Embed Size (px)
Citation preview

ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2165
ISIJ International Vol 57 (2017) No 12 pp 2165ndash2174
Corresponding author E-mail jmz2203sinacomDOI httpdxdoiorg102355isijinternationalISIJINT-2017-347
Numerical Study on the Capture of Large Inclusion in Slab Continuous Casting with the Effect of In-mold Electromagnetic Stirring
Yanbin YIN1) Jiongming ZHANG1) Shaowu LEI2) and Qipeng DONG1)
1) State Key Laboratory of Advanced Metallurgy University of Science and Technology Beijing No 30 Xueyuan Road Haid-ian District Beijing 100083 China 2) Huatian Engineering amp Technology Corporation MCC No 18 Fuchunjiang East Street Jianye District Nanjing 210019 China
(Received on June 20 2017 accepted on August 17 2017 J-STAGE Advance published date October 13 2017)
Large inclusions captured by the solidifying shell deteriorate the surface quality of interstitial free steel To investigate the capture of large inclusion in slab continuous casting a three-dimensional model cou-pling flow field solidification and inclusion motion has been developed Additionally to study the effect of in-mold electromagnetic stirring (M-EMS) on large inclusion capture the electromagnetic field has been also coupled in the model The results of electromagnetic field indicates its centrally symmetrical distribu-tion on the cross-section and the electromagnetic force swirls on the cross-section The effects of M-EMS on flow pattern solidification and inclusion capture have been discussed The M-EMS significantly changes the flow pattern and solidifying shell thickness The inhomogeneous distribution of large inclu-sions existing in the slab surface in the slab surface are different between the cases with and without M-EMS Furthermore the number of captured inclusions increases at 0ndash002 m beneath the wide surface and decreases at 002ndash004 m beneath the wide surface in response to the application of M-EMS Large inclusions in steel were quantitatively analyzed by the galvanostatic electrolysis method The experimental results are in agreement with the simulation results suggesting that the model is valid
KEY WORDS numerical simulation M-EMS solidification inclusion capture flow slab continuous casting
1 IntroductionInterstitial free (IF) steel is widely used in the automobile
industry for its excellent deep-drawing property But surface defects such as slivers and pencil blisters in the final product always result in rejections and downgrading1) Large inclu-sions (gt50 μm) captured by the solidifying shell are the primary source of those defects In recent decades in-mold electromagnetic stirring (M-EMS) has been applied exten-sively in continuous casting2) It is generally recognized that M-EMS can improve surface qualities of continuous cast-ing steels3ndash5) Stirring the molten steel in the specific region of the mold is generally used to change the flow pattern Besides the flow pattern affects the inclusion capture and the molten steelrsquos solidification in the mold Hence an in-depth analysis of the effect of M-EMS on inclusion capture and distribution is of great importance and it can provide theoretical guidance for IF steel production
In recent years great efforts have been devoted to research on the particle (inclusion bubble) behaviors in continuous casting through numerical simulation6ndash24) Many previous works13ndash24) have studied the capture of inclusions or bubbles by the solidifying shell in continuous casting Yuan Q et al13) used a Lagrangian trajectory tracking method coupling time-dependent flow fields obtained from large-eddy simu-lation (LES) to predict particle motion and capture in a thin-slab steel caster Particles studied in the work were smaller than the primary dendrite arm spacing (PDAS) which could
lead to particles entrapment easily The locations of cap-tured particles and distribution of total oxygen in the final steel slab were predicted based on the computations Zhang L et al14) established two 3-D numerical models to study the entrapment of inclusions in continuous-casting billets One ignored the heat transfer and solidification using the sink term approach to represent the mass and momentum loss during the solidification The other one considered the effect of turbulent flow heat transfer solidification Com-parisons with the experimental measurement and simulation results were performed and the calculated inclusion distri-bution by the full solidification approach agreed well with the industrial measurement Thomas B G et al15) simulated the entrapment of slag inclusions and bubbles during the continuous casting of steel slabs A particle capture criterion based on local force balances and PDAS was applied The results suggested that particle size and density transverse fluid PDAS solidification front orientation angle and sulfur concentration gradient affected the particle capture jointly Liu Z et al16) investigated the transport and entrapment of particles in a continuous casting mold using a coupled mathematical model The LES approach was used to calcu-lated turbulence of molten steel inside the liquid pool The results indicated that the transient flow pattern and particle distributions were asymmetric Furthermore particle capture positions were presented in the work
A few previous studies111223ndash30) have investigated the effect of the electromagnetic field application on the par-ticle behaviors in continuous casting Researchers mainly paid attention to particle removal during continuous cast-ing111225ndash30) Few works studied the effect of the electro-
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2166
magnetic field application on the particle capture during continuous casting2324) Liu Z et al23) studied the effects of electromagnetic brake (EMBr) arrangement and magnetic field strength on inclusion transport and entrapment in a slab mold using a mathematical model coupling flow field magnetic field and inclusion transport In this model the flow field was calculated by the LES approach however heat transfer and solidification were not considered Wang S et al24) established a three-dimensional model coupling fluid flow heat transfer magnetic field and solidification in a FC (flow control)-Mold to investigate the effect of elec-tromagnetic parameters on the motion and entrapment of inclusions At present studies about the capture of particles in the slab mold with the effect of M-EMS have not been reported
The current work presents a three-dimensional model coupling the electromagnetic field fluid flow solidifica-tion and inclusion motion in slab continuous casting using the CFD package OpenFOAM 211 The electromagnetic field has been calculated by ANSYS 120 and then the calculated electromagnetic force is incorporated into the NavierndashStokes equation This present work has provided the distributions of the electromagnetic field and flow field in the mold with EMS The effects of M-EMS on the flow pattern solidification and large inclusion capture have been discussed To validate the model the present work has extracted large inclusions in steel by the method of galva-nostatic electrolysis
2 Numerical ModelThe numerical model mainly involves three parts the
solidification and flow model the inclusion capture model and the M-EMS model The solidification and flow model used for solving the initial conditions (temperature field flow field and the solidification shell distribution) of the inclusion capture behavior is steady Further a transient model coupled the solidification fluid flow and inclusion capture is solved to simulate the inclusion motion and capture in the domain with a Lagrangian approach The M-EMS model is a finite element method which could calculate the electromagnetic force imposed on the molten steel in the mold
21 AssumptionsIn order to simplify the numerical model the present
work includes the following assumptions1 the molten steel is considered as the steady and incom-
pressible Newtonian flow2 the level fluctuation of molten steel and mold flux in the
mold is neglected3 the meniscus is thermally insulated from the surround-
ings4 the caster is perfectly vertical with respect to the gravita-
tional field while the curvature of the strand is ignored5 the inclusions are spherical whose density is constantly
3 500 kgm36 inclusion collision is not considered the influence of
inclusion on fluid flow and heat transfer is neglected7 only the evolution of latent heat resulting from the solid-
liquid phase change is considered as the latent heat of γ-α phase transformation is negligible
8 fluid flow in the mushy zone submits to Darcyrsquos law9 the influence of molten steel flow is neglected during the
calculation of electromagnetic field
22 The M-EMS ModelThe magnetic flux density and the induced current den-
sity are solved through the Maxwell equations which are defined as follows nablasdot =
B 0 (1)
nablatimes = minuspartpart
EB
t (2)
nablatimes =
H JEM (3)
J E= σ (4)
HB
EMEM
=micro
(5)
where
E is electric field intensity
B is magnetic flux den-sity
HEM is magnetic field intensity
J is current density μEM is magnetic permeability σ is electrical conductivity
Assuming that the electromagnetic field is harmonic the electromagnetic force can be decomposed into time-dependent and time-independent components Because the electromagnetic field period is much shorter than the momentum response time of the molten steel the time aver-aged value could be used to couple with other variables The time averaged electromagnetic force is defined as follows28)
F Re J Bmag = times lowast1
2( ) (6)
where
Blowast is conjugate complex number of
B and Re is the real part of a complex quantity
23 TheFlowandSolidificationModel231 Basic Conservation Equations
The mass and momentum conservation equations take the follow forms nablasdot( ) =ρl
u 0 (7)
partpart( ) +nabla sdot( ) = minusnabla +nabla sdot nabla( ) + +t
u uu p u S FUρ ρ microl l eff mag
(8)
where ρ1 is molten steel density u is molten steel velocity μeff is effective viscosity of the molten steel p is pressure SU is momentum source term which will be described in the next section
Fmag is electromagnetic force μeff is derived from the formula as follows
microρε
micro microefflck
= +2
(9)
The term μ on the right side of Eq (19) represents the molecular viscosity of molten steel which is a physical parameter cμ is a constant whose value is 009 according to the work of Launder B E and Spalding D B31) k and ε are turbulent kinetic energy and turbulent energy dissipation rate respectively which are calculated by the standard k-ε turbulence model written in tensor form as follows
partpart( ) + nabla = nabla sdot +
nabla
+ minus
tk ku k Gl l
t
kk lρ ρ micro
microσ
ρ ε( ) (10)
partpart( )+ nabla =nablasdot +
nabla
+ minus
tu C
kG C
kt
kkρ ε ρ ε micro
microσ
εε
ρε
l l l( )
1 2
2
(11)
where Gk represents the production of turbulence kinetic energy due to the mean velocity gradients
G u uu
xk l i j
j
i
= minuspartpart
ρ rsquo rsquo (12)
and C1 C2 σk σε are constants given by B E Launder and D B Spalding31) as follows C C k1 2144 192 10 13= = = = σ σε (13)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2167
232 Enthalpy-Porosity TechniqueThe present work has adopted enthalpy-porosity tech-
nique32) to simulate heat transfer and solidification which treats the mushy region as a ldquopseudordquo porous medium A variable called the liquid fraction which indicates the vol-ume fraction of steel in liquid form is computed for each cell in the simulation domain at each iteration The liquid fraction f can be described as
f
T T
T T
T=
ltminus
0 if solidus
solidus
liquiidus solidussolidus liquidus if
minusle le
TT T T
1 if liquidusT Tgt
(14)
where Tsolidus and Tliquidus are solidus and liquidus tempera-ture respectively
The enthalpy of the steel H is computed as the sum of the sensible enthalpy h and the latent heat ΔH H h H= + ∆ (15)where
h h c TpT
T
r
= + intrefef
d (16)
The latent heat content can be written in terms of the steel latent heat L ∆ =H fL (17)where href is reference enthalpy Tref is reference tempera-ture cp is steel specific heat at constant pressure The energy conservation equation can be written as
partpart( ) +nabla sdot( ) = nabla sdot nabla( )t
H uH k Tl l effρ ρ rsquo (18)
k k kteff = +rsquo rsquo (19)
kc
Prt
p t
t
rsquo =micro (20)
where keff is effective thermal conductivity krsquo is thermal conductivity ktrsquo is turbulent thermal conductivity Prt is turbulent Prandtl number which is 085 by default
In mushy zone the porosity is equal to the liquid fraction When the molten steel has fully solidified the liquid fraction and porosity become zero and the velocity of solidified steel is equal to the casting speed The influence of porosity on fluid flow velocities is dramatic which can be introduced into the momentum conservation equation source term
Sf
f eA u uU =
minus+
minus( )( )
13 mush cast
(21)
where e is a small number (0001) to prevent division by zero Amush is mushy zone constant and ucast is casting velocity
24 Particle Force Balance EquationThe movement of the inclusions is governed by the par-
ticle force balance equation defined as follows
ρπ
p pp
p b sdu
tF F F F F
6
d
d drag VM
3
= + + + + (22)
where ρp is inclusion density dp is particle diameter
up is particle velocity
Fdrag is particle drag force
Fp is pressure gradient force
Fb is buoyancy force
FVM is virtual mass force
Fs is Saffman forceDrag force33) can be described as
F d C u u u up D l p l p ldrag8
= minus minus( )πρ2 (23)
where CD is a dimensionless drag coefficient as a function of particle Reynolds number according to the approach of C T Crowe et al33) C Re ReD p p= +( )1 0 15 0687 24 Re = d u -up l p p lρ micro
Rep is particle Reynolds number ul is molten steel instantaneous velocity which will be described below
The pressure gradient force33) can be given as follows
F d pp p= minus nablaπ6
3 (24)
The buoyancy force can be expressed as
F d gb p l p= minus( )πρ ρ
63 (25)
where
g is the gravitational accelerationThe virtual mass force33) takes in account that an accel-
erating or decelerating body should accelerate a volume of surrounding fluid equal to one half of the volume a sphere displaces
F d Cd
dtu uVM p l VM l p= minus( )π
ρ6
3 (26)
where CVM is virtual mass force coefficient In the present paper CVM is set as 0523)
Saffman force3334) which is caused by the gradient of molten steel shear-velocity is derived according to formula as follows
F d u u u us p l eff l l p l= nablatimes minus times nablatimesminus1 62 2 1 2 1 2 ( ) (( ) ( )) ρ micro (27)
The stochastic transport of particles (STP)35) is adopted to incorporate the stochastic effect of turbulent fluctuations on particle In STP model velocity fluctuations are based on a Gaussian-distributed random number chosen according to the kinetic energy of the local turbulence The random number is changed to produce a new instantaneous velocity fluctuation at a frequency equal to the characteristic lifetime of the eddy The instantaneous molten steel velocity is then given by
u u u
u k
l i i i
i
rsquo
rsquo ( )
= += ξ 2 3 1 2
(28)
where ui is mean velocity component of the molten steel in direction i uirsquo is component of Gaussian-distributed random velocity fluctuation in direction i and ξ is a random number
25 Geometry Model and Boundary Conditions251 Geometry Model
Figure 1(a) shows the M-EMS geometry model Trav-eling-wave electromagnetic stirrer with 30 pairs of coils around the straight iron cores has been designed to stir the molten steel in the mold All the coils are connected to a low frequency three-phase AC current (3 Hz 400 A) The copper plate of the mold is 30 mm in thickness As Fig 1(b) shows a full geometry model has been developed for the coupling simulation a slab (08 m in mold 12 m in second cooling zone) with a size of 16 m times 025 m times 2 m is divided into cells of which the minimum and maximum sizes are 0001 m and 001 m respectively The submerged depth of the nozzle is 02 m and the nozzle inner diameter is 0085 m The SEN port is rectangular with a height of 0075 m a width of 007 m and pointing 15 degrees down-wards To simulate the behavior of the initial solidifying shell more accurately local grid refinement technology is applied To facilitate the discussion slab wide face whose Y-value is negative is called lower wide face by contrast slab wide face whose Y-value is positive is called upper wide face For example the Y=0125 m and minus0125 m planes are called upper and lower wide surface respectively
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2168
252 Boundary Conditions(1) Boundary Conditions for Electromagnetic Simula-
tionAn air cuboid (283 m times 116 m times 245 m) around the
whole geometry model is used to capture a great part of the magnetic field lines closing in the surrounding air Boundary conditions are applied on the external surfaces of the sur-rounding air cuboid with magnetically flux parallel bound-ary Moreover the electromagnetic field is equal to zero on the external surfaces of the surrounding air cuboid On the other surfaces Neumann magnetically flux vertical bound-ary conditions are adopted36)
(2) Boundary Conditions for Flow and Solidification Simulation
For nozzle inlet boundary conditions all variables are assumed to be constant The inlet velocities of molten steel and inclusions are assumed to be identical which are defined using the casting speed Additionally the molten steel temperature at the nozzle inlet is equal to that in tundish All the variables mentioned above can be described as follows U U U ABU dx y z z
in in in cast0 0 4noz
= = = π 2 (29)
U U U Ux y zin in in in= ( ) + ( ) + ( )2 2 2
(30)
k U c k d T Tin in in in noz in tun= = ( ) =0 01 0 052 3 2 ε micro (31)where Uin is the inlet velocity Ux
in Uyin Uz
in are components of Uin in the three directions respectively Uz
cast is compo-nent of casting velocity in the z-direction A is the thick-ness of the slab B is the width of the slab dnoz is nozzle inner diameter The values of kin and εin were derived from semi-empirical equations presented by Lai et al37) Tin is the molten steel temperature at nozzle inlet and Ttun is the mol-ten steel temperature in tundish The velocity of solidifying shell is equal to ucast at mold wall
A fully developed boundary condition that normal gradi-
ents of all variables are set to be zero has been adopted at the computational domain outlet38)
According to the paper of Yang H39) an empirical for-mula has been used for heat flux through the middle of wide face which can be described as follows
Q
z
U
z
U
z
z
= times minus
+
times minus
2 64 0 91
11 3
exp
exp
cast
cast
+
times0 93 106
(32)
where Q (Jm minus2s minus1) is heat flux extracted from the mold wall z is distance from the meniscus
In the secondary cooling zone the thermal boundary condition can be described as follows2040)
partpart
=partpart
= minus minus( )H
x
H
y kH Hs a
γeff
(33)
γ = minusAQ bTcwater spray( )1 (34)
where γ is average heat transfer coefficient between the slab surface and the surroundings Hs represents the steel enthalpy at the surface and Ha represents the product of ambient temperature and the specific heat of steel Qwater (Lm minus2s minus1) is water flux in the second cooling zone Tspray is the temperature of the cooling-water spray According to the work of Meng Y and Thomas B G40) A c and b are set as 03925 055 and 00075 respectively
(3) Boundary Conditions for Inclusion Motion and Cap-ture Simulation
According to the experimental data the inclusion size distribution at the mold inlet is illustrated in Fig 2 The total inclusion number injected into the submerged entry nozzle (SEN) is 1 000 per second The total computation time is 300 s An escape boundary condition is defined for the top surface of the mold and the computation domain outlet A reflecting boundary is set along the walls inside the SEN In the current work large inclusions are assumed to be cap-tured when they touch the solidifying front (liquid fraction is 02) Subsequently the inclusions captured by the solidifica-tion front would move together with the solidifying shell
The Material properties and model parameters used in the present work are listed in Table 1
3 Results and Discussion31 The Distribution of Electromagnetic Field
The traveling-wave M-EMS is a dynamic process The electromagnetic field varies along the width direction of the mold in other words the present magnetic field originates from the single-directional movement of the previous one
Fig 1 Geometry model and mesh in a slab strand with a travel-ing-wave electromagnetic stirrer (a) model used for elec-tromagnetic simulation (surrounding air not shown) (b) model used for the coupling simulation (Online version in color) Fig 2 Inclusion distribution at the mold inlet
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2169
Figure 3(a) indicates vector and contour of the magnetic flux density of the initial phase on the stirrer mid-plane (Z=minus045 m) The distribution of the magnetic flux density is centrosymmetric The magnetic flux density is larger at the edge of wide face Besides it decreases gradually from the exterior to the interior Through the vector distribu-tion of magnetic flux density it can be observed that the maximums are located at the quarter of the wide face edge Additionally there are three minimum zones located in the interior Figure 3(b) shows vector and contour of the time-averaged electromagnetic force on the stirrer mid-plane (Z=minus045 m) The distribution of electromagnetic force is centrosymmetric which results from the centrosymmetric distribution of the magnetic flux density The tangential components of the electromagnetic forces are in the same direction at each edge The directions of the tangential components at two parallel edges are opposite each other Four transverse swirls of the time-averaged electromagnetic
force exist in the interior of cross-section In the vicinity of the edges the electromagnetic force is larger than that in the inner part of the cross-section The maximum of the time-averaged electromagnetic force is 40 000 Nm3 which appears at the mold corner The minimum of the time-averaged electromagnetic force is lower than 2 000 Nm3 which appears in the interior
Figure 4(a) shows the time-averaged electromagnetic force profiles along the mold corner (X = 08 m Y = 0125 m) On the mold corner line the electromagnetic force is mainly alone X-axis and Y-axis The X-axis and Y-axis components of the electromagnetic force get their maximums at the stir-rer mid-plane decaying with the increasing distance from the stirrer mid-plane The Z-axis component is so small that it can be neglected At the meniscus and the mold exit the electromagnetic force closes to zero Figure 4(b) shows the time-averaged electromagnetic force profiles along the horizontal centerline of the stirrer mid-plane (Y = 0 m Z = minus045 m) It can be observed that the components of electromagnetic force in the directions of X-axis and Z-axis are very small compared to the component in the direction of Y-axis In the Y-axis direction the electromagnetic force component gets its maximum at the two narrow surfaces
Table 1 The Material properties and model parameters
Parameters Values Dimensions
cp Specific heat 700 Jkg minus1Kminus1
kprime Thermal Conductivity 31 Wm minus1Kminus1
ρ Steel density 7 000 kgm3
L Steel latent Heat 264 000 Jkg minus1
Tl Liquid Temperature 1 807 K
TS Solid Temperature 1 797 K
μ Molecular viscosity of the molten steel 00055 kgs minus1m minus1
Ucast Casting speed 002 ms minus1
Ttun Tundish temperature 1 827 K
Mold length 08 m
Second cooling zone length in geometry model 12 m
Iron core length 243 m
Iron core thickness 02 m
Iron core width 023 m
EMS position from the meniscus to the stirrer mid-plane 045 m
M-EMS coil current density 400 A
M-EMS coil current frequency 3 Hz
Liquid steel electric conductivity 714e5 Sm minus1
Liquid steel magnetic conductivity 1257e-6 Hm minus1
Fig 3 Vector and contour plots of magnetic flux density (a) and time-averaged electromagnetic force (b) on the stirrer mid-plane (Z=minus045 m) (Online version in color)
Fig 4 Time-averaged electromagnetic force profiles (a) along the mold corner (X = 08 m Y = 0125 m) (b) along the wide-face centerline of the stirrer mid-plane (Z = minus 045 m) (c) along Y= 00625 m and Y=minus00625 m lines of the stirrer mid-plane (Z = minus 045 m) (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2170
components of the electromagnetic force along Y=00625 m and Y=minus00625 m lines are larger than those along the wide-face centerline ranging from 10 000 Nm3 to 15 000 Nm3 and their direction are consistent
32 EffectofM-EMSonFlowandSolidificationThe 2-D streamlined distributions on the longitudinal
sections in the case without M-EMS and with M-EMS are shown in Figs 5 and 6 respectively When M-EMS is off the streamline is symmetrical about the vertical centerline
Moreover the directions of the electromagnetic force com-ponent in Y-axis direction tend to alternate between positive and negative It is this trend of the electromagnetic force that gives rise to the transverse swirls of the molten steel Figure 4(c) shows the time-averaged electromagnetic force profiles along Y = 00625 m and Y = minus00625 m lines of the stirrer mid-plane The trends of the electromagnetic force compo-nents in the Y-axis and Z-axis directions are similar to those shown in Fig 4(b) Nevertheless the X-axis component of the electromagnetic force presents a new feature The X-axis
Fig 5 2-D streamline plot on the longitudinal sections in the case without M-EMS (a) lower quarter plane of wide face (b) wide face center plane (c) upper quarter plane of wide face
Fig 6 2-D streamline plot and direction of electromagnetic force X-axis component indicated by arrows in the longitu-dinal sections in the case with M-EMS (a) lower quarter plane of the wide face (b) wide face center plane (c) upper quarter plane of wide face
Fig 7 Contour plot of solidifying shell thickness on the wide face (a) without EMS (b) lower wide face with EMS (c) upper wide face with EMS (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2171
of the longitudinal section The jet exiting the nozzle travels across the mold cavity and splits into upward and down-ward flowing jets This diverted flow creates the classic upper and lower recirculation zones of a double-roll flow pattern Furthermore two small swirls exist beneath the SEN The lower recirculation zone is much larger because it is not confined The upper zone is constrained by the top surface and the jet exiting the SEN By comparing the streamlines on the three longitudinal planes it can be found that the upper recirculation zones are similar Nevertheless the lower recirculation zone on the wide-face center plane is larger than those on the wide-face quarter planes because the velocity of the downward jet on the wide-face center plane is larger than those on the wide-face quarter planes When M-EMS is applied the molten steel flow pattern in the domain has been obviously changed The classical dou-ble-roll flow pattern can only be observed on the wide-face center plane because the X-axis and Z-axis components of the electromagnetic force shown in Fig 4(b) are tiny and their effects on the molten steel velocities are negligible Figures 6(a) and 6(c) reveal the 2-D streamlined distribu-tions on the lower and upper quarter planes of the wide face (Y=minus0625 m and Y=0625 m planes) the arrows indicate the directions of the electromagnetic force X-axis component On the lower quarter plane of wide face the lower and upper recirculation zones disappear on the right side and the molten steel flows to the left side On the left side the lower and upper recirculation zones are diminished It is the X-axis component of the electromagnetic force dis-played in Fig 4(c) that enhances the flow on the left side and restrains the flow on the right side On the upper quarter plane of wide face the situation is just the opposite because the X-axis component of the electromagnetic enhances the flow on the right side and restrains the flow on the left side
