Embed Size (px)
Citation preview

Nuggets of Gold
• Troubleshooting Tips For diagnosingvibration problems
• Balancing
• Alignment
• Motors
• Pumps
• Signal Processing Considerations
• DC Drives

General ThoughtWHEN HIGH VIBRATION
IS PRESENT
1: There may be a large force
2: The structure may be weak
3: Resonance amplificationmay be present

Balancing1: When balancing, plot the original and trial vectors on all
bearings and orientations. When all vectors point towards thesame solution; you are in the right plane. When the vectorsdo not point towards the same solution, try another plane. If
this still doesn't work, try a multi-plane solution.
Vectors Agree In weight adjustment
Vectors disagree in weight adjustment

1 2 3 4 5 67 GENERATOR GENERATOR MOTOR GENERATOR GENERATOR GENERATOR
MOTOR GENERATOR SET ON DRAG LINE
ORIGINAL READINGSBRG. 1 BRG 2 BRG 3 BRG 4 BRG 5 BRG 6 BRG 10
H 7.8 45 DEG 5.4 45 DEG .8 80 DEG 1.5 220 DEG 1.7 253 DEG 2.1 245 DEG 2.6 260 DEGV 10.3 50 9.1 50 9.7 45 8.6 47 5.6 63 2.5 107 5.1 180
BALANCE SHOT ADDED TO No. 1 GENERATOR 8.25 OZ at 310 DEGREESH 5.9 37 3.9 35 .6 45 .8 270 .9 270 .8 270 1.1 45V 11.0 45 9.6 45 10.1 36 8.8 40 5.4 45 1.1 117 5.9 200
NOTE !- LEVELS WENT DOWN IN THE HORIZONTAL DIRECTION, BUT UP IN THE VERTICAL DIRECTION
UNCOUPLED GENERATORS 1 & 2 FROM MOTOR
H 6.8 25 4.5 34 1.0 350 1.6 270 1.8 270 2.0 243 2.7 236V 7.9 68 6.5 63 6.6 45 5.9 45 3.8 45 1.9 45 1.8 270
NOTE THAT EVEN UNCOUPLED, GENERATOR NO. 1 IS OPERATING WITH ALMOST 8 MILS OF VIBRATION
PERFORMED RESONANCE TEST- STRUCTURE FOUND TO BE OPERATING NEAR RESONANCE
ADDED 50 OZ BALANCE WEIGHT TO MOTOR , ALL LEVELS DROPPED TO BELOW 3 MILS.
NO. 1 NO. 2 NO. 3 NO. 4 NO. 5
SIX ROTORS WITH SEVEN SHARED BEARINGS SOLIDLY COUPLED ON A METAL DECK.
After a weight wasinstalled,Horizontals wentdown Verticals went down.
This is a strong sign that youare adding weight to wrong
plane

2: When a rotor runs above its 1stcritical and there is an indicationof a bow, translate a portion of thestatic balance component fromthe ends to the center of the rotor.If this is not done, the rotor willrun good on a balance machinebut bad in its own bearings athigh speed. This is due tointernal bending momentsproduced by unbalance forcesacting on the axial distancebetween the mass unbalance andthe correction weights.

BOWED FLEXIBLE ROTOR REQUIRING MID SPANSHOT
END PLANE SHOTS
CREATES INTERNAL BENDINGMOMENTS
WHEN A ROTOR OPERATES BELOW ITS FIRST BENDING MODE, IT ACTS LIKE ARIGID BODY AND THE BALANCE WEIGHT CAN BE ADDED ANYWHERE ALONG THEROTOR. IF, HOWEVER, THE ROTOR OPERATES ABOVE ITS BENDING MODE, ITBECOMES A FLEXIBLE ROTOR AND THE WEIGHT NEEDS TO BE PLACED OPPOSITETHE HEAVY SPOT TO PREVENT INTERNAL BENDING MOMENTS.
CASE HISTORY: A STATIC BALANCE SHOT IN THE END PLANES WAS INSTALLEDON A HIGH PRESSURE TURBINE ROTOR WITH A BOW. 18 OZ WERE ADDED INEACH END, WITH ALMOST NO EFFECT. WHEN WEIGHT WAS ADDED IN THE MIDSPAN, THE ROTOR WAS EASILLY BALANCED.
IF SHOT IS DIRECTLY ACROSSFROM BOW NO BENDING MOMENTSARE CREATED.
MID SPAN SHOT

3: When balancing 2 polemotors which are above 1000HP, beware of thermalvectors. This class of rotor willoperate well uncoupled, butwill often have high levels ofvibration when pulling fullcurrent. This is because therotor can bow as a function ofheating by the current flow.

Corpoven RefineryVenezuela


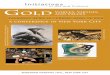
4: During a startup, if a high speed compressorhas low response as it passes through itscritical, but the level increases steadily withRPM, without much of a phase shift, thensuspect unbalance in the coupling. On a polarplot, the response line will point straight outwardbecause the amplitude increases without anyshift in phase.

COMPRESSOR WITH UNBALANCE IN COUPLING
PHASE
MAGNITUDE
UNBALANCE IN COUPLING
UNBALANCE IN ROTOR
PROBE
COUPLING IS OVERHUNG
7000 RPM COMP.BEFORE BAL.3.8 MILS 240 DEGWT. ADDED23.7 GM @ 50DEGAFTER BALANCE.6 MILS 203 DEG
45 315
135 225
0
180
BEFOREAFTER
90 270

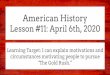
5: When balancing a large machinewith multiple rotors, if there is no otherclear indication, then on the first trialweight attempt, add weight in the rotorwith the largest inertia. Learned fromArt Crawford. Once that is done, referto balancing tip No. 1

1 2 3 4 5 67 GENERATOR GENERATOR MOTOR GENERATOR GENERATOR GENERATOR
MOTOR GENERATOR SET ON DRAG LINE
ORIGINAL READINGSBRG. 1 BRG 2 BRG 3 BRG 4 BRG 5 BRG 6 BRG 10
H 7.8 45 DEG 5.4 45 DEG .8 80 DEG 1.5 220 DEG 1.7 253 DEG 2.1 245 DEG 2.6 260 DEGV 10.3 50 9.1 50 9.7 45 8.6 47 5.6 63 2.5 107 5.1 180
BALANCE SHOT ADDED TO No. 1 GENERATOR 8.25 OZ at 310 DEGREESH 5.9 37 3.9 35 .6 45 .8 270 .9 270 .8 270 1.1 45V 11.0 45 9.6 45 10.1 36 8.8 40 5.4 45 1.1 117 5.9 200
NOTE !- LEVELS WENT DOWN IN THE HORIZONTAL DIRECTION, BUT UP IN THE VERTICAL DIRECTION
UNCOUPLED GENERATORS 1 & 2 FROM MOTOR
H 6.8 25 4.5 34 1.0 350 1.6 270 1.8 270 2.0 243 2.7 236V 7.9 68 6.5 63 6.6 45 5.9 45 3.8 45 1.9 45 1.8 270
NOTE THAT EVEN UNCOUPLED, GENERATOR NO. 1 IS OPERATING WITH ALMOST 8 MILS OF VIBRATION
PERFORMED RESONANCE TEST- STRUCTURE FOUND TO BE OPERATING NEAR RESONANCE
ADDED 50 OZ BALANCE WEIGHT TO MOTOR , ALL LEVELS DROPPED TO BELOW 3 MILS.
NO. 1 NO. 2 NO. 3 NO. 4 NO. 5
SIX ROTORS WITH SEVEN SHARED BEARINGS SOLIDLY COUPLED ON A METAL DECK.

