh
dx11
1 (4.20)
For q=1 (boiling liquid entrainer)
( )
−
−+
+−−+⋅−−+
= *iWFiE
EE
E
i yxxWF
xW
F
WF
SxW
F
SWF
W
FS
Sdh
dx11
1 (4.21)
and the extractive profile:
For q=0 (saturated vapor entrainer)
( )
−
−⋅
+⋅+
++
+= ** iWE
Ei
E
E
i yxxW
FxS
W
FS
SW
FS
dh
dx11
1 (4.22)
For q=1 (boiling liquid entrainer)
( )
−
−
−++⋅−+
= ** iWiE
EE
E
i yxxW
FSx
W
F
SW
FS
Sdh
dx11
1 (4.23)
Finally, for the stripping profile:
−⋅−⋅
+⋅+
= *iwii yx
Sx
SSS
dh
dx 1 111
(4.24)
Under infinite reboil ratio, the equations are identical whatever the entrainer feed state q value is as
was recalled by Rodriguez-Donis et al. (2012): “the extractive liquid composition maps are similar and the
process limiting entrainer - feed flow rate ratio under infinite reboil ratio is identical considering the entrainer
as a saturated liquid or vapor”. This will hold for the assessment of the limiting flow rate ratio values in step 1.
For step 2, small differences may arise but we choose to feed the entrainer as a saturated vapor (q=0). Then,
as the entrainer is fed below the main feed (Figure 4.1b), all the entrainer readily goes up into the extractive
section. Consequently, we use Equations 4.20, 4.22 and 4.24 to compute the section composition profiles.
Table 4.1displays some data of the flow rate ratio and composition for the mixtures used as illustration.

115
Table 4.1.operating parameters for all case study involving possible products.
Case study A B E Class1.0-1a case (a): A(propanoic acid) – B(DMF)+ E(MIBK)
product: A (propanoic
acid)
Feed xF 0.9 0.1 0 Distillate flow rate ratio,D 1.1 Entrainer xE 0 0 1 Bottom flow rate ratio,W 0.9 Bottom, xw 0.98 0.01 0.01 Feed flow rate ratio,F 1
Distillate xD 0.0164 0.0827 0.9009 Entrainer - feed flow rate ratio, FE/F
1
Product recovery,ηb 0.98 0 0 Reboil up ratio,S 10 Global feed xF+ xE 0.45 0.05 0.5 Reflux ratio, R 8.09
Class1.0-1a case (b): A (water) - B (EDA) + E (acetone)
product: B (EDA)
xF 0.1 0.9 0 D 10.02 xE 0 0 1 W 0.98 xw 0.01 0.98 0.01 F 1 xD 0.002 0.98 0.018 FE/F 10 ηb 0 0.98 0 S 15
xF+ xE 0.082 0.98 0.9090 R 1.47 Class1.0-2 case (a): A (ethanol) – B (water) + E (methanol)
product: A (ethanol)
xF 0.9 0.1 0 D 10.1 xE 0 0 1 W 0.9 xw 0.99 0.005 0.005 F 1 xD 0.0018 0.0094 0.9888 FE/F 10 ηb 0.98 0 0 S 10
xF+ xE 0.0818 0.0091 0.9091 R 0.88
product: B (water)
xF 0.1 0.9 0 D 10.1 xE 0 0 1 W 0.9 xw 0.005 0.99 0.005 F 1 xD 0.0094 0.0018 0.9888 FE/F 10 ηb 0 0.98 0 S 10
xF+ xE 0.0091 0.0818 0.9091 R 0.88 Class1.0-2 case (b): A (MEK) – B (benzene) + E (acetone)
product: A(MEK)
xF 0.9 0.1 0 D 5.1 xE 0 0 1 W 0.9 xw 0.98 0.01 0.01 F 1 xD 0.0035 0.0179 0.9786 FE/F 5 ηb 0.98 0 0 S 5
xF+ xE 0.15 0.0167 0.8333 R 0.86
product: B(benzene)
xF 0.1 0.9 0 D 5.1 xE 0 0 1 W 0.9 xw 0.01 0.98 0.01 F 1 xD 0.0179 0.0035 0.9786 FE/F 5 ηb 0 0.98 0 S 5
xF+ xE 0.0167 0.15 0.8333 R 0.86
Table 4.2 displays the extractive distillation column features used in step 3. Rigorous simulation with a
MESH equilibrium distillation column model either with ProSim Plus 3.1 (Prosim SA, 2009) or Aspen 11.1

116
(Aspentech, 2001) software is run to check the feasibility. Optimisation of the separation is not performed, in
particular with respect to reboil ratio, energy demand, entrainer feed flow rate ratio or the number of trays in
each section as such an optimisation is out of our scope and should be done for a column sequence with
both the extractive distillation and the entrainer regeneration column. The number of trays in the extractive
section is set at a proper value so that the terminal point of the extractive section composition profile reaches
near to the extractive section stable node.
Table 4.2.Column operating specifications for rigorous simulation
Specifications Class1.0.1-a Class1.0.2 Tray number, N 40 50
Entrainer tray, NFE 15 30
Feed tray, NF 5 15
xF, mole fraction (A,B,E) {0.9; 0.1; 0.0} {0.1; 0.9; 0.0} xE, mole fraction (A,B,E) {0.0; 0.0; 1.0} {0.0; 0.0; 1.0}
Results are displayed in terms of entrainer entrainer - feed flow rate ratio vs. reboil ratio S (diagrams
FE/F vs. S) in continuous mode and FE/V vs. S in batch mode.
4.6 RESULTS
4.6.1 Separation of Maximum Boiling Temperature Azeotropes with light Entrainers (Class 1.0-1a).
4.6.1.1 Case (a): αAB =1 Curve Reaching the Binary Side A-E.
The separation of the maximum boiling azeotrope propanoic acid (414.4K) (A) – DMF (425.2K)
(B)(xazeo,A=0.4 @434.2K, 1atm) using MIBK (389.7K) as a light entrainer (E) is taken from Rodriguez-Donis
et al (2012a). Propanoic acid is used as a food preservative, intermediate in the production polymers,
pesticides and pharmaceuticals. The ternary diagram belongs to the class 1.0-1a and is the antipodal of the
1.0-1a diagram (Kiva et al., 2003) referring to the separation of a minimum-boiling azeotrope using a heavy
entrainer, described in Chapter3.
The univolatility line αAB=1 ends at the A - E sides at about 90mol% MIBK, defining two different
volatility regions. From the feasibility criterion enounced above for batch extractive distillation, feasible region
EBA lies below the univolatility line, propanoic acid (A) can be recovered as bottom productabove a
minimum entrainer - feed flow rate ratio so that SNext,A lies near the A-E edge where it can intersect a
stripping profile which can reach xW,A. whereas no SNext,B appear makes to recover B unfeasible. The point

117
where univolatility line intercept the benzene-acetone edge is near to a MIBK corner, as show in Figure 4.4,
this location point is at xE=0.9(90% MIBK).There is a minimum entriner flow rate ratio which correspond to
SNext,A, below it the stable extractive node SNext,A is located on the univolatility line, thus the extractive profile
cannot reach a stripping profile that reaches the expected product A.
Figure 4.4. Propanoic acid – DMF maximumn boiling azeotrope separation using light entrainer MIBK and (b) acetone – chloroform using dichloromethane. 1.0-1a class residue curve map and extractive distillation
When considering a continuous column, the feasibility requires that the extractive and the rectifying
profiles intersect as well. Checking the intersection of all three column section profiles computed with
equations Equations4.20, 4.22 and 4.24, the FE/F vs. S reboil ratio diagram displays in Figure 4.5 the
feasible operating condition range to obtain a bottom product with a 98% purity. The results are summarized
in following graph. Feasible regions (shaded) are sketched by drawing these series of points (filled triangle
up represents a feasible point; open circle represents an unfeasible point).
DMF (B) (425.2K) [S rcm ]
MIBK (E) (389.7K) [UN rcm ]
Propanoic acid (A) (414.4K) [S rcm ]
αAB = 1
ZYX Volatility order (X possible bottom)
EBA
EAB
Residue curves
[SNextr,A] range
xp,A
XWA
Tmax azeoAB
434.2 K [SNrcm ]
EBA: stripping of (A) above ( FE/LT)min,A
Chloroform (B) (334.2K) [S rcm ]
Dichloromethane (E) (312.8K) [UN rcm ]
Acetone (A) (329.2K) [S rcm ]
αAB = 1
ZYX Volatility order (X possible bottom)
EBA
EAB
Residue curves
[SNextr,A] range
xp,A
XWA
Tmax azeoAB
337.3 K [SNrcm ]
EBA: stripping of (A) above ( FE/LT)min,A

118
Figure 4.5. Entrainer – feed flow rate ratio FE/F as a function of the reboil ratio S. (a) Propanoic acid – MIBK using DMF Separation to recover propanoic acid and (b) Acetone – chloroform separation using
dichloromethane to recover acetone
Table 4.3 gives the data corresponding to Figure 4.5.
Table 4.3 Operating parameters corresponding to Figure 4.5.
Class 1.0-1a case A-E side with light entrainer to recover A Feasibility
Specification A B E Reboil ratio Reflux ratio FE/F Batch Continuous
Name Propanoic acid DMF MIBK 15 12.18 1 yes yes
Boiling T(K) 414.4 425.2 389.7 15 0.33 40 yes yes
XF 0.9 0.1 0 15 13.4 0.9 no no
XE 0 0 1 15 0.32 41 yes no
XW 0.98 0.01 0.01 10 12.71 0.6 yes yes
F 1 10 1.75 5 yes yes
W 0.9 10 0.32 28 yes yes
η 0.98 10 14.83 0.5 no no
10 0.3 30 yes no
5 11 0.3 yes yes
5 0.29 15 yes yes
5 14.67 0.2 no no
5 0.27 16 yes no
2 1.55 1 yes yes
2 0.81 2 no no
1 0.16 5 no no
1 7.27 0.01 no no
0.5 0.32 1 no no
0.5 0.07 5 no no
Figure 4.5concerns a propanoic acid (A) distillate from ternary system propanoic acid –DMF
separation with entrainer MIBK, minimum entrainer - feed flow rate ratio occurs along with reboil ratio
changes, the minimum entrainer - feed flow rate ratio occurs at a higher value as reboil ratio increases, the
minimum entrainer - feed flow rate ratio value can also be explained by the using polarity
argument(Robinson and Gilliland, 1950):“the general rule is if the added entrainer is more polar than the
components of original mixture, it will increase the relative volatility of the less polar component relative to
0
10
16
0 5 10 15
YF2 (5,16)
YF1 (5,1)
YU1 (5,0.1) S, Reboil Ratio
14
8
6
4
2
12
F E/F
, Fee
d R
atio
YU2 (1,5)
Continuous feasible line sketch
Batch feasible line sketch
Batch Continuous Feasible Feasible Feasible Unfeasible Unfeasible Unfeasible
0
10
16
0 5 10 15 S, Reboil Ratio
14
8
6
4
2
12
F E/F
, Fee
d R
atio
Continuous feasible line sketch
Batch feasible line sketch
Batch Continuous Feasible Feasible Feasible Unfeasible Unfeasible Unfeasible

119
the more polar, and if the added entrainer is less polar, the reverse will be true”, because of nature difference
in vapor pressure between the azeotropic constituents, an entrainer which enhance the natural volatility
difference(increase 1γ relative to 2γ ) is favored over one which increase 2γ relative to 1γ .In this latter case,
adding small quantities of entrainer actually makes the separation more difficult, and quantities large enough
must be used to reverse the volatility order, this makes different entrainers may have different minimum
value of entrainer - feed flow rate ratio and limitation value slope.
The graph exhibits minimum reboil ratio value, below which the desired separation is impossible no
matter how big the amount entertainer feed given, like reflux ratio situation, for any specified bottom
composition, the location and orientation of the stripping profile is determined by reboil ratio, as the reboil
ratio increased, the rectifying profile moves away from the bottom composition and increases in size, as well.
As (Rodriguez-Donis et al., 2009b) expatiated, “under finite reflux ratio, an extractive unstable separatrix
formed by node of UNextr and SB,extr moves inside the diagram, an unfeasible composition region happens as
all extractive composition profile on the left of this separatrix cannot reach the right side to get the SNA,extr,
and still pass cannot go through it to reach expected distillate near A, either. This extractive unstable
separatrix sets a boundary prevent the still pass go through it”, A detailed calculation of the profile map when
reboil ratio gets smaller also shows that the feasible stripping section profiles region gets smaller until it can
no longer intersect the extractive profile region. This is shown in Figure 4.6. Figure 4.6a displays three
stripping profiles computed for xWA= {. . 0.01;.} and changing the expected purity in component A from 0.98
to 0.7. Figure 4.6b shows the evolution of the stripping profile computed from xWA with a purity of 98% in A,
while changing the other component concentration under various reboil ratios.
FE/F=1 S=15
R=12.18
DMF (B)
MIBK (E)
Propanoic acid (A)
[UNrect]
TmaxazeoAB
xWA={0.98;0.01;0,01}
xWA={0.70;0.01;0.29}
xWA={0.3;0.01;0.69}
stripping profile
xWA,= {A,B,E}
FE/F=1 xWA={0.98; var; var}
xWA Region S=1
Region S=2
Region S=10
DMF (B)
MIBK (E)
Propanoic acid (A)
TmaxazeoAB
(a) (b)
Figure 4.6. The influence of the reboil ratio on stripping section composition profiles.