Figure 7 shows contour plot of the solidifying shell thick-ness on the slab wide face The liquid fraction is 02 at the solidifying front As is shown in Fig 7(a) the solidifying shell in the case without M-EMS is symmetric about the centerline of the slab wide face When M-EMS is off the flow pattern that the flow field is symmetrical about the wide face centerline and there are no obvious transverse swirls leads to the distribution of solidifying shell Nevertheless the distribution of solidifying shell in the case with M-EMS is changed when the M-EMS is applied As is shown in Figs 7(b) and 7(c) the solidification shell is not symmet-ric about the slab wide face centerline Two special zones (Zone A and Zone B) at which solidifying shells are thin obviously appear at the margin of wide face To discuss this phenomenon contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) in the cases without M-EMS and with M-EMS are demonstrated in Fig 8
As is shown in Fig 8(a) when M-EMS is off the flow of molten steel on the transverse plane is relatively homogenous and molten steel flows mainly along the width direction Molten steel merely presents a thickness direction flow along the vertical centerline of the transverse plane The solidifying shell is also relatively homogenous When M-EMS is applied there are four transverse swirls of the molten steel which almost coincide with those four transverse swirls of electromagnetic force shown in Fig 3(b) Those transverse swirls of molten steel result in the inhomogeneity of heat transfer and impact on the solidifying shell Consequently the solidifying shell is inhomogeneous As is shown in Fig 3(b) the time-averaged electromagnetic forces on the upper left and lower right corners of the cross-section are outward As a result the molten steel flows to the solidifying shell and impacts the solidifying shell at the two positions which results in the existences of Zone A and Zone B It is assumed that the M-EMS has an influence on the solidification of the molten steel indirectly through changing the flow pattern
Fig 8 Contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) (a) without M-EMS (b) with M-EMS (Online version in color)
Fig 9 Inclusion distributions (larger than 50 μm) in the case without M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
33 EffectofM-EMSonLargeInclusionCaptureFigures 9 and 10 reveal the distributions of large inclu-
sions over 50 μm at 0ndash004 m under the upper wide surface in the cases without M-EMS and with M-EMS The shadow zones in the figures represent the inclusion capture zones at the solidifying front The experiment samples were obtained from the pattern zones filled with diagonals In the case without M-EMS the inclusion capture zones are symmetric about the centerline of the slab wide face nevertheless in the case with M-EMS those are not symmetrical This is due to the asymmetry of the solidifying shell caused by the electromagnetic force The results suggest that large inclu-sions are mainly concentrated at 001ndash003 m under the upper wide surface for both cases
In the case without M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash003 m below the upper wide surface The inclusions with a diameter of
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2172
Fig 10 Inclusion distributions (larger than 50 μm) in the case with M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
larger than 194 μm only exist at 003ndash004 m below the upper wide surface In the case with M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash002 m under the upper wide surface No inclusions larger than 194 μm in diamter can be captured by the solidifying front It is assumed that the M-EMS affected the flow pattern and solidifying shell thickness Consequently the inclusion distributions are different between the case without M-EMS and with M-EMS
As are shown in Figs 9 and 10 it can be found in that some clusters of captured inclusions exist in the solidifying shell and the clustering positions are different for the two cases Figure 11 reveals the number variations of captured inclusions along the width direction at the slab wide face for the two cases As is indicated in Fig 11(a) when M-EMS is off the distributions of the inclusions at 0ndash001 m and 001ndash002 m below the upper wide surface are more homogeneous than those at other locations At 002ndash004 m below the upper wide surface inclusion clusters appear near the quarter of the slab wide face As is shown in Fig 11(b) when M-EMS is applied the positions of the inclusion clusters have changed significantly At 0ndash001 m under the upper wide surface inclusion clusters appear at center of the wide face and the right 18 of the wide face At 001ndash002 m under the upper wide surface inclusion clusters appear at the center and right edge of the wide face At 002ndash003 m under the upper wide surface inclusion clusters appear at the right and left edges of the wide face At 003ndash004 m under the upper wide surface the distribution of the inclu-sions is relatively even
Figure 12 shows the size distribution and number of captured inclusions at the slab wide face In both cases the captured inclusions are mainly located at 001ndash003 m beneath the upper wide surface At 0ndash002 m under the upper wide surface the total numbers of the captured inclusions in the case with M-EMS are larger than those in the case without M-EMS Furthermore the numbers of the
Fig 11 Number of captured inclusions along the width direction at the slab wide face (a) without EMS (b) with EMS (Online version in color)
Fig 12 Size distribution and number of captured inclusions at the slab wide face (a) 50ndash125 μm (b) gt125 μm (Online version in color)
captured inclusions in different size groups are larger in the case with M-EMS except the number of the captured inclu-sions ranging in size from 150 μm to 175 μm at 0ndash001 m
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2173
under the upper wide surface At 002ndash004 m under the upper wide surface the total numbers of the captured inclu-sions in the case with EMS are less than those in the case without M-EMS Moreover the numbers of the captured inclusions in different size groups are less in the case with M-EMS except the number of the captured inclusions in the 125ndash150 μm group at 002ndash003 m under the upper wide surface At 001ndash002 m and 003ndash004 m under the upper wide surface there are notable differences between the total captured inclusion numbers in the cases without EMS and with EMS
Figure 13 shows the area of the inclusion capture zone at different distances under the upper wide surface The areas at 0ndash002 m beneath the upper wide surface in the case with EMS are larger than those in the case without M-EMS and the difference between the two cases is espe-cially pronounced at 001ndash002 m beneath the upper wide surface This may account for the variations of the total captured inclusions between the two cases at the two loca-tions At 002ndash003 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is larger than that in the case without M-EMS However since the total number of the captured inclusions increases when M-EMS is applied at 0ndash002 m beneath the upper wide surface the number of inclusions which can be captued at 002ndash004 m beneath the upper wide surface would decrease Therefore the total number of captured inclusions in the case with M-EMS is less than that in the case without M-EMS at 002ndash004 m beneath the upper wide surface Besides at 003ndash004 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is smaller than that in the case without M-EMS so the variation of the captured inclusion number between the two cases is considerable
4 Model ValidationIn order to validate the model the present work has
quantitatively extracted large inclusions in steel adopting the method of galvanostatic electrolysis41) The steel samples under the same process parameters used in the present work have been taken in a steel plant The composition of the non-aqueous electrolyte is 99 ethanol and FeCl3 Figure 14 shows the device used in this method The steel sample served as the anode For the sake of protecting the steel samples from oxidation this method took advantage of an argon atmosphere The size of the steel sample is 01 m times 015 m times 004 m The electrolyte is filtered by a nylon membrane filter with an open pore size of 50 μm to obtain the inclusions Subsequently the inclusions are weighed by an analytical balance and particle sizes were measured by stereoscope at a magnification of 30ndash45x
The inclusion numbers and masses have been obtained from the pattern zones filled with diagonals as shown in Figs 9 and 10 The inclusion weights have been calculated from the equation as follows
m rp p i p
i
n
==sum 4
3π ρ 3
0
(35)
where n is the maximum number of the inclusion within the same radius ρp is the density of the inclusion and rpi is the radius of the i-th inclusion In order to normalize the datum for every case the present work sum the datum of the three positions and then evaluates the proportions at each position
Figure 15 reveals inclusion number percentages and mass percentages at different positions of the slab wide face for different cases The results suggest that the variation trends of the number and mass percentages are similar for both the experiment and simulation which validates the model The inclusion number percentages and mass percentages are high at the quarter of the slab wide face for the experiment and simulation without M-EMS However with M-EMS the percentages of number and mass are low at the quarter of the slab wide face
Fig 13 Area of the inclusion capture zone at different distances under the upper surface of the slab wide face (Online version in color)
Fig 14 Schematic diagram of electrolytic device
Fig 15 Comparison of simulation data with experimental data (a) inclusion number percentages (b) mass percentages (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2174
5 ConclusionsThe present work has built a three-dimensional model
coupling the electromagnetic field flow field solidification and inclusion motion The present work has investigated inclusion capture in the solidification process of slab con-tinuous casting with the effect of M-EMS The distributions of magnetic flux density and time-averaged electromagnetic force have been reported The effects of the M-EMS on the flow field solidification and inclusion capture in the process have been revealed The conclusions are as follows
(1) The distributions of magnetic flux density and time-averaged electromagnetic force are centrally symmetrical on the cross-section of the mold Also for the time-averaged electromagnetic force four small transverse swirl zones exist in the interior of the mold
(2) The M-EMS changes the flow pattern of the molten steel in the mold When M-EMS is off the flow field present a classic double-roll flow pattern When M-EMS is applied the transverse flow in the mold is enhanced and the clas-sical double-roll flow pattern can only be observed on the wide-face center plane
(3) The M-EMS has an influence on the solidification of the molten steel indirectly by changing the flow pattern The solidifying shell without EMS is symmetrical about the centerline of the wide face Nevertheless with M-EMS the solidifying shell is not symmetric about the centerline of the wide face Besides two special zone at which solidifying shells are obviously thin appear at the margin of wide face
(4) Large inclusions are mainly concentrated at 001ndash003 m under the wide surface for the both cases Some clusters of captured inclusions exist in solidifying shell and there are different cluster positions in the two cases At 0ndash002 m under the upper wide surface the total numbers of captured inclusions in the case with M-EMS are larger than those in the case without M-EMS At 002ndash004 m under the upper wide surface the situation is just the reverse
AcknowledgmentsThe authors gratefully express their appreciation to the
National Natural Science Foundation of China (U1360201) and (51474023) for sponsoring this work
REFERENCES
1) P K Tripathy S Das M K Jha J B Singh A M Kumar and A K Das Ironmaking Steelmaking 33 (2006) 477
2) K Fujisaki T Ueyama and K Okazawa IEEE Trans Magn 33 (1997) 1642
3) S Wang G A De Toledo K Vaumllimaa and S Louhenkilpi ISIJ Int 54 (2014) 2273
4) N Genma T Soejima T Saito M Kimura Y Kaihara H Fukumoto and K Ayata ISIJ Int 29 (1989) 1056
5) J Nakashima A Kiyose Y Ohtani J Fukuda T Kawase and M Doki Nippon Steel Tech Rep (2002) No 86 61
6) H Lei D-Q Geng and J-C He ISIJ Int 49 (2009) 15757) Y-H Ho and W-S Hwang ISIJ Int 43 (2003) 17158) L Zhang J Aoki and B G Thomas Metall Mater Trans B 37
(2006) 3619) Q Wang L Zhang and S Sridhar Metall Mater Trans B 47
(2016) 262310) Z Liu B Li M Jiang and T Fumitaka ISIJ Int 54 (2014) 131411) Y Wang and L Zhang Metall Mater Trans B 42 (2011) 131912) B Li and F Tsukihashi ISIJ Int 43 (2003) 92313) Q Yuan B G Thomas and S P Vanka Metall Mater Trans B
35 (2004) 70314) L Zhang and Y Wang JOM 64 (2012) 106315) B G Thomas Q Yuan S Mahmood R Liu and R Chaudhary
Metall Mater Trans B 45 (2014) 2216) Z Liu B Li L Zhang and G Xu ISIJ Int 54 (2014) 232417) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9418) K Jin B G Thomas and X Ruan Metall Mater Trans B 47
(2016) 54819) C Pfeiler B G Thomas M Wu A Ludwig and A Kharicha Steel
Res Int 79 (2008) 59920) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9421) Z Liu L Li B Li and M Jiang JOM 66 (2014) 118422) Z Liu and B Li Powder Technol 287 (2016) 31523) Z Liu L Li and B Li JOM 68 (2016) 218024) S Wang L Zhang Q Wang W Yang Y Wang L Ren and L
Cheng Metall Res Technol 113 (2016) 20525) T Toh H Hasegawa and H Harada ISIJ Int 41 (2001) 124526) L B Trindade J E A Nadalon A C F Vilela M Vilhena and R
B Soares Steel Res Int 78 (2007) 70827) Q Wang S Li Y Li L Zhang and X Wang EPD Congress 2013 -
TMS 2013 Annual Meeting and Exhibition TMS Warrendale PA (2013) 135
28) H Q Yu and M Y Zhu Ironmaking Steelmaking 39 (2012) 57429) W Derda and I Staniewski 7th Int Conf on Processing and Manu-
facturing of Advanced Materials (THERMEC2011) Trans Tech Publications Zurich (2012) 1385
30) G F Zhang Y H Ding and Z Shi 2013 Int Conf on Advances in Energy and Environmental Science Trans Tech Publications Zurich (2013) 1716
31) B E Launder and D B Spalding Lectures in Mathematical Models of Turbulence Academic Press London (1972)
32) A D Brent V R Voller and K J Reid Numer Heat Transf 13 (1988) 297
33) C T Crowe J D Schwarzkopf M Sommerfeld and Y Tsuji Mul-tiphase Flows with Droplets and Particles CRC Press Boca Raton FL (2011)
34) P G Saffman J Fluid Mech 22 (1965) 38535) L L Baxter and P J Smith Energy Fuel 7 (1993) 85236) H Liu M Xu S Qiu and H Zhang Metall Mater Trans B 43
(2012) 165737) K Y M Lai M Salcudean S Tanaka and R I L Guthrie Metall
Trans B 17 (1986) 44938) S H Seyedein and M Hasan Int J Heat Mass Transf 40 (1997)
440539) H Yang X Zhang K Deng W Li Y Gan and L Zhao Metall
Mater Trans B 29 (1998) 134540) Y Meng and B G Thomas Metall Mater Trans B 34 (2003) 65841) D Janis R Inoue A Karasev and P G Jonsson Adv Mater Sci
Eng 2014 (2014) 7

ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2166
magnetic field application on the particle capture during continuous casting2324) Liu Z et al23) studied the effects of electromagnetic brake (EMBr) arrangement and magnetic field strength on inclusion transport and entrapment in a slab mold using a mathematical model coupling flow field magnetic field and inclusion transport In this model the flow field was calculated by the LES approach however heat transfer and solidification were not considered Wang S et al24) established a three-dimensional model coupling fluid flow heat transfer magnetic field and solidification in a FC (flow control)-Mold to investigate the effect of elec-tromagnetic parameters on the motion and entrapment of inclusions At present studies about the capture of particles in the slab mold with the effect of M-EMS have not been reported
The current work presents a three-dimensional model coupling the electromagnetic field fluid flow solidifica-tion and inclusion motion in slab continuous casting using the CFD package OpenFOAM 211 The electromagnetic field has been calculated by ANSYS 120 and then the calculated electromagnetic force is incorporated into the NavierndashStokes equation This present work has provided the distributions of the electromagnetic field and flow field in the mold with EMS The effects of M-EMS on the flow pattern solidification and large inclusion capture have been discussed To validate the model the present work has extracted large inclusions in steel by the method of galva-nostatic electrolysis
2 Numerical ModelThe numerical model mainly involves three parts the
solidification and flow model the inclusion capture model and the M-EMS model The solidification and flow model used for solving the initial conditions (temperature field flow field and the solidification shell distribution) of the inclusion capture behavior is steady Further a transient model coupled the solidification fluid flow and inclusion capture is solved to simulate the inclusion motion and capture in the domain with a Lagrangian approach The M-EMS model is a finite element method which could calculate the electromagnetic force imposed on the molten steel in the mold
21 AssumptionsIn order to simplify the numerical model the present
work includes the following assumptions1 the molten steel is considered as the steady and incom-
pressible Newtonian flow2 the level fluctuation of molten steel and mold flux in the
mold is neglected3 the meniscus is thermally insulated from the surround-
ings4 the caster is perfectly vertical with respect to the gravita-
tional field while the curvature of the strand is ignored5 the inclusions are spherical whose density is constantly
3 500 kgm36 inclusion collision is not considered the influence of
inclusion on fluid flow and heat transfer is neglected7 only the evolution of latent heat resulting from the solid-
liquid phase change is considered as the latent heat of γ-α phase transformation is negligible
8 fluid flow in the mushy zone submits to Darcyrsquos law9 the influence of molten steel flow is neglected during the
calculation of electromagnetic field
22 The M-EMS ModelThe magnetic flux density and the induced current den-
sity are solved through the Maxwell equations which are defined as follows nablasdot =
B 0 (1)
nablatimes = minuspartpart
EB
t (2)
nablatimes =
H JEM (3)
J E= σ (4)
HB
EMEM
=micro
(5)
where
E is electric field intensity
B is magnetic flux den-sity
HEM is magnetic field intensity
J is current density μEM is magnetic permeability σ is electrical conductivity
Assuming that the electromagnetic field is harmonic the electromagnetic force can be decomposed into time-dependent and time-independent components Because the electromagnetic field period is much shorter than the momentum response time of the molten steel the time aver-aged value could be used to couple with other variables The time averaged electromagnetic force is defined as follows28)
F Re J Bmag = times lowast1
2( ) (6)
where
Blowast is conjugate complex number of
B and Re is the real part of a complex quantity
23 TheFlowandSolidificationModel231 Basic Conservation Equations
The mass and momentum conservation equations take the follow forms nablasdot( ) =ρl
u 0 (7)
partpart( ) +nabla sdot( ) = minusnabla +nabla sdot nabla( ) + +t
u uu p u S FUρ ρ microl l eff mag
(8)
where ρ1 is molten steel density u is molten steel velocity μeff is effective viscosity of the molten steel p is pressure SU is momentum source term which will be described in the next section
Fmag is electromagnetic force μeff is derived from the formula as follows
microρε
micro microefflck
= +2
(9)
The term μ on the right side of Eq (19) represents the molecular viscosity of molten steel which is a physical parameter cμ is a constant whose value is 009 according to the work of Launder B E and Spalding D B31) k and ε are turbulent kinetic energy and turbulent energy dissipation rate respectively which are calculated by the standard k-ε turbulence model written in tensor form as follows
partpart( ) + nabla = nabla sdot +
nabla
+ minus
tk ku k Gl l
t
kk lρ ρ micro
microσ
ρ ε( ) (10)
partpart( )+ nabla =nablasdot +
nabla
+ minus
tu C
kG C
kt
kkρ ε ρ ε micro
microσ
εε
ρε
l l l( )
1 2
2
(11)
where Gk represents the production of turbulence kinetic energy due to the mean velocity gradients
G u uu
xk l i j
j
i
= minuspartpart
ρ rsquo rsquo (12)
and C1 C2 σk σε are constants given by B E Launder and D B Spalding31) as follows C C k1 2144 192 10 13= = = = σ σε (13)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2167
232 Enthalpy-Porosity TechniqueThe present work has adopted enthalpy-porosity tech-
nique32) to simulate heat transfer and solidification which treats the mushy region as a ldquopseudordquo porous medium A variable called the liquid fraction which indicates the vol-ume fraction of steel in liquid form is computed for each cell in the simulation domain at each iteration The liquid fraction f can be described as
f
T T
T T
T=
ltminus
0 if solidus
solidus
liquiidus solidussolidus liquidus if
minusle le
TT T T
1 if liquidusT Tgt
(14)
where Tsolidus and Tliquidus are solidus and liquidus tempera-ture respectively
The enthalpy of the steel H is computed as the sum of the sensible enthalpy h and the latent heat ΔH H h H= + ∆ (15)where
h h c TpT
T
r
= + intrefef
d (16)
The latent heat content can be written in terms of the steel latent heat L ∆ =H fL (17)where href is reference enthalpy Tref is reference tempera-ture cp is steel specific heat at constant pressure The energy conservation equation can be written as
partpart( ) +nabla sdot( ) = nabla sdot nabla( )t
H uH k Tl l effρ ρ rsquo (18)
k k kteff = +rsquo rsquo (19)
kc
Prt
p t
t
rsquo =micro (20)
where keff is effective thermal conductivity krsquo is thermal conductivity ktrsquo is turbulent thermal conductivity Prt is turbulent Prandtl number which is 085 by default
In mushy zone the porosity is equal to the liquid fraction When the molten steel has fully solidified the liquid fraction and porosity become zero and the velocity of solidified steel is equal to the casting speed The influence of porosity on fluid flow velocities is dramatic which can be introduced into the momentum conservation equation source term
Sf
f eA u uU =
minus+
minus( )( )
13 mush cast
(21)
where e is a small number (0001) to prevent division by zero Amush is mushy zone constant and ucast is casting velocity
24 Particle Force Balance EquationThe movement of the inclusions is governed by the par-
ticle force balance equation defined as follows
ρπ
p pp
p b sdu
tF F F F F
6
d
d drag VM
3
= + + + + (22)
where ρp is inclusion density dp is particle diameter
up is particle velocity
Fdrag is particle drag force
Fp is pressure gradient force
Fb is buoyancy force
FVM is virtual mass force
Fs is Saffman forceDrag force33) can be described as
F d C u u u up D l p l p ldrag8
= minus minus( )πρ2 (23)
where CD is a dimensionless drag coefficient as a function of particle Reynolds number according to the approach of C T Crowe et al33) C Re ReD p p= +( )1 0 15 0687 24 Re = d u -up l p p lρ micro
Rep is particle Reynolds number ul is molten steel instantaneous velocity which will be described below
The pressure gradient force33) can be given as follows
F d pp p= minus nablaπ6
3 (24)
The buoyancy force can be expressed as
F d gb p l p= minus( )πρ ρ
63 (25)
where
g is the gravitational accelerationThe virtual mass force33) takes in account that an accel-
erating or decelerating body should accelerate a volume of surrounding fluid equal to one half of the volume a sphere displaces
F d Cd
dtu uVM p l VM l p= minus( )π
ρ6
3 (26)
where CVM is virtual mass force coefficient In the present paper CVM is set as 0523)
Saffman force3334) which is caused by the gradient of molten steel shear-velocity is derived according to formula as follows
F d u u u us p l eff l l p l= nablatimes minus times nablatimesminus1 62 2 1 2 1 2 ( ) (( ) ( )) ρ micro (27)
The stochastic transport of particles (STP)35) is adopted to incorporate the stochastic effect of turbulent fluctuations on particle In STP model velocity fluctuations are based on a Gaussian-distributed random number chosen according to the kinetic energy of the local turbulence The random number is changed to produce a new instantaneous velocity fluctuation at a frequency equal to the characteristic lifetime of the eddy The instantaneous molten steel velocity is then given by
u u u
u k
l i i i
i
rsquo
rsquo ( )
= += ξ 2 3 1 2
(28)
where ui is mean velocity component of the molten steel in direction i uirsquo is component of Gaussian-distributed random velocity fluctuation in direction i and ξ is a random number
25 Geometry Model and Boundary Conditions251 Geometry Model
Figure 1(a) shows the M-EMS geometry model Trav-eling-wave electromagnetic stirrer with 30 pairs of coils around the straight iron cores has been designed to stir the molten steel in the mold All the coils are connected to a low frequency three-phase AC current (3 Hz 400 A) The copper plate of the mold is 30 mm in thickness As Fig 1(b) shows a full geometry model has been developed for the coupling simulation a slab (08 m in mold 12 m in second cooling zone) with a size of 16 m times 025 m times 2 m is divided into cells of which the minimum and maximum sizes are 0001 m and 001 m respectively The submerged depth of the nozzle is 02 m and the nozzle inner diameter is 0085 m The SEN port is rectangular with a height of 0075 m a width of 007 m and pointing 15 degrees down-wards To simulate the behavior of the initial solidifying shell more accurately local grid refinement technology is applied To facilitate the discussion slab wide face whose Y-value is negative is called lower wide face by contrast slab wide face whose Y-value is positive is called upper wide face For example the Y=0125 m and minus0125 m planes are called upper and lower wide surface respectively
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2168
252 Boundary Conditions(1) Boundary Conditions for Electromagnetic Simula-
tionAn air cuboid (283 m times 116 m times 245 m) around the
whole geometry model is used to capture a great part of the magnetic field lines closing in the surrounding air Boundary conditions are applied on the external surfaces of the sur-rounding air cuboid with magnetically flux parallel bound-ary Moreover the electromagnetic field is equal to zero on the external surfaces of the surrounding air cuboid On the other surfaces Neumann magnetically flux vertical bound-ary conditions are adopted36)
(2) Boundary Conditions for Flow and Solidification Simulation
For nozzle inlet boundary conditions all variables are assumed to be constant The inlet velocities of molten steel and inclusions are assumed to be identical which are defined using the casting speed Additionally the molten steel temperature at the nozzle inlet is equal to that in tundish All the variables mentioned above can be described as follows U U U ABU dx y z z
in in in cast0 0 4noz
= = = π 2 (29)
U U U Ux y zin in in in= ( ) + ( ) + ( )2 2 2
(30)
k U c k d T Tin in in in noz in tun= = ( ) =0 01 0 052 3 2 ε micro (31)where Uin is the inlet velocity Ux
in Uyin Uz
in are components of Uin in the three directions respectively Uz
cast is compo-nent of casting velocity in the z-direction A is the thick-ness of the slab B is the width of the slab dnoz is nozzle inner diameter The values of kin and εin were derived from semi-empirical equations presented by Lai et al37) Tin is the molten steel temperature at nozzle inlet and Ttun is the mol-ten steel temperature in tundish The velocity of solidifying shell is equal to ucast at mold wall
A fully developed boundary condition that normal gradi-
ents of all variables are set to be zero has been adopted at the computational domain outlet38)
According to the paper of Yang H39) an empirical for-mula has been used for heat flux through the middle of wide face which can be described as follows
Q
z
U
z
U
z
z
= times minus
+
times minus
2 64 0 91
11 3
exp
exp
cast
cast
+
times0 93 106
(32)
where Q (Jm minus2s minus1) is heat flux extracted from the mold wall z is distance from the meniscus