6: Do not attempt to balance when the phaseis moving. This is a sign that there is a rub.Machines that operate below a critical tendto bow into the rub and the rub gets worsewith time. Machines that operate above acritical can bow away from the rub causingthe phase angle to continually move againstrotation. Note that if a above criticalmachine has a light rub, it can be a bad ideato shut it down, because then it will have tocoast down through its critical speed.

7: When the horizontal and verticalphase are the same or 180 degreesout, then look for rocking or a loosebase. Another thing to consider is thatif a machine is operating between avertical and horizontal naturalfrequency then his can also causeunusual phase relationships betweenthe vertical and horizontal directions.

6 CASES OF LOOSENESS

Case History 1- The phase on a turbine bearingwas identical in the vertical and axial directionswith the axial vibration being very high. It wasdiscovered that one of the hold down bolts wasbroken off beneath the surface of the concreteallowing the bearing to rock.

Case 2- On a large fan, the horizontal and vertical vibration phaseangles were identical. The base bolts were loose allowing the bearing torock. The maintenance manager did not believe it so a cup of water waspoured on the base next to the bearing. When the water alternately shotout from between the bearing housing and the base plate, he agreed tohave the bolts tightened. The horizontal vibration dropped from 12 milsto less than 2 mils.

CASE 3- A power plant had spent $30000 on a mill motor trying toget the vibration levels reduced. The rotor had been balancedseveral times, but the amplitude was still high.

APPARENT COUPLE UNBALANCE IN AFAN THAT OPERATES BELOW 1st
NATURAL FREQUENCY
POSSIBLE CAUSES
DISSIMILAR PEDESTAL STIFFNESES
– WRONG PLACEMENT OF VIBRATION PICKUPS
– LOOSE BASE BOLTS
– PHASE REVERSAL WITHIN ONE PICKUP
• NOTE- IF THERE IS A LARGE COUPLE COMPONENT IN AFAN THAT OPERATES WELL BELOW ITS 1ST CRITICAL, THENBE VERY SUSPICIOUS AND AVOID INSTALLING A COUPLESHOT

Vectors showedwhat appearedto be a largeamount of
coupleunbalance
EXAMPLE OF A LARGE FAN WITHAPPARENT COUPLE UNBALANCE

SOLUTION
• The large couple component raised the level ofsuspicion.
• The results of a previous balance person showedthe response to be highly non-linear
• The base bolt tightness was therefore checkedand all the bolts were all found to be significantlyloose.
• The bolts were tightened, the couple componentdisappeared and the levels dropped to 1/4th theiroriginal values.
• Following bolt tightening, the fan was then easilybalanced.

PLUNGER BOLT HOLDS BEARING TIGHT WITHIN HOUSING.
IF PLUNGER BOLT IS NOT TIGHT, THENBEARING WILL MOVE RELATIVE TOHOUSING. THIS MOVEMENT RESULTSIN A NON-LINEAR SYSTEM. BALANCINGIS VERY DIFFICULT, IF NOT IMPOSSIBLEIN THIS SITUATION.

LOOSE BEARING IN HOUSING COMPLICATESBALANCING
PLUNGER BOLT
BEARING HOUSING
BEARING
SHAFT
IF A BEARING IS LOOSE IN ITSHOUSING, A NONLINEAR SYSTEM ISCREATED AND BALANCING ISALMOST IMPOSSIBLE.
CASE HISTORYA LARGE ID FAN COULD NOT BEBALANCED. THE CASING LEVELSWERE SLIGHTLY OVER 2 MILS,HOWEVER, WHEN SHAFT STICKLEVELS WERE MEASURED, THEAMPLITUDE WAS GREATER THAN 17MILS. SINCE THE SHAFT TO INNERBEARING CLEARANCE WAS ONLY 8MILS, THIS MEANT THAT THEBEARING HAD TO BE MOVING IN THEHOUSING. WHEN THE PLUNGERBOLT WAS TIGHTENED, THE CASINGLEVEL ROSE TO 21.5 MILS. AFTERTHE TIGHTENING, THE FAN WASEASILY BALANCED.
17 MILS
2 MILS----

8: When balancing a rotor and the phase suddenly shifts 180 degrees,then this is a sign that the rotor may be loose. Case History- Whilebalancing a large centrifuge, with a strobe light the vibration vectorchanged from 3 mils at a given phase angle to approximately that amount180 degrees out. The change was instantaneous. It was discoveredupon examination that the tapered fit of the shaft and bowl assembly wasloose.
Loose fitbetween bowland drive shaft

LARGE POWERGENERATION GAS
TURBINES
• A different sort of an animal
• Balancing Cross effects are oftenmuch larger than direct influence.


DIRECT AND CROSSEFFECT
WESTINGHOUSE 100MW 501 GT
Exhaust End Shot on Exhaust End 18.6 oz/mil 25 Degree lag
Exhaust End Shot on Compressor End 4.7 oz/mil 46 degree lag
Compressor end shot on Compressor end 18 oz/mil 353 degree lag
Compressor end shot on Exhaust end 8.6 oz/mil 30 degree lag

Weight addedhere has 4
times as mucheffect on
compressorend.

ALIGNMENT

1: When aligning gear boxes with sleevebearings, beware of pop up pinions. Theircontribution to the shaft alignment does notshow up when you take hot alignment readings.Their effect also does not show up on laseralignment systems mounted on the cases or viaoptical means. Source: Charlie Jackson
Case History: A speed increaserGearbox at a refinery had an input ofapproximately 1200 RPM and an output of9600 RPM. The amount of upward movementof the pinion was greater than the tolerablemisalignment for the short high speed coupling.The amount of shaft movement vertical andhorizontal was included in the alignmentsettings. The unit operated for several yearswithout any problem or excessive couplingwear.

2: When aligning turbines settingon condensers, beware of vacuumdraw down. It can be a muchgreater effect than thermal growth.
1- A large turbine was experiencing oil whip. As the unit wasbrought to speed, at almost exactly twice the critical speed, anapproximately ½ running speed component appeared as the speedcontinued to increase, the frequency of the instability remainedlocked at the critical speed frequency. A complex glycol proximityprobe alignment system was installed to measure the bearingmovement. When condenser vacuum was applied there was a.016” difference in elevation between the No. 2 and No. 3 bearings.