120
In Figure 4.6a, the shape of the stripping profiles follows that of the residue curves typical for a 1.0-1a
mixture (Figure 4.4). For A purity of 98 mole% or 70 mole%, the profiles go near the AE edge. For A purity of
30 mole%, it goes to the BE edge.
Under entrainer - feed flow rate ratio FE/F=1, the shaded region in Figure 4.6b show that the stripping
profile gets smaller in length as the reboil ratio decreases from 10 to 1.This will affect the feasibility as a
smaller stripping profile may not intersect an extractive profile.
The same holds for the continuous mode because of a minimum FE/V and reboil ratio in batch
translates well into a minimum FE/V and reboil ratio in continuous. The main difference lies in additional
maximum entrainer - feed flow rate ratio occurs resulting from a too short rectifying section profile, but the
influence of the rectifying in lower maximum value as reboil ratio diminishes as the stripping section becomes
to control the unfeasibility. When concerns a DMF (B) as distillate, the result shows process exhibiting
unfeasible feature for any given reboil ratio or entrainer - feed flow rate ratio.
In conclusion, firstly, the minimum entrainer - feed flow rate ratio value gets smaller along with the
reboil ratio. In other word, switching the X-axis reboil ratio with Y-axis entrainer - feed flow rate ratio, we can
state that the desired product specification can be maintained over a wider range of reboil ratio as the
entrainer - feed flow rate ratio increases. Secondly, a maximum entrainer–entrainer - feed flow rate ratio
exists and gradually reduces as the reboil ratio gets smaller, until it reaches a minimum value.
Figure 4.7a-d demonstrate that the three section profile behaviors along with the transition between
feasible and unfeasible regions in Figure 4.5b.The minimum entrainer - feed flow rate ratio is the same for
both the batch and the continuous processes, as it comes from the shared intersection condition between
the stripping and the extractive profile. Figure 4.7a and Figure 4.7b illustrate that: for point YF1, all three
profiles intersect, whereas for point YU1 below the minimum entrainer - feed flow rate ratio, the stripping
section composition profile cannot intersect with the extractive profile, leading to an unfeasible process for
both the batch and continuous processes. Figure 4.7c (point YF2) illustrates the case when the batch process
is feasible whereas the continuous process is not (open triangle) because the rectifying profile does not
intersect the extractive profile. At very low reboil ratio, none of the process is feasible as illustrated in Figure
4.7d: then the stripping profile is too short. Similar results were obtained in batch distillation (Varga, 2006).
The value of S at this point can be regarded as the minimum reboil ratio, with which the minimum amount of
vapors returned to the column. Thus, this point also corresponds to the minimum reboiler heat duty and

121
condenser cooling capacity required for the separation. More detailed information of data can be seen in
Table 4.4.
DMF (B) MIBK(E)
Propanoic acid (A)
Rectifying profile
Extractive profile
Stripping profile (b)
FE/F=1
R =4 S =5
Tmax azeoAB
xW,A
DMF (B) MIBK(E)
Propanoic acid (A)
Rectifying profile
Extractive profile
Stripping profile (d)
FE/F=0.1
R =22 S =5
Tmax azeoAB
xW,A
DMF (B) MIBK(E)
Propanoic acid (A)
Rectifying profile
Extractive profile
Stripping profile (c)
FE/F=16
R =0.27 S =5
Tmax azeoAB
xW,A
DMF (B) MIBK(E)
Propanoic acid (A)
Rectifying profile
Extractive profile
Stripping profile
(a) FE/F=5
R =0.16 S =1
xW,A
Tmax azeoAB
Univolatility line
Figure 4.7. Operating parameter scene explanation. Points taken from Figure 4.5: (b) point YF1, (a) point YU1, (c) point YF2 and (d) point YU2.

122
Table 4.4 Operating parameters corresponding to Figure 4.7.
Class 1.0-1a case A-E side with light entrainer to recover A
Specification parameters for Figure 4.7(a) Specification parameters for Figure 4.7(b)
Apex A B E Apex A B E
Name Propanoic acid DMF MIBK Name Propanoic acid DMF MIBK
Boiling T(K) 414.4 425.2 389.7 Boiling T(K) 414.4 425.2 389.7
XF 0.9 0.1 0 XF 0.9 0.1 0
XE 0 0 1 XE 0 0 1
XW 0.98 0.01 0.01 XW 0.98 0.01 0.01
XD 0.003529412 0.017843137 0.978627451 XD 0.016363636 0.082727273 0.900909091
Reboil S 1 Reboil S 5
FE/F 5 FE/F 1
F 1 F 1
W 0.9 W 0.9
E 5 E 1
D 5.1 D 1.1
V 5.9 V 5.5
ηB 0.98 ηB 0.98
R 0.16 R 4
Specification parameters for Figure 4.7(c) Specification parameters for Figure 4.7(d)
Apex A B E Apex A B E
Name Propanoic acid DMF MIBK Name Propanoic acid DMF MIBK
Boiling T(K) 414.4 425.2 389.7 Boiling T(K) 414.4 425.2 389.7
XF 0.9 0.1 0 XF 0.9 0.1 0
XE 0 0 1 XE 0 0 1
XW 0.98 0.01 0.01 XW 0.98 0.01 0.01
XD 0.001118012 0.005652174 0.993229814 XD 0.09 0.455 0.455
Reboil S 5 Reboil S 5
FE/F 16 FE/F 0.1
F 1 F 1
W 0.9 W 0.9
E 16 E 0.1
D 16.1 D 0.2
V 20.5 V 4.6
ηB 0.98 ηB 0.98
R 0.27 R 22
A closer look at the profile map topology shows that under finite reboil ratio, the stripping profile gets
smaller (Figure 4.7d). Besides, the feasible extractive profile region shrinks because of an extractive profile
separatrix that moves inside the triangle and reduces the size of the feasible region. This combination
prevents the profiles to intersect each other and the process in unfeasible.
In step 3, in order to verify step 2 predictions, rigorous simulation is performed for the acetone –
chloroform – dichloromethane mixture with parameter values reported in Table 4.1 and Table 4.2, but for
S=20 and FE/F=20. The rigorous composition profile is shown in Figure 4.8 along with the simplified stripping,
extractive and rectifying profile maps from equations 4.20, 4.22 and 4.24. We feed the feed mixture as a
boiling liquid state and the entrainer as a saturated vapor.

123
Figure 4.8. Rigorous simulation result to recover A (acetone) at FE/F=20, S=20, compared with calculated profiles: (a) rectifying section, (b) extractive section and (c) stripping section.
Chloroform (B) Dichloromethane (E)
Acetone (A)
Stripping profile
[UNstrip]
Tmax azeoAB
Chloroform (B) Dichloromethane (E)
Acetone (A)
Extractive separatrix
[SNextr]
Extractive profile
Tmax azeoAB
[UNextr]
[Sextr]
Chloroform (B) Dichloromethane (E)
Acetone (A)
Rectifying profile
[SNrect]
Tmax azeoAB
[UNrect]
(a) (b)
(c) FE/F=20
S=20 R=0.8
Simulated stripping profile
Simulated extractive profile
Simulated rectifying profile

124
Table 4.5 Operating parameters corresponding to Figure 4.8a, b, c.
Class 1.0-1a case A-E side with light entrainer(FE/F=1, S=15) to recover A
Worksheet parameters Rectifying section Stripping section
Specification A B E A B E A B E
Name Propanoic
acid DMF MIBK
Propanoic
acid DMF MIBK
Propanoic
acid DMF MIBK
Boiling T(°C) 414.4 425.2 389.7 0.11762895 1.81E-05 0.88235294 0.93391962 0.007579 0.05850137
XF 0.9 0.1 0 0.2091853 5.64E-05 0.79075829 0.96156179 0.00753565 0.03090256
XE 0 0 1 0.34668243 0.00023459 0.65308297 0.97635947 0.0075126 0.01612792
XW 0.98 0.01 0.01 0.51458544 0.00130371 0.48411084 0.98413069 0.0075005 0.0083688
XD 0.016363636 0.082727273 0.900909091 0.6698993 0.00868987 0.32141083 0.98817372 0.00749412 0.00433214
Reboil S 15 Extractive section 0.99026818 0.00749074 0.00224108
FE/F 1 A B E 0.99135147 0.00748889 0.00115962
F 1 Propanoic acid DMF MIBK 0.99191169 0.00748784 0.00060046
W 1.1 0.6698993 0.00868987 0.32141083 0.99220158 0.0074872 0.00031121
E 1 0.76992091 0.00849532 0.22158377 0.99235175 0.00748676 0.00016147
D 0.9 0.83813996 0.00836969 0.15349034 0.99242968 0.00748644 8.39E-05
V 14.5 0.88019169 0.00829477 0.11151354 0.99247021 0.00748617 4.36E-05
ηB 0.98 0.90457503 0.00825228 0.08717268 0.99249136 0.00748593 2.27E-05
R 12.18 0.91821368 0.00822885 0.07355746 0.99250246 0.0074857 1.18E-05
0.92567387 0.00821604 0.06611009 0.99250835 0.00748547 6.18E-06
Rigorous parameters 0.92968607 0.00820823 0.0621057 0.99251152 0.00748525 3.23E-06
XF 0.9 0.1 0 0.9318091 0.00819699 0.05999391 0.99251328 0.00748503 1.69E-06
XE 0 0 1 0.93294495 0.00813665 0.0589184 0.9925143 0.00748481 8.84E-07
XD 0.98 0.01 0.01 0.93391962 0.007579 0.05850137 0.99251493 0.00748461 4.63E-07
Num stages 40 0.99251516 0.00748459 2.43E-07
Solvent tray 15 0.99251335 0.00748652 1.28E-07
Feed tray 5 0.99249212 0.00750781 6.70E-08
0.99227797 0.00772199 3.51E-08
0.99017745 0.00982253 1.83E-08
Rigorous calculation was performed for a 40 tray tower(including the reboiler) to distil a saturated
liquid stream mixture containing 90 mol% of propanoic acid and 10 mol% of DMF fed on tray 5 and the pure
saturated vapour entrainer MIBK fed on tray 15. The simulation is based on thermodynamic model UNIFAC
modified Dortmund version 1993(Gmehling et al., 1993, Weidlich and Gmehling, 1987),and follows the
assumption of no significant pressure gradients in the adiabatic column and constant molar flow of vapor-
liquid.
In state variables settings, set the operate saturated liquid temperature 423K for feed mixture and
saturated vapor temperature 389.3K for entrainer at 1 atm, The specification for this column is somewhat
unusual, as reboil ratio and reboil rate are fixed instead of the common tray used reflux ratio and distillate
rate. The extractive column has two design degrees of freedom left once the total number of stages and feed
plate location are fixed: reboil ratio and entrainer - feed flow rate ratio. The reboil rate is given by mass
balance calculation 395kmol/h when the feed flow rate ratio is set for 400kmol/h.
The extractive distillation column enables to obtain propanoic acid, a saddle point of the residue curve
map (Figure 4.4), as the bottom product and a binary mixture DMF-MIBK from the top. The top composition
can then be further processed in a regeneration column to obtain high purity DMF and regenerate the

125
entrainer MIBK. The results of the simulation composition are compared to the approximate section
composition profiles in Figure 4.8.The process under conditions of reboil ratio(S=15) and entrainer - entrainer
- feed flow rate ratio (FE/F=1) is feasible, because starting from the charge of given composition (xF) under
the given operation conditions the specified distillated composition xW can be obtained satisfying the
necessary and sufficient condition of the feasibility to have at least one possible column profile connecting
still path with the point xW.
The results show singular points which are different from those of the residue curve map (under
infinite condition) in Figure 4.4, as under finite reboil ratio, the singular points move inside the triangle and
generate a new shape, in fact, the singular points for each column match each other by rigorous with Aspen
and method in this article, they have a close agreement on profile shape and the location of singular point for
three column sections. Supplementary data are available in Table 4.5.
4.6.1.2 Case (b): αAB =1 Curve Reaching the Binary Side B-E.
For the separation of the maximum boiling azeotrope water (373.2K)(A) – ethylene diamine EDA
(390.4K) (B) (xazeo,A=0.35 @393K) with acetone (329.3K) as light entrainer (E), the ternary diagram belongs
to the 1.0-1a class but now the univolatility curve αAB =1 intersects the binary side B-E near 70mol% of
acetone (Figure 4.9).
Ethylenediamine is widely used in large quantities in the chemical industry, as chelating agent and
precursor to other ligands, a precursor to pharmaceuticals, agrochemicals, and various polymers, a corrosion
inhibitor in paints and coolantsm, a common organic additive, and chemical for color photography developing.
By using the example of the separation of water–ethylenediamine with a heterogeneous entrainer light
benzene (353.2K), Lang and Modla (2006) made an exposition of generalized method for calculation of
residue curves and determination of heterogeneous batch distillation regions, takes into consideration the
possibility of the withdrawal of any fraction of either liquid phase from the decanter as distillate, and the
simplified and rigorous simulation calculations were carried out for this system. Rodriguez-Donis et al. (2011)
published thermodynamic insights on the feasibility of homogeneous batch extractive distillation for water-
ethylenediamine separation with methanol (337.6K).

126
Figure 4.9. Water– ethylene diamine maximum boiling azeotrope separation using light entrainer acetone: 1.0-1a class residue curve map and extractive distillation process insights
The case when the univolatility line αAB =1 reaches the binary side B-E to recover B (EDA) as bottom
product is symmetric to the previous one when αAB =1 reaches the binary side A-E to recover A. This feature
has been verified with detail by varying the entrainer - feed flow rate ratio and the reflux ratio in the first part
of this series of articles.
Univolatility line αAB=1 ends at the binary EDA (390.4K) B - acetone (329.3K) E side at about 70mol%
acetone give birth to a SNext,B. Following our methodology, the batch process analysis (step 1) states that B
is recovered above a minimal value for the entrainer - feed flow rate ratio FE/LT so that the extractive section
stable nodes SNextr,B lies near the B-E edge. Then the extractive profile can reach SNextr,B and cross a
stripping profile reaching near the apex B (EDA).
By computing approximate composition profiles in each column section (step2), the FE/F vs. S reboil
ratio diagram displays in Figure 4.9 the feasible operating condition range (triangle symbols) to obtain a
residue with a 98 mol% purity.
Figure 4.10. Entrainer - entrainer - feed flow rate ratio FE/F as a function of the reboil ratio S. Water – EDA –
acetone separation to recover 98 mol% EDA as bottom product.
EDA(B) (390.4 K) [S rcm ]
Acetone (E) (329.3 K) [UN rcm ]
Water (A) (373.2 K) [S rcm ]
αAB = 1
ZYX Volatility order (X possible bottom)
EBA
EAB
Residue curves
[SNextr,B] range
xp,B
XWB
TmaxazeoAB
(393.0K) [SNrcm ]
EAB: stripping of (B) above (F E/LT)min,B
0
60
0 5 10 15 S, Reboil Ratio
50
30
20
40
F E/F
, Fee
d R
atio
10
Batch Continuous Feasible Feasible Feasible Unfeasible Unfeasible Unfeasible
Continuous feasible line sketch
Batch feasible line sketch