In the secondary cooling zone the thermal boundary condition can be described as follows2040)
partpart
=partpart
= minus minus( )H
x
H
y kH Hs a
γeff
(33)
γ = minusAQ bTcwater spray( )1 (34)
where γ is average heat transfer coefficient between the slab surface and the surroundings Hs represents the steel enthalpy at the surface and Ha represents the product of ambient temperature and the specific heat of steel Qwater (Lm minus2s minus1) is water flux in the second cooling zone Tspray is the temperature of the cooling-water spray According to the work of Meng Y and Thomas B G40) A c and b are set as 03925 055 and 00075 respectively
(3) Boundary Conditions for Inclusion Motion and Cap-ture Simulation
According to the experimental data the inclusion size distribution at the mold inlet is illustrated in Fig 2 The total inclusion number injected into the submerged entry nozzle (SEN) is 1 000 per second The total computation time is 300 s An escape boundary condition is defined for the top surface of the mold and the computation domain outlet A reflecting boundary is set along the walls inside the SEN In the current work large inclusions are assumed to be cap-tured when they touch the solidifying front (liquid fraction is 02) Subsequently the inclusions captured by the solidifica-tion front would move together with the solidifying shell
The Material properties and model parameters used in the present work are listed in Table 1
3 Results and Discussion31 The Distribution of Electromagnetic Field
The traveling-wave M-EMS is a dynamic process The electromagnetic field varies along the width direction of the mold in other words the present magnetic field originates from the single-directional movement of the previous one
Fig 1 Geometry model and mesh in a slab strand with a travel-ing-wave electromagnetic stirrer (a) model used for elec-tromagnetic simulation (surrounding air not shown) (b) model used for the coupling simulation (Online version in color) Fig 2 Inclusion distribution at the mold inlet
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2169
Figure 3(a) indicates vector and contour of the magnetic flux density of the initial phase on the stirrer mid-plane (Z=minus045 m) The distribution of the magnetic flux density is centrosymmetric The magnetic flux density is larger at the edge of wide face Besides it decreases gradually from the exterior to the interior Through the vector distribu-tion of magnetic flux density it can be observed that the maximums are located at the quarter of the wide face edge Additionally there are three minimum zones located in the interior Figure 3(b) shows vector and contour of the time-averaged electromagnetic force on the stirrer mid-plane (Z=minus045 m) The distribution of electromagnetic force is centrosymmetric which results from the centrosymmetric distribution of the magnetic flux density The tangential components of the electromagnetic forces are in the same direction at each edge The directions of the tangential components at two parallel edges are opposite each other Four transverse swirls of the time-averaged electromagnetic
force exist in the interior of cross-section In the vicinity of the edges the electromagnetic force is larger than that in the inner part of the cross-section The maximum of the time-averaged electromagnetic force is 40 000 Nm3 which appears at the mold corner The minimum of the time-averaged electromagnetic force is lower than 2 000 Nm3 which appears in the interior
Figure 4(a) shows the time-averaged electromagnetic force profiles along the mold corner (X = 08 m Y = 0125 m) On the mold corner line the electromagnetic force is mainly alone X-axis and Y-axis The X-axis and Y-axis components of the electromagnetic force get their maximums at the stir-rer mid-plane decaying with the increasing distance from the stirrer mid-plane The Z-axis component is so small that it can be neglected At the meniscus and the mold exit the electromagnetic force closes to zero Figure 4(b) shows the time-averaged electromagnetic force profiles along the horizontal centerline of the stirrer mid-plane (Y = 0 m Z = minus045 m) It can be observed that the components of electromagnetic force in the directions of X-axis and Z-axis are very small compared to the component in the direction of Y-axis In the Y-axis direction the electromagnetic force component gets its maximum at the two narrow surfaces
Table 1 The Material properties and model parameters
Parameters Values Dimensions
cp Specific heat 700 Jkg minus1Kminus1
kprime Thermal Conductivity 31 Wm minus1Kminus1
ρ Steel density 7 000 kgm3
L Steel latent Heat 264 000 Jkg minus1
Tl Liquid Temperature 1 807 K
TS Solid Temperature 1 797 K
μ Molecular viscosity of the molten steel 00055 kgs minus1m minus1
Ucast Casting speed 002 ms minus1
Ttun Tundish temperature 1 827 K
Mold length 08 m
Second cooling zone length in geometry model 12 m
Iron core length 243 m
Iron core thickness 02 m
Iron core width 023 m
EMS position from the meniscus to the stirrer mid-plane 045 m
M-EMS coil current density 400 A
M-EMS coil current frequency 3 Hz
Liquid steel electric conductivity 714e5 Sm minus1
Liquid steel magnetic conductivity 1257e-6 Hm minus1
Fig 3 Vector and contour plots of magnetic flux density (a) and time-averaged electromagnetic force (b) on the stirrer mid-plane (Z=minus045 m) (Online version in color)
Fig 4 Time-averaged electromagnetic force profiles (a) along the mold corner (X = 08 m Y = 0125 m) (b) along the wide-face centerline of the stirrer mid-plane (Z = minus 045 m) (c) along Y= 00625 m and Y=minus00625 m lines of the stirrer mid-plane (Z = minus 045 m) (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2170
components of the electromagnetic force along Y=00625 m and Y=minus00625 m lines are larger than those along the wide-face centerline ranging from 10 000 Nm3 to 15 000 Nm3 and their direction are consistent
32 EffectofM-EMSonFlowandSolidificationThe 2-D streamlined distributions on the longitudinal
sections in the case without M-EMS and with M-EMS are shown in Figs 5 and 6 respectively When M-EMS is off the streamline is symmetrical about the vertical centerline
Moreover the directions of the electromagnetic force com-ponent in Y-axis direction tend to alternate between positive and negative It is this trend of the electromagnetic force that gives rise to the transverse swirls of the molten steel Figure 4(c) shows the time-averaged electromagnetic force profiles along Y = 00625 m and Y = minus00625 m lines of the stirrer mid-plane The trends of the electromagnetic force compo-nents in the Y-axis and Z-axis directions are similar to those shown in Fig 4(b) Nevertheless the X-axis component of the electromagnetic force presents a new feature The X-axis
Fig 5 2-D streamline plot on the longitudinal sections in the case without M-EMS (a) lower quarter plane of wide face (b) wide face center plane (c) upper quarter plane of wide face
Fig 6 2-D streamline plot and direction of electromagnetic force X-axis component indicated by arrows in the longitu-dinal sections in the case with M-EMS (a) lower quarter plane of the wide face (b) wide face center plane (c) upper quarter plane of wide face
Fig 7 Contour plot of solidifying shell thickness on the wide face (a) without EMS (b) lower wide face with EMS (c) upper wide face with EMS (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2171
of the longitudinal section The jet exiting the nozzle travels across the mold cavity and splits into upward and down-ward flowing jets This diverted flow creates the classic upper and lower recirculation zones of a double-roll flow pattern Furthermore two small swirls exist beneath the SEN The lower recirculation zone is much larger because it is not confined The upper zone is constrained by the top surface and the jet exiting the SEN By comparing the streamlines on the three longitudinal planes it can be found that the upper recirculation zones are similar Nevertheless the lower recirculation zone on the wide-face center plane is larger than those on the wide-face quarter planes because the velocity of the downward jet on the wide-face center plane is larger than those on the wide-face quarter planes When M-EMS is applied the molten steel flow pattern in the domain has been obviously changed The classical dou-ble-roll flow pattern can only be observed on the wide-face center plane because the X-axis and Z-axis components of the electromagnetic force shown in Fig 4(b) are tiny and their effects on the molten steel velocities are negligible Figures 6(a) and 6(c) reveal the 2-D streamlined distribu-tions on the lower and upper quarter planes of the wide face (Y=minus0625 m and Y=0625 m planes) the arrows indicate the directions of the electromagnetic force X-axis component On the lower quarter plane of wide face the lower and upper recirculation zones disappear on the right side and the molten steel flows to the left side On the left side the lower and upper recirculation zones are diminished It is the X-axis component of the electromagnetic force dis-played in Fig 4(c) that enhances the flow on the left side and restrains the flow on the right side On the upper quarter plane of wide face the situation is just the opposite because the X-axis component of the electromagnetic enhances the flow on the right side and restrains the flow on the left side
Figure 7 shows contour plot of the solidifying shell thick-ness on the slab wide face The liquid fraction is 02 at the solidifying front As is shown in Fig 7(a) the solidifying shell in the case without M-EMS is symmetric about the centerline of the slab wide face When M-EMS is off the flow pattern that the flow field is symmetrical about the wide face centerline and there are no obvious transverse swirls leads to the distribution of solidifying shell Nevertheless the distribution of solidifying shell in the case with M-EMS is changed when the M-EMS is applied As is shown in Figs 7(b) and 7(c) the solidification shell is not symmet-ric about the slab wide face centerline Two special zones (Zone A and Zone B) at which solidifying shells are thin obviously appear at the margin of wide face To discuss this phenomenon contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) in the cases without M-EMS and with M-EMS are demonstrated in Fig 8
As is shown in Fig 8(a) when M-EMS is off the flow of molten steel on the transverse plane is relatively homogenous and molten steel flows mainly along the width direction Molten steel merely presents a thickness direction flow along the vertical centerline of the transverse plane The solidifying shell is also relatively homogenous When M-EMS is applied there are four transverse swirls of the molten steel which almost coincide with those four transverse swirls of electromagnetic force shown in Fig 3(b) Those transverse swirls of molten steel result in the inhomogeneity of heat transfer and impact on the solidifying shell Consequently the solidifying shell is inhomogeneous As is shown in Fig 3(b) the time-averaged electromagnetic forces on the upper left and lower right corners of the cross-section are outward As a result the molten steel flows to the solidifying shell and impacts the solidifying shell at the two positions which results in the existences of Zone A and Zone B It is assumed that the M-EMS has an influence on the solidification of the molten steel indirectly through changing the flow pattern
Fig 8 Contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) (a) without M-EMS (b) with M-EMS (Online version in color)
Fig 9 Inclusion distributions (larger than 50 μm) in the case without M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
33 EffectofM-EMSonLargeInclusionCaptureFigures 9 and 10 reveal the distributions of large inclu-
sions over 50 μm at 0ndash004 m under the upper wide surface in the cases without M-EMS and with M-EMS The shadow zones in the figures represent the inclusion capture zones at the solidifying front The experiment samples were obtained from the pattern zones filled with diagonals In the case without M-EMS the inclusion capture zones are symmetric about the centerline of the slab wide face nevertheless in the case with M-EMS those are not symmetrical This is due to the asymmetry of the solidifying shell caused by the electromagnetic force The results suggest that large inclu-sions are mainly concentrated at 001ndash003 m under the upper wide surface for both cases
In the case without M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash003 m below the upper wide surface The inclusions with a diameter of
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2172
Fig 10 Inclusion distributions (larger than 50 μm) in the case with M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
larger than 194 μm only exist at 003ndash004 m below the upper wide surface In the case with M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash002 m under the upper wide surface No inclusions larger than 194 μm in diamter can be captured by the solidifying front It is assumed that the M-EMS affected the flow pattern and solidifying shell thickness Consequently the inclusion distributions are different between the case without M-EMS and with M-EMS
As are shown in Figs 9 and 10 it can be found in that some clusters of captured inclusions exist in the solidifying shell and the clustering positions are different for the two cases Figure 11 reveals the number variations of captured inclusions along the width direction at the slab wide face for the two cases As is indicated in Fig 11(a) when M-EMS is off the distributions of the inclusions at 0ndash001 m and 001ndash002 m below the upper wide surface are more homogeneous than those at other locations At 002ndash004 m below the upper wide surface inclusion clusters appear near the quarter of the slab wide face As is shown in Fig 11(b) when M-EMS is applied the positions of the inclusion clusters have changed significantly At 0ndash001 m under the upper wide surface inclusion clusters appear at center of the wide face and the right 18 of the wide face At 001ndash002 m under the upper wide surface inclusion clusters appear at the center and right edge of the wide face At 002ndash003 m under the upper wide surface inclusion clusters appear at the right and left edges of the wide face At 003ndash004 m under the upper wide surface the distribution of the inclu-sions is relatively even
Figure 12 shows the size distribution and number of captured inclusions at the slab wide face In both cases the captured inclusions are mainly located at 001ndash003 m beneath the upper wide surface At 0ndash002 m under the upper wide surface the total numbers of the captured inclusions in the case with M-EMS are larger than those in the case without M-EMS Furthermore the numbers of the
Fig 11 Number of captured inclusions along the width direction at the slab wide face (a) without EMS (b) with EMS (Online version in color)
Fig 12 Size distribution and number of captured inclusions at the slab wide face (a) 50ndash125 μm (b) gt125 μm (Online version in color)
captured inclusions in different size groups are larger in the case with M-EMS except the number of the captured inclu-sions ranging in size from 150 μm to 175 μm at 0ndash001 m
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2173
under the upper wide surface At 002ndash004 m under the upper wide surface the total numbers of the captured inclu-sions in the case with EMS are less than those in the case without M-EMS Moreover the numbers of the captured inclusions in different size groups are less in the case with M-EMS except the number of the captured inclusions in the 125ndash150 μm group at 002ndash003 m under the upper wide surface At 001ndash002 m and 003ndash004 m under the upper wide surface there are notable differences between the total captured inclusion numbers in the cases without EMS and with EMS
Figure 13 shows the area of the inclusion capture zone at different distances under the upper wide surface The areas at 0ndash002 m beneath the upper wide surface in the case with EMS are larger than those in the case without M-EMS and the difference between the two cases is espe-cially pronounced at 001ndash002 m beneath the upper wide surface This may account for the variations of the total captured inclusions between the two cases at the two loca-tions At 002ndash003 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is larger than that in the case without M-EMS However since the total number of the captured inclusions increases when M-EMS is applied at 0ndash002 m beneath the upper wide surface the number of inclusions which can be captued at 002ndash004 m beneath the upper wide surface would decrease Therefore the total number of captured inclusions in the case with M-EMS is less than that in the case without M-EMS at 002ndash004 m beneath the upper wide surface Besides at 003ndash004 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is smaller than that in the case without M-EMS so the variation of the captured inclusion number between the two cases is considerable
4 Model ValidationIn order to validate the model the present work has
quantitatively extracted large inclusions in steel adopting the method of galvanostatic electrolysis41) The steel samples under the same process parameters used in the present work have been taken in a steel plant The composition of the non-aqueous electrolyte is 99 ethanol and FeCl3 Figure 14 shows the device used in this method The steel sample served as the anode For the sake of protecting the steel samples from oxidation this method took advantage of an argon atmosphere The size of the steel sample is 01 m times 015 m times 004 m The electrolyte is filtered by a nylon membrane filter with an open pore size of 50 μm to obtain the inclusions Subsequently the inclusions are weighed by an analytical balance and particle sizes were measured by stereoscope at a magnification of 30ndash45x
The inclusion numbers and masses have been obtained from the pattern zones filled with diagonals as shown in Figs 9 and 10 The inclusion weights have been calculated from the equation as follows
m rp p i p
i
n
==sum 4
3π ρ 3
0
(35)
where n is the maximum number of the inclusion within the same radius ρp is the density of the inclusion and rpi is the radius of the i-th inclusion In order to normalize the datum for every case the present work sum the datum of the three positions and then evaluates the proportions at each position
Figure 15 reveals inclusion number percentages and mass percentages at different positions of the slab wide face for different cases The results suggest that the variation trends of the number and mass percentages are similar for both the experiment and simulation which validates the model The inclusion number percentages and mass percentages are high at the quarter of the slab wide face for the experiment and simulation without M-EMS However with M-EMS the percentages of number and mass are low at the quarter of the slab wide face
Fig 13 Area of the inclusion capture zone at different distances under the upper surface of the slab wide face (Online version in color)
Fig 14 Schematic diagram of electrolytic device
Fig 15 Comparison of simulation data with experimental data (a) inclusion number percentages (b) mass percentages (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2174
5 ConclusionsThe present work has built a three-dimensional model
coupling the electromagnetic field flow field solidification and inclusion motion The present work has investigated inclusion capture in the solidification process of slab con-tinuous casting with the effect of M-EMS The distributions of magnetic flux density and time-averaged electromagnetic force have been reported The effects of the M-EMS on the flow field solidification and inclusion capture in the process have been revealed The conclusions are as follows
(1) The distributions of magnetic flux density and time-averaged electromagnetic force are centrally symmetrical on the cross-section of the mold Also for the time-averaged electromagnetic force four small transverse swirl zones exist in the interior of the mold
(2) The M-EMS changes the flow pattern of the molten steel in the mold When M-EMS is off the flow field present a classic double-roll flow pattern When M-EMS is applied the transverse flow in the mold is enhanced and the clas-sical double-roll flow pattern can only be observed on the wide-face center plane
(3) The M-EMS has an influence on the solidification of the molten steel indirectly by changing the flow pattern The solidifying shell without EMS is symmetrical about the centerline of the wide face Nevertheless with M-EMS the solidifying shell is not symmetric about the centerline of the wide face Besides two special zone at which solidifying shells are obviously thin appear at the margin of wide face
(4) Large inclusions are mainly concentrated at 001ndash003 m under the wide surface for the both cases Some clusters of captured inclusions exist in solidifying shell and there are different cluster positions in the two cases At 0ndash002 m under the upper wide surface the total numbers of captured inclusions in the case with M-EMS are larger than those in the case without M-EMS At 002ndash004 m under the upper wide surface the situation is just the reverse
AcknowledgmentsThe authors gratefully express their appreciation to the
National Natural Science Foundation of China (U1360201) and (51474023) for sponsoring this work
REFERENCES
1) P K Tripathy S Das M K Jha J B Singh A M Kumar and A K Das Ironmaking Steelmaking 33 (2006) 477
2) K Fujisaki T Ueyama and K Okazawa IEEE Trans Magn 33 (1997) 1642
3) S Wang G A De Toledo K Vaumllimaa and S Louhenkilpi ISIJ Int 54 (2014) 2273
4) N Genma T Soejima T Saito M Kimura Y Kaihara H Fukumoto and K Ayata ISIJ Int 29 (1989) 1056
5) J Nakashima A Kiyose Y Ohtani J Fukuda T Kawase and M Doki Nippon Steel Tech Rep (2002) No 86 61
6) H Lei D-Q Geng and J-C He ISIJ Int 49 (2009) 15757) Y-H Ho and W-S Hwang ISIJ Int 43 (2003) 17158) L Zhang J Aoki and B G Thomas Metall Mater Trans B 37
(2006) 3619) Q Wang L Zhang and S Sridhar Metall Mater Trans B 47
(2016) 262310) Z Liu B Li M Jiang and T Fumitaka ISIJ Int 54 (2014) 131411) Y Wang and L Zhang Metall Mater Trans B 42 (2011) 131912) B Li and F Tsukihashi ISIJ Int 43 (2003) 92313) Q Yuan B G Thomas and S P Vanka Metall Mater Trans B
35 (2004) 70314) L Zhang and Y Wang JOM 64 (2012) 106315) B G Thomas Q Yuan S Mahmood R Liu and R Chaudhary
Metall Mater Trans B 45 (2014) 2216) Z Liu B Li L Zhang and G Xu ISIJ Int 54 (2014) 232417) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9418) K Jin B G Thomas and X Ruan Metall Mater Trans B 47
(2016) 54819) C Pfeiler B G Thomas M Wu A Ludwig and A Kharicha Steel
Res Int 79 (2008) 59920) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9421) Z Liu L Li B Li and M Jiang JOM 66 (2014) 118422) Z Liu and B Li Powder Technol 287 (2016) 31523) Z Liu L Li and B Li JOM 68 (2016) 218024) S Wang L Zhang Q Wang W Yang Y Wang L Ren and L
Cheng Metall Res Technol 113 (2016) 20525) T Toh H Hasegawa and H Harada ISIJ Int 41 (2001) 124526) L B Trindade J E A Nadalon A C F Vilela M Vilhena and R
B Soares Steel Res Int 78 (2007) 70827) Q Wang S Li Y Li L Zhang and X Wang EPD Congress 2013 -
TMS 2013 Annual Meeting and Exhibition TMS Warrendale PA (2013) 135
28) H Q Yu and M Y Zhu Ironmaking Steelmaking 39 (2012) 57429) W Derda and I Staniewski 7th Int Conf on Processing and Manu-
facturing of Advanced Materials (THERMEC2011) Trans Tech Publications Zurich (2012) 1385
30) G F Zhang Y H Ding and Z Shi 2013 Int Conf on Advances in Energy and Environmental Science Trans Tech Publications Zurich (2013) 1716
31) B E Launder and D B Spalding Lectures in Mathematical Models of Turbulence Academic Press London (1972)
32) A D Brent V R Voller and K J Reid Numer Heat Transf 13 (1988) 297
33) C T Crowe J D Schwarzkopf M Sommerfeld and Y Tsuji Mul-tiphase Flows with Droplets and Particles CRC Press Boca Raton FL (2011)
34) P G Saffman J Fluid Mech 22 (1965) 38535) L L Baxter and P J Smith Energy Fuel 7 (1993) 85236) H Liu M Xu S Qiu and H Zhang Metall Mater Trans B 43
(2012) 165737) K Y M Lai M Salcudean S Tanaka and R I L Guthrie Metall
Trans B 17 (1986) 44938) S H Seyedein and M Hasan Int J Heat Mass Transf 40 (1997)
440539) H Yang X Zhang K Deng W Li Y Gan and L Zhao Metall
Mater Trans B 29 (1998) 134540) Y Meng and B G Thomas Metall Mater Trans B 34 (2003) 65841) D Janis R Inoue A Karasev and P G Jonsson Adv Mater Sci
Eng 2014 (2014) 7

ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2167
232 Enthalpy-Porosity TechniqueThe present work has adopted enthalpy-porosity tech-
nique32) to simulate heat transfer and solidification which treats the mushy region as a ldquopseudordquo porous medium A variable called the liquid fraction which indicates the vol-ume fraction of steel in liquid form is computed for each cell in the simulation domain at each iteration The liquid fraction f can be described as
f
T T
T T
T=
ltminus
0 if solidus
solidus
liquiidus solidussolidus liquidus if
minusle le
TT T T
1 if liquidusT Tgt
(14)
where Tsolidus and Tliquidus are solidus and liquidus tempera-ture respectively
The enthalpy of the steel H is computed as the sum of the sensible enthalpy h and the latent heat ΔH H h H= + ∆ (15)where
h h c TpT
T
r
= + intrefef
d (16)
The latent heat content can be written in terms of the steel latent heat L ∆ =H fL (17)where href is reference enthalpy Tref is reference tempera-ture cp is steel specific heat at constant pressure The energy conservation equation can be written as
partpart( ) +nabla sdot( ) = nabla sdot nabla( )t
H uH k Tl l effρ ρ rsquo (18)
k k kteff = +rsquo rsquo (19)
kc
Prt
p t
t
rsquo =micro (20)
where keff is effective thermal conductivity krsquo is thermal conductivity ktrsquo is turbulent thermal conductivity Prt is turbulent Prandtl number which is 085 by default
In mushy zone the porosity is equal to the liquid fraction When the molten steel has fully solidified the liquid fraction and porosity become zero and the velocity of solidified steel is equal to the casting speed The influence of porosity on fluid flow velocities is dramatic which can be introduced into the momentum conservation equation source term
Sf
f eA u uU =
minus+
minus( )( )
13 mush cast
(21)
where e is a small number (0001) to prevent division by zero Amush is mushy zone constant and ucast is casting velocity
24 Particle Force Balance EquationThe movement of the inclusions is governed by the par-
ticle force balance equation defined as follows
ρπ
p pp
p b sdu
tF F F F F
6
d
d drag VM
3
= + + + + (22)
where ρp is inclusion density dp is particle diameter
up is particle velocity
Fdrag is particle drag force
Fp is pressure gradient force
Fb is buoyancy force
FVM is virtual mass force
Fs is Saffman forceDrag force33) can be described as
F d C u u u up D l p l p ldrag8
= minus minus( )πρ2 (23)
where CD is a dimensionless drag coefficient as a function of particle Reynolds number according to the approach of C T Crowe et al33) C Re ReD p p= +( )1 0 15 0687 24 Re = d u -up l p p lρ micro
Rep is particle Reynolds number ul is molten steel instantaneous velocity which will be described below
The pressure gradient force33) can be given as follows
F d pp p= minus nablaπ6
3 (24)
The buoyancy force can be expressed as
F d gb p l p= minus( )πρ ρ
63 (25)
where
g is the gravitational accelerationThe virtual mass force33) takes in account that an accel-
erating or decelerating body should accelerate a volume of surrounding fluid equal to one half of the volume a sphere displaces
F d Cd
dtu uVM p l VM l p= minus( )π
ρ6
3 (26)
where CVM is virtual mass force coefficient In the present paper CVM is set as 0523)
Saffman force3334) which is caused by the gradient of molten steel shear-velocity is derived according to formula as follows
F d u u u us p l eff l l p l= nablatimes minus times nablatimesminus1 62 2 1 2 1 2 ( ) (( ) ( )) ρ micro (27)
The stochastic transport of particles (STP)35) is adopted to incorporate the stochastic effect of turbulent fluctuations on particle In STP model velocity fluctuations are based on a Gaussian-distributed random number chosen according to the kinetic energy of the local turbulence The random number is changed to produce a new instantaneous velocity fluctuation at a frequency equal to the characteristic lifetime of the eddy The instantaneous molten steel velocity is then given by