500 MW TURBINE OILWHIRL-WHIP
• When turbine would be shut down, ifit was not started up within 2-3hours, it could not be started up fortwo days because of excessivevibration.
• SOUNDS LIKE XENON POISONINGON A NUCLEAR REACTOR

MACHINE LAY OUT
HP TURBINE LP-1 TURBINE LP-2 TURBINE GENERATOR
HIGH VIBRATION ON THISBEARING WOULD TRIP
TURBINE ON HOT RESTART
CONDENSER

VIBRATION SPECTRUM

MAP PLOT
NOTE AS SPEED CHANGES WHIRLFREQUENCY DOES NOT. IT IS LOCKED
ONTO ROTOR’S NATURAL FREQUENCY.THIS IS CALLED OIL WHIP

ALIGNMENT TEST SYSTEM
SUPPLIES DC OFFSET AND ACMOVEMENT
DIAL INDICATOR MEASURESDC MOVEMENT
READOUT SHOWS MOVEMENTOF FLOAT WHICH IS COMPAREDTO DIAL INDICATOR READING.

HEART OF SYSTEM
FLOAT WITH METAL TARGET MOVESWITH CHANGE IN FLUID ELEVATION.
PROXIMITY PROBE MEASURES CHANGEIN GAP DISTANCE.

SETUP ON TURBINE

REFERENCE PICKUP TO ACCOUNTFOR FLUID EXPANSION OR LOSS

TEST RESULTSMILS MOVEMENT VERSUS VACUUM
16 MILDIFFERENTIAL

DISCUSSION
VACUUM DRAW DOWN COMBINED WITH THERMALDIFFERENTIAL GROWTH UNLOADED BEARING CAUSINGIT TO GO UNSTABLE. WHEN BOTH WERE COLD,IT WOULD BE STABLE. WHEN BOTH WERE HOT,IT WOULD BE STABLE. THE PROBLEM OCCURREDAFTER A TRIP, WHEN THE THINNER LP SECTIONWOULD COOL DOWN QUICKER THAN THE THICKHP SECTION. THIS DIFFERENTIAL ADDED TO THEVACUUM DRAW DOWN WAS TOO MUCH.BEARING METAL TEMPERATURECONFIRMED THIS FINDING.

SOLUTION
TILT PADBEARING

FINAL RESULTS

. Case 2- Two boiler feed pumps were having vibration problems andwearing out their gear couplings. When dynamic alignment wasperformed between the turbines and pumps, it was discovered thatwhen vacuum was pulled on the turbines that they dropped .020”relative to the pumps.

COUPLINGS BEING DESTROYED ON STEAMGENERATOR FEED PUMP AT NUCLEAR
STATION

VIBRATION SPECTRUM
5.8 Mils of 2XVIBRATION

ORBIT DISPLAY

PROBLEM-ALIGNMENTSPEC. WAS WRONG
• Vacuum draw down was 20 mils
• Even though pump was centermounted, it was growing.
• Turbine was growing unevenly
PUMP NEEDED TO BE SET LOW RATHER THAN HIGH

CHILLER TURBINE WASDESTROYING BEARINGS
UPPER HALF OFBEARINGS WERE
FAILING BY FATIGUE

MACHINE SETUP
TURBINE
CHILLER

MONITORING OFALIGNMENT

MACHINE LAYOUT
TURBINE
EXPANSION JOINT
COMPRESSOR

TEST RESULTS
TURBINE
EXPANSION JOINTDIAL INDICATORS SHOWED THAT
THERE WAS NO MOVEMENTACROSS JOINT
COMPRESSOR

ACTUAL PROBLEM
TURBINE
When compressor started up,this pipe cooled down causingcompressor to rock back. Thismade turbine appear to dropdown relative to compressor.
LASERMOUNTED ON
BEAM
LASERMOUNTED ONCOMPRESSOR

3: If a machine operates well for a few weeks following an overhaul,then 2X running speed shows up in the proximity probe spectrum,suspect a locked coupling. The amount of misalignment may not havechanged. The problem is that either the coupling grease has brokendown or escaped from the coupling.

PUMPS

LOMAKIN EFFECT
A LARGE PUMP WOULD OPERATE FOR AYEAR OR SO, THEN THE VIBRATION WOULDGET HIGH. THIS HAPPENED REPEATABLY.AFTER THE OVERHAULS, THE PUMP WOULD OPERATEOK FOR A FEW MONTHS. THE ROTOR WAS NEVERFOUND TO BE OUT OF BALANCE.

PUMPS1: Pump seals can act like bearings and stiffen the shaft to the
point that the critical speed will be pushed out beyond theoperating speed. When the seals wear, the critical speed may
move back into the operating range. This seal stiffeningphenomenon is often referred to as the Lomakin effect.

Case History- A large feed pump had a history of operating well after itwas overhauled with new seals, but after time the running speed vibrationwould increase. A system was set up to monitor the amplitude and phaseas the pump was brought to speed. It was discovered that after the sealsexperienced wear that the pump was operating just below a rotor criticalspeed.

TEST RESULTS
PEAK HOLD PLOTSHOWS THAT
VIBRATION DROPSOFF RAPIDLY WITH
SPEED.

LOMAKIN EFFECT
WHEN SEALS WEAR,ROTOR STIFFNESS DROPSCAUSING NATURALFREQUENCY TO DROP INTOOPERATING SPEED RANGE.

2: Pump seals can unload the bearings making them unstableor reduce their damping. Running speed levels will be muchhigher than normal and will be unstable. Due to the lowloading, even though the vibration response is high, themachine can often operated indefinitely.
Case History- A steam generator feed pump at a nuclearpower plant had above normal levels of vibration present on itsproximity probes, but there was never any damage to thebearings. An analysis of the pump was performed and it wasdetermined that the seals were supporting the shaft to thepoint that the bearings were only carrying a small fraction ofthe rotor’s weight. Collaborated on this case with MalcolmLeader who did the rotor analysis.

3: When analyzing pumps, measure the suctionpressure, the discharge pressure, calculate the totaldeveloped head then look at the pump head curvebefore doing anything else. Case History 1- Threeidentical pumps were operating side by side. One of thepumps was failing bearings every few weeks. A studyof the suction and discharge pressure showed that thepump was operating at near shut off head conditions.The problem was that during recirculation conditions,the flow was way too small due to the presence of aone inch orifice plate instead of the required three inchorifice plate. Replacement of the orifice plate solved thebearing failure problem.

FLOW IS BALANCED SO THERE SHOULD BE NO THRUST


2- Several large circulating water pumps had highlevels of broad band vibration followed by failure of
the cases and impellers. It was found that thedischarge pressure was one third of the design point,meaning that the pumps were operating in a run outcondition. The problem was that at times only one
pump was in operation instead of the two pumps thatwere considered in the initial design.

4: If multiple pumps arein the same header,then if one pump isdominate, then it willforce the weaker pumpback on its flow headcurve.