127
Table 4.6 Operating parameters corresponding to Figure 4.10.
Class 1.0-1a case B-E side with light entrainer to recover B Feasibility
Specification A B E Reboil ratio FE/F Reflux ratio Batch Continuous
Name Water EDA Acetone 15 3 4.86 yes yes
Boiling T(K) 373.2 390.4 329.3 15 10 1.47 yes yes
XF 0.1 0.9 0 15 2 7.27 no no
XE 0 0 1 10 2 4.84 yes yes
XW 0.01 0.98 0.01 10 30 0.33 yes yes
F 1 10 0.1 81.5 no no
W 0.9 10 1 9.59 no no
η 0.98 5 1 4.78 yes yes
5 0.1 40.67 no no
3 0.8 3.56 yes yes
3 1 2.86 yes yes
3 30 0.1 yes yes
3 39 0.07 yes yes
3 0.6 4.71 no no
3 40 0.07 yes no
1 10 0.09 no no
1 5 0.19 no no
Figure 4.10 concerns an EDA (B) as bottom product shows the same qualitative features as Figure 4.5.
It is clear that there exists a minimum value for entrainer - feed flow rate ratio and this minimum value
depends strongly on the reboil ratio, it get smaller as the function of reboil ratio gets smaller, until it reaches
a minimum reboil ratio , in other words, if changing the X-axis reboil ratio with Y-axis feed ratio, we can say
that the desired product specification can be maintained over a wider range of reboil ratio as entrainer - feed
flow rate ratio increases, the maximum value gradually reduces as reboil ratio gets smaller, until it reaches a
minimum entrainer - feed flow rate ratio value. There is also a minimum reboil ratio value. A detailed
calculation of the profile map shows that the feasible stripping section profiles region gets smaller when
reboil ratio gets smaller until it can no longer intersect the extractive profile region. The same holds for the
continuous mode because of a minimum FE/V and reboil ratio in batch translates well into a minimum FE/V
and reboil ratio in continuous. The main difference between two graph lies there is an additional maximum
entrainer - feed flow rate ratio FE/V.
When water (A) is the first product, the calculation results show that the process is always unfeasible
as univolatility line αAB =1 intersect binary side B-E, all extractive going in to the direction of extractive stable
node (B) instead of extractive stable node (A), which makes impossible to recover water (A) in the whole
operation parameter region. Corresponding information is supplied in Table 4.6.
4.6.2 Separation of Minimum Boiling Temperature Azeotropes with Light Entrainers (class 1.0-2).
The separation of a minimum boiling temperature azeotrope A-B with a light entrainer E gives rise to a
ternary diagram ABE that belongs to the 1.0-2 class. The azeotrope is a saddle point of the residue curve
map and is connected to the unstable node light entrainer by a distillation boundary. Both A and B are stable

128
nodes and so they can be obtained, either one or the other, as a bottom product by azeotropic distillation in
their respective distillation region. By using extractive distillation one gets an enlarged feasible region to
recover the bottom product as was noticed by Lang et al., (1999). Depending on the univolatility curve
location and intersection with either the A-E side or the B-E side, two sub cases arise.
4.6.2.1Case (a) univolatility curve αAB=1 reaching the Binary Side A-E
The separation of the minimum boiling azeotrope ethanol (351.5K)(A)-water (373.1K) (B)(xazeo,A=0.88
at 351.1K) with light entrainer methanol (337.6K) (E)gives rise to a 1.0-2 class ternary diagram where the
univolatility curve αAB =1 reaches the A-E side near 63mol% in methanol. Both original components ethanol
(A) and water (B) are stable nodes, the entrainer methanol (E) is the unstable node, while the minimum
boiling azeotrope TminazeoAB (351.1K) is a saddle point. The rcm stable separatrix links the azeotrope to E
and divides the composition diagram into two distinct distillation regions, each of which shares the same
features, The definition of distillation region was given by Ewell and Welch(1945): any initial condition that is
taken in a given batch distillation region leads to the same sequence of cuts. Bernot et al. (1990) explained
the rule of how the node and separatrices constitute a distillation boundary, and the essential requirement of
recovering A or B from this system sequentially in a bath stripper by an azeotropic distillation process unless
this distillation boundary is highly curved. Hence extractive distillation is necessary, as it adds another
solvent from the middle part of column can make the extractive profile cross the distillation boundary of
residue curve map.
The location where univolatility line intersects the ethanol-methanol edge of the triangle is important in
determining if methanol is an effective entrainer. The closer the intersection point (xp,A) is to the methanol
corner, the less entrainer is required, which means lower operating and capital costs. As shown in Figure
4.11, this location point is at xE=0.7(70mol% methanol).

129
Figure 4.11. Ethanol-water minimum boiling azeotrope separation using light entrainer methanol.
1.0-2 class residue curve map and extractive distillation process insights
According to the extractive feasibility general criterion, both A and B can be recovered as bottom
products. Ethanol (A) can only be recovered in the small volatility order region EBA, provided that the
entrainer - feed flow rate ratio value stays below a maximum limit. Water (B) can be recovered by batch
extractive stripping under infinite reboil ratio in region EAB. In that volatility order region, extractive
composition profiles reach [SNextr, B] which connects to the stripping liquid profile running from (E) to (B) near
to the edge (E-B). Temperature increases along the extractive profile.
Figure 4.12 displays the feasible parameter ranges to recover either ethanol (A) (Figure 4.12a) or
water (B) (Figure 4.12b) in terms of entrainer - feed flow rate ratio FE/F vs reboil ratio S.
Figure 4.12. Entrainer - entrainer - feed flow rate ratio FE/F as a function of the reboil ratio S. Ethanol-water-
methanol seperation: (a) to recover98 mol%ethanol (A) (b) to recover 98 mol% water (B).
As expected from the batch thermodynamic insight,there exists a maximum value for FE/V to recover
ethanol which translates for the continuous process into FE/F, above which the process is unfeasible. That
maximum gradually reduces as reboil ratio gets smaller, until reaching a minimum reboil ratio. A detailed
Water(B) (373.1K) [SN rcm ]
Methanol (E) (337.6K) [UN rcm ]
Ethanol (A) (351.5K) [SNrcm ]
αAB = 1
ZYX Volatility order (X possible distillate)
EBA
EAB
Residue curves
[SNextr,A] range
xp,A
Tmin azeoAB
(351.1K) [S rcm ]
Rcm stable
separatrix
Rectifying
profile for B
Rectifying
profile for A
[SNextr,B] range
0
50
0 5 10 15 S, Reboil Ratio
40
20
10
30
F E/F
, Fee
d R
atio
20
0
50
0 5 10 15 S, Reboil Ratio
40
20
10
30
F E/F
, Fee
d R
atio
20
Continuous and batch feasible line sketch
Batch Continuous Feasible Feasible Feasible Unfeasible Unfeasible Unfeasible
(a) (b)

130
calculation of the profile map (not shown) demonstrated that the feasible stripping section profiles region
gets smaller and smaller until it can no longer intersect the extractive profile region. The same holds for the
continuous mode as a maximum in batch translates into a maximum in continuous, as well.
When the bottom product is water (B), Figure 4.12b shows no limit for the entrainer - feed flow rate
ratio in batch as expected and in continuous mode as well. There exists a minimum reboil ratio as an
unstable extractive separatrix reduces the feasible region, as an unstable extractive separatrix reduces the
feasible region when the reboil ratio decreases. Continuous modes display the same features with batch
process; there is a minimum reboil ratio value below which the separation becomes impossible no matter
how big the amount entertainer feed given. Table 4.7 gives corresponding information needed for the above
conclusion.
Table 4.7 Operating parameters corresponding to Figure 4.12.
Class 1.0-2 case A-E side with light entrainer Feasibility
Ethanol (A) as bottom product
Specification A B E Reboil ratio Reflux ratio FE/F Batch Continuous
Name Ethanol Water Methanol 1.1 1 0.81 yes yes
Boiling T(K) 351.5 373.2 337.6 1.1 2 0.42 no no
XF 0.9 0.1 0 10 22 0.4 yes yes
XE 0 0 1 10 23 0.39 no no
XW 0.98 0.01 0.01 20 49 0.36 yes yes
F 1 20 50 0.35 no no
W 0.9 0.5 10 0.03 no no
η 0.98 1 10 0.08 no no
Water (B) as bottom product
Specification A B E Reboil ratio Reflux ratio FE/F Batch Continuous
Name Ethanol Water Methanol 1.1 1 0.81 yes yes
Boiling T(K) 351.5 373.2 337.6 1.1 2 0.42 yes yes
XF 0.1 0.9 0 10 22 0.4 yes yes
XE 0 0 1 10 23 0.39 yes yes
XW 0.01 0.98 0.01 20 49 0.36 yes yes
F 1 20 50 0.35 yes yes
W 0.9 0.5 10 0.08 no no
η 0.98 1 10 0.08 no no
4.6.2.2 Case (b) univolatility curve αAB=1 reaching the Binary Side B-E.
The separation of the minimum boiling azeotrope methyl ethyl ketone (352.5K) (A) – benzene (353.2K)
(B) (xazeo,A=0.50 @351.3K) with acetone (329.3K) (E) illustrates the subcase for class 1.0-2 with a
univolatility curve αAB =1 that reaches the B-E edge around 36 mol% in acetone (Figure 4.13). This
separation has once been studied by(Donald and Ridgway, 1958).MEK have extensive application refer to
as a solvent, as a welding agent, a precursor to methyl ethyl ketone peroxide, and a catalyst for some
polymerization reactions.

131
Figure 4.13. MEK – benzene minimum boiling azeotrope separation using light entrainer acetone.
1.0-2 class residue curve map and extractive distillation process insights
Univolatility line αAB=1 end at the binary side MEK-benzene sides at about 50% MEK defines two
feasible regions. Because both MEK (A) and Benzene(B) are the most volatile in respective region, where
there exists a residue curve with increasing temperature from E to their locations, either of components A
and B is possible distillate of the extractive distillation process. The rectifying stable separatrix is slightly
curved in the region that contains component A, it makes possible to get MEK as a bottom product,
Nevertheless, the rectifying stable separatrix curvature is small and does not provide a sufficient recovery of
component B via azeotropic distillation, which leads to a greater opportunity of applying the extractive
distillation process. A batch extractive stripper will improve the recovery because the extractive feasible
region EBA is much greater than the simple distillation region defined by the distillation boundary of the
residue curve map.
The location point where univolatility line intersect the benzene-acetone edge is far to the acetone
corner, as shown in Figure 4.13, this location point is at xE=0.35(35mol% acetone).Benzene can be
recovered in small region EAB above univolatility line αAB=1.There exists a maximum (FE/F)max,B to get
product (B) under infinite reboil ratio if the initial composition lies in the volatility order region EAB. However
MEK (A) can be recovered by batch extractive stripping under infinite reboil ratio in regions EBA, as in the
region below the stable extractive separatrix, extractive composition profiles reach [UNextr,A] which links the
stripping liquid profile (residue curves) running from (E) to (A) near to the acetone(E)-MEK(A) edge.
The extractive process behaves as in the previous 1.0-2 sub-case, but now the maximum entrainer -
feed flow rate ratio exists to recover bottom product B (benzene) whereas there are no limit to recover A
(MEK) as a bottom product. This is seen in Figure 4.14 that displays the entrainer - feed flow rate ratio vs.
reboil ratio feasible ranges.
Benzene(B) (353.2K) [SN rcm ]
Acetone (E) (329.3K) [UN rcm ]
MEK (A) (352.5K)[SN rcm ]
ZYX Volatility order (X possible distillate)
EBA
EAB
Residue curves
[SNextr,B] range
xp,B
Tmin azeoAB
(351.3K) [S rcm ] Rcm stable
separatrix Rectifying
profile for B
Rectifying
profile for A
αAB = 1
[SNextr,B] range

132
0
20
0 5 10 15 S, Reboil Ratio
18
8
4
12
F E/F
, Fee
d R
atio
20
16
14
2
6
10
30 25
0
20
0 5 10 15 S, Reboil Ratio
18
8
4
12
F E/F
, Fee
d R
atio
20
16
14
2
6
10
30 25
YU1(1,5)
YF1 (5,5)
Continuous and batch feasible line sketch
Batch Continuous Feasible Feasible Feasible Unfeasible Unfeasible Unfeasible
(a) (b)
Figure 4.14. Entrainer - entrainer - feed flow rate ratio FE/F as a function of the reboil ratio S. MEK-benzene-acetone seperation: (a) to recover 98 mol% MEK (A) (b) to recover98 mol%benzene (B).
Figure 4.14a concerns a benzene (B) distillate. As expected from the infinite reboil ratio analysis there
exists a maximum value for entrainer - feed flow rate ratio above which the process is unfeasible. That
maximum value gradually reduces as reboil ratio gets smaller, until it reaches a minimum reboil ratio. The
same holds for the continuous mode as a maximum in batch can translate into a maximum in continuous.
When distillate is MEK (A), infinite reboil ratio analysis shows no limit for the entrainer - feed flow rate
ratio. These results of Figure 4.14b in batch process agree well with the thermodynamics criteria analysis.
Both continuous modes and batch modes display the same features for reboil ratio limitation. Similarly to
Figure 4.12b, there is a minimum reboil ratio value below which the separation becomes impossible no
matter how big is the amount entertainer feed given. Table 4.8 gives corresponding data related to Figure
4.14a.