u u u
u k
l i i i
i
rsquo
rsquo ( )
= += ξ 2 3 1 2
(28)
where ui is mean velocity component of the molten steel in direction i uirsquo is component of Gaussian-distributed random velocity fluctuation in direction i and ξ is a random number
25 Geometry Model and Boundary Conditions251 Geometry Model
Figure 1(a) shows the M-EMS geometry model Trav-eling-wave electromagnetic stirrer with 30 pairs of coils around the straight iron cores has been designed to stir the molten steel in the mold All the coils are connected to a low frequency three-phase AC current (3 Hz 400 A) The copper plate of the mold is 30 mm in thickness As Fig 1(b) shows a full geometry model has been developed for the coupling simulation a slab (08 m in mold 12 m in second cooling zone) with a size of 16 m times 025 m times 2 m is divided into cells of which the minimum and maximum sizes are 0001 m and 001 m respectively The submerged depth of the nozzle is 02 m and the nozzle inner diameter is 0085 m The SEN port is rectangular with a height of 0075 m a width of 007 m and pointing 15 degrees down-wards To simulate the behavior of the initial solidifying shell more accurately local grid refinement technology is applied To facilitate the discussion slab wide face whose Y-value is negative is called lower wide face by contrast slab wide face whose Y-value is positive is called upper wide face For example the Y=0125 m and minus0125 m planes are called upper and lower wide surface respectively
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2168
252 Boundary Conditions(1) Boundary Conditions for Electromagnetic Simula-
tionAn air cuboid (283 m times 116 m times 245 m) around the
whole geometry model is used to capture a great part of the magnetic field lines closing in the surrounding air Boundary conditions are applied on the external surfaces of the sur-rounding air cuboid with magnetically flux parallel bound-ary Moreover the electromagnetic field is equal to zero on the external surfaces of the surrounding air cuboid On the other surfaces Neumann magnetically flux vertical bound-ary conditions are adopted36)
(2) Boundary Conditions for Flow and Solidification Simulation
For nozzle inlet boundary conditions all variables are assumed to be constant The inlet velocities of molten steel and inclusions are assumed to be identical which are defined using the casting speed Additionally the molten steel temperature at the nozzle inlet is equal to that in tundish All the variables mentioned above can be described as follows U U U ABU dx y z z
in in in cast0 0 4noz
= = = π 2 (29)
U U U Ux y zin in in in= ( ) + ( ) + ( )2 2 2
(30)
k U c k d T Tin in in in noz in tun= = ( ) =0 01 0 052 3 2 ε micro (31)where Uin is the inlet velocity Ux
in Uyin Uz
in are components of Uin in the three directions respectively Uz
cast is compo-nent of casting velocity in the z-direction A is the thick-ness of the slab B is the width of the slab dnoz is nozzle inner diameter The values of kin and εin were derived from semi-empirical equations presented by Lai et al37) Tin is the molten steel temperature at nozzle inlet and Ttun is the mol-ten steel temperature in tundish The velocity of solidifying shell is equal to ucast at mold wall
A fully developed boundary condition that normal gradi-
ents of all variables are set to be zero has been adopted at the computational domain outlet38)
According to the paper of Yang H39) an empirical for-mula has been used for heat flux through the middle of wide face which can be described as follows
Q
z
U
z
U
z
z
= times minus
+
times minus
2 64 0 91
11 3
exp
exp
cast
cast
+
times0 93 106
(32)
where Q (Jm minus2s minus1) is heat flux extracted from the mold wall z is distance from the meniscus
In the secondary cooling zone the thermal boundary condition can be described as follows2040)
partpart
=partpart
= minus minus( )H
x
H
y kH Hs a
γeff
(33)
γ = minusAQ bTcwater spray( )1 (34)
where γ is average heat transfer coefficient between the slab surface and the surroundings Hs represents the steel enthalpy at the surface and Ha represents the product of ambient temperature and the specific heat of steel Qwater (Lm minus2s minus1) is water flux in the second cooling zone Tspray is the temperature of the cooling-water spray According to the work of Meng Y and Thomas B G40) A c and b are set as 03925 055 and 00075 respectively
(3) Boundary Conditions for Inclusion Motion and Cap-ture Simulation
According to the experimental data the inclusion size distribution at the mold inlet is illustrated in Fig 2 The total inclusion number injected into the submerged entry nozzle (SEN) is 1 000 per second The total computation time is 300 s An escape boundary condition is defined for the top surface of the mold and the computation domain outlet A reflecting boundary is set along the walls inside the SEN In the current work large inclusions are assumed to be cap-tured when they touch the solidifying front (liquid fraction is 02) Subsequently the inclusions captured by the solidifica-tion front would move together with the solidifying shell
The Material properties and model parameters used in the present work are listed in Table 1
3 Results and Discussion31 The Distribution of Electromagnetic Field
The traveling-wave M-EMS is a dynamic process The electromagnetic field varies along the width direction of the mold in other words the present magnetic field originates from the single-directional movement of the previous one
Fig 1 Geometry model and mesh in a slab strand with a travel-ing-wave electromagnetic stirrer (a) model used for elec-tromagnetic simulation (surrounding air not shown) (b) model used for the coupling simulation (Online version in color) Fig 2 Inclusion distribution at the mold inlet
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2169
Figure 3(a) indicates vector and contour of the magnetic flux density of the initial phase on the stirrer mid-plane (Z=minus045 m) The distribution of the magnetic flux density is centrosymmetric The magnetic flux density is larger at the edge of wide face Besides it decreases gradually from the exterior to the interior Through the vector distribu-tion of magnetic flux density it can be observed that the maximums are located at the quarter of the wide face edge Additionally there are three minimum zones located in the interior Figure 3(b) shows vector and contour of the time-averaged electromagnetic force on the stirrer mid-plane (Z=minus045 m) The distribution of electromagnetic force is centrosymmetric which results from the centrosymmetric distribution of the magnetic flux density The tangential components of the electromagnetic forces are in the same direction at each edge The directions of the tangential components at two parallel edges are opposite each other Four transverse swirls of the time-averaged electromagnetic
force exist in the interior of cross-section In the vicinity of the edges the electromagnetic force is larger than that in the inner part of the cross-section The maximum of the time-averaged electromagnetic force is 40 000 Nm3 which appears at the mold corner The minimum of the time-averaged electromagnetic force is lower than 2 000 Nm3 which appears in the interior
Figure 4(a) shows the time-averaged electromagnetic force profiles along the mold corner (X = 08 m Y = 0125 m) On the mold corner line the electromagnetic force is mainly alone X-axis and Y-axis The X-axis and Y-axis components of the electromagnetic force get their maximums at the stir-rer mid-plane decaying with the increasing distance from the stirrer mid-plane The Z-axis component is so small that it can be neglected At the meniscus and the mold exit the electromagnetic force closes to zero Figure 4(b) shows the time-averaged electromagnetic force profiles along the horizontal centerline of the stirrer mid-plane (Y = 0 m Z = minus045 m) It can be observed that the components of electromagnetic force in the directions of X-axis and Z-axis are very small compared to the component in the direction of Y-axis In the Y-axis direction the electromagnetic force component gets its maximum at the two narrow surfaces
Table 1 The Material properties and model parameters
Parameters Values Dimensions
cp Specific heat 700 Jkg minus1Kminus1
kprime Thermal Conductivity 31 Wm minus1Kminus1
ρ Steel density 7 000 kgm3
L Steel latent Heat 264 000 Jkg minus1
Tl Liquid Temperature 1 807 K
TS Solid Temperature 1 797 K
μ Molecular viscosity of the molten steel 00055 kgs minus1m minus1
Ucast Casting speed 002 ms minus1
Ttun Tundish temperature 1 827 K
Mold length 08 m
Second cooling zone length in geometry model 12 m
Iron core length 243 m
Iron core thickness 02 m
Iron core width 023 m
EMS position from the meniscus to the stirrer mid-plane 045 m
M-EMS coil current density 400 A
M-EMS coil current frequency 3 Hz
Liquid steel electric conductivity 714e5 Sm minus1
Liquid steel magnetic conductivity 1257e-6 Hm minus1
Fig 3 Vector and contour plots of magnetic flux density (a) and time-averaged electromagnetic force (b) on the stirrer mid-plane (Z=minus045 m) (Online version in color)
Fig 4 Time-averaged electromagnetic force profiles (a) along the mold corner (X = 08 m Y = 0125 m) (b) along the wide-face centerline of the stirrer mid-plane (Z = minus 045 m) (c) along Y= 00625 m and Y=minus00625 m lines of the stirrer mid-plane (Z = minus 045 m) (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2170
components of the electromagnetic force along Y=00625 m and Y=minus00625 m lines are larger than those along the wide-face centerline ranging from 10 000 Nm3 to 15 000 Nm3 and their direction are consistent
32 EffectofM-EMSonFlowandSolidificationThe 2-D streamlined distributions on the longitudinal
sections in the case without M-EMS and with M-EMS are shown in Figs 5 and 6 respectively When M-EMS is off the streamline is symmetrical about the vertical centerline
Moreover the directions of the electromagnetic force com-ponent in Y-axis direction tend to alternate between positive and negative It is this trend of the electromagnetic force that gives rise to the transverse swirls of the molten steel Figure 4(c) shows the time-averaged electromagnetic force profiles along Y = 00625 m and Y = minus00625 m lines of the stirrer mid-plane The trends of the electromagnetic force compo-nents in the Y-axis and Z-axis directions are similar to those shown in Fig 4(b) Nevertheless the X-axis component of the electromagnetic force presents a new feature The X-axis
Fig 5 2-D streamline plot on the longitudinal sections in the case without M-EMS (a) lower quarter plane of wide face (b) wide face center plane (c) upper quarter plane of wide face
Fig 6 2-D streamline plot and direction of electromagnetic force X-axis component indicated by arrows in the longitu-dinal sections in the case with M-EMS (a) lower quarter plane of the wide face (b) wide face center plane (c) upper quarter plane of wide face
Fig 7 Contour plot of solidifying shell thickness on the wide face (a) without EMS (b) lower wide face with EMS (c) upper wide face with EMS (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2171
of the longitudinal section The jet exiting the nozzle travels across the mold cavity and splits into upward and down-ward flowing jets This diverted flow creates the classic upper and lower recirculation zones of a double-roll flow pattern Furthermore two small swirls exist beneath the SEN The lower recirculation zone is much larger because it is not confined The upper zone is constrained by the top surface and the jet exiting the SEN By comparing the streamlines on the three longitudinal planes it can be found that the upper recirculation zones are similar Nevertheless the lower recirculation zone on the wide-face center plane is larger than those on the wide-face quarter planes because the velocity of the downward jet on the wide-face center plane is larger than those on the wide-face quarter planes When M-EMS is applied the molten steel flow pattern in the domain has been obviously changed The classical dou-ble-roll flow pattern can only be observed on the wide-face center plane because the X-axis and Z-axis components of the electromagnetic force shown in Fig 4(b) are tiny and their effects on the molten steel velocities are negligible Figures 6(a) and 6(c) reveal the 2-D streamlined distribu-tions on the lower and upper quarter planes of the wide face (Y=minus0625 m and Y=0625 m planes) the arrows indicate the directions of the electromagnetic force X-axis component On the lower quarter plane of wide face the lower and upper recirculation zones disappear on the right side and the molten steel flows to the left side On the left side the lower and upper recirculation zones are diminished It is the X-axis component of the electromagnetic force dis-played in Fig 4(c) that enhances the flow on the left side and restrains the flow on the right side On the upper quarter plane of wide face the situation is just the opposite because the X-axis component of the electromagnetic enhances the flow on the right side and restrains the flow on the left side
Figure 7 shows contour plot of the solidifying shell thick-ness on the slab wide face The liquid fraction is 02 at the solidifying front As is shown in Fig 7(a) the solidifying shell in the case without M-EMS is symmetric about the centerline of the slab wide face When M-EMS is off the flow pattern that the flow field is symmetrical about the wide face centerline and there are no obvious transverse swirls leads to the distribution of solidifying shell Nevertheless the distribution of solidifying shell in the case with M-EMS is changed when the M-EMS is applied As is shown in Figs 7(b) and 7(c) the solidification shell is not symmet-ric about the slab wide face centerline Two special zones (Zone A and Zone B) at which solidifying shells are thin obviously appear at the margin of wide face To discuss this phenomenon contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) in the cases without M-EMS and with M-EMS are demonstrated in Fig 8
As is shown in Fig 8(a) when M-EMS is off the flow of molten steel on the transverse plane is relatively homogenous and molten steel flows mainly along the width direction Molten steel merely presents a thickness direction flow along the vertical centerline of the transverse plane The solidifying shell is also relatively homogenous When M-EMS is applied there are four transverse swirls of the molten steel which almost coincide with those four transverse swirls of electromagnetic force shown in Fig 3(b) Those transverse swirls of molten steel result in the inhomogeneity of heat transfer and impact on the solidifying shell Consequently the solidifying shell is inhomogeneous As is shown in Fig 3(b) the time-averaged electromagnetic forces on the upper left and lower right corners of the cross-section are outward As a result the molten steel flows to the solidifying shell and impacts the solidifying shell at the two positions which results in the existences of Zone A and Zone B It is assumed that the M-EMS has an influence on the solidification of the molten steel indirectly through changing the flow pattern
Fig 8 Contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) (a) without M-EMS (b) with M-EMS (Online version in color)
Fig 9 Inclusion distributions (larger than 50 μm) in the case without M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
33 EffectofM-EMSonLargeInclusionCaptureFigures 9 and 10 reveal the distributions of large inclu-
sions over 50 μm at 0ndash004 m under the upper wide surface in the cases without M-EMS and with M-EMS The shadow zones in the figures represent the inclusion capture zones at the solidifying front The experiment samples were obtained from the pattern zones filled with diagonals In the case without M-EMS the inclusion capture zones are symmetric about the centerline of the slab wide face nevertheless in the case with M-EMS those are not symmetrical This is due to the asymmetry of the solidifying shell caused by the electromagnetic force The results suggest that large inclu-sions are mainly concentrated at 001ndash003 m under the upper wide surface for both cases
In the case without M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash003 m below the upper wide surface The inclusions with a diameter of
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2172
Fig 10 Inclusion distributions (larger than 50 μm) in the case with M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
larger than 194 μm only exist at 003ndash004 m below the upper wide surface In the case with M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash002 m under the upper wide surface No inclusions larger than 194 μm in diamter can be captured by the solidifying front It is assumed that the M-EMS affected the flow pattern and solidifying shell thickness Consequently the inclusion distributions are different between the case without M-EMS and with M-EMS
As are shown in Figs 9 and 10 it can be found in that some clusters of captured inclusions exist in the solidifying shell and the clustering positions are different for the two cases Figure 11 reveals the number variations of captured inclusions along the width direction at the slab wide face for the two cases As is indicated in Fig 11(a) when M-EMS is off the distributions of the inclusions at 0ndash001 m and 001ndash002 m below the upper wide surface are more homogeneous than those at other locations At 002ndash004 m below the upper wide surface inclusion clusters appear near the quarter of the slab wide face As is shown in Fig 11(b) when M-EMS is applied the positions of the inclusion clusters have changed significantly At 0ndash001 m under the upper wide surface inclusion clusters appear at center of the wide face and the right 18 of the wide face At 001ndash002 m under the upper wide surface inclusion clusters appear at the center and right edge of the wide face At 002ndash003 m under the upper wide surface inclusion clusters appear at the right and left edges of the wide face At 003ndash004 m under the upper wide surface the distribution of the inclu-sions is relatively even
Figure 12 shows the size distribution and number of captured inclusions at the slab wide face In both cases the captured inclusions are mainly located at 001ndash003 m beneath the upper wide surface At 0ndash002 m under the upper wide surface the total numbers of the captured inclusions in the case with M-EMS are larger than those in the case without M-EMS Furthermore the numbers of the
Fig 11 Number of captured inclusions along the width direction at the slab wide face (a) without EMS (b) with EMS (Online version in color)
Fig 12 Size distribution and number of captured inclusions at the slab wide face (a) 50ndash125 μm (b) gt125 μm (Online version in color)
captured inclusions in different size groups are larger in the case with M-EMS except the number of the captured inclu-sions ranging in size from 150 μm to 175 μm at 0ndash001 m
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2173
under the upper wide surface At 002ndash004 m under the upper wide surface the total numbers of the captured inclu-sions in the case with EMS are less than those in the case without M-EMS Moreover the numbers of the captured inclusions in different size groups are less in the case with M-EMS except the number of the captured inclusions in the 125ndash150 μm group at 002ndash003 m under the upper wide surface At 001ndash002 m and 003ndash004 m under the upper wide surface there are notable differences between the total captured inclusion numbers in the cases without EMS and with EMS
Figure 13 shows the area of the inclusion capture zone at different distances under the upper wide surface The areas at 0ndash002 m beneath the upper wide surface in the case with EMS are larger than those in the case without M-EMS and the difference between the two cases is espe-cially pronounced at 001ndash002 m beneath the upper wide surface This may account for the variations of the total captured inclusions between the two cases at the two loca-tions At 002ndash003 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is larger than that in the case without M-EMS However since the total number of the captured inclusions increases when M-EMS is applied at 0ndash002 m beneath the upper wide surface the number of inclusions which can be captued at 002ndash004 m beneath the upper wide surface would decrease Therefore the total number of captured inclusions in the case with M-EMS is less than that in the case without M-EMS at 002ndash004 m beneath the upper wide surface Besides at 003ndash004 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is smaller than that in the case without M-EMS so the variation of the captured inclusion number between the two cases is considerable
4 Model ValidationIn order to validate the model the present work has
quantitatively extracted large inclusions in steel adopting the method of galvanostatic electrolysis41) The steel samples under the same process parameters used in the present work have been taken in a steel plant The composition of the non-aqueous electrolyte is 99 ethanol and FeCl3 Figure 14 shows the device used in this method The steel sample served as the anode For the sake of protecting the steel samples from oxidation this method took advantage of an argon atmosphere The size of the steel sample is 01 m times 015 m times 004 m The electrolyte is filtered by a nylon membrane filter with an open pore size of 50 μm to obtain the inclusions Subsequently the inclusions are weighed by an analytical balance and particle sizes were measured by stereoscope at a magnification of 30ndash45x
The inclusion numbers and masses have been obtained from the pattern zones filled with diagonals as shown in Figs 9 and 10 The inclusion weights have been calculated from the equation as follows
m rp p i p
i
n
==sum 4
3π ρ 3
0
(35)
where n is the maximum number of the inclusion within the same radius ρp is the density of the inclusion and rpi is the radius of the i-th inclusion In order to normalize the datum for every case the present work sum the datum of the three positions and then evaluates the proportions at each position
Figure 15 reveals inclusion number percentages and mass percentages at different positions of the slab wide face for different cases The results suggest that the variation trends of the number and mass percentages are similar for both the experiment and simulation which validates the model The inclusion number percentages and mass percentages are high at the quarter of the slab wide face for the experiment and simulation without M-EMS However with M-EMS the percentages of number and mass are low at the quarter of the slab wide face
Fig 13 Area of the inclusion capture zone at different distances under the upper surface of the slab wide face (Online version in color)
Fig 14 Schematic diagram of electrolytic device
Fig 15 Comparison of simulation data with experimental data (a) inclusion number percentages (b) mass percentages (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2174
5 ConclusionsThe present work has built a three-dimensional model
coupling the electromagnetic field flow field solidification and inclusion motion The present work has investigated inclusion capture in the solidification process of slab con-tinuous casting with the effect of M-EMS The distributions of magnetic flux density and time-averaged electromagnetic force have been reported The effects of the M-EMS on the flow field solidification and inclusion capture in the process have been revealed The conclusions are as follows
(1) The distributions of magnetic flux density and time-averaged electromagnetic force are centrally symmetrical on the cross-section of the mold Also for the time-averaged electromagnetic force four small transverse swirl zones exist in the interior of the mold
(2) The M-EMS changes the flow pattern of the molten steel in the mold When M-EMS is off the flow field present a classic double-roll flow pattern When M-EMS is applied the transverse flow in the mold is enhanced and the clas-sical double-roll flow pattern can only be observed on the wide-face center plane
(3) The M-EMS has an influence on the solidification of the molten steel indirectly by changing the flow pattern The solidifying shell without EMS is symmetrical about the centerline of the wide face Nevertheless with M-EMS the solidifying shell is not symmetric about the centerline of the wide face Besides two special zone at which solidifying shells are obviously thin appear at the margin of wide face
(4) Large inclusions are mainly concentrated at 001ndash003 m under the wide surface for the both cases Some clusters of captured inclusions exist in solidifying shell and there are different cluster positions in the two cases At 0ndash002 m under the upper wide surface the total numbers of captured inclusions in the case with M-EMS are larger than those in the case without M-EMS At 002ndash004 m under the upper wide surface the situation is just the reverse
AcknowledgmentsThe authors gratefully express their appreciation to the
National Natural Science Foundation of China (U1360201) and (51474023) for sponsoring this work
REFERENCES
1) P K Tripathy S Das M K Jha J B Singh A M Kumar and A K Das Ironmaking Steelmaking 33 (2006) 477
2) K Fujisaki T Ueyama and K Okazawa IEEE Trans Magn 33 (1997) 1642
3) S Wang G A De Toledo K Vaumllimaa and S Louhenkilpi ISIJ Int 54 (2014) 2273
4) N Genma T Soejima T Saito M Kimura Y Kaihara H Fukumoto and K Ayata ISIJ Int 29 (1989) 1056
5) J Nakashima A Kiyose Y Ohtani J Fukuda T Kawase and M Doki Nippon Steel Tech Rep (2002) No 86 61
6) H Lei D-Q Geng and J-C He ISIJ Int 49 (2009) 15757) Y-H Ho and W-S Hwang ISIJ Int 43 (2003) 17158) L Zhang J Aoki and B G Thomas Metall Mater Trans B 37
(2006) 3619) Q Wang L Zhang and S Sridhar Metall Mater Trans B 47
(2016) 262310) Z Liu B Li M Jiang and T Fumitaka ISIJ Int 54 (2014) 131411) Y Wang and L Zhang Metall Mater Trans B 42 (2011) 131912) B Li and F Tsukihashi ISIJ Int 43 (2003) 92313) Q Yuan B G Thomas and S P Vanka Metall Mater Trans B
35 (2004) 70314) L Zhang and Y Wang JOM 64 (2012) 106315) B G Thomas Q Yuan S Mahmood R Liu and R Chaudhary
Metall Mater Trans B 45 (2014) 2216) Z Liu B Li L Zhang and G Xu ISIJ Int 54 (2014) 232417) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9418) K Jin B G Thomas and X Ruan Metall Mater Trans B 47
(2016) 54819) C Pfeiler B G Thomas M Wu A Ludwig and A Kharicha Steel
Res Int 79 (2008) 59920) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9421) Z Liu L Li B Li and M Jiang JOM 66 (2014) 118422) Z Liu and B Li Powder Technol 287 (2016) 31523) Z Liu L Li and B Li JOM 68 (2016) 218024) S Wang L Zhang Q Wang W Yang Y Wang L Ren and L
Cheng Metall Res Technol 113 (2016) 20525) T Toh H Hasegawa and H Harada ISIJ Int 41 (2001) 124526) L B Trindade J E A Nadalon A C F Vilela M Vilhena and R
B Soares Steel Res Int 78 (2007) 70827) Q Wang S Li Y Li L Zhang and X Wang EPD Congress 2013 -
TMS 2013 Annual Meeting and Exhibition TMS Warrendale PA (2013) 135
28) H Q Yu and M Y Zhu Ironmaking Steelmaking 39 (2012) 57429) W Derda and I Staniewski 7th Int Conf on Processing and Manu-
facturing of Advanced Materials (THERMEC2011) Trans Tech Publications Zurich (2012) 1385
30) G F Zhang Y H Ding and Z Shi 2013 Int Conf on Advances in Energy and Environmental Science Trans Tech Publications Zurich (2013) 1716
31) B E Launder and D B Spalding Lectures in Mathematical Models of Turbulence Academic Press London (1972)
32) A D Brent V R Voller and K J Reid Numer Heat Transf 13 (1988) 297
33) C T Crowe J D Schwarzkopf M Sommerfeld and Y Tsuji Mul-tiphase Flows with Droplets and Particles CRC Press Boca Raton FL (2011)
34) P G Saffman J Fluid Mech 22 (1965) 38535) L L Baxter and P J Smith Energy Fuel 7 (1993) 85236) H Liu M Xu S Qiu and H Zhang Metall Mater Trans B 43
(2012) 165737) K Y M Lai M Salcudean S Tanaka and R I L Guthrie Metall
Trans B 17 (1986) 44938) S H Seyedein and M Hasan Int J Heat Mass Transf 40 (1997)