5: Vertical pumps have a high incidence ofresonance problems. Always test forresonance in the direction in line with thedischarge line and in a direction 90 degreesout from that orientation. Discharge lines canstiffen the pump and the cutout that allowsthe coupling to be removed can weaken thestructure. The combined effect of thedischarge line and access hole cutoutresults in vastly different natural frequenciesin the two orthogonal directions. The resultcan be 20 mils vibration in one direction and2 mils in the other direction.



NATURAL FREQUENCY OF LARGE VERTICAL PUMPIN LINE WITH DISCHARGE

90 DEGREES OUT FROM DISCHARGE

MODE SHAPE OF 480 CPM MODE

AMPLIFICATION FACTOR CALCULATION USING LOGDEC APPROACH

6: One of the most important settings on avertical pump is the lift. The lift is thedistance between the impeller and thestationary components. It is determined by
measuring the gap in the coupling before the bolts aretightened and the impeller is lifted off the bottom of thepump. If the lift is too much, then the pump will be inefficientand will not produce the desired head or flow. If the lift is tosmall, then the impeller can contact stationary components.

VERTICAL PUMP

7: At the Best Efficiency Point, theangle of the fluid coming off theimpeller matches the angle of thediffusers. Operating off of thispoint will result in lower efficiencyand higher levels of vibration.







8: If the discharge valve of a large pump is not completelyclosed, then this can cause the startup time to increase,resulting in an over current trip.
Case history- A water company could not get a largevertical pump to start. They brought in electrical experts,but everything checked out properly. It was suggested bythe vibration analyst that the valve might be leaking.When it was examined, it was discovered that the sealwas damaged. When the valve was repaired, the motorstarted with no problem.

Sleeve BearingsImportant Points
1: Improper bonding of the babbitt to thebase metal will cause sleeve bearings to run
hot because of poor heat transfer in theareas where the bonding was not complete.
In many cases, you will see fans and airmovers blowing air across the bearing tocool it, when the actual cause of the high
reading at the thermocouple is poor bonding.An ultrasonic exam of the bearing will
quickly identify the problem.

2: A good rule of thumb is that a machine thatoperates with shaft motion levels of less than25% of clearance is running with acceptableamplitudes. Above 30% is a low level alarmand above 40% is a high level alarm. Levelsgreater than 50% will cause rapid fatigue ofthe babbitt. Source: Jim McHugh

3: When an axial resonance is suspected on a machinewith sleeve bearings, it is necessary to rotate the shaftduring the impact test. This gets the shaft up on the oilfilm and decouples the end bell from the shaft, so that arealistic natural frequency can be determined. CaseHistory- A large feed pump motor had .6 in/second ofaxial vibration. Resonance was suspected. When astatic impact test was performed, there did not appearto be a problem. However, when a strap wrench wasused to rotate the shaft and get the shaft up on the oilfilm, a natural frequency appeared at almost exactlyrunning speed. This is a very common occurrence andthe number of times this has occurred are almost toonumerous to list.

RESPONSE TO IMPACTS IN AXIAL DIRECTION ONLARGE MOTOR WITH SLEEVE BEARINGS

RESPONSE ON END BELL IN AXIAL DIREXCTIONWHILE TURNING SLOWLY AS COMPARED TO
SITTING STILL
6 TIMES AS MUCH RESPONSE WITHSHAFT TURNING ON OIL FILM

RESPONSE TO IMPACTS IN AXIAL DIRECTION ONMOTOR WITH SLEEVE BEARINGS WHILE SHAFT
IS STATIC AND TURNING

4: If excessive clearancesare suspected in a machinewith sleeve bearings, thenput a dial indicator on theshaft and do a lift check.

SIGNAL PROCESSING

1: When performing resonancetests, do not use the Hanning orany similar windows, unless theimpact and response signals aredelayed to move them to thecenter of the time block. Sincethe response is maximum afterthe impact, this data must bemoved away from the edge ofthe time block where it would bedestroyed or severely attenuatedby the Weighting factor. Use of aUniform Window does notrequire a delay, because it doesnot attenuate the signal at thebeginning or end of the timeblock.

372 HZ IS CLOSE TO360 HZ SCR FIRING
FREQUENCY
A customer had tested thismotor and did not find aresonance near 360 HZ.
They had used a Hanningwindow that destroyed thedata at the beginning of the
time block.

2: The FFT is a batch process. Impacts or
other transient processes which occur in time frameswhich are short compared to the period of the analysistime block result in significant amplitude errorsregarding peak values. Therefore a user shouldalways take a look at the time domain whentransients are present. THIS IS WHY IT ISEXTREMELY IMPORTANT TO LOOK ATACCELERATION TIME WAVES WHEN IMPACTSARE PRESENT

3: A simple way to determine a mode shape isthe take a transfer function at equally spacedpoints along the structure, then plot thenormalized amplitudes of the imaginarycomponents above the location of the testpoints on a scaled plot. Note that this works foracceleration and displacement data. If velocitydata is used, plot the normalized values of thereal part of the transfer function.

MODE SHAPE OF 480 CPM MODE

4: Beware of fat peaks- A fat peakcan be the result of a beat,modulation, speed changes or aresonance being excited.
Note that the amplitude of the peakin the spectrum can be significantlyin error as compared to the actualpeak value. This is because theenergy is spread out over severalcells. Supplied by Jack Frarey.

5: When attempting to measurethe loc decrement to determine thedamping, if the desired frequencyis low, then if possible, use analogintegration so the time plot will bein displacement. This techniquelowers the influence on the timeplot of the higher frequencieswhich might dominate if anaccelerometer is being used.

NATURALFREQUENCY
1770 CPM
N0=.0914, N10=.027
PSI=1/10*1/(2*PI)*ln(.0914/.027)=.0194
Q=1/(2*.0194)= 25.7
Time decay in g’s. Notethe presence of higherfrequency in time plot.

AMPLIFICATION FACTOR CALCULATION USING LOGDEC APPROACH WITH ANALOG INTEGRATION
Time plot is indisplacement. Note thatno high frequencies are
present.

6: Long time samples are useful when lowfrequency beats are present.
7: Long time samples are also useful whenrapid transients occur on a random basis.
8: Long time samples are bad when thefrequency is shifting.

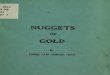
Vibratory conveyors that were shaking houses ½mile from foundry. Calculated Peak-Peak 4.1 mils.Actual P-P over 7 mils. People feel much higherlevels than spectrum indicates.
DALT - DINING ROOM TABLE AT RHODES
DINING TBL-E-W EAST WEST
ROUTE SPECTRUM23-JUN-99 13:11:40
OVRALL= 4.15 D-DGP-P = 4.13LOAD = 100.0RPM = 360.RPS = 6.00
2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5
0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
Frequency in Hz
P-P
Dis
pla
cem
en
tin
Mils
4.4
0 4.5
54.7
1
4.9
45.0
7
ROUTE WAVEFORM23-JUN-99 13:11:40P-P = 4.31PK(+) = 3.93PK(-) = 3.96CRESTF= 2.60
0 2 4 6 8 10 12 14 16 18 20
-6
-4
-2
0
2
4
6
Time in Seconds
Dis
pla
cem
en
tin
Mils
Time:Ampl:
8.8483.931
Long time block, in thiscase 20 seconds,allows time for all
components to phasetogether so worsecase can be seen.