133
Table 4.8 Operating parameters corresponding to Figure 4.14a.
Class 1.0-2 case B-E side with light entrainer Feasibility
Benzene (B) as bottom product
Specification A B E Reboil ratio Reflux ratio FE/F Batch Continuous
Name MEK Benzene Acetone 30 20 1.34 yes yes
Boiling T(K) 352.5 353.2 329.3 10 15 0.59 yes yes
XF 0.9 0.1 0 10 16 0.55 no no
XE 0 0 1 5 8 0.54 yes yes
XW 0.98 0.01 0.01 5 9 0.48 no no
F 1 3 4 0.63 yes yes
W 0.9 3 5 0.51 no no
η 0.98 1 0.5 1.33 yes yes
1 0.8 0.89 no no
MEK (A) as bottom product
Specification A B E Reboil ratio Reflux ratio FE/F Batch Continuous
Name MEK Benzene Acetone 30 20 1.34 yes yes
Boiling T(K) 352.5 353.2 329.3 10 15 0.59 yes yes
XF 0.1 0.9 0 10 16 0.55 yes yes
XE 0 0 1 5 8 0.54 yes yes
XW 0.01 0.98 0.01 5 9 0.48 yes yes
F 1 3 4 0.63 yes yes
W 0.9 3 5 0.51 yes yes
η 0.98 1 0.5 1.33 yes yes
0.5 10 0.03 no no
Figure 4.15 shows the simplified profiles for a feasible and an unfeasible point taken from Figure 4.14b.
Under conditions FE/F=5 and S=5, the process is feasible as all three column sectinons composition profiles
intersect. For FE/F=5 and S=1, the process is unfeasible because the stripping and the rectifying profiles are
too short and neither one nor the other intersect with the extractive profile.Corresponding data can be seen
inTable 4.9.
Benzene ( B)
Acetone ( E)
MEK (A)
Rectifying profile
Extractive profile
Stripping profile
(a) FE/F=5
R =0.86 S =5
Benzene ( B)
Acetone ( E)
MEK (A)
Rectifying profile
Extractive profile
Stripping profile
(a) FE/F=5
R =0.16 S =1
TminazeoAB TminazeoAB
Figure 4.15. Operating parameter scene explanation. Points taken from Figure 13b: (a) point YF1, (b) point YU1

134
Table 4.9 Operating parameters corresponding to Figure 4.15a,b.
Class 1.0-2 case B-E side with light entrainer to recover B
Specification parameters for Figure 4.15(a) Specification parameters for Figure 4.15(b)
Apex A B E Apex A B E
Name MEK Benzene Acetone Name MEK Benzene Acetone
Boiling T(K) 414.4 425.2 389.7 Boiling T(K) 414.4 425.2 389.7
XF 0.1 0.9 0 XF 0.1 0.9 0
XE 0 0 1 XE 0 0 1
XW 0.01 0.98 0.01 XW 0.01 0.98 0.01
XD 0.017843137 0.003529412 0.978627451 XD 0.017843137 0.003529412 0.978627451
Reboil S 5 Reboil S 1
FE/F 5 FE/F 5
F 1 F 1
W 0.9 W 0.9
E 5 E 5
D 5.1 D 5.1
V 9.5 V 5.9
ηB 0.98 ηB 0.98
R 0.86 R 0.16
The extractive section composition profile shows drastically changes under the influence of reboil ratio,
the effects of reboil ratio is studied for the same entrainer - feed flow rate ratio FE/F=1and S=1, 15, 30in
Figure 4.15.

135
FE/F=1 S=30
MEK (A)
[SNextr]
[SNextr]
[UNextr]
[Sextr]
Benzene ( B)
Acetone ( E)
TminazeoAB
FE/F=1 S=15
MEK (A)
[SNextr]
[SNextr]
[UNextr]
[Sextr]
Benzene ( B)
Acetone ( E)
TminazeoAB
FE/F=1 S=1
MEK (A)
[SNextr]
[SNextr]
[UNextr]
[Sextr]
Benzene ( B)
Acetone ( E)
TminazeoAB
(a) (b)
(c)
extractive separatrices
possible simulated stripping profile
caculated extractive profile
Figure 4.16.Influence of the reboil ratio on the extractive section composition profiles.
The Figure 4.16a, b, c illustrates clearly the evolution of the fixed points and separatices location as S
decreases. The extractive unstable node UNextr moves toward apex A parallel to the binary edge AB. The
saddle node Sextr moves toward the SNextr,A on the extractive separatrix, which results in the shrinking of
extractive feasible region when S decreases from 30 to 1. The extractive separatrix location remains the
same in the meanwhile. At S=1, this stresses the need for a large reboil ratio for the process to be feasible,
whose consequence is a large heat duty.

136
Figure 4.17. Rigorous simulation result to recover MEK (a-f) or Benzene (g-i) at S=15, FE/F=1 compared with
simplified composition profiles: (a, d, g) stripping section, (b, e, h) extractive section and (c, f, i) rectifying section.
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0
Benzene ( B)
Acetone ( E)
MEK (A)
[UNstrip]
Stripping profile map
TminazeoAB
xWA
xF1
MEK (A)
Extractive profile map
[SNextr]
[SNextr]
[UNextr]
[Sextr]
Benzene ( B)
Acetone ( E)
Extractive separatrices
Tmin azeoAB
xWA
Benzene ( B)
Acetone ( E)
MEK (A)
[UNrect]
Rectifying profile map
[SNrect]
[SNrect]
[Srect]
Rectifying separatrices TminazeoAB
xWA
Benzene ( B)
Acetone ( E)
MEK (A)
[UNstrip]
Stripping profile map
TminazeoAB
xWA
xF2
αAB = 1
Stripping separatrix
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0
MEK (A)
Extractive profile map
[SNextr]
[SNextr]
[UNextr]
[Sextr]
Benzene ( B)
Acetone ( E)
Extractive separatrices TminazeoAB
xWA
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0
Benzene ( B)
Acetone ( E)
MEK (A)
[UNrect]
Rectifying profile map
[SNrect]
[SNrect]
[Srect]
Rectifying separatrices TminazeoAB
xWA
Benzene ( B)
Acetone ( E)
MEK (A)
[UNstrip]
Stripping profile map
TminazeoAB
xWA
xF3
Benzene ( B)
Acetone (E)
MEK (A)
Extractive profile map
[SNextr]
[SNextr]
[UNextr]
Tmin azeoAB
xWA
[Sextr]
(a) (b)
(d)
(e)
(c)
(f)
(g) (h)
Benzene ( B)
Acetone ( E)
MEK (A)
[UNrect]
Rectifying profile map
[SNrect]
[SNrect]
TminazeoAB
xWA
[Srect]
(i)
FE/F=1 S=15
R=12.18
Simulated stripping profile
Simulated extractive profile
Simulated rectifying profile

137
The methodology step 3 relies upon rigorous simulations. Figure 4.17 shows how the rigorous profiles
match well the simplified composition profile maps for the stripping, extractive and rectifying sections.
Rigorous simulation for continuous distillation separation of MEK-benzene with acetone also based on
thermodynamic model UNIFAC modified Dortmund version 1993(Gmehling et al., 1993, Weidlich and
Gmehling, 1987). A saturated liquid fresh feed with compostion 10 mol% MEK and 90 mol% benzene is fed
into a 50 tray tower (including the reboiler) on tray 15 and the pure saturated vapour entrainer acetone feed
on tray 30, in state variable settings, set feed mixture vapor fraction as 0 for and set entrainer feed vapor
fraction as 1 at 1 atm, The reboil rate is given by mass balance calculation 65kmol/h when the feed flow rate
ratio is 100kmol/h. Reboil ratio and reboil rate are chosen instead of commonly used reflux ratio and distillate
rate, the extractive column has two design degrees of freedom once the total stages and feed location are
fixed: reboil ratio and entrainer - feed flow rate ratio.
The stable node (benzene) is expected as the bottom product and the MEK are distillate from the top
by the second distillate column. A briefly optimization for stage number is carried out by comparison of
product purity and profile feature. The continuous simulation results along with profiles calculated based on
Equations 4.20, 4.22 and 4.24in part 4.5.2are summarized in Figure 4.17.
Under conditions FE/F=1 and S=15, one notices that most profile maps display separatrices inside the
triangle and singular points that are no longer pure components or azeotropes, as was the case for infinite
conditions (residue curve map). In particular, the extractive profile maps depend on the targeted bottom
product and the feed composition as it is shown in Figure 4.17b to recover A (product xWA from xF1) and
Figure 4.17e to recover B (product xWB from xF2): the stable nodes are inverted and the saddle point location
is different.
Overall, each section of the rigorous profiles matches well with the simplified profiles. The rigorous
simulation enables to recover MEK with a purity of 0.99901or Benzene with a purity of 0.99903. One notices
that the rectifying and the extractive separatrices have close locations. However the composition profiles in
these two sections have different curvature. For both cases, the rectifying profile is bounded on its left by the
rectifying separatrix. Then the extractive section profile is bounded on its right by the extractive separatrix.
The corresponding operating parameters are showed in Table 4.10.
Analyzing the azeotropic and extractive processes for 1.0-2 class, we can conclude that both are
eligible to get A or B as products because A and B are stable nodes of the residue curve map. In batch
mode, it was shown in the literature that the extractive process could enable to cross the rcm distillation

138
boundary of the MEK-benzene mixture with acetone and thus offer a larger composition region to obtain
MEK as a product. However we could not verify nor invalidate this in continuous mode by rigorous
simulation which is subject to the lever rule and to an additional requirement for the process to be feasible.
Table 4.10 Operating parameters corresponding to Figure 4.17a, b, c.
Class 1.0-2 case B-E side with light entrainer(FE/F=1, S=15) to recover B
Worksheet parameters Rectifying section Stripping section
Specification A B E A B E A B E
Name MEK Benzene Acetone MEK Benzene Acetone MEK Benzene Acetone
Boiling T(°C) 414.4 425.2 389.7 0.740741 0.073587 0.185672 0.025553 0.0567 0.917746
XF 0.1 0.9 0 0.593343 0.133199 0.273457 0.009898 0.049298 0.940804
XE 0 0 1 0.428894 0.200382 0.370724 0.003763 0.041998 0.954239
XW 0.01 0.98 0.01 0.285681 0.255818 0.458501 0.001416 0.035383 0.963201
XD 0.082727273 0.016363636 0.900909091 0.187362 0.288206 0.524433 0.00053 0.029599 0.969872
S 15 W 0.9 0.130557 0.299755 0.569688 0.000197 0.024631 0.975172
FE/F 1 V 14.5 0.100841 0.297778 0.601381 7.32E-05 0.020411 0.979516
F 1 ηB 0.98 0.085921 0.28828 0.6258 2.71E-05 0.016852 0.983121
D 1.1 R 12.18 0.07837 0.274822 0.646808 1.00E-05 0.013869 0.986121
Rigorous parameters 0.07431 0.259283 0.666407 3.69E-06 0.011381 0.988616
XF 0.1 0.9 0 0.071851 0.242647 0.685502 1.36E-06 0.009312 0.990686
XE 0 0 1 0.07011 0.225479 0.704412 5.00E-07 0.007599 0.9924
XD 0.01 0.98 0.01 0.068685 0.208168 0.723147 1.84E-07 0.006184 0.993816
Num stages 50 Feed tray 15 0.067406 0.191027 0.741567 6.76E-08 0.005017 0.994983
Solvent tray 30 0.066971 0.175211 0.757819 2.48E-08 0.004057 0.995943
Extractive section 9.11E-09 0.003269 0.996731
0.069315 0.167953 0.762732 0.066864 0.103002 0.830134 3.34E-09 0.002622 0.997378
0.070156 0.160674 0.769169 0.066153 0.094394 0.839453 1.23E-09 0.002092 0.997908
0.070252 0.153169 0.77658 0.06545 0.08596 0.84859 4.49E-10 0.001657 0.998343
0.06997 0.145366 0.784664 0.064763 0.077791 0.857447 1.63E-10 0.001302 0.998698
0.069491 0.137264 0.793245 0.0641 0.069968 0.865932 5.87E-11 0.001012 0.998988
0.068902 0.128905 0.802193 0.063468 0.062562 0.87397
0.068252 0.120352 0.811396 0.025553 0.0567 0.917746
0.067567 0.111687 0.820746
4.7 CONCLUSIONS
A feasibility method to study the separation with a light boiling entrainer E of maximum (1.0-1a
Serafimov’s class) and minimum (1.0-2 Serafimov’s class) boiling temperature azeotropic mixtures by using
a batch stripper has been extended to extractive distillation operated in continuous mode so as to
investigate the potential feasible region of the operating parameters reboil ratio (S) and entrainer - feed flow
rate ratio (FE/F, FE/LT) for both continuous and batch processes. We have considered for the continuous
process a column configuration with the entrainer fed below the main azeotropic mixture feed, giving rise to
three column sections, namely stripping, extractive and rectifying.
A feasibility methodology has been proposed. It proceeds in three steps. Firstly, prediction under
infinite reboil ratio conditions is based on the general feasibility criterion enounced by Rodriguez-Donis et al.
(2009a) and detailed when using a light entrainer by Rodriguez-Donis et al. (2012a). It relies upon the
knowledge of the residue curve map topology and classification along with the computation of the univolatility

139
line and enables to predict possible products and the limiting values of the entrainer - feed flow rate ratio.
Secondly, the process operation under finite reboil ratio requires checking the intersection of the
approximate composition profile in each column section, depending on the reboil ratio and entrainer - feed
flow rate ratio, and a target product composition and recovery. This gives rise to entrainer - feed flow rate
ratio vs. reboil ratio diagrams where the feasible ranges of the parameters are highlighted. The approximate
composition profiles also bring information about the location of pinch points and possible composition
profiles separatrices that could impair the process feasibility Third, the approximate calculations are
compared with rigorous simulations of continuous extractive distillation processes, providing rigorous values
of the product composition and recovery.
The design equations for the three section columns of extractive distillation process have been
derived based on the bottom product recovery and composition, on the azeotropic mixture feed composition,
and the reboil ratio and entrainer - feed flow rate ratio. Both feeds state (boiling liquid or saturated vapor) are
considered. The further analysis has been made assuming that the mixture is fed as boiling liquid and the
entrainer is fed as saturated vapor.
Under infinite reboil ratio, the univolatility line αAB=1 ends at the binary sides, gives birth to the point xp.
This determines two different volatility order regions. According to the general feasibility criterion enounced
above, there exist limiting values for the entrainer - feed flow rate ratio for some products in the batch
extractive process.
For the class 1.0-1a, corresponding to the separation of a maximum boiling azeotropic mixture A-B
using a light entrainer E, two sub cases arise, whether the univolatility line αAB =1 intersects the A-E edge
(case a) or B-E edge (case b). The system propanoic acid– dimethyl formamide (DMF) with light entrainer
methyl isobutyl ketone (MIBK) is used to demonstrate the case when the univolatility line αAB =1 intersects
the A-E edge (case a). The system water – ethylene diamine (EDA) with light entrainer acetoneis an
example of the case when the univolatility line αAB =1 intersects the B-E edge (case b). The separation of a
maximum boiling azeotropic mixture using a light entrainer shows antipodal feature with the separation of a
minimum boiling azeotrope using a heavy entrainer as they both belong to the same Serafimov’s class 1.0-
1a.
For the 1.0-1a class, above a minimal limit entrainer - feed flow rate ratio value, the extractive stable
node SNext,A (respectively SNext,A for case b) is located in the region where it can intersect a stripping profile
which can reach the expected product A (in class 1.0-1a case a), or the expected product B (in class 1.0-1a