440539) H Yang X Zhang K Deng W Li Y Gan and L Zhao Metall
Mater Trans B 29 (1998) 134540) Y Meng and B G Thomas Metall Mater Trans B 34 (2003) 65841) D Janis R Inoue A Karasev and P G Jonsson Adv Mater Sci
Eng 2014 (2014) 7

ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2168
252 Boundary Conditions(1) Boundary Conditions for Electromagnetic Simula-
tionAn air cuboid (283 m times 116 m times 245 m) around the
whole geometry model is used to capture a great part of the magnetic field lines closing in the surrounding air Boundary conditions are applied on the external surfaces of the sur-rounding air cuboid with magnetically flux parallel bound-ary Moreover the electromagnetic field is equal to zero on the external surfaces of the surrounding air cuboid On the other surfaces Neumann magnetically flux vertical bound-ary conditions are adopted36)
(2) Boundary Conditions for Flow and Solidification Simulation
For nozzle inlet boundary conditions all variables are assumed to be constant The inlet velocities of molten steel and inclusions are assumed to be identical which are defined using the casting speed Additionally the molten steel temperature at the nozzle inlet is equal to that in tundish All the variables mentioned above can be described as follows U U U ABU dx y z z
in in in cast0 0 4noz
= = = π 2 (29)
U U U Ux y zin in in in= ( ) + ( ) + ( )2 2 2
(30)
k U c k d T Tin in in in noz in tun= = ( ) =0 01 0 052 3 2 ε micro (31)where Uin is the inlet velocity Ux
in Uyin Uz
in are components of Uin in the three directions respectively Uz
cast is compo-nent of casting velocity in the z-direction A is the thick-ness of the slab B is the width of the slab dnoz is nozzle inner diameter The values of kin and εin were derived from semi-empirical equations presented by Lai et al37) Tin is the molten steel temperature at nozzle inlet and Ttun is the mol-ten steel temperature in tundish The velocity of solidifying shell is equal to ucast at mold wall
A fully developed boundary condition that normal gradi-
ents of all variables are set to be zero has been adopted at the computational domain outlet38)
According to the paper of Yang H39) an empirical for-mula has been used for heat flux through the middle of wide face which can be described as follows
Q
z
U
z
U
z
z
= times minus
+
times minus
2 64 0 91
11 3
exp
exp
cast
cast
+
times0 93 106
(32)
where Q (Jm minus2s minus1) is heat flux extracted from the mold wall z is distance from the meniscus
In the secondary cooling zone the thermal boundary condition can be described as follows2040)
partpart
=partpart
= minus minus( )H
x
H
y kH Hs a
γeff
(33)
γ = minusAQ bTcwater spray( )1 (34)
where γ is average heat transfer coefficient between the slab surface and the surroundings Hs represents the steel enthalpy at the surface and Ha represents the product of ambient temperature and the specific heat of steel Qwater (Lm minus2s minus1) is water flux in the second cooling zone Tspray is the temperature of the cooling-water spray According to the work of Meng Y and Thomas B G40) A c and b are set as 03925 055 and 00075 respectively
(3) Boundary Conditions for Inclusion Motion and Cap-ture Simulation
According to the experimental data the inclusion size distribution at the mold inlet is illustrated in Fig 2 The total inclusion number injected into the submerged entry nozzle (SEN) is 1 000 per second The total computation time is 300 s An escape boundary condition is defined for the top surface of the mold and the computation domain outlet A reflecting boundary is set along the walls inside the SEN In the current work large inclusions are assumed to be cap-tured when they touch the solidifying front (liquid fraction is 02) Subsequently the inclusions captured by the solidifica-tion front would move together with the solidifying shell
The Material properties and model parameters used in the present work are listed in Table 1
3 Results and Discussion31 The Distribution of Electromagnetic Field
The traveling-wave M-EMS is a dynamic process The electromagnetic field varies along the width direction of the mold in other words the present magnetic field originates from the single-directional movement of the previous one
Fig 1 Geometry model and mesh in a slab strand with a travel-ing-wave electromagnetic stirrer (a) model used for elec-tromagnetic simulation (surrounding air not shown) (b) model used for the coupling simulation (Online version in color) Fig 2 Inclusion distribution at the mold inlet
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2169
Figure 3(a) indicates vector and contour of the magnetic flux density of the initial phase on the stirrer mid-plane (Z=minus045 m) The distribution of the magnetic flux density is centrosymmetric The magnetic flux density is larger at the edge of wide face Besides it decreases gradually from the exterior to the interior Through the vector distribu-tion of magnetic flux density it can be observed that the maximums are located at the quarter of the wide face edge Additionally there are three minimum zones located in the interior Figure 3(b) shows vector and contour of the time-averaged electromagnetic force on the stirrer mid-plane (Z=minus045 m) The distribution of electromagnetic force is centrosymmetric which results from the centrosymmetric distribution of the magnetic flux density The tangential components of the electromagnetic forces are in the same direction at each edge The directions of the tangential components at two parallel edges are opposite each other Four transverse swirls of the time-averaged electromagnetic
force exist in the interior of cross-section In the vicinity of the edges the electromagnetic force is larger than that in the inner part of the cross-section The maximum of the time-averaged electromagnetic force is 40 000 Nm3 which appears at the mold corner The minimum of the time-averaged electromagnetic force is lower than 2 000 Nm3 which appears in the interior
Figure 4(a) shows the time-averaged electromagnetic force profiles along the mold corner (X = 08 m Y = 0125 m) On the mold corner line the electromagnetic force is mainly alone X-axis and Y-axis The X-axis and Y-axis components of the electromagnetic force get their maximums at the stir-rer mid-plane decaying with the increasing distance from the stirrer mid-plane The Z-axis component is so small that it can be neglected At the meniscus and the mold exit the electromagnetic force closes to zero Figure 4(b) shows the time-averaged electromagnetic force profiles along the horizontal centerline of the stirrer mid-plane (Y = 0 m Z = minus045 m) It can be observed that the components of electromagnetic force in the directions of X-axis and Z-axis are very small compared to the component in the direction of Y-axis In the Y-axis direction the electromagnetic force component gets its maximum at the two narrow surfaces
Table 1 The Material properties and model parameters
Parameters Values Dimensions
cp Specific heat 700 Jkg minus1Kminus1
kprime Thermal Conductivity 31 Wm minus1Kminus1
ρ Steel density 7 000 kgm3
L Steel latent Heat 264 000 Jkg minus1
Tl Liquid Temperature 1 807 K
TS Solid Temperature 1 797 K
μ Molecular viscosity of the molten steel 00055 kgs minus1m minus1
Ucast Casting speed 002 ms minus1
Ttun Tundish temperature 1 827 K
Mold length 08 m
Second cooling zone length in geometry model 12 m
Iron core length 243 m
Iron core thickness 02 m
Iron core width 023 m
EMS position from the meniscus to the stirrer mid-plane 045 m
M-EMS coil current density 400 A
M-EMS coil current frequency 3 Hz
Liquid steel electric conductivity 714e5 Sm minus1
Liquid steel magnetic conductivity 1257e-6 Hm minus1
Fig 3 Vector and contour plots of magnetic flux density (a) and time-averaged electromagnetic force (b) on the stirrer mid-plane (Z=minus045 m) (Online version in color)
Fig 4 Time-averaged electromagnetic force profiles (a) along the mold corner (X = 08 m Y = 0125 m) (b) along the wide-face centerline of the stirrer mid-plane (Z = minus 045 m) (c) along Y= 00625 m and Y=minus00625 m lines of the stirrer mid-plane (Z = minus 045 m) (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2170
components of the electromagnetic force along Y=00625 m and Y=minus00625 m lines are larger than those along the wide-face centerline ranging from 10 000 Nm3 to 15 000 Nm3 and their direction are consistent
32 EffectofM-EMSonFlowandSolidificationThe 2-D streamlined distributions on the longitudinal
sections in the case without M-EMS and with M-EMS are shown in Figs 5 and 6 respectively When M-EMS is off the streamline is symmetrical about the vertical centerline
Moreover the directions of the electromagnetic force com-ponent in Y-axis direction tend to alternate between positive and negative It is this trend of the electromagnetic force that gives rise to the transverse swirls of the molten steel Figure 4(c) shows the time-averaged electromagnetic force profiles along Y = 00625 m and Y = minus00625 m lines of the stirrer mid-plane The trends of the electromagnetic force compo-nents in the Y-axis and Z-axis directions are similar to those shown in Fig 4(b) Nevertheless the X-axis component of the electromagnetic force presents a new feature The X-axis
Fig 5 2-D streamline plot on the longitudinal sections in the case without M-EMS (a) lower quarter plane of wide face (b) wide face center plane (c) upper quarter plane of wide face
Fig 6 2-D streamline plot and direction of electromagnetic force X-axis component indicated by arrows in the longitu-dinal sections in the case with M-EMS (a) lower quarter plane of the wide face (b) wide face center plane (c) upper quarter plane of wide face
Fig 7 Contour plot of solidifying shell thickness on the wide face (a) without EMS (b) lower wide face with EMS (c) upper wide face with EMS (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2171
of the longitudinal section The jet exiting the nozzle travels across the mold cavity and splits into upward and down-ward flowing jets This diverted flow creates the classic upper and lower recirculation zones of a double-roll flow pattern Furthermore two small swirls exist beneath the SEN The lower recirculation zone is much larger because it is not confined The upper zone is constrained by the top surface and the jet exiting the SEN By comparing the streamlines on the three longitudinal planes it can be found that the upper recirculation zones are similar Nevertheless the lower recirculation zone on the wide-face center plane is larger than those on the wide-face quarter planes because the velocity of the downward jet on the wide-face center plane is larger than those on the wide-face quarter planes When M-EMS is applied the molten steel flow pattern in the domain has been obviously changed The classical dou-ble-roll flow pattern can only be observed on the wide-face center plane because the X-axis and Z-axis components of the electromagnetic force shown in Fig 4(b) are tiny and their effects on the molten steel velocities are negligible Figures 6(a) and 6(c) reveal the 2-D streamlined distribu-tions on the lower and upper quarter planes of the wide face (Y=minus0625 m and Y=0625 m planes) the arrows indicate the directions of the electromagnetic force X-axis component On the lower quarter plane of wide face the lower and upper recirculation zones disappear on the right side and the molten steel flows to the left side On the left side the lower and upper recirculation zones are diminished It is the X-axis component of the electromagnetic force dis-played in Fig 4(c) that enhances the flow on the left side and restrains the flow on the right side On the upper quarter plane of wide face the situation is just the opposite because the X-axis component of the electromagnetic enhances the flow on the right side and restrains the flow on the left side
Figure 7 shows contour plot of the solidifying shell thick-ness on the slab wide face The liquid fraction is 02 at the solidifying front As is shown in Fig 7(a) the solidifying shell in the case without M-EMS is symmetric about the centerline of the slab wide face When M-EMS is off the flow pattern that the flow field is symmetrical about the wide face centerline and there are no obvious transverse swirls leads to the distribution of solidifying shell Nevertheless the distribution of solidifying shell in the case with M-EMS is changed when the M-EMS is applied As is shown in Figs 7(b) and 7(c) the solidification shell is not symmet-ric about the slab wide face centerline Two special zones (Zone A and Zone B) at which solidifying shells are thin obviously appear at the margin of wide face To discuss this phenomenon contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) in the cases without M-EMS and with M-EMS are demonstrated in Fig 8
As is shown in Fig 8(a) when M-EMS is off the flow of molten steel on the transverse plane is relatively homogenous and molten steel flows mainly along the width direction Molten steel merely presents a thickness direction flow along the vertical centerline of the transverse plane The solidifying shell is also relatively homogenous When M-EMS is applied there are four transverse swirls of the molten steel which almost coincide with those four transverse swirls of electromagnetic force shown in Fig 3(b) Those transverse swirls of molten steel result in the inhomogeneity of heat transfer and impact on the solidifying shell Consequently the solidifying shell is inhomogeneous As is shown in Fig 3(b) the time-averaged electromagnetic forces on the upper left and lower right corners of the cross-section are outward As a result the molten steel flows to the solidifying shell and impacts the solidifying shell at the two positions which results in the existences of Zone A and Zone B It is assumed that the M-EMS has an influence on the solidification of the molten steel indirectly through changing the flow pattern
Fig 8 Contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) (a) without M-EMS (b) with M-EMS (Online version in color)
Fig 9 Inclusion distributions (larger than 50 μm) in the case without M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
33 EffectofM-EMSonLargeInclusionCaptureFigures 9 and 10 reveal the distributions of large inclu-
sions over 50 μm at 0ndash004 m under the upper wide surface in the cases without M-EMS and with M-EMS The shadow zones in the figures represent the inclusion capture zones at the solidifying front The experiment samples were obtained from the pattern zones filled with diagonals In the case without M-EMS the inclusion capture zones are symmetric about the centerline of the slab wide face nevertheless in the case with M-EMS those are not symmetrical This is due to the asymmetry of the solidifying shell caused by the electromagnetic force The results suggest that large inclu-sions are mainly concentrated at 001ndash003 m under the upper wide surface for both cases
In the case without M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash003 m below the upper wide surface The inclusions with a diameter of
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2172
Fig 10 Inclusion distributions (larger than 50 μm) in the case with M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
larger than 194 μm only exist at 003ndash004 m below the upper wide surface In the case with M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash002 m under the upper wide surface No inclusions larger than 194 μm in diamter can be captured by the solidifying front It is assumed that the M-EMS affected the flow pattern and solidifying shell thickness Consequently the inclusion distributions are different between the case without M-EMS and with M-EMS
As are shown in Figs 9 and 10 it can be found in that some clusters of captured inclusions exist in the solidifying shell and the clustering positions are different for the two cases Figure 11 reveals the number variations of captured inclusions along the width direction at the slab wide face for the two cases As is indicated in Fig 11(a) when M-EMS is off the distributions of the inclusions at 0ndash001 m and 001ndash002 m below the upper wide surface are more homogeneous than those at other locations At 002ndash004 m below the upper wide surface inclusion clusters appear near the quarter of the slab wide face As is shown in Fig 11(b) when M-EMS is applied the positions of the inclusion clusters have changed significantly At 0ndash001 m under the upper wide surface inclusion clusters appear at center of the wide face and the right 18 of the wide face At 001ndash002 m under the upper wide surface inclusion clusters appear at the center and right edge of the wide face At 002ndash003 m under the upper wide surface inclusion clusters appear at the right and left edges of the wide face At 003ndash004 m under the upper wide surface the distribution of the inclu-sions is relatively even
Figure 12 shows the size distribution and number of captured inclusions at the slab wide face In both cases the captured inclusions are mainly located at 001ndash003 m beneath the upper wide surface At 0ndash002 m under the upper wide surface the total numbers of the captured inclusions in the case with M-EMS are larger than those in the case without M-EMS Furthermore the numbers of the
Fig 11 Number of captured inclusions along the width direction at the slab wide face (a) without EMS (b) with EMS (Online version in color)
Fig 12 Size distribution and number of captured inclusions at the slab wide face (a) 50ndash125 μm (b) gt125 μm (Online version in color)
captured inclusions in different size groups are larger in the case with M-EMS except the number of the captured inclu-sions ranging in size from 150 μm to 175 μm at 0ndash001 m
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2173
under the upper wide surface At 002ndash004 m under the upper wide surface the total numbers of the captured inclu-sions in the case with EMS are less than those in the case without M-EMS Moreover the numbers of the captured inclusions in different size groups are less in the case with M-EMS except the number of the captured inclusions in the 125ndash150 μm group at 002ndash003 m under the upper wide surface At 001ndash002 m and 003ndash004 m under the upper wide surface there are notable differences between the total captured inclusion numbers in the cases without EMS and with EMS
Figure 13 shows the area of the inclusion capture zone at different distances under the upper wide surface The areas at 0ndash002 m beneath the upper wide surface in the case with EMS are larger than those in the case without M-EMS and the difference between the two cases is espe-cially pronounced at 001ndash002 m beneath the upper wide surface This may account for the variations of the total captured inclusions between the two cases at the two loca-tions At 002ndash003 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is larger than that in the case without M-EMS However since the total number of the captured inclusions increases when M-EMS is applied at 0ndash002 m beneath the upper wide surface the number of inclusions which can be captued at 002ndash004 m beneath the upper wide surface would decrease Therefore the total number of captured inclusions in the case with M-EMS is less than that in the case without M-EMS at 002ndash004 m beneath the upper wide surface Besides at 003ndash004 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is smaller than that in the case without M-EMS so the variation of the captured inclusion number between the two cases is considerable
4 Model ValidationIn order to validate the model the present work has
quantitatively extracted large inclusions in steel adopting the method of galvanostatic electrolysis41) The steel samples under the same process parameters used in the present work have been taken in a steel plant The composition of the non-aqueous electrolyte is 99 ethanol and FeCl3 Figure 14 shows the device used in this method The steel sample served as the anode For the sake of protecting the steel samples from oxidation this method took advantage of an argon atmosphere The size of the steel sample is 01 m times 015 m times 004 m The electrolyte is filtered by a nylon membrane filter with an open pore size of 50 μm to obtain the inclusions Subsequently the inclusions are weighed by an analytical balance and particle sizes were measured by stereoscope at a magnification of 30ndash45x
The inclusion numbers and masses have been obtained from the pattern zones filled with diagonals as shown in Figs 9 and 10 The inclusion weights have been calculated from the equation as follows
m rp p i p
i
n
==sum 4
3π ρ 3
0
(35)
where n is the maximum number of the inclusion within the same radius ρp is the density of the inclusion and rpi is the radius of the i-th inclusion In order to normalize the datum for every case the present work sum the datum of the three positions and then evaluates the proportions at each position
Figure 15 reveals inclusion number percentages and mass percentages at different positions of the slab wide face for different cases The results suggest that the variation trends of the number and mass percentages are similar for both the experiment and simulation which validates the model The inclusion number percentages and mass percentages are high at the quarter of the slab wide face for the experiment and simulation without M-EMS However with M-EMS the percentages of number and mass are low at the quarter of the slab wide face
Fig 13 Area of the inclusion capture zone at different distances under the upper surface of the slab wide face (Online version in color)
Fig 14 Schematic diagram of electrolytic device
Fig 15 Comparison of simulation data with experimental data (a) inclusion number percentages (b) mass percentages (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2174
5 ConclusionsThe present work has built a three-dimensional model
coupling the electromagnetic field flow field solidification and inclusion motion The present work has investigated inclusion capture in the solidification process of slab con-tinuous casting with the effect of M-EMS The distributions of magnetic flux density and time-averaged electromagnetic force have been reported The effects of the M-EMS on the flow field solidification and inclusion capture in the process have been revealed The conclusions are as follows
(1) The distributions of magnetic flux density and time-averaged electromagnetic force are centrally symmetrical on the cross-section of the mold Also for the time-averaged electromagnetic force four small transverse swirl zones exist in the interior of the mold
(2) The M-EMS changes the flow pattern of the molten steel in the mold When M-EMS is off the flow field present a classic double-roll flow pattern When M-EMS is applied the transverse flow in the mold is enhanced and the clas-sical double-roll flow pattern can only be observed on the wide-face center plane
(3) The M-EMS has an influence on the solidification of the molten steel indirectly by changing the flow pattern The solidifying shell without EMS is symmetrical about the centerline of the wide face Nevertheless with M-EMS the solidifying shell is not symmetric about the centerline of the wide face Besides two special zone at which solidifying shells are obviously thin appear at the margin of wide face
(4) Large inclusions are mainly concentrated at 001ndash003 m under the wide surface for the both cases Some clusters of captured inclusions exist in solidifying shell and there are different cluster positions in the two cases At 0ndash002 m under the upper wide surface the total numbers of captured inclusions in the case with M-EMS are larger than those in the case without M-EMS At 002ndash004 m under the upper wide surface the situation is just the reverse
AcknowledgmentsThe authors gratefully express their appreciation to the
National Natural Science Foundation of China (U1360201) and (51474023) for sponsoring this work
REFERENCES
1) P K Tripathy S Das M K Jha J B Singh A M Kumar and A K Das Ironmaking Steelmaking 33 (2006) 477
2) K Fujisaki T Ueyama and K Okazawa IEEE Trans Magn 33 (1997) 1642
3) S Wang G A De Toledo K Vaumllimaa and S Louhenkilpi ISIJ Int 54 (2014) 2273
4) N Genma T Soejima T Saito M Kimura Y Kaihara H Fukumoto and K Ayata ISIJ Int 29 (1989) 1056
5) J Nakashima A Kiyose Y Ohtani J Fukuda T Kawase and M Doki Nippon Steel Tech Rep (2002) No 86 61
6) H Lei D-Q Geng and J-C He ISIJ Int 49 (2009) 15757) Y-H Ho and W-S Hwang ISIJ Int 43 (2003) 17158) L Zhang J Aoki and B G Thomas Metall Mater Trans B 37
(2006) 3619) Q Wang L Zhang and S Sridhar Metall Mater Trans B 47
(2016) 262310) Z Liu B Li M Jiang and T Fumitaka ISIJ Int 54 (2014) 131411) Y Wang and L Zhang Metall Mater Trans B 42 (2011) 131912) B Li and F Tsukihashi ISIJ Int 43 (2003) 92313) Q Yuan B G Thomas and S P Vanka Metall Mater Trans B
35 (2004) 70314) L Zhang and Y Wang JOM 64 (2012) 106315) B G Thomas Q Yuan S Mahmood R Liu and R Chaudhary
Metall Mater Trans B 45 (2014) 2216) Z Liu B Li L Zhang and G Xu ISIJ Int 54 (2014) 232417) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9418) K Jin B G Thomas and X Ruan Metall Mater Trans B 47
(2016) 54819) C Pfeiler B G Thomas M Wu A Ludwig and A Kharicha Steel
Res Int 79 (2008) 59920) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9421) Z Liu L Li B Li and M Jiang JOM 66 (2014) 118422) Z Liu and B Li Powder Technol 287 (2016) 31523) Z Liu L Li and B Li JOM 68 (2016) 218024) S Wang L Zhang Q Wang W Yang Y Wang L Ren and L
Cheng Metall Res Technol 113 (2016) 20525) T Toh H Hasegawa and H Harada ISIJ Int 41 (2001) 124526) L B Trindade J E A Nadalon A C F Vilela M Vilhena and R
B Soares Steel Res Int 78 (2007) 70827) Q Wang S Li Y Li L Zhang and X Wang EPD Congress 2013 -
TMS 2013 Annual Meeting and Exhibition TMS Warrendale PA (2013) 135
28) H Q Yu and M Y Zhu Ironmaking Steelmaking 39 (2012) 57429) W Derda and I Staniewski 7th Int Conf on Processing and Manu-
facturing of Advanced Materials (THERMEC2011) Trans Tech Publications Zurich (2012) 1385
30) G F Zhang Y H Ding and Z Shi 2013 Int Conf on Advances in Energy and Environmental Science Trans Tech Publications Zurich (2013) 1716
31) B E Launder and D B Spalding Lectures in Mathematical Models of Turbulence Academic Press London (1972)
32) A D Brent V R Voller and K J Reid Numer Heat Transf 13 (1988) 297
33) C T Crowe J D Schwarzkopf M Sommerfeld and Y Tsuji Mul-tiphase Flows with Droplets and Particles CRC Press Boca Raton FL (2011)
34) P G Saffman J Fluid Mech 22 (1965) 38535) L L Baxter and P J Smith Energy Fuel 7 (1993) 85236) H Liu M Xu S Qiu and H Zhang Metall Mater Trans B 43
(2012) 165737) K Y M Lai M Salcudean S Tanaka and R I L Guthrie Metall
Trans B 17 (1986) 44938) S H Seyedein and M Hasan Int J Heat Mass Transf 40 (1997)
440539) H Yang X Zhang K Deng W Li Y Gan and L Zhao Metall
Mater Trans B 29 (1998) 134540) Y Meng and B G Thomas Metall Mater Trans B 34 (2003) 65841) D Janis R Inoue A Karasev and P G Jonsson Adv Mater Sci
Eng 2014 (2014) 7

ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2169
Figure 3(a) indicates vector and contour of the magnetic flux density of the initial phase on the stirrer mid-plane (Z=minus045 m) The distribution of the magnetic flux density is centrosymmetric The magnetic flux density is larger at the edge of wide face Besides it decreases gradually from the exterior to the interior Through the vector distribu-tion of magnetic flux density it can be observed that the maximums are located at the quarter of the wide face edge Additionally there are three minimum zones located in the interior Figure 3(b) shows vector and contour of the time-averaged electromagnetic force on the stirrer mid-plane (Z=minus045 m) The distribution of electromagnetic force is centrosymmetric which results from the centrosymmetric distribution of the magnetic flux density The tangential components of the electromagnetic forces are in the same direction at each edge The directions of the tangential components at two parallel edges are opposite each other Four transverse swirls of the time-averaged electromagnetic