9: If a signal is clipped, then this effectively introduces a DC shiftinto the data. This can prove disastrous if the data is then
integrated. Example:A high output accelerometer was used to measure vibration on apump. The signal was integrated into velocity. Unfortunately, thepump cavitated. The cavitation overloaded the accelerometer’s
electronics introducing a DC shift. The overall output of the pumpthen fictitiously read several inches per second and all the alarms
went off. Source: Jack Frarey

10: When trying to separate two closely spacedsignals, remember that the frequency resolution is notthe number of lines divided by Fmax. It is not eventhe number of lines divided by Fmax X the weightingwindow factor. It is actually the number of linesdivided by Fmax X the widow factor X 2. If the factorof 2 is not included, then the modulating effect of thewindow function can create false sidebands that aremistaken for actual frequencies. Source: Jack Frarey

A BEAT THAT COMPLETES ONE CYCLE DURING TIME BLOCK-CENTERED IN BUFFER
Amplitude 1.46 units
Peak motion 1.69 Units from timeplot

A beat with one cycle in time buffer-Peak Amplitude atbeginning and end of buffer-minimum at center
Amplitude .6 units.Note false resolutioncaused by HanningWindow.
Actual peak motion 1.69 units

11: When viewing a spectrum and time plot, thereare often times when things do not seem to add up.For instance, the spectrum may show low levelsand generate no concern. On the other hand, thetime plot might show very high amplitudes. Onereason for this is the fact that the time based datawas sampled at a frequency that is equivalent to2.56 Fmax. According to the Nyquist sampling law,this is sufficient to pick up frequencies at 1.28Fmax. This means that the time data can seehigher frequencies than are displayed in thespectral plot. Example: When viewing data from amotor, the spectrum showed nothing over .03in/sec. In the acceleration time plot levels as highas 8 g’s were observed. The maximum frequencywas set at 1000 HZ. The actual problem was thatthe 1750 RPM motor had rotor bars generating asignal just above 1000 HZ . The vibration wasvisible in the time plot, but was beyond the 1000 HzFmax, so it was not seen in the spectrum.Solution: When this type of situation isencountered, then increase the Fmax.

12: A similar discrepancy can occur when analogoverall levels are compared to spectral data or overallvalues computed from the spectral data. The analogoverall value includes energy all the way out to say20000 Hz. The digital overall value only includes thosecomponents that are in the calculated spectrum. If thereis a discrepancy, then as stated in the previous topic,increase the Fmax to determine what is causing thedifference.

RESONANCE1: When performing a resonance test,if a peak shows up at the frequency ofinterest, but the phase shift is small,then this is an indication that there isa resonant component that may be
located some distance from where thetest is being performed. For instance
if a section of pipe is tested for aresonance and there is a peak, but asmall phase shift, then there might befor example a nearby control valvethat is resonant. If the control valveitself is tested, then the normal 180
degree phase shift would be presentwhen its natural frequency is excited.

RESONANCE TEST ON VERTICAL PUMP WHEREPUMP IS RESONANT AT RUNNING SPEED AND
RESPONSE WAS MEASURED ON MOTOR
Note the presenceof a small peak at3600 and small
phase shift

RESPONSE IS MEASURED ON PUMP
3600 CPMRESONANCE

2: When anchor bolts or rebar break under thesurface of concrete, this reduction in stiffnesscan alter the natural frequency and result inresonance problems. Case History- Threeidentical pumps were installed. On one pump,the 120HZ vibration on the motor was severaltimes higher than on the other two. When themotor positions were swapped, the problemalways occurred in the same location, indicatingthat problem was location related instead ofmotor related. A resonance test showed thatthere was a resonance near 120 Hz at thelocation with the high levels, but not at the othertwo locations. When the foundation was brokenup, it was discovered that the re-bar was brokenin the foundation that had the problem.

3. When doing impact tests, beware oftrying to get too much resolution. Forinstance, if you have a vertical pump thathas a suspected resonance at 10 HZ andyou choose a 100 HZ Fmax with 800 lines ofresolution, then the sample time is 8seconds. If the response decays away in 1second, then there will be 7 seconds ofnoise present versus 1 second of good data.The phase shift will look rough and thecoherence will be low. If on the other hand a500 Hz Fmax and 400 lines of resolution arechosen, then the sample time will be .8seconds. In this instance, the data will bemuch cleaner.

4: The opposite situation could also betrue. If a lightly damped component is
excited then it may continue to ring clear tothe end of the time block. This can cause
problems when the FFT is performedbecause a discontinuity is introduced. Inthis case an exponential weighting factormay need to be introduced to drive the
response to zero and eliminate thediscontinuity. It has to be noted that if a
log decrement calculation is made on datathat has been modified by an exponentialweighting factor that the answers will be
wrong.Solution- Use exponential weighting factor
when viewing spectrum, but shut it offwhen viewing the time domain.

5: A convenient way to locate support beams in a floor is to perform animpact test and look for a reversal in the direction of the imaginarycomponents.

INDUCTION MOTOR CURRENTTESTING

1: When taking spectrum of the current, measure theratio of the lower number of poles times slip frequencyside band in dB to the level of the line frequency currentin dB . If there are no other recommendations, then usethe 54-45dB rule. If the side band is more than 54 dBbelow the line frequency signal, then the rotor isprobably OK. If the side band is less than 45 dB belowthe line frequency, then the rotor is probably bad.

NOTE DATE IS1982








2: Beware of cast aluminumrotors. Cast aluminum rotorswill sometimes have voidsthat will cause false positivesof the above described sideband test. When in doubt,test the motor over severalstarting cycles to determine ifthe level is stable or gettingworse.

3: Pole modulation- If the number of spiders inthe rotor equals the number of poles, the currentwill modulate and look just like a broken rotor baris present. The way to tell if this is the case is to vary the load
on the motor. If it is pole modulation, then the side band ratio willbe higher at low load. If there is an actual broken bar problem, theopposite will be true. When a broken bar is present the degree ofmodulation will increase at higher loads. Case History- A powerplant had 8 pole motors on its FD fans. Every year a currentspectrum test was performed to identify broken rotor bars. It wasnoted both FD fan motors had indications of what appeared to bebroken rotor bars. The interesting thing was that the modulationwas less at high loads than at low loads. The cause of themodulation turned out to be pole modulation. The motors ran formany years and never had any problems, even though an expertsystem program kept calling them out as having broken rotorbars.