140
case b). Under finite reboil ratio, SNextr,B (class 1.0-1a, case a) , SNextr,A (class 1.0-1a, case b) moves inside
the diagram and generates an extractive unstable separatrix that reduces the feasible region. These results
also translate well for continuous extractive distillation when we apply our methodology. Regarding
propanoic acid (A) as a bottom product for case a, there exists a minimum value FE/V at given reboil ratio,
that gets smaller as the reboil ratio reduces. The minimum entrainer - feed flow rate ratio is the same for
both the batch and the continuous process, as it comes from the shared intersection condition between the
stripping and the extractive profile. The main difference lies in the occurrence of an additional maximum
entrainer - feed flow rate ratio for the continuous process, which results from a too short rectifying section
profile that cannot intersect the extractive section composition profile. At very low reboil ratio, none of the
processes is feasible because the stripping profile is too short. The value of S at this point can be regarded
as the minimum reboil ratio, with which the minimum amount of vapor is returned to the column. Regarding
case b aiming to produce EDA (B) as bottom product, it bears symmetrical feature with case a aiming to
produce product propanoic acid (A).
For the class 1.0-2, corresponding to the separation of a minimum boiling temperature, two examples
are considered: the separation of the azeotrope ethanol (A) - water (B)with light entrainer methanol gives
rise to the 1.0-2 class case a where the univolatility curveαAB =1 reaches the A-E side. The mixture methyl
ethyl ketone (A) – benzene (B) using acetone as entrainer illustrates the subcase b, the univolatility curve
αAB =1 intersects the B-E edge. Both belonging to the 1.0-2 class, the separation of a minimum boiling
azeotropic mixture using a light entrainer and the separation of a maximum boiling azeotrope using a heavy
entrainer are antipodal ternary diagrams.
The batch feasibility criterion under infinite reflux ratio states that A or B can be distillated out,
depending on the starting composition. Depending on the univolatility line αAB=1 location, for case a (resp.
case b), component B (resp. A) can be a bottom product, provided that the entrainer entrainer - feed flow
rate ratio lies below a maximal value (FE/LT)max at a given reboil ratio. Under finite reboil ratio an extractive
unstable separatrix moves inside the diagram and impacts the feasible composition region. For continuous
extractive distillation, these results translate well. The (FE/LT)max translates into a maximum value FE/F at a
given reboil ratio gets smaller as reboil ratio reduce, and there also exists a minimal reboil ratio S. Regarding
the distillation of ethanol(A) when separating the mixture ethanol - water, the results show the following
feature: There is no limit entrainer - feed flow rate ratio for recovery component water(B)but existing
(FE/F)max,A for component ethanol(A) because the extractive stable node to get B SNextr,B can be located at
any position on the edge B-E (resp. A-E) whereas the extractive stable node SNextr,A needs to be located in

141
the region where A is the least volatile. That maximum gradually reduces as reboil ratio gets smaller, until it
reaches a minimum reboil ratio. A detailed calculation of the profile map (not shown) demonstrated that the
feasible stripping section profiles region gets smaller until it can no longer intersect the extractive profile
region. When aiming to get water (B) as bottom product, the results show no limit for the entrainer - feed
flow rate ratio in batch as expected and in continuous mode as well. For both products, there exists a
minimum reboil ratio as an unstable extractive separatrix reduces the feasible region when the reboil ratio
decreases. The continuous mode displays the same features than the batch process.
Regarding case b illustrated with the ternary system methyl ethyl ketone (A) – benzene (B) using
entrainer acetone, the behavior is symmetrical. The aiming to have bottom product methyl ethyl ketone
(A)bears symmetrical feature with case a aiming to recover water (B) at the bottom, but then aiming to
benzene (B) has a (FE/F)max,B as the univolatility curve αAB =1 now reaches B-E edge.
Analyzing the azeotropic and extractive processes for 1.0-2 class, both are eligible to get A or B as
product because A and B are stable nodes of the residue curve map. In batch mode, it was shown in the
literature that the extractive process could enable to cross the rcm distillation boundary of the MEK-benzene
mixture with acetone and thus offers a larger composition region than the azeotropic one to obtain MEK as a
product. However we could not verify nor invalidate this in continuous mode by rigorous simulation which is
subject to the lever rule and to an additional requirement for the process to be feasible.
The possible advantage of using a light entrainer is to give more opportunities for separating minT
and maxT azeotropic mixtures when it is not easy to find an appropriate heavy or intermediate entrainer. In
perspective, it could be interesting to evaluate the possible energy gain of the whole system (extractive and
regeneration columns), compared to the use of a heavy entrainer.

142

5. Conclusions, Perspective
CH
AP
TER
5

144
5.1 CONCLUSIONS
The operational stability of separation processes is a crucial factor to the economic success of such
processes. This is especially true for extractive distillation columns that often show counterintuitive
operational properties. It is sometimes useful to sacrifice cost-optimality of a steady-state design in favor of
better operational stability. Thus, exploring a feasible region based on the two key parameters for the
extractive distillation process, reflux ratio and entrainer - feed flow rate ratio, is an important issue when that
chemical process is designed. Feasibility studies also contribute to a better understanding of such complex
unit operations as both minimum solvent flow rate ratio and minimum reflux ratios can be used as indicators
of a flowsheet’s energy requirements. The limitations of entrainer - feed flows and operating reflux ratios give
essential guidance for design and operation of extractive distillations.
Our objective concerns the extension of thermodynamic insights gathered on batch distillation studied
by Rodriguez-Donis et al (2009a, 2009b, 2010, 2012a, 2012b) to the continuous extractive distillation
process. Those authors combined knowledge of the thermodynamic properties of residue curve maps and of
the univolatility and unidistribution curves location. They expressed a general feasibility criterion for
extractive distillation under infinite reflux ratio (reboil ratio) and showed how it could apply to separate
minimum or maximum boiling azeotropes or low relative volatility mixtures, by using heavy, light or
intermediate entrainers, even when a new azeotrope was formed. Nevertheless, it was never systematically
checked for continuous operation, which was our main focus. We focus in chapter 3 on the separation of
minimum and maximum azeotropic mixtures A-B with a heavy entrainer E and in chapter 4 on the separation
of maximum and minimum azeotropic mixtures A-B with a light entrainer E. All those mixtures A-B-E refers to
the 1.0-1a (occurrence 21.6%) and 1.0-2 (occurrence 8.5%) Serafimov’s classes respectively.
We use a methodology in three steps: firstly, we use the batch extractive distillation criterion to identify
possible products and limiting parameter values. As they are based on thermodynamic and topological
features of the ternary diagram, the batch thermodynamic insight are also valid concepts for continuous
distillation as well. The second step of our methodology concern operation under finite reflux ratio or reboil
ratio as these conditions are required to obtain either a distillate or a bottom product in continuous operation.
Systematic calculations of rectifying, extractive, stripping section composition profiles and checking of their
intersection enables to identify the feasibility region for the two key parameters, entrainer - feed flow rate
ratio and reflux ratio/reboil ratio. During step 2, the product composition and recovery yield is assumed.
Under finite reflux ratio conditions, the approximate calculations agree with the rigorous simulations of

145
continuous extractive distillation processes, but also bring information about the location of pinch points and
possible composition profiles separatrices that could impair the process feasibility. Step 3 relies upon
rigorous simulations that are used to verify the approximate profile predictions and obtain rigorous values of
the product composition and recovery.
Chapter 3 concerns the use of a heavy entrainer fed as a boiling liquid above the main azeotropic
mixture feed. The continuous column has then three sections, stripping below the main feed, extractive
between the two feeds and rectifying above the entrainer feed. Application of our methodology enables to
investigate the range of operating parameters reflux ratio (R) and entrainer - feed flow rate ratio (FE/F, FE/V)
for both continuous or batch process.
For class 1.0-1a (minimum boiling azeotrope separation A-B by adding a heavy entrainer E), two sub
cases arise depending on the univolatility line αAB =1 location. Two azeotropic systems acetone-heptane with
toluene (entrainer) and acetone-methanol with water (entrainer) are used to demonstrate the case when
univolatility line αAB =1 intersects the A-E edge (we call it case a); an example acetone-methanol with heavy
entrainer chlorobenzene is used to explain the case when univolatility line αAB =1 intersects the B-E edge
(we call it case b).
At infinite reflux ratio for the batch process, the point xp determines the minimal limit value for entrainer
- feed flow rate ratio, the range of the extractive stable node SNextr,A and the expected product A (in class
1.0-1a case a), SNextr,B and the expected product B (in class 1.0-1a case b). Under finite reflux ratio, the
SNextr,B in class 1.0-1a case a) (SNextr,A in class 1.0-1a case b) moves inside the diagram and generates an
extractive unstable separatrix that reduces the feasible region.
These results also translate well for continuous extractive distillation, regarding A as product
component for the two example of case a, the result show the expected feature: there is a minimum
entrainer - feed flow rate ratio at any reflux ratio. Besides, there is maximum reflux ratio at any given
entrainer entrainer - feed flow rate ratio. The maximum reflux ratio gets smaller as the entrainer entrainer -
feed flow rate ratio reduces, in agreement with Knapp and Doherty, (1994)result. There is also a minimum
reflux ratio value, below which the separation becomes impossible no matter how big is the value of
entrainer to entrainer - feed flow rate ratio. The two examples have the same type of shape but different
limits because of the different properties of azeotrope and solvent performance.
The same shape of the operating parameter feasibility region holds for the continuous and batch mode,
as the limitation FE/V and reflux ratio in batch translates into a continuous value FE/F. However, the minimum

146
value FE/V is smaller for the continuous than for the batch mode because the continuous profile sets stricter
feasible conditions due to the necessary intersection between the stripping and the extractive profile.
Regarding case b aiming to produce acetone(A)as distillate from ternary system acetone (A)-methanol
(B)-chlorobenzene(E), it bears symmetrical feature with case a, but then heptane(B) is the product as the
univolatility curve αAB =1 now reaches B-E edge.
For class 1.0-2 (separation of a maximum boiling azeotrope with a heavy entrainer) two sub cases
also occur. Forth mixture chloroform (A) - vinyl acetate (B) using butyl acetate as entrainer(E), the
univolatility curve αAB =1 intersects the A-E edge (case a), while for the mixture acetone (A) – chloroform (B)
using benzene (E) as entrainer, the univolatility curve αAB =1 intersects the B-E edge (case b). The batch
feasibility criterion under infinite reflux ratio then states that A or B can be distillated out, depending on the
starting composition. For case a (resp. case b), chloroform (A for case a) (resp. B for case b) can be a
distillate product, provided that the entrainer entrainer - feed flow rate ratio lies below a maximal value
(FE/V)max at a given reflux ratio. The continuous process also displays a corollary maximal value (FE/F)max.
But the continuous process also shows a minimum value FE/F because of the necessary intersection
between the stripping and the extractive section composition profiles. Under finite reflux ratio an extractive
unstable separatrix moves inside the diagram and impacts the feasible composition region. In continuous
mode, the minimum value FE/F at a given reflux ratio gets smaller as reflux ratio reduces, and there also
exists a minimum reflux ratio.
Regarding the distillation of vinyl acetate (B) when separating the mixture chloroform-vinyl acetate
using butyl acetate as entrainer or acetone (A) when separating the mixture chloroform-acetone using
benzene as entrainer, the batch extractive process analysis predicts no entrainer limitation under infinite
reflux ratio, but there exists a minimum entrainer - feed flow rate ratio limit under finite reflux ratio for the
continuous process because of the additional constraint that the stripping profile intersects the extractive
profile. For both continuous and batch mode, there exist a minimum value for reflux ratio as the reduction of
the rectifying profile region as reflux ratio decreases.
Comparison of three entrainers leading to the same type of diagram and sub-case also shows that the
feasible conditions ranges is entrainer dependent, in particular the minimum reflux ratio and the minimum
entrainer entrainer - feed flow rate ratio, and that the methodology is suitable to compare entrainers in a
preliminary step before optimizing the process with the entrainer regeneration column.

147
Chapter 4 concerns the use of a light entrainer fed as a saturated vapor below the main azeotropic
mixture feed. A feasibility method to study the separation of maximum (1.0-1a Serafimov’s class) and
minimum (1.0-2 Serafimov’s class) boiling temperature azeotropic mixtures with a light boiling entrainer E by
using a batch stripper has been extended to extractive distillation operated in continuous mode so as to
investigate the potential feasible region of the operating parameters reboil ratio (S) and entrainer - feed flow
rate ratio (FE/F, FE/LT) for both continuous and batch processes. We have considered for the continuous
process a column configuration with the entrainer fed below the main azeotropic mixture feed, giving rise to
three column sections, namely stripping, extractive and rectifying.
A feasibility methodology has been proposed. It proceeds in three steps. Firstly, prediction under
infinite reboil ratio conditions is based on the general feasibility criterion enounced by Rodriguez-Donis et al.
(2009a) and detailed when using a light entrainer by Rodriguez-Donis et al. (2012a). It relies upon the
knowledge of the residue curve map topology and classification along with the computation of the univolatility
line and enables to predict possible products and the limiting values of the entrainer - feed flow rate ratio.
Secondly, the process operation under finite reboil ratio requires checking the intersection of the
approximate composition profile in each column section, depending on the reboil ratio and entrainer - feed
flow rate ratio, and a target product composition and recovery. This gives rise to entrainer - feed flow rate
ratio vs. reboil ratio diagrams where the feasible ranges of the parameters are highlighted. The approximate
composition profiles also bring information about the location of pinch points and possible composition
profiles separatrices that could impair the process feasibility. Third, the approximate calculations are
compared with rigorous simulations of continuous extractive distillation processes, providing rigorous values
of the product composition and recovery.
The design equations for the three section columns of extractive distillation process have been
derived based on the bottom product recovery and composition, on the azeotropic mixture feed composition,
and the reboil ratio and entrainer - feed flow rate ratio. Both feeds state (boiling liquid or saturated vapor) are
considered. The further analysis has been made assuming that the mixture is fed as boiling liquid and the
entrainer is fed as saturated vapor.
Under infinite reboil ratio, the univolatility line αAB=1 ends at the binary sides, gives birth to the point xp.
This determines two different volatility order regions. According to the general feasibility criterion enounced
above, there exist limiting values for the entrainer - feed flow rate ratio for some products in the batch
extractive process.