force exist in the interior of cross-section In the vicinity of the edges the electromagnetic force is larger than that in the inner part of the cross-section The maximum of the time-averaged electromagnetic force is 40 000 Nm3 which appears at the mold corner The minimum of the time-averaged electromagnetic force is lower than 2 000 Nm3 which appears in the interior
Figure 4(a) shows the time-averaged electromagnetic force profiles along the mold corner (X = 08 m Y = 0125 m) On the mold corner line the electromagnetic force is mainly alone X-axis and Y-axis The X-axis and Y-axis components of the electromagnetic force get their maximums at the stir-rer mid-plane decaying with the increasing distance from the stirrer mid-plane The Z-axis component is so small that it can be neglected At the meniscus and the mold exit the electromagnetic force closes to zero Figure 4(b) shows the time-averaged electromagnetic force profiles along the horizontal centerline of the stirrer mid-plane (Y = 0 m Z = minus045 m) It can be observed that the components of electromagnetic force in the directions of X-axis and Z-axis are very small compared to the component in the direction of Y-axis In the Y-axis direction the electromagnetic force component gets its maximum at the two narrow surfaces
Table 1 The Material properties and model parameters
Parameters Values Dimensions
cp Specific heat 700 Jkg minus1Kminus1
kprime Thermal Conductivity 31 Wm minus1Kminus1
ρ Steel density 7 000 kgm3
L Steel latent Heat 264 000 Jkg minus1
Tl Liquid Temperature 1 807 K
TS Solid Temperature 1 797 K
μ Molecular viscosity of the molten steel 00055 kgs minus1m minus1
Ucast Casting speed 002 ms minus1
Ttun Tundish temperature 1 827 K
Mold length 08 m
Second cooling zone length in geometry model 12 m
Iron core length 243 m
Iron core thickness 02 m
Iron core width 023 m
EMS position from the meniscus to the stirrer mid-plane 045 m
M-EMS coil current density 400 A
M-EMS coil current frequency 3 Hz
Liquid steel electric conductivity 714e5 Sm minus1
Liquid steel magnetic conductivity 1257e-6 Hm minus1
Fig 3 Vector and contour plots of magnetic flux density (a) and time-averaged electromagnetic force (b) on the stirrer mid-plane (Z=minus045 m) (Online version in color)
Fig 4 Time-averaged electromagnetic force profiles (a) along the mold corner (X = 08 m Y = 0125 m) (b) along the wide-face centerline of the stirrer mid-plane (Z = minus 045 m) (c) along Y= 00625 m and Y=minus00625 m lines of the stirrer mid-plane (Z = minus 045 m) (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2170
components of the electromagnetic force along Y=00625 m and Y=minus00625 m lines are larger than those along the wide-face centerline ranging from 10 000 Nm3 to 15 000 Nm3 and their direction are consistent
32 EffectofM-EMSonFlowandSolidificationThe 2-D streamlined distributions on the longitudinal
sections in the case without M-EMS and with M-EMS are shown in Figs 5 and 6 respectively When M-EMS is off the streamline is symmetrical about the vertical centerline
Moreover the directions of the electromagnetic force com-ponent in Y-axis direction tend to alternate between positive and negative It is this trend of the electromagnetic force that gives rise to the transverse swirls of the molten steel Figure 4(c) shows the time-averaged electromagnetic force profiles along Y = 00625 m and Y = minus00625 m lines of the stirrer mid-plane The trends of the electromagnetic force compo-nents in the Y-axis and Z-axis directions are similar to those shown in Fig 4(b) Nevertheless the X-axis component of the electromagnetic force presents a new feature The X-axis
Fig 5 2-D streamline plot on the longitudinal sections in the case without M-EMS (a) lower quarter plane of wide face (b) wide face center plane (c) upper quarter plane of wide face
Fig 6 2-D streamline plot and direction of electromagnetic force X-axis component indicated by arrows in the longitu-dinal sections in the case with M-EMS (a) lower quarter plane of the wide face (b) wide face center plane (c) upper quarter plane of wide face
Fig 7 Contour plot of solidifying shell thickness on the wide face (a) without EMS (b) lower wide face with EMS (c) upper wide face with EMS (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2171
of the longitudinal section The jet exiting the nozzle travels across the mold cavity and splits into upward and down-ward flowing jets This diverted flow creates the classic upper and lower recirculation zones of a double-roll flow pattern Furthermore two small swirls exist beneath the SEN The lower recirculation zone is much larger because it is not confined The upper zone is constrained by the top surface and the jet exiting the SEN By comparing the streamlines on the three longitudinal planes it can be found that the upper recirculation zones are similar Nevertheless the lower recirculation zone on the wide-face center plane is larger than those on the wide-face quarter planes because the velocity of the downward jet on the wide-face center plane is larger than those on the wide-face quarter planes When M-EMS is applied the molten steel flow pattern in the domain has been obviously changed The classical dou-ble-roll flow pattern can only be observed on the wide-face center plane because the X-axis and Z-axis components of the electromagnetic force shown in Fig 4(b) are tiny and their effects on the molten steel velocities are negligible Figures 6(a) and 6(c) reveal the 2-D streamlined distribu-tions on the lower and upper quarter planes of the wide face (Y=minus0625 m and Y=0625 m planes) the arrows indicate the directions of the electromagnetic force X-axis component On the lower quarter plane of wide face the lower and upper recirculation zones disappear on the right side and the molten steel flows to the left side On the left side the lower and upper recirculation zones are diminished It is the X-axis component of the electromagnetic force dis-played in Fig 4(c) that enhances the flow on the left side and restrains the flow on the right side On the upper quarter plane of wide face the situation is just the opposite because the X-axis component of the electromagnetic enhances the flow on the right side and restrains the flow on the left side
Figure 7 shows contour plot of the solidifying shell thick-ness on the slab wide face The liquid fraction is 02 at the solidifying front As is shown in Fig 7(a) the solidifying shell in the case without M-EMS is symmetric about the centerline of the slab wide face When M-EMS is off the flow pattern that the flow field is symmetrical about the wide face centerline and there are no obvious transverse swirls leads to the distribution of solidifying shell Nevertheless the distribution of solidifying shell in the case with M-EMS is changed when the M-EMS is applied As is shown in Figs 7(b) and 7(c) the solidification shell is not symmet-ric about the slab wide face centerline Two special zones (Zone A and Zone B) at which solidifying shells are thin obviously appear at the margin of wide face To discuss this phenomenon contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) in the cases without M-EMS and with M-EMS are demonstrated in Fig 8
As is shown in Fig 8(a) when M-EMS is off the flow of molten steel on the transverse plane is relatively homogenous and molten steel flows mainly along the width direction Molten steel merely presents a thickness direction flow along the vertical centerline of the transverse plane The solidifying shell is also relatively homogenous When M-EMS is applied there are four transverse swirls of the molten steel which almost coincide with those four transverse swirls of electromagnetic force shown in Fig 3(b) Those transverse swirls of molten steel result in the inhomogeneity of heat transfer and impact on the solidifying shell Consequently the solidifying shell is inhomogeneous As is shown in Fig 3(b) the time-averaged electromagnetic forces on the upper left and lower right corners of the cross-section are outward As a result the molten steel flows to the solidifying shell and impacts the solidifying shell at the two positions which results in the existences of Zone A and Zone B It is assumed that the M-EMS has an influence on the solidification of the molten steel indirectly through changing the flow pattern
Fig 8 Contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) (a) without M-EMS (b) with M-EMS (Online version in color)
Fig 9 Inclusion distributions (larger than 50 μm) in the case without M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
33 EffectofM-EMSonLargeInclusionCaptureFigures 9 and 10 reveal the distributions of large inclu-
sions over 50 μm at 0ndash004 m under the upper wide surface in the cases without M-EMS and with M-EMS The shadow zones in the figures represent the inclusion capture zones at the solidifying front The experiment samples were obtained from the pattern zones filled with diagonals In the case without M-EMS the inclusion capture zones are symmetric about the centerline of the slab wide face nevertheless in the case with M-EMS those are not symmetrical This is due to the asymmetry of the solidifying shell caused by the electromagnetic force The results suggest that large inclu-sions are mainly concentrated at 001ndash003 m under the upper wide surface for both cases
In the case without M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash003 m below the upper wide surface The inclusions with a diameter of
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2172
Fig 10 Inclusion distributions (larger than 50 μm) in the case with M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
larger than 194 μm only exist at 003ndash004 m below the upper wide surface In the case with M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash002 m under the upper wide surface No inclusions larger than 194 μm in diamter can be captured by the solidifying front It is assumed that the M-EMS affected the flow pattern and solidifying shell thickness Consequently the inclusion distributions are different between the case without M-EMS and with M-EMS
As are shown in Figs 9 and 10 it can be found in that some clusters of captured inclusions exist in the solidifying shell and the clustering positions are different for the two cases Figure 11 reveals the number variations of captured inclusions along the width direction at the slab wide face for the two cases As is indicated in Fig 11(a) when M-EMS is off the distributions of the inclusions at 0ndash001 m and 001ndash002 m below the upper wide surface are more homogeneous than those at other locations At 002ndash004 m below the upper wide surface inclusion clusters appear near the quarter of the slab wide face As is shown in Fig 11(b) when M-EMS is applied the positions of the inclusion clusters have changed significantly At 0ndash001 m under the upper wide surface inclusion clusters appear at center of the wide face and the right 18 of the wide face At 001ndash002 m under the upper wide surface inclusion clusters appear at the center and right edge of the wide face At 002ndash003 m under the upper wide surface inclusion clusters appear at the right and left edges of the wide face At 003ndash004 m under the upper wide surface the distribution of the inclu-sions is relatively even
Figure 12 shows the size distribution and number of captured inclusions at the slab wide face In both cases the captured inclusions are mainly located at 001ndash003 m beneath the upper wide surface At 0ndash002 m under the upper wide surface the total numbers of the captured inclusions in the case with M-EMS are larger than those in the case without M-EMS Furthermore the numbers of the
Fig 11 Number of captured inclusions along the width direction at the slab wide face (a) without EMS (b) with EMS (Online version in color)
Fig 12 Size distribution and number of captured inclusions at the slab wide face (a) 50ndash125 μm (b) gt125 μm (Online version in color)
captured inclusions in different size groups are larger in the case with M-EMS except the number of the captured inclu-sions ranging in size from 150 μm to 175 μm at 0ndash001 m
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2173
under the upper wide surface At 002ndash004 m under the upper wide surface the total numbers of the captured inclu-sions in the case with EMS are less than those in the case without M-EMS Moreover the numbers of the captured inclusions in different size groups are less in the case with M-EMS except the number of the captured inclusions in the 125ndash150 μm group at 002ndash003 m under the upper wide surface At 001ndash002 m and 003ndash004 m under the upper wide surface there are notable differences between the total captured inclusion numbers in the cases without EMS and with EMS
Figure 13 shows the area of the inclusion capture zone at different distances under the upper wide surface The areas at 0ndash002 m beneath the upper wide surface in the case with EMS are larger than those in the case without M-EMS and the difference between the two cases is espe-cially pronounced at 001ndash002 m beneath the upper wide surface This may account for the variations of the total captured inclusions between the two cases at the two loca-tions At 002ndash003 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is larger than that in the case without M-EMS However since the total number of the captured inclusions increases when M-EMS is applied at 0ndash002 m beneath the upper wide surface the number of inclusions which can be captued at 002ndash004 m beneath the upper wide surface would decrease Therefore the total number of captured inclusions in the case with M-EMS is less than that in the case without M-EMS at 002ndash004 m beneath the upper wide surface Besides at 003ndash004 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is smaller than that in the case without M-EMS so the variation of the captured inclusion number between the two cases is considerable
4 Model ValidationIn order to validate the model the present work has
quantitatively extracted large inclusions in steel adopting the method of galvanostatic electrolysis41) The steel samples under the same process parameters used in the present work have been taken in a steel plant The composition of the non-aqueous electrolyte is 99 ethanol and FeCl3 Figure 14 shows the device used in this method The steel sample served as the anode For the sake of protecting the steel samples from oxidation this method took advantage of an argon atmosphere The size of the steel sample is 01 m times 015 m times 004 m The electrolyte is filtered by a nylon membrane filter with an open pore size of 50 μm to obtain the inclusions Subsequently the inclusions are weighed by an analytical balance and particle sizes were measured by stereoscope at a magnification of 30ndash45x
The inclusion numbers and masses have been obtained from the pattern zones filled with diagonals as shown in Figs 9 and 10 The inclusion weights have been calculated from the equation as follows
m rp p i p
i
n
==sum 4
3π ρ 3
0
(35)
where n is the maximum number of the inclusion within the same radius ρp is the density of the inclusion and rpi is the radius of the i-th inclusion In order to normalize the datum for every case the present work sum the datum of the three positions and then evaluates the proportions at each position
Figure 15 reveals inclusion number percentages and mass percentages at different positions of the slab wide face for different cases The results suggest that the variation trends of the number and mass percentages are similar for both the experiment and simulation which validates the model The inclusion number percentages and mass percentages are high at the quarter of the slab wide face for the experiment and simulation without M-EMS However with M-EMS the percentages of number and mass are low at the quarter of the slab wide face
Fig 13 Area of the inclusion capture zone at different distances under the upper surface of the slab wide face (Online version in color)
Fig 14 Schematic diagram of electrolytic device
Fig 15 Comparison of simulation data with experimental data (a) inclusion number percentages (b) mass percentages (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2174
5 ConclusionsThe present work has built a three-dimensional model
coupling the electromagnetic field flow field solidification and inclusion motion The present work has investigated inclusion capture in the solidification process of slab con-tinuous casting with the effect of M-EMS The distributions of magnetic flux density and time-averaged electromagnetic force have been reported The effects of the M-EMS on the flow field solidification and inclusion capture in the process have been revealed The conclusions are as follows
(1) The distributions of magnetic flux density and time-averaged electromagnetic force are centrally symmetrical on the cross-section of the mold Also for the time-averaged electromagnetic force four small transverse swirl zones exist in the interior of the mold
(2) The M-EMS changes the flow pattern of the molten steel in the mold When M-EMS is off the flow field present a classic double-roll flow pattern When M-EMS is applied the transverse flow in the mold is enhanced and the clas-sical double-roll flow pattern can only be observed on the wide-face center plane
(3) The M-EMS has an influence on the solidification of the molten steel indirectly by changing the flow pattern The solidifying shell without EMS is symmetrical about the centerline of the wide face Nevertheless with M-EMS the solidifying shell is not symmetric about the centerline of the wide face Besides two special zone at which solidifying shells are obviously thin appear at the margin of wide face
(4) Large inclusions are mainly concentrated at 001ndash003 m under the wide surface for the both cases Some clusters of captured inclusions exist in solidifying shell and there are different cluster positions in the two cases At 0ndash002 m under the upper wide surface the total numbers of captured inclusions in the case with M-EMS are larger than those in the case without M-EMS At 002ndash004 m under the upper wide surface the situation is just the reverse
AcknowledgmentsThe authors gratefully express their appreciation to the
National Natural Science Foundation of China (U1360201) and (51474023) for sponsoring this work
REFERENCES
1) P K Tripathy S Das M K Jha J B Singh A M Kumar and A K Das Ironmaking Steelmaking 33 (2006) 477
2) K Fujisaki T Ueyama and K Okazawa IEEE Trans Magn 33 (1997) 1642
3) S Wang G A De Toledo K Vaumllimaa and S Louhenkilpi ISIJ Int 54 (2014) 2273
4) N Genma T Soejima T Saito M Kimura Y Kaihara H Fukumoto and K Ayata ISIJ Int 29 (1989) 1056
5) J Nakashima A Kiyose Y Ohtani J Fukuda T Kawase and M Doki Nippon Steel Tech Rep (2002) No 86 61
6) H Lei D-Q Geng and J-C He ISIJ Int 49 (2009) 15757) Y-H Ho and W-S Hwang ISIJ Int 43 (2003) 17158) L Zhang J Aoki and B G Thomas Metall Mater Trans B 37
(2006) 3619) Q Wang L Zhang and S Sridhar Metall Mater Trans B 47
(2016) 262310) Z Liu B Li M Jiang and T Fumitaka ISIJ Int 54 (2014) 131411) Y Wang and L Zhang Metall Mater Trans B 42 (2011) 131912) B Li and F Tsukihashi ISIJ Int 43 (2003) 92313) Q Yuan B G Thomas and S P Vanka Metall Mater Trans B
35 (2004) 70314) L Zhang and Y Wang JOM 64 (2012) 106315) B G Thomas Q Yuan S Mahmood R Liu and R Chaudhary
Metall Mater Trans B 45 (2014) 2216) Z Liu B Li L Zhang and G Xu ISIJ Int 54 (2014) 232417) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9418) K Jin B G Thomas and X Ruan Metall Mater Trans B 47
(2016) 54819) C Pfeiler B G Thomas M Wu A Ludwig and A Kharicha Steel
Res Int 79 (2008) 59920) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9421) Z Liu L Li B Li and M Jiang JOM 66 (2014) 118422) Z Liu and B Li Powder Technol 287 (2016) 31523) Z Liu L Li and B Li JOM 68 (2016) 218024) S Wang L Zhang Q Wang W Yang Y Wang L Ren and L
Cheng Metall Res Technol 113 (2016) 20525) T Toh H Hasegawa and H Harada ISIJ Int 41 (2001) 124526) L B Trindade J E A Nadalon A C F Vilela M Vilhena and R
B Soares Steel Res Int 78 (2007) 70827) Q Wang S Li Y Li L Zhang and X Wang EPD Congress 2013 -
TMS 2013 Annual Meeting and Exhibition TMS Warrendale PA (2013) 135
28) H Q Yu and M Y Zhu Ironmaking Steelmaking 39 (2012) 57429) W Derda and I Staniewski 7th Int Conf on Processing and Manu-
facturing of Advanced Materials (THERMEC2011) Trans Tech Publications Zurich (2012) 1385
30) G F Zhang Y H Ding and Z Shi 2013 Int Conf on Advances in Energy and Environmental Science Trans Tech Publications Zurich (2013) 1716
31) B E Launder and D B Spalding Lectures in Mathematical Models of Turbulence Academic Press London (1972)
32) A D Brent V R Voller and K J Reid Numer Heat Transf 13 (1988) 297
33) C T Crowe J D Schwarzkopf M Sommerfeld and Y Tsuji Mul-tiphase Flows with Droplets and Particles CRC Press Boca Raton FL (2011)
34) P G Saffman J Fluid Mech 22 (1965) 38535) L L Baxter and P J Smith Energy Fuel 7 (1993) 85236) H Liu M Xu S Qiu and H Zhang Metall Mater Trans B 43
(2012) 165737) K Y M Lai M Salcudean S Tanaka and R I L Guthrie Metall
Trans B 17 (1986) 44938) S H Seyedein and M Hasan Int J Heat Mass Transf 40 (1997)
440539) H Yang X Zhang K Deng W Li Y Gan and L Zhao Metall
Mater Trans B 29 (1998) 134540) Y Meng and B G Thomas Metall Mater Trans B 34 (2003) 65841) D Janis R Inoue A Karasev and P G Jonsson Adv Mater Sci
Eng 2014 (2014) 7

ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2170
components of the electromagnetic force along Y=00625 m and Y=minus00625 m lines are larger than those along the wide-face centerline ranging from 10 000 Nm3 to 15 000 Nm3 and their direction are consistent
32 EffectofM-EMSonFlowandSolidificationThe 2-D streamlined distributions on the longitudinal
sections in the case without M-EMS and with M-EMS are shown in Figs 5 and 6 respectively When M-EMS is off the streamline is symmetrical about the vertical centerline
Moreover the directions of the electromagnetic force com-ponent in Y-axis direction tend to alternate between positive and negative It is this trend of the electromagnetic force that gives rise to the transverse swirls of the molten steel Figure 4(c) shows the time-averaged electromagnetic force profiles along Y = 00625 m and Y = minus00625 m lines of the stirrer mid-plane The trends of the electromagnetic force compo-nents in the Y-axis and Z-axis directions are similar to those shown in Fig 4(b) Nevertheless the X-axis component of the electromagnetic force presents a new feature The X-axis
Fig 5 2-D streamline plot on the longitudinal sections in the case without M-EMS (a) lower quarter plane of wide face (b) wide face center plane (c) upper quarter plane of wide face
Fig 6 2-D streamline plot and direction of electromagnetic force X-axis component indicated by arrows in the longitu-dinal sections in the case with M-EMS (a) lower quarter plane of the wide face (b) wide face center plane (c) upper quarter plane of wide face
Fig 7 Contour plot of solidifying shell thickness on the wide face (a) without EMS (b) lower wide face with EMS (c) upper wide face with EMS (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2171
of the longitudinal section The jet exiting the nozzle travels across the mold cavity and splits into upward and down-ward flowing jets This diverted flow creates the classic upper and lower recirculation zones of a double-roll flow pattern Furthermore two small swirls exist beneath the SEN The lower recirculation zone is much larger because it is not confined The upper zone is constrained by the top surface and the jet exiting the SEN By comparing the streamlines on the three longitudinal planes it can be found that the upper recirculation zones are similar Nevertheless the lower recirculation zone on the wide-face center plane is larger than those on the wide-face quarter planes because the velocity of the downward jet on the wide-face center plane is larger than those on the wide-face quarter planes When M-EMS is applied the molten steel flow pattern in the domain has been obviously changed The classical dou-ble-roll flow pattern can only be observed on the wide-face center plane because the X-axis and Z-axis components of the electromagnetic force shown in Fig 4(b) are tiny and their effects on the molten steel velocities are negligible Figures 6(a) and 6(c) reveal the 2-D streamlined distribu-tions on the lower and upper quarter planes of the wide face (Y=minus0625 m and Y=0625 m planes) the arrows indicate the directions of the electromagnetic force X-axis component On the lower quarter plane of wide face the lower and upper recirculation zones disappear on the right side and the molten steel flows to the left side On the left side the lower and upper recirculation zones are diminished It is the X-axis component of the electromagnetic force dis-played in Fig 4(c) that enhances the flow on the left side and restrains the flow on the right side On the upper quarter plane of wide face the situation is just the opposite because the X-axis component of the electromagnetic enhances the flow on the right side and restrains the flow on the left side
Figure 7 shows contour plot of the solidifying shell thick-ness on the slab wide face The liquid fraction is 02 at the solidifying front As is shown in Fig 7(a) the solidifying shell in the case without M-EMS is symmetric about the centerline of the slab wide face When M-EMS is off the flow pattern that the flow field is symmetrical about the wide face centerline and there are no obvious transverse swirls leads to the distribution of solidifying shell Nevertheless the distribution of solidifying shell in the case with M-EMS is changed when the M-EMS is applied As is shown in Figs 7(b) and 7(c) the solidification shell is not symmet-ric about the slab wide face centerline Two special zones (Zone A and Zone B) at which solidifying shells are thin obviously appear at the margin of wide face To discuss this phenomenon contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) in the cases without M-EMS and with M-EMS are demonstrated in Fig 8
As is shown in Fig 8(a) when M-EMS is off the flow of molten steel on the transverse plane is relatively homogenous and molten steel flows mainly along the width direction Molten steel merely presents a thickness direction flow along the vertical centerline of the transverse plane The solidifying shell is also relatively homogenous When M-EMS is applied there are four transverse swirls of the molten steel which almost coincide with those four transverse swirls of electromagnetic force shown in Fig 3(b) Those transverse swirls of molten steel result in the inhomogeneity of heat transfer and impact on the solidifying shell Consequently the solidifying shell is inhomogeneous As is shown in Fig 3(b) the time-averaged electromagnetic forces on the upper left and lower right corners of the cross-section are outward As a result the molten steel flows to the solidifying shell and impacts the solidifying shell at the two positions which results in the existences of Zone A and Zone B It is assumed that the M-EMS has an influence on the solidification of the molten steel indirectly through changing the flow pattern
Fig 8 Contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) (a) without M-EMS (b) with M-EMS (Online version in color)
Fig 9 Inclusion distributions (larger than 50 μm) in the case without M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
33 EffectofM-EMSonLargeInclusionCaptureFigures 9 and 10 reveal the distributions of large inclu-
sions over 50 μm at 0ndash004 m under the upper wide surface in the cases without M-EMS and with M-EMS The shadow zones in the figures represent the inclusion capture zones at the solidifying front The experiment samples were obtained from the pattern zones filled with diagonals In the case without M-EMS the inclusion capture zones are symmetric about the centerline of the slab wide face nevertheless in the case with M-EMS those are not symmetrical This is due to the asymmetry of the solidifying shell caused by the electromagnetic force The results suggest that large inclu-sions are mainly concentrated at 001ndash003 m under the upper wide surface for both cases
In the case without M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash003 m below the upper wide surface The inclusions with a diameter of