4: Mechanical Modulation- Beware of motor current testing, ifthere is a speed reduction gearbox coupled to the motor. Lowspeed mechanical modulation will sometimes cause the currentto modulate thereby mimicking a rotor problem. Alwaysdetermine the motor speed to within 1 RPM, then calculate thenumber of poles times slip frequency side band frequency. Ifthere is any variation in the calculated versus the actualfrequency, then suspect mechanical modulation. Examples:
Case 1: Coal barge unloader. The rate at which the buckets duginto the barge of coal was exactly the number of motor polestimes the slip frequency making it impossible to perform anaccurate rotor bar analysis.

Case 2- In large coal mills, therate at which the rolls pass overthe rotating table is very close tothe number of poles times theslip frequency. This has resultedin several mill motors beingfalsely called out as having badrotor bars.

Case 3- A coal conveyor motor wascalled out as having rotor problems. Itwas discovered that the speed of theoutput gear was close to the number ofpoles times the slip frequency. Theproblem was with the gear instead of withthe motor rotor. Very accuratelydetermining the speed of the motorallowed a calculation to be made thatdetermined that the modulatingfrequency was a match with the gearinstead of the number of poles times theslip frequency.

5: Two pole and four pole motors with brokenrotor bars will often cause number of poles timesslip frequency side bands in both the current andvibration spectra. Higher pole lower speedmotors, particularly those driving high inertialoads will create number of poles times slip sidebands in the current spectra, but will in manycases not cause them to appear at all in thevibration spectra.

INDUCTION MOTORSVIBRATION TESTING

1: Rotor eccentricity- An eccentric rotor will of course result inunbalance. If the rotor is balanced, there can still be a problem of arotating deviation in the air gap. This causes unequal pull on therotor as the magnetic poles pass the rotating gap deviation. Thisoccurs at the number of poles times the slip frequency, which is thesame frequency that is generated by a broken rotor bar. Note thatin neither case will this low (usually less than 1.5 HZ) frequencyshow up in the spectrum, but they can both appear as side bands ofrunning speed in the vibration spectrum. The way to tell thedifference between an eccentric rotor and broken rotor bars is toobtain a current spectrum. A broken rotor bar will generate no.poles times slip frequency around the line frequency in the currentspectrum where as the eccentric rotor will not.

Distinct No.Poles X slipsidebands in
vibrationspectrum
Currentsidebands are
over 60dBdown
ECCENTRIC ROTOR


2: New highefficiencymotors aremuch moresusceptible tosoft foot thanolder heavyframe motors.

3: Large 2 pole motors that have shorted laminations can have very highlevels of thermal vectors that cause the amount of unbalance to vary withload. Case History- A 4000 Hp motor in a power plant was overhauled.After the overhaul, the motor vibration would increase and the bearingswould be destroyed. The plant sent the motor back to the motor shop for
balancing, but upon return, it again wiped out the bearings.The motor was then sent to the manufacturer to be balanced in a high
speed balance pit. Upon return, it again wiped out the bearings. Solution-Proximity probes were installed on the motor and the amplitude and
phase were monitored as the motor was loaded. The motor had an 8 milthermal vector. The motor was compromise balanced and ran for severalyears. It was discovered that the original motor shop that overhauled themotor had dropped the rotor and damaged some of the laminations. Theeddy current heating in the shorted laminations had caused the rotor to
bow thereby causing the large thermal vector. If this condition issuspected, induction heating the rotor then looking at it with an infrared
camera will allow the hot spots to be seen.


DC MOTORS

1: D.C. MOTORS- The spectrum of the current toa D.C. Motor can be used to find problems withSCRs or firing circuits. The rectifier input supplyfrequency (50 or 60 HZ) times 6 for 3 phase fullwave rectifiers will normally be present in thecurrent spectrum. When 1/3 or 2/3 of the firingfrequency is present, it indicates failed SCRs orfiring circuits. It is much simpler to look at thecurrent spectrum or current waveform than to try tosee the problem with vibration. Vibration is asecondary effect reflecting the problem which isactually of electrical origin.

½ HALF WAVE RECTIFIER


WHAT DOES THECURRENT PATTERN OF ANORMAL DRIVER LOOK
LIKE

6 PULSES IN 1/60th OF A SECOND

WHAT DOES THEWAVEFORM OF A BADDRIVE LOOK LIKE ?

BAD
SCR’S
GOOD
SCR’S
120 HZ
GOOD
BAD

F E B R U A R Y 1 8 , 1 9 9 8V IS Y F A N P U M P D R IV E2 5 0 A M P L O A D
W H E N S C R ’S W E R E R E P L A C E D , T H E W A V E F O R M A N D S P E C T R U M R E T U R N E D T ON O R M A L .
N O T EV A R IA T IO N INH E IG H T O FP E A K S .
1 2 0 H Z isP R E S E N TA L O N G W IT HS O M E 6 0 H ZC O M P O N E N T
3 6 0 H Z S C RF IR IN GF R E Q U E N C Y

2: D.C. MOTORS- The current spectrum from a D.C.Motor can also be used to find tuning problems with
D.C. Drives. Improperly tuned drives will producefrequencies at the oscillation rate of the instability.These frequencies can also appear in the vibration
spectra and are very difficult to analyze since they donot have a mechanical origin. These oscillation
frequencies are unpredictable. They are a result of theinteraction between the rotating inertias of themechanical components, the torsional stiffness
of the shafts and the tuning of the electrical controlsystem. If a completely unexplainable frequencyappears on a drive, then it may well be due to this
complex interaction.

BAD TUNING, WHERESPEED IS CONSTANTLYMOVING UP AND DOWN.


NORMALSPECTRUM
ONLY 360 HZ
BADLY ADJUSTED
DRIVE
OVERHEATING 180DEG.
F

DRIVE INSTABILITY
AFTER TUNING

SOMETIMES THEPROCESS CAN CAUSE THE
DRIVE TO APPEARUNSTABLE

3: DC MOTORS- Unknown frequenciesin the spectrum of the current going to aDC drive can originate from othermechanical equipment in the drive train.Case History- The current on a couchroll of a paper machine had an unknowncomponent in its spectrum. It turned outto be the vane pass frequency of the fanpump located several yards away in thebasement. The fan pump was causingpressure pulsations in the head boxthat caused the paper to be deposited invarying thicknesses. As the thickermaterial passed over the vacuum rolls,this caused the tension to increasewhich changed the tangential force onthe couch roll which in turn caused thecurrent draw to the couch roll tomodulate at that rate.

COUCH ROLL DRIVE
12.5 HZ VIBRATION DID NOTMATCH ANYTHING

12.58 HZ SIGNAL MATCHES VANEPASS OF FAN PUMP

HEAD BOX
1:FAN PUMP GENERATES PRESSURE PULSATIONSAT RPM TIMES NO. OF VANES.
2: MATERIAL IS UNEVEN FROM PULSES
3: VACUUM ROLL PULLS DOWN ONFELT.
4: TENSION VARIES IN FELT
5: DRIVE ROLL VIBRATES AT VANE PASSDUE TO CHANGES IN TENSION AND MOTORCURRENT VARIES AT SAME RATE.