148
For the class 1.0-1a, corresponding to the separation of a maximum boiling azeotropic mixture A-B
using a light entrainer E, two sub cases arise, whether the univolatility line αAB =1 intersects the A-E edge
(case a) or B-E edge (case b). The system propanoic acid– dimethyl formamide (DMF) with light entrainer
methyl isobutyl ketone (MIBK) is used to demonstrate the case a when the univolatility line αAB =1 intersects
the A-E edge. The system water – ethylene diamine (EDA) with light entrainer acetone is an example of the
case b, when the univolatility line αAB =1 intersects the B-E edge. The separation of a maximum boiling
azeotropic mixture using a light entrainer shows antipodal feature with the separation of a minimum boiling
azeotrope using a heavy entrainer as they both belong to the same Serafimov’s class 1.0-1a.
For the 1.0-1a class, above a minimal limit entrainer - feed flow rate ratio value, the extractive stable
node SNextr,A (respectively SNextr,B for case b) is located in the region where it can intersect a stripping profile
which can reach the expected product A (in class 1.0-1a case a), or the expected product B (in class 1.0-1a
case b). Under finite reboil ratio, SNextr,B (class 1.0-1a case a), SNextr,A (class 1.0-1a case b) move inside the
diagram and generate an extractive unstable separatrix that reduces the feasible region. These results also
translate well for continuous extractive distillation when we apply our methodology. Regarding propanoic
acid (A) as a bottom product for case a, there exists a minimum value FE/V at a given reboil ratio, that gets
smaller as the reboil ratio reduces. The minimum entrainer - feed flow rate ratio is the same for both the
batch and the continuous process, as it comes from the shared intersection condition between the stripping
and the extractive profile. The main difference lies in the occurrence of an additional maximum entrainer -
feed flow rate ratio for the continuous process, which results from a too short rectifying section profile that
cannot intersect the extractive section composition profile. At a very low reboil ratio, none of the processes is
feasible because the stripping profile is too short. The value of S at this point can be regarded as the
minimum reboil ratio, with which the minimum amount of vapor is returned to the column. Regarding case b
aiming to produce EDA (B) as bottom product, it bears symmetrical feature with case a aiming to produce
product propanoic acid (A).
For the class 1.0-2, corresponding to the separation of a minimum boiling temperature. Two examples
are considered: the separation of the azeotrope ethanol (A) - water (B) with light entrainer methanol gives
rise to the 1.0-2 class case a where the univolatility curveαAB =1 reaches the A-E side. while the case of the
mixture methyl ethyl ketone (A) – benzene (B) using acetone as entrainer illustrates the subcase b, the
univolatility curve αAB =1 intersects the B-E edge. Both belonging to the 1.0-2 class, the separation of a
minimum boiling azeotropic mixture using a light entrainer and the separation of a maximum boiling
azeotrope using a heavy entrainer are antipodal ternary diagrams.

149
The batch feasibility criterion under infinite reflux ratio states that A or B can be distillated out,
depending on the starting composition. Depending on the univolatility line αAB=1 location, for case a (resp.
case b), component B (resp. A) can be a bottom product, provided that the entrainer entrainer - feed flow
rate ratio lies below a maximal value (FE/LT)max at a given reboil ratio. Under finite reboil ratio an extractive
unstable separatrix moves inside the diagram and impacts the feasible composition region. For continuous
extractive distillation, these results translate well. The (FE/LT)max translates into a maximum value FE/F at a
given reboil ratio gets smaller as reboil ratio reduce, and there also exists a minimal reboil ratio S. Regarding
the distillation of ethanol(A) when separating the mixture ethanol - water, the result show the following
feature: There is no limit entrainer - feed flow rate ratio for recovery of component water(B)but existing
(FE/F)max,A for component ethanol(A) because the extractive stable node to get B (SNextr,B)can be located at
any position on the edge B-E (resp. A-E) whereas the extractive stable node SNextr,A needs to be located in
the region where A is the least volatile. That maximum gradually reduces as reboil ratio gets smaller, until it
reaches a minimum reboil ratio. A detailed calculation of the profile map (not shown) demonstrated that the
feasible stripping section profiles region gets smaller until it can no longer intersect the extractive profile
region. When aiming to get water (B) as bottom product, the result shows no limit for the entrainer - feed
flow rate ratio in batch as expected and in continuous mode as well. For both products, there exists a
minimum reboil ratio as an unstable extractive separatrix reduces the feasible region when the reboil ratio
decreases. The continuous mode displays the same features than the batch process.
Regarding case b illustrated with the ternary system methyl ethyl ketone (A) – benzene (B) using
entrainer acetone, the behavior is symmetrical the aiming to have bottom product methyl ethyl ketone (A)
bears symmetrical feature with case a aiming to recover water (B) at the bottom, but then aiming to benzene
(B) has a (FE/F)max,B as the univolatility curve αAB =1 now reaches B-E edge.
Analyzing the azeotropic and extractive processes for 1.0-2 class, we can state that both are eligible
to get A or B as products because A and B are stable nodes of the residue curve map. In batch mode, it was
shown in the literature that the extractive process could enable to cross the rcm distillation boundary of the
MEK-benzene mixture with acetone and thus offer a larger composition region to obtain MEK as a product.
However we could not verify nor invalidate this in continuous mode by rigorous simulation which is subject to
the lever rule and to an additional requirement for the process to be feasible.
A possible advantage of using a light entrainer is to give more opportunities to separating minT and
maxT azeotropic mixtures when it may be not easy to find a heavy or intermediate entrainer. In perspective,

150
it could be interesting to evaluate the possible energy gain of the whole process, the extractive distillation
column and the regeneration column, compared to the use of a heavy entrainer.
As these observations for the class 1.0-2 or 1.0-1a are corroborated by rigorous simulations, we
demonstrate that feasibility analysis based on simple thermodynamic insight (the ternary class, the
univolatility line intersect with the diagram) can be exploited to evaluate the feasibility under finite reflux ratio
and both for batch and continuous operation.
5.2 PERSPECTIVE
A future work in the area of feasibility study on extractive distillation may treat some of the following
topics:
1. The batch extractive process insight to the continuous process could be extended to other
Serafimov’s topological Classes that were found feasible in batch mode (1.0-1b, 0.0-1, 2.0-1, 2.0-
2a, 2.02b, 2.02c, and 3.1-2). Heterogeneous extractive distillation could also be considered, first
in batch then in continuous.
2. The experimental validation of the ternary system separating process results described in chapter
3 and 4 for both batch and continuous column could provide insight into more practical issues
regarding to the operation of the columns. In that case one should undertake preliminary
validation of the thermodynamic properties predicted in this work by using the UNIFAC model.
3. The optimization of the process should also provide a more comprehensive overview of the
advantages and drawbacks for each column configuration. More specifically, it would be
interesting to investigate more systematically during the feasibility analysis of the continuous
process the effect of other parameters like the feed composition location, the feed physical state.
4. The optimization of the continuous process sequence, including both the extractive distillation
column and the entrainer regeneration column should be considered to study the overall process
energy consumption. This should be related to the entrainer design issue as the entrainer should
not only make the process of extractive column feasible but also be easily regenerated from the
non-product component in the regeneration column.

6. Appendix: nomenclature, reference
CH
AP
TER
AP
PE
ND
IX

152
6.1 NOMENCLATURE
A light original component
ABE Volatility orders, A is possible distillate
AzAB binary azeotrope of the two original components A and B
AzEA binary azeotrope of the entrainer and the original component A
AzEAB ternary azeotrope of the entrainer and the original components A and B
B heavy original Component
BED batch extractive distillation column
BED-B batch extractive distillation column supply solvent to bottom section
BED-I batch extractive distillation column supply solvent to intermediate section
BED-T batch extractive distillation column supply solvent to top vessel
BES batch extractive distillation in a batch stripper
BES-B batch extractive distillation in a batch stripper supply solvent to bottom section
BES-I batch extractive distillation in a batch stripper solvent to intermediate section
BES-T batch extractive distillation in a batch stripper solvent to top vessel
C the third parameter C of the relationship of Antoine [mmHg ° C]
D distillate flow [mol / h]
DWC dividing wall column
DMF dimethylformamide
E entrainer
EDA ethylenediamine
EtOH ethanol
Extr extraction section
F feed flow rate ratio [mol / h]
FE entrainer - feed flow rate ratio
FE/F entrainer - feed flow rate ratio, continuous process
FE/V entrainer - feed flow rate ratio, batch process
(FE/V)min minimum entrainer - feed flow rate ratio, batch process
(FE/V)max maximum entrainer - feed flow rate ratio, batch process
Hv vapor enthalpy
hl liquid enthalpy
HIDiC highly integrated distillation columns
Ki distribution coefficient
L liquid flow rate ratio [mol / h]
Le extractive section liquid flow rate ratio
Ls stripping extractive section liquid flow rate ratio
LT boiling liquid at top vessel
MIBK methyl isobutyl ketone
MEK methyl ethyl ketone

153
MESH material, equilibrium, summation and enthalpy equation
MeAC methyl acetate
MeOH methanol
N number of theoretical stages
NFE entrainer feed stages
NF original mixture feed stages
p pressure [Hgmm] [atm]
Qn heat input [kW]
R reflux ratio
Rmax maximum reflux ratio
Rmin minimum reflux ratio
RCM residue curve map RD reactive distillation
[SNextr] extractive node feasible range
S reboil ratio
S1 saddle originating at the “product” vertex
S2 saddle originating at the “nonproduct” vertex
SBD solvent- enhanced batch distillation
SN stable node originating at the azeotrope
SN’ stable node originating outside the composition simplex
Str stripping section
T temperature [ºC]
TmaxazeAB the maximum azeotrope point of mixture AB
TminazeAB the minimum azeotrope point of mixture AB
UN unstable node originating at the entrainer vertex
UN’ unstable node originating outside the composition simplex
V vapors flows [kmol h-1]
W bottom product flow rate ratio [mol / h]
xazeo,A composition of A in azeotrope mixture
xD distillate fraction
xi liquid mole fraction of component i
xF original mixture liquid mole fraction
xE entrainer liquid mole fraction
xF+xE original mixture and entrainer mass balance point
xp intersection point between univolatility curve and residue curve passing through the distillate product
xW residue mole fraction
Yu,n unfeasible operating parameter point
Yf,n feasible operating parameter point
y* vapor phase composition in equilibrium with x
yi vapor mole fraction of component i

154
Greek letters
αij volatility of component i relative to component j
γi activity coefficient of component i
τ binary interaction parameter in NRTL model
η recovery rate [%]
Subscripts
i stage index
j component index
min minimum value
T top (decanter) vessel
m middle section or middle section map
r rectifying section or rectifying map
s stripping section or stripping map
Heavy heavy (least volatile) component
light light (most volatile) component
N section stages
Explanation of Figures
● stable node of the distillation line map
Ο unstable node of the distillation line map
∆ saddle point of the distillation line map
composition profile
continuous feasible line
batch feasible line
simulated rectifying composition profile
simulated extractive composition profile
simulated stripping composition profile
extractive and stripping separatrix
residue curve map separatrix
univolatility line

155
6.2 REFERENCES
A
Aspen Plus 11.1 User Guide, 2001. Available at http://www.aspentech.com (last accessed Feb. 2012), 2010.
B
Barreto A. A., I. Rodriguez-Donis, V. Gerbaud, and X. Joulia, Optimization of heterogeneous batch extractive
distillation. In press available at http://pubs.acs.org/doi/abs/10.1021/ie101965f.
Barreto, A.A., Rodriguez-Donis, I., Gerbaud, V., Joulia, X., 2011. Optimization of Heterogeneous Batch Extractive
Distillation. Industrial & Engineering Chemistry Research 50, 5204–5217.
Bausa, J., Watzdorf, R., Marquardt, W., 1998. Shortcut methods for non ideal multicomponent distillation: I.
Simple columns. AIChE Journal 44, 2181–2198.
Berg, L., Station, M.S.C.E.E., 1948. Azeotropic distillation. Montana State College.
Bernot, C., Doherty, M.F., Malone, M.F., 1990. Patterns of composition change in multicomponent batch
distillation. Chemical Engineering Science 45, 1207–1221.
Bernot, C., Doherty, M.F., Malone, M.F., 1991. Feasibility and separation sequencing in multicomponent batch
distillation. Chemical engineering science 46, 1311–1326.
Brüggemann, S., Marquardt, W., 2002. Shortcut design of extractive distillation columns. Distillation and
Absorption, Baden-Baden, Septermber 30-October 2.
Brüggemann, S., Marquardt, W., 2004. Shortcut methods for non ideal multicomponent distillation: 3. Extractive
distillation columns. AIChE Journal 50, 1129–1149.
C
Chein-Hsiun, T., 1994. Group-contribution method for the estimation of vapor pressures. Fluid Phase Equilibria
99, 105–120.
Cheong, W., Barton; P., 1999. Azeotropic Distillation in a Middle Vessel Batch Column. 1. Model Formulation and
Linear Separation Boundaries. Industrial & Engineering Chemistry Research 38, 1504–1530.
D
Davidyan, A.G., Kiva, V.N., Meski, G.A., Morari, M., 1994. Batch distillation in a column with a middle vessel.
Chemical engineering science 49, 3033–3051.
Demicoli, D., Stichlmair, J., 2003. Novel operational strategy for the separation of ternary mixtures via cyclic
operation of a batch distillation column with side withdrawal. Computer Aided Chemical Engineering 14, 629–634.
Denes, F., Lang, P., Modla, G., Joulia, X., 2009. New double column system for heteroazeotropic batch distillation.