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2172
Fig 10 Inclusion distributions (larger than 50 μm) in the case with M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
larger than 194 μm only exist at 003ndash004 m below the upper wide surface In the case with M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash002 m under the upper wide surface No inclusions larger than 194 μm in diamter can be captured by the solidifying front It is assumed that the M-EMS affected the flow pattern and solidifying shell thickness Consequently the inclusion distributions are different between the case without M-EMS and with M-EMS
As are shown in Figs 9 and 10 it can be found in that some clusters of captured inclusions exist in the solidifying shell and the clustering positions are different for the two cases Figure 11 reveals the number variations of captured inclusions along the width direction at the slab wide face for the two cases As is indicated in Fig 11(a) when M-EMS is off the distributions of the inclusions at 0ndash001 m and 001ndash002 m below the upper wide surface are more homogeneous than those at other locations At 002ndash004 m below the upper wide surface inclusion clusters appear near the quarter of the slab wide face As is shown in Fig 11(b) when M-EMS is applied the positions of the inclusion clusters have changed significantly At 0ndash001 m under the upper wide surface inclusion clusters appear at center of the wide face and the right 18 of the wide face At 001ndash002 m under the upper wide surface inclusion clusters appear at the center and right edge of the wide face At 002ndash003 m under the upper wide surface inclusion clusters appear at the right and left edges of the wide face At 003ndash004 m under the upper wide surface the distribution of the inclu-sions is relatively even
Figure 12 shows the size distribution and number of captured inclusions at the slab wide face In both cases the captured inclusions are mainly located at 001ndash003 m beneath the upper wide surface At 0ndash002 m under the upper wide surface the total numbers of the captured inclusions in the case with M-EMS are larger than those in the case without M-EMS Furthermore the numbers of the
Fig 11 Number of captured inclusions along the width direction at the slab wide face (a) without EMS (b) with EMS (Online version in color)
Fig 12 Size distribution and number of captured inclusions at the slab wide face (a) 50ndash125 μm (b) gt125 μm (Online version in color)
captured inclusions in different size groups are larger in the case with M-EMS except the number of the captured inclu-sions ranging in size from 150 μm to 175 μm at 0ndash001 m
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2173
under the upper wide surface At 002ndash004 m under the upper wide surface the total numbers of the captured inclu-sions in the case with EMS are less than those in the case without M-EMS Moreover the numbers of the captured inclusions in different size groups are less in the case with M-EMS except the number of the captured inclusions in the 125ndash150 μm group at 002ndash003 m under the upper wide surface At 001ndash002 m and 003ndash004 m under the upper wide surface there are notable differences between the total captured inclusion numbers in the cases without EMS and with EMS
Figure 13 shows the area of the inclusion capture zone at different distances under the upper wide surface The areas at 0ndash002 m beneath the upper wide surface in the case with EMS are larger than those in the case without M-EMS and the difference between the two cases is espe-cially pronounced at 001ndash002 m beneath the upper wide surface This may account for the variations of the total captured inclusions between the two cases at the two loca-tions At 002ndash003 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is larger than that in the case without M-EMS However since the total number of the captured inclusions increases when M-EMS is applied at 0ndash002 m beneath the upper wide surface the number of inclusions which can be captued at 002ndash004 m beneath the upper wide surface would decrease Therefore the total number of captured inclusions in the case with M-EMS is less than that in the case without M-EMS at 002ndash004 m beneath the upper wide surface Besides at 003ndash004 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is smaller than that in the case without M-EMS so the variation of the captured inclusion number between the two cases is considerable
4 Model ValidationIn order to validate the model the present work has
quantitatively extracted large inclusions in steel adopting the method of galvanostatic electrolysis41) The steel samples under the same process parameters used in the present work have been taken in a steel plant The composition of the non-aqueous electrolyte is 99 ethanol and FeCl3 Figure 14 shows the device used in this method The steel sample served as the anode For the sake of protecting the steel samples from oxidation this method took advantage of an argon atmosphere The size of the steel sample is 01 m times 015 m times 004 m The electrolyte is filtered by a nylon membrane filter with an open pore size of 50 μm to obtain the inclusions Subsequently the inclusions are weighed by an analytical balance and particle sizes were measured by stereoscope at a magnification of 30ndash45x
The inclusion numbers and masses have been obtained from the pattern zones filled with diagonals as shown in Figs 9 and 10 The inclusion weights have been calculated from the equation as follows
m rp p i p
i
n
==sum 4
3π ρ 3
0
(35)
where n is the maximum number of the inclusion within the same radius ρp is the density of the inclusion and rpi is the radius of the i-th inclusion In order to normalize the datum for every case the present work sum the datum of the three positions and then evaluates the proportions at each position
Figure 15 reveals inclusion number percentages and mass percentages at different positions of the slab wide face for different cases The results suggest that the variation trends of the number and mass percentages are similar for both the experiment and simulation which validates the model The inclusion number percentages and mass percentages are high at the quarter of the slab wide face for the experiment and simulation without M-EMS However with M-EMS the percentages of number and mass are low at the quarter of the slab wide face
Fig 13 Area of the inclusion capture zone at different distances under the upper surface of the slab wide face (Online version in color)
Fig 14 Schematic diagram of electrolytic device
Fig 15 Comparison of simulation data with experimental data (a) inclusion number percentages (b) mass percentages (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2174
5 ConclusionsThe present work has built a three-dimensional model
coupling the electromagnetic field flow field solidification and inclusion motion The present work has investigated inclusion capture in the solidification process of slab con-tinuous casting with the effect of M-EMS The distributions of magnetic flux density and time-averaged electromagnetic force have been reported The effects of the M-EMS on the flow field solidification and inclusion capture in the process have been revealed The conclusions are as follows
(1) The distributions of magnetic flux density and time-averaged electromagnetic force are centrally symmetrical on the cross-section of the mold Also for the time-averaged electromagnetic force four small transverse swirl zones exist in the interior of the mold
(2) The M-EMS changes the flow pattern of the molten steel in the mold When M-EMS is off the flow field present a classic double-roll flow pattern When M-EMS is applied the transverse flow in the mold is enhanced and the clas-sical double-roll flow pattern can only be observed on the wide-face center plane
(3) The M-EMS has an influence on the solidification of the molten steel indirectly by changing the flow pattern The solidifying shell without EMS is symmetrical about the centerline of the wide face Nevertheless with M-EMS the solidifying shell is not symmetric about the centerline of the wide face Besides two special zone at which solidifying shells are obviously thin appear at the margin of wide face
(4) Large inclusions are mainly concentrated at 001ndash003 m under the wide surface for the both cases Some clusters of captured inclusions exist in solidifying shell and there are different cluster positions in the two cases At 0ndash002 m under the upper wide surface the total numbers of captured inclusions in the case with M-EMS are larger than those in the case without M-EMS At 002ndash004 m under the upper wide surface the situation is just the reverse
AcknowledgmentsThe authors gratefully express their appreciation to the
National Natural Science Foundation of China (U1360201) and (51474023) for sponsoring this work
REFERENCES
1) P K Tripathy S Das M K Jha J B Singh A M Kumar and A K Das Ironmaking Steelmaking 33 (2006) 477
2) K Fujisaki T Ueyama and K Okazawa IEEE Trans Magn 33 (1997) 1642
3) S Wang G A De Toledo K Vaumllimaa and S Louhenkilpi ISIJ Int 54 (2014) 2273
4) N Genma T Soejima T Saito M Kimura Y Kaihara H Fukumoto and K Ayata ISIJ Int 29 (1989) 1056
5) J Nakashima A Kiyose Y Ohtani J Fukuda T Kawase and M Doki Nippon Steel Tech Rep (2002) No 86 61
6) H Lei D-Q Geng and J-C He ISIJ Int 49 (2009) 15757) Y-H Ho and W-S Hwang ISIJ Int 43 (2003) 17158) L Zhang J Aoki and B G Thomas Metall Mater Trans B 37
(2006) 3619) Q Wang L Zhang and S Sridhar Metall Mater Trans B 47
(2016) 262310) Z Liu B Li M Jiang and T Fumitaka ISIJ Int 54 (2014) 131411) Y Wang and L Zhang Metall Mater Trans B 42 (2011) 131912) B Li and F Tsukihashi ISIJ Int 43 (2003) 92313) Q Yuan B G Thomas and S P Vanka Metall Mater Trans B
35 (2004) 70314) L Zhang and Y Wang JOM 64 (2012) 106315) B G Thomas Q Yuan S Mahmood R Liu and R Chaudhary
Metall Mater Trans B 45 (2014) 2216) Z Liu B Li L Zhang and G Xu ISIJ Int 54 (2014) 232417) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9418) K Jin B G Thomas and X Ruan Metall Mater Trans B 47
(2016) 54819) C Pfeiler B G Thomas M Wu A Ludwig and A Kharicha Steel
Res Int 79 (2008) 59920) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9421) Z Liu L Li B Li and M Jiang JOM 66 (2014) 118422) Z Liu and B Li Powder Technol 287 (2016) 31523) Z Liu L Li and B Li JOM 68 (2016) 218024) S Wang L Zhang Q Wang W Yang Y Wang L Ren and L
Cheng Metall Res Technol 113 (2016) 20525) T Toh H Hasegawa and H Harada ISIJ Int 41 (2001) 124526) L B Trindade J E A Nadalon A C F Vilela M Vilhena and R
B Soares Steel Res Int 78 (2007) 70827) Q Wang S Li Y Li L Zhang and X Wang EPD Congress 2013 -
TMS 2013 Annual Meeting and Exhibition TMS Warrendale PA (2013) 135
28) H Q Yu and M Y Zhu Ironmaking Steelmaking 39 (2012) 57429) W Derda and I Staniewski 7th Int Conf on Processing and Manu-
facturing of Advanced Materials (THERMEC2011) Trans Tech Publications Zurich (2012) 1385
30) G F Zhang Y H Ding and Z Shi 2013 Int Conf on Advances in Energy and Environmental Science Trans Tech Publications Zurich (2013) 1716
31) B E Launder and D B Spalding Lectures in Mathematical Models of Turbulence Academic Press London (1972)
32) A D Brent V R Voller and K J Reid Numer Heat Transf 13 (1988) 297
33) C T Crowe J D Schwarzkopf M Sommerfeld and Y Tsuji Mul-tiphase Flows with Droplets and Particles CRC Press Boca Raton FL (2011)
34) P G Saffman J Fluid Mech 22 (1965) 38535) L L Baxter and P J Smith Energy Fuel 7 (1993) 85236) H Liu M Xu S Qiu and H Zhang Metall Mater Trans B 43
(2012) 165737) K Y M Lai M Salcudean S Tanaka and R I L Guthrie Metall
Trans B 17 (1986) 44938) S H Seyedein and M Hasan Int J Heat Mass Transf 40 (1997)
440539) H Yang X Zhang K Deng W Li Y Gan and L Zhao Metall
Mater Trans B 29 (1998) 134540) Y Meng and B G Thomas Metall Mater Trans B 34 (2003) 65841) D Janis R Inoue A Karasev and P G Jonsson Adv Mater Sci
Eng 2014 (2014) 7

ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2171
of the longitudinal section The jet exiting the nozzle travels across the mold cavity and splits into upward and down-ward flowing jets This diverted flow creates the classic upper and lower recirculation zones of a double-roll flow pattern Furthermore two small swirls exist beneath the SEN The lower recirculation zone is much larger because it is not confined The upper zone is constrained by the top surface and the jet exiting the SEN By comparing the streamlines on the three longitudinal planes it can be found that the upper recirculation zones are similar Nevertheless the lower recirculation zone on the wide-face center plane is larger than those on the wide-face quarter planes because the velocity of the downward jet on the wide-face center plane is larger than those on the wide-face quarter planes When M-EMS is applied the molten steel flow pattern in the domain has been obviously changed The classical dou-ble-roll flow pattern can only be observed on the wide-face center plane because the X-axis and Z-axis components of the electromagnetic force shown in Fig 4(b) are tiny and their effects on the molten steel velocities are negligible Figures 6(a) and 6(c) reveal the 2-D streamlined distribu-tions on the lower and upper quarter planes of the wide face (Y=minus0625 m and Y=0625 m planes) the arrows indicate the directions of the electromagnetic force X-axis component On the lower quarter plane of wide face the lower and upper recirculation zones disappear on the right side and the molten steel flows to the left side On the left side the lower and upper recirculation zones are diminished It is the X-axis component of the electromagnetic force dis-played in Fig 4(c) that enhances the flow on the left side and restrains the flow on the right side On the upper quarter plane of wide face the situation is just the opposite because the X-axis component of the electromagnetic enhances the flow on the right side and restrains the flow on the left side
Figure 7 shows contour plot of the solidifying shell thick-ness on the slab wide face The liquid fraction is 02 at the solidifying front As is shown in Fig 7(a) the solidifying shell in the case without M-EMS is symmetric about the centerline of the slab wide face When M-EMS is off the flow pattern that the flow field is symmetrical about the wide face centerline and there are no obvious transverse swirls leads to the distribution of solidifying shell Nevertheless the distribution of solidifying shell in the case with M-EMS is changed when the M-EMS is applied As is shown in Figs 7(b) and 7(c) the solidification shell is not symmet-ric about the slab wide face centerline Two special zones (Zone A and Zone B) at which solidifying shells are thin obviously appear at the margin of wide face To discuss this phenomenon contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) in the cases without M-EMS and with M-EMS are demonstrated in Fig 8
As is shown in Fig 8(a) when M-EMS is off the flow of molten steel on the transverse plane is relatively homogenous and molten steel flows mainly along the width direction Molten steel merely presents a thickness direction flow along the vertical centerline of the transverse plane The solidifying shell is also relatively homogenous When M-EMS is applied there are four transverse swirls of the molten steel which almost coincide with those four transverse swirls of electromagnetic force shown in Fig 3(b) Those transverse swirls of molten steel result in the inhomogeneity of heat transfer and impact on the solidifying shell Consequently the solidifying shell is inhomogeneous As is shown in Fig 3(b) the time-averaged electromagnetic forces on the upper left and lower right corners of the cross-section are outward As a result the molten steel flows to the solidifying shell and impacts the solidifying shell at the two positions which results in the existences of Zone A and Zone B It is assumed that the M-EMS has an influence on the solidification of the molten steel indirectly through changing the flow pattern
Fig 8 Contour plot of liquid fraction and 2-D streamline plot on the stirrer mid-plane (Z=minus045 m) (a) without M-EMS (b) with M-EMS (Online version in color)
Fig 9 Inclusion distributions (larger than 50 μm) in the case without M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
33 EffectofM-EMSonLargeInclusionCaptureFigures 9 and 10 reveal the distributions of large inclu-
sions over 50 μm at 0ndash004 m under the upper wide surface in the cases without M-EMS and with M-EMS The shadow zones in the figures represent the inclusion capture zones at the solidifying front The experiment samples were obtained from the pattern zones filled with diagonals In the case without M-EMS the inclusion capture zones are symmetric about the centerline of the slab wide face nevertheless in the case with M-EMS those are not symmetrical This is due to the asymmetry of the solidifying shell caused by the electromagnetic force The results suggest that large inclu-sions are mainly concentrated at 001ndash003 m under the upper wide surface for both cases
In the case without M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash003 m below the upper wide surface The inclusions with a diameter of
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2172
Fig 10 Inclusion distributions (larger than 50 μm) in the case with M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
larger than 194 μm only exist at 003ndash004 m below the upper wide surface In the case with M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash002 m under the upper wide surface No inclusions larger than 194 μm in diamter can be captured by the solidifying front It is assumed that the M-EMS affected the flow pattern and solidifying shell thickness Consequently the inclusion distributions are different between the case without M-EMS and with M-EMS
As are shown in Figs 9 and 10 it can be found in that some clusters of captured inclusions exist in the solidifying shell and the clustering positions are different for the two cases Figure 11 reveals the number variations of captured inclusions along the width direction at the slab wide face for the two cases As is indicated in Fig 11(a) when M-EMS is off the distributions of the inclusions at 0ndash001 m and 001ndash002 m below the upper wide surface are more homogeneous than those at other locations At 002ndash004 m below the upper wide surface inclusion clusters appear near the quarter of the slab wide face As is shown in Fig 11(b) when M-EMS is applied the positions of the inclusion clusters have changed significantly At 0ndash001 m under the upper wide surface inclusion clusters appear at center of the wide face and the right 18 of the wide face At 001ndash002 m under the upper wide surface inclusion clusters appear at the center and right edge of the wide face At 002ndash003 m under the upper wide surface inclusion clusters appear at the right and left edges of the wide face At 003ndash004 m under the upper wide surface the distribution of the inclu-sions is relatively even
Figure 12 shows the size distribution and number of captured inclusions at the slab wide face In both cases the captured inclusions are mainly located at 001ndash003 m beneath the upper wide surface At 0ndash002 m under the upper wide surface the total numbers of the captured inclusions in the case with M-EMS are larger than those in the case without M-EMS Furthermore the numbers of the
Fig 11 Number of captured inclusions along the width direction at the slab wide face (a) without EMS (b) with EMS (Online version in color)
Fig 12 Size distribution and number of captured inclusions at the slab wide face (a) 50ndash125 μm (b) gt125 μm (Online version in color)
captured inclusions in different size groups are larger in the case with M-EMS except the number of the captured inclu-sions ranging in size from 150 μm to 175 μm at 0ndash001 m
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2173
under the upper wide surface At 002ndash004 m under the upper wide surface the total numbers of the captured inclu-sions in the case with EMS are less than those in the case without M-EMS Moreover the numbers of the captured inclusions in different size groups are less in the case with M-EMS except the number of the captured inclusions in the 125ndash150 μm group at 002ndash003 m under the upper wide surface At 001ndash002 m and 003ndash004 m under the upper wide surface there are notable differences between the total captured inclusion numbers in the cases without EMS and with EMS
Figure 13 shows the area of the inclusion capture zone at different distances under the upper wide surface The areas at 0ndash002 m beneath the upper wide surface in the case with EMS are larger than those in the case without M-EMS and the difference between the two cases is espe-cially pronounced at 001ndash002 m beneath the upper wide surface This may account for the variations of the total captured inclusions between the two cases at the two loca-tions At 002ndash003 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is larger than that in the case without M-EMS However since the total number of the captured inclusions increases when M-EMS is applied at 0ndash002 m beneath the upper wide surface the number of inclusions which can be captued at 002ndash004 m beneath the upper wide surface would decrease Therefore the total number of captured inclusions in the case with M-EMS is less than that in the case without M-EMS at 002ndash004 m beneath the upper wide surface Besides at 003ndash004 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is smaller than that in the case without M-EMS so the variation of the captured inclusion number between the two cases is considerable
4 Model ValidationIn order to validate the model the present work has
quantitatively extracted large inclusions in steel adopting the method of galvanostatic electrolysis41) The steel samples under the same process parameters used in the present work have been taken in a steel plant The composition of the non-aqueous electrolyte is 99 ethanol and FeCl3 Figure 14 shows the device used in this method The steel sample served as the anode For the sake of protecting the steel samples from oxidation this method took advantage of an argon atmosphere The size of the steel sample is 01 m times 015 m times 004 m The electrolyte is filtered by a nylon membrane filter with an open pore size of 50 μm to obtain the inclusions Subsequently the inclusions are weighed by an analytical balance and particle sizes were measured by stereoscope at a magnification of 30ndash45x
The inclusion numbers and masses have been obtained from the pattern zones filled with diagonals as shown in Figs 9 and 10 The inclusion weights have been calculated from the equation as follows
m rp p i p
i
n
==sum 4
3π ρ 3
0
(35)
where n is the maximum number of the inclusion within the same radius ρp is the density of the inclusion and rpi is the radius of the i-th inclusion In order to normalize the datum for every case the present work sum the datum of the three positions and then evaluates the proportions at each position
Figure 15 reveals inclusion number percentages and mass percentages at different positions of the slab wide face for different cases The results suggest that the variation trends of the number and mass percentages are similar for both the experiment and simulation which validates the model The inclusion number percentages and mass percentages are high at the quarter of the slab wide face for the experiment and simulation without M-EMS However with M-EMS the percentages of number and mass are low at the quarter of the slab wide face
Fig 13 Area of the inclusion capture zone at different distances under the upper surface of the slab wide face (Online version in color)
Fig 14 Schematic diagram of electrolytic device
Fig 15 Comparison of simulation data with experimental data (a) inclusion number percentages (b) mass percentages (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2174
5 ConclusionsThe present work has built a three-dimensional model
coupling the electromagnetic field flow field solidification and inclusion motion The present work has investigated inclusion capture in the solidification process of slab con-tinuous casting with the effect of M-EMS The distributions of magnetic flux density and time-averaged electromagnetic force have been reported The effects of the M-EMS on the flow field solidification and inclusion capture in the process have been revealed The conclusions are as follows
(1) The distributions of magnetic flux density and time-averaged electromagnetic force are centrally symmetrical on the cross-section of the mold Also for the time-averaged electromagnetic force four small transverse swirl zones exist in the interior of the mold
(2) The M-EMS changes the flow pattern of the molten steel in the mold When M-EMS is off the flow field present a classic double-roll flow pattern When M-EMS is applied the transverse flow in the mold is enhanced and the clas-sical double-roll flow pattern can only be observed on the wide-face center plane
(3) The M-EMS has an influence on the solidification of the molten steel indirectly by changing the flow pattern The solidifying shell without EMS is symmetrical about the centerline of the wide face Nevertheless with M-EMS the solidifying shell is not symmetric about the centerline of the wide face Besides two special zone at which solidifying shells are obviously thin appear at the margin of wide face
(4) Large inclusions are mainly concentrated at 001ndash003 m under the wide surface for the both cases Some clusters of captured inclusions exist in solidifying shell and there are different cluster positions in the two cases At 0ndash002 m under the upper wide surface the total numbers of captured inclusions in the case with M-EMS are larger than those in the case without M-EMS At 002ndash004 m under the upper wide surface the situation is just the reverse
AcknowledgmentsThe authors gratefully express their appreciation to the
National Natural Science Foundation of China (U1360201) and (51474023) for sponsoring this work
REFERENCES
1) P K Tripathy S Das M K Jha J B Singh A M Kumar and A K Das Ironmaking Steelmaking 33 (2006) 477
2) K Fujisaki T Ueyama and K Okazawa IEEE Trans Magn 33 (1997) 1642
3) S Wang G A De Toledo K Vaumllimaa and S Louhenkilpi ISIJ Int 54 (2014) 2273
4) N Genma T Soejima T Saito M Kimura Y Kaihara H Fukumoto and K Ayata ISIJ Int 29 (1989) 1056
5) J Nakashima A Kiyose Y Ohtani J Fukuda T Kawase and M Doki Nippon Steel Tech Rep (2002) No 86 61
6) H Lei D-Q Geng and J-C He ISIJ Int 49 (2009) 15757) Y-H Ho and W-S Hwang ISIJ Int 43 (2003) 17158) L Zhang J Aoki and B G Thomas Metall Mater Trans B 37
(2006) 3619) Q Wang L Zhang and S Sridhar Metall Mater Trans B 47
(2016) 262310) Z Liu B Li M Jiang and T Fumitaka ISIJ Int 54 (2014) 131411) Y Wang and L Zhang Metall Mater Trans B 42 (2011) 131912) B Li and F Tsukihashi ISIJ Int 43 (2003) 92313) Q Yuan B G Thomas and S P Vanka Metall Mater Trans B
35 (2004) 70314) L Zhang and Y Wang JOM 64 (2012) 106315) B G Thomas Q Yuan S Mahmood R Liu and R Chaudhary
Metall Mater Trans B 45 (2014) 2216) Z Liu B Li L Zhang and G Xu ISIJ Int 54 (2014) 232417) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9418) K Jin B G Thomas and X Ruan Metall Mater Trans B 47
(2016) 54819) C Pfeiler B G Thomas M Wu A Ludwig and A Kharicha Steel
Res Int 79 (2008) 59920) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9421) Z Liu L Li B Li and M Jiang JOM 66 (2014) 118422) Z Liu and B Li Powder Technol 287 (2016) 31523) Z Liu L Li and B Li JOM 68 (2016) 218024) S Wang L Zhang Q Wang W Yang Y Wang L Ren and L
Cheng Metall Res Technol 113 (2016) 20525) T Toh H Hasegawa and H Harada ISIJ Int 41 (2001) 124526) L B Trindade J E A Nadalon A C F Vilela M Vilhena and R
B Soares Steel Res Int 78 (2007) 70827) Q Wang S Li Y Li L Zhang and X Wang EPD Congress 2013 -
TMS 2013 Annual Meeting and Exhibition TMS Warrendale PA (2013) 135
28) H Q Yu and M Y Zhu Ironmaking Steelmaking 39 (2012) 57429) W Derda and I Staniewski 7th Int Conf on Processing and Manu-
facturing of Advanced Materials (THERMEC2011) Trans Tech Publications Zurich (2012) 1385
30) G F Zhang Y H Ding and Z Shi 2013 Int Conf on Advances in Energy and Environmental Science Trans Tech Publications Zurich (2013) 1716
31) B E Launder and D B Spalding Lectures in Mathematical Models of Turbulence Academic Press London (1972)
32) A D Brent V R Voller and K J Reid Numer Heat Transf 13 (1988) 297
33) C T Crowe J D Schwarzkopf M Sommerfeld and Y Tsuji Mul-tiphase Flows with Droplets and Particles CRC Press Boca Raton FL (2011)
34) P G Saffman J Fluid Mech 22 (1965) 38535) L L Baxter and P J Smith Energy Fuel 7 (1993) 85236) H Liu M Xu S Qiu and H Zhang Metall Mater Trans B 43
(2012) 165737) K Y M Lai M Salcudean S Tanaka and R I L Guthrie Metall
Trans B 17 (1986) 44938) S H Seyedein and M Hasan Int J Heat Mass Transf 40 (1997)
440539) H Yang X Zhang K Deng W Li Y Gan and L Zhao Metall
Mater Trans B 29 (1998) 134540) Y Meng and B G Thomas Metall Mater Trans B 34 (2003) 65841) D Janis R Inoue A Karasev and P G Jonsson Adv Mater Sci
Eng 2014 (2014) 7

ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2172
Fig 10 Inclusion distributions (larger than 50 μm) in the case with M-EMS at different locations under the surface of the slab wide face (a) 0ndash001 m (b) 001ndash002 m (c) 002ndash003 m (d) 003ndash004 m (the particles represent the captured inclusions and are colored by their diameters) (Online version in color)
larger than 194 μm only exist at 003ndash004 m below the upper wide surface In the case with M-EMS the inclusions larger than 176 μm in diameter mainly exist at 001ndash002 m under the upper wide surface No inclusions larger than 194 μm in diamter can be captured by the solidifying front It is assumed that the M-EMS affected the flow pattern and solidifying shell thickness Consequently the inclusion distributions are different between the case without M-EMS and with M-EMS
As are shown in Figs 9 and 10 it can be found in that some clusters of captured inclusions exist in the solidifying shell and the clustering positions are different for the two cases Figure 11 reveals the number variations of captured inclusions along the width direction at the slab wide face for the two cases As is indicated in Fig 11(a) when M-EMS is off the distributions of the inclusions at 0ndash001 m and 001ndash002 m below the upper wide surface are more homogeneous than those at other locations At 002ndash004 m below the upper wide surface inclusion clusters appear near the quarter of the slab wide face As is shown in Fig 11(b) when M-EMS is applied the positions of the inclusion clusters have changed significantly At 0ndash001 m under the upper wide surface inclusion clusters appear at center of the wide face and the right 18 of the wide face At 001ndash002 m under the upper wide surface inclusion clusters appear at the center and right edge of the wide face At 002ndash003 m under the upper wide surface inclusion clusters appear at the right and left edges of the wide face At 003ndash004 m under the upper wide surface the distribution of the inclu-sions is relatively even
Figure 12 shows the size distribution and number of captured inclusions at the slab wide face In both cases the captured inclusions are mainly located at 001ndash003 m beneath the upper wide surface At 0ndash002 m under the upper wide surface the total numbers of the captured inclusions in the case with M-EMS are larger than those in the case without M-EMS Furthermore the numbers of the
Fig 11 Number of captured inclusions along the width direction at the slab wide face (a) without EMS (b) with EMS (Online version in color)
Fig 12 Size distribution and number of captured inclusions at the slab wide face (a) 50ndash125 μm (b) gt125 μm (Online version in color)
captured inclusions in different size groups are larger in the case with M-EMS except the number of the captured inclu-sions ranging in size from 150 μm to 175 μm at 0ndash001 m
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2173
under the upper wide surface At 002ndash004 m under the upper wide surface the total numbers of the captured inclu-sions in the case with EMS are less than those in the case without M-EMS Moreover the numbers of the captured inclusions in different size groups are less in the case with M-EMS except the number of the captured inclusions in the 125ndash150 μm group at 002ndash003 m under the upper wide surface At 001ndash002 m and 003ndash004 m under the upper wide surface there are notable differences between the total captured inclusion numbers in the cases without EMS and with EMS
Figure 13 shows the area of the inclusion capture zone at different distances under the upper wide surface The areas at 0ndash002 m beneath the upper wide surface in the case with EMS are larger than those in the case without M-EMS and the difference between the two cases is espe-cially pronounced at 001ndash002 m beneath the upper wide surface This may account for the variations of the total captured inclusions between the two cases at the two loca-tions At 002ndash003 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is larger than that in the case without M-EMS However since the total number of the captured inclusions increases when M-EMS is applied at 0ndash002 m beneath the upper wide surface the number of inclusions which can be captued at 002ndash004 m beneath the upper wide surface would decrease Therefore the total number of captured inclusions in the case with M-EMS is less than that in the case without M-EMS at 002ndash004 m beneath the upper wide surface Besides at 003ndash004 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is smaller than that in the case without M-EMS so the variation of the captured inclusion number between the two cases is considerable
4 Model ValidationIn order to validate the model the present work has
quantitatively extracted large inclusions in steel adopting the method of galvanostatic electrolysis41) The steel samples under the same process parameters used in the present work have been taken in a steel plant The composition of the non-aqueous electrolyte is 99 ethanol and FeCl3 Figure 14 shows the device used in this method The steel sample served as the anode For the sake of protecting the steel samples from oxidation this method took advantage of an argon atmosphere The size of the steel sample is 01 m times 015 m times 004 m The electrolyte is filtered by a nylon membrane filter with an open pore size of 50 μm to obtain the inclusions Subsequently the inclusions are weighed by an analytical balance and particle sizes were measured by stereoscope at a magnification of 30ndash45x
The inclusion numbers and masses have been obtained from the pattern zones filled with diagonals as shown in Figs 9 and 10 The inclusion weights have been calculated from the equation as follows
m rp p i p
i
n
==sum 4
3π ρ 3
0
(35)
where n is the maximum number of the inclusion within the same radius ρp is the density of the inclusion and rpi is the radius of the i-th inclusion In order to normalize the datum for every case the present work sum the datum of the three positions and then evaluates the proportions at each position
Figure 15 reveals inclusion number percentages and mass percentages at different positions of the slab wide face for different cases The results suggest that the variation trends of the number and mass percentages are similar for both the experiment and simulation which validates the model The inclusion number percentages and mass percentages are high at the quarter of the slab wide face for the experiment and simulation without M-EMS However with M-EMS the percentages of number and mass are low at the quarter of the slab wide face
Fig 13 Area of the inclusion capture zone at different distances under the upper surface of the slab wide face (Online version in color)
Fig 14 Schematic diagram of electrolytic device
Fig 15 Comparison of simulation data with experimental data (a) inclusion number percentages (b) mass percentages (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2174
5 ConclusionsThe present work has built a three-dimensional model
coupling the electromagnetic field flow field solidification and inclusion motion The present work has investigated inclusion capture in the solidification process of slab con-tinuous casting with the effect of M-EMS The distributions of magnetic flux density and time-averaged electromagnetic force have been reported The effects of the M-EMS on the flow field solidification and inclusion capture in the process have been revealed The conclusions are as follows
(1) The distributions of magnetic flux density and time-averaged electromagnetic force are centrally symmetrical on the cross-section of the mold Also for the time-averaged electromagnetic force four small transverse swirl zones exist in the interior of the mold
(2) The M-EMS changes the flow pattern of the molten steel in the mold When M-EMS is off the flow field present a classic double-roll flow pattern When M-EMS is applied the transverse flow in the mold is enhanced and the clas-sical double-roll flow pattern can only be observed on the wide-face center plane
(3) The M-EMS has an influence on the solidification of the molten steel indirectly by changing the flow pattern The solidifying shell without EMS is symmetrical about the centerline of the wide face Nevertheless with M-EMS the solidifying shell is not symmetric about the centerline of the wide face Besides two special zone at which solidifying shells are obviously thin appear at the margin of wide face
(4) Large inclusions are mainly concentrated at 001ndash003 m under the wide surface for the both cases Some clusters of captured inclusions exist in solidifying shell and there are different cluster positions in the two cases At 0ndash002 m under the upper wide surface the total numbers of captured inclusions in the case with M-EMS are larger than those in the case without M-EMS At 002ndash004 m under the upper wide surface the situation is just the reverse
AcknowledgmentsThe authors gratefully express their appreciation to the
National Natural Science Foundation of China (U1360201) and (51474023) for sponsoring this work
REFERENCES
1) P K Tripathy S Das M K Jha J B Singh A M Kumar and A K Das Ironmaking Steelmaking 33 (2006) 477
2) K Fujisaki T Ueyama and K Okazawa IEEE Trans Magn 33 (1997) 1642
3) S Wang G A De Toledo K Vaumllimaa and S Louhenkilpi ISIJ Int 54 (2014) 2273
4) N Genma T Soejima T Saito M Kimura Y Kaihara H Fukumoto and K Ayata ISIJ Int 29 (1989) 1056
5) J Nakashima A Kiyose Y Ohtani J Fukuda T Kawase and M Doki Nippon Steel Tech Rep (2002) No 86 61
6) H Lei D-Q Geng and J-C He ISIJ Int 49 (2009) 15757) Y-H Ho and W-S Hwang ISIJ Int 43 (2003) 17158) L Zhang J Aoki and B G Thomas Metall Mater Trans B 37
(2006) 3619) Q Wang L Zhang and S Sridhar Metall Mater Trans B 47
(2016) 262310) Z Liu B Li M Jiang and T Fumitaka ISIJ Int 54 (2014) 131411) Y Wang and L Zhang Metall Mater Trans B 42 (2011) 131912) B Li and F Tsukihashi ISIJ Int 43 (2003) 92313) Q Yuan B G Thomas and S P Vanka Metall Mater Trans B
35 (2004) 70314) L Zhang and Y Wang JOM 64 (2012) 106315) B G Thomas Q Yuan S Mahmood R Liu and R Chaudhary
Metall Mater Trans B 45 (2014) 2216) Z Liu B Li L Zhang and G Xu ISIJ Int 54 (2014) 232417) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9418) K Jin B G Thomas and X Ruan Metall Mater Trans B 47
(2016) 54819) C Pfeiler B G Thomas M Wu A Ludwig and A Kharicha Steel
Res Int 79 (2008) 59920) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9421) Z Liu L Li B Li and M Jiang JOM 66 (2014) 118422) Z Liu and B Li Powder Technol 287 (2016) 31523) Z Liu L Li and B Li JOM 68 (2016) 218024) S Wang L Zhang Q Wang W Yang Y Wang L Ren and L
Cheng Metall Res Technol 113 (2016) 20525) T Toh H Hasegawa and H Harada ISIJ Int 41 (2001) 124526) L B Trindade J E A Nadalon A C F Vilela M Vilhena and R
B Soares Steel Res Int 78 (2007) 70827) Q Wang S Li Y Li L Zhang and X Wang EPD Congress 2013 -
TMS 2013 Annual Meeting and Exhibition TMS Warrendale PA (2013) 135
28) H Q Yu and M Y Zhu Ironmaking Steelmaking 39 (2012) 57429) W Derda and I Staniewski 7th Int Conf on Processing and Manu-
facturing of Advanced Materials (THERMEC2011) Trans Tech Publications Zurich (2012) 1385
30) G F Zhang Y H Ding and Z Shi 2013 Int Conf on Advances in Energy and Environmental Science Trans Tech Publications Zurich (2013) 1716
31) B E Launder and D B Spalding Lectures in Mathematical Models of Turbulence Academic Press London (1972)
32) A D Brent V R Voller and K J Reid Numer Heat Transf 13 (1988) 297
33) C T Crowe J D Schwarzkopf M Sommerfeld and Y Tsuji Mul-tiphase Flows with Droplets and Particles CRC Press Boca Raton FL (2011)
34) P G Saffman J Fluid Mech 22 (1965) 38535) L L Baxter and P J Smith Energy Fuel 7 (1993) 85236) H Liu M Xu S Qiu and H Zhang Metall Mater Trans B 43
(2012) 165737) K Y M Lai M Salcudean S Tanaka and R I L Guthrie Metall
Trans B 17 (1986) 44938) S H Seyedein and M Hasan Int J Heat Mass Transf 40 (1997)
440539) H Yang X Zhang K Deng W Li Y Gan and L Zhao Metall
Mater Trans B 29 (1998) 134540) Y Meng and B G Thomas Metall Mater Trans B 34 (2003) 65841) D Janis R Inoue A Karasev and P G Jonsson Adv Mater Sci
Eng 2014 (2014) 7

ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ2173
under the upper wide surface At 002ndash004 m under the upper wide surface the total numbers of the captured inclu-sions in the case with EMS are less than those in the case without M-EMS Moreover the numbers of the captured inclusions in different size groups are less in the case with M-EMS except the number of the captured inclusions in the 125ndash150 μm group at 002ndash003 m under the upper wide surface At 001ndash002 m and 003ndash004 m under the upper wide surface there are notable differences between the total captured inclusion numbers in the cases without EMS and with EMS
Figure 13 shows the area of the inclusion capture zone at different distances under the upper wide surface The areas at 0ndash002 m beneath the upper wide surface in the case with EMS are larger than those in the case without M-EMS and the difference between the two cases is espe-cially pronounced at 001ndash002 m beneath the upper wide surface This may account for the variations of the total captured inclusions between the two cases at the two loca-tions At 002ndash003 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is larger than that in the case without M-EMS However since the total number of the captured inclusions increases when M-EMS is applied at 0ndash002 m beneath the upper wide surface the number of inclusions which can be captued at 002ndash004 m beneath the upper wide surface would decrease Therefore the total number of captured inclusions in the case with M-EMS is less than that in the case without M-EMS at 002ndash004 m beneath the upper wide surface Besides at 003ndash004 m beneath the upper wide surface the area of the inclusion capture zone in the case with M-EMS is smaller than that in the case without M-EMS so the variation of the captured inclusion number between the two cases is considerable
4 Model ValidationIn order to validate the model the present work has
quantitatively extracted large inclusions in steel adopting the method of galvanostatic electrolysis41) The steel samples under the same process parameters used in the present work have been taken in a steel plant The composition of the non-aqueous electrolyte is 99 ethanol and FeCl3 Figure 14 shows the device used in this method The steel sample served as the anode For the sake of protecting the steel samples from oxidation this method took advantage of an argon atmosphere The size of the steel sample is 01 m times 015 m times 004 m The electrolyte is filtered by a nylon membrane filter with an open pore size of 50 μm to obtain the inclusions Subsequently the inclusions are weighed by an analytical balance and particle sizes were measured by stereoscope at a magnification of 30ndash45x
The inclusion numbers and masses have been obtained from the pattern zones filled with diagonals as shown in Figs 9 and 10 The inclusion weights have been calculated from the equation as follows
m rp p i p
i
n
==sum 4
3π ρ 3
0
(35)
where n is the maximum number of the inclusion within the same radius ρp is the density of the inclusion and rpi is the radius of the i-th inclusion In order to normalize the datum for every case the present work sum the datum of the three positions and then evaluates the proportions at each position
Figure 15 reveals inclusion number percentages and mass percentages at different positions of the slab wide face for different cases The results suggest that the variation trends of the number and mass percentages are similar for both the experiment and simulation which validates the model The inclusion number percentages and mass percentages are high at the quarter of the slab wide face for the experiment and simulation without M-EMS However with M-EMS the percentages of number and mass are low at the quarter of the slab wide face
Fig 13 Area of the inclusion capture zone at different distances under the upper surface of the slab wide face (Online version in color)
Fig 14 Schematic diagram of electrolytic device
Fig 15 Comparison of simulation data with experimental data (a) inclusion number percentages (b) mass percentages (Online version in color)
ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2174
5 ConclusionsThe present work has built a three-dimensional model
coupling the electromagnetic field flow field solidification and inclusion motion The present work has investigated inclusion capture in the solidification process of slab con-tinuous casting with the effect of M-EMS The distributions of magnetic flux density and time-averaged electromagnetic force have been reported The effects of the M-EMS on the flow field solidification and inclusion capture in the process have been revealed The conclusions are as follows
(1) The distributions of magnetic flux density and time-averaged electromagnetic force are centrally symmetrical on the cross-section of the mold Also for the time-averaged electromagnetic force four small transverse swirl zones exist in the interior of the mold
(2) The M-EMS changes the flow pattern of the molten steel in the mold When M-EMS is off the flow field present a classic double-roll flow pattern When M-EMS is applied the transverse flow in the mold is enhanced and the clas-sical double-roll flow pattern can only be observed on the wide-face center plane
(3) The M-EMS has an influence on the solidification of the molten steel indirectly by changing the flow pattern The solidifying shell without EMS is symmetrical about the centerline of the wide face Nevertheless with M-EMS the solidifying shell is not symmetric about the centerline of the wide face Besides two special zone at which solidifying shells are obviously thin appear at the margin of wide face
(4) Large inclusions are mainly concentrated at 001ndash003 m under the wide surface for the both cases Some clusters of captured inclusions exist in solidifying shell and there are different cluster positions in the two cases At 0ndash002 m under the upper wide surface the total numbers of captured inclusions in the case with M-EMS are larger than those in the case without M-EMS At 002ndash004 m under the upper wide surface the situation is just the reverse
AcknowledgmentsThe authors gratefully express their appreciation to the
National Natural Science Foundation of China (U1360201) and (51474023) for sponsoring this work
REFERENCES
1) P K Tripathy S Das M K Jha J B Singh A M Kumar and A K Das Ironmaking Steelmaking 33 (2006) 477
2) K Fujisaki T Ueyama and K Okazawa IEEE Trans Magn 33 (1997) 1642
3) S Wang G A De Toledo K Vaumllimaa and S Louhenkilpi ISIJ Int 54 (2014) 2273
4) N Genma T Soejima T Saito M Kimura Y Kaihara H Fukumoto and K Ayata ISIJ Int 29 (1989) 1056
5) J Nakashima A Kiyose Y Ohtani J Fukuda T Kawase and M Doki Nippon Steel Tech Rep (2002) No 86 61
6) H Lei D-Q Geng and J-C He ISIJ Int 49 (2009) 15757) Y-H Ho and W-S Hwang ISIJ Int 43 (2003) 17158) L Zhang J Aoki and B G Thomas Metall Mater Trans B 37
(2006) 3619) Q Wang L Zhang and S Sridhar Metall Mater Trans B 47
(2016) 262310) Z Liu B Li M Jiang and T Fumitaka ISIJ Int 54 (2014) 131411) Y Wang and L Zhang Metall Mater Trans B 42 (2011) 131912) B Li and F Tsukihashi ISIJ Int 43 (2003) 92313) Q Yuan B G Thomas and S P Vanka Metall Mater Trans B
35 (2004) 70314) L Zhang and Y Wang JOM 64 (2012) 106315) B G Thomas Q Yuan S Mahmood R Liu and R Chaudhary
Metall Mater Trans B 45 (2014) 2216) Z Liu B Li L Zhang and G Xu ISIJ Int 54 (2014) 232417) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9418) K Jin B G Thomas and X Ruan Metall Mater Trans B 47
(2016) 54819) C Pfeiler B G Thomas M Wu A Ludwig and A Kharicha Steel
Res Int 79 (2008) 59920) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9421) Z Liu L Li B Li and M Jiang JOM 66 (2014) 118422) Z Liu and B Li Powder Technol 287 (2016) 31523) Z Liu L Li and B Li JOM 68 (2016) 218024) S Wang L Zhang Q Wang W Yang Y Wang L Ren and L
Cheng Metall Res Technol 113 (2016) 20525) T Toh H Hasegawa and H Harada ISIJ Int 41 (2001) 124526) L B Trindade J E A Nadalon A C F Vilela M Vilhena and R
B Soares Steel Res Int 78 (2007) 70827) Q Wang S Li Y Li L Zhang and X Wang EPD Congress 2013 -
TMS 2013 Annual Meeting and Exhibition TMS Warrendale PA (2013) 135
28) H Q Yu and M Y Zhu Ironmaking Steelmaking 39 (2012) 57429) W Derda and I Staniewski 7th Int Conf on Processing and Manu-
facturing of Advanced Materials (THERMEC2011) Trans Tech Publications Zurich (2012) 1385
30) G F Zhang Y H Ding and Z Shi 2013 Int Conf on Advances in Energy and Environmental Science Trans Tech Publications Zurich (2013) 1716
31) B E Launder and D B Spalding Lectures in Mathematical Models of Turbulence Academic Press London (1972)
32) A D Brent V R Voller and K J Reid Numer Heat Transf 13 (1988) 297
33) C T Crowe J D Schwarzkopf M Sommerfeld and Y Tsuji Mul-tiphase Flows with Droplets and Particles CRC Press Boca Raton FL (2011)
34) P G Saffman J Fluid Mech 22 (1965) 38535) L L Baxter and P J Smith Energy Fuel 7 (1993) 85236) H Liu M Xu S Qiu and H Zhang Metall Mater Trans B 43
(2012) 165737) K Y M Lai M Salcudean S Tanaka and R I L Guthrie Metall
Trans B 17 (1986) 44938) S H Seyedein and M Hasan Int J Heat Mass Transf 40 (1997)
440539) H Yang X Zhang K Deng W Li Y Gan and L Zhao Metall
Mater Trans B 29 (1998) 134540) Y Meng and B G Thomas Metall Mater Trans B 34 (2003) 65841) D Janis R Inoue A Karasev and P G Jonsson Adv Mater Sci
Eng 2014 (2014) 7

ISIJ International Vol 57 (2017) No 12
copy 2017 ISIJ 2174
5 ConclusionsThe present work has built a three-dimensional model
coupling the electromagnetic field flow field solidification and inclusion motion The present work has investigated inclusion capture in the solidification process of slab con-tinuous casting with the effect of M-EMS The distributions of magnetic flux density and time-averaged electromagnetic force have been reported The effects of the M-EMS on the flow field solidification and inclusion capture in the process have been revealed The conclusions are as follows
(1) The distributions of magnetic flux density and time-averaged electromagnetic force are centrally symmetrical on the cross-section of the mold Also for the time-averaged electromagnetic force four small transverse swirl zones exist in the interior of the mold
(2) The M-EMS changes the flow pattern of the molten steel in the mold When M-EMS is off the flow field present a classic double-roll flow pattern When M-EMS is applied the transverse flow in the mold is enhanced and the clas-sical double-roll flow pattern can only be observed on the wide-face center plane
(3) The M-EMS has an influence on the solidification of the molten steel indirectly by changing the flow pattern The solidifying shell without EMS is symmetrical about the centerline of the wide face Nevertheless with M-EMS the solidifying shell is not symmetric about the centerline of the wide face Besides two special zone at which solidifying shells are obviously thin appear at the margin of wide face
(4) Large inclusions are mainly concentrated at 001ndash003 m under the wide surface for the both cases Some clusters of captured inclusions exist in solidifying shell and there are different cluster positions in the two cases At 0ndash002 m under the upper wide surface the total numbers of captured inclusions in the case with M-EMS are larger than those in the case without M-EMS At 002ndash004 m under the upper wide surface the situation is just the reverse
AcknowledgmentsThe authors gratefully express their appreciation to the
National Natural Science Foundation of China (U1360201) and (51474023) for sponsoring this work
REFERENCES
1) P K Tripathy S Das M K Jha J B Singh A M Kumar and A K Das Ironmaking Steelmaking 33 (2006) 477
2) K Fujisaki T Ueyama and K Okazawa IEEE Trans Magn 33 (1997) 1642
3) S Wang G A De Toledo K Vaumllimaa and S Louhenkilpi ISIJ Int 54 (2014) 2273
4) N Genma T Soejima T Saito M Kimura Y Kaihara H Fukumoto and K Ayata ISIJ Int 29 (1989) 1056
5) J Nakashima A Kiyose Y Ohtani J Fukuda T Kawase and M Doki Nippon Steel Tech Rep (2002) No 86 61
6) H Lei D-Q Geng and J-C He ISIJ Int 49 (2009) 15757) Y-H Ho and W-S Hwang ISIJ Int 43 (2003) 17158) L Zhang J Aoki and B G Thomas Metall Mater Trans B 37
(2006) 3619) Q Wang L Zhang and S Sridhar Metall Mater Trans B 47
(2016) 262310) Z Liu B Li M Jiang and T Fumitaka ISIJ Int 54 (2014) 131411) Y Wang and L Zhang Metall Mater Trans B 42 (2011) 131912) B Li and F Tsukihashi ISIJ Int 43 (2003) 92313) Q Yuan B G Thomas and S P Vanka Metall Mater Trans B
35 (2004) 70314) L Zhang and Y Wang JOM 64 (2012) 106315) B G Thomas Q Yuan S Mahmood R Liu and R Chaudhary
Metall Mater Trans B 45 (2014) 2216) Z Liu B Li L Zhang and G Xu ISIJ Int 54 (2014) 232417) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9418) K Jin B G Thomas and X Ruan Metall Mater Trans B 47
(2016) 54819) C Pfeiler B G Thomas M Wu A Ludwig and A Kharicha Steel
Res Int 79 (2008) 59920) S Lei J Zhang X Zhao and K He ISIJ Int 54 (2014) 9421) Z Liu L Li B Li and M Jiang JOM 66 (2014) 118422) Z Liu and B Li Powder Technol 287 (2016) 31523) Z Liu L Li and B Li JOM 68 (2016) 218024) S Wang L Zhang Q Wang W Yang Y Wang L Ren and L
Cheng Metall Res Technol 113 (2016) 20525) T Toh H Hasegawa and H Harada ISIJ Int 41 (2001) 124526) L B Trindade J E A Nadalon A C F Vilela M Vilhena and R
B Soares Steel Res Int 78 (2007) 70827) Q Wang S Li Y Li L Zhang and X Wang EPD Congress 2013 -
TMS 2013 Annual Meeting and Exhibition TMS Warrendale PA (2013) 135
28) H Q Yu and M Y Zhu Ironmaking Steelmaking 39 (2012) 57429) W Derda and I Staniewski 7th Int Conf on Processing and Manu-
facturing of Advanced Materials (THERMEC2011) Trans Tech Publications Zurich (2012) 1385
30) G F Zhang Y H Ding and Z Shi 2013 Int Conf on Advances in Energy and Environmental Science Trans Tech Publications Zurich (2013) 1716
31) B E Launder and D B Spalding Lectures in Mathematical Models of Turbulence Academic Press London (1972)
32) A D Brent V R Voller and K J Reid Numer Heat Transf 13 (1988) 297
33) C T Crowe J D Schwarzkopf M Sommerfeld and Y Tsuji Mul-tiphase Flows with Droplets and Particles CRC Press Boca Raton FL (2011)
34) P G Saffman J Fluid Mech 22 (1965) 38535) L L Baxter and P J Smith Energy Fuel 7 (1993) 85236) H Liu M Xu S Qiu and H Zhang Metall Mater Trans B 43
(2012) 165737) K Y M Lai M Salcudean S Tanaka and R I L Guthrie Metall
Trans B 17 (1986) 44938) S H Seyedein and M Hasan Int J Heat Mass Transf 40 (1997)
440539) H Yang X Zhang K Deng W Li Y Gan and L Zhao Metall
Mater Trans B 29 (1998) 134540) Y Meng and B G Thomas Metall Mater Trans B 34 (2003) 65841) D Janis R Inoue A Karasev and P G Jonsson Adv Mater Sci
Eng 2014 (2014) 7

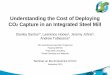









![[PPT]Grillage Analysis for Slab & Pseudo-Slab Bridge Decksenggprog.com/Downloads/Lectures/BridgeEngg/Lecture No. 3... · Web viewTitle Grillage Analysis for Slab & Pseudo-Slab Bridge](https://img.pdfslide.us/doc/110x75/5adedacf7f8b9afd1a8beaa6/pptgrillage-analysis-for-slab-pseudo-slab-bridge-no-3web-viewtitle-grillage.jpg)

