VARIABLE FREQUENCY DRIVESCAN CAUSE PREMATURE
BEARING FAILURES

1: Line length is a factor in voltage spikes. Rapid switching of inverters causesvoltage spikes that can be amplified by longer line lengths
2: Solutions to minimize bearing failures that result from VFD problems.A: Lower the firing frequency of the inverter The switching speed is a critical
factor in regards to VFD drive problems. “When VFD drives were firstintroduced in the eighties, there were few field problems. The carrier
frequencies were generally below 2.5 kHz. As the switching frequenciesincreased, the number of problems also went up
B: Keep the line length between the inverter and the motor as short aspossible.
C: Insulate bearings- Both bearings need to be insulated. In addition, thecoupling must also be insulated or the current can travel through the coupling
to the driven unit’s bearings and then to ground.

D: Shaft Grounding- Grounding the shaft with carbon brushesallows the potential to travel to ground. The problem with this
approach is that brushes need to be maintained. If thebrushes wear out, then the current will again start flowing
through the bearings.E: Conductive grease- Conductive grease allows the currentto drain off rather than building up to a destructive potential.
The downside to conductive grease is that it has beenreported that bearing life is not as long as with standard
grease.F: Ceramic Bearings- Since ceramic bearings are
nonconductive, they are another method of achievingelectrical isolation between the rotor and the frame. Do not
forget to insulate the coupling.G: Output filters- These devices filter out the unwanted high
order harmonics.H: Isolation Transformers- “An isolation transformer with a
delta primary and a wye secondary will greatly reducecommon mode voltages within a drive and motor system.

GEARBOXES

1: Gear boxes which have common prime factorsbetween the teeth of intermeshing gears canproduce sub harmonics of the tooth meshfrequency.
Case History- A large drag line gear box had 1in/sec of exact ½ tooth mesh vibration. It wasdiscovered that there was a common prime factorof two on the pinion and bull gear. The pinionwas worn badly . When the pinion was replaced,the ½ tooth mesh vibration disappeared.

2: Side bands are often the result ofmodulation by a defective componentin a gear box. However, beware ofmaking hasty conclusions whenanalyzing a planetary gear box, wheremodulation naturally occurs due to acontinually varying transmission pathcaused by rotation of the planetarygears. Jack Frarey

3: Non-linearmodulation resultingfrom looseness cangenerate families ofside bands. Theworse the looseness,the greater thenumber of sidebands.


TORSIONAL VIBRATION1: When making torsional measurements, pulse trains need to be placed on
anti-nodes and strain gauges installed on nodes.2: As a synchronous motor comes up to speed, the torsional stimulation willstart out at 120 HZ and then drop off in frequency as the motor comes up to
speed.3: It a torsional natural frequency needs to be altered, then the most likelyplace to make a modification whether it be stiffness or damping is in the
coupling.

FANS

1: Always take an axial reading on the bearing that absorbs the thrust.

2: If a fan is mountedon isolation springs,then lock up theisolators prior tobalancing.

3: On large sleeve bearing fans, excessive motion of the shaft can bethe result of the plunger hold down bolts being loose. This conditioncan be picked up by either a shaft stick reading or a proximity probe.The casing level may be moderate, but the shaft motion can besevere. For instance, there may be three mils of vibration on a largefan’s bearing housing and maybe 15 mils on the shaft. If the bearingclearance is only .008” then it is a good bet that the bearing is movingwithin the housing. Tightening up the plunger bolt will raise the casingmotion and reduce the absolute shaft motion. Once this is done, itwill be possible to balance the fan. In the case where the bearing canmove within the housing, the system is highly nonlinear and balancingis almost impossible.

4: Large airfoil blade fanshave hollow blades. Theseblades can fill with dust oreven worse with waterwhen they are pressurewashed.

OIL WHIRL

Oil Whirl
1: If oil whirl occurs, check bearingclearances, oil temperature and
alignment. Any of these can causea marginal system to whirl. If these
simple field fixes do not work, then call a bearingexpert.
There are too many things involved in bearing designto try to do it yourself.

2: Oil whirl will remain oil whirl until themachine reaches a speed of twice therotor’s natural frequency at that point itcan turn into oil whip. Even if the speed isincreased, the whip frequency will remainlocked in at the shaft critical speed. ( notethe critical speed will change slightly asthe speed increases due to oil filmstiffness and gyroscopics that changewith speed).

LOW STIFFNESS PROBLEMS

TROUBLE BREWINGEXPANSION JOINTS PRESSURE PULSATIONS

1: Beware of expansion joints when dynamic pulses arepresent. Also beware of long bolts holding expansion boltstogether. Expansion joints have very low stiffness, so smallpressure pulsations can result in large axial movements. Longbolts can have low stiffness values. K=EA/L If L is big, thenK is small. The combination of a large expansion jointrestrained by long bolts can result in very high levels ofvibration if pressure pulsations are present. Case History - Apipe in a refinery had over 2.3 inches per second of vibration at4500 CPM on its end cap which was mounted past anexpansion joint. Pressure pulsation from throttling by a valvecaused high amounts of motion due to the large area (1075square inches) on which the pulses acted combined with 20 ft.long restraining bolts that had low K values.

WHY AM I IN THISBUSINESS?

SOLUTION
• A 37” pipe has an area of 1075square inches.
• Stiffness of bolts is EA/L
• Partially closed butterfly valve wasgenerating broad band noise thatcaused pipe to resonate.
• Missing baffle allowed pressurepulsations to move end cap.

MISSING COMPONENT
BAFFLE HAD BEENREMOVED FROMTHIS LOCATION
DURING OUTAGE

IMPORTANT POINTS
• 1: Large areas can generate largeforces
• 2: Expansion joints allow those largeforces to generate high levels ofvibration
• 3: Long bolts are not very stiff
• 4: Do not remove components youdo not understand. Just because it isfull of holes does not mean that it isnot needed.

2: Beware of large thin surfaces that are subject topressure pulsations. Case History- A 6’ by 8’window was vibrating excessively in a largebuilding. The thinness of the window meant that itsstiffness was very low. This in combination with itslarge area combined to produce large amounts ofmovement as a result of pressure pulsations from aloose heat exchanger coil that was vibrating in aduct feeding the atrium of the building.

PUFFS OF AIR
AT AN OFFICE BUILDING WITH AN ATRIUMWINDOWS IN THE LOWER OFFICES WERE VIBRATING
7 MILS OF VIBRATIONAT 240
CYCLES/MINUTE

BUILDING LAYOUT
OPEN ATRIUM
FAN ROOM FAN ROOM
VIBRATINGWINDOW

LOOSE COIL
FAN
COIL WAS SUPPORTED BY ONLY SUPPLY ANDRETURN PIPE. NATURAL FREQUENCY 240 CPM.
DISCHARGE TO ATRIUM
VIBRATING COIL ACTED LIKE6X6 FOOT SPEAKER ELEMENTFIVING OFF LOW FREQUENCY
PRESSURE PULSES

3: Even worse- Beware of large thin surfaces that have a naturalfrequency that equals that of a pressure pulsation. Case history-A large circular window had a natural frequency of 33 Hz whichwas the firing frequency of newly installed high efficiency boilers.The exhaust stack from the boilers was located only a few feetfrom the window. The window had extremely high levels ofmovement which in turn generated a very high level of 33Hzsound in the building which annoyed the people who wereoccupants of this large sub-woofer of a building. To makematters even worse, the stair well leading up to the window wasexactly one wave length of the 33 Hz signal. Solution- Exhauststacks were lengthened to a point well above window.