156
Computers & Chemical Engineering 33, 1631–1643.
Doherty, M.F., Caldarola, G.A., 1985. Design and synthesis of homogeneous azeotropic distillations. 3. The
sequencing of columns for azeotropic and extractive distillations. Industrial & engineering chemistry
fundamentals 24, 474–485.
Doherty, Michael F., Malone, M.F., 2001. Conceptual Design of Distillation Systems, Available at:
http://148.201.96.14/dc/ver.aspx?ns=000157102 [Accessed February 10, 2012].
Donald, M.B., Ridgway, K., 1958. The binary systems benzene-ethyl methyl ketone and benzene-cyclohexane.
Journal of Applied Chemistry 8, 403–407.
Düssel, R., Stichlmair, J., 1995. Separation of azeotropic mixtures by batch distillation using an entrainer.
Computers & Chemical Engineering 19, Supplement 1, 113–118.
E
Ewell, R., Harrison, J., Berg, L., 1944. Azeotropic distillation. Industrial & Engineering Chemistry 36, 871–875.
F
Fidkowski, Z., Doherty, M.F., Malone, M.F., 1993. Feasibility of separations for distillation of non ideal ternary
mixtures. AIChE Journal 39, 1303–1321.
Fien, G.-J.A.F., Liu, Y.A., 1994. Heuristic synthesis and shortcut design of separation processes using residue curve
mps: a reveiw. Ind. Eng. Chem. Res. 33, 2505–2522.
Forbes, R.J., 1970. A short history of the art of distillation: from the beginnings up to the death of Cellier
Blumenthal, BRILL.
Foucher, E.R., Doherty, M.F., Malone, M.F., 1991. Automatic screening of entrainers for homogeneous azeotropic
distillation. Industrial & Engineering Chemistry Research 30, 760–772.
Frits, E.R., Lelkes, Z., Fonyó, Z., Rév, E., Markót, M.C., Csendes, T., 2006. Finding limiting flows of batch extractive
distillation with interval arithmetic. AIChE Journal 52, 3100–3108.
Fukushima, T., Kano, M., Hasebe, S., 2006. Dynamics and Control of Heat Integrated Distillation Column (HIDiC).
Journal of Chemical Engineering of Japan 39, 1096–1103.
G
Geankoplis, C. 2003. Transport Processes and Separation Process Principles, 4th Edition. Prentice Hall.
Gerbaud, V., I. Rodriguez-Donis I., 2010, Distillation de mélanges non idéaux. Courbes de résidu et autres outils de
conception. Dossier J2 611. de la collection “Techniques de l’ingénieur”, Procédés chimie - bio – agro. Opérations
unitaires. Génie de la réaction chimique. Opérations Unitaires. Distillation et absorption. Ed. Tissot, Paris, 2010
Gerbaud, V., I. Rodriguez-Donis I., 2010, Distillation de mélanges non idéaux. Distillation azéotropique et
distillation extractive. Choix de l’entraineur Dossier J2 612. de la collection “Techniques de l’ingénieur” Procédés
chimie - bio – agro. Opérations unitaires. Génie de la réaction chimique. Opérations Unitaires. Distillation et

157
absorption. Ed. Tissot, Paris.
Gmehling, J., Li, J., Schiller, M., 1993. A modified UNIFAC model. 2. Present parameter matrix and results for
different thermodynamic properties. Industrial & Engineering Chemistry Research 32, 178–193.
Gmehling, J., Onken, U., Rarey-Nies, J.R., 1978. Vapor-liquid equilibrium data collection. Dechema.
Gmehling, J., Menke, J., Krafczyk, J., Fischer K. Azeotropic data, 2004, 1992 pages, Wiley VCH.
H
Halvorsen, I.J., Skogestad, S., 2011. Energy efficient distillation. Journal of Natural Gas Science and Engineering 3,
571–580.
Hilmen, E., Kiva, V., Skogestad, S., 2003. Topology of ternary VLE diagrams: elementary cells. AIChE Journal 48,
752–759.
Hilmen, E.K., 2000. Separation of azeotropic mixtures: tools for analysis and studies on batch distillation
operation. Norwegian University of Science and Technology: PhD Thesis.
Hua, C., Li, X., Xu, S., Bai, P., 2007. Design and operation of batch extractive distillation with two reboilers. Chinese
Journal of Chemical Engineering 15, 286–290.
Hunek, J., Gal, S., Posel, F., Glavič, P., 1989. Separation of an azeotropic mixture by reverse extractive distillation.
AIChE Journal 35, 1207–1210.
J
Jiménez, L., Wanhschafft, O., Julka, V., 2001. Analysis of residue curve maps of reactive and extractive distillation
units. Computers & Chemical Engineering 25, 635–642.
Jogwar, S.S., Daoutidis, P., 2009. Dynamics and control of vapor recompression distillation. Journal of Process
Control19, 1737–1750.
Jogwar, S.S., Baldea, M., Daoutidis, P., 2009. Dynamics and Control of Process Networks with Large Energy
Recycle. Industrial & Engineering Chemistry Research 48, 6087–6097.
Julka, V., Doherty, M. F. 1993. Geometric nonlinear analysis of multicomponent non ideal distillation: a simple
computer-aided design procedure. Chemical Engineering Science 48, 1367–1391. doi:10.1016/0009-
2509(93)80045-R.
K
Kaibel, G., 1987. Distillation columns with vertical partitions. Chemical Engineering & Technology 10, 92–98.
Kiva, V., Hilmen, E., Skogestad, S., 2003. Azeotropic phase equilibrium diagrams: a survey. Chemical Engineering
Science 58, 1903–1953.
Knapp, J.P., Doherty, M.F., 1990. Thermal integration of homogeneous azeotropic distillation sequences. AIChE
Journal, 36, 969-983.
Knapp, J.P., Doherty, M.F., 1992. A new pressure-swing-distillation process for separating homogeneous

158
azeotropic mixtures. Industrial & engineering chemistry research 31, 346–357.
Knapp, J.P., Doherty, M.F., 1994. Minimum entrainer - feed flows for extractive distillation: A bifurcation theoretic
approach. AIChE Journal 40, 243–268.
Kontogeorgis, G.M., Folas, G.K., 2010. Thermodynamic Models for Industrial Applications: From Classical and
Advanced Mixing Rules to Association Theories. John Wiley & Sons.
Kossack, S., Kraemer, K., Gani, R., Marquardt, W., 2008. A systematic synthesis framework for extractive
distillation processes. Chemical Engineering Research and Design 86, 781–792.
L
Lang, P., Yatim, H., Moszkowicz, P., Otterbein, M., 1994. Batch extractive distillation under constant reflux ratio.
Computers & chemical engineering 18, 1057–1069.
Lang, P., Lelkes, Z., Otterbein, M., Benadda, B., Modla, G., 1999. Feasibility studies for batch extractive distillation
with a light entrainer. Computers & Chemical Engineering 23, S93–S96.
Lang, P., Modla, G., Benadda, B., Lelkes, Z., 2000a. Homoazeotropic distillation of maximum azeotropes in a batch
rectifier with continuous entrainer feeding I. Feasibility studies. Computers & Chemical Engineering 24, 1665–
1671.
Lang, P., Modla, G., Kotai, B., Lelkiz, Z., Moszkowicz, P., 2000b. Homoazeotropic distillation of maximum
azeotropes in a batch rectifier with continuous entrainer feeding II. Rigorous simulation results. Computers &
Chemical Engineering 24, 1429–1435.
Lang, P., Modla, G., 2006. Generalised method for the determination of heterogeneous batch distillation regions.
Chemical engineering science 61, 4262–4270.
Laroche, L., Bekiaris, N., Andersen, H.W., Morari, M., 1992. The curious behavior of homogeneous azeotropic
distillation—implications for entrainer selection. AIChE Journal 38, 1309–1328.
Lei, Z., Chen, B., Ding, Z., 2005. Special distillation processes, Elsevier.
Lelkes, Z., Lang, P., Benadda, B., Moszkowicz, P., 1998. Feasibility of extractive distillation in a batch rectifier.
AIChE Journal 44, 810–822.
Lelkes, Z., Lang, P., Moszkowicz, P., Benadda, B., Otterbein, M., 1998. Batch extractive distillation: the process and
the operational policies. Chemical Engineering Science 53, 1331–1348.
Lelkes, Z., Rev, E., Steger, C., Fonyo, Z., 2002. Batch extractive distillation of maximal azeotrope with middle
boiling entrainer. AIChE Journal 48, 2524–2536.
Lelkes, Z., Rev, E., Steger, C., Varga, V., Fonyo, Z., Horvath, L., 2003. Batch extractive distillation with intermediate
boiling entrainer, in: European Symposium on Computer Aided Process Engineering-13 36th European Symposium
of the Working Party on Computer Aided Process Engineering. Elsevier, pp. 197–202.
Levy, S.G., Van Dongen, D.B., Doherty, M.F., 1985. Design and synthesis of homogeneous azeotropic distillations.
2. Minimum reflux ratio calculations for non ideal and azeotropic columns. Ind. Eng. Chem. Fund. 24, 463–474.
Levy, S.G., Doherty, M.F., 1986. Design and synthesis of homogeneous azeotropic distillations. 4. Minimum reflux

159
ratio calculations for multiple-feed columns. Industrial & engineering chemistry fundamentals. 25, 269–279.
Lewis, G.N., Cornish, R.E., 1933. Separation of the isotopic forms of water by fractional distillation. Journal of the
American Chemical Society 55, 2616–2617.
Lucia, A., Amale, A., Taylor, R., 2008. Distillation pinch points and more. Computers & Chemical Engineering 32,
1342–1364.
Luyben, W.L. & Chien, I.L., 2001a. Design and control of distillation systems for separating azeotropes, Wiley
Online Library.
Luyben, W.L., 2008a. Effect of solvent on controllability in extractive distillation. Industrial & Engineering
Chemistry Research 47, 4425–4439.
Luyben, W.L., 2008b. Comparison of extractive distillation and pressure-swing distillation for acetone-methanol
separation. Industrial & Engineering Chemistry Research 47, 2696–2707.
Luyben, W.L., 2008c. Control of the maximum-boiling acetone/chloroform azeotropic distillation system.
Industrial & Engineering Chemistry Research 47, 6140–6149.
Luyben, W.L., Yu, C.-C., 2009. Reactive Distillation Design and Control. John Wiley & Son .
Luyben, W.L., Chien, I.L., 2010. Design and control of distillation systems for separating azeotropes. Wiley Online
Library.
M
Malone, M.F., Doherty, M.F., 2000. Reactive distillation. Industrial & Engineering Chemistry Research 39, 3953–
3957.
Marrero, J., Gani, R., 2001. Group-contribution based estimation of pure component properties. Fluid Phase
Equilibria 183–184, 183–208.
Matsuyama H., Nishimura, H., 1977. Topological and thermodynamic classification of ternary vapor-liquid
equilibria. Journal of Chemical Engineering of Japan 10.
Modla, G., Lang, P., 2008. Feasibility of new pressure swing batch distillation methods. Chemical Engineering
Science 63, 2856–2874.
Modla, G., Lang, P., Denes, F., 2010. Feasibility of separation of ternary mixtures by pressure swing batch
distillation. Chemical Engineering Science 65, 870–881.
Modla, G., 2010. Pressure swing batch distillation by double column systems in closed mode. Computers &
Chemical Engineering 34, 1640–1654.
Modla, G., 2011. Separation of a Chloroform-Acetone-Toluene mixture by pressure-swing batch distillation in
different column configurations. Industrial & Engineering Chemistry Research.
Muhrer, C.A., Collura, M.A., Luyben, W.L., 1990. Control of vapor recompression distillation columns. Industrial &
Engineering Chemistry Research 29, 59–71.

160
N
Naito K., Nakaiwa M., Huang K., Endo A., Aso K., Nakanishi T., Nakamura T., Noda H., Takamatsu T., 2000.
Operation of a bench-scale ideal heat integrated distillation column (HIDiC): an experimental study. Computers
and Chemical Engineering 24, 495–499.
Nakaiwa, M., Huang, K., Naito, K., Endo, A., Owa, M., Akiya, T., Nakane, T., Takamatsu, T., 2000. Parameter
analysis and optimization of ideal heat integrated distillation columns (HIDiC), European Symposium on Computer
Aided Process Engineering-10. Elsevier, 661–666.
Nakaiwa M., Huang K., Naito K., Endo A., Akiya T., Nakane T., Takamatsu T, 2001. Parameter analysis and
optimization of ideal heat integrated distillation columns. Computers & Chemical Engineering 25, 737-744.
Nakaiwa M., Huang K., Endo A., Ohmori T., Akiya T., Takamatsu T., 2003. Internally heat-integrated distillation
columns: a review. Chemical Engineering Research and Design. 81(1), 162-177.
P
Petlyuck F.B. 2004. Distillation Theory and Its Application to Optimal Design of Separation Units. Cambridge
University Press, Cambridge, ISBN 978-0-521-82092-8.
Petlyuk F., Danilov R., Skouras S., Skogestad S., 2011. I dentification and analysis of possible splits for azeotropic
mixtures. 2. Method for column sections. Chemical Engineering Science66, 2512-2522.
Petlyuk, F., Danilov, R., Skouras, S., Skogestad, S., 2012. Identification and analysis of possible splits for azeotropic
mixtures. 2. Method for simple columns. Chemical Engineering Science 69, 159–169.
Pham, H.N., Ryan, P.J., Doherty, M.F., 1989. Design and minimum reflux ratio for heterogeneous azeotropic
distillation columns. AIChE Journal 35, 1585–1591.
Pham, H.N., Doherty, M.F., 1990a. Design and synthesis of heterogeneous azeotropic distillations–II. Residue
curve maps. Chemical Engineering Science 45, 1837–1843.
Pham, H.N., Doherty, M.F., 1990b. Design and synthesis of heterogeneous azeotropic distillations–III. Column
sequences. Chemical Engineering Science 45, 1845–1854.
Phimister, J.R., Seider, W.D., 2000. Semicontinuous, pressure-swing distillation. Industrial & engineering chemistry
research 39, 122–130.
Poellmann, P., Blass, E., 1994. Best products of homogeneous azeotropic distillations. Gas separation &
purification 8, 194–228.
Pommier, S., Massebeuf, S., Kotai, B., Lang, P., Baudouin, O., Floquet, P., Gerbaud, V., 2008. Heterogeneous batch
distillation processes: Real system optimisation. Chemical Engineering and Processing: Process Intensification 47,
408–419.
Pretel, E.J., Lopez, P.A., Bottini, S.B., Brignole, E.A., 1994. Computer-aided molecular design of solvents for
separation processes. AIChE Journal40, 1349–1360.
Prosim Plus 3.1 User guide available at http://www.prosim.net (last accessed Feb. 2012), 2009.

161
R
Repke, J.-U., Klein, A., Bogle, D., Wozny, G., 2007. Pressure Swing Batch Distillation for Homogeneous Azeotropic
Separation. Chemical Engineering Research and Design 85, 492–501.
Reshetov, S.A., Kravchenko, S.V., 2007. Statistics of liquid-vapor phase equilibrium diagrams for various ternary
zeotropic mixtures. Theoretical Foundations of Chemical Engineering 41, 451–453.
Rév, E., Lelkes, Z., Varga, V., Stéger, C., Fonyo, Z., 2003. Separation of a minimum-boiling azeotrope in a batch
extractive rectifier with an intermediate-boiling entrainer. Industrial & engineering chemistry research 42, 162–
174.
Robbins, L., 2011. Distillation control, optimization, and tuning : fundamentals and strategies. CRC Press, Boca
Raton, FL.
Robinson, C.S., Gilliland, E.R., 1950. Ele ments of fractional Distillation. McGra -Hill New York.
Rodríguez-Donis, I., Gerbaud, V., Joulia, X., 2001a. Entrainer selection rules for the separation of azeotropic and
close-boiling-temperature mixtures by homogeneous batch distillation process. Industrial & engineering
chemistry research 40, 2729–2741.
Rodriguez-Donis, I., Gerbaud, V., Joulia, X., 2001b. Heterogeneous entrainer selection for the separation of
azeotropic and close boiling temperature mixtures by heterogeneous batch distillation. Industrial & engineering
chemistry research 40, 4935–4950.
Rodríguez Donis, I., Gerbaud, V., Joulia, X., 2002. Feasibility of heterogeneous batch distillation processes. AIChE
Journal 48, 1168–1178.
Rodríguez-Donis, I., Esquijarosa, J.A., Gerbaud, V., Joulia, X., 2003. Heterogeneous batch-extractive distillation of
minimum boiling azeotropic mixtures. AIChE Journal 49, 3074–3083.
Rodriguez-Donis, I., Papp, K., Rev, E., Lelkes, Z., Gerbaud, V., Joulia, X., 2007. Column configurations of continuous
heterogeneous extractive distillation. AIChE Journal 53, 1982–1993.
Rodriguez-Donis, I., Gerbaud, V., Joulia, X., 2009a. Thermodynamic Insights on the Feasibility of Homogeneous
Batch Extractive Distillation, 1. Azeotropic Mixtures with a Heavy Entrainer. Industrial & Engineering Chemistry
Research 48, 3544–3559.
Rodríguez-Donis, I., Gerbaud, V., Joulia, X., 2009b. Thermodynamic Insights on the Feasibility of Homogeneous
Batch Extractive Distillation , 2. Low-Relative-Vo latility Binary Mi xtures with a Heavy Entrainer. Industrial &
Engineering Chemistry Research 4 , 3560–3572.
Rodríguez-Donis, I., Gerbaud, V., Joulia, X., 2010. Thermodynamic insight on extractive distillation with entrainer
forming new azeotropes. In Proceedings of Distillation & absorption 2010, Eindhoven, Holland, September 12-15,
431 436.
Rodríguez-Donis, I., Gerbaud, V., Joulia, X., 2012a. Thermodynamic Insights on the Feasibility of Homogeneous
Batch Extractive Distillation. 3. Azeotropic Mixtures with Light Entrainer. Industrial & engineering chemistry
research 51, 4643-4660.
Rodriguez-Donis, I., Gerbaud, V., Joulia, X., 2012b. Thermodynamic Insights on the Feasibility of Homogeneous.
Batch Extractive Distillation. 4. Azeotropic Mixtures with Intermediate Boiling Entrainer. Industrial & engineering

162
chemistry research 51, 6489–6501.
S
S.E., A., 1984. Energy savings in distillation plants by using vapor thermo-compression. Desalination 49, 37–56.
Seader, J. D., Henley, Ernest J., Seader, J.D., 1998. Separation Process Principles. Wiley, New York.
Serafimov, L., 1970a. General Principles of the Course of Unidistribution Lines in Vapor-Liquid Equilibrium
Diagrams of Ternary Mixtures. Physical-Chemical Foundations of Rectification, Collection of papers by Moscow
Lomonosov Institute of Fine Chemical Technology, MITChT, Moscow 20–30.
Serafimov, L., 1970b. The azeotropic rule and the classification of multicomponent mixtures VII. Diagrams for
ternary mixtures. Russ. J. Phys. Chem 44, 567–571.
Serafimov, L., Gol’berg, Y.E., Vitman, T., Kiva, V., 1972. Properties of univolatility sets and its location in the
concentration space In Chemistry. Collection of the Scientiÿc Works of Ivanovo Energetic Institute, Ivanovo-
Vladimir 166–179.
Serafimov, L., Timofeev, V., Balashov, M., 1973. Rectification of Multicomponent Mixtures II. Local and General
Characteristics of the Trajectories of Rectification Processes at Infinite Reflux ratio. Acta Chemica Acad. Sci. Hung
75, 193–211.
Serafimov, L., 1996. Thermodynamic and Topological Analysis of Liquid-Vapor Phase Equilibrium Diagrams and
Problems of Rectification of Multicomponent Mixtures. Mathematical methods in contemporary chemistry 557.
Simulis Thermodynamics, Documentation available at http//www.prosim.net
Skouras, S., Kiva, V., Skogestad, S., 2005. Feasible separations and entrainer selection rules for heteroazeotropic
batch distillation. Chemical engineering science 60, 2895–2909.
Skouras, S., Skogestad, S., Kiva, V., 2005. Analysis and control of heteroazeotropic batch distillation. AIChE Journal
51, 1144–1157.
Song, J., Song, H.-H., 2008. Computer-Aided Molecular Design of Environmentally Friendly Solvents for Separation
Processes. Chemical Engineering & Technology 31, 177–187.
Sorensen, E., 1999. A cyclic operating policy for batch distillation-theory and practice. Computers & chemical
engineering 23, 533–542.
Stéger, C., Varga, V., Horvath, L., Rev, E., Fonyo, Z., Meyer, M., Lelkes, Z., 2005. Feasibility of extractive distillation
process variants in batch rectifier column. Chemical engineering and processing 44, 1237–1256.
Szanyi, A., Mizsey, P., Fonyo, Z., 2004. Novel hybrid separation processes for solvent recovery based on
positioning the extractive heterogeneous-azeotropic distillation. Chemical engineering and processing 43, 327–
338.
T
Tamayo-Galván, V.E., Segovia-Hernández, J.G., Hernández, S., Hernández, H., 2008. Controllability analysis of

163
modified Petlyuk structures. The Canadian Journal of Chemical Engineering 86, 62–71.
Thomas, B., Karl Hans, S., 1994. Knowledge integrating system for the selection of solvents for extractive and
azeotropic distillation. Computers & Chemical Engineering 18, Supplement 1, 25–29.
U
Ulrich, J., Morari, M., 2003. Operation of Homogeneous Azeotropic Distillation Column Sequences. Industrial &
Engineering Chemistry Research 42, 4512–4534.
Underwood, A., 1949. Fractional distillation of multicomponent mixtures. Industrial & Engineering Chemistry 41,
2844–2847.
Urdaneta, R.Y., Bausa, J., Brüggemann, S., Marquardt, W., 2002. Analysis and conceptual design of ternary
heterogeneous azeotropic distillation processes. Industrial & engineering chemistry research 41, 3849–3866.
V
Van Dongen, D.B., Doherty, M.F., 1985. On the dynamics of distillation processes–VI. Batch distillation. Chemical
engineering science 40, 2087–2093.
Van Dyk, B., Nieuwoudt, I., 2000. Design of Solvents for Extractive Distillation. Industrial & Engineering Chemistry
Research 39, 1423–1429.
Van Kaam, R., Rodriguez-Donis, I., Gerbaud, V., 2008. Heterogeneous extractive batch distillation of chloroform-
methanol-water: Feasibility and experiments. Chemical engineering science 63, 78–94.
Varga, V. 2006. Distillation Extractive Discontinue dans une Colonne de Rectification et dans une Colonne Inverse.
Ph.D. Thesis, Toulouse.
Varga, V., Rev, E., Gerbaud, V., Fonyo, Z., Joulia, X., 2006. Batch extractive distillation with light entrainer.
Chemical Biochemical Engineering Quarterly 20, 1–23.
Vidal, J., 2003. Thermodynamics: Applications in Chemical Engineering and the Petroleum Industry. Editions
OPHRYS.
W
Wahnschafft, O.M., Koehler, J., Blass, E., Westerberg, A.W., 1992. The product composition regions of single-feed
azeotropic distillation columns. Industrial & engineering chemistry research 31, 2345–2362.
Wahnschafft, O.M., Westerberg, A.W., 1993. The product composition regions of azeotropic distillation columns.
2. Separability in two-feed columns and entrainer selection. Industrial & engineering chemistry research 32,
1108–1120.
Weidlich, U., Gmehling, J., 1987. A modified UNIFAC model. 1. Prediction of VLE, hE, and .gamma..infin. Industrial
& engineering chemistry research 26, 1372–1381.

164
Weis, D.C., Visco, D.P., 2010. Computer-aided molecular design using the Signature molecular descriptor:
Application to solvent selection. Computers & Chemical Engineering 34, 1018–1029.
Widagdo S. and Seider W.D. 1996. Azeotropic distillation. AIChE Journal, 42, 96-146.
Repke, J.-U., A. Klein, D. Bogle, G. Wozny. 2007. Pressure Swing Batch Distillation for Homogeneous Azeotropic
Separation. Chemical Engineering Research and Design 85, 492-501.
Y
Yao, J.Y., Lin, S.Y., Chien, I., 2007. Operation and control of batch extractive distillation for the separation of
mixtures with minimum-boiling azeotrope. Journal of the Chinese Institute of Chemical Engineers 38, 371–383.
Yatim, H., Moszkowicz, P., Otterbein, M., Lang, P., 1993. Dynamic simulation of a batch extractive distillation
process. Computers & chemical engineering 17, 57–62.

165
Abstract We study the continuous extractive distillation of minimum and maximum boiling azeotropic mixtures A-B with a heavy or a light entrainer E, intending to assess its feasibility based on thermodynamic insights. The ternary mixtures belong to the common 1.0-1a and 1.0-2 class ternary diagrams, each with two sub-cases depending on the univolatility line location. The column has three sections, rectifying, extractive and stripping. Differential equations are derived for each section composition, depending on operating parameters: distillate product purity and recovery, reflux ratio R and entrainer – feed flow rate ratio FE/F for the heavy case; bottom product purity and recovery, reboil ratio and entrainer – feed flow rate ratio for the light entrainer case. For the case with a heavy entrainer fed as a boiling liquid above the main feed, the feasible product and operating parameters R and FE/F ranges are assessed under infinite reflux ratio conditions by using the general feasibility criterion enounced by Rodriguez-Donis et al. (Ind. Eng. Chem. Res, 2009, 48(7), 3544–3559). For the 1.0-1a class, there exists a minimum entrainer - feed flow rate ratio to recover the product, and also a minimum reflux ratio. The minimum entrainer - feed flow rate ratio is higher for the continuous process than for the batch because of the additional requirement in continuous mode that the stripping profile intersects with the extractive profile. For the 1.0-2 class both A and B can be distillated. For one of them there exists a maximum entrainer - feed flow rate ratio. The continuous process also has a minimum entrainer - feed flow rate ratio limit for a given feasible reflux ratio. For the case with a light entrainer fed as saturated vapor below the main feed, the feasible product and operating parameters S and FE/F ranges are assessed under infinite reflux ratio conditions by using the general feasibility criterion enounced by Rodriguez-Donis et al. (Ind. Eng. Chem. Res, 2012, 51, 4643–4660), Compared to the heavy entrainer case, the main product is removed from the column bottom. Similar results are obtained for the 1.0-1a and 1.0-2 class mixtures whether the entrainer is light or heavy. With a light entrainer, the batch insight about the process feasibility holds for the stripping and extractive sections. Now, an additional constraint in continuous mode comes from the necessary intersection between the rectifying and the extractive sections. This work validates the proposed methodology for assessing the feasibility of continuous extractive distillation processes and enables to compare entrainers in terms of minimum reflux ratio and minimum entrainer feed flow rate ratio. Key word Extractive distillation – feasibility – thermodynamic insight – univolatility line - unidistribution line - reflux ratio – entrainer - feed flow rate ratio – reboil ratio – heavy entrainer – light entrainer
Résumé Nous étudions la faisabilité du procédé de distillation extractive continue pour séparer des mélanges azéotropiques A-B à température de bulle minimale ou maximale, avec un tiers corps E lourd ou léger. Les mélanges ternaires A-B-E appartiennent aux classes 1.0-1-a et 1.0-2 qui se subdivisent chacune en deux sous-cas selon la position de la courbe d’univolatilité. La colonne de distillation a trois sections, rectification, extractive, épuisement. Nous établissons les équations décrivant les profiles de composition liquide dans chaque section en fonction des paramètres opératoires: pureté et taux de récupération du distillat, taux de reflux ratio R et rapport des débits d’alimentation FE/F dans le cas d’un tiers corps lourd; pureté et taux de récupération du produit de pied, taux de rebouillage S et rapport des débits d’alimentation FE/F dans le cas d’un tiers corps léger. Avec un tiers corps lourd alimenté comme liquide bouillant au dessus de l’étage d’alimentation du mélange A-B, nous identifions le distillat atteignable et les plages de valeurs faisables des paramètres R et FE/F à partir du critère général de faisabilité énoncé par Rodriguez-Donis et al. (Ind. Eng. Chem. Res, 2009, 48(7), 3544–3559). Pour la classe 1.0-1a, il existe des rapport FE/F et reflux ratio minimum. Le rapport FE/F est plus important pour le procédé continu que pour le procédé discontinu parce que la faisabilité du procédé continu nécessite que les profils d’épuisement et extractifs s’intersectent. Pour la classe 1.0-2, les deux constituants A et B sont des distillats potentiels, l’un sous réserve que le rapport FE/F reste inférieur à une valeur limite maximale. Le procédé continu exhibe également une valeur minimale de FE/F à un taux de reflux ratio donné, contrairement au procédé discontinu. Avec un tiers corps léger alimenté comme vapeur saturante sous l’étage d’alimentation du mélange A-B, nous identifions le produit de pied atteignable et les plages de valeurs faisables des paramètres S et FE/F à partir du critère général de faisabilité énoncé par Rodriguez-Donis et al. (Ind. Eng. Chem. Res, 2012, 51, 4643–4660). Comparé au cas des tiers corps lourds, le produit principal est obtenu en pied. Autrement, les comportements des classes 1.0-1a et 1.0-2 sont analogues entre les tiers corps léger et lourd. Avec un tiers corps léger, le procédé continu ajoute la contrainte que les profils de rectification et extractifs s’intersectent. La contrainte d’intersection des profils d’épuisement et extractif est partagée par les deux modes opératoires continu et discontinu. Ce travail valide la méthodologie proposée pour évaluer la faisabilité du procédé de distillation extractive continue et permet de comparer les tiers entre eux en termes de taux de reflux ratio minimum et de rapport de débit d’alimentation minimal. Mots-clés Distillation extractive - courbes d’univolatilité - taux de reflux ratio - taux de solvent - entraîneur lourde - entraîneurlégerère