SOUND PROBLEM FROMFURNACE
At a university, the new alumni office was experiencing highlevels of both sound and vibration. The problem was traced tonew pulse furnaces that had been installed.
Stacks from pulse furnaces
VIBRATION AND SOUND LEVELS IN ROOMSNEXT TO WATCHTOWER WERE HIGH.

LAYOUT OF BUILDING

BAD LUCK
TEST - I.U. FOUNDATION BUILDINGI.U. BLDG -P01 POINT 1
Route Spectrum11-JAN-00 09:29:40
OVRALL= .9600 V-DGPK = .9550LOAD = 100.0RPM = 3600.RPS = 60.00
0 60 120 180 240 300
0
0.2
0.4
0.6
0.8
1.0
Frequency in Hz
PK
Velo
cit
yin
In/S
ec
37.9
4
Freq:Ordr:Spec:
37.81.630.751TEST - I.U. FOUNDATION BUILDING
I.U. BLDG -P01 POINT 1
Analyze Spectrum11-JAN-00 14:00:30
PK = .4147LOAD = 100.0RPM = 3600.RPS = 60.00
0 100 200 300 400 500 600
0
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
Frequency in Hz
PK
Ve
loc
ity
inIn
/Se
c
Freq:Ordr:Spec:
32.50.542.273
FIRINGFREQUENCY OFFURNACE IS 33
HZ
Response of 3 footdiameter window in
watch towerto impact 33 hz.

More Bad Luck
Natural frequency of large windowequals pulse frequency creating a
gigantic subwoofer 3 feet indiameter.
Height of tower closelymatched wavelengthof problem frequency

SOLUTIONRaised height of stacks to well
above window
INSTALLEDBETTER
MUFFLERS

TEST TECHNIQUES

1: Don’t forget to use a strobe light- In the past Strobe lights wereused frequently due to fact that they were utilized to obtain the phasereadings. Their use will almost certainly remain relevant as long asthere is rotating equipment. Strobe lights are still the best way tolooks at belts or to see if the elements in a coupling have cracked.They can also be used to determine the size of a key or locate akeway or look at balance weights. Strobes that are triggered by thevibration signal are useful to freeze the rotating element that is
causing the vibration. Case History- A paper mill was going toremove a roll to get it balanced. The frequency of the vibrationmatched the frequency that the group of wire rolls wasvibrating at. This was determined by a calculation of the RPMof the roll base upon the roll diameter and the product’s speed.A strobe fired by the vibration was used to verify that the rollwas the source. To everyone’s surprise, the strobe froze adifferent roll. It turned out that the drawings had incorrectdiameters. The strobe didn’t lie or care about drawings, it just frozethe correct component.

2. Phase locked loop strobes with a phase delayare very useful for providing a once perrevolution output that can be used for balancing.The use of a phase lock strobe can make itunnecessary to stop a machine so that photo-reflective tape can be installed. This can savehours of time on a balance job, particularly whena machine is limited to the number of starts thatis can go through.

3: Don’t forget shaft sticks- While itwould be great to have proximity probeson every machine to measure shaftmotion, in the real world this is just notthe case. A shaft stick can measure theabsolute motion of a shaft. Note, beforeusing a shaft stick, use the strobementioned in point 1 to make sure thereis not a keyway where the shaft stick isto be placed against the shaft.

4: It is handy to have an analog integration box for certain tests thatallow the time waveform from an accelerometer to be viewed indisplacement. Case 1- Two large vertical pumps had resonant
frequencies near their operating speed. One of the calculations thatwere needed was to determine the damping so the amplificationfactor could be obtained. By using an analog integrator, the time
waveform of the low frequency response could be directly measuredand used for the log decrement calculation. Case 2- Foundries havelow frequency vibratory conveyors that move the castings throughout
the plant. These often cause vibration problems beyond the plantboundaries that result in complaints by neighbors. These conveyors
which operate around 5 HZ move in and out of phase with oneanother causing the vibration levels to vary significantly with time. If aspectrum is taken of one snapshot in time, the overall value is hard toobtain. It is much easier to look at the motion in the time domain over
a period of several seconds. The maximum peak to peak motionsthat people offsite are feeling can them be easily determined.
If analog integration is available, then a long term time plot of themotion in displacement is very useful in determining the maximum
levels of motion that are being experienced.

Vibratory conveyors that were shaking houses ½mile from foundry. Calculated Peak-Peak 4.1 mils.Actual P-P over 7 mils. People feel much higherlevels than spectrum indicates.
DALT - DINING ROOM TABLE AT RHODES
DINING TBL-E-W EAST WEST
ROUTE SPECTRUM23-JUN-99 13:11:40
OVRALL= 4.15 D-DGP-P = 4.13LOAD = 100.0RPM = 360.RPS = 6.00
2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5
0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
Frequency in Hz
P-P
Dis
pla
cem
en
tin
Mils
4.4
0 4.5
54.7
1
4.9
45.0
7
ROUTE WAVEFORM23-JUN-99 13:11:40P-P = 4.31PK(+) = 3.93PK(-) = 3.96CRESTF= 2.60
0 2 4 6 8 10 12 14 16 18 20
-6
-4
-2
0
2
4
6
Time in Seconds
Dis
pla
cem
en
tin
Mils
Time:Ampl:
8.8483.931

5: A microphone with an analog output that can be used tosupply a signal to a spectrum analyzer can be very usefulin the analysis of vibrations that are transmitted by the airrather than through solid material. Note that mostmicrophones have a pretty severe roll of below 20Hz, sothe true pressure pulsation amplitude may not be presentat a lower frequency. The spectral data can still howeverbe used to identify the problem.

6: If a temporary shaft rider is needed, then Ebelon rodworks well. Ebelon is graphite impregnated Teflon and itwill last a significant amount of time in contact with areasonably smooth shaft.

Some Final ThoughtsA vibration analyst must understand the
basic laws of physics (F=ma and F=kx andthat dynamic stiffness is different than
static stiffness). They must alsounderstand signal processing so they do
not get bad data. They must have anappreciation for human nature so they can
get the truth out of mechanics andoperations personnel. They need to
understand how fans motors, gear boxes,compressors, pumps and turbines work.
But most of all they must be able to put allthese things together under adverse
conditions and then be able to think clearlyand arrive at a logical conclusion